10 глупых ошибок при пайке паяльником
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.
Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в
некоторой степени можно сравнить с процессом склеивания. Только здесь для
соединения деталей используется расплавленный металл.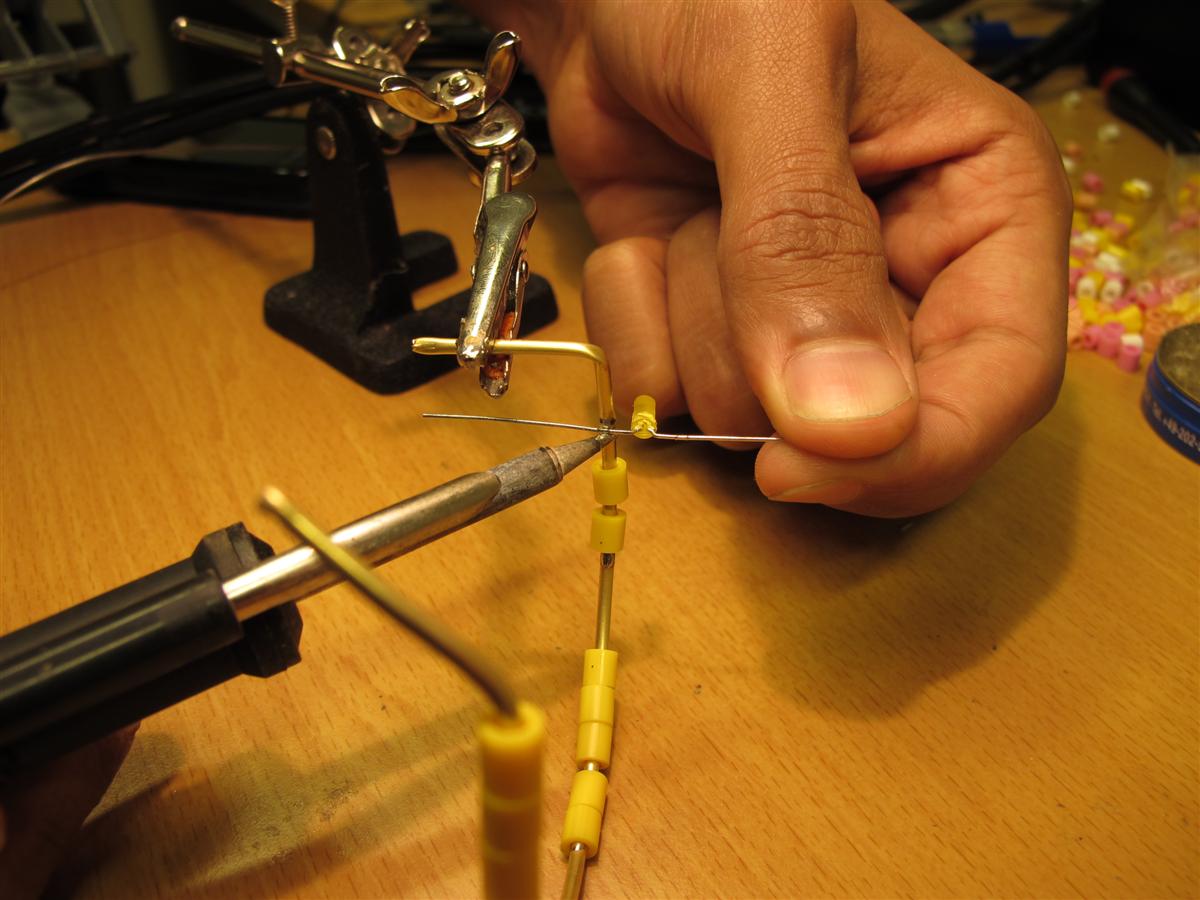
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.
При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Ошибка №2
Обстукивание и размахивание паяльником.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.
Ошибка №3
Работа без очков.
При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.
Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №4
Применение паяльника не по назначению.
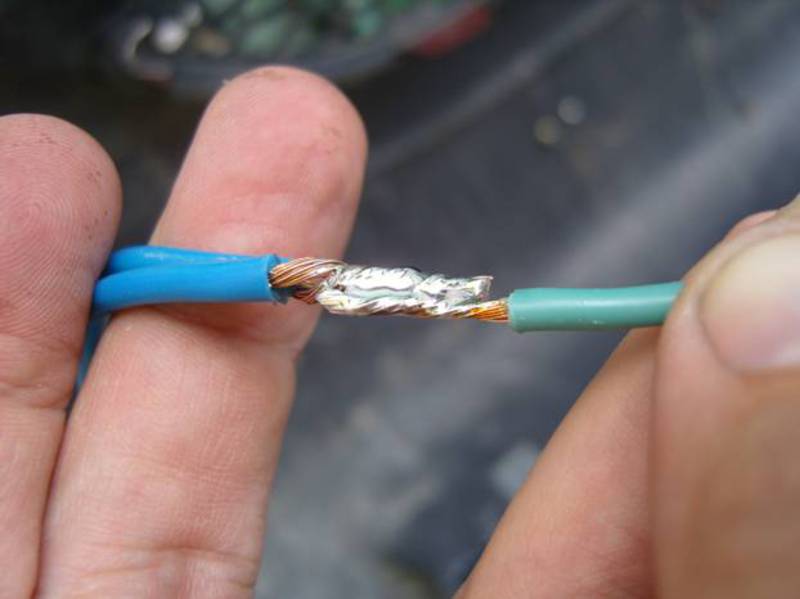
Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.
Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Ошибка №5
Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. 😊
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.
Ошибка №6
Неправильный подбор флюса.
Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.
По сути,
кислота это тот же самый флюс, но не простой, а активный. А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.
А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.
Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
- активные, содержащие кислоту
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами.
Кислота помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать короткое замыкание.
Ошибка №7
Чистка жала.
Через какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую очередь это касается работы с канифолью.
Она выгорает и оставляет несмываемые следы. Старые советские паяльники делались с нагревательным элементом из нихромовой проволоки и медным жалом.
После такого “загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями данный фокус уже не пройдет.
У них керамический нагревательный элемент и никелированное медное жало с напылением для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или напильником по такому жалу, то вы просто сотрете весь чудо состав.
После такой обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
Однако и с медью не все так просто.
При частой работе, жала у таких паяльников выгорают до такой степени, что через некоторое время приходится покупать новые, либо целиком менять паяльник. У современных моделей такой проблемы нет.
Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.
Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.
При выборе паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на порядок больше диаметра провода, иначе температура жала будет сильно падать при контакте с проводом и прогреть место пайки не получится.
Наибольшее распространение получили 4 вида из них:
Для пайки крупных компонентов.
- скошенная кромка
Для переноса припоя.
Для средних
по размеру компонентов.
Для работы с мелкими деталями (SMD диоды).
У качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №8
Новый паяльник плохо паяет!
Запомните, что сразу после покупки или обработки напильником, блестящее медное жало паять нормально не будет.
Для этого его необходимо залудить до такого состояния, чтобы оно целиком было покрыто ровным слоем припоя.
Только в этом случае инструмент считается готовым к полноценной работе.
Ошибка №9
Низкая и высокая температура.
При наличии на паяльнике функции регулировки температуры, не выставляйте для разогрева самые высокие значения. На более низких температурах жала живут дольше.
Однако и через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким нагревом хороший результат пайки будет гарантирован.
Ошибка №10
Излишки припоя.
Бывает, что при пайке электронных плат можно случайно переборщить с припоем. Либо элементарно перепутать место пайки.
Что в этом случае делать? Казалось бы, все просто. Достаточно заново разогреть место и убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует в этом месте по возможности цеплять “крокