что нужно знать о процедуре?
Пайка нержавейки – процедура достаточно трудоемкая, но вместе с тем особых трудностей в ней не возникает. Сплавы, которые содержат до 25% хрома и 25% никеля, сплавляются между собой достаточно просто. Помимо этого такие сплавы способны создавать отличные соединения с другими металлами, не беря во внимание алюминиевые и магниевые сплавы.
Однако следует обращать внимание на то, что определенные никелированные сплавы при нагреве до 500-700 гр. С могут выделять карбиды, степень выделения которых зависит от длительности пайки, в связи с чем время процедуры необходимо сокращать.
Выделяющиеся карбиды существенно уменьшают коррозийную стойкость нержавейки. Для того чтобы свести на нет образование карбидов, в стали добавляется титан, либо по окончании пайки выполняется дополнительная термическая обработка. Под воздействием расплавленного припоя (тиноля) наклепанные нержавеющие стали могут растрескиваться, из-за чего пайка производится после отжига, без применения нагрузок в процессе пайки.
Выбор припоя для нержавеющей стали полностью зависит от следующих факторов: условий пайки, состава стали. Стоит отметить, что изделия, выполняемые в коррозийных условиях, следует паять при помощи серебряных тинолей, в состав которых входит никель в небольшом количестве. Хромоникелевые, серебряно марганцовые припои, а также медь применяются при печной пайке в сухой атмосфере.
В качестве флюса для обработки нержавеющей стали зачастую применяют буру. Таким образом, бура наносится на шов в виде пасты или порошка. Как только бура расплавляется, остальной материал аккуратно нагревается до получения светло-красного каления (850 гр. С). По достижении данной температуры, в шов вводится припой.
Удаление приставшего к металлической поверхности (нержавейке) материала по окончании пайки производится путем промывки готового изделия в холодной или горячей воде, либо посредством песочной обдувки. Азотная или соляная кислота, которые могут применяться при очистке, крайне не желательны на данном этапе работы с нержавейкой, поскольку они разъедают основной металл вместе с припоем.
Пайка нержавеющей стали дома
Не секрет, что домашний мастер регулярно сталкивается с обыденными бытовыми трудностями, которые он вынужден устранять самостоятельно в домашних условиях. Однако иногда случается так, что человеку требуется выполнить работу, связанную с обработкой нержавейки.
Разумеется, в большинстве случаев за данную работу мастер берется самостоятельно, выполняя ее в домашних условиях. Но для этих целей понадобятся некоторые знания, умения и навыки. Также потребуется обзавестись определенными инструментами и материалами.
Понадобится следующее:
- Электрический паяльник на сто ватт;
- Паяльная кислота;
- Наждачная бумага или напильник;
- Оловянный припой для обработки сталей;
- Стальной трос;
- Трубка.
После того как появилась определенность с материалами, инструментами, необходимыми для пайки рассматриваемого материала — нержавейки, следует проинформироваться относительно порядка действий при работе, так как четкая и организованная работа – залог успеха пайщика.
Порядок действий:
- Для обработки нержавеющей стали, необходимо с самого начала позаботиться о наличии паяльника мощностью 100 Вт, а также флюса. Обратите внимание на то, что более мощный паяльник брать для обработки нержавейки нецелесообразно. Флюсом может послужить паяльная кислота. Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый.
- Как только все необходимые материалы, а также инструменты подготовлены для пайки, можете приступать к работе. Сначала следует зачистить место соединения нержавейки: сделать это возможно с помощью напильника ил наждачной бумаги, найти которые непроблематично. По окончании очистки рабочих поверхностей следует нанесение паяльной кислоты с последующим облуживанием. Если облуживание не выходит (припой не пристает к поверхности сталей), можете повторно нанести паяльную кислоту на хорошо разогретую поверхность, после чего выполнить облуживание вновь.
- В том случае, если вы сделали повторную попытку, и она не увенчалась успехом, а припой снова скатывается, необходимо рабочую поверхности нержавеющей стали обработать специализированной щеткой, которая может быть изготовлена собственноручно: возьмите кусок трубки (диаметр – 5 миллиметров), в который поместите тонкие жилы, взятые от стального троса.

- Как только детали удалось отлудить, приступайте к спайке нержавейки, применяя в работе флюс и паяльник.
Пайка твердыми припоями
Пайка сталей отлично производится при помощи жидкотекучего, флюсованного припоя с низкой рабочей температурой плавления, а также высокими капиллярными свойствами. Такой припой достаточно пластичен, обладает значительными раскислительными качествами, полезными при работе с нержавейкой.
Также может справиться с медью, латунью и рядом других металлов. Пайка подобными твердыми припоями отлично подойдет для нержавеющей стали. Материал не содержит кадмия, а процентное содержание серебра в нем составляет 30%. Обработка металла твердыми припоями показывает отличные результаты, позволяя получить качественное и долговечное соединение металлов.
Припой HTS-528 может справиться с латунью, медью, бронзой, никелем, нержавеющей сталью, а также другими материалами. Наряду с другими твердыми припоями, данный тиноль является достаточно популярным в наше время. Внешне припой – пруток, покрытый красным флюсом. Длина прутка составляет 45 сантиметров, а вес 20 грамм.
Выбор флюса
Мелкие детали соединяются бензо-воздушными горелками с регулируемым факелом (способ приспособлен по большей части для ювелирного дела). Более крупные детали удобнее паять ацетиленом. Так же дело обстоит и при выборе флюса для нержавейки, так как этот материал требователен к особому флюсу. Флюс для обработки нержавеющей стали состоит из 70% буры, 20% борной кислоты, а также из 10% фтористого кальция.
Для мелких деталей из нержавеющей стали можете сделать состав флюса, который будет состоять из 50% буры и 50% борной кислоты. Универсальный флюс необходимо развести в воде, после чего нанести на деталь, а когда он высохнет, припой будет отлично приставать к поверхности нержавейки.
Универсальный флюс необходимо развести в воде, после чего нанести на деталь, а когда он высохнет, припой будет отлично приставать к поверхности нержавейки.
Таким образом, место пайки не протравливается, а просто напросто зачищается с помощью наждачной бумаги.
Советы пайщиков
Есть множество людей, которые, как говорится, в пайке «собаку съели». Таким образом, они делятся своим личным опытом, позволяя получить бесценные знания.
Рекомендации:
- Электропаяльник должен быть мощностью от 60 до 100 Вт. Наиболее оптимальный электрический паяльник должен быть стоваттным. Менее мощный инструмент попросту не прогреет металл.
- Паяльник желательно выбирать с необгораемым жалом (наконечником).
- В качестве пропоя лучше использовать прутки оловянно-свинцового припоя. Также можно воспользоваться чистым оловом. Стоит отметить, что чистым оловом лучше паять предметы посуды, поскольку чистое олово не содержит вредоносного свинца в своем составе.
- Ортофосфорная кислота отлично служит в качестве флюса.
- Пайка должна производиться в открытом, хорошо проветриваемом помещении.
- Во время пайки следует применять индивидуальные средства защиты (СИЗ)
 Также можно воспользоваться чистым оловом. Стоит отметить, что чистым оловом лучше паять предметы посуды, поскольку чистое олово не содержит вредоносного свинца в своем составе.
