Резьбы метрические — Металлообработка
Таблица шагов резьбы для основных и мелких метрических резьб.
| Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
| Мелкая | Мелкая 2 | Мелкая 3 | ||
| M1 | 0.25 | (0.2) | — | — |
| M1.2 | 0.25 | (0.2) | — | — |
| M1.4 | 0.3 | (0.2) | — | — |
M1. | 0.35 | (0.2) | — | — |
| M1.8 | 0.35 | (0.2) | — | — |
| M4 | 0.7 | 0.5 | — | — |
| M5 | 0.8 | 0.5 | — | — |
| M6 | 1 | 0.75 | — | |
| M8 | 1.25 | 1 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1 | 0.75 |
| M12 | 1. 75 75 | 1.5 | 1.25 | 1 |
| M14 | 2 | 1.5 | 1.25 | 1 |
| 2 | 1.5 | — | 1 | |
| M18 | 2.5 | 2 | 1.25 | 1 |
| M20 | 2.5 | 2 | 1.25 | 1 |
| M22 | 2.5 | 2 | 1.5 | 1 |
| M24 | 3 | 2 | 1.5 | |
| M27 | 3 | 2 | 1. 5 5 | (1) |
| M30 | 3.5 | 2 | 1.5 | (1) |
| M33 | 3.5 | 2 | 1.5 | — |
| M36 | 4 | 3 | 2 | 1.5 |
| M39 | 3(4) | 2 | 1.5 | |
| M42 | 4.5 | 3(4) | 2 | 1.5 |
| M45 | 4.5 | 3(4) | 2 | 1.5 |
| M48 | 5 | 3 | 2 | 1. 5 5 |
| M52 | 5 | 4(3) | 1.5 | |
| M56 | 5.5 | 4 | 3(2) | 1.5 |
| M60 | 5.5 | 4 | 3(2) | 1.5 |
| M64 | 6 | 4 | 3 | 2(1.5) |
| M68 | 6 | 4 | 3 | 2(1.5) |
С более полной информацией по данной теме Вы можете ознакомиться скачав «Справочник конструктора-машиностроителя: в 3-х томах. Автор: Анурьев В.И. 2006 г.» Справочник представлен в электронном виде, в отличном качестве и доступен абсолютно бесплатно.
Шаг Метрической Резьбы | Таблица Соответствия
Метрические резьбы имеют много общих характеристик с британскими, поэтому следует проявлять осторожность, пытаясь дифференцировать их. Во-первых, если метрическая резьба DIN 7631, то она будет иметь фаску 30° на внешней нарезке. Для штуцеров в применении порта, метрические штуцеры (ISO 9974) также практически повторяют концы стержня BSPP (ISO 1179). Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Диаметр болта — это диаметр хвостовика, выраженный в миллиметрах для метрических болтов. Поскольку это примерно то же самое, что и основной диаметр, его измерение можно использовать для полностью резьбовых болтов.
Длина крепежной детали измеряется от того места, где предполагается поверхность материала, до конца. Для крепежных деталей, где головка обычно находится над поверхностью, измерение производится непосредственно под шляпкой до конца. Для болтов и шурупов, которые предназначены для потайной обработки, измерение производится от точки на головке, где находится поверхность материала, до конца изделия.
Метрические крепежные детали производятся с шагом резьбы. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Для метрических параллельных резьб показания суппорта 12.03 мм указывают на то, что это, скорее всего, резьба 12 мм. Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Мы все еще не знаем, однако, если это 1.0 или 1.5 шаг резьбы (или какой-то другой шаг).
Эти шаги должны быть предприняты, чтобы гарантировать успешное определение метрической резьбы:
- Выявить, является ли резьба параллельной или конической.
- Вычислить шаг резьбы в мм с помощью калибра резьбы или суппортов (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры).
- Определить, наружная резьба или внутренняя с помощью суппортов.
- Найти самое близкое совпадение на диаграмме (резьба наружная и шаг объединяются в «выноску резьбы», такую как M12 x 1.5, указывающую на 12 мм с шагом 1,5 мм).
- Если существует уплотнение или угловая уплотнительная поверхность, стоит использовать ее для определения конкретного типа метрического фитинга.
Таблица спецификации метрической резьбы:
Выноска резьбы | Шаг резьбы (мм) | Наружная резьба (мм) | Внутренняя резьба (мм) |
M8 X 1. | 1.0 | 8.0 | 6.9 |
M10 X 1.0 | 1.0 | 10.0 | 8.9 |
М10 Х 1,5 | 1.5 | 10.0 | 8.4 |
M12 X 1.0 | 1.0 | 12.0 | 10.9 |
M12 X 1.5 | 1.5 | 12.0 | 10.4 |
М16 Х 1,5 | 1.5 | 16.0 | 14.4 |
М20 Х 1,5 | 1.5 | 20.0 | 18.4 |
M24 X 1.5 | 1. | 24.0 | 22.4 |
M27 X 2.0 | 2.0 | 27.0 | 24.8 |
M30 X 2.0 | 2.0 | 30.0 | 27.8 |
M36 X 2.0 | 2.0 | 36.0 | 33.8 |
M48 X 2.0 | 2.0 | 48.0 | 45.8 |
M60 X 2.0 | 2.0 | 60.0 | 57.8 |

 5
5Если вы определили фитинг как имеющий метрическую резьбу, все равно нужно определить, какая это версия или стиль.
Фитинги для труб DINТрубные фитинги по международному стандарту DIN имеют коническое горло 24° на внутренней стороне наружного фитинга, которое должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба.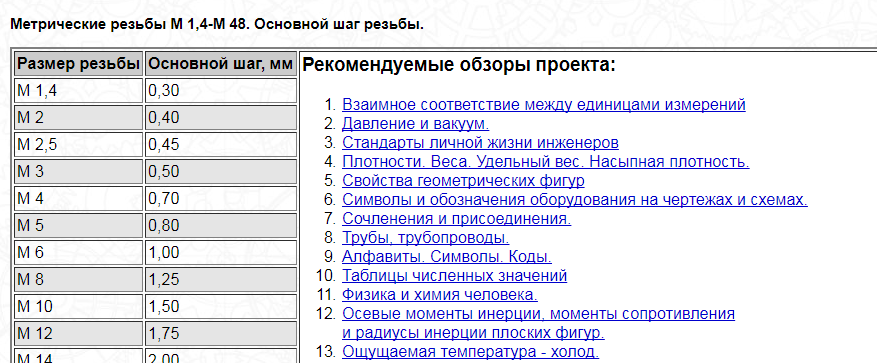 Чтобы определить, к какой серии и размеру трубки относится фитинг, следует изучить гайку трубки: большинство производителей указывают серию и размер трубки на самом изделии. Система, используемая для этой маркировки, сочетает серию труб с трубкой наружной резьбы, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Чтобы определить, к какой серии и размеру трубки относится фитинг, следует изучить гайку трубки: большинство производителей указывают серию и размер трубки на самом изделии. Система, используемая для этой маркировки, сочетает серию труб с трубкой наружной резьбы, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, нужно сопоставить трубу с метрической выноской резьбы (размер резьбы и шаг резьбы в мм).
Фитинги Kobelco и KomatsuФитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании по китайским стандартам. Что определяет эти стандарты, так это то, что они оба используют североамериканские стили герметизации, но с метрической резьбой. Это включает в себя методы уплотнения торцевого уплотнительного кольца (ORFS) и расклешенного седла 37° (JIC), однако резьба UN и SAE заменяется метрической и не соответствует традиционным шагам резьбы во всех размерах.
В России данные крепежные элементы тоже встречаются, но гораздо реже. Они производятся на китайских заводах в первую очередь для экспорта и реализации на североамериканском рынке.
Метрическая коническая резьбаЕсли у вас есть метрическая коническая резьба, вы должны пройти те же начальные шаги для идентификации шага, что и с параллельной. Она похожа на параллельные метрические резьбы. Измерение наружной резьбы покажет фактический размер (т.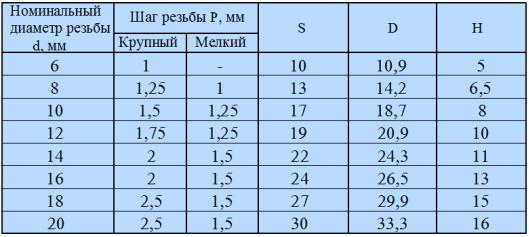 е. измерение 18.01 мм означает, что резьба, скорее всего, M18). Чтобы сделать это точно с коническими метрическими резьбами, необходимо измерить наружную резьбу в третьем ряду от конца фитинга.
е. измерение 18.01 мм означает, что резьба, скорее всего, M18). Чтобы сделать это точно с коническими метрическими резьбами, необходимо измерить наружную резьбу в третьем ряду от конца фитинга.
Порядок определения резьбового шага:
- В первую очередь нужно измерить расстояние от одной нити до другой. Держать линейку следует против нитей, вдоль, чтобы измерить расстояние от одной высокой точки до другой в миллиметрах. Для этого понадобится очень подробная линейка, так как расстояние между нитями может быть не более 0,4 мм. Это может быть трудно для очень тонких винтов, поэтому можно использовать датчик шага, если это возможно.
- Определить диаметр и длину резьбового участка. Для этого требуется замерить расстояние от нижней части головки до конца резьбовой области в миллиметрах. Например, это может быть 8 миллиметров. Затем замеряется диаметр (ширина) резьбового участка в мм.
 Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.
Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга. - Подключить измерения к стандартной метрической форме и начать с диаметра с буквой «М» перед ним. Затем добавить следующее поле. Далее следует длина резьбовой области в миллиметрах с «М» позади нее. Поэтому в этом случае измерение будет представлено в виде M4 X 0.4 X 8M.
 Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.
Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.Помимо линейки, можно применять дополнительные или альтернативные приспособления, чтобы определить шаг резьбы.
Использование суппорта и датчика шагаДанные устройства довольно просты в эксплуатации, но с их помощью можно сделать точные расчеты быстрее. Для этого необходимо:
- Определить, являются ли нити коническими. Чтобы использовать штангенциркуль, необходимо установить точки измерительного инструмента с обеих сторон от объекта, который идентифицируется. Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается.
- Коническую резьбу замеряют на 4-й или 5-й резьбе вниз от шляпки, фактически, в центре нарезной области. Если крепежных элемент не становится уже, можно произвести замеры в любой точке вдоль всей резьбы. Применение суппорта позволяет заметить, что существует несколько точек, где нити располагаются не вплотную. Не стоит помещать то, что требуется измерить, в указанные промежутки. Необходимо держать руки вплотную к нитям.
- Нажать на датчик шага в резьбе, чтобы найти шаг. У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.
- Поместить полученные показатели в стандартизированное измерение. Когда шаг определен, можно вычислить длину шурупа из-под головки, а затем поместить цифровые значения в стандартное измерение, которым является диаметр, шаг резьбы или TPI, а также длина. Если измеряется метрический шуруп или болт диаметром 4 мм, шагом резьбы 0,4 мм и длиной 8 мм, то измерение будет равно M4 X 0,4 X 8M.
 Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается.
Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается. У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.
У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.Многие считают, что метрическая система на самом деле проще, так как многие измерения находятся в одной и той же единице измерения, и нет дробей, усложняющих вычисления.
В магазине «Первый крепеж» вы найдете широкий выбор крепежных элементов: от стандартных болтов и гаек до анкеров и крепежных систем.
Резьбы с крупным шагом — Размеры
Для резьб с крупными шагами основные размеры приведены в табл. 2, для резьб с мелкими шагами — в табл. 3. [c.400]Диаметры стержней под нарезание резцом метрических резьб с крупным шагом (все размеры в мм) [c.230]
Крепежные винты для металла изготовляют с метрической резьбой с крупным или мелким шагом. Исключением являются винты диаметром от 1 до 6 мм, для которых применяют резьбу только с крупным шагом. Определяющими размерами для всех винтов служат диаметр d резьбы и длина /. За длину / большинства крепежных винтов принимают длину их стержня (без головки). Для винтов с потайной головкой длина I включает длину стержня и высоту головки (см. рис. 336, в и 338, 6), а для винтов типа, показанных на рис. 337, б, — всю длину винта. [c.207]
Гайка М12—6Н.
 04 ГОСТ 2526—70, где 1 — исполнение (не пишут), резьба с крупным шагом (не пишут), класс прочности 0,4, без покрытия. Гайка низкая (0,5г(), с уменьшенным размером под ключ, класса точности А (определяет номер стандарта).
[c.250]
04 ГОСТ 2526—70, где 1 — исполнение (не пишут), резьба с крупным шагом (не пишут), класс прочности 0,4, без покрытия. Гайка низкая (0,5г(), с уменьшенным размером под ключ, класса точности А (определяет номер стандарта).
[c.250]Метрическая резьба (см. рис. 1). Обозначения d и D с/, и Dj и >2 — наружный, внутренний и средний диаметры соответственно балта и гайки Р — шаг Н — высота исходного профиля Hi — рабочая высота профиля а — угол профиля. Основные размеры для d = = 1-J-6000 мм определяют по ГОСТ 8724—58 (табл. 1) и ГОСТ 91М—59 различают метрическую резьбу с крупным шагом для d = l+68 мм (табл. 2) и мелким (табл. 3). [c.272]
Резьба метрическая — по ГОСТ 9150—59 поле допуска для резьбы с крупным шагом — 7Я, для резьбы с мелким шагом — 6Я по ГОСТ 16093—70. Раз+ [меры сбегов и фасок па резьбовых отверстиях — по ГОСТ 40549 63-4 Неуказанные предельные отклонения размеров отверстий—но А, валов— по , остальных — но СМ ,
[c. 459]
459]
Треугольные метрические резьбы подразделяют на резьбу с крупным шагом (для диаметров от 0,25 до (Й мм) и с мелким шагом (для диаметров от 1 до 600 мм). У резьбы с крупным шагом определенному наружному диаметру соответствует определенный шаг. У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать различные шаги. Стандарт подразделяет все диаметры резьбы на три ряда. Диаметры и шаги для диапазона размеров от 70 до 600 мм приведены в табл. 8.1. [c.187]
Размеры и предельные отклонения диаметров стержней для резьб с крупным шагом приведены в табл. 12.27, для резьб с мелким шагом — в табл. 12.28. [c.289]
Резьба метрическая для диаметров 1—600 мм подразделяется на резьбу с крупным шагом (0 1—68 мм) и резьбу с мелким шагом (0 1—600 мм). Номенклатура диаметров и шагов, профиль и основные размеры резьбы унифицированы и являются взаимозаменяемыми для любой из социалистических стран, входящих в СЭВ. [c.129]
[c.129]
Погрешность измерения диаметра методом трех проволочек помимо влияния погрешности угла профиля контролируемой резьбы при применении проволочек не наивыгоднейшего диаметра зависит от трех основных факторов 1) погрешности шага контролируемой резьбы 2) угла подъема резьбы (особенно важно для резьб с крупным шагом — трапецеидальных, упорных) 3) отклонения размеров и формы рабочей части проволочек. [c.230]
Обозначение поля допуска резьбы следует за обозначением размера резьбы. Например, для резьбы с крупным шагом болт М12—6g гайка М12—6Н для резьбы с мелким шагом болта М12 X 1—6g гайки MI2 X I—6H. [c.249]
Размеры метрической резьбы с крупным шагом для болтов с шестигранной головкой нормальной точности (рис. 4-14) приведены в табл. 4-17. [c.64]
I. Основные размеры (мм) метрической резьбы с крупным шагом по ГОСТ 24705—81 (СТ СЭВ 182—75) [c.144]
Резьба метрическая, поле допуска на резьбу с крупным шагом 7Н, для резьбы с мелким щагом 6Н — по ГОСТ 16093-81. Размеры сбегов и фасок на резьбовых отверстиях по ГОСТ 10549-80. [c.634]
Если по расчету на прочность найден диаметр dj = 48,35 мм, то, выбрав по табл. 2, например, метрическую резьбу с крупным шагом (по ГОСТ 9150—59) и округляя в большую сторону до стандартного размера значение (которое в данном случае будет /j =50,046), по справочнику или по табл. 6 для этой резьбы определяем номинальный диаметр М56. Шаг S = 5,5 = 52,428 F = 18,950 см — площадь поперечного сечения. Приняв болт с основной метрической резьбой М56, все остальные его размеры (высоту головки Л, длину I, )азмер под ключ и т. д.) находим в зависимости от принятого стандарта. Размеры гайки находим по стандартам, перечисленным в табл. 5. [c.117]
Размеры метрической резьбы с мелким шагом отличаются от резьбы с крупным шагом тем, что при одном и том же наружном диаметре уменьшаются шаг и глубина резьбы. [c.255]
Основные размеры метрической резьбы с крупным шагом по ГОСТ 9150—59 [c.62]
Примечание. Основные размеры приведены только для резьб с крупными шагами. [c.287]
Обозначение поля допуска резьбы следует за обозначением размера. Например, для резьбы с крупным шагом [c.268]Резьбы метрические ИСО с крупным шагом. Номинальные размеры Резьбы метрические ИСО с мелким шагом от 0,2 до 0,75 мм. Номинальные размеры. [c.24]
Резьбы метрические ИСО с крупным шагом. Номинальные размеры [c.59]
Размеры и предельные отклонения (мм) диаметров отверстии под нарезание метрической резьбы с крупным шагом (СТ СЭВ 182—75) [c.50]
Для резьб с крупным шагом из высокопластичных материалов диаметр заготовки выбирают ближе к максимальному размеру (см. табл. 27). Для заготовок из материала с относительным удлинением 5 > 50 % диаметр стержня под накатывание может превышать максимальный размер. [c.528]
Основные размеры резьб с крупными шагами [c.641]
