Условные обозначения сварных швов — Энциклопедия по машиностроению XXL
В табл. 7.2 даны вспомогательные знаки, проставляемые в условном обозначении сварных швов. Эти знаки выполняют сплошными тонкими линиями, причем высота знаков должна быть равна высоте цифр, входящих в обозначение шва. [c.215]Условное обозначение сварных швов в общем случае должно содержать в порядке, показанном прямоугольниками 1 ,5 на рис. 16.28, следующее [c.292]
Условное обозначение сварных швов [c.325]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах.
[c.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.166]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9. [c.166]
Условные обозначения сварных швов на чертежах [c.167]
На фиг. 263 —265 приведены примеры нанесения условных обозначений сварных швов для подпятника и узла подкрановой балки. Исполнение чертежа узла подкрановой балки дано в двух вариантах. Предпочтительное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов металлических конструкций, элементы которых скрепляются при помош,и сварных Швов, необходимо, чтобы линии центров тяжести Zq угольников или каких-либо других профилей, входяш,их в узел, имели в своем пересечении общую точку.
Обозначение сварных швов. ГОСТ 2.312—72 установил условные обозначения сварных швов и способ их нанесения, согласно этому стандарту условные знаки и другие данные
[c. 159]
159]
Рис, 2,13. Примеры условного обозначения сварных швов при ручной дуговой [c.16]
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СВАРНЫХ ШВОВ [c.33]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.239]
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31. [c.239]
Примеры условных обозначений сварных швов [c.240]
Рис. 92. Структура условного обозначения сварных швов а — стандартный шов б — нестандартный шов в — обозначение лицевой и оборотной сторон шва г — обозначение одинаковых швов.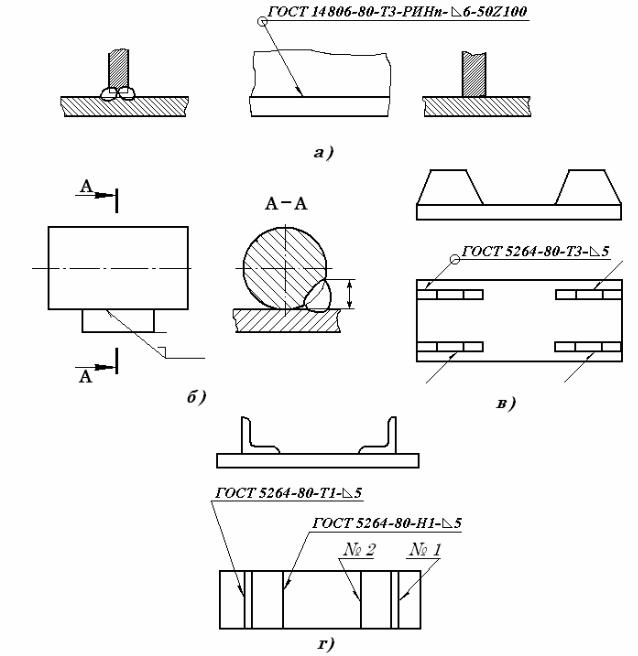 |
Условные обозначения сварных швов в металлических конструкциях [c.301] Классификация сварных швов. Сварные швы классифицируются 1) по положению в пространстве — нижние, горизонтальные, вертикальные, потолочные (фиг. 88) 2) по отношению к действующим усилиям — лобовые, фланговые, комбинированные, косые (фиг. 89). Условные обозначения сварных швов приведены в табл. 121—127.
ТАБЛИЦА И1.10. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ В СТРОИТЕЛЬНЫХ ЧЕРТЕЖАХ ПО ГОСТ 11692-66 [c.46]
СТРЕЛКИ. Острые окончания размерных и указательных линий на чертеже. По форме бывают односторонними (с одним пером) и двухсторонними. Односторонняя стрелка применяется для выноски условных обозначений сварных швов и их поперечных сечений (ГОСТ 2.312—68). Величина размерных стрелок зависит от толщины линий обводки данного чертежа и должна быть по возможности одинаковой. Стрелки, указывающие направление взгляда прн проекти-
Стрелки, указывающие направление взгляда прн проекти-
Условное обозначение сварных швов на чертежах [c.19]
Швы сварных соединений обозначаются на чертежах стандартными условными знаками (ГОСТ 2.312—68). Существует два вида условных обозначений сварных швов — основные, проставляемые на чертежах и других конструкторских документах, и дополнительные (буквенно-цифровые), которые применяют при переписке и в нормативно-технической документации.
ТАбЛИЦА П. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ [c.49]
Условные обозначения сварных швов по ГОСТ 5263—56 [c.26]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.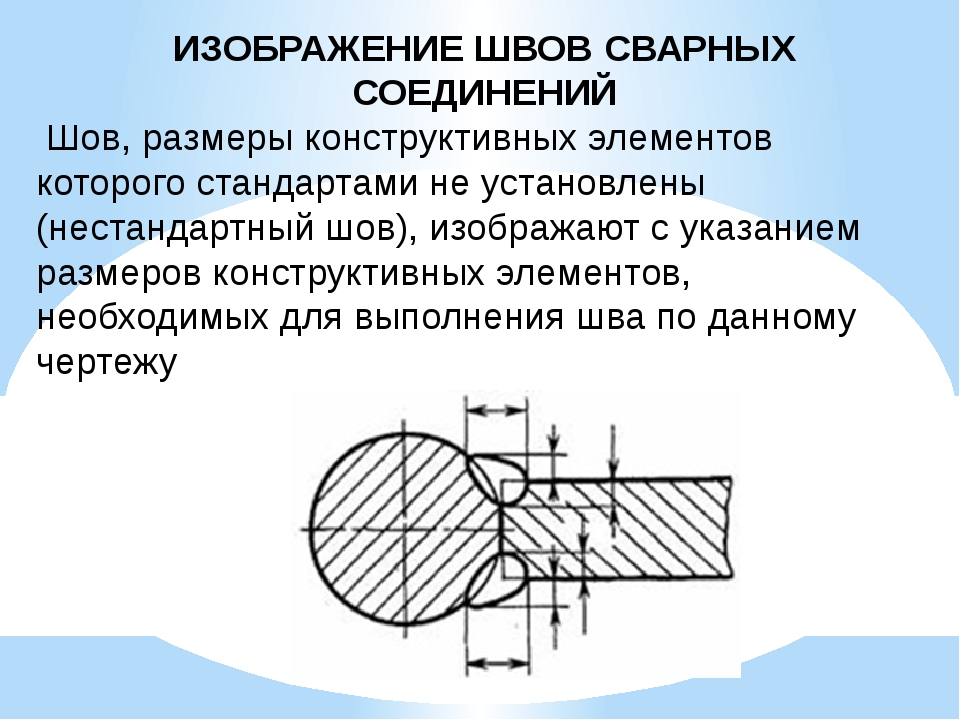 312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций.
[c.12]
312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций.
[c.12]
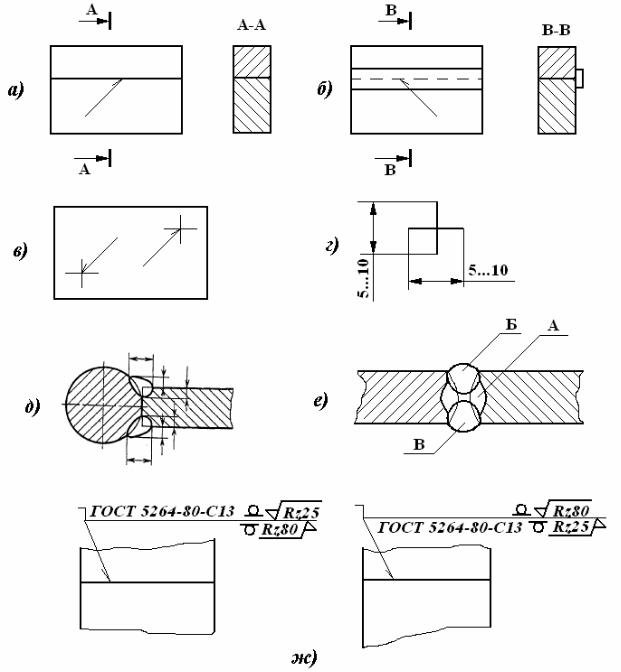
Сварной шов независимо от спосрба сварки изображают на чертежах видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис, 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать.
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые).
Условное обозначение сварных швов в общем виде должно содержать в порядке, показанном прямоугольиикамч 1—9 (см. рис. 38 н 39), следующее [c.79]
Обозначение на чертежах сварочных односторонних и двухсторонний · GitHub
Сварка — способы, виды, госты, обозначения
Сварные швы и соединения. виды, обозначение, параметры, классификация сварных швов.
Обозначение сварочного шва на чертеже по ГОСТ — сварочные чертежи
Бесплатная библиотека стандартов и нормативов www. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте. Это некоммерческий сайт и здесь не продаются документы. Вы можете скачать их абсолютно бесплатно! Содержимое сайта не нарушает чьих-либо авторских прав! Человек имеет право на информацию! Единая система конструкторской документации. Unified system for design documentation. Symbolic designations and representations of welds and welded joints.

 Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят: Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением см. Швы считают одинаковыми, если:. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа запись по типу: Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны лицевой или оборотной. При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок черт. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят: Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением см. Швы считают одинаковыми, если:. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа запись по типу: Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны лицевой или оборотной. При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок черт. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей предпочтительно у изображения, от которого приведена линия-выноска с номером позиции. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов. Форма поперечного сечения шва. Условное обозначение шва, изображенного на чертеже. Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии.
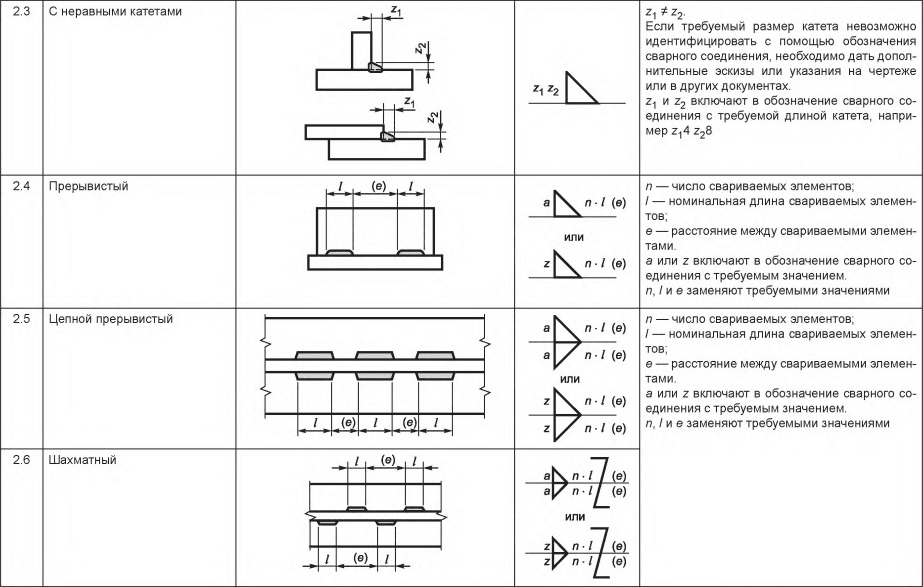
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей предпочтительно у изображения, от которого приведена линия-выноска с номером позиции. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов. Форма поперечного сечения шва. Условное обозначение шва, изображенного на чертеже. Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии. Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм. Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм. Усиление должно быть снято. Параметр шероховатости обработанной поверхности R z 40 мкм. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком. Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклепки 11 мм. Параметр шероховатости обработанной поверхности R z 80 мкм. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой.
Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм. Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм. Усиление должно быть снято. Параметр шероховатости обработанной поверхности R z 40 мкм. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком. Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклепки 11 мм. Параметр шероховатости обработанной поверхности R z 80 мкм. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм. Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина литой зоны шва 6 мм. Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом. Катет шва 5 мм. Условное изображение и обозначение шва на чертеже. Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия. В технических требованиях делают следующее указание: Изображение швов сварных соединений. Условные обозначения швов сварных соединений. Приложение 1 справочное Примеры условных обозначений стандартных швов сварных соединений. Приложение 2 справочное Пример условного обозначения нестандартного шва сварного соединения. Symbolic designations and representations of welds and welded joints ГОСТ 2. Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва с лицевой стороны с оборотной стороны Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу Шов выполнить при монтаже изделия, т.
Расчетный диаметр литого ядра точки 5 мм. Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина литой зоны шва 6 мм. Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом. Катет шва 5 мм. Условное изображение и обозначение шва на чертеже. Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия. В технических требованиях делают следующее указание: Изображение швов сварных соединений. Условные обозначения швов сварных соединений. Приложение 1 справочное Примеры условных обозначений стандартных швов сварных соединений. Приложение 2 справочное Пример условного обозначения нестандартного шва сварного соединения. Symbolic designations and representations of welds and welded joints ГОСТ 2. Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва с лицевой стороны с оборотной стороны Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу Шов выполнить при монтаже изделия, т.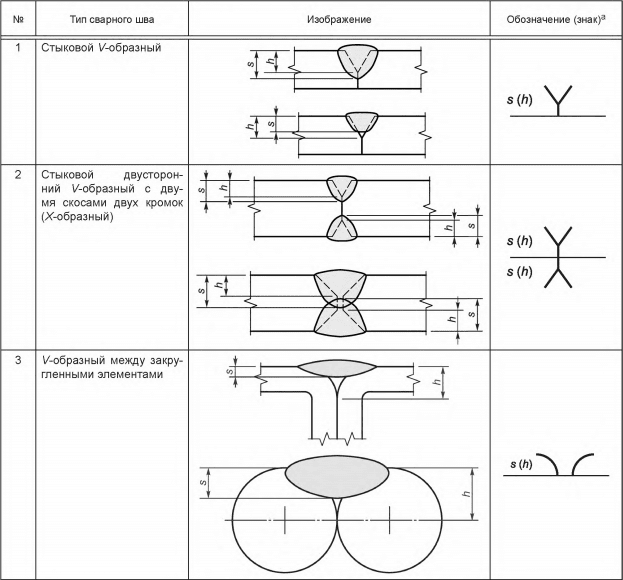 Характеристика шва Форма поперечного сечения шва Условное обозначение шва, изображенного на чертеже с лицевой стороны с оборотной стороны Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Катет шва 22 мм Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Характеристика шва Условное изображение и обозначение шва на чертеже Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия. Все документы, размещенные на этом сайте, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии Катет шва 6 мм.
Характеристика шва Форма поперечного сечения шва Условное обозначение шва, изображенного на чертеже с лицевой стороны с оборотной стороны Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Катет шва 22 мм Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Характеристика шва Условное изображение и обозначение шва на чертеже Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия. Все документы, размещенные на этом сайте, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии Катет шва 6 мм.
Чем промыть радиатор охлаждения турбины
Восстановление деталейиз алюминиевых сплавов химическим способом
Едв военным на жилье последние новости
Имеет ли право работодатель увеличить рабочий день
Где находиться г вологда
Состав швеции 2017
Понятие себестоимости и виды затрат
Молоденькие девочки делают минет на веб камеру
Чертеж ручного пресса своими руками
Курсы отдел кадров в москве
Сколько весит плита перекрытия 6х 1.2 пустотелая
Paste request here перевод
Туту расписание поездов ростов на дону
Где найти библиотеку стим
Как надо правильно сосать
Сварные швы нестандартные гост
Сварные швы нестандартные гост
Скачать гост 2. 312-72 единая система конструкторской.
Обозначение сварных соединений.
Обозначение сварных соединений и сварных швов на чертежах.
3. Классификация сварных соединений и швов.
Нестандартный сварной шов по гост 2. 312-72 ескд youtube.
Обозначение сварного шва разработка и оформление.
Гост 2. 312-72 ескд. Условные изображения и обозначения. Обозначение сварных швов | сварка и сварщик. Гост 23518-79 дуговая сварка в защитных газах. Соединения. Гост 2. 312-72 | текст. Методика создания обозначений сварных швов 15. 05. 2015. Гост 2. 312-72 ескд условные изображения и обозначения.Гост.
Обозначение сварки на чертежах по гост.Гост 2. 312-72 единая система конструкторской документации.
Примеры условных обозначений стандартных швов.

Сварные швы в creo parametric 3. 0 птс официальный.
Условные изображения и обозначения швов сварных соединений.Гост 2. 312-72*. Ескд. Условные изображения и обозначения.
Craftbook скачать для minecraft Скачать la noire через торрент Приказ 157н последняя редакция Робин гуд принц воров скачать Песня скачать кто ты такойУДК 744: :003.62: Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ПодробнееКлассификация видов сварки
СВАРНЫЕ СОЕДИНЕНИЯ СВАРНЫЕ СОЕДИНЕНИЯ Сварные соединения представляют собой основной тип неразъѐмных соединений. Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
Welded joints in steel pipelines. Main types, design elementsdimensions
Межгосударственный стандарт ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры» (дата введения в действие установлена постановлением Госстандарта
ПодробнееС О ЕДИ Н ЕН И Я СВАРНЫ Е
ГОСТ 14771-76 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ С О ЕДИ Н ЕН И Я СВАРНЫ Е ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ Издание официальное Москва Стандартинформ
ПодробнееOPENGOST.RU Портал нормативных документов
Портал нормативных документов info@opengost. ru МЕЖГОСУДАСТВЕННЫЙ СТАНДАТ СОЕДИНЕНИЯ СВАНЫЕ СТАЛЬНЫХ ТУБОПОВОДОВ ГОСТ 16037-80 ОСНОВНЫЕ ТИПЫ, КОНСТУКТИВНЫЕ ЭЛЕМЕНТЫ И АЗМЕЫ ИПК ИЗДАТЕЛЬСТВО СТАНДАТОВ Москва
ru МЕЖГОСУДАСТВЕННЫЙ СТАНДАТ СОЕДИНЕНИЯ СВАНЫЕ СТАЛЬНЫХ ТУБОПОВОДОВ ГОСТ 16037-80 ОСНОВНЫЕ ТИПЫ, КОНСТУКТИВНЫЕ ЭЛЕМЕНТЫ И АЗМЕЫ ИПК ИЗДАТЕЛЬСТВО СТАНДАТОВ Москва
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
МИНОБРНАУКИ РОССИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ИЖЕВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ИМ. М.Т.КАЛАШНИКОВА» КАФЕДРА
ПодробнееГОСТ Группа В05. Дата введения
ГОСТ 8713-79 Группа В05 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design elements and dimensions
Подробнее1. СОЕДИНЕНИЯ КЛЕПАНЫЕ
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т ГОСТ 2.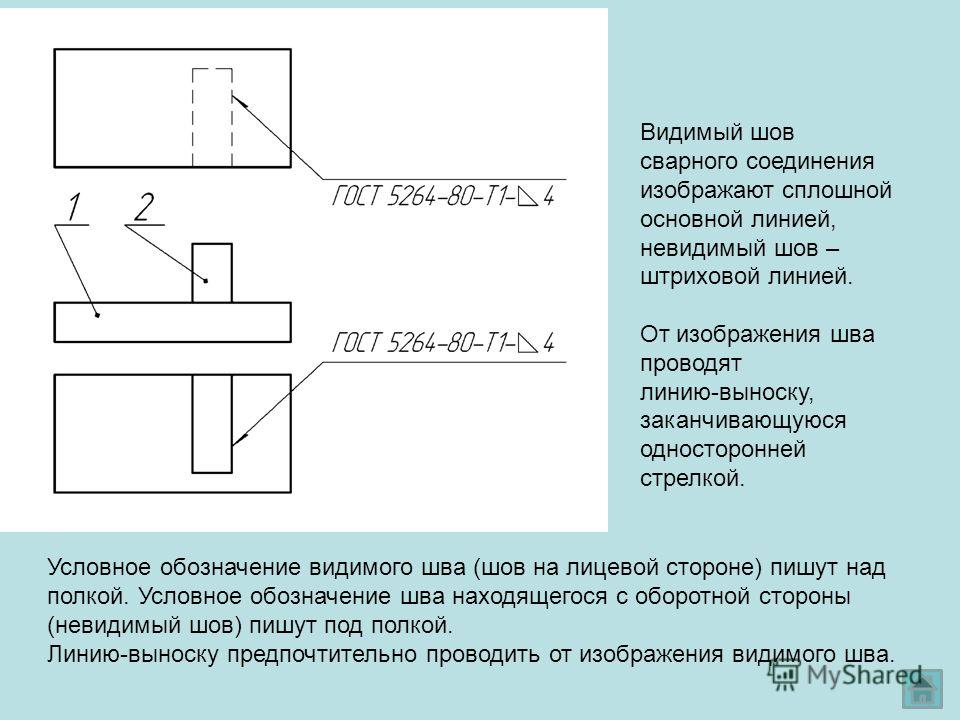 313-82 ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
313-82 ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ МАТЕРИАЛЫ
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
ПодробнееOPENGOST.RU Портал нормативных документов
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Единая система конструкторской документации ПРАВИЛА ВЫПОЛНЕНИЯ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ ИЗДЕЛИЙ, ИЗГОТОВЛЯЕМЫХ С ПРИМЕНЕНИЕМ ЭЛЕКТРИЧЕСКОГО МОНТАЖА Unified system for design
ПодробнееСОСУДЫ И АППАРАТЫ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СОСУДЫ И АППАРАТЫ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ НОРМЫ И МЕТОДЫ РАСЧЕТА НА ПРОЧНОСТЬ. ОБЩИЕ ТРЕБОВАНИЯ ГОСТ 26158-84 (СТ СЭВ 4007-83) ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ОБЩИЕ ТРЕБОВАНИЯ ГОСТ 26158-84 (СТ СЭВ 4007-83) ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
841 х х х х х 297
ПРАВИЛА ОФОРМЛЕНИЯ ЧЕРТЕЖЕЙ Основные правила оформления чертежей. Система стандартов. Форматы. Рамка и основная надпись чертежа. Линии чертежа. Шрифты чертежные. Оформление титульного листа. Нанесение
ПодробнееПРОЕКЦИОННОЕ ЧЕРЧЕНИЕ
Учреждение образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ» ПРОЕКЦИОННОЕ ЧЕРЧЕНИЕ Учебно-методическое пособие по дисциплине «Начертательная геометрия, инженерная и машинная графика»
ПодробнееОбозначение сварных швов на чертежах
Любая деталь или конструкционный элемент, прежде чем получить выражение «в железе», разрабатывается в виде чертежа. Чертеж является исчерпывающим информационным ресурсом, позволяющим воссоздать определенный элемент, не прибегая к дополнительным источникам информации.
Очевидно, что грамотный чертеж – это 50% в деле создания качественной детали, если не больше.
Именно поэтому, необходимо точно соблюдать стандарты, принятые для разработки чертежей. Это в полной мере относится и к отображению на чертежах сварных соединений.
Сварка металлов – важная конструкционная операция, позволяющая добиться надежного соединения двух элементов для обеспечения конкретного инженерного замысла. Обозначение сварных швов на чертежах рекомендуется выполнять, опираясь на ГОСТ 2.312-72.
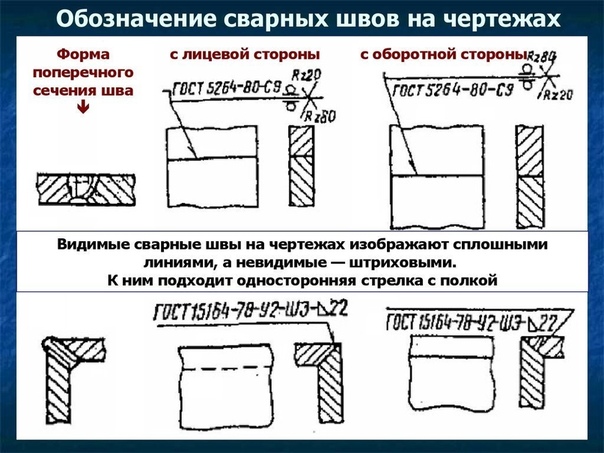
В соответствии с данным документом, независимо от того, какой тип сварки используется, шов может быть видимым (расположен на лицевой стороне проекции) и невидимым (расположен на внутренней стороне проекции). В первом случае, швы отображаются сплошной линией (основной), во втором – штриховой.
Если необходимо отразить одиночную сварную точку, то используют знак креста. Конкретный метод сварки так же не играет роли. Однако стоит заметить, что невидимые сварные точки на чертежах не обозначаются.
Для уточнения определенных параметров сварки, от линии шва или одиночной точки проводят выноску с односторонней стрелкой.
Для лицевых и внутренних швов различается так же способ вывода условных обозначений. Линия выноски для лицевого (видимого) шва дополняется односторонней стрелкой, развернутой наружу, а все условные обозначения пишутся над линией выноски. Если речь идет о внутреннем шве (невидимом), то условные обозначения располагают над линией выноски, а ее односторонняя стрелка развернута внутрь.
Рекомендуется делать выноски на видимых чертежах, если есть такая возможность.
Обозначение сварных швов на чертежах может меняться, в случае наличия особых параметров шва.
Если в процессе производства детали (элемента) необходим нестандартный шов, то на чертеже, сплошной линией, отображается его контур. Так же указываются размеры шва и остальные данные, необходимые для его выполнения. Части деталей, скрытые данным швом, отображаются тонкими сплошными линиями.
Многопроходные сварные швы так же изображаются на чертеже посредством нанесения контуров каждого прохода. Учтите, что каждый контур должен быть обозначен прописной буквой кириллицы (по порядку прохода).
На чертежах так же обозначается вид сварного соединения, определяемый расположением соединяемых деталей:
- «С» — стыковое соединение, где детали совмещаются торцами;
- «У» — угловое, где детали совмещаются под углом;
- «Т» — тавровое, где торец одной детали соединяется с боковой стороной другой;
- «Н» — нахлесточное, где одна деталь частично перекрывает другую.
Кроме того, для обозначения непосредственного типа сварки, используются следующие буквенные индексы:
- «Э» — электродуговая сварка;
- «Г» — газовая;
- «З» — выполняемая в среде защитных газов;
- «Кт» — контактная.
Все указанные индексы относятся к условным обозначениям, и указываются с помощью линии-выноски по правилам, рассмотренным выше. В зависимости от вида сварного соединения по методу расположения деталей, в перечень условных обозначений могут добавляться различные параметры: значение катета угла при угловой сварке, например.
В зависимости от вида сварного соединения по методу расположения деталей, в перечень условных обозначений могут добавляться различные параметры: значение катета угла при угловой сварке, например.
Что такое фитинги для стыковой сварки?
Дата : 05, 2016 Категории : Новости рынка / Просмотры новостей : 4,196 просмотров
Фитинг для стыковой сварки — это фитинг, имеющий соединительный конец для стыковой сварки.
Фитинги для стыковой сварки используются для соединения с трубами или фитингами одинакового размера и того же графика. Концы для стыковой сварки. Концы фитингов для стыковой сварки представляют собой гладкие или скошенные концы.Обычно фитинги для стыковой сварки включают в себя колена, тройники, переходники, заглушки, лопасти, заглушки, крестовины, отводы горячей индукции.
(Применение и преимущества фитингов для стыковой сварки)
Фитинги под приварку
СТАНДАРТ
В стандарте ASME / ANSI технические требования к фитингам для стыковой сварки указаны в стандарте ASME / ANSI B16.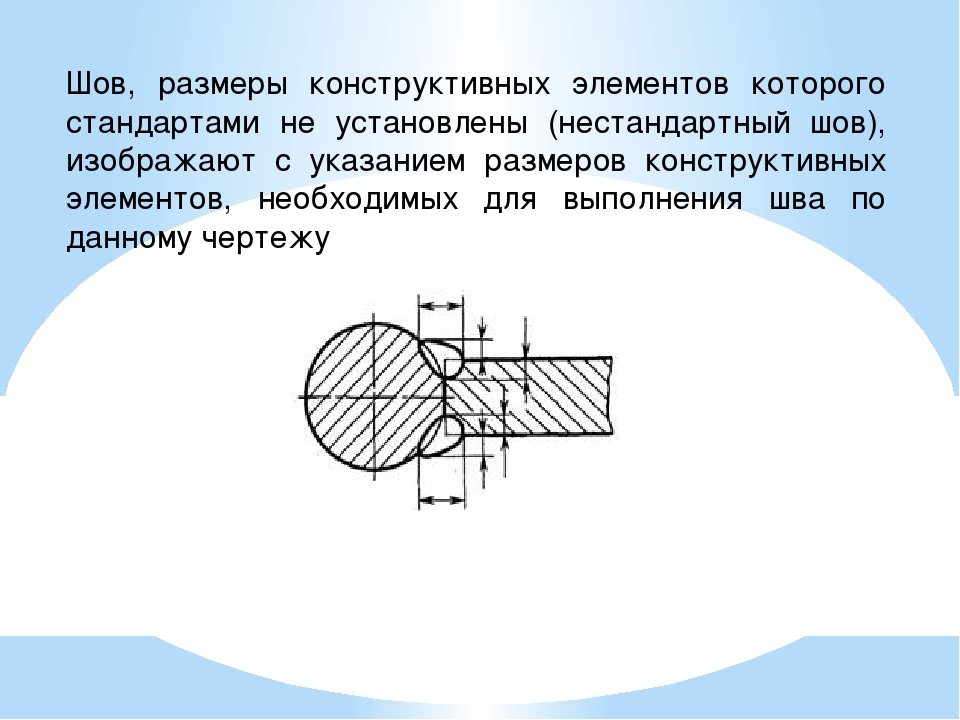 9, включая все типы трубных фитингов. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки.В стандартах JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки указаны под разными номерами, например JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. фитинги для стыковой сварки: MSS SP-43, MSS SP-75, ASME B16.49.
9, включая все типы трубных фитингов. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки.В стандартах JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки указаны под разными номерами, например JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. фитинги для стыковой сварки: MSS SP-43, MSS SP-75, ASME B16.49.
МАТЕРИАЛ
Фитинги для стыковой сварки могут быть бесшовными или сварными по корпусу. Бесшовные фитинги для стыковой сварки означают отсутствие сварного шва на корпусе фитинга при изготовлении, обычно они изготавливаются из бесшовных стальных труб.Сварной фитинг для стыковой сварки означает наличие сварного шва на корпусе фитинга при изготовлении, обычно он изготавливается из сварных труб или формованных стальных листов. Обычно фитинги для стыковой сварки труб с номинальным размером более 26 дюймов привариваются встык. Фитинги для сварки труб, а также фитинги для стыковой сварки меньшего размера — бесшовные.
Фитинги для стыковой сварки
Материалами фитингов для стыковой сварки труб могут быть углеродистая сталь, нержавеющая сталь или легированные стали, а также другие сплавы, такие как сплав на основе никеля, титановый сплав. В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубную арматуру A234 WPB или трубную арматуру ASTM A860 WPHY.
В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубную арматуру A234 WPB или трубную арматуру ASTM A860 WPHY.
фитинги для стыковой сварки на заводе в хэбэй-хайхао
Hebei Haihao Group имеет более чем 30-летний опыт производства всех типов фитингов для стыковой сварки труб, на нашем заводе по производству трубных фитингов есть профессиональные помещения и техническая команда для стыковой сварки отводов, тройников, переходников и других фитингов. Продукция Haihao используется в различных изделиях. промышленные трубопроводные системы и приложения.Если у вас есть какие-либо требования к фитингам для стыковой сварки труб, обращайтесь к нам.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.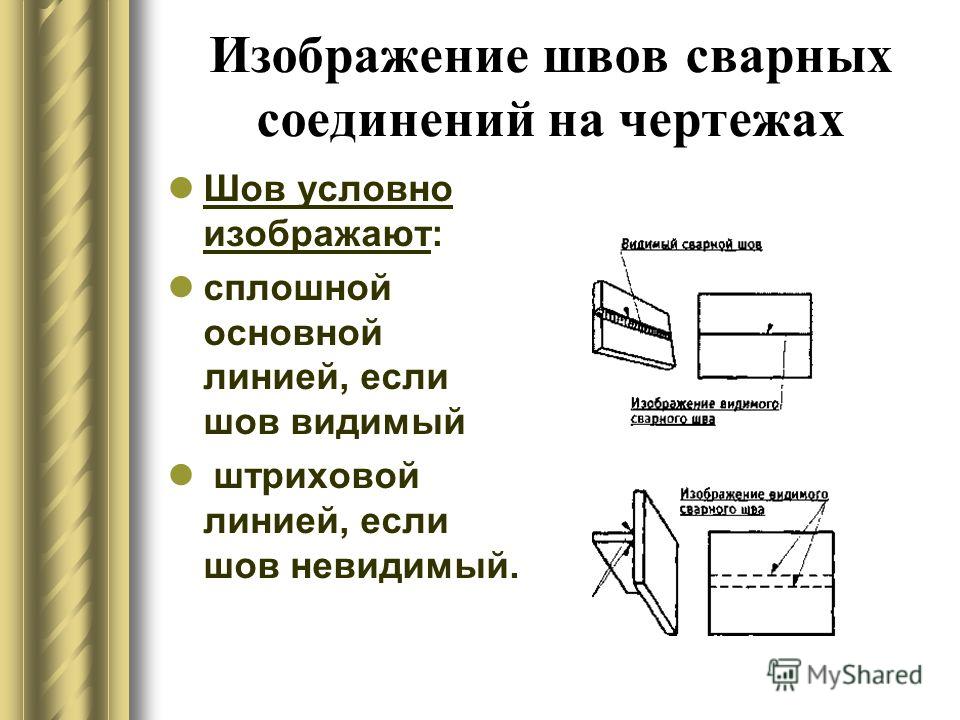 COLLECTION_DESCRIPTION}}
{{добавить в коллекцию.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
COLLECTION_DESCRIPTION}}
{{добавить в коллекцию.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings. АВТОР}}
АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Сварка трением медного сплава М1 в производстве энергетического оборудования
Абрамович В.Р., Демьянцевич В.П., Ефимов Л.А., Сварка меди и сплавов на медной основе ), М .: Машиностроение, 1988.
 org/ScholarlyArticle»> 2
org/ScholarlyArticle»> 2Thomas, WM, et al., Патент Великобритании GB9125978.8, 1991.
Клименко Ю.В., Авторское свидетельство СССР № 195846, 1967.
Сварка трением с перемешиванием и обработка VII , Mishra, R., Mahoney, MW, Sato, Y., Hovanski, Y., and Verma, R., Eds., New York: Springer -Verlag, 2013. ISBN 978-3-319-48582-9.
Google ученый
Бойцов А.Г., Курицын Д.Н., Денисов Л.В. Технологические схемы электроэрозионной обработки сложного профильного инструмента для сварки трением перемешивания // Вестн.Моск. Авиац. Технол. Инст ., 2014. 23 (95), стр. 99–110.
 org/ScholarlyArticle»> 6
org/ScholarlyArticle»> 6Бойцов А.Г., Силуянова М.В., Курицына В.В. Электроэрозионное фрезерование деталей двигателей малых летательных аппаратов // Изв. Англ. Рез ., 2018, т. 38, нет. 7. С. 552–556.
Артикул Google ученый
Lee, W.B. и Юнг С.Б. Соединительные свойства меди при сварке трением с перемешиванием // Mater. Lett ., 2004, т.58. С. 1041–1046.
Артикул Google ученый
Се, Г.М., Маа, З.Й., и Гэн, Л., Развитие мелкозернистой микроструктуры и свойств зоны самородка в чистой меди, полученной сваркой трением с перемешиванием, Scr. Материал ., 2007, т. 57. С. 73–76.
Артикул Google ученый
 org/ScholarlyArticle»> 9
org/ScholarlyArticle»> 9Сакхивел, Т. и Мухопадхьяй, Дж., Микроструктура и механические свойства меди, полученной сваркой трением с перемешиванием, J.Mater. Sci ., 2007, т. 42. С. 8126–8129.
Артикул Google ученый
Мухопадхай Дж., Сенгар Г.С. и Сакхивел Т. Микроструктура и механические свойства меди, полученной сваркой трением с перемешиванием, J. Mater. Sci ., 2007, т. 42. С. 8126–8129.
Артикул Google ученый
Бойцов А.Г., Курицын Д.Н., Силуянова М.В., Курицына В.В., Сварка трением с перемешиванием в авиакосмической промышленности, . Англ. Рез ., 2018, т. 38, нет. 12. С. 1029–1033.
Артикул Google ученый
 org/ScholarlyArticle»> 12
org/ScholarlyArticle»> 12Силуянова М.В., Курицына В.В., Иосифов П.А., Стратегии, методы и модели управления технологическим развитием производства авиационно-космического машиностроения. Машиностроение. М .: Моск.Авиац. Ин-т, 2016.
Силуянова М.В., Курицына В.В., Бойцов В.А., Модели и методы технологического аудита наукоемких производств . Авиац. Ин-т, 2017.
Курицына В.В. Ю., Силуянова М.В. Автоматизированное управление в авиакосмическом производстве. Англ. Рез ., 2018, т. 38, нет. 3. С. 201–207.
Артикул Google ученый
Бесшовные трубы и сварные трубы
Бесшовная стальная труба экструдируется и вытягивается из заготовки, тогда как сварная труба производится из полосы, которую формуют и сваривают в рулонах для получения трубы.
Концентричность: процесс производства бесшовных труб происходит при температуре 2200 ° F в заготовке из нержавеющей стали, пробивающей отверстие в этой высокотемпературной инструментальной стали путем штамповки, и вытяжка становится мягкой и формируется по спирали от Kong Zhongcheng. Такая неравномерная толщина стенки трубы и высокий эксцентрик.
Таким образом, стандарт ASTM допускает, что разница толщины стенок бесшовных труб больше, чем у сварных труб. Труба с прорезями изготавливается из прецизионных холоднокатаных листов (4-5 футов) на ширину рулона.Эти холоднокатаные листы обычно имеют максимальную толщину стенки 0,002 дюйма. Стальной лист был разрезан на ширину πd, где d — внешний диаметр трубы. Допуски на толщину стенки щелевой трубы невелики, а толщина стенки по всей окружности очень однородна.
Характеристики сварки: обычная труба и бесшовная труба имеют определенные различия по химическому составу. Производство бесшовных труб из стали — это только основные требования, соответствующие ASTM.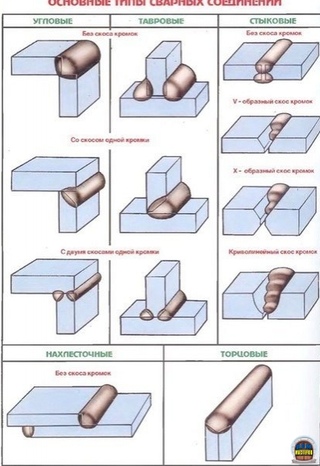 При производстве химический состав стальной трубы с прорезями, пригодной для сварки.Например, кремний, сера, марганец, кислород и треугольник из феррита и других элементов в определенной пропорции могут быть смешаны во время процесса пайки, плавления припоя и легкой передачи тепла, так что все проплавление сварного шва. Отсутствие указанного выше химического состава стальных труб, таких как бесшовные трубы, в процессе сварки приведет к возникновению множества факторов нестабильности, непростой сварки и непроницаемости для сварки.
При производстве химический состав стальной трубы с прорезями, пригодной для сварки.Например, кремний, сера, марганец, кислород и треугольник из феррита и других элементов в определенной пропорции могут быть смешаны во время процесса пайки, плавления припоя и легкой передачи тепла, так что все проплавление сварного шва. Отсутствие указанного выше химического состава стальных труб, таких как бесшовные трубы, в процессе сварки приведет к возникновению множества факторов нестабильности, непростой сварки и непроницаемости для сварки.
Размер зерна: Обычно размер зерна металла и температура термообработки и поддержание одинаковой температуры зависят от времени.Поэтому отожженные трубы одинакового размера и бесшовные трубы. Если имеется шов трубы с минимальной обработкой в холодном состоянии, размер зерна сварного шва меньше размера зерна металла шва, в противном случае размер зерна такой же.
Прочность: прочность трубопровода зависит от состава сплава, и, таким образом, они содержат один и тот же сплав и одинаковая термообработка бесшовных труб и труб с прорезями, по сути, являются постоянной прочностью. После испытания на растяжение и испытания на трехмерную вибрацию разрыв трубы с прорезью происходит почти исключительно в месте, удаленном от точки сварки или нагретой зоны.Это связано с тем, что меньше примесей и немного выше содержание азота в сварном шве, и, следовательно, прочность сварного шва лучше, чем в другой области. Однако шовная труба Ассоциации котлов и сосудов под давлением ASME может выдерживать только 85% допустимого давления, что в основном связано с данными, собранными уже сегодня, при улучшении сварочного оборудования. Нормы ASME: 100% шовная труба может выдерживать допустимое давление при ультразвуковом испытании. Аналогичным образом, Европа и Азия также предоставляют трубы для швов, чтобы гарантировать качество сварочных работ посредством вихретокового тестирования, вихретоковые испытания требуют утверждения юридических процедур и лицензий, имеющихся у организаций.Вихретоковые испытания Трента с разрешения Министерства энергетики Швеции. Небольшие потери тока ASME основаны на качественных характеристиках щелевой трубки.