Также можно воспользоваться чистым оловом. Стоит отметить, что чистым оловом лучше паять предметы посуды, поскольку чистое олово не содержит вредоносного свинца в своем составе.Это полезно знать
Для обработки нержавеющих сталей применяются припои на основе никеля системы Ni—Р, Ni — Сг — Мп. Припоями Ni — Сг — Мп можно соединять металлы в среде аргона с трехцветным бором. Во время пайки в вакууме посредством припоев, содержащих марганец, последний испаряется, тем самым засоряя вакуумную систему, окисляется, затрудняется смачивание сталей. Тиноли со значительным интервалом кристаллизации Ni—Сг—Мп неудовлетворительно смачивают поверхность стали, образуются паяные соединения.
Припой системы Ni — Р наносится на поверхность стали путем химического метода. По окончании нанесения химического никеля толщиной от 25 до 100 мкг, пайка производится в сухом водороде, вакууме, аргоне при температуре от 1000 до 1050 гр. С. Соединения, полученные в результате обработки припоем Ni — Р, показывают отличные показатели прочности, но вместе с тем швы отличаются недостаточной пластичностью, к тому же непригодны для конструкций с вибрационными и ударными нагрузками. Такие соединения совершенно не пригодны для работы в криогенных температурах.
По окончании нанесения химического никеля толщиной от 25 до 100 мкг, пайка производится в сухом водороде, вакууме, аргоне при температуре от 1000 до 1050 гр. С. Соединения, полученные в результате обработки припоем Ni — Р, показывают отличные показатели прочности, но вместе с тем швы отличаются недостаточной пластичностью, к тому же непригодны для конструкций с вибрационными и ударными нагрузками. Такие соединения совершенно не пригодны для работы в криогенных температурах.
Необходимо также брать во внимание тот факт, что пайка в печах производится в сопровождении значительного испарения из латуни цинка. Также наблюдается повышение температуры пайки.
Для соединения нержавеющих сталей применяются медно-марганцевые припои ВПр4 и ВПр2, которые легированы бором или литием. Данные тиноли отлично растекаются по поверхности сталей Х15Н8М2Ю, Х17Н5, НХ18Н10Т, Х18ДТ в среде проточного аргона. Данные тиноли недостаточно растворяют стали даже при выдержке в полтора часа в условиях температуры пайки.
Соединение деталей из стали 12Х18Н10Т можно производить т. в. ч. на воздухе с применением флюса №200. Таким образом, соединения стали 12Х18Н10Т при помощи вышеупомянутых припоев могут кратковременно работать в условиях температуры 600 гр. С, обеспечивать высокую прочность.
Тиноли системы Си — Ni — Si (ПЖ45, ВПр1), применяются во время пайки не гартованных нержавеющих сталей, для соединения конструкций, которые способны к возникновению натяжения. Предел прочности соединений 12Х18Н10Т составляет 28 кгс/мм2.
Паяные тинолем ПЖ45, а также ВПр1 соединения обладают достаточной теплоустойчивостью вплоть до 700 гр. С. К тому же они хладостойки до температуры 196 гр. С. Пайка нержавейки требует внимания и соблюдения технологической поочередности процедуры. В противном случае соединения могут получиться некачественными.
Похожие статьи
Как припаять нержавейку к нержавейке? Как паять паяльником с канифолью и оловом
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:

Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
 Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
 Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Преимущества пайки нержавеющей стали оловом
К достоинства этого метода относятся следующие свойства:

Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:

Заключение
В статье было рассмотрено, как припаять нержавейку к нержавейке. Для выполнения описанных работ нужно приобрести необходимое оборудование и приспособления. В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Как спаять нержавейку и медь
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов. Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка, которую можно собрать самостоятельно;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
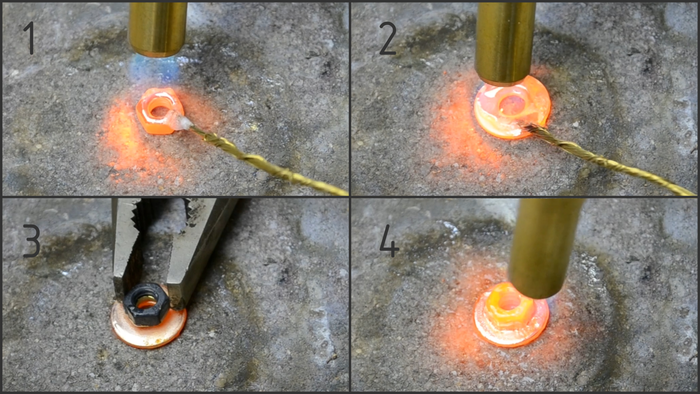
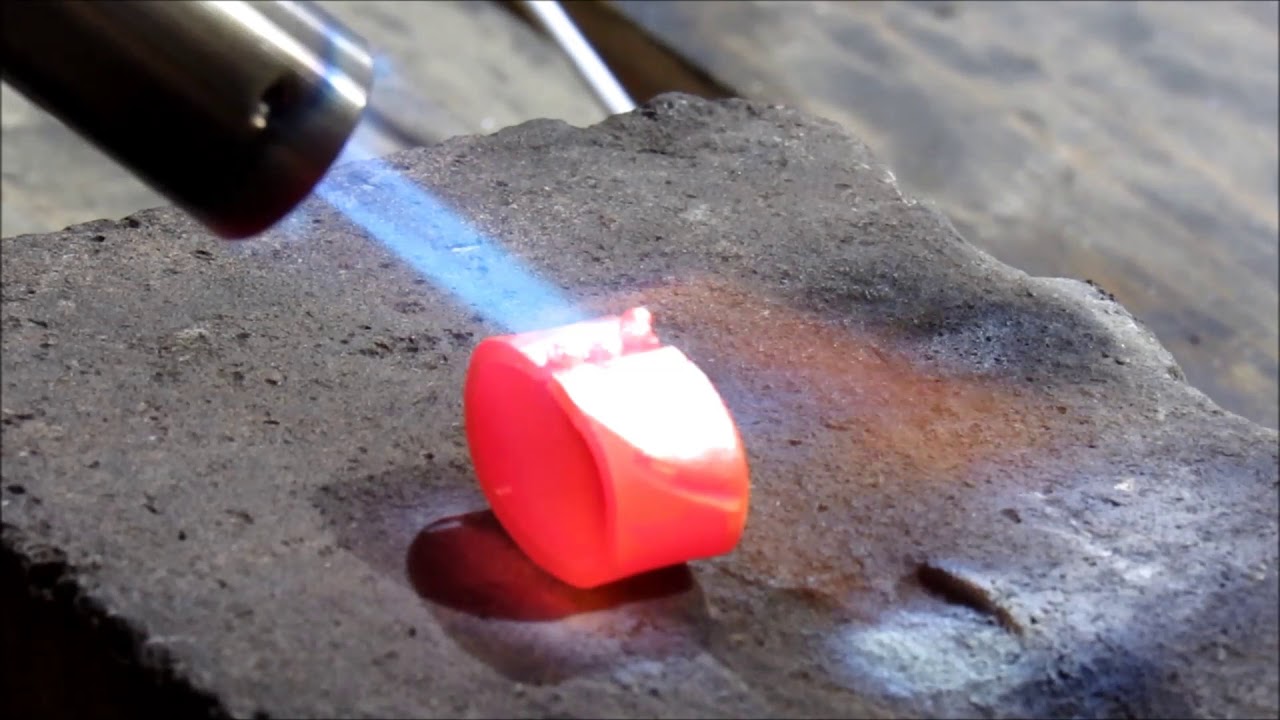
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь. Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности. Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки. Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
Под пламенем горелки припой должен мгновенно расплавиться. Детали, которые соединяются, должны быть равномерно разогретые. Если один из элементов будет недостаточно горячий, не удастся добиться прочного соединения. Проще всего соединить элементы одинаковой массы и толщины.
