| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденные Показать действующие Показать частично действующие Показать не действующие Показать проекты Показать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Обозначение сварных швов на чертежах по ГОСТу
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:

Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
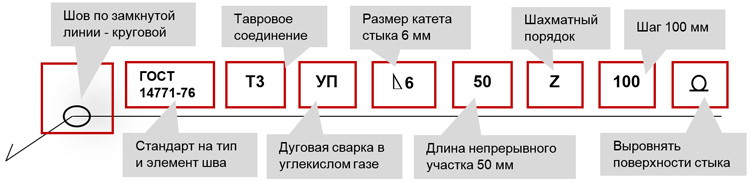
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
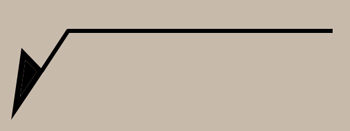
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
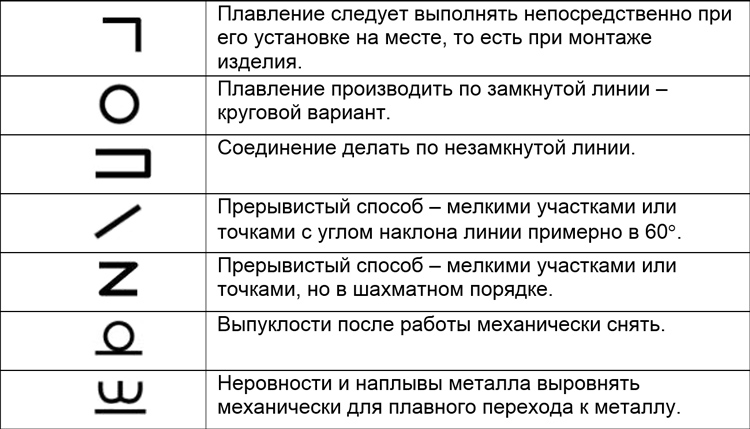
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Читайте также: Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
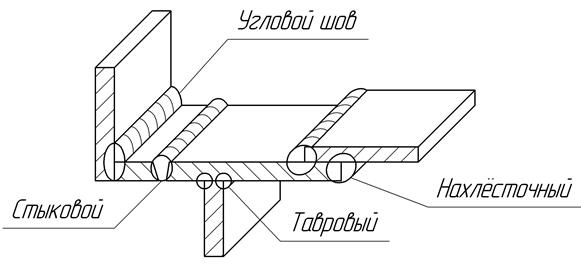
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
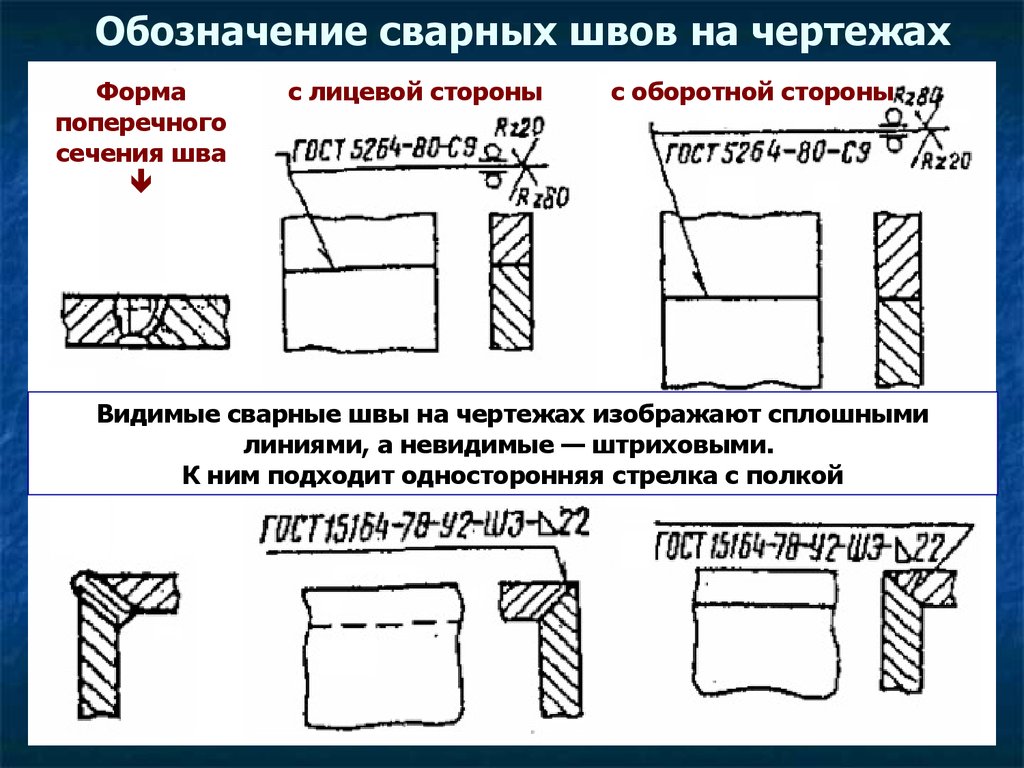
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы
На чтение 7 мин. Просмотров 86.6k. Опубликовано Обновлено
Если вы скажете, что – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям , обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов
 Виды сварных соединений.
Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
 А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о .
[box type=”fact”]Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.[/box] Пример чертежа сварных швов по ГОСТ.
Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
 Варианты изображения сварных швов на чертежах.
Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
 Как обозначаются различные виды швов.
Как обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
 Классификация сварных швов.
Классификация сварных швов.Дополнительно соединения бывают:
- SS односторонними, для которых дуга или передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение сварных швов | Сварка и сварщик
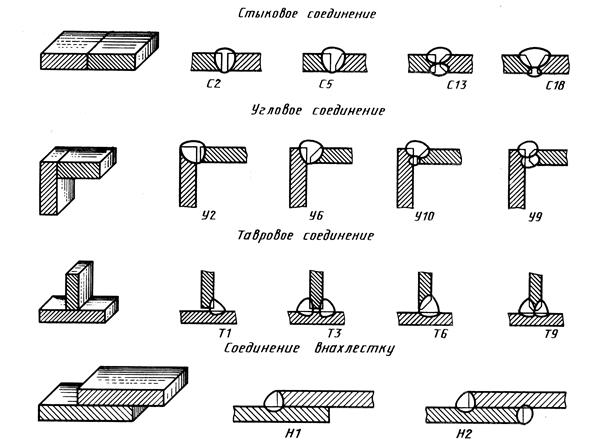
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79
Группа В05
МКС 25.160.40
ОКП 06 0200
Дата введения 1980-07-01
1. РАЗРАБОТАН Министерством высшего и среднего специального образования РСФСР; Госстроем СССР
ВНЕСЕН Министерством высшего и среднего специального образования РСФСР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.04.79 N 1439
3. ВЗАМЕН ГОСТ 14776-69
4. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
5. ПЕРЕИЗДАНИЕ. Декабрь 2002 г.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
2. Термины и их определения, принятые в стандарте, приведены в приложении.
3. В стандарте приняты следующие обозначения способов сварки:
Ф — под флюсом;
УП — в углекислом газе плавящимся электродом;
УПм — в углекислом газе плавящимся электродом с наложением продольного магнитного поля;
УПмс — в углекислом газе плавящимся электродом с наложением продольного магнитного поля со сквозным проплавлением и формированием;
УН — в углекислом газе неплавящимся электродом;
ИП — в инертных газах плавящимся электродом;
ИН — в инертных газах неплавящимся электродом;
ПП — плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием;
ППс — плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием;
ИПп — в инертных газах плавящимся электродом на съемной подкладке.
4. Основные типы сварных соединений должны соответствовать указанным в табл.1.
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным на черт.1, 2 и в табл.2-5.
6. Для способов сварки ПП, ППп, ППс размер (черт.1 и 2) должен быть не менее 1,2.
7. Размер (черт.1 и 2) должен быть не менее 2при сварке неплавящимся электродом и не менее при всех остальных способах сварки.
Черт.1
Черт.2
Таблица 1
Форма поперечного сечения | ||||||||
Тип соеди- | Форма подгото- | Характер выпол- | подготовленных кромок | выполненного шва | Способ сварки | Толщина верхней детали, мм | Материал свариваемых деталей | Обозна- |
Нахлеc- | Без подготовки кромок | Односто- | Ф | 0,8-5,0 | Углеродистая или низколегированная сталь | Н1 | ||
УП | 0,8-6,6 | |||||||
УПм | 6,0-16,0 | |||||||
УН | 0,4-3,3 | |||||||
ИН | Легированная сталь и сплавы: медные, алюминиевые и никелевые | |||||||
ИП | 0,8-6,6 | |||||||
ПП | 0,8-1,5 | Верхней детали — оцинкованная углеродистая сталь: нижней детали — углеродистая или низколегированная сталь | ||||||
1,5-2,5 | Верхней детали — нержавеющая хромоникелевая | |||||||
3,0-12,0 | Углеродистая или низколегированная сталь | |||||||
3,0-5,0 | Углеродистая или низколегированная сталь | |||||||
Двусто- | ПП | 4,0-6,0 | Н2 | |||||
Односто- | ППп | Н3 | ||||||
ИПп | 0,9-3,0 | Алюминий или его сплавы | ||||||
Односто- | ППс | 4,0-18,0 | Углеродистая или низколегированная сталь | Н4 | ||||
УПмс | 6,0-16,0 | |||||||
С круглым отверстием в верхней детали | Односто- | ИП | 4,5-15,0 | Легированная сталь и сплавы: медные, алюминиевые и никелевые | Н5 | |||
Ф | 3,5-14,0 | Углеродистая или низколегированная сталь | ||||||
УП | 4,5-30,0 | |||||||
С накладной шайбой | Односто- | ПП | 1,5-4,0 | Накладной шайбы — хромистая сталь; средней детали — хромистая ферритная нержавеющая сталь; нижней детали — углеродистая или низколегированная сталь | Н6 | |||
Таблица 2
Размеры в миллиметрах
Конструктивные элементы | |||||||||||||
Обозна- | подготовленных кромок свариваемых деталей | сварного шва | Спо- | Материал свариваемых деталей | , не ме- | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | , не бо- | |
Н1 | Ф | Углеродистая или низколегированная сталь | От 0,8 до 1,1 | 0,8 | 0 | +0,2 | 5 | ±1,0 | 11 | ±2 | 1,5 | ||
Св. 1,1 до 1,5 | 1,1 | 6 | 13 | 2,0 | |||||||||
Св. 1,5 до 2,0 | 1,5 | +0,5 | 7 | 15 | 2,5 | ||||||||
Св. 2,0 до 2,5 | 2,2 | 8 | 17 | ||||||||||
Св. 2,5 до 3,1 | 2,5 | 9 | ±1,5 | 19 | 3,5 | ||||||||
Св. 3,1 до 3,6 | 3,1 | 10 | 20 | ±3 | |||||||||
Св. 3,6 до 4,2 | 3,6 | +0,8 | 11 | 21 | |||||||||
Св. 4,2 до 5,0 | 4,2 | 12 | 23 | ||||||||||
УП | От 0,8 до 1,1 | 0,8 | +0,2 | 4 | ±1,0 | 11 | ±2 | 1,5 | |||||
1,4 | 5 | 14 | |||||||||||
Св. 1,1 до 1,4 | 1,1 | 15 | |||||||||||
Св. 1,4 до 1,7 | 1,4 | +0,5 | 6 | 17 | 2,0 | ||||||||
Св. 1,7 до 2,1 | 1,7 | 7 | 18 | 2,5 | |||||||||
Св. 2,1 до 2,6 | 2,1 | 19 | 3,0 | ||||||||||
Св. 2,6 до 3,3 | 2,6 | 8 | 21 | 3,5 | |||||||||
Св. 3,3 до 4,2 | 3,3 | +0,8 | 9 | ±1,5 | 23 | ±3 | 4,0 | ||||||
Св. 4,2 до 5,3 | 4,2 | +1,0 | 10 | 24 | |||||||||
Св. 5,3 до 6,6 | 5,3 | 11 | 25 | ||||||||||
УН | От 0,4 до 0,6 | 0,4 | +0,2 | 4 | ±1 | 6 | ±1 | ±0,1 | |||||
Св. 0,6 до 0,9 | 0,6 | 5 | 8 | ||||||||||
Св. 0,9 до 1,2 | 0,9 | 6 | 9 | ±0,2 | |||||||||
Св. 1,2 до 1,7 | 1,2 | 7 | 10 | ||||||||||
Св. 1,7 до 2,2 | 1,7 | +0,5 | 8 | 11 | ±0,3 | ||||||||
УПм | Св. 2,2 до 2,7 | 2,2 | 9 | ±2 | 13 | ±2 | ±0,4 | ||||||
Св. 2,7 до 3,3 | 2,7 | 10 | 14 | ±0,5 | |||||||||
От 6,0 до 8,0 | 6,0 | +1,0 | 14 | 32 | ±4 | 4,0 | |||||||
Св. 8,0 до 10,0 | 8,0 | 16 | 34 | ±4 | |||||||||
Св. 10,0 до 13,0 | 10,0 | 18 | 36 | 5,0 | |||||||||
Св. 13,0 до 16,0 | 12,0 | 20 | 40 | ||||||||||
ИН | Легированная сталь и сплавы: медные, алюминиевые и никелевые | От 0,4 до 0,6 | 0,4 | +0,2 | 4 | ±1 | 6 | ±1 | ±0,1 | ||||
Св. 0,6 до 0,9 | 0,6 | 5 | 8 | ||||||||||
Св. 0,9 до 1,2 | 0,9 | 6 | 9 | ±0,2 | |||||||||
Св. 1,2 до 1,7 | 1,2 | 7 | 10 | ||||||||||
Св. 1,7 до 2,2 | 1,7 | +0,5 | 8 | 11 | ±0,3 | ||||||||
Св. 2,2 до 2,7 | 2,2 | 9 | ±2 | 13 | ±2 | ±0,4 | |||||||
Св. 2,7 до 3,3 | 2,7 | 10 | 14 | ±0,5 | |||||||||
ИП | От 0,8 до 1,1 | 0,8 | +0,2 | 4 | ±1 | 11 | 2,0 | ||||||
1,4 | 5 | 13 | |||||||||||
5,0 | +1,0 | 9 | ±2 | 18 | 2,5 | ||||||||
Св. 1,1 до 1,4 | 1,1 | +0,3 | 5 | ±1 | 15 |
| |||||||
Аналоги марок стали | |||||||
Русский | Американский | Немецкий | Японский | Китайский | Великобритания | Итальянский | Французский |
03Х17Н14М3 | 316L SA-240TP316L | X2CrNiMo18-14-3 | SUS 316L | 00Cr17Ni14Mo2 00Cr17Ni14Mo3 | 316S13 LW 22 | X2CrNiMo18-14-3 X2CrNiMo1713 кг | Z3CND1712-03 |
03X18h21 | 304 л SA-240TP304L | X2CrNi1911 GX2 Cr Ni 19-11 | SUS304 L | ? | 304S11 LW 20 LWCF20 S536304 C12 (LT 196) 305 S 11 | X2 CrNi 18 11 X 3 CrNi 18 11 GX 2 CrNi 19 10 | Z1CN18-12 Z2CN18-10 Z 3CN19-10M Z3CN18-10 Z3CN19-11 Z3CN19-11FF |
03ХН28МДТ | ? | X3NiCrCuMoTi 2730 | ? | ? | ? | ? | ? |
06X18h21 | 305 | X4CrNi18-12 | SUS 305 | ? | 305С17 | X7CrNi18 10 | Z 5 CN 18-11FF |
07Х16Н6 | 301 | X12CrNi17-7 | SUS 301 | ? | 301 ю.ш. 21 | X10CrNi18-8 | Z 11 CN 17-08 |
08кп | А 622 | ул 50-2 | SPHE | ? | BS 1449 | ? | 3C |
08X13 | 403 | ? 6 Cr 13 | SUS 403 | ? | 403 S17 | X6 Cr 13 | Z6 C13 |
08Х17Н13М2Т | 316 Ti | X6CrNiMoTi 12122 | SUS 316Ti | 0Cr18Ni12Mo3Ti | 320 S 33 | X 6 CrNiMoTi 17 13 | Z6 CNDT 17.12 |
08Х17Т | 430Ti | X 6 CrTi 17 | SUS 430LX | ? | ? | X 3 CrTi 17 | Z 4 CT 17 |
08X18h20 | 304 | X5 Cr Ni 18 10 | SUS 304 | ? | 304S11 | X 5 Cr Ni 18 10 | Z4 CN 19-10 FF |
08Х18Н12Б | 347 | Х 6 CrNiNb 18 10 | SUS 347 | 0Cr18Ni11Nb | 347 ю.ш. 20 | X 6 CrNiNb 18 11 | Z 6 CNNb 18-10 |
08ЮА | А 620 | DC 04 | SPCE | ? | ДК 04 / FeP 04 | DC 04 / FeP 04 | DC 04 / FeP 04 |
09Г2С | А 516-55 | ? | SM41B | ? | ? | ? | ? |
09Х17Н7Ю | ? | X 7 CrNiAl 17 7 | SUS 631 | 0Cr17Ni7Al | 301 S 81 | ? | Z 9 CNA 17-07 |
10 | C1010 | К 10 | S 10 C | 10 | 040 А 10 | 1 К 10 | C 10 RR |
10Х13СЮ | А 268 TP405 | X10CrAl13 | ? | ? | ? | X 10 CrAl 12 | Z 13 C 13 |
10X23h28 | СА-240 ТП 310С | ? | ? | ? | ? | ? | ? |
12К | A 201 Gr AFx | ASt 35 | ? | ? | ? | ? | ? |
12X13 | 410 | X 10 Cr 13 | SUS 410 | ? | 410C21 | X 10 Cr13 | Z10C13 |
12Х17 | 430 | X6Cr17 | SUS 430 | 1Cr15 | 17Cr | X 6 Cr 17 | Z 8 C 17 |
12Х18х20Т | 321 | X6 Cr Ni Ti 18 10 | SUS 321 | ? | 321S12 | ? | Z6 CNT 18.10 |
12XM | А 182 марка F12 | 13CrMo-44 | ? | ? | ? | ? | ? |
12X2M | A 182 класс F22 | 10CrMo910 | ? | ? | ? | ? | ? |
12Х1МФ | ? | 14MoV63 | ? | ? | ? | ? | |
14Г2 | A414 Gr F, G | 17 млн4 | SB 46 | ? | ? | ? | А 48CP |
15 | C1015 | C15 | S 15 C | 15 | ? | ? | C 18 RR |
15кп | A 621 FS Тип A | DD 11 (StW 22) | SPHD | ? | ? | ? | 1 К |
15пс | А 29 1015 | QSt 38-3 | СВРЧ25А | ML15 | ? | CB 15 | ? |
15Н2М | 4615 | ? | ? | ? | ? | ? | ? |
15Х | ? | 15Cr3 | ? | ? | ? | ? | ? |
15X5M | A182 Класс F5 | ? | ? | ? | ? | ? | ? |
15X25T | А 268 TP446 | 10CrAl24 | ? | ? | ? | ? | ? |
15XФ | 6117 | ? | ? | ? | ? | ? | ? |
15ХМ | А 182 марка F12 | 13CrMo-44 | ? | ? | ? | ? | ? |
16К | A414 Класс E | H II | SG 295 | ? | -пол.265 GH | Fe 410 кВт | ? |
17ГС | ? | S355J2G3 / Fe 510 D1 | SM 490 А | 16 млн | ? | Fe 510 | S355J2G3 |
18ХГ | SA-29 Марка 5115 | 16 MnCr 5 | ? | 15CrMn | 527 м 17 | 16 MnCr 5 | 16 MC 5 |
20 | C1020 | С 22 | S 20 C | ? | 040A20 | С 20 | С 20 |
20К | А 283-С | H II | SG 295 | ? | -пол.265 GH | Fe 410 кВт | ? |
20пс | А 29 1020 | ? | SWRCh27R | ML20 | 0/4 | ? | ? |
20х3М | 4621 | ? | ? | ? | ? | ? | ? |
20X | 5120 | ? | ? | ? | ? | ? | ? |
20ХФ | 6120 | 22CrV4 | ? | ? | ? | ? | ? |
20Х13 | 420 | X 20 Cr 13 | SUS 420J1 | 2Cr13 | 420 ю.ш. 37 | X 20 Cr 13 | Z 20 C 13 |
20Х17Н2 | 431 | X17CrNi16-2 | SUS 431 | 1Cr17Ni2 | 431 ю.ш. 29 | X 16 CrNi 1 | Z 15 CN 16-02 |
20Х25Н20С2 | 310 | X15CrNiSi25-20 | SUS Y 310 | 2Cr25Ni20 | ? | X 16 CrNiSi 25 20 | Z 15 CNS 25-20 |
20ХМ | 4130 | 25 CrMo 4 | SCM 420 | ML30CrMo | 25 CrMo 4 | 25 CrMo 4 | 25 CrMo 4 |
20XH | 3120 | ? | ? | ? | ? | ? | ? |
22K | 1022 | 20Mn5 | S Mn C 420 | ? | 120M19 | ? | 20М5 |
25 | C1025 | ? | ? | ? | ? | ? | ? |
25Г | 1025 | GS-Ck 25 | S 25 C | 25 | 070 м 26 | ? | ? |
25X1МФ | А 193 В14 | 24CrMoV55 | ? | ? | ? | ? | ? |
30 | C1030 | ? | СВРЧ40К | ML25Mn | 1/1 | ? | ? |
30X | 5130 | ? | ? | ? | ? | ? | ? |
30XM | 4130 | 25CrMo4 | ? | ? | ? | ? | ? |
30Х13 | 420F | X30Cr13 | SUS 420J2 | 3Cr13 | 420 ю 45 | G X 30 Cr 13 | Z 30? 13 |
30ХМ | ? | 34 CrMo 4 | СКМ 435 | 35CrMo | 34 CrMo 4 | 34 CrMo 4 | 34 CrMo 4 |
30Г2 | ? | 36 млн 5 | SCMn 3 | ? | 150 млн 36 | ? | 40 м 5 |
35 | C1035 | К 35 | S 35C | ? | 080M36 | ? | XC 38 |
35X | 5132 | 34Cr4 | ? | ? | ? | ? | ? |
35XM | ? | 34CrMo4 | ? | ? | ? | ? | ? |
40 | 1040 | C40 | S 40C | ? | 080A40 | ? | XC 42 |
40X | 5140 | 41 Cr 4 | S Gr 440 | ? | 530A40 | ? | 42C4 |
40Х13 | ? | X38Cr13 | SUS 420J2 | ? | 420S45 | X 40 Cr 14 | Z 38 C 13 M |
40Х2Н2МА | 4340 | 40 NiCrMo 6 | СНСМ 439 | 40CrNiMoA | 818 м 40 | ? | ? |
40XH | 3135 | 40Ni Cr 6 | ? | ? | 640M40 | ? | ? |
40ХН2МА | 9840 | 36 CrNiMo 4 | ? | ? | 36 CrNiMo 4 | 36 CrNiMo 4 | 36 CrNiMo 4 |
45 | 1045 | С 45 | S 45C | ML45 | 080M | ? | XC48 |
45Г | 1045 | C45E | S 45 C | 45 | C 45 E | C 45 E | C 45 E |
45X | 5145 | ? | ? | ? | ? | ? | ? |
50 | C1050 | C50E | ? | 50 | 080M50 | C50E | C50E |
50X | 5147 | ? | ? | ? | ? | ? | ? |
55 | C1055 | C55 | S 55 C | ? | 070 м 55 | К 55 | AF 70 |
60 | C1060 | К 60 | S 58 C | ? | 060 А 62 | К 60 | К 60 |
Ст0 | A283 Класс A | S185 / Fe 310-0 | СС 330 | Q195 | HR 15 | Ю 185 | ? |
Ст2пс | A53 Gr A | Ст35 | ? | Q215B | S360 | ? | ? |
Ст3кп | А 107 | США 37-2 | ? | A3 | ? | ? | ? |
Ст3сп | A 414 Класс A | S235J2G3 / Fe 360 D1 | SS34 | ? | HS 37/23 | S235J2G3 | S235J2G3 |
Ст5сп | A 570 Марка 50 | ул 50-2 | СС 50 | ? | ? | ? | ? 50-2 |
Ст6пс | A 572 Класс 65 | E335 / Fe 590-2 | ПМ 570 | ? | 55 К | E 335 | E 335 |
Технический регламент Евразийского экономического союза «О безопасности химической продукции» Язык: английский | Сосуды и аппараты стальные сварные. Общие технические условия Язык: английский | Технический регламент Таможенного союза, О безопасности машин и оборудования Язык: английский | Основные принципы и принципы безопасности для человеко-машинного интерфейса, маркировки и идентификации.Идентификация проводов по цветам и буквенно-цифровым обозначениям. Язык: английский | Технический регламент Таможенного союза. О безопасности средств индивидуальной защиты Язык: английский | Технический регламент Таможенного союза. О безопасности сельскохозяйственных и лесных тракторов и прицепов Язык: английский | Приказ Ростехнадзора (РТН) N 116 от 25.03.2014 «Об утверждении Федеральных норм и правил в области промышленной безопасности». Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением. Рег. № 323 Язык: английский | Неразрушающий контроль. Капиллярные методы. Общие требования Язык: английский | Сталь и сплавы.Методы обнаружения и определения крупности Язык: английский | Классификация автомобильных дорог. Общие параметры и требования Язык: английский | Сырье и продукты питания. Метод определения мышьяка Язык: английский | Никель, никель и медно-никелевые сплавы, обработанные давлением.Оценка Язык: английский | Сталь. Металлографические методы определения неметаллических включений Язык: английский | Топливо для реактивных двигателей. Технические характеристики Язык: английский | Классификация опасности для здоровья смесей Язык: английский | Кабели силовые с пластмассовой изоляцией на номинальное напряжение от 6 до 35 кВ включительно.Общие технические условия Язык: английский | Электроустановки низковольтные. Часть 5-52. Подбор и монтаж электрооборудования. Электромонтажные системы Язык: английский | Трансформаторы сухие. Общие технические условия Язык: английский | Сосуды стальные, сварные под высоким давлением.Общие технические требования Язык: английский | Видимые дефекты древесины. Классификация, термины и определения, методы измерения Язык: английский |
RussianGost | Официальная нормативная библиотека — ГОСТ 12730.5-2018
Продукт входит в следующие классификаторы:
Конструкция (макс.) » Правила » Документы Система нормативных документов в строительстве » 6. Нормативные документы на строительные материалы и изделия » к.62 Бетоны и растворы »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 2 Испытания на внешние факторы » 2.3 Испытания продукции в строительстве »
Классификатор ISO » 91 СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИЯ » 91.100 Строительные материалы » 91.100.30 Бетон, бетонные изделия »
Национальные стандарты » 91 СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИЯ » 91.100 строительных материалов » 91.100.30 Бетон, бетонные изделия »
В качестве замены:
ГОСТ 12730.5-84 — Бетоны. Методы определения водонепроницаемости
Ссылки на документы:
ГОСТ 1.0-2015 — Межгосударственная система стандартизации. Основные принципы
ГОСТ 1.2-2015 — Межгосударственная система стандартизации. Межгосударственные стандарты. Правила застройки, приемки, ремонта и отмены
ГОСТ 10180-2012 — Бетоны.Методы определения прочности на стандартных образцах
ГОСТ 12730.0-78 — Бетоны. Общие требования к методам определения плотности, влажности, водопоглощающей пористости и водонепроницаемости
ГОСТ 14791-79 — Уплотнение незатвердевающее
.ГОСТ 166-89 — Штангенциркули. Технические характеристики
ГОСТ 22685-89 — Формы для изготовления контрольных образцов бетона. Технические характеристики
ГОСТ 23732-2011 — Вода для бетонов и цементных растворов Технические условия.
ГОСТ 25820-2014 — Бетоны из заполнителей легкие. Технические характеристики
ГОСТ 26633-2015 — Бетоны тяжелые и песчаные. Технические характеристики
ГОСТ 28570-90 — Бетоны. Методы оценки прочности кернов, пробуренных из конструкций
ГОСТ 3956-76 — Силикагель технический. Технические условия
ГОСТ 9784-75 — Стекло листовое органическое для светотехники. Технические характеристики
ГОСТ Р 53228-2008 — Весы неавтоматические.Часть 1. Метрологические и технические требования. Тесты
ГОСТ 12730.5-84 — Бетоны. Методы определения водонепроницаемости
Ссылка на документ:
ГОСТ Р 58411-2019 — Плиты бетонные гибкие. Технические характеристики
РБ 155-20: Руководство по безопасности при использовании атомной энергии «Рекомендации по порядку, объему, методам и средствам контроля радиоактивных отходов для подтверждения их соответствия критериям приемлемости для захоронения»
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
Русский Гост.com является ведущей в отрасли компанией со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных, сложных и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы.Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время.Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет отправить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции.Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
.Полностью проклеенные или критически проклеенные и сварные швы
 Мужская куртка Arcteryx Alpha SL со всеми герметичными швами.
Мужская куртка Arcteryx Alpha SL со всеми герметичными швами.Я уверен, что вы видели термины полностью проклеенные швы, критически проклеенные швы и сварные швы. Это всегда где-то упоминается в описании палаток, непромокаемых курток, ботинок и обуви. Так о чем это?
