Обозначение ГОСТ в точечной сварке. Перечисления и объяснения.
Содержание
- 1 Обозначения в точечной сварке по ГОСТ’у
- 2 Прием сварки: справочники и ГОСТы
- 3 Документы приема сварщика на точечно сварочные работы
Грамотный чертеж детали – это уже половина выполненной работы. И чтобы после выполнения чертежа у сварщиков не было лишних вопросов при изготовлении детали, необходимо знать грамотное обозначение и процесс точечной сварки. Многие специалисты и разработчики часто сталкиваются с проблемой – они не могут показать, как должна выглядеть точечная сварка на чертеже или схеме по установленному ГОСТ. Давайте взглянем на этот вопрос подробнее.
Обозначения в точечной сварке по ГОСТ’у
На чертежах сварой шов обозначают условно следующими элементами:
- Видимый – сплошной линией;
- Невидимый – пунктирной линией.
Сварной шов или сварная точка по ГОСТ обозначается на схеме или чертеже выносной стрелкой, которая указывает точное место, где должна происходить точечная сварка.
Выносная стрелка указывающая точное место сварки
Многослойный шов (то есть шов, который состоит из нескольких наложенных друга на друга швов) показывают на чертеже контурами, имеющими указания количества наложений:
Вид многослойного шва на чертеже
В зависимости от того, как должен быть получен тип сварного узла, само сварочное соединения на чертеже показывают при помощи буквенных индексов:
- Стыковое. Используется при скреплении деталей встык, торцами – буквой «C»;
- Следующее соединение называется угловым (при соединении деталей под углом 90 градусов). Оно обознается буквой «У» с точным указанием угла;
- Есть тавровое соединение (детали соединяются боковой поверхностью и торцом). Оно по ГОСТ обозначается буквой «Т»;
- Наиболее распространенное соединение – это нахлесточное (при нем часть одной детали частично закрывает другую). Точечная сварка получила для него обозначение буквой «H».
На чертежах и схемах все типы соединений, которые были представлены выше, проставляются при помощи следующих обозначений:
- Стыковые соединения получили – буквенное обозначение и значок, который обозначает тип шва и тип применяемой сварке (в данном случае используется точечная сварка):
Обозначение типа шва и применяемой сварки
Для угловых соединений используется обозначение типа сварки, катет шва, место расположения шва и обозначение типа шва, который будет наложен, выглядит оно вот так:
Указатель углового шва
Тавровые соединения уже сложнее, по этому для них используют обозначение катета, характеристику швов, обозначение типа сварочных работ, а также значок типа швов, которые в дальнейшем будут наложены:
Обозначение таврового соединения
Последний тип – это сварка внахлестку. Он обозначается диаметром точки, которую будет использовать точечная сварка, шириной роликовых швов. Выглядит это следующим образом:
Он обозначается диаметром точки, которую будет использовать точечная сварка, шириной роликовых швов. Выглядит это следующим образом:
Информационный знак о сварке в нахлест
Все документы, которые содержат в себе чертежи сварных элементы, всегда содержат в себе четыре основных типа:
- Это сварка;
- Обработка;
- Разделка;
- Моделирование.
Все эти условия обозначены ГОСТ, и обязательны к исполнению. Виды сборки показывают, какое состояние у создаваемой модели без учета будущих швов. Виды сварки – уже со швами, виды обработки – с готовыми местами и разделанными отверстиями для проведения сварочных работ, а также с уже готовыми и наложенными швами. Если вы будет использовать эти, данные ГОСТ, обозначения, то ваши проекты поймет любой грамотный инженер.
Прием сварки: справочники и ГОСТы
У сваренной арматуры тоже есть специальные условия и порядок приема по установленному ГОСТ. Технические требования к сварке металлов и закладным деталям также задаются по ГОСТ, а затем они проходят некоторые испытания. Качество сварной арматуры и закладных элементов из металлов должны соответствовать ГОСТ 10922-64. Этот справочник называется «Арматура и закладные сварные детали для конструкций из металлов. Технические испытания и методы. Данный ГОСТ распространяется и на закладные детали, стыки железобетонных конструкций и сварные соединения элементов из арматуры.
Качество сварной арматуры и закладных элементов из металлов должны соответствовать ГОСТ 10922-64. Этот справочник называется «Арматура и закладные сварные детали для конструкций из металлов. Технические испытания и методы. Данный ГОСТ распространяется и на закладные детали, стыки железобетонных конструкций и сварные соединения элементов из арматуры.
Технические требования к точечной сварке металлов и арматуры в основном сводятся к следующим показателям. Материалы, которые применяются для изготовления сварной арматы, должны в обязательном порядке соответствовать действующим на данный момент ГОСТам, а также техническим условия. Также сварочные работы изготавливают строго по рабочим чертежам, которые были утверждены в установленном порядке.
Еще одно требование, которое указывается во всех справочниках – это допускаемое отклонение размеров сварочной арматуры. Отклонения в размерах ячеек сеток из стержней, которые имеют диаметр до 10 миллиметров, не должны превышать «+ -» 10 миллиметров.
Расстояние между хомутами (поперечными стержнями) каркасов и между плоскими элементами деталей пространственных изделий из арматуры, а также параметры ячеек сеток из стержней диаметром больше 10 миллиметров не должны быть больше проектных размеров на 10%. Расстояние между пространственными каркасами и стержнями плоских каркасов не должно превышать проектное более чем на 0,5 номинального диаметра (но не больше, чем на 15 миллиметров). При стержнях разного диаметра допуск определяют по стержню малого диаметра.
Документы приема сварщика на точечно сварочные работы
В первую очередь, сварщик должен иметь удостоверение сварщика (срок действия этого документа от 2 до 5 лет с даты последнего выполнения аттестации, в зависимости от образования сварщика). Ещё один важный аспект – это удостоверение по электробезопасности, уровень группы которого должен быть не ниже второго (срок действия – 1 год с даты последней выполненной аттестации). Сварщик не будет допущен к непосредственному соединению арматуры, если у него не будет удостоверения о проверке знания о пожарно-технической безопасности (удостоверения действует от 1 до 3 лет, все зависит от категории сотрудника). На сварочный аппарат у работника тоже должны быть все необходимые бумаги (это сертификат качества и паспорт). Это только необходимый минимум документов.
На сварочный аппарат у работника тоже должны быть все необходимые бумаги (это сертификат качества и паспорт). Это только необходимый минимум документов.
Для работ также должен быть оформлен так называемый «наряд-допуск». Далее сварщик обязан быть проинструктирован с обязательной фиксацией в инструкторском журнале. Что касается рабочего места, то оно должно быть полностью безопасным в отношении пожарной угрозы. Это означает, на нём обязаны находиться защитные экраны, а также дополнительные средства пожаротушения, которые помогут полностью исключить возгорание.
Точечная сваривание арматуры – это трудоемкий процесс, который может осилить лишь профессионал. Поэтому набор документов и требований настолько велик. Это объясняется тем, что некачественная конструкция может навредить не только тратой денег, но и повлечь человеческие жертвы. Поэтому сварщик обязан соблюдать все необходимые нормы и обозначения, которые указаны в ГОСТе. Тогда работа будет выполнена правильно, с соблюдением всех норм.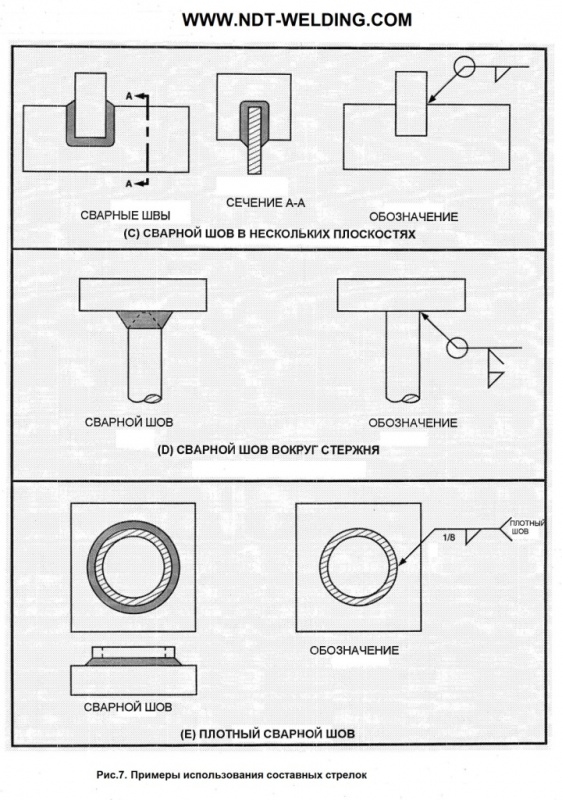
Заключение:
Каждый уважающий себя сварщик, стремящийся к постоянному совершенствованию своего мастерства. И имеющий желание выполнять свою работу на 110% качественно. Должен знать минимум, который представлен в этой статье. Нет предела совершенствованию профессиональных навыков.
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
Контактная сварка металлов, перечень сварных соединений, а также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется только на сварку, выполненную контактным методом без расплавления металлов.
Содержание
- 1 Конструктивные элементы
- 2 Нахлестка
- 3 Виды сварки
- 3.1 Точечная
- 3.2 Рельефная
- 3.3 Шовная
- 3.4 Конденсаторная
- 4 Обозначение на чертежах
- 5 Выводы
Конструктивные элементы
Обозначение сварного контактного соединения на чертежах.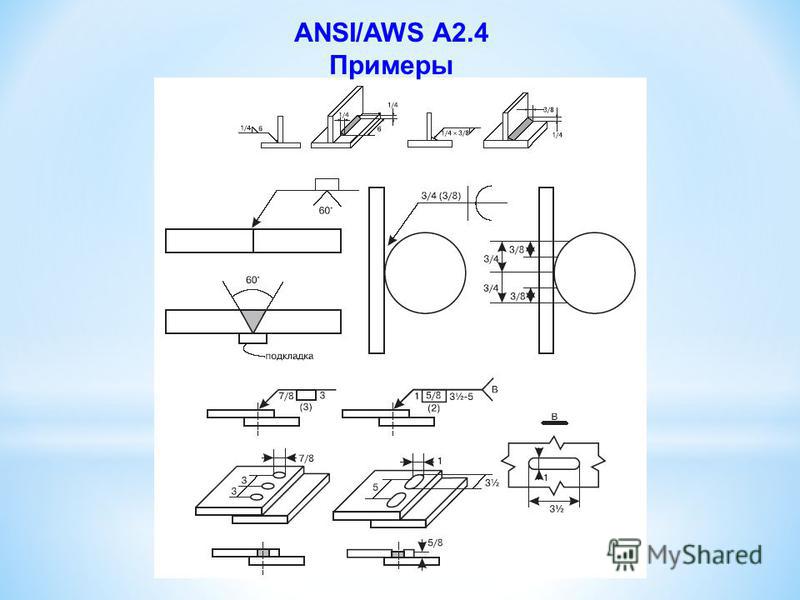
Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная
Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки.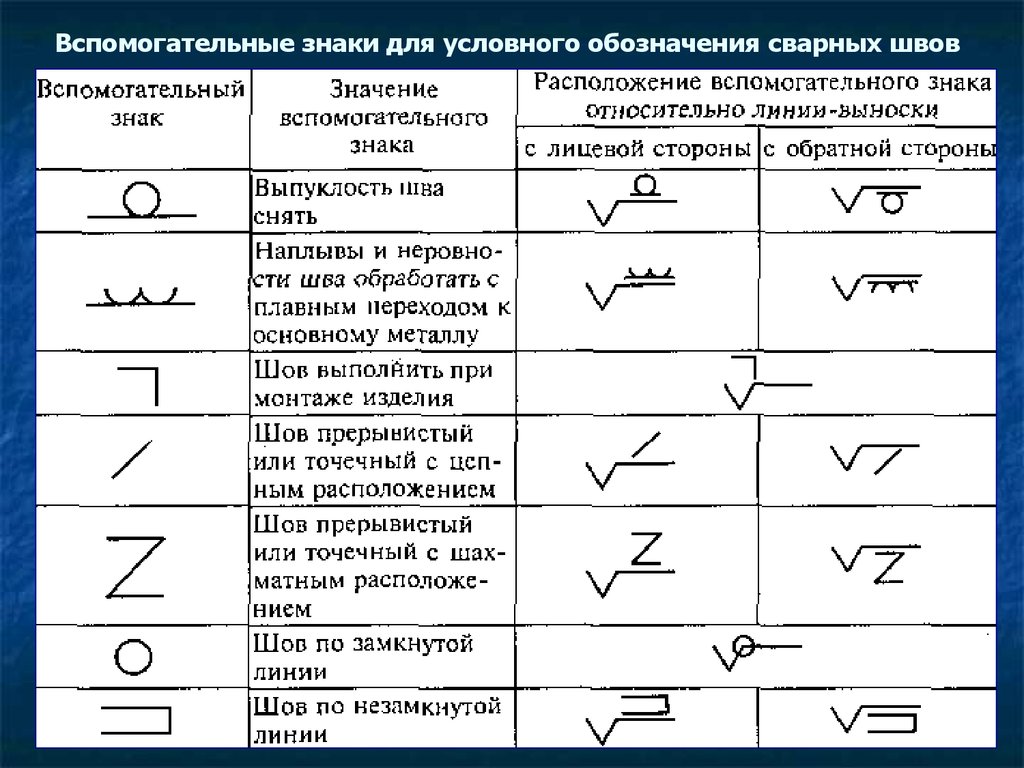 В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.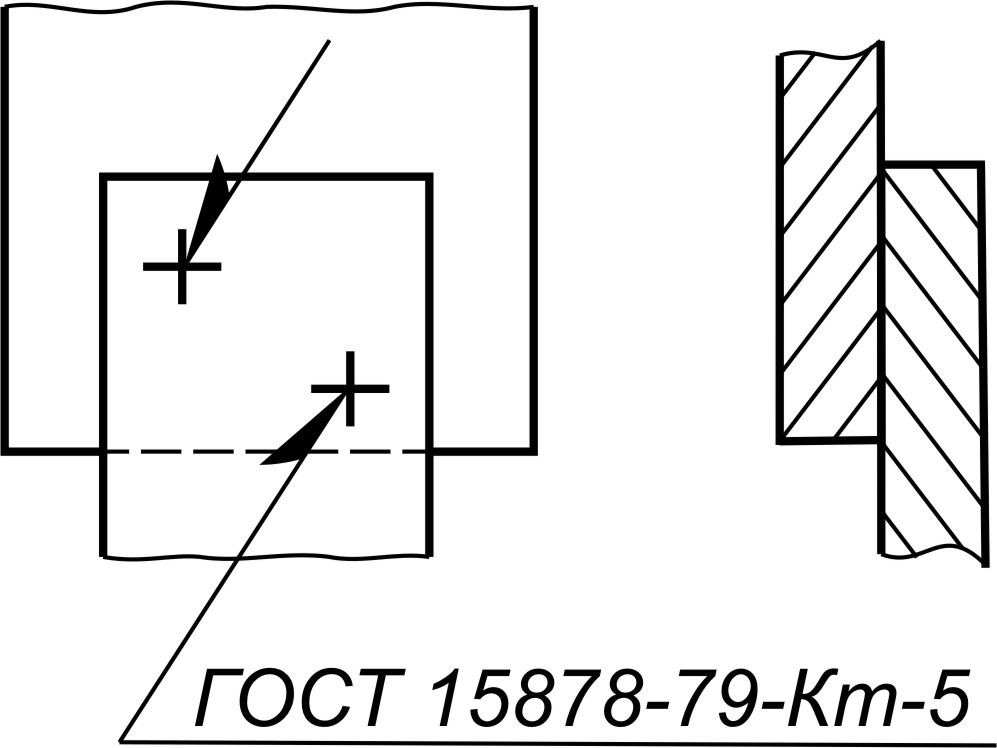
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.
Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.


Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |
[stextbox id=’info’]И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».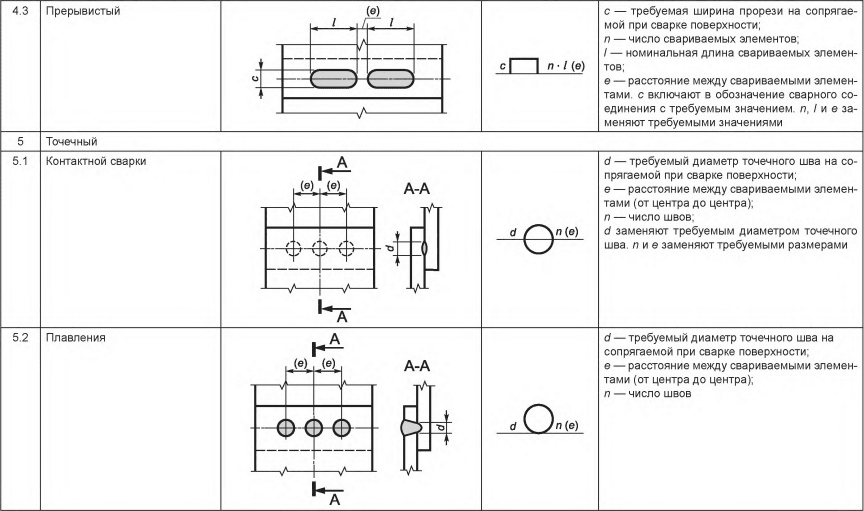 [/stextbox]
[/stextbox]
Выводы
Каждый сварщик в своей деятельности опирается на техническую подготовку, практический опыт и знание методик, регламентируемых ГОСТами.
Символы точечной, шовной и шпильочной сварки – интерпретация чертежей металлических изделий
Символ точечной сварки представляет собой просто круг, который может располагаться выше, ниже или по центру опорной линии. Когда символ находится в центре опорной линии, это указывает на отсутствие побочного значения. Когда нет побочного значения, это обычно можно применять с помощью аппарата контактной точечной сварки, который широко используется при работе с листовым металлом.
Точечная сварка представляет собой простой сварной шов, нанесенный на поверхность одного элемента, который имеет достаточно тепла, чтобы расплавить материал, образующий поверхность обшивки. Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и контактной точечной сварки без значения стороны ниже.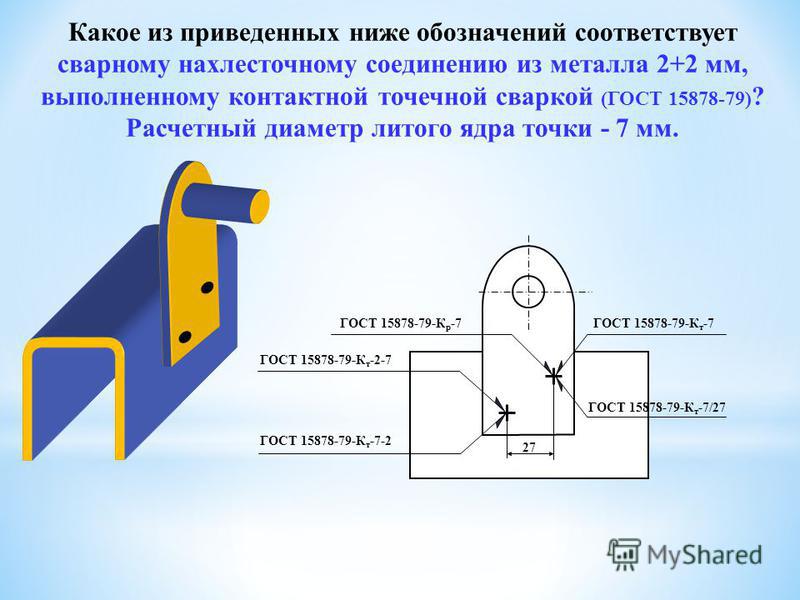
Размер точечной сварки указывается слева от символа сварки. Это число указывает диаметр указанного точечного сварного шва на поверхности обшивки. Поверхность обшивки — это место, где две части располагаются друг над другом в непосредственной близости.
Необходимое количество точечных сварных швов будет добавлено в скобках над или под символом в зависимости от расположения символа. Если он находится в центре опорной линии, размещение требуемых сварных швов может быть расположено выше или ниже символа.
Шаг также может быть добавлен к символу точечной сварки. Это будет представлено справа от символа.
Когда используется шаг, это означает, что он будет продолжаться по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете применять сварные швы через каждые 2 дюйма, используя указанный выше символ для длины этой 20-дюймовой детали. Если точечная сварка не будет покрывать всю длину детали, это необходимо будет показать размерными линиями на распечатке, чтобы правильно передать эту информацию.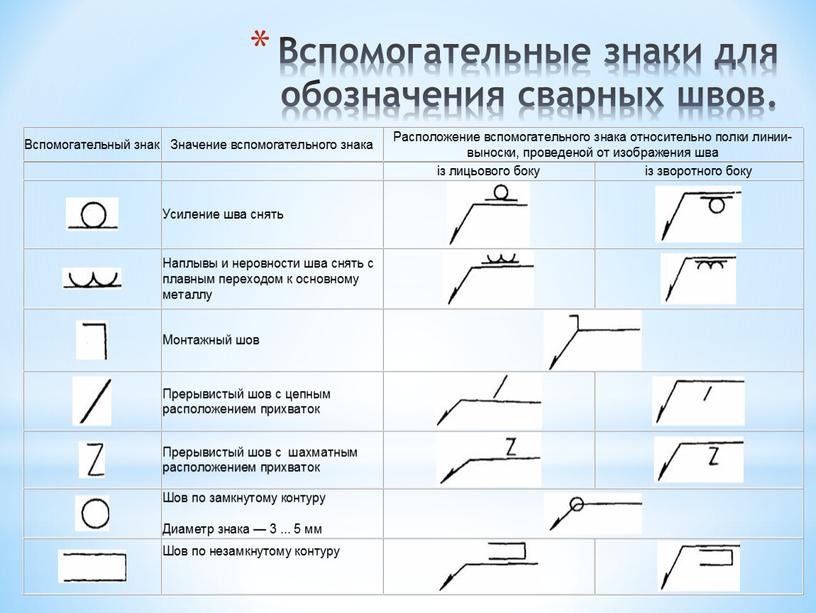
Полная длина:
Частичная длина детали:
Иногда вместо диаметра указывается прочность на сдвиг. Вот насколько что-то устойчиво к сдвигу. Это может быть выражено в фунтах-силах (lbf) или, если проект указан в метрической системе, он потребует Ньютона (N).
Для этого требуется точечный сварной шов с усилием на сдвиг 500 фунтов.
(500 фунтов силы указывает, что деталь будет способна сопротивляться сдвигу минимум до 500 фунтов силы.
Можно указать, какой процесс будет использоваться для получения сварного шва, и это будет помещено в конец. Обычными процессами для этого будут контактная точечная сварка и дуговая сварка вольфрамовым электродом. Причина этого в том, что в сварной шов не может быть добавлен наполнитель, поэтому вероятность непровара будет меньше. Можно использовать многие другие процессы, если последствия сварки известны и все еще приемлемы для результата сварки.
К точечному символу можно добавить контур, чтобы поверхность была ровной, как будто сварки не было.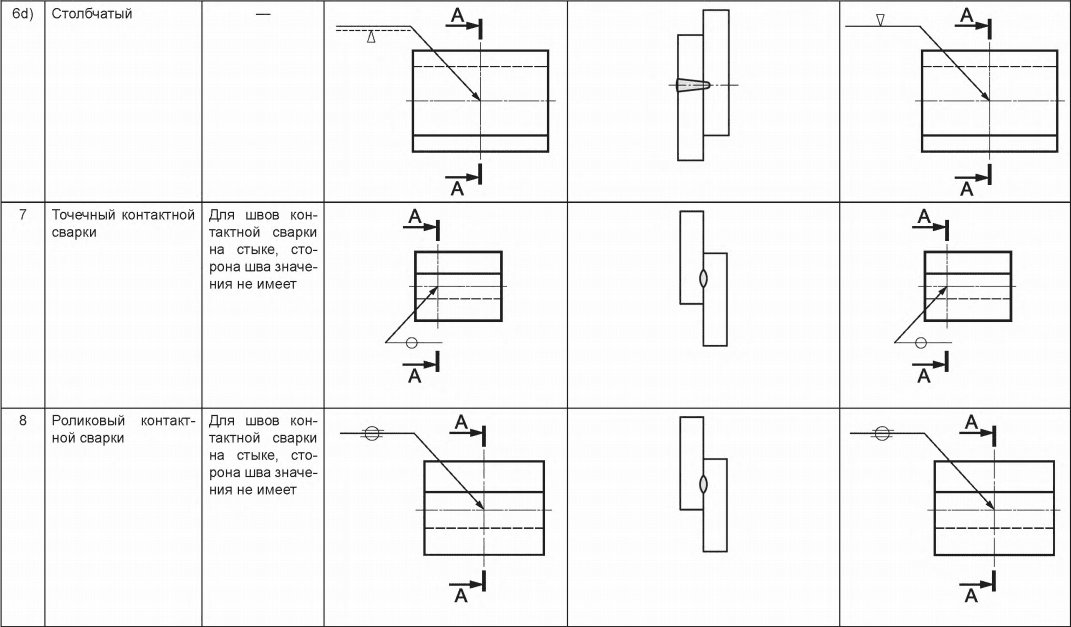 Это будет более подробно описано в дополнительных символах сварки.
Это будет более подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с ровным контуром путем шлифовки.
Шовная сварка
Шовная сварка выполняется аналогично точечной сварке, но имеет удлиненную форму. Здесь нет подготовки, такой как пробочный или щелевой сварной шов, скорее сварной шов выступает через верхнюю поверхность и вплавляется в другой элемент посредством подвода тепла. Символ похож, но через него проходят две параллельные линии.
Пример сварного шва:
Сварные швы будут иметь размер или прочность на сдвиг, обычно связанные с символом сварки. Этот номер будет располагаться слева от символа сварки. Размер – это показатель ширины бусины. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой количество фунтов силы, которое сварка может выдержать минимум на 1 дюйм сварного шва.
Справа от символа можно добавить длину, чтобы указать длину сварного шва.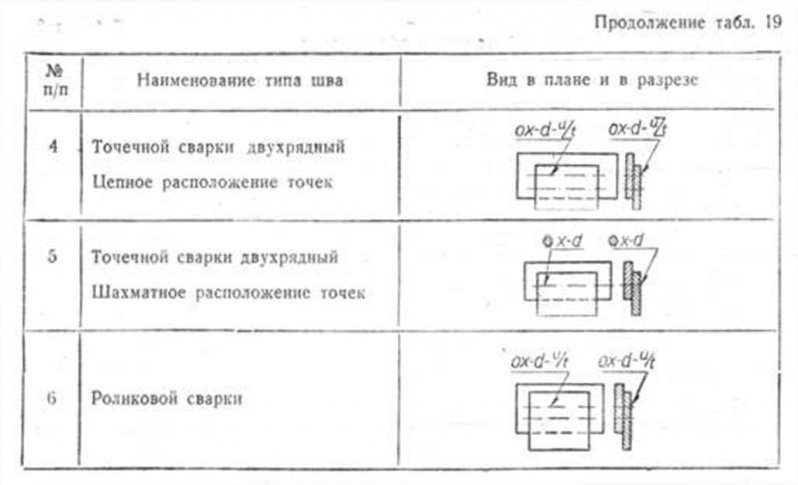
Дополнительным элементом может быть шаг, если он необходим для наложения нескольких швов. Это будет добавлено справа от символа сварного шва после длины с дефисом.
Шовные сварные швы также могут иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур. Контур отображается над или под символом в зависимости от того, как символ расположен на опорной линии.
На следующем изображении показано обозначение сварного шва для сварного шва со стороны стрелки. Ширина ½ дюйма с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые швы (с шагом) выполняются по продольной схеме, если на распечатке нет детали, которая говорит об обратном.
Приварные шпильки
Приварные шпильки являются обычной практикой во многих магазинах. В этом процессе часто используется сварочный аппарат для шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ был только на стороне стрелки соединения. Элементы размера, шага и количества сварных швов размещаются в тех же местах, что и точечные и шовные сварные швы.
Элементы размера, шага и количества сварных швов размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Приведенный выше сварной шов требует шести приварных шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра к центру.