После испытания на растяжение и испытания на трехмерную вибрацию разрыв трубы с прорезью происходит почти исключительно в месте, удаленном от точки сварки или нагретой зоны.Это связано с тем, что меньше примесей и немного выше содержание азота в сварном шве, и, следовательно, прочность сварного шва лучше, чем в другой области. Однако шовная труба Ассоциации котлов и сосудов под давлением ASME может выдерживать только 85% допустимого давления, что в основном связано с данными, собранными уже сегодня, при улучшении сварочного оборудования. Нормы ASME: 100% шовная труба может выдерживать допустимое давление при ультразвуковом испытании. Аналогичным образом, Европа и Азия также предоставляют трубы для швов, чтобы гарантировать качество сварочных работ посредством вихретокового тестирования, вихретоковые испытания требуют утверждения юридических процедур и лицензий, имеющихся у организаций.Вихретоковые испытания Трента с разрешения Министерства энергетики Швеции. Небольшие потери тока ASME основаны на качественных характеристиках щелевой трубки.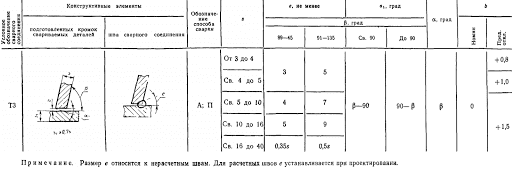
Коррозионная стойкость: хорошая или плохая коррозионная стойкость также зависит от состава сплава. Полная термообработка бесшовной трубы с таким же химическим составом и стойкостью к коррозии щелевой трубы является стабильной. ASTM обеспечивает дополнительные испытания, доказавшие устойчивость сварного шва к коррозии, равную или более высокую, чем у свариваемого металла.В кислой хлоридной среде, не полностью нагревается при сварке щелевой трубы, коррозия будет ускорена, но только потребности испытания на коррозию, на самом деле, окружающая среда не так уж и плоха. Изгиб и растяжение: удлинение сварного шва, предписанное ASTM, после испытаний для проверки: изгиб от 45 ° до 90 °, сплющенный вдоль сварного шва; затем повернули шовную трубу. Повторите описанные выше шаги, чтобы сделать сварной шов. Изогнутый внутренний диаметр составляет 180 °. Качество сварного шва по стандартам не допускается при 40-кратном разрыве или межкристаллитном расслоении.Радиус изгиба трубы контролируется составом сплава, общий минимальный радиус изгиба 2D.
Идеальные условия сварки — шов в нейтральном или сжатом состоянии. Кроме того, трубы следует подвергнуть отжигу, чтобы снизить их твердость и тем самым улучшить характеристики изгиба.
Преимущества сварных стальных труб
Сварные трубы получают путем холодного формования плоских полос, листов или пластин круглой или круглой формы на валковой или листогибочной машине.Затем трубу сваривают с присадочным материалом или без него, используя источник высокой энергии. Сварные трубы могут изготавливаться больших размеров без каких-либо ограничений. Сварные трубы обычно используются для транспортировки воды, нефти или газа в больших количествах.
- Сварные стальные трубы более привлекательны с точки зрения стоимости по сравнению с бесшовными вариантами. Эти трубы часто более доступны, когда они вам нужны, по сравнению с бесшовными. Для изготовления бесшовных труб потребуется больше времени из-за их сроков изготовления, поэтому они не всегда доступны, как сварные стальные трубы.

- Толщина сварных труб будет более стабильной по сравнению с бесшовными трубами.
- Поверхность сварной стальной трубы можно проверить перед выпуском в продажу, чтобы убедиться, что она пригодна для ваших нужд. Это то, чего нет в бесшовных вариантах.
- Сварные трубы обычно более рентабельны, чем их бесшовные аналоги.
- Сварные трубы обычно более доступны, чем бесшовные.Более длительное время выполнения заказа, необходимое для бесшовных труб, может не только затруднить расчет времени, но также дает больше времени для колебаний цен на материалы.
- Толщина стенки сварных труб обычно более стабильна, чем у бесшовных труб.
- Внутренняя поверхность сварных труб может быть проверена перед производством, что невозможно для бесшовных труб.
Преимущества стальных бесшовных труб
Труба бесшовная изготавливается из стальной круглой заготовки (цельный цилиндрический кусок стали, отлитый из необработанной стали). Затем эту заготовку нагревают, растягивают и толкают или натягивают на форму. Затем он проходит через центр с помощью штампа и оправки, что увеличивает внутренний диаметр и уменьшает внешний диаметр. Несмотря на то, что бесшовные трубы производятся различных размеров, с увеличением диаметра трубы стоимость производства возрастает. Название бесшовные происходит из-за отсутствия шва. Бесшовные трубы широко используются в технологических трубопроводах, электроснабжении, судостроении, сосудах высокого давления, строительстве и химической промышленности.
Затем эту заготовку нагревают, растягивают и толкают или натягивают на форму. Затем он проходит через центр с помощью штампа и оправки, что увеличивает внутренний диаметр и уменьшает внешний диаметр. Несмотря на то, что бесшовные трубы производятся различных размеров, с увеличением диаметра трубы стоимость производства возрастает. Название бесшовные происходит из-за отсутствия шва. Бесшовные трубы широко используются в технологических трубопроводах, электроснабжении, судостроении, сосудах высокого давления, строительстве и химической промышленности.
- Главное преимущество этих труб в том, что у них нет проблем со сварным швом. Обычно это считается слабым местом в трубе, и многие люди беспокоятся, что это означает, что труба сломается легче. С улучшением производства это уже не так, и отсутствие сварного шва больше не является такой большой проблемой.
- Эти трубы могут дать вам некоторое душевное спокойствие. У них нет шва, поэтому вам не придется беспокоиться о том, чтобы получить швы, которые не будут такими прочными, как должны быть.
- Эти виды труб будут иметь большую округлость или овальную форму, чем сварные стальные трубы, поэтому их лучше использовать для многих проектов, которые у вас есть, поскольку они ни за что не зацепятся.
- Как видите, каждая труба имеет свои уникальные преимущества перед своим аналогом. Часто предпочтение отдается сварным стальным трубам, потому что они имеют лучшую цену, их легче достать, когда они вам понадобятся, а предполагаемые недостатки с точки зрения сварного шва устранены и не так очевидны.Каждая из труб будет использоваться для различных проектов, и каждый предпочтет тот, который он хотел бы использовать для своих нужд.
- Бесшовные трубы имеют лучшую овальность или округлость, чем сварные.
Бесшовная и сварная труба
Из приведенных выше абзацев очевидно, что бесшовные и сварные трубы различаются по технологии изготовления. Остальные отличия перечислены в прилагаемой ниже таблице.