Большие неприятности доставляет процесс пайки мелкого элемента с массивным предметом. В этом случае сначала осторожно нагревают меньший элемент, затем наносится небольшое количество припоя. Нагревание должно быть постепенным и длиться до момента, когда припой начнёт плавиться. Пламя горелки направляется на основной объект для разогревания всей поверхности. Область пайки всё время прогревается пламенем горелки. В тот момент, когда объект достигнет нужной температуры, подаётся припой с нанесённым флюсом.
Посл. ред. 16 Февр. 15, 08:17 от alexeyT
vlad1252, мягким паяй
твердый , скорее всего, треснет и отлетит. может и не сразу
чесговоря – НЕПОНЯТЕН выбор внешней медной трубы.
1. цена
2. гимор с пайкой alexeyT, 16 Февр. 15, 08:16
vlad1252, трубу нержовую внешнюю и приварить – тогда точно гимора не будет
если все же паять – можно и ПОСом. поскольку контакта с продуктом не будет
1. нержу зачистить до блеска
2. ортофосфорки капнуть
3. можно доп нагрев феном, но не на полную мощность
4. облудить паяльником 100 ватт
5. медь тоже облудить
6. спаять
НИКАКИХ горелок.
пережжешь – придется по новой нержу чистить, но уже с нагаром от кислоты alexeyT, 16 Февр. 15, 08:56
попробовать пайку твёрдыми припоями vlad1252, 16 Февр. 15, 09:16
использовать её (медь. ) в месте контакта с продуктом категорически не хочу vlad1252, 16 Февр. 15, 08:50
вчера на пайке мягким оба экземпляра выдержали издевательство вода 5*с – водяной пар 100*с Sonologist, 16 Февр. 15, 09:41
Если можно, поясни данную сентенцию. Медь для самогонного дела использовалась испокон веков и ныне применяется с большим успехом. Более того, кто-то даже утверждает, что вкус продукта из медного аппарата особый, более приятный (спорно, но утверждают). При пайке же «медь-медь» вообще никаких проблем. Как в смысле самого процесса спаивания, так и в смысле разницы теплового расширений. Sonologist, 16 Февр. 15, 09:41
Будем считать просто не хочу медь и всё vlad1252, 16 Февр. 15, 09:53
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале будем паять нержавейку. Попутно рассмотрим особенности её пайки.
Для пайки нержавейки требуются более активные флюсы, чем для меди. Хотя, за счёт значительно меньшей теплопроводности нержавейка не так требовательна к мощности паяльника, и, в большинстве случаев, легко паяется без дополнительного нагрева.
Паяется нержавейка с ортофосфорной кислотой или хлоридом цинка. Наносить флюс нужно непосредственно перед пайкой, особенно это касается ортофосфорной кислоты, так как уже через 10 секунд пайка будет вестись более трудно из за образования плёнки фосфатов на поверхности металла.
Лично мне больше нравится паять нержавейку с хлоридом цинка – «паяльной кислотой».
Наносим флюс на поверхность нержавейки
И прогреваем хорошо облуженным жалом паяльника. При необходимости вносим припой. С первого раза может залудиться не вся поверхность.
Повторно наносим флюс на незалуженные места и снова прогреваем паяльником. Повторяем до равномерного покрытия оловом поверхности металла.
В процессе неплохо поможет и канифоль, добавляемая в зону пайки. Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя.
По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде (она становится хрупкой) используя скребки для мытья посуды.
Качественная пайка имеет равномерную поверхность. Правда, бессвинцовый припой не так хорошо смачивает металл, как обычный ПОС, но для пищевых целей подходит только он.
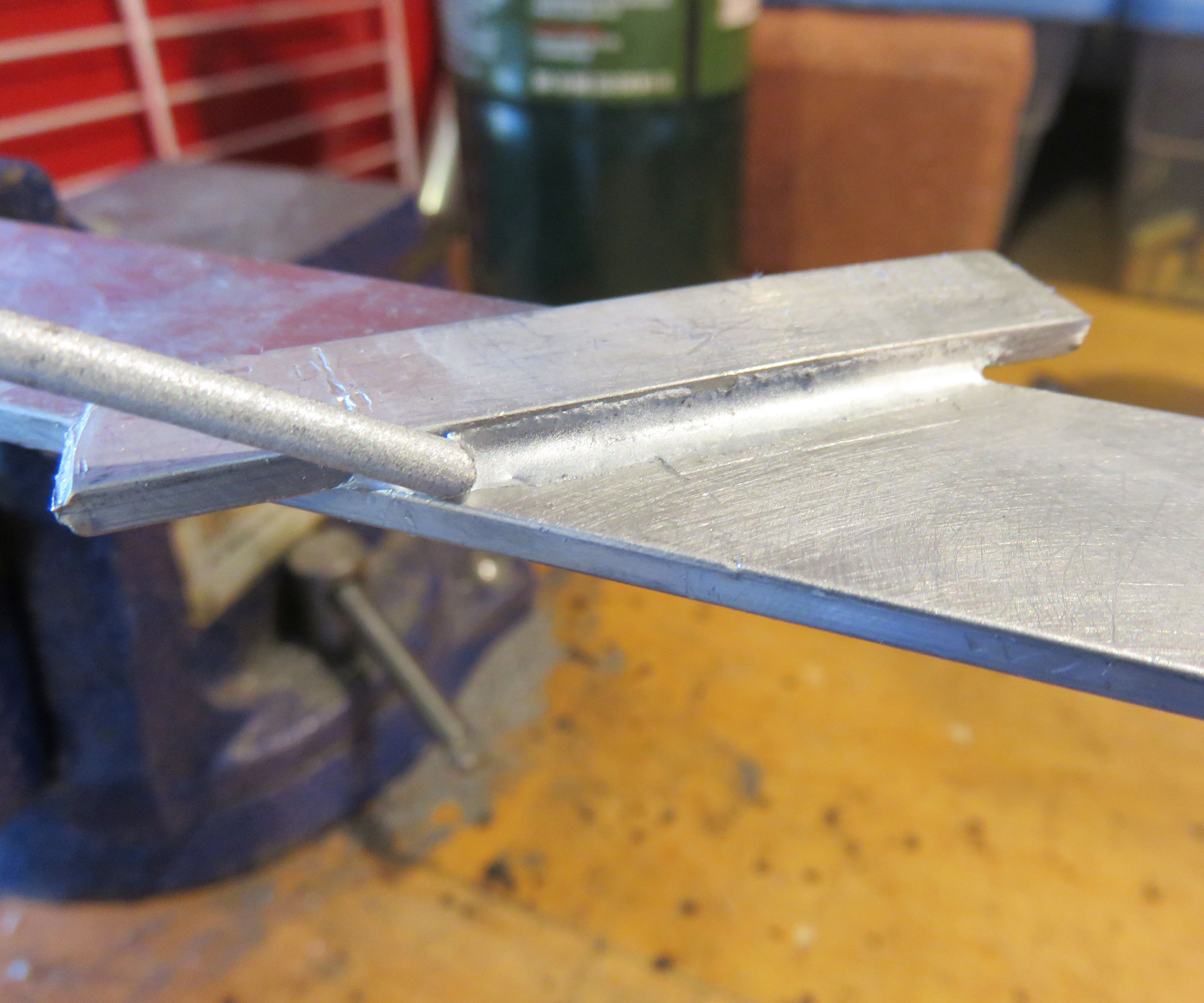
Для соединения двух частей из нержавейки соединяем их предварительно покрытыми оловом частями, и нагревая одновременно обе части даём расплавленному олову соединиться. Возможно, припой в процессе нужно будет добавить. Это можно сделать как внося его на кончике жала паяльника, так и непосредственно подавая проволоку в зону пайки. После внесения припоя хорошенько прогреваем всю зону пайки, и если припой лег как надо, убираем паяльник и даём соединению остыть. Ускорять остывание и шевелит детали в процессе не рекомендуется.
Если опыта в пайке нержавеющей стали немного, то перед пайкой ответственных изделий лучше потренироваться на ненужных обрезках/огрызках. При этом желательно разрушать пайку и анализировать результаты. Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт.
На тему пайкипайки вообще, и нержавейки в частности есть неплохое видео:
За видео отдельное спасибо Трезвому роботу!
Основные инструменты при пайке – электрический паяльник и газовая горелка . Кроме нержавейки при сборке самогонных аппаратов широко применяют и пайка меди/латуни. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов.
Пайка нержавейки в домашних условиях
Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.
Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.
Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.
- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.
Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.
- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.
Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Как паять нержавейку: технология пайки нержавейки твердым припоем
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Как паять нержавейку: технология пайки нержавейки твердым припоем
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла.
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
Как паять нержавейку и технология пайки твердым припоем
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали.
Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку.
Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно.
Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания.
Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника.
Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку.
Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. а масса 20 гр. Температура плавления составляет 760 градусов.
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры .
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали.
Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера.
Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
После осаждения медь или цинк без проблем . Мне кажется, что этот метод имеет смысл применять в промышленных масштабах и для особо ответственных работ.
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.
В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Физико химические свойства и особенности
Не во всех случаях серебро выступает в качестве основного элемента при создании сплава для пайки. С увеличением концентрации повышается прочность и практичность соединения. Температура плавления — основная характеристика, которая учитывается при выборе припоя. У некоторых вариантов показатель составляет 600°С.
Сочетание металлов позволяет получить сплав с особыми эксплуатационными характеристиками. Наиболее распространенный состав представлен сочетанием:
- Серебро — 30%.
- Медь — 20%.
- Цинк — 16%.
- Кадмий — 33%.
Присутствие кадмия определяет то, что сплав обладает высокой хрупкостью. Поэтому подобный сплав не должен применяться при изготовлении изделий, которые подвергаются переменной нагрузке. Если повысить концентрацию серебра до 50%, то повысится и текучесть состава в жидком состоянии.
Флюсы для пайки алюминия
Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль
Да, можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс
часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
- Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.
Жидкий флюс
Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и , но перечислять их не буду — все должны быть в равной степени хорошие.
Флюс для пайки серебра применяется для получения надежного и долговечного соединения. Этот вспомогательный материал предназначен для предварительной очистки поверхности от загрязнений и различных окислений, которые могут стать причиной снижения прочности шва. Качественный флюс может повысить текучесть металла в разогретом состоянии. Наиболее популярен вариант бура.
При необходимости паяльная паста может быть изготовлена своими руками. Инструкция по изготовлению следующая:
- Бура высыпается в емкость с термической устойчивостью.
- Тонкой струей добавляется вода, бура медленно перемешивается. Основная задача заключается в получении однородной смеси без комков.
- Вещество нагревается до прозрачности. Для этого приходится использовать горелки. При нагреве могут выделяться различные вредные вещества, поэтому следует быть осторожным.
- Жидкая фаза сливается, после чего осадок растирается до масляной консистенции. Он наносится на обрабатываемую поверхность при помощи кисти или другого подобного изделия.
Самодельная паста может применяться вместе с припоем, температура плавления которого — 490… 910°С. Для пайки пористых материалов подходит состав, изготавливаемый на основе тетрафторбората.
При отсутствии навыков работы с сильнодействующими химикатами следует приобрести требуемый состав в специализированном магазине. Работа должна проводиться в защитной одежде, так как попадание химикатов на поверхность кожи категорически запрещается.
Разновидности
Классификация серебросодержащего сплава проводится по концентрации основного элемента. Она выглядит следующим образом:
- Низкое содержание. Подобный состав применяется в промышленности для пайки различных металлических изделий. Также состав применим и в электротехнике по причине высокой проводимости и текучести. В соединение включены и другие элементы, поэтому паять достаточно просто.
- Средний процент содержания (40-60%). Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
- Высокий процент концентрации. Некоторые сплавы предназначены для пайки лезвий ленточных пил. Состав обеспечивает повышенную прочность на изгиб и разрыв. Марка ПСр70 обладает повышенной проводимостью, что позволяет использовать ее при создании электрокомпонентов. Минимальный показатель сопротивления снижает вероятность нагрева оборудования при эксплуатации. Однако высокая цена определяет узкое применение материала.
Приведенная выше классификация учитывается при выборе наиболее подходящего припоя. Маркировка проводится с учетом установленных стандартов.
Как выбрать правильный?
Важно правильно выбрать наиболее подходящий припой для каждого случая. Основными рекомендациями можно назвать нижеприведенные моменты:
- Определяются условия эксплуатации создаваемого соединения: температура, оказываемое воздействие, влажность и другие. Некоторые предназначены для передачи электрического тока, другие подвергаются нагреву или переменным нагрузкам.
- Температура плавления. Для распределения припоя по поверхности его нужно нагреть до соответствующей температуры. Не все паяльники могут нагреть материал до температуры 600°С.
- Область применения. Чистые составы используются при ювелирных работах, с примесями в промышленности.
Некоторые производители указывают то, какая марка припоя подходит для каких задач. Поэтому проблем с выбором наиболее подходящего состава не возникает.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
При наличии соответствующего инструмента провести пайку можно самостоятельно. Больше всего трудностей возникает при работе с нержавейкой. Рекомендации следующие:
- Для начала проводится зачистка поверхности от различных загрязнений, может применяться любой механический метод. Чаще всего краска и загрязнения удаляются щеткой, после чего поверхность обезжиривается при применении специального состава.
- На зону будущей пайки выкладывается подобранный флюс. Технология нанесения во многом зависит от того, какой материал применяется. Флюс должен распространяться равномерно, так как в противном случае качество соединения может быть низким.
- Для обработки большой площади применяется специальная горелка, которой металл нагревается до нужной температуры. Первый признак того, что материал готов к пайке — изменение его температуры.
- После достижения требуемого состояния заготовки подается выбранный припой. Он должен быть распространен по поверхности равномерным слоем.
- Весь шов проходится от начала до конца. Для остывания материала дается немного времени, после чего заготовка еще немного подогревается для постепенного снижения температуры.
Процесс пайки электропаяльником
Пайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.
Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять , как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.
лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Горелки для пайки алюминия
Когда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят .
Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно.
Соблюдайте технику безопасности при работе с горелками!
Вот что можно делать с простой горелкой на баллончике.
Что лучше — сварка или пайка алюминия?
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.
Как паять нержавейку оловом — От рукоделия до ремонта.