Шпильки бывают самых разных размеров, форм и разновидностей. Например, есть шпильки для бетонных анкеров, резьбовые шпильки, резьбовые шпильки для использования в качестве болтов, подвески для изоляции и даже шпильки с твердым покрытием для замены твердого покрытия детали.
Контрольная точка, шпилька, шов
В поле ниже нарисуйте следующие символы:
Точечный сварной шов 3/16 дюйма со стороны стрелки, заподлицо, шаг 2 дюйма, всего 8 сварных швов.
Приварные шпильки 1 дюйм со стороны стрелки, шаг 2 дюйма, всего 20 шпилек.
Сварной шов сопротивлением без бокового значения, шаг 8 дюймов, длина 16 дюймов.
Приварные шпильки 1/4 дюйма со стороны стрелки с шагом 2 дюйма.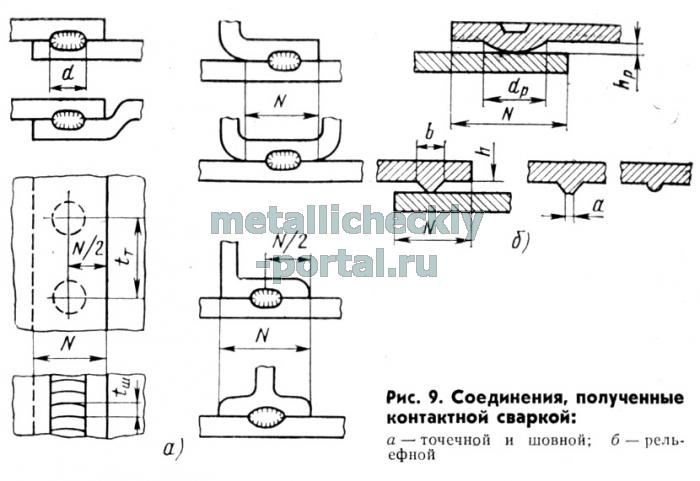 Если деталь имеет длину 20 дюймов, а первая стойка находится на расстоянии 1 дюйм от края, сколько потребуется гвоздей?
Если деталь имеет длину 20 дюймов, а первая стойка находится на расстоянии 1 дюйм от края, сколько потребуется гвоздей?
Символы точечной сварки шва и сопротивления
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Символ контактной точечной сварки
Символы контактной точечной сварки сами по себе не имеют значения стрелки или другого бокового значения, хотя дополнительные символы, используемые в сочетании с ними, могут иметь такое значение. Символы точечной сварки сопротивлением должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от базовой линии.
Размер сварного шва
Символы точечной сварки сопротивлением имеют размеры по размеру или прочности следующим образом:
Размер контактной точечной сварки обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть указан с отметками в дюймах или без них слева от символа сварки (рис.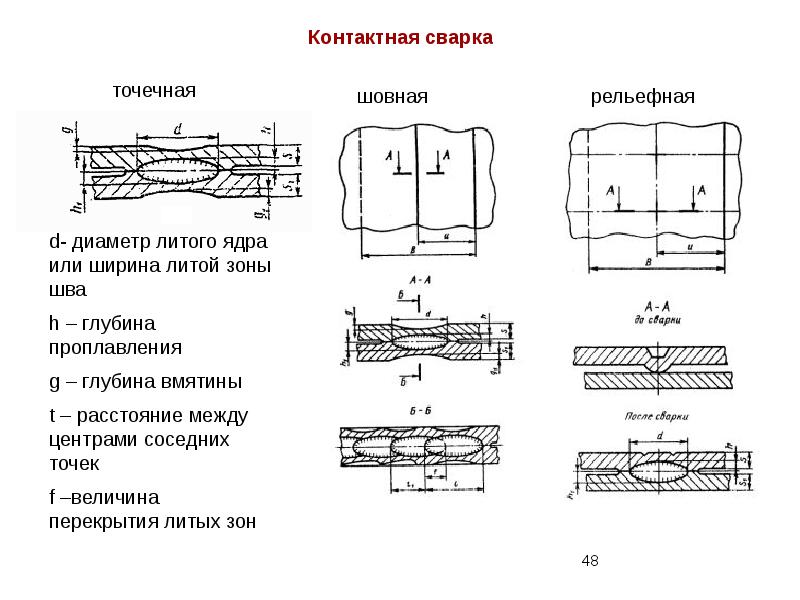 3- 60).
3- 60).
Символ размера точечной сварки сопротивлением
Прочность точечной сварки сопротивлением определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна быть указана слева от символа сварки (рис. 3-61).
Обозначение прочности контактной точечной сварки
Шаг сварного шва
Шаг контактной точечной сварки должен быть показан справа от символа сварки (рис. 3-62).
Расстояние между сварными швами
Шаг контактных точечных сварных швов должен быть указан справа от символа сварного шва (рис. 3-62).