На больших ножах, применяемых при измерении отдельных элементов профиля резьбы с крупным шагом (свыше 1,5 мм),. расстояние от лезвия до риски /, равное 0,9 мм и называемое рабочим размером ножа, рассчитано так, что при совмещении риски е/ окулярной сетки (фиг. 480) с изображением риски ножа изображение лезвия строго совпадает с центральной риской аЬ. [c.361]
Основным недостатком нарезания резьбы этим резцом является низкая производительность, так как резьбовой фасонный резец не может производительно работать -при значительной толщине стружки и высоких скоростях резания. При обработке этим методом требуется, несколько проходов например, для резьб средних размеров — от 12 до 20 проходов, а для резьб с крупным шагом, трапецеидальных и прямоугольных — до 50 проходов и больше. [c.224]
Резьба метрическая — по ГОСТ 9150—59 поле допуска для резьбы с крупным шагом — 7Я, для резьбы с мелким шагом — 6Я по ГОСТ 16093—70. Размеры сбегов и фасок на резьбовых отверстиях — по ГОСТ 10549—63. [c.459]
Условное обозначение метрической резьбы с крупным шагом состоит из буквы М, размера наружного диаметра резьбы и указания поля допуска, например, М20-6ц (на стержне) М42-6Н (в отверстии) и т. д. [c.142]
Форма, размеры и другие характеристики крепежных деталей (такие, как материал, характер покрытия и т. д.) устанавливаются ГОСТ 1759—70. Крепежные детали, как правило, имеют метрическую резьбу с крупным шагом. [c.70]
Основные размеры метрических резьб с крупными шагами [c.90]
Основные размеры метрических резьб с крупными шагами (ГОСТ 9150 — 59), мм [c.264]
Метрические резьбы. Наиболее широкое применение в СССР получили метрические резьбы. По ГОСТ 9150—59 они подразделяются на резьбы с крупными шагами (для диаметров мм) и резьбы с мелкими шагами (для диаметров 1- 600 мм). И те и другие резьбы отличаются между собой размерами шага (для одного и того же диаметра) и других элементов [c.228]
Основные размеры резьб с крупными шагами должны соответствовать указанным в табл. 2. [c.381]
Упражнение 67. 1. В каком из приведенных ниже примеров правильно обозначена метрическая резьба с крупным шагом Размер наружного диаметра 64 мм, шаг 6 мм. Резьба выполнена на стержне. Поле допуска — 6 [c.144]
Метрячесвая резьба с крупным шагом. Основные размеры в мм [c.127]
На производственных чертежах в обозначение метрической резьбы входит 1акже обозначение поля допуска диаметра резьбы, которое состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение (см. гл. 4). Это обозначение следует за обозначением размера резьбы. Например, метрическая резьба с крупным шагом для болта обозначается [c.159]
По ГОСТ 8724—-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в топкостенны.х соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183—75 Резьба метрическая для приборостроения . Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. [c.138]
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например М20, М68 и т. д. (черт. 219). Метрическая резьба с мелким шагом обозначается буквой М , размером наружного диаметра и шагом резьбы, например М20х1.5 М68хЗ и т. д. (черт. 220). По стандарту СЭВ 183—75 многозаходные резьбы отмечаются буквой Р в скобках и числовым значением шага. Например, правая трехзаходная резьба с шагом 1 мм обозначается М24ХЗ (Р1), а та же левая — М24 3 (Р1) Щ. [c.79]
Верхнее отклонение наружного диаметра гайки и иижнее отклонение внутреннего диаметра белта стандартом не нормируюач я. Зазоры в резьбовых соединениях по этим диаметрам обеспечиваются размерами резьбообразующего инструмента. Допуски на диаметры резьбы назначаются по классам точности 2а, 3 и 4. Предельные отклонения для резьбы классов точности 2а и 3 соответствуют ГОСТу 9253—59. Дяя резьбы с крупными шагами нижние отклонения на средние диаметры болта класса точности 2а соответствуют ГОСТу 10191—62. [c.200]
Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом прииедены в табл. 12.29, для резьб с мелким шагом — в табл. 12,30. [c.289]
| Таблица 12.27. Размеры и предельные отклоиеиия диаметров стержней под резьбу с крупным шагом по ГОСТ 19258—73 |
Ширшш плашки В зависит от длины резьбовой части детали и должна быть, согласована с размером гнезда (под плашку) на станке. Если на одном и том же станке приходится накатывать длинные резьбы с крупным шагом и короткие резьбы с мелким шагом, то ширина плашки должна быть выбрана го расчета накатывания длинной резьбы с крупным шагом для короткой резьбы с мелким шагом для облегчения обработки резьбовой части плашки последнюю следует выполнять с уменьшенной шириной Bi. [c.253]
Определитель резьб | Владгидравлика
Определитель резьб – как определить резьбу и тип фитинга.
Справочная таблица размеров фитингов. На штуцере измеряйте наружную резьбу, в гайке измеряйте внутреннюю резьбу. Размеры для штуцера в левой части таблицы. Размеры для гайки в правой части таблицы.
Для измерений применяйте штангенциркуль и резбомерные гребенки. Обратите внимание – для гидравлических соединений используются метрические резьбы с шагом 1,5 мм и 2,0 мм. Крайне редко используется резьба с шагом 1,0 мм. Если шаг отличается от этих значений, то обратите внимание на дюймовые шаги.
| Наружный диаметр резьбы (mm) штуцера | Шаг резьбы | Тип фитинга или адаптера | Внутренний диаметр резьбы (mm) гайки | |||||||
| от | до | дюймовый | метрический, | BSP | DKOL | JIC | ORFS | NPTF | от | до |
| ниток на дюйм, | мм | (T) | DKOS | (UNF) | (UNF) | NPSM | ||||
| tpi | (K)R | DK | ||||||||
| 9,3 | 9,7 | 28 | 0,91 | 1/8″ | 8,5 | 8,9 | ||||
| 9,3 | 9,7 | 29 | 0,88 | 1/8″ | 8,5 | 8,9 | ||||
| 9,7 | 9,9 | 1,5 | M10 | 8,2 | 8,6 | |||||
| 10,9 | 11,1 | 20 | 1,27 | 7/16″ | 7/16″ | 9,7 | 10 | |||
| 11,6 | 11,9 | 1,5 | M12 | 10,2 | 10,6 | |||||
| 12,4 | 12,7 | 20 | 1,27 | 1/2″ | 1/2″ | 11,3 | 11,6 | |||
| 12,9 | 13,1 | 19 | 1,34 | 1/4″ | 11,4 | 11,9 | ||||
| 12,9 | 13,1 | 18 | 1,41 | 1/4″ | 11,4 | 11,9 | ||||
| 13,6 | 13,9 | 1,5 | M14 | 12,2 | 12,6 | |||||
| 14 | 14,3 | 18 | 1,41 | 9/16″ | 9/16″ | 12,7 | 13,9 | |||
| 15,6 | 15,9 | 1,5 | M16 | 14,2 | 14,6 | |||||
| 16,3 | 16,6 | 19 | 1,34 | 3/8″ | 14,9 | 15,4 | ||||
| 16,3 | 16,6 | 18 | 1,41 | 3/8″ | 14,9 | 15,4 | ||||
| 17,6 | 17,9 | 1,5 | M18 | 16,2 | 16,6 | |||||
| 18,7 | 19 | 16 | 1,59 | 3/4″ | 3/4″ | 17,3 | 17,6 | |||
| 19,6 | 19,9 | 1,5 | M20 | 18,2 | 18,6 | |||||
| 20,5 | 20,9 | 14 | 1,81 | 1/2″ | 1/2″ | 18,6 | 19 | |||
| 21,6 | 21,9 | 1,5 | M22 | 20,2 | 20,6 | |||||
| 22 | 22,2 | 14 | 1,81 | 7/8″ | 7/8″ | 20,5 | 20,5 | |||
| 22,6 | 22,9 | 14 | 1,81 | 5/8″ | 5/8″ | 20,6 | 21 | |||
| 23,6 | 23,9 | 1,5 | M24 | 22,2 | 22,6 | |||||
| 25,6 | 25,9 | 1,5 | M26 | 24,2 | 24,6 | |||||
| 26,1 | 26,4 | 14 | 1,81 | 3/4″ | 3/4″ | 24,1 | 24,5 | |||
| 26,6 | 26,9 | 12 | 2,12 | 1.1/16″ | 1.1/16″ | 24,4 | 24,7 | |||
| 29,6 | 29,9 | 2 | M30 | 27,4 | 27,8 | |||||
| 29,8 | 30,1 | 12 | 2,12 | 1.3/16″ | 1.3/16″ | 27,6 | 27,9 | |||
| 29,6 | 29,9 | 1,5 | M30 | 28,2 | 28,6 | |||||
| 31,6 | 31,9 | 2 | M32 | 29,4 | 29,9 | |||||
| 33 | 33,2 | 11 | 2,31 | 1″ | 30,3 | 30,8 | ||||
| 33 | 33,3 | 12 | 2,12 | 1.5/16″ | 1.5/16″ | 30,8 | 31,2 | |||
| 32,9 | 33,4 | 11,5 | 2,21 | 1″ | 30,3 | 30,8 | ||||
| 35,6 | 35,9 | 2 | M36 | 33,4 | 33,8 | |||||
| 37,6 | 37,9 | 1,5 | M38 | 36,2 | 36,6 | |||||
| 40,9 | 41,2 | 12 | 2,12 | 1.5/8″ | 1.5/8″ | 38,7 | 39,1 | |||
| 41,6 | 41,9 | 2 | M42 | 39,4 | 39,8 | |||||
| 41,5 | 41,9 | 11 | 2,31 | 1.1/4″ | 39 | 39,5 | ||||
| 41,4 | 42 | 11,5 | 2,21 | 1.1/4″ | 39,2 | 39,6 | ||||
| 44,6 | 44,9 | 2 | M45 | 42,4 | 42,8 | |||||
| 44,6 | 44,9 | 1,5 | M45 | 43,2 | 43,6 | |||||
| 47,3 | 47,6 | 12 | 2,12 | 1.7/8″ | 1.7/8″ | 45,1 | 45,5 | |||
| 47,4 | 47,8 | 11 | 2,31 | 1.1/2″ | 44,8 | 45,3 | ||||
| 47,3 | 47,9 | 11,5 | 2,21 | 1.1/2″ | 45,1 | 45,5 | ||||
| 51,6 | 51,9 | 2 | M52 | 49,4 | 49,6 | |||||
| 51,6 | 51,9 | 1,5 | M52 | 50,2 | 50,6 | |||||
| 56,2 | 56,6 | 11 | 2,31 | 2″ | 59,2 | 59,6 | ||||
Как заправить нить в швейную машину | Шаг за шагом
Изучите , как заправить нить в швейную машину . Вот отличное новогоднее решение — достаньте швейную машинку и снова начните шить. Да, это похоже на отличную идею, но как давно вы взялись за машинное шитье или сели и разобрались, как заправить нить в швейную машину?