Существует неверное мировоззрение, что нержавейку оловом паять нереально, потому что процесс это трудозатратный и очень сложный. Но это далековато не так: такую работу можно сделать даже в домашних критериях, если владеть определенными познаниями, умениями и опытом. Итак, если вы заполучили высококачественную нержавеющую сталь в компании «МеталлСити», и для вас необходимо произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже. Главное – паяльничек! Перед тем, как начать работу, задумайтесь, следует ли вправду делать пайку, а не использовать другие методы крепежа.
Паяние целенаправлено, если железные детали нельзя сверлить либо болтовое соединение ненадежно.
Главные причины, которые оказывают влияние на процесс: неплохой электропаяльник и верный флюс, обеспечивающий соединение поверхностей на длительное время. Обратите повышенное внимание на последующее: Мощность паяльничка должна быть sixty -100 Вт, если она будет меньше, то отлично подогреть и расплавить до подходящего состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии. Необходимо приобрести паяльничек с перманентным нагревом – служит он длительно и сберегает энергию.
Идеальнее всего паяльничек с жалом, которое не обгорает – таковой будет работать подольше. Его необходимо чистить от накипи временами, также затачивать для филигранности работы. Олово — практически безупречный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания. Без правильного выбора флюса нержавейку лудить нереально, потому что создается оксидная пленка.
Наилучший флюс в данном случае — ортофосфорная кислота.
Кто не работает, тот не ошибается Для пайки олово должно достигнуть подходящей смеси — быть похоже на воду. Тогда шов выходит высококачественным, ровненьким и «долгоиграющим». Ошибками в достижении положительного результата являются: паяльничек не достигнул подходящей температуры; нехороший прогрев спаиваемых деталей. Если они огромные, то это можно сделать при помощи газовой горелки либо на электрической плите; неверный выбор флюса, который не может растворить оксидную либо жировую пленку на металле. Все вышеперечисленные особенности необходимо соблюдать при пайке нержавеющей стали оловом.
После окончания работы соединенные поверхности необходимо помыть водой с мылом. Дело в том, что применяемые в процессе кислоты довольно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует. Смотрите также:
Что такое и где используются заливочные машины низкого давления chto-takoe-i-gde-primenyayutsya-zalivochnyie-mashinyi-nizkogo-davleniya/. Увлекательное по теме: Какие электроды избрать для сварки инвертором Советы в статье «Как работает электрический динамометр » тут. Пайка нержавейки в видео:
Как соединить медную трубку с нержавейкой
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.
Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Как только флюс расплавился, в зону вносят припой. Если следовать стандартам, то для работы с серебряными припоями берут флюсы № 209 или 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 или 201.
Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.
Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.
При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
KlimChugunkin » 04 мар 2008, 21:01
Майкл » 04 мар 2008, 21:26
Е.А. » 05 мар 2008, 10:26
ermalex » 05 мар 2008, 11:05
Е.А. » 05 мар 2008, 11:07
chaus » 05 мар 2008, 11:24
Не просветите ли меня, убогого, по следующим вопросам:
1. Как именно заряжены ионы нержавейки , а как ионы меди?
2. Что такое «меж ионная коррозия»?
KlimС
Просто спокойно монтируйте, никаких проблем не будет. Точнее, в системах, которые я эксплуатаривал, за 5 – 8 лет признаков гальванической коррозии не отмечено.
DениSS » 05 мар 2008, 14:59
chaus » 05 мар 2008, 15:19
Значительная разница уровней Ферми в меди и в алюминии. Как следствие — слишком большая контактная разность потенциалов. Под её действием из алюминия (анода) вырываются ионы и вследствие этого происходит его постепенное разрушение.
Есть и полезное применение: чтобы исключить возможность коррозии стали (обычной чёрной), её соединяют проводом с алюминиевым или магниевым анодом, помещённым в ту же коррозионную среду (воду, влажный грунт). Пока алюминий или магний полностью не разрушится, сталь заметно корродировать не будет. Так же работает оцинковка на поверхности стали.
С нержавеющей сталью у меди контактная разность потенциалов небольшая, а работа выхода иона из нержавеющей стали велика. Поэтому коррозии не идёт.
Форум посвящен любителям водомётных катеров, болотоходов, СВП и всё, что с ними связано .
- Список форумов‹Оборудование, Оснастка, Материалы, Прицепы для водной техники
- Изменить размер шрифта
- Для печати
- FAQ
- Альбомы
- Регистрация
- Вход
Нержавейка и медь. Как соединить?
Нержавейка и медь. Как соединить?
Артем 163 Вт ноя 03, 2015 11:07 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 9:50 am
Если мягкими припоями , то флюс паяльный жир.
Взять не в магазине (редко настоящий, что бы не пролететь,нужно знать запах), а у кабельщиков которые паяют муфты.
Не всякая нержа паяется, нужно пробовать облудить на образце.
Самая главная проблема – это прогреть, массы большие и медь сильно отводит тепло.
С каждой новой трубкой ситуация будет только хуже.
Твёрдым припоем (медь с серебром), то самый доступный флюс бура.
Потом обязательно механически убрать следы флюса.
Греть опять же замучишься
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 1:53 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 3:16 pm
В левой руке горелка (небольшая) для общего подогрева, в правой паяльник от 100 ватт.
Когда припой уже поплывёт горелку перенеси на жало паяльника, но так что бы пламя пайки не касалось.
А конструкция чудесная.
Сам придумал?
Хотя из тонкостенной алюминиевой трубки сильно хуже не будет, но соберётся аргоном без проблем.
Re: Нержавейка и медь. Как соединить?
doom-63 Ср ноя 04, 2015 3:42 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 4:04 pm
Любой радиатор под это доброе пожелание попадает.
Конечно, чем больше параллельных трубок, тем безопаснее.
Но есть грязевик и правильное расположение ВВХ, что бы при заглушенном двигателе вся забортная вода стекала.
А для самодельщика – очень даже ничего.
У нас некоторые «профессионалы» гораздо уё. й делают и продают за большие деньги.
Вообще при помощи похожей конструкции некто Тесла вообще черпал халявную энергию из воздуха
Re: Нержавейка и медь. Как соединить?
ilim Ср ноя 04, 2015 5:40 pm
Есть у мотора ЯМЗ Теплообменник жидкостно-масленый для ямз-6581.10
сердцевина его выглядит так
Может проще взять такую штучку и изготовить корпус, забортная вода по трубкам, а антифриз по пластинам снаружи, стоит от 5600 до 7600р
Re: Нержавейка и медь. Как соединить?
doom-63 Ср ноя 04, 2015 6:40 pm
Re: Нержавейка и медь. Как соединить?
DI24 Ср ноя 04, 2015 6:49 pm
ilim писал(а): Есть у мотора ЯМЗ Теплообменник жидкостно-масленый для ямз-6581.10
сердцевина его выглядит так
Может проще взять такую штучку и изготовить корпус, забортная вода по трубкам, а антифриз по пластинам снаружи, стоит от 5600 до 7600р
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 8:05 pm
Re: Нержавейка и медь. Как соединить?
Барин Ср ноя 04, 2015 8:10 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 8:38 pm
Re: Нержавейка и медь. Как соединить?
doom-63 Ср ноя 04, 2015 8:44 pm
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 10:23 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 10:34 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 10:38 pm
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 11:11 pm
Re: Нержавейка и медь. Как соединить?
doom-63 Чт ноя 05, 2015 4:19 am
Re: Нержавейка и медь. Как соединить?
Артем 163 Чт ноя 05, 2015 4:05 pm
Re: Нержавейка и медь. Как соединить?