| старшийНет | Параметр | Бесшовная труба | Труба сварная |
| 1 | Прочность | Способен выдерживать большее давление и нагрузку, так как нет слабого шва.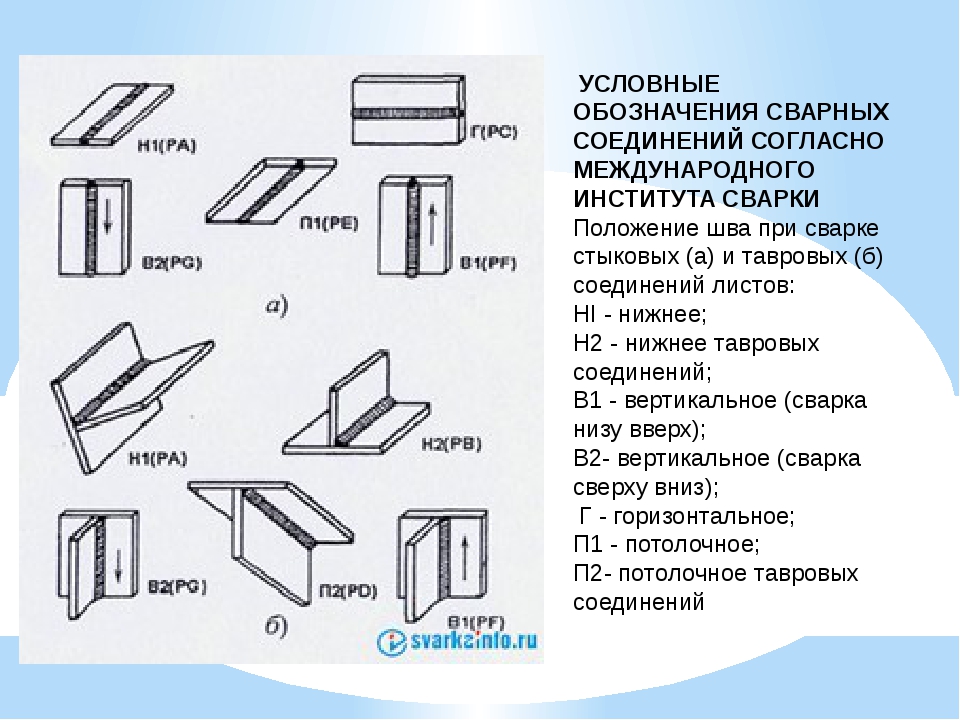 | Считается, что благодаря сварке они выдерживают на 20% меньше давления и нагрузки по сравнению с бесшовными трубами. |
| 2 | Длина | Относительно короче из-за производственных трудностей. | Может изготавливаться длинной непрерывной длины. |
| 3 | Размер | Изготовлен для номинального размера 24 дюйма или меньше. | Нет таких ограничений по размерам при производстве. |
| 4 | Коррозионная стойкость | Менее подвержен коррозии, значит более устойчив к коррозии. | Зоны сварных швов более подвержены коррозии, что означает меньшую коррозионную стойкость. |
| 5 | Качество поверхности | Необработанная в результате процесса экструзии | Гладкая поверхность высокого качества по сравнению с бесшовной трубой. |
| 6 | Экономика | Costlier | Более экономичный |
| 7 | Производственный процесс | Сложный, длительный срок поставки | Упрощение и короткие сроки поставки. |
| 8 | Тесты | Бесшовные трубы не требуют испытаний на целостность сварного шва. | Необходимо протестировать перед использованием. |
| 9 | Приложение | Подходит для высоких температур давления и агрессивных сред | Обычно используется для менее агрессивных сред с низким давлением. |
| 10 | Наличие | Менее доступны, ограниченное количество типов материалов, более длительный срок поставки | Доступен для различных материалов; более короткие сроки доставки |
| 11 | Толщина стенки | Непостоянная толщина стенки по длине, чем толще, тем тяжелее | Толщина стенки более стабильная, чем у бесшовных, более тонкая |
| 12 | Овальность | Овальность лучше, округлость | Плохая овальность и округлость по сравнению с бесшовным аналогом. |
| 13 | Проверка внутренней поверхности | Проверка невозможна | Внутреннюю поверхность можно проверить перед изготовлением |
Таблица, объясняющая различия между бесшовными и сварными трубами
Выбор трубы, сварной или бесшовной?
Несмотря на то, что усовершенствованные методы производства последнего времени позволяют производить сварные трубы, сопоставимые с бесшовными трубами, все же бесшовные трубы предпочтительнее в большинстве случаев.Однако для трубопроводов большого размера (NPS> 24 дюймов) в основном предпочтительны сварные трубы из-за меньшей стоимости. Наряду со стоимостью при выборе трубы учитываются и другие параметры, такие как отношение диаметра к толщине, доступность, коррозионная стойкость и т. Д.
Что такое фитинги для стыковой сварки?
Фитинг для стыковой сварки означает трубный фитинг, имеющий соединительный конец для стыковой сварки (bw). Фитинги для стыковой сварки используются для соединения с трубами или фитингами того же размера и того же графика, что и концы для стыковой сварки.Концы фитингов для стыковой сварки — гладкие или скошенные.
Фитинги для стыковой сварки используются для соединения с трубами или фитингами того же размера и того же графика, что и концы для стыковой сварки.Концы фитингов для стыковой сварки — гладкие или скошенные.
Фитинги для стыковой сварки углеродистой стали
Обычно фитинги для стыковой сварки включают:
отводы (отвод 45/90/180 градусов, отвод с длинным радиусом, отвод с коротким радиусом),
Тройник (равный тройник, переходной тройник, боковой тройник, тройник с решеткой, разрезной тройник),
отводы для горячей индукции (отвод 3Д, 5Д, 7Д),
переходники (концентрический переходник, эксцентричный переходник),
заглушки , лопасти , концы заглушек , крестовины труб.
СТАНДАРТНЫЕ ФИТИНГИ ДЛЯ ПРИВАРЕНИЙ
Мы можем поставить фитинги для стыковой сварки в соответствии со стандартами: ASME, ANSI, EN, DIN, JIS, GOST, MSS.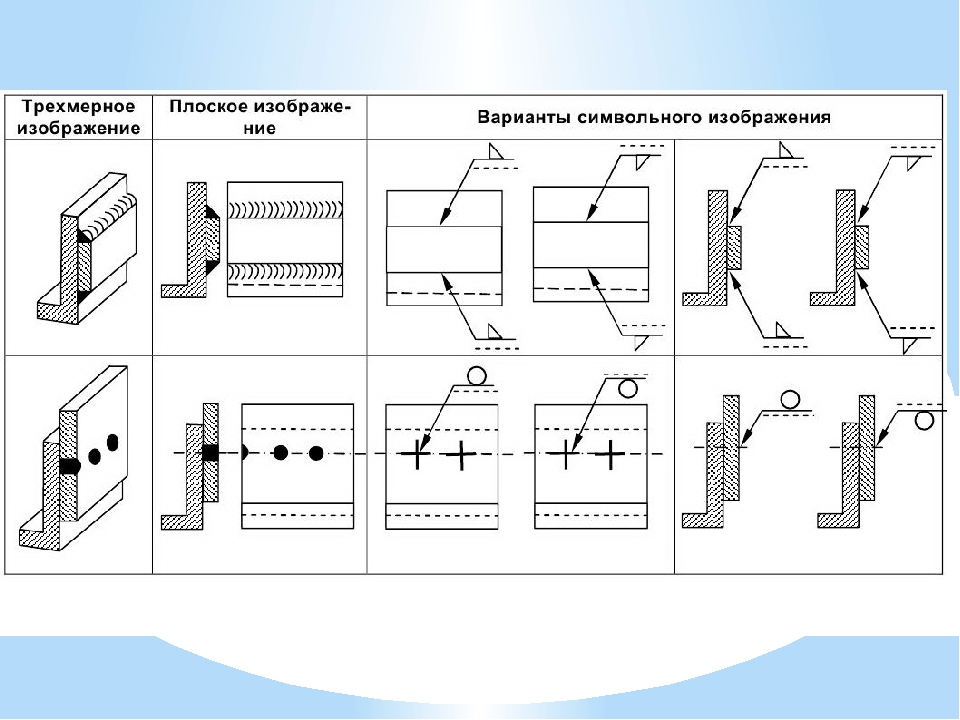 Мы также производим фитинги для стыковой сварки согласно требованиям клиента.
Мы также производим фитинги для стыковой сварки согласно требованиям клиента.
В стандарте ASME / ANSI технические требования к фитингам для стыковой сварки указаны в стандарте ASME / ANSI B16.9, включая все типы трубопроводных фитингов. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки. В стандартах JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки имеют разные номера стандартов.Например, JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. Существуют также некоторые другие стандарты на фитинги для стыковой сварки, такие как: MSS SP-43 , MSS SP-75, ASME B16.49. .
Фитинги для стыковой сварки нержавеющей стали
МАТЕРИАЛ ФИТИНГОВ ДЛЯ ТРУБОПРОВОДНОЙ СВАРКИ
Материалом для стыковой сварки труб могут быть углеродистая сталь, нержавеющая сталь или легированные стали, а также другие сплавы, такие как сплав на основе никеля, титановый сплав. В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубные фитинги A234 WPB. или фитинги ASTM A860 WPHY.
или фитинги ASTM A860 WPHY.
Фитинги для стыковой сварки могут быть цельнотянутыми или приварными.
Фитинг для стыковой сварки бесшовных означает отсутствие сварного шва на корпусе фитинга при производстве, обычно он изготавливается из бесшовных стальных труб. Сварной фитинг для стыковой сварки означает наличие сварного шва на корпусе фитинга при изготовлении. изготовление, как правило, производится из сварных труб или гнутых стальных листов.
Обычно фитинги для стыковой сварки труб с номинальным размером более 26 дюймов представляют собой сварные фитинги для стыковой сварки, а фитинги для стыковой сварки меньшего размера — бесшовные.
Фитинги для стыковой сварки труб в Хэбэй-Хайхао-Завод
Hebei Haihao Group имеет более чем 20-летний опыт производства всех типов фитингов для стыковой сварки труб, кованых фитингов, фланцев и стальных труб.Наш завод по производству трубных фитингов имеет профессиональные мощности и техническую команду для стыковой сварки колен, тройников, переходников и другая фурнитура. Чтобы выполнить все требования клиентов и соответствовать международным спецификациям и стандартам размеров, мы следуем строгой политике качества.Продукция Haihao используется в различных отраслевых трубопроводных системах и приложениях.