Независимо от того, насколько водонепроницаема ткань, если швы не герметичны, у вас нет водонепроницаемого инструмента. Лента и герметик накладываются на шов изнутри, а идея состоит в том, чтобы предотвратить попадание воды через прошитые отверстия в материале.Это создает воздухонепроницаемый и водонепроницаемый слой, а также может добавить немного прочности вашему снаряжению. Итак, давайте посмотрим, в чем разница.
Швы проклеенные
Критически заклеенные швы
Это означает, что заклеены только некоторые швы , известные как обычные швы падения. В случае куртки это должно быть на плечах и на капюшоне. В общем, лучше избегать такого снаряжения, оно будет отстойным и не является водонепроницаемым.
У меня есть одна старая куртка Sprayway Gore-Tex с таким дизайном, поэтому могу сказать по собственному опыту, как это бывает. Это отличная куртка со свободно свисающей сеткой внутри — одна из причин ее покупки; Я люблю куртки с таким слоем внутри, и я указала на это в нескольких своих обзорах курток. Но герметичен только капюшон и возможно плечи. Я говорю «возможно», потому что не вижу швов, сетка их закрывает. Так, например, с первого дня использования у меня была вода в карманах после прогулки под дождем.Это не так уж и здорово, поверьте мне.
Полностью проклеенные швы
Очевидно, что это более дорогой вариант, когда каждый шов на одежде заклеивается лентой независимо от его положения. Посмотрите на один отличный пример на картинке ниже одной из моих собственных курток. Таким образом, у вас должен быть прочный водонепроницаемый инструмент. У нас дома есть несколько таких курток: Eider, The North Face, Jack Wolfskin, Sprayway и еще несколько, и то же самое с моими водонепроницаемыми штанами.
 Полностью проклеенные швы в моей технической полностью водонепроницаемой куртке.
Полностью проклеенные швы в моей технической полностью водонепроницаемой куртке.Конечно, такие швы есть у меня на ботинках и ботинках. На самом деле, в Бельгии, где я живу, я ношу практически только непромокаемую обувь, у нас здесь много дождя. Мне больше всего нравятся низкие кроссовки Merrell Moab, но у меня есть и несколько других брендов. Не очень известный бренд — это мои туфли Oriox, которые мне очень нравятся, они с низким вырезом, но значительно тяжелее и крупнее, чем Moab.
В этом видео вы можете увидеть процесс заделки швов лентой:
Сварные швы
В этом случае части материала сплавлены вместе с помощью тепла и давления.Как вы понимаете, это означает, что здесь нет отверстий для стежков, ниток, швейных машин, используемых в процессе, никаких шовных лент, так что это может снизить затраты.
Очевидно, что это работает не со всеми материалами, но большинство термопластов поддаются сварке, например, ПЭТ (полиэтилентерефталат), ПЭТГ, ПВХ, ПП, ТПУ, полиуретаны с открытыми ячейками, ПЭНП / ЭВА. Вот почему вы встретите термин «сварка пластмасс». Таким образом, сам пластик используется в качестве застежки для скрепления шва, а не для шитья, клея, шовной ленты и т. Д.
Эти материалы можно сваривать отдельно или комбинировать с другими. В целом это создает прочные и устойчивые к истиранию уплотнения без разрушения и разрушения шва. Сварные швы могут быть даже прочнее исходного материала.
Посмотрите, как работает сварка пластика, в этом коротком видео:
Неуплотненные швы
Видимо, такие примеры тоже есть, но я их не использовал и больше сказать не могу. Лучше избегать этого типа.
Заключение
В любом случае всегда проверяйте, чтобы швы были полностью герметизированы / заклеены лентой или сварены. Только тогда у вас будет надежное уличное оборудование. В обзорах, доступных здесь, на сайте, эта информация всегда приводится. Так что осмотритесь, на сайте представлено много качественных палаток и укрытий, водонепроницаемой одежды и обуви.
Если у вас водонепроницаемая куртка, то все швы на штанах должны быть заклеены. Это связано с тем, что много воды из куртки будет стекать в нижнюю часть тела, и вам необходимо запечатать все там.На сайте представлено несколько отличных водонепроницаемых брюк, недорогих, но надежных, как для женщин, так и для мужчин.
Спасибо за внимание. В случае комментариев и вопросов используйте поле для комментариев ниже. Хорошего дня.
.