Барин Чт ноя 05, 2015 4:39 pm
Артем, ты зазоры между трубок оставляешь ?
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1
Серебро Пайка Нержавеющая сталь | Капп Сплав
KappTec ™ Кадмий-серебряный припой — это высокотемпературный, высокопрочный припой общего назначения для всех паяемых металлов, кроме алюминия. Настоятельно рекомендуется для пайки нержавеющей стали с нержавеющей сталью и нержавеющей стали с медью. Этот сплав отлично работает в условиях высокой вибрации и высоких нагрузок. Его высокая электропроводность по сравнению с другими припоями делает его отличным выбором для электрических применений.
Приложения
- Настоятельно рекомендуется для пайки нержавеющей стали и меди
- Превосходно работают в условиях высокой вибрации и высоких нагрузок
- Высокая электропроводность по сравнению с другими припоями делает его отличным выбором для электрических применений.
- Особенно полезен для больших деталей, требующих большего нагрева
- Характеристики в применении аналогичны более дорогим серебряным припоям
- Этот сплав НЕ рекомендуется для пищевых продуктов или питьевой воды. См. KappFree ™ и / или KappZapp ™ для получения информации о безопасных пищевых продуктах и питьевой воде, соответствующих требованиям NSF.
KappTec ™ используется там, где требуются сплавы с более высокой температурой плавления, чем мягкие припои, но при этом стоимость и прочность серебряных припоев не требуются. При температуре выше 640 ° F (338 ° C) этот припой очень жидкий и проникает в самые близкие стыки. KappTec ™ широко используется в лампах, осветительной арматуре и других электронных устройствах с высокой вибрацией и высокими нагрузками.
Наилучшее использование и функции
- Повышение прочности и однородности склеивания достигается за счет предварительного лужения деталей с помощью KappTec ™ перед закреплением в конечных положениях.
- Предварительное лужение помогает избежать перегрева флюса в процессе окончательного соединения, что приводит к лучшей текучести и более прочному стыку.
- Соединения имеют хорошую коррозионную стойкость, высокие электрические свойства, высокий сдвиг и высокую прочность на разрыв.
- В паре с Kapp CopperBond ™ Flux
Недвижимость
В следующей таблице представлены физические свойства припоев KappTec ™ .Многие факторы, такие как материалы, температура и способ нанесения, определяют прочность и характеристики паяного соединения. Позвоните в Kapp Alloy, чтобы обсудить ваши конкретные потребности. Мы рекомендуем протестировать соответствующие сплавы в вашем конкретном приложении, чтобы убедиться в их пригодности. Образцы сплавов Каппа всегда доступны по запросу.
Состав | |
Cd (кадмий): | 95% |
Ag (Серебро): | 5% |
Технические характеристики | |
Диапазон плавления: | 640-740 ° F (338-393 ° C) |
Плотность: | 4.65 фунтов / куб. дюйм |
Электропроводность: | 22 (% IACS) |
Удельное электрическое сопротивление: | 7,9% |
Прочность на сдвиг (медь): | 11000 фунтов на кв. Дюйм при 72 ° F (22 ° C) |
Прочность на сдвиг (сталь 1020): | 12000 фунтов на кв. Дюйм при 72 ° F (22 ° C) |
Прочность на разрыв: | до 25000 фунтов на кв. Дюйм |
Удельный вес: | 8.82 |
* Прочность на сдвиг на основе двойных соединений внахлест
Варианты продукта
KappTec ™ доступен в стандартных формах:
- 1/32 дюйма (0,031 дюйма) (0,8 мм)
- 1/16 дюйма (0,063 дюйма) (1,6 мм)
- 1/8 дюйма (0,125 дюйма) (3,2 мм)
Сплавы и формы на заказ — наша специальность. Позвоните в Kapp Alloy, чтобы обсудить, какой размер и диаметр вам подходят.
Соответствующий флюс
Щелкните здесь, чтобы просмотреть технические данные KappTec ™
Щелкните здесь, чтобы просмотреть паспорт безопасности KappTec ™
Щелкните здесь, чтобы получить инструкции по пайке для набора припоя KappTec ™
, нержавеющая сталь, серебро. — Southweststeam
1 x 200 мм, длинный x 1.Диаметр 5 мм. Silver-flo 55 Rod / Stick и примерно 5g Easy Flo Flux.
Обратите внимание, что допуск на резку серебряного припоя составляет +/- 2 мм. Пожалуйста, смотрите ниже технические характеристики припоя и флюса.
Silver-flo TM 55 — это присадочный припой из серебра, не содержащего кадмия. Он сочетает в себе низкую температуру пайки с коротким интервалом плавления. Silver-flo 55 очень сыпучий и обеспечивает аккуратные стыки с небольшими галтелями. Эти характеристики делают Silver-floTM 55 отличным припоем для серебряных припоев общего назначения.Во многих странах он признан лучшей безкадмиевой альтернативой легкоплавким кадмиевым присадочным металлам. Например, он используется как заменитель таких сплавов, как Easy-flo TM.
Соединения, изготовленные из Silver-flo 55, подходят для работы с морской водой, поскольку они устойчивы к децинкификации. Оптимальный зазор шва для этого присадочного металла при температуре пайки обычно составляет 0,05-0,15 мм.
Состав: 55% Ag, 21% Cu, 22% Zn, 2Sn%
Спецификация: ISO 17672 Ag 155, EN 1044 1999 AG103, MSRR 9500/708
Диапазон плавления: 630-660 ° C
Использование этого продукта:
Silver-floTM 55 может использоваться для соединения всех распространенных технических материалов (за исключением алюминия), таких как медь, медные сплавы (включая латунь, бронзу, оружейный металл, никель-серебро, алюминиевую бронзу, медно-никелевый сплав), стали, в том числе мягкие, углеродистая, инструментальная сталь, нержавеющая сталь, низколегированная сталь), карбид вольфрама и сегменты PCD.На больших или трудно смачиваемых деталях из карбида вольфрама часто предпочтительны специальные серебряные припои, содержащие никель / марганец.
Условия использования:
Этот присадочный металл используется в основном для воздушной пайки с флюсом.
Порошок Tenacity No 5 TM Flux Powder
TenacityTM № 5 Flux Powder — это флюс для пайки, подходящий для использования с припоями из серебра. Он активен при 600 C и эффективен со сплавами, плавящимися ниже 850 C.
TenacityTM № 5 показывает хорошую устойчивость к перегреву по сравнению с другими серебряными припоями. Эта характеристика полезна, например, при пайке компонентов из нержавеющей стали, где из-за ее низкой теплопроводности существует риск перегрева, в результате чего флюс истощается и становится неэффективным.
TenacityTM № 5 также демонстрирует увеличенный срок службы при температуре пайки (стабильность во времени / температуре). Эта особенность важна при пайке больших сборок, например, из стали или меди, или там, где необходим продолжительный нагрев.
Соответствует: EN 1045: Fh20
Рабочий диапазон: 600-900 ° C
Указания по применению:
Порошок флюсаTenacityTM № 5 следует смешать с водой и несколькими каплями жидкого моющего средства до образования густой пасты. Затем перед сборкой нанести пасту на стыковые поверхности. Затем следует нанести дополнительный флюс снаружи по обе стороны от рта сустава.
Перед нанесением флюса рекомендуется механически очистить и обезжирить поверхность стыка.Нагрейте медленно и равномерно до температуры пайки без местного перегрева. Используйте флюс как ориентир температуры — он станет прозрачным или непрозрачным по мере приближения к температуре пайки. Почернение флюса часто является признаком недостаточного флюса, перегрева или истощения флюса.