Как заправить нитку в швейную машинуПравильная заправка нити в швейную машину — это основная отправная точка. Так что вытряхните пыль со своей машины, возьмите себя в руки и будьте готовы начать шить заново.Добавьте несколько умных советов, чтобы упростить процесс, и это может иметь решающее значение для ваших отношений со швейной машиной.
Как заправить нить в швейную машину
Перед тем, как начать
- Сначала проверьте свое руководство по шитью, если оно у вас есть. Он должен содержать схематические инструкции о том, как заправить вашу марку машины. Если вы потеряли руководство, прочтите эту статью со ссылками для загрузки руководств по швейным машинам в Интернете.
- Выберите цветную нить, которую вы планируете использовать, и заправьте шпульку (Прочтите, как намотать шпульку)
- Всегда выбирайте нити хорошего качества, такие как Rasant, Gutterman или Coates.Ваша нить должна подходить к выбору ткани. (Прочтите типы швейных ниток)
Как заправить нить в швейную машину за 10 простых шагов
Теперь, прежде чем я покажу вам крупный план каждого шага заправки нити в швейную машину, я сделал эту диаграмму, чтобы вы могли визуализировать общий путь, по которому будет идти нить.
Как заправить нить в швейную машинуШаг 1. Верхняя катушка
Положите хлопок на катушку в верхней части машины. В зависимости от модели вашей машины это может быть вертикальный колышек или лежачий.У вашей машины может быть пластиковый диск, который можно надеть на катушку, чтобы удерживать ее на месте и не дать ей вылететь из верхней части, как только вы начнете шить.
Шаг 2: Нитенаправитель
Протяните нить через нитенаправитель сверху. У этого аппарата Brother довольно большое руководство. Часто направляющая представляет собой небольшую ручку в виде кнопки.
Как заправить нить в швейную машину — верхние катушкиШаг 3: вокруг ручки натяжения
Потяните нить на себя и оберните ее вокруг натяжных дисков ниже.
Шаг 4: Второй нитенаправитель
Затем снова протяните нить вверх во второй нитенаправитель. У него будет рычаг с проушиной, обычно называемый приемным рычагом. Это создает U-образную форму с резьбой.
Как заправить нить в швейную машину — натяжные дискиШаг 5: Над крючком иглы
Проведите нить к игле, следуя за крючками, чтобы удерживать нить.
Шаг 6: Заправьте иглу
Затем проденьте нить в иглу спереди назад.Если у вас возникли проблемы с заправкой нити в иглу, ознакомьтесь с советами ниже в этой статье.
Как заправить нить в швейную машину — иглыШаг 7. Вставьте шпульку
Загрузите намотанную шпульку в соответствии с типом шпульки и инструкциями, приведенными в руководстве. Шпулька в вашей машине может быть вставлена сверху или спереди. У некоторых моделей машин есть съемный футляр, в который вставляется шпулька, а у других он опускается прямо в фиксированное положение.
Дополнительная литература: Что такое шпулька и как намотать шпульку
Поверните маховик (большое колесо с правой стороны машины) на себя, чтобы игла зацепила верхнюю нить за нижнюю.
Проведите нить со шпульки до верхней части пластины машины, где игла входит и выходит.
Шаг 8: Соедините шпульку и верхнюю нить
Найдите застрявшую петлю нижней нити и потяните ее вверх. Вам может понадобиться пинцет или булавка, чтобы ухватить его.
Как заправить нить в швейную машину — шпулькаШаг 9: вытяните нити назад
Осторожно потяните обе нити назад. Они должны свободно бегать, когда вы их тянете.
Как заправить нить в швейную машину — расплавить нитиШаг 10: Тест на обрезке
Возьмите кусок ткани и проверьте свои стежки и натяжение. В начале шитья осторожно удерживайте нити сзади, чтобы не спутать верхнюю и нижнюю нитки. Не забудьте опустить лапку, чтобы ткань стабилизировалась и соединялась с механизмом подачи.
Готово, стабильно, готово к работе на вашей швейной машине с идеальной резьбой.
Как заправить нитку в швейную машину — Дополнительные советы
После того, как вы освоите основы заправки нити, единственной другой проблемой может стать заправка нити в иглу.Что может быть проще, чем пропустить кусочек ваты через игольное ушко?
Вообще говоря, простая задача, но игла швейной машины не может быть поднесена к свету или ближе к вашей точке зрения или дальше, если вы приближаетесь к стадии жизни с очками для чтения! Ваша маленькая игла с маленьким ушком прикрепляется к вашей машине и вставляется в гнездо. Это последняя станция процесса заправки нити в швейной машине.
Полезные советы по заправке нити в машинную иглу:
- Если вам все же нужны очки, попробуйте взять дополнительную пару очков посильнее, просто для того, чтобы заправить нить в иглу.Это поможет увеличить игольное ушко.
- Обрежьте конец нити очень острыми ножницами.
- Вы можете смочить конец нити, осторожно облизнув губы или влажным кончиком пальца. Влажную нить заправлять легче.
- Дополнительный свет на объект также возможен. У машины есть свет, но лампа для исследования могла бы пролить немного больше света на объект.
- Вы также можете купить небольшие приспособления для заправки нити в иглу.
« Заправка нити в иглу » — это термин, обозначающий некоторые движения в активных видах спорта.Можно ли классифицировать шитье как активный вид спорта? Надеюсь, это не так опасно, просто шанс приблизить вас к азарту от начала чего-то нового.
Готов к действию, и к новому сезону шитья ваша швейная машина заправлена правильно!
ПОДРОБНЕЕ Поиск и устранение неисправностей
Если после того, как вы научились заправлять нить в швейную машину, у вас все еще возникают проблемы с правильным шитьем, вот несколько статей по поиску и устранению неисправностей, которые могут вам помочь.
- Швейная игла продолжает ломаться
- Как почистить швейную машину
- Нить швейной машины продолжает разрываться
- Швейная машина пропускает стежки
- Сморщивание шва при шитье
- Руководства по эксплуатации швейной машины
- Советы по технике безопасности для начинающих
- Устранение неполадок швейной машины
- Натяжение швейной машины
- Заправка нитки в швейную машину
Другие статьи по основам работы с швейной машиной
потоков и их типы в операционной системе
потоков и их типы в операционной системе
поток — это единый поток последовательности в процессе.Потоки имеют те же свойства, что и процесс, поэтому они называются легковесными процессами. Потоки выполняются один за другим, но создается иллюзия, будто они выполняются параллельно. Каждый поток имеет разные состояния. Каждый поток имеет
- Программный счетчик
- Набор регистров
- Пространство стека
Потоки не независимы друг от друга, поскольку они совместно используют код, данные, ресурсы ОС и т. Д.
Сходство между потоками и процессами —
- Одновременно активен только один поток или процесс
- Внутри процесса оба исполняются последовательно
- Оба могут создавать дочерние элементы
Различия между потоками и процессами —
- Потоки не независимы, процессы независимы.
- Потоки предназначены для того, чтобы помогать друг другу, процессы могут или не могут это делать
Типы потоков:
- Поток уровня пользователя (ULT) —
Реализован в библиотеке пользовательского уровня, они не создаются с помощью системных вызовов. Переключение потоков не требует вызова ОС и прерывания ядра. Ядро не знает о потоках пользовательского уровня и управляет ими, как если бы они были однопоточными процессами.Преимущества ULT —
- Может быть реализовано в ОС, не поддерживающей многопоточность.
- Простое представление, поскольку поток имеет только счетчик программ, набор регистров, пространство стека.
- Просто создать без вмешательства ядра.
- Переключение потоков выполняется быстро, так как не требуется никаких вызовов ОС.
Недостатки ULT —
- Отсутствие или меньшая координация между потоками и ядром.
- Если один поток вызывает ошибку страницы, весь процесс блокируется.
- Поток уровня ядра (KLT) —
Ядро знает потоки и управляет ими.Вместо таблицы потоков в каждом процессе в самом ядре есть таблица потоков (главная), которая отслеживает все потоки в системе. Кроме того, ядро также поддерживает традиционную таблицу процессов для отслеживания процессов. Ядро ОС обеспечивает системный вызов для создания потоков и управления ими.Преимущества KLT —
- Поскольку ядро полностью знает о потоках в системе, планировщик может решить выделить больше времени процессам, имеющим большое количество потоков.
- Подходит для приложений, которые часто блокируются.
Недостатки КЛТ —
- Медленно и неэффективно.
- Требуется блок управления потоком, поэтому это накладные расходы.
Сводка:
- Каждый ULT имеет процесс, который отслеживает поток с помощью таблицы потоков.
- Каждый KLT имеет таблицу резьбы (TCB), а также таблицу процессов (PCB).
Руководство для начинающих по вышивке крестиком
Вышивка крестиком возвращается среди современных мастеров и мастеров.Научиться вышивать крестиком легко, и эти инструкции для начинающих помогут вам вышивать в кратчайшие сроки!
Что такое вышивка крестиком?
Вышивка крестиком — это разновидность вышивки счетными нитками, которая существует уже много лет, и это одна из самых простых форм ручной вышивки. Вышивка крестиком состоит из X-образных стежков, выполняемых на ткани с ровным и открытым переплетением, например Aida или льняной ткани. Дизайн может быть традиционным, современным или каким-то другим.
Проекты для вышивки крестом часто продаются в виде наборов, но вы также можете приобрести ткань, нитки и основные материалы, чтобы создать свой собственный проект.
В любом случае выполните следующие действия, чтобы изучить основы вышивки крестиком.
Шаг 1: Чтение схемы для вышивки крестиком
Таблица для вышивки крестиком расскажет вам все, что вам нужно знать о том, где вышивать и какой цвет использовать. Сетка на схеме вышивки крестом соответствует сетке, созданной переплетением ткани, а каждый цветной квадрат на схеме представляет собой вышивку крестиком.
Комбинация цветов и символов в квадратах (или символов, только если диаграмма черно-белая) подскажет вам, какой цвет мулине использовать.Используйте легенду диаграммы, чтобы сопоставить символы с цветами мулине.
Когда вы начинаете новый проект по вышивке крестиком, рекомендуется начать вышивать с середины рисунка. Таким образом вы убедитесь, что ваш дизайн находится по центру ткани. Маленькие стрелки по краям схемы вышивки крестом указывают на центральные точки.
Взгляните на свою диаграмму и для начала найдите область рядом с центром. Может быть проще начать с большого цветного блока, а не с части узора, которая часто меняет цвет.
Связано: Как читать схему вышивки крестиком
Шаг 2. Подготовьте ткань
Вышивка крестиком может выполняться на различных тканях, но наиболее распространенными являются аида и лен. Оба материала представляют собой тканые ткани, которые при разрезании имеют тенденцию изнашиваться. Перед тем, как вы начнете сшивать, рекомендуется связать края, особенно если вы сшиваете большой проект, требующий много работы.
Чтобы свести к минимуму потертость, прошейте края зигзагообразным стежком или используйте зигзаг, если он у вас есть.Если вы не хотите сшивать края, можно также перевязать их липкой лентой.
Шаг 3. Найдите центр ткани
Чтобы найти центр ткани, сложите ее пополам в одну сторону, а затем сложите пополам в другую сторону. Зажмите и согните центральную точку, чтобы отметить ее. Вы можете поместить булавку в центр или сделать небольшую строчку, чтобы еще раз отметить центральную точку.
Шаг 4. Использование пялец или рамки
Доступны пяльцы и пяльцы разных стилей.Независимо от того, будете вы использовать один или нет, решать вам. Начинающим мастерам проще заправлять ткань в пяльцы.
Чтобы использовать пяльцы, сначала ослабьте винт и разделите два круга. Положите круг без винта на стол или рабочую поверхность. Положите ткань на пяльцы, убедившись, что центр ткани находится в центре пялец. Поместите другой круг на ткань и прижмите его так, чтобы ткань оказалась зажатой между двумя обручами. Осторожно натяните ткань, затягивая винт на пяльцах.Не затягивайте ткань слишком сильно, иначе это исказит ткань.
Шаг 4. Подготовьте нить
Выберите цвет мулине, с которой вы начинаете, и отрежьте кусок около 18 дюймов. Если вы проделаете намного больше, чем это, нить с большей вероятностью завяжется, когда вы будете шить.
Большинство ниток мулине состоит из шести нитей, скрученных вместе. В зависимости от ткани, которую вы используете, вы обычно будете шить только одну или две нити за раз.
Чтобы отделить прядь, возьмите нить одной рукой и зажмите конец одной прядки другой. Осторожно и медленно потяните прядь вверх и наружу, пока она не отделится от остальных прядей. Вытягивайте только одну прядь за раз. Если потянуть за несколько нитей, нить может завязаться.
Шаг 5. Заправьте нить в иглу
Вышивка крестиком обычно выполняется круглой иглой для гобелена. Размер, который вы используете, зависит от вашей ткани. Если вы сшиваете набор, используйте прилагаемую к нему иглу.Если нет, прочтите эту статью о выборе иглы для вышивки крестом.
Заправьте нить в иглу так же, как в иглу для ручного шитья. Не завязывайте узел на хвосте. Вы будете пришивать хвост, работая, чтобы закрепить его, не завязывая узел. Как правило, вы не должны использовать узелки при вышивании крестиком, потому что они могут оставлять комочки на готовом изделии.
Шаг 6: Делаем ряд крестиков
Вышивка крестиком обычно выполняется рядами слева направо.Обратитесь к своей схеме вышивания, чтобы выяснить, где вы хотите начать вышивание.
Начиная с изнаночной стороны ткани, выведите иглу через отверстие к лицевой стороне, оставив около дюйма нити сзади. Вы будете покрывать хвост петлями, пока будете работать над его закреплением.
Затем пропустите иглу через отверстие по диагонали напротив того места, где вы начали делать наклонный полукрест (/). Обязательно держитесь за хвост с обратной стороны ткани, чтобы он не выскользнул.
Начните вторую вышивку полукреста, вынеся иглу обратно через отверстие, которое находится непосредственно под тем, которое вы использовали в последний раз. Перед тем, как затянуть этот стежок, переверните ткань назад и убедитесь, что конец нити будет захвачен стежком.
Продолжая строчку вдоль ряда, сделать серию полукрестов (////).
Затем вернитесь через ряд и сделайте несколько петель полукреста в другом направлении (\\\\).
Шаг 7: Вышивание отдельных крестиков
В некоторых местах вашего дизайна может быть проще выполнить полную вышивку крестиком, прежде чем переходить к следующей строчке, вместо того, чтобы работать рядами. Следуйте схеме ниже, чтобы сделать отдельные крестовые стежки.
Шаг 8. Завершение цепочки
Продолжайте строчить, пока не дойдете до конца нити или пока в выкройке не закончатся стежки. На изнаночной стороне ткани проденьте иглу как минимум под три завершенных стежка, чтобы закрепить нить.Обрежьте оставшуюся нить, стараясь не обрезать ее слишком близко.
Советы и хитрости
Вы быстро освоите основные вышивки крестом. Вот несколько дополнительных советов, о которых следует помнить.
- Стремитесь к легкому натяжению петель. Не затягивайте их так сильно, чтобы они искривляли ткань или оставляли их настолько неплотными, что они порывались. Стежки должны плотно прилегать к ткани, но не натягивать ее.
- Не делайте длинных прыжков через изнаночную сторону ткани с нитью, потому что они могут просвечивать спереди.При переходе к новой области, удаленной более чем на несколько стежков, вы должны закончить нить, а затем начать ее снова с нового места.
- Купите все необходимое для проекта с самого начала. Нити выпускаются партиями красителей, которые могут незначительно отличаться от партии к партии.
- Во время вышивания нить будет скручиваться. Время от времени позволяйте игле и нитке свободно висеть, чтобы они могли раскручиваться.
- Удачи! Вышивка крестиком — это расслабляющее и полезное ремесло. Не зацикливайтесь на деталях и наслаждайтесь процессом!
Руководство по группам потоков JMeter
В этом документе описаны различные типы групп потоков JMeter и их использование.Когда мы говорим о тестировании производительности, очень важным фактором является попытка имитировать реальное поведение пользователя как можно лучше. В JMeter виртуальные группы пользователей представлены группами потоков.
Группа потоков — это набор потоков, выполняющих один и тот же сценарий. Это базовый элемент для каждого плана тестирования JMeter.
Доступно несколько групп потоков, которые можно настроить для имитации того, как пользователи взаимодействуют с приложением, как поддерживается нагрузка и в течение какого периода времени.
Давайте подробно рассмотрим каждый тип группы потоков.
Группа потоковЭта группа потоков является самой основной группой потоков. Он имеет некоторые стандартные настройки и может быть адаптирован для большинства сценариев нагрузочного тестирования.
Давайте рассмотрим параметры группы потоков:
- Количество потоков: Это общее количество виртуальных пользователей, выполняющих выполнение тестового сценария.
- Период разгона (в секундах): Он сообщает JMeter, сколько времени потребуется для достижения полного числа потоков.Например, если у вас 100 пользователей с периодом нарастания в 50 секунд, JMeter потребуется 50 секунд, чтобы запустить все 100 потоков, добавляя 2 потока в секунду.
- Число циклов: Это количество выполнений сценария. Например, если количество циклов равно 2, а количество потоков равно 100, сценарий будет выполняться 200 раз. Если счетчик циклов установлен «навсегда», новые потоки будут продолжать запускаться до тех пор, пока тесты не будут остановлены.
- Отложить создание потока до необходимости: Если этот параметр отмечен, задержка нарастания и задержка запуска выполняются до создания данных потока.Если не отмечено, все данные, необходимые для потоков, создаются перед запуском выполнения теста.
- Планировщик: Планирует тесты. Вы можете установить индивидуальную продолжительность и задержку запуска для создания потоков в этом разделе.
Прибытие — это начало итерации потока.
Параметры конфигурации группы потоков:
- Целевая скорость: Используется для определения количества новых поступлений в минуту .
- Время нарастания: Это сообщает JMeter, сколько времени потребуется для достижения целевой скорости поступления.
- Этапы наращивания: Это относится к степени детализации увеличения скорости поступления. Чем больше шагов, тем более гладкий узор.
- Время удержания целевой скорости: Продолжительность, в течение которой вы хотите запускать тесты.
- Ограничение итераций потока: Ограничивает количество итераций.
- Ограничение параллелизма: Ограничивает количество потоков.
Пояснение к общему количеству прибытий:
Давайте разделим наш тест на 3 части:
- 0–30 секунд
- 30–60 секунд
- 60–180 секунд
Всего прибытий = Прибытие между 0 -30 сек. + Прибытие между 30-60 сек. + Прибытие между 60-180 сек.
Теперь в плане тестирования шаг увеличения 2 и скорость увеличения составляет 1 минуту. Это означает, что 120 приходов в минуту достигаются за 1 минуту с 2 шагами (по 30 секунд каждый).Таким образом, для первых 30 секунд скорость прибытия будет 60 прибытий в минуту, а количество прибытий в течение 30 секунд при 60 прибытиях в минуту будет 30 (поскольку она работает в течение 30 секунд).
Для 30–60 секунд скорость прибытия составляет 120, а количество прибытий за 30 секунд при 120 прибытиях в минуту составляет 60 (120 * 30/60 = 60) прибытий.
Для 60–180 секунд скорость прибытия составляет 120 приходов в минуту, поэтому за 2 минуты общее количество прибытий составляет 120 * 2 = 240 приходов.
Итак, общее количество приходов = 30 + 60 + 240 = 330
Эта группа потоков подходит для целевых сценариев.Например, если вы хотите увидеть, как ведет себя ваше приложение электронной коммерции, когда каждую секунду размещается 50 заказов.
Группа потоков с параллелизмомЭта группа потоков также подходит для целевых сценариев, но здесь цель состоит в том, чтобы контролировать количество одновременных пользователей в течение определенного периода времени.
Параметры конфигурации группы потоков:
- Целевой параллелизм: Число одновременных пользователей, которые должны поддерживаться после увеличения.
- Время разгона: Временной интервал, необходимый для достижения целевой скорости параллелизма.
- Шаги увеличения: Это относится к степени детализации скорости увеличения параллелизма. Чем больше шагов, тем более гладкий рисунок. Установка этого поля на 0 означает, что нарастание будет плавным, и потоки будут иметь равномерную задержку между ними.
- Время удержания целевой скорости: Продолжительность поддержания целевого параллелизма перед началом постепенного завершения всех потоков.
- Ограничение итераций потоков: Ограничивает количество итераций.
Пояснение к приведенной выше конфигурации:
Каждую 1 минуту будет добавляться 20 пользователей, пока мы не достигнем 100 пользователей. (5 минут, разделенных на 5 шагов, равны 1 минуте на шаг. 100 пользователей, разделенных на 5 шагов, равны 20 пользователям на шаг. Итого 20 пользователей каждые 1 минуту). После достижения 100 потоков все они будут продолжать работать и вместе обращаться к серверу в течение 5 минут
Группа потоков произвольной формыЭто похоже на группу потоков поступления, разница в том, что эта группа потоков не имеет времени нарастания и варианты шагов.
Параметры конфигурации группы потоков:
- Начальные и конечные значения: Начальное значение означает скорость поступления в начале временного интервала (длительность), а конечное значение означает скорость поступления в конце таймфрейма (длительности).
В приведенном выше примере начальное значение — 30, конечное значение — 60, а продолжительность — 60 секунд. Это означает, что JMeter будет начинать с 30 поступлений в секунду в начале временного интервала и продолжает добавлять 1 прибытие каждые 2 секунды, чтобы достичь цели 60 поступлений в секунду к концу 60 секунд.
Общее количество прибывших будет равняться 1-й секунде + 2-й секунде +… 60-й секунде.
В этом случае частота прибытия в первые 2 секунды равна 30, и будет добавляться одна частота прибытия для каждых 2 секунд, поэтому в следующие 2 секунды (3-я и 4-я секунда) частота прибытия будет 31, скорость прибытия для следующих 2 секунды — это 33…
Суммируя все скорости поступления с 1-й по 60-ю секунду, получаем общее количество приходов = 30 + 30 + 31 + 31 + 32 + 32 +…. + 60 ~ = 2700.
- Продолжительность: Эквивалент целевой скорости удержания из предыдущей группы потоков.
- Предел итераций потоков: То же, что и для группы потоков поступления.
- Предел параллелизма: То же, что и для группы потоков прибытия.
Это более старая версия группы потоков с параллелизмом, требующая немного дополнительной настройки. По сути, конечный результат один и тот же, единственное, что изменилось, — это нарастание и замедление.
Поля говорят сами за себя, а заполнение полей ввода похоже на завершение неполного предложения: эта группа запустит xx потоков (целевой параллелизм). Сначала подождите xx секунд, затем запустите xx потоков, затем добавьте xx потоков каждые xx секунд, используя xx секундное увеличение. Затем удерживайте нагрузку в течение xx секунд (эквивалент времени удержания). Наконец, останавливайте xx потоков каждые xx секунд.
В любом случае, для сценариев, когда вам необходимо поддерживать определенное количество одновременных пользователей в течение определенного периода времени, я предлагаю использовать группу потоков с параллелизмом, поскольку вам не нужно беспокоиться о большой настройке.
Ultimate Thread GroupКонечная группа потоков имеет широкие возможности настройки и в отличие от групп потоков поступления или произвольной формы и параллелизма, эта группа уничтожает активные потоки по истечении установленного времени. Это приведет к реальному поведению пользователя, когда пользователи закроют вкладку приложения или браузер. Это также означает, что график предварительного просмотра, показывающий ожидаемых параллельных пользователей, будет действительно точным, поскольку постепенное снижение контролируется группой потоков, а не определяется временем выполнения каждого потока.Группа потоков также запускает новый поток для поддержания счетчика потоков в ситуации, когда один поток завершил выполнение. См. Пример ниже:
Параметры конфигурации группы потоков:
- Таблица расписания потоков: Вы можете добавить несколько строк, каждая из которых выполняется последовательно, каждая из которых запускается в соответствии с настройку «Начальная задержка». Это означает, что строки (группы виртуальных пользователей) будут выполняться параллельно, если настройка «Начальная задержка» одинакова для всех полей.
- Поле счетчика начальных потоков: Вы устанавливаете целевой параллелизм потоков.
- Начальная задержка: Установите, сколько времени вы ждете перед запуском выполнения потоков из этой конкретной строки.
- Время запуска: Время нарастания для всех потоков, заданных в счетчике потоков. Например, для 20 потоков и времени начала 20 секунд у вас будет 1 новый поток, запускаемый каждую 1 секунду.
- Удерживаемая нагрузка для поля: Здесь вы устанавливаете продолжительность для поддержания определенного количества одновременных пользователей и полностью не зависит от времени нарастания.
- Время выключения: Интервал времени для отключения всех активных потоков.
Все типы групп потоков имеют общий параметр «Действие, которое нужно предпринять после ошибки образца», используемый для указания, какое действие следует выполнять при возникновении ошибки. Это может быть «Продолжить», «Начать следующую группу потоков», «Остановить поток», «Остановить тест», «Остановить тест сейчас».
Использование групп потоков
С RedLine13 вы можете запустить нагрузочный тест JMeter со своим JMX-скриптом любого мобильного приложения, веб-приложения или API.
Пример результатов:
С RedLine13 вы можете запустить нагрузочный тест JMeter со своим JMX-скриптом любого мобильного приложения, веб-приложения или API.
Проведите собственный тест на RedLine13.
Что такое поток в ОС и в чем разница между процессом и потоком?
Что такое поток в ОС и в чем разница между процессом и потоком?
Читая этот блог, вы можете слушать музыку или заниматься другой работой.Другими словами, вы можете выполнять разные задачи параллельно. Точно так же в компьютере для параллельного выполнения процессов используется потоков, . В компьютерной или мобильной игре, когда вы видите такие объекты, как автомобили, грузовики и т. Д., Это просто потоки, которые выполняются в игровом приложении. Рассмотрим другой пример, когда в веб-браузере может быть поток для отображения изображений или видео, в то время как другие потоки могут получать данные из Интернета. Таким образом, одному приложению может потребоваться параллельное выполнение нескольких аналогичных задач.Поток используется для улучшения приложения за счет параллелизма. Итак, приступим и узнаем больше о потоках.
Поток
Поток — это исполнительный блок, который имеет собственный счетчик программ, стек и набор регистров, которые находятся в процессе. Потоки не могут существовать вне какого-либо процесса. Кроме того, каждый поток принадлежит ровно одному процессу. Информация, такая как сегмент кода, файлы и сегмент данных, может совместно использоваться разными потоками.
Потоки обычно используются для улучшения приложения за счет параллелизма .Фактически, только один поток одновременно выполняется ЦП, но ЦП быстро переключает между потоками, чтобы создать иллюзию, что потоки работают параллельно.
Потоки также известны как облегченные процессы.
На схеме выше показаны однопоточный и многопоточный процессы. Однопоточный процесс — это однопоточный процесс. Многопоточный процесс — это многопоточный процесс.Как ясно показывает диаграмма, у нескольких потоков в нем есть свои собственные регистры, стек и счетчик, но они разделяют код и сегмент данных.
Типы потоков
Потоки пользовательского уровня
- Потоки пользовательского уровня управляются пользователями, и ядро не знает об этом.
- Эти потоки быстрее создавать и управлять ими.
- Ядро управляет ими, как если бы это был однопоточный процесс.
- Реализуется с использованием библиотек пользовательского уровня, а не с помощью системных вызовов.Таким образом, при переключении контекста потоком операционная система не обращается.
- У каждого процесса есть своя собственная таблица частных потоков для отслеживания потоков.
Поток уровня ядра
- Ядро знает о потоке и поддерживается ОС.
- Потоки создаются и реализуются с помощью системных вызовов.
- Таблица потоков отсутствует для каждого процесса. В ядре есть таблица потоков, чтобы отслеживать все потоки, присутствующие в системе.
- Потоки уровня ядра создаются и управляются медленнее, чем потоки уровня пользователя.
Преимущества потоков
- Производительность: Потоки улучшают общую производительность (пропускную способность, скорость вычислений, отзывчивость) программы.
- Совместное использование ресурсов: Поскольку потоки могут совместно использовать память и ресурсы любого процесса, это позволяет любому приложению выполнять несколько операций в одном адресном пространстве.
- Использование многопроцессорной архитектуры: Различные потоки могут выполняться параллельно на нескольких процессорах, следовательно, это позволяет использовать процессор в большой степени и повысить эффективность.
- Сокращенное время переключения контекста: Потоки минимизируют время переключения контекста, как и при переключении потоков, пространство виртуальной памяти остается прежним.
- Параллелизм: Поток обеспечивает параллелизм внутри процесса.
- Параллелизм: Методы параллельного программирования легче реализовать.
Разница между процессом и потоком
- Определение: Процесс означает программу, которая в настоящее время выполняется, тогда как поток — это объект, который находится внутри процесса, который может быть запланирован для выполнения.
- Время завершения: Процессам требуется больше времени для завершения, тогда как потокам требуется меньше времени для завершения.
- Время создания: Время создания процесса занимает больше времени по сравнению со временем создания потока.
- Время переключения контекста: Переключение контекста процесса занимает больше времени по сравнению с переключением контекста потока.
- Связь: Обмен данными между потоками требует меньше времени по сравнению с обменом данными между процессами.
- Ресурсы: Процессы также называют тяжелыми, поскольку они используют больше ресурсов. Потоки называются легковесными процессами, поскольку они совместно используют ресурсы.
- Память: Процесс запускается в отдельном пространстве памяти, а потоки — в общем пространстве памяти.
- Совместное использование данных: Различные процессы имеют разные копии данных, файлов и кодов, тогда как потоки используют одну и ту же копию данных, файлов и сегментов кода.
- Пример: Открытие нового браузера (например, Chrome и т. Д.) Является примером создания процесса.На этом этапе начнется выполнение нового процесса. Напротив, открытие нескольких вкладок в браузере — это пример создания цепочки.
Вот и все. Подробнее о многопоточности и ее моделях мы узнаем в следующем блоге. Надеюсь, вам понравился этот блог.
Поделитесь этим блогом с друзьями, чтобы распространять знания. Посетите наш канал YouTube для получения дополнительной информации.
Продолжайте учиться 🙂
Команда AfterAcademy!
Пошаговое руководство по построению диаграмм с помощью Thread-Bare
У нас уже есть несколько обучающих видео по созданию схем для вышивки крестиком, которые помогут использовать наше приложение, но после получения отзывов от читателя, который искал для письменных инструкций, а не для видео, мы составили это руководство.
Начало работы
Наше приложение работает через Интернет и работает в вашем браузере, поэтому его не нужно загружать или устанавливать, и оно должно работать на большинстве платформ с использованием последних версий браузера Chrome, FireFox или Safari. Мы настоятельно рекомендуем по возможности использовать Chrome.
Перейдите в приложение для построения графиков Thread-Bare и щелкните ссылку «Дизайнер», чтобы открыть инструмент преобразования:
Левая панель содержит все элементы управления, которые регулируют результаты. Есть несколько раскрывающихся списков, флажков, кнопок и ползунков.Обратите внимание, что ползунки также можно отрегулировать с помощью клавиш со стрелками влево и вправо после нажатия на них — это особенно полезно для точной настройки и внесения небольших корректировок.
Первый совет, прежде чем делать что-нибудь , — это уменьшить масштаб размера, чтобы он не был слишком большим. По умолчанию 500, что нормально, но что-то ближе к 300 — хорошо. Только не начинайте с максимального значения, так как это сразу создаст потрясающе выглядящую диаграмму, но она также будет ОГРОМНОЙ, и на ее создание уйдет много лет.Это также поможет ускорить начальное построение графика изображения в зависимости от того, какое устройство вы используете.
Вам нужно реалистично оценивать размер вашего проекта, поэтому начните с меньшего размера, и вы можете постепенно его увеличивать. Важно найти баланс между управляемым размером и уровнем детализации, которым вы довольны, многие графики на рынке выглядят фантастически, но нереально велики и поэтому, вероятно, от них откажутся. Цель преобразования диаграммы — сделать наименьшего размера и наименьшего возможного количества цветов с желаемым качеством.На самом деле нет ничего хорошего в том, чтобы использовать больше цветов или создать большую диаграмму, часто это просто добавление дополнительной работы и затрат без значительного улучшения результатов.
У нас есть инструмент для оценки времени вышивания проекта на основе размера и вашей прошлой скорости вышивания — вы действительно хотите посвятить себя проекту, на выполнение которого уйдет более 12 лет? Сможете ли вы когда-нибудь завершить его или расстроиться и расстроиться, когда вы наткнетесь на брошенную фигуру, томящуюся вничью? За это время может произойти многое, и ваши вкусы могут измениться, так что будьте реалистами.
Загрузите свое изображение
Всегда начинайте с абсолютно лучшей версии изображения, чтобы гарантировать наилучшее качество результата. Если файл был загружен и загружен с facebook несколько раз, он сжимается и каждый раз теряет качество, и вы получите артефакты JPG, которые повлияют на качество вашей диаграммы. Также остерегайтесь делать снимок экрана вместо загрузки правильной версии — это может серьезно повлиять на качество, поскольку изображение могло быть уменьшено, чтобы соответствовать меньшему дисплею.
Загружаемое изображение должно быть в формате PNG или JPG, чтобы приложение могло его использовать. Изображения, содержащиеся в таких документах, как файлы PDF или Word, работать не будут.
Также важно выбрать правильное изображение для диаграммы, поскольку некоторые изображения будут работать лучше, чем другие — вы можете узнать больше о выборе правильного изображения в нашем предыдущем сообщении в блоге Фотография для вышивки крестиком
Мы предоставляем основные параметры настройки изображения в приложение, но если ваше изображение требует серьезной очистки, удаления фона или обрезки, то сначала это нужно будет сделать в приложении для редактирования графики.
Вот пример изображения, которое мы будем использовать в этом руководстве:
Теперь, чтобы начать, вы можете либо перетащить свое изображение на страницу, либо щелкнуть поле, которое откроет окно проводника файлов, чтобы выбрать изображение из .
После того, как вы выберете или отпустите свое изображение, его обработка займет всего несколько секунд, и в правом верхнем углу будет отображаться ход обработки.
Вот первый набросок нашего графического изображения. Мы должны увидеть хорошие результаты с настройками по умолчанию, но давайте посмотрим, как мы можем сделать его еще лучше, отрегулировав некоторые параметры:
Набор резьбы
Хотя большинство людей, вероятно, будут использовать резьбу DMC, есть и другие производители, такие как Якорь или Риолис, у которых есть другой набор доступных цветов, и если вы их используете, диаграмму необходимо сгенерировать с выбранным набором нитей.
DMC в настоящее время имеет 482 уникальных цветов, доступных в их палитре, которая включает новые цвета 01-35, выпущенные в 2018 году, но если вы используете нить CXC или создаете диаграмму для алмазной живописи, вы захотите выбрать Опция DMC 447 / CXC, которая ограничивает количество нитей, чтобы исключить эти новые цвета.
Всегда проверяйте, что у вас выбрана правильная палитра (вы можете изменить ее в любой момент во время преобразования).
Размер и количество цветов
Самыми основными параметрами преобразования являются размер диаграммы и количество цветов, которые вы хотите ограничить для использования.Увеличение размера и количества цветов всегда будет выглядеть лучше, но имейте в виду, что чем он больше и чем больше цветов ниток в нем, тем больше времени потребуется для вышивания, поэтому избегайте соблазна просто сдвинуть оба до максимума.
Вам редко нужно устанавливать высокие значения для и из них, чтобы получить наилучшие результаты, и в некоторой степени это разные способы контроля качества, которые работают по-разному.
Если вы планируете создать диаграмму, подходящую для определенной рамки изображения или куска ткани, вы можете использовать предполагаемый размер заполненной диаграммы, чтобы выбрать нужный размер.Просто проверьте количество ниток для ткани, которую вы будете использовать, и отрегулируйте размер, чтобы он совпадал.
Приложение не позволит вам сделать узор больше исходного изображения, так как это только ухудшит качество. Он автоматически изменит размер изображения, чтобы он соответствовал желаемому размеру, и обеспечение высокого качества исходного изображения позволит сделать это таким образом, чтобы по-прежнему создавался отличный узор.
Предполагаемый размер
После загрузки изображения вы увидите таблицу с правой стороны, показывающую приблизительный размер готовой сшитой области с использованием различных количеств ткани.При покупке ткани вам нужно будет добавить по крайней мере 2-3 дюйма к каждому из этих размеров, чтобы получить границу вокруг вашей строчки, чтобы можно было обрамлять и отделывать. Если вам нужна помощь в расчете требований к ткани, у нас есть удобный калькулятор ткани, который поможет в этом.
Мы также указываем размер холста, если вы собираетесь создать версию алмазной живописи.
Список нитей и количество
Также с правой стороны после загрузки изображения вы увидите список всех цветов, используемых в таблице, на основе текущих настроек.По мере того, как вы настраиваете какие-либо параметры для улучшения диаграммы, этот список будет обновляться и изменяться.
Вы можете отсортировать этот список либо по коду потока, либо по количеству, щелкнув заголовок каждого столбца. Если вы нажмете «Счетчик», он отсортирует список по количеству стежков определенного цвета от наибольшего к наименьшему. Если вы щелкните код, он будет отсортирован по коду DMC от наименьшего к наибольшему.
Этот список полезен, если у вас слишком большое количество цветов. Если вы отсортируете по счетчику и прокрутите список вниз, чтобы увидеть цвета с наименьшим количеством стежков, если у вас есть 20 цветов с использованием только одного или двух стежков, вы, вероятно, можете безопасно уменьшить количество цветов, используемых в таблице.Имейте в виду, что хотя это не жесткое и быстрое правило, вы должны учитывать изображение, которое вы рисуете, например, изображение ниже будет в основном белым, серым и коричневым, но для глаз будут необходимы некоторые стежки синего цвета, поскольку они являются особенностью изображения, поэтому вы не хотите потерять эти детали.
После того, как вы добавите свою диаграмму в корзину, цвета и символы для этой конкретной диаграммы будут заблокированы с этими настройками. Если вы затем решите, что вам нужно внести больше изменений, вам нужно будет нажать кнопку «Очистить изображение», а затем повторно загрузить изображение, при этом сохранятся настройки, которые были у вас в момент добавления корзины в корзину, а также повторно активировать кнопку корзины.
Если вы нажмете кнопку «Сброс», все настройки будут сброшены до значений по умолчанию, и вам придется начинать с нуля.
Средство просмотра и масштабирование паттернов
В любой момент во время построения графика вы можете увеличить изображение, чтобы увидеть все детали графика вплоть до используемых символов, которые могут быть полезны для определения сложности.
Для увеличения, если вы находитесь на сенсорном экране, используйте жест щипкового экрана для увеличения и уменьшения масштаба, а на настольном компьютере вы можете удерживать клавишу Shift и прокручивать с помощью мыши.Вы можете смахивать / прокручивать, чтобы увидеть различные части диаграммы.
Обратите внимание, что, поскольку мы постоянно обновляем приложение для его улучшения, мы не можем гарантировать, что точно будут генерироваться каждый раз, поэтому, хотя может возникнуть соблазн использовать онлайн-версию для сшивания от, пожалуйста, не делайте этого, так как диаграмма и символы могут измениться! Покупка выкройки блокирует все детали, поэтому вы можете безопасно завершить работу и повторно загрузить тот же самый узор в любое время, когда вам понадобится (а также иметь версию в формате PDF для сохранения).
Наша система создает шаблоны для вышивки крестиком в формате PDF, которые ясны и просты в использовании, но мы позволяем вам увидеть все детали рисунка перед покупкой, чтобы вы могли совершить покупку с полной уверенностью.
Дизеринг
Дизеринг может существенно повлиять на качество результатов — он обеспечивает более плавные переходы между цветами без резких границ или полос при их изменении, что часто проявляется в диаграммах более низкого качества с плавными цветовыми градиентами в исходном изображении.Дизеринг (иногда называемый « конфетти ») — это когда два или более цвета перемежаются, и при просмотре на расстоянии создается впечатление цветов, которых на самом деле нет — возможно, потому что количество цветов было ограничено или нитки просто недоступны в те точные цвета.
Расширенные настройки добавляют параметры для порога дизеринга (как разные цвета должны быть смешаны) и силы. Вместо того, чтобы пытаться объяснить их, просто попробуйте изменить их и посмотреть, какой эффект они имеют.Большинство вариантов дизеринга лучше всего работают с порогом 85 или более (30 для Riemersma).
Двумя вариантами дизеринга, которые, как правило, лучше всего подходят для вышивки крестиком, являются Аткинсон и Римерсма. Riemersma имеет тенденцию давать лучшие результаты по оттенкам кожи, с которыми борются многие программы для построения графиков на рынке, хотя Riemersma стремится создавать более сложные диаграммы.
Для более подробного объяснения науки, лежащей в основе дизеринга, ознакомьтесь с нашей предыдущей статьей «Размер, цвет, резкость и дизеринг для пользовательских схем вышивки крестиком»
Увеличьте исходную диаграмму без дизеринга.
Изображение крупным планом с примененным дизерингом.
Между двумя изображениями выше вы можете увидеть, что простая небольшая корректировка настроек значительно улучшает качество готовой диаграммы. Цвета более гладкие и менее неоднородные, что дает более стабильный результат и меньше полос на изображении.
Главное, что нужно сделать, это поэкспериментировать с различными вариантами. Мы установили исходные параметры по умолчанию для параметров, которые часто хорошо работают с большим количеством изображений, но каждое изображение отличается и потребует настройки для получения наилучших результатов, поэтому поиграйте с различными параметрами.
Всякий раз, когда вы начинаете с нового образа, убедитесь, что вы нажали кнопку «Сброс», которая вернет все настройки к параметрам по умолчанию, которые обычно являются хорошей отправной точкой.
На что следует обратить внимание
Некоторые другие способы улучшить график…
Повышение резкости
Параметр повышения резкости очень полезен для улучшения деталей, но будьте осторожны, чтобы не повышать резкость изображения, так как оно будет выглядеть искаженным и немного искаженным. мультяшный. Это может создать приятный эффект на определенных изображениях, но об этом следует помнить.
См. Пример ниже, который был чрезмерно заострен, теперь нос собаки выглядит так, как будто он сильно обведен сверху и выглядит не так естественно.
Отсутствие / слишком большая контрастность
Контрастность — это диапазон от светлого до темного на изображении — черные должны быть черными, а белые должны быть белыми, если какой-либо из них больше серого цвета, может быть недостаточно контраста, и вы можно использовать ползунок для регулировки (как вверх, так и вниз).
Если вы слишком сильно увеличите контраст, на изображении появятся пятна, которые будут размыты, и вы потеряете детали.На изображении ниже обведены области, окрас собаки искажен и выглядит ярко-белым.
Яркость
Параметр яркости можно использовать, если изображение слишком темное или светлое, вы можете настроить изображение, чтобы исправить до приемлемого уровня.
Насыщенность / тепло
Насыщенность — это интенсивность цвета, поэтому, если вам нужна диаграмма с более яркими или яркими цветами, увеличьте насыщенность. Тепло изменяет цветовой баланс, изображения, сделанные поздно днем или при свете лампы накаливания, имеют тенденцию быть более оранжевыми, поэтому, если вы хотите исправить это, вы можете уменьшить теплоту.И наоборот, если изображение выглядит слишком холодным или синим, вы можете увеличить теплоту.
Оттенки серого и сепия
Оттенки серого — это способ преобразования изображений в черно-белые, в то время как сепия позволяет придать любому изображению ощущение старины. Это хорошие варианты, если исходное изображение не самого лучшего качества, а также значительно снижает количество используемых цветов.
Удачи вам в построении графиков, мы всегда готовы помочь, если вам это нужно, просто отправьте нам сообщение через наши страницы в Facebook, указанные ниже.
Не забудьте поставить лайк и подписаться на нас на нашей странице Thread-Bare Stitching в Facebook или загляните на нашу страницу ссылок, чтобы получить полный список всех наших каналов и услуг в социальных сетях. Thread-Bare Links
tutorial
Complete Warping Steps | Handwoven
Страх деформации — одна из главных причин, сдерживающих новых ткачей, но пусть это вас не пугает! Вы можете получать удовольствие от методического процесса, и чем больше вы его делаете, тем легче это становится. Конечно, первые несколько раз, когда вы будете деформировать ткацкий станок, обязательно иметь под рукой подробные пошаговые инструкции! Вот почему мы здесь, чтобы помочь.
Существует три основных способа деформации ткацкого станка, каждый из которых имеет свои преимущества и недостатки. По правде говоря, нет единого правильного способа искривить ткацкий станок. Все дело в том, что вам как ткачу проще всего, что лучше всего работает с вашим конкретным ткацким станком и какой метод имеет наибольшее значение для проекта, над которым вы работаете.
Деформация спереди назад
Деформация спереди назад означает, что вы начинаете с ткацкой стороны вашего ткацкого станка, натягивая тростник и заправляя изгородь перед тем, как наматывать основу на заднюю балку.Вы можете предпочесть этот стиль деформирования, если ваш ткацкий станок имеет съемную заднюю балку, которая позволяет вам приближаться к изгородям сзади во время заправки нити. Что касается оборудования, вам не нужно иметь радугу или беспокоиться о размещении арендных палочек.
Снование спереди назад также позволяет наматывать разные части основы по отдельности (например, пряжу одного цвета или веса за раз) в их собственные цепи. Это потому, что вы можете натягивать каждую цепь отдельно с соответствующими вмятинами на язычке.При поперечной сновании необходимо наматывать нити основы в точном порядке, в котором они будут идти на задней балке.
Нажмите здесь, чтобы узнать, как деформировать ткацкий станок спереди назад
Сзади на переднюю коробку
Обратно-передняя деформация означает, что вы начинаете с лучевой деформации основы. Основа проходит через крест, удерживаемый арендованными стержнями, которые сохраняют порядок отдельных нитей, и через радл, который поддерживает ширину основы. Затем вы продеваете изгородь и натягиваете трость, сидя перед станком.
Деформация ткацкого станка задом наперед может быть хорошим выбором, если у вас есть несколько концов на одной вмятине. Концы проходят через крест и обрабатываются в правильном порядке перед тем, как нарезать резьбу. При перекосе спереди назад концы в одной вмятине могут закручиваться вокруг друг друга между тростью и изгородью, что затрудняет прохождение луча.
Щелкните здесь, чтобы узнать, как повернуть ткацкий станок назад вперед
Деформация с двух сторон назад вперед
Этот метод полезен для основы с очень тонкой, очень липкой или чрезмерно скрученной нитью.Основа проходит через крестообразную раму только для того, чтобы нити не разделялись по отдельности при их укладке. Затем крестовина на противоположном конце основы используется для заправки изгородей.
Щелкните здесь, чтобы узнать, как повернуть ткацкий станок назад вперед с помощью двух крестовин
.