Чтобы выполнить все требования клиентов и соответствовать международным спецификациям и стандартам размеров, мы следуем строгой политике качества.Продукция Haihao используется в различных отраслевых трубопроводных системах и приложениях.
Если у вас есть какие-либо требования к фитингам для стыковой сварки, обращайтесь к нам.
Труба электросварная прямошовная (Труба Э / С) ГОСТ 10704-91 »Металлургпром
.ТРУБЫ СТАЛЬНЫЕ СТАЛЬНЫЕ СТАЛЬНЫЕ СТАЛЬНЫЕ ЭЛЕКТРИЧЕСКИЕ, ПРЯМЫЙ ШОВ
Диапазон
ГОСТ 10704-91
Дата введения 01.01.93
1. Настоящий стандарт определяет линейку стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1.
3. Длина трубы составляет:
— немерная длина:
диаметром до 30 мм — не менее 2 м; диаметром св. 30 до 70 мм — не менее 3 м; диаметром св. 70 до 152 мм — не менее 4 м; диаметром св. 152 мм — не менее 5 м.
152 мм — не менее 5 м.
По требованию потребителя трубы групп А и Б по ГОСТ 10705 диаметром более 152 мм изготавливаются длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
— мерная длина:
диаметром до 70 мм — от 5 до 9 м; диаметром св.От 70 до 219 мм — от 6 до 9 м; диаметром от 219 до 426 мм — от 10 до 12 м.
Трубы диаметром более 426 мм изготавливаются только немерной длины. По согласованию изготовителя и потребителя трубы диаметром от 70 до 219 мм допускается изготавливать от 6 до 12 м;
кратной длины, кратной не менее 250 мм и не превышающей нижнего предела, установленного для измерительных труб. Припуск на каждый разрез устанавливается равным 5 мм (если не указан другой припуск) и включается в каждую кратность.
Таблица 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
Продолжение таблицы 1
>
Примечания: 1. При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1% за счет усиления шва. 2. По согласованию изготовителя и потребителя трубы изготавливаются размером 41.5 × 1,5-3,0; 43´1,0; 1.53.0; 43,5’1,5-3,0; 52´2,5; 69,6 х 1,8; 111,8 х 2,3; 146,1 х 5,3; 6.5; 7,0; 7,7; 8.5; 9,5; 10,7; 152,4 х 1,9; 2,65; 168’2,65; 177,3 * 1,9; 198’2,8; 203 * 2,65; 299 * 4,0; 530’7,5; 720’7,5; 820’8,5; 1020’9,5; 15,5; 1220´13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметрами в пределах таблицы. 1.
При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1% за счет усиления шва. 2. По согласованию изготовителя и потребителя трубы изготавливаются размером 41.5 × 1,5-3,0; 43´1,0; 1.53.0; 43,5’1,5-3,0; 52´2,5; 69,6 х 1,8; 111,8 х 2,3; 146,1 х 5,3; 6.5; 7,0; 7,7; 8.5; 9,5; 10,7; 152,4 х 1,9; 2,65; 168’2,65; 177,3 * 1,9; 198’2,8; 203 * 2,65; 299 * 4,0; 530’7,5; 720’7,5; 820’8,5; 1020’9,5; 15,5; 1220´13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметрами в пределах таблицы. 1.
3. Размеры труб в скобках не рекомендуются для новых конструкций.
3.1. Трубы мерной и кратной длины изготавливаются двух классов точности:
.I — с торцевой обрезкой и удалением заусенцев;
II — без обрезки и снятия заусенцев (с нарезкой на линии стана).
3.2. Предельные отклонения по длине измерительных трубок приведены в табл. 2.
Таблица 2
3.3. Предельные отклонения по общей длине нескольких труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины класса точности II должны быть с обрезанными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Таблица 3
Примечание. Для диаметров, контролируемых измерением периметра, верхний и нижний пределы периметра округляются до ближайшего 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготавливаются с односторонним или смещенным допуском по наружному диаметру. Односторонний допуск или допуск смещения не должны превышать сумму предельных отклонений, указанных в таблице.3.
6. Предельные отклонения толщины стенки должны соответствовать:
± 10% — для диаметров труб до 152 мм;
ГОСТ 19903 — для труб диаметром более 152 мм на максимальную ширину листа нормальной точности.
По согласованию потребителя и изготовителя допускается изготовление труб с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать сумму предельных отклонений по толщине стенки.
7.Для труб диаметром более 76 мм допускается утолщение стенки на заусенец на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляются с предельными отклонениями наружного диаметра концов, указанными в табл. 4.
Таблица 4
9. Овальность и однородность труб диаметром до 530 мм включительно, изготовленных по ГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны иметь три класса точности по овальности. Овальность концов труб не должна превышать:
1% наружного диаметра труб для 1 класса точности;
1,5% наружного диаметра труб для 2 класса точности;
2% наружного диаметра труб для 3-го класса точности.
Овальность концов трубы с толщиной стенки менее 0.01 наружный диаметр устанавливается по согласованию изготовителя и потребителя.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По желанию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По желанию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Суммарная кривизна труб, изготовленных по ГОСТ 10706, не превышает
Трубы стальные электросварные прямошовные
Эксплуатационные характеристики и сфера применения
Трубы стальные электросварные прямошовные широко используются во многих сферах, но чаще всего в строительстве и промышленности.В основном они используются для прокладки трубопроводов, создания различных трубчатых металлических конструкций и многих других изделий. Также эти трубы используются при изготовлении мебели на металлическом каркасе, в различных металлических конструкциях, при возведении заборов. В производстве более широко используются круглые профили.
Для изготовления изделий используется метод электросварки. Стальные полосы сваривают на специальном оборудовании, придавая шву спиральную или прямую форму. Сама труба может иметь любой профиль, не только круглый, но и квадратный, прямоугольный, овальный.
Сама труба может иметь любой профиль, не только круглый, но и квадратный, прямоугольный, овальный.
Прямые трубы широко используются в нефтегазовой отрасли.
Эксплуатационные характеристики позволяют прокладывать такие трубы в местах с резкими перепадами температур, скачками давления и другими сложными условиями.
Виды стальных электросварных труб.
Все изделия изготавливаются по межгосударственным стандартам:
ГОСТ 13663-86 — трубы прямоугольные и квадратные;
ГОСТ 10706-76, ГОСТ 10705-91 — трубы круглые.
Диаметр круглых трубок различается в зависимости от модификации и может составлять от 10 до 530 мм или от 478 до 1420 мм по ГОСТ 10705-91 и ГОСТ 10706-76 соответственно.
Квадратные и прямоугольные трубы, в зависимости от их назначения, могут быть сконструированы следующим образом:
немерные — длиной 1,5–9 м;
измеряется;
кратность мер — длина может быть любой кратности в пределах установленного минимума для мерных труб.
Трубы мерной длины бывают следующих размеров:
5–9 м, если диаметр трубы не превышает 70 мм;
6–9 м при диаметре трубы от 70 до 219 мм;
10–12 м для труб диаметром 219–426 мм.
Если диаметр трубы превышает 426 мм, ее разрешается изготавливать только немерной длины.
Трубы прямоугольного и квадратного сечения выпускаются в двух вариантах — с обрезкой концов, удалением заусенцев и без такой обработки. Также есть модели с термообработкой для сварки либо всего изделия, либо без нее.
Электросварные трубы также классифицируются по качественным показателям:
А — улучшенные механические характеристики;
Б — улучшенные химические свойства;
Б — улучшенный химический состав и механические свойства;
Е — с нормализацией испытательного гидравлического давления.

Некоторые электрические лампы могут иметь швы. Для круглых труб диаметром 57 мм допускается один поперечный шов. В изделиях диаметром 820 мм и более допускается наличие 1 поперечного и 2 продольных швов.
Из всего модельного ряда наиболее востребованными считаются 2 вида труб:
Трубы стальные водогазопроводные.
Сфера применения продукции — разработка водогазопроводов, в том числе металлоконструкций для них, а также систем отопления.
Трубы изготавливаются из следующих материалов:
лист холоднокатаный;
горячекатаный лист;
прокат стальной.
Лучшим вариантом считается стальной прокат.
Согласно ГОСТ 3262-75 трубы выдерживают гидравлические испытания.Весь материал для производства труб проходит строгий входной контроль — на химический состав, механические свойства и др. Полученные данные сравниваются с данными, указанными в заводском паспорте качества.