Обозначение расстояния между точечными сварными швами
Количество сварных швов
Если в определенном соединении требуется определенное количество сварных швов, это число должно быть указано в скобках над или под символом сварного шва (рис. 3- 64).
Обозначение количества точечной сварки сопротивлением
Соединения точечной сварки сопротивлением заподлицо
Когда открытая поверхность одного элемента соединения точечной сваркой сопротивлением должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо к символ сварного шва (рис. 3-65) в соответствии со спецификацией места.
3-65) в соответствии со спецификацией места.
Символ контура контактной точечной сварки
Символ контактной шовной сварки
Символы контактной шовной сварки сами по себе не имеют стрелочного или другого бокового значения, хотя дополнительные символы, используемые в сочетании с ними, могут иметь такое значение. Символы сварки контактным швом должны располагаться по центру базовой линии.
Размеры контактных швов могут быть указаны по обе стороны от базовой линии.
б. Размер сварных швов сопротивлением. Сварные швы сопротивления должны быть рассчитаны либо по размеру, либо по прочности следующим образом:
Размер сварных швов сопротивления должен быть обозначен как ширина сварного шва, выраженная в долях или десятичных дробях в сотых долях дюйма, и должна быть показана, с или без дюймовые метки слева от символа сварки (рис. 3-66).
Обозначения сварных швов сопротивлением, указывающие размер
Прочность контактных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на погонный дюйм и должна быть указана слева от символа сварки (рис.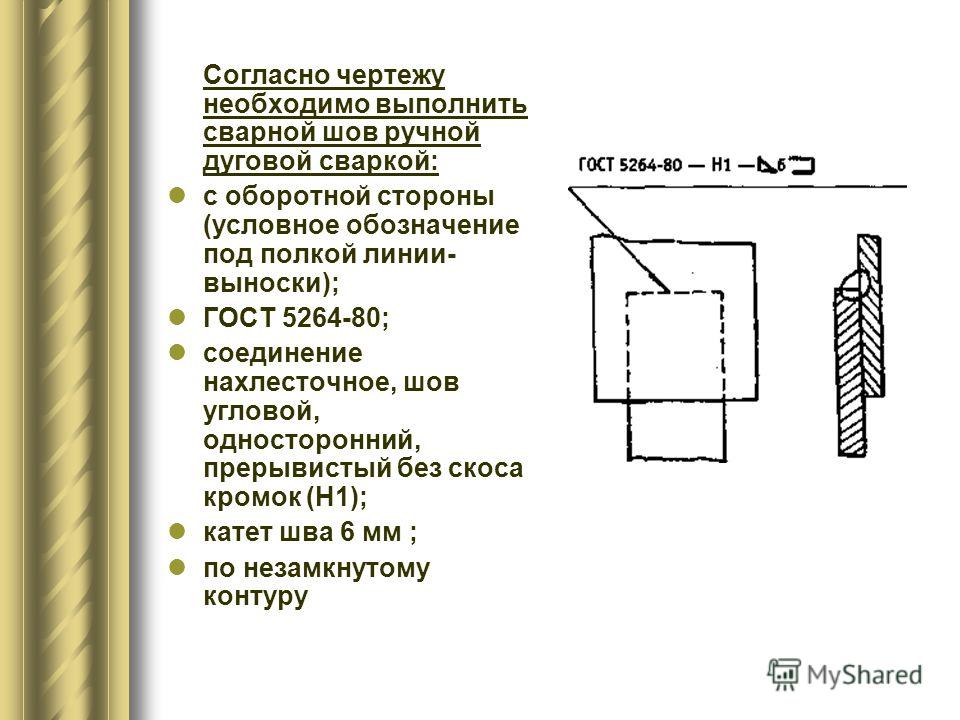 3-67).
3-67).
Символы сварки контактным швом, указывающие на прочность
Длина сварного шва контактного шва
Длина сварного шва контактного шва, если она указана на символе сварки, должна быть указана справа от символа сварки (рис. 3-68). ).
Обозначения контактной шовной сварки, указывающие длину
Когда контактная шовная сварка распространяется на полное расстояние между резкими изменениями направления сварки, на символе сварки не нужно указывать размер длины.
Если контактная шовная сварка распространяется меньше, чем расстояние между резкими изменениями направления сварки, или меньше, чем полная длина стыка, необходимо определить размеры (рис. 3-69).
Символы шва сопротивления, указывающие протяженность
Шаг
Шаг прерывистой контактной шовной сварки обозначается как расстояние между центрами приращений шва и указывается справа от размера длины (рис. 3-70).
Обозначения размеров шовной сварки с прерывистым сопротивлением
Окончание сварки с прерывистым контактным швом
Когда используется сварка с прерывистым контактным швом, символ указывает на то, что приращения расположены на концах размерной длины.