Удаление остатков флюса:
Остатки флюса этого продукта практически не растворяются в воде. Рекомендуется погрузить в теплый (> 40 C) 10% раствор гидроксида натрия на 30 минут с последующей очисткой щеткой под струей воды.Остаткиg твердые и хорошо поддаются механическому удалению, например, пескоструйной очистке.
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
Пайка нержавеющих сталей — Британская ассоциация нержавеющей стали
Введение
Пайка часто используется для соединения нержавеющей стали в таких областях, как кровля и водопровод (водопровод).При пайке, как и при пайке, используются присадочные сплавы с более низкими температурами плавления, чем у соединяемого основного металла (то есть нержавеющей стали). При пайке нержавеющих сталей температура обычно ниже 450–– ° C. Прочность соединения обычно ниже, чем у паяных или сварных соединений.
Хотя наличие прочной оксидной пленки затрудняет пайку нержавеющих сталей, чем углеродистых сталей, нержавеющие стали можно успешно соединять пайкой, если используются правильные методы.
Подготовка поверхностиТщательная очистка стальной поверхности в области стыка — залог успешной пайки. Масло и жир можно удалить с помощью растворителей, а для удаления других форм загрязнения можно использовать проволочную щетку (щетками из нержавеющей стали) или шлифовку наждачной бумагой, оставляя блестящую металлическую поверхность. Допускается слегка шероховатая поверхность абразива, которая улучшит сцепление припоя. Желательно проводить пайку сразу после очистки.Если это невозможно, детали можно «залудить» (предварительно покрыть) припоем для их защиты.
ФлюсыДля удаления оксида с подготовленной поверхности требуются агрессивные флюсы.
Флюсы на основе фосфорной кислоты обычно подходят и имеют то преимущество, что они безвредны, если какие-либо остатки остаются после завершения процесса соединения. Соляная кислота иногда добавляется к флюсу на основе фосфорной кислоты, когда молибден содержит нержавеющие стали, такие как 1.4401-316 припаяны. Однако следует избегать использования флюсов на основе соляной кислоты, поскольку коррозия может привести к плохо очищенным соединениям во время эксплуатации и после пайки.
Хотя флюсы канифольного типа неэффективны, их можно использовать, когда поверхности предварительно покрыты соответствующим флюсом. Эта процедура позволяет полностью удалить потенциально коррозионный флюс до того, как будет выполнено соединение, и особенно полезна, если компоненты содержат углубления или слепые зоны.
ОбогревДля пайки нержавеющих сталей можно использовать все обычные методы нагрева.Однако теплопроводность аустенитных нержавеющих сталей относительно низкая, а их коэффициент расширения высокий, поэтому необходимо следить за тем, чтобы вся площадь стыка была равномерно доведена до температуры пайки без перегрева, а при длинных стыках возможна деформация. . Последнее может потребовать отсадки.
Припои Обычные оловянно-свинцовые припои можно использовать для пайки нержавеющих сталей. Рекомендуется, чтобы содержание олова составляло более 50%, чтобы обеспечить хорошую прочность соединения и минимизировать риск гальванической коррозии паяного соединения во время эксплуатации.Припои с высоким содержанием олова также хорошо соответствуют цвету нержавеющих сталей и не сильно темнеют при эксплуатации.
Для нержавеющих сталей рекомендуется ряд припоев олово-серебро, поскольку они обладают большей прочностью, чем припои оловянно-свинцовые, в сочетании с высокой пластичностью. Их коррозионная стойкость также превосходна.
Следует выбрать подходящий припой для ожидаемых условий эксплуатации. Факторы, которые следует учитывать, включают механическую нагрузку, потенциальную коррозию, соответствие цвета, контакт с пищевыми продуктами или водой и т. Д.
Обработка после пайкиУдаление всех следов остатков флюса сразу после пайки необходимо как для предотвращения обесцвечивания, так и для предотвращения коррозии в процессе эксплуатации. Подойдет горячая вода, возможно, с добавлением мягкого моющего средства. Предпочтительнее проточная вода, а для ускорения процесса можно использовать щетку из неметаллического волокна.
← Вернуться к предыдущей
↑ Начало
Припой Stay-Brite Диаметр 1/16 дюйма, длина 12 футов
Припой Stay-Brite
- Диаметр 1/16 дюйма
- Температура плавления составляет 430 ° F (221 ° C)
- Серебряный подшипник — бессвинцовый
- Может быть 1-3 штуки
Используется для соединения валиков или ограждений с нержавеющей или углеродистой сталью.Вы также можете соединить медь и латунь с мягкой сталью.
Это 96% олова и 4% серебра.
СОВЕТЫ: Пайка нержавеющей стали может быть непростой задачей и требует обучения. Вам следует потренироваться, прежде чем делать это в первый раз с ножом, над которым вы только что часами работали.
Совет 1: Чистый, чистый, чистый. Это означает, что не используйте полировку возле паяного соединения. Удалите все масла и другие остатки. Если вы отполируете паяное соединение перед пайкой, вы * действительно * пожалеете об этом.
Совет 2: нагревайте металл, а не припой.Чтобы расплавить припой, вам понадобится металл, а не пламя горелки или жала паяльника.
Совет 3. Рассмотрите возможность использования теплового пистолета. Это заставит вас увеличивать температуру немного медленнее, но не даст вам выйти за пределы рабочего диапазона температур (от 430 до 440F) и сжечь флюс.
Совет 4: Не сжигайте флюс. Если вы обожгли его, став слишком горячим. Начать сначала.
Совет 5: Этот припой Stay-Brite плавится при температуре 430F, что позволяет начать отпуск многих видов ножевой стали. Оберните лезвие влажной тряпкой или используйте более эффективную теплопоглощающую пасту Bloc-It непосредственно над паяным соединением.Это предотвращает проникновение повышенного тепла в лезвие и размягчение стали. Обычно, если вы держите все ниже 450F, все будет в порядке.
Совет 6: Практика ведет к совершенству. Это не тот навык, который вы сразу усвоите. Обычно в первый или два раза вы теряете терпение и перегреваете сустав. Не торопитесь, сделайте это правильно. Я знаю, что это повторяющийся совет, но это важно.
Совет 7: Используйте ломтик, например палочку для мороженого, чтобы разгладить припой.
Совет 8: Используйте латунный скребок, чтобы соскрести любые брызги и даже соскрести любые излишки.
Совет 9: смойте флюс. Со временем он стравливает металл и даже нержавеющую сталь ржавеет.
Совет 10: Припой сам по себе попадает в стык за счет капиллярного действия. Вы не можете протолкнуть его внутрь или заставить течь в сустав. Припой будет кусаться и течь туда, где есть флюс, а температура немного выше, чем сейчас.
Вспомните все ножи возрастом более 20 лет, которые вы видели, где они заржавели или имели следы коррозии вокруг валика или защиты. Это результат того, что флюс не очищается после пайки.
В катушке 1 фунта с припоем диаметром 1/16 дюйма содержится примерно 104 фута.
Какова процедура удаления остатков флюса Stay Clean®?
- Замочите паяные детали в двух унциях тринатрийфосфата или бикарбонатной соды, добавленных в один галлон воды, нагретой до 120ºF.
- Полоскание в воде, обработанной моющим средством, нагретой до 120ºF.
- Прополоскать чистой водой, нагретой до 120ºF.
| Какова процедура удаления остатков ® Flux? |
| Флюс Stay-Silv обычно можно удалить, промыв или погрузив деталь в воду сразу после пайки.Чистка щеткой в сочетании с закалкой водой может помочь удалить стойкие загрязнения. Если воды недостаточно, воспользуйтесь щеткой из нержавеющей стали, струей пара, тряпкой цвета эмори или струйной очисткой. Может потребоваться химическое удаление. Часто эффективен слабый кислотный раствор 10-25% по объему соляной или фосфорной кислоты. Нагрейте раствор до 120 — 150ºF. Нейтрализуйте раствор кальцинированной соды и воды, затем промойте чистой водой. |
| Сколько потребуется флюса Stay-Clean®? |
| Приблизительно 2 унции.за фунт припоя. |
Каков срок хранения Stay-Clean® Flux? Stay-Clean Flux имеет неограниченный срок хранения.
Лучший серебряный припой для нержавеющей стали
Серебряный припой SSF-6: высокопрочный припой 56% серебра — Muggy Weld
SSF-6 — высокопрочный припой 56% серебра. Идеальная замена катушек с серебряным припоем без флюса, наш пруток с флюсовым покрытием обладает высокой тонкостью, легко течет и может использоваться с различными металлами при давлении более 70 000 фунтов на квадратный дюйм.SSF-6 — единственный флюсовый серебряный припой, достаточно прочный для очистки окисленной нержавеющей стали, а SSF-6 смачивает даже обожженную нержавеющую сталь. … Вернуть Doc
Пайка нержавеющей стали — мировой лидер в области припоя и …
или никеля. Затем сборщик может припаять нержавеющую сталь с новым покрытием стандартным электронным припоем и флюсом. Теперь, когда мы устранили любую мысль о пайке нержавеющей стали в электронном оборудовании, мы рассмотрим, как паять нержавеющую сталь в механических приложениях.Нержавеющая сталь требует использования специальных … Получить содержимое
RubyFluid Нержавеющая сталь — Флюс для припоя — Amazon.com
Флюс RubyFluid для нержавеющей стали специально разработан для пайки нержавеющей стали. ›Узнать больше Это хорошо работает с чистой нержавеющей сталью с использованием припоя с серебряными подшипниками из хозяйственного магазина. Избегайте чрезмерного нагрева нержавеющей стали. серебряный флюс для припоя, лучший среди флюсов для пайки, … Получить здесь
Если вы собираетесь паять серебро, вам нужно немного серебра! Для большинства моих ушных шнуров и соединительных колец я использую круглую проволоку из стерлингового серебра 20 калибра.Я покупаю свою серебряную проволоку во многих местах, обычно я ищу тех, у кого лучшее предложение в тот день, когда я делаю заказ. Artbeads, CoolTools, RioGrande или даже на Amazon. Обычно вы можете … Access Content
Статья: Пайка нержавеющей стали
Пайка нержавеющей стали Введение. Пайка часто используется для соединения нержавеющей стали в таких областях, как кровля и водопровод (водопровод). При пайке, как и при пайке, используются присадочные сплавы с более низкими температурами плавления, чем у основного металла (т.е.е. нержавеющая сталь). … Получить документ
Индукционная пайка — Википедия
Индукционная пайка — это процесс, в котором два или более материала соединяются вместе с помощью присадочного металла, который имеет более низкую температуру плавления, чем основные материалы, с использованием индукционного нагрева. черные металлы быстро нагреваются из-за электромагнитного поля, создаваемого переменным током от индукционной катушки … Прочтите статью
Можете ли вы припой серебряной нержавеющей стали — YBW
Мне нужно изготовить небольшой кронштейн, для которого нужны две небольшие части нержавеющая сталь для соединения.У меня нет доступа к сварке TIG, но я могу паять серебром. Будет ли это работать — нужен ли вам специальный припой или флюс по сравнению с типом ususl, который я использую для обычной стали (easyflow?)? … Получить документ
Пайка нержавеющей стали горелкой — Lucas-Milhaupt
Пайка нержавеющей стали требует надлежащего планирования, поскольку сплавы, используемые для образования соединений, должны иметь свойства, совместимые с основным металлом. Однако ключевым преимуществом является то, что многие разнородные металлы могут быть соединены с нержавеющей сталью с помощью пайки.В процессе пайки можно получить прочные, пластичные, чистые и гладкие соединения. … Получить Doc
Серебряная пайка для нержавеющей стали — Ganoksin Orchid
Флюс со стальным составом для успешной пайки детали, что-то вроде Johnson Matthey Tenacity, формула которого предназначена для резки оксидов нержавеющей стали и позволяет припою смачивать нержавеющие поверхности. Способ изготовления, который может помочь, — это «лужение», то есть смачивание отдельных поверхностей соединения припоем в виде отдельных этапов, а затем… Просмотр документов
Серебряная пайка Нержавеющая сталь | Model Engineer
Я использую серебряный припой Argobraze 56 (это серебряный припой, несмотря на его название!) И немного порошка Easy-flo «Нержавеющая сталь» для серебряной пайки нержавеющей стали. Это недешево, но соединение довольно легко сделать. использовали стандартные стержни easy-flo для соединения битов из нержавеющей стали, но это не так просто использовать, да и стандартный флюс не совсем удобен … Return Doc
Припой для нержавеющей стали | EBay
Найдите отличные предложения на eBay для припоя для нержавеющей стали.Делайте покупки с уверенностью. Перейти к основному содержанию. Логотип eBay: Серебряный припой 3,7% Ag, 100 дюймов для пайки нержавеющей и разнородной стали. Совершенно новый. Припой для нержавеющей стали GOOT 100 г SE-0ST16 Бесплатная доставка с номером отслеживания New Japan. Совершенно новый. 23,49 долларов США. … Получить Doc
Как припаять медь к стали серебряным припоем | Sciencing
Чем выше содержание серебра, тем прочнее связь, но тем выше температура, необходимая для плавления присадочного металла. Технически вы можете паять или паять, хотя вы не можете паять припоем или паять припой прутками.Но вы можете прикрепить медь к стали с помощью серебряного припоя, используя пропановую горелку, и называть это как хотите. … Доступ к документу
Как серебрить металлический припой | EHow
Как припаять металл серебром. Серебряная пайка, также известная как пайка твердым припоем или серебряная пайка, использует припой на основе серебра для соединения двух или более кусков разнородного металла. Процесс пайки серебром — это не тот процесс, который вы использовали для медных труб или электропроводки. Плавление … Возврат Doc
Как паять листы из нержавеющей стали | Наши игры
Нанесите небольшое количество припоя среднего серебра на один конец шва.Равномерно нагрейте нержавеющую сталь, пока припой не начнет стекать. Как только припой расплавится, проведите пламенем горелки по шву. Припой будет следовать за пламенем. Проверьте свою работу и дайте припаянной нержавеющей стали остыть до комнатной температуры. … Прочитать содержимое
Как припаять серебряным припоем медную трубу (сталь и латунь)
В качестве дополнения статья Как серебряный припой для нержавеющей стали покрывается отдельно, так как в основном единственная разница заключается в типе используемого флюса. Как правило, большинство флюсов для серебряных припоев имеют щелочную основу, тогда как флюсы для нержавеющей стали имеют кислотную основу и производятся специально для никеля или нержавеющей стали…. Получить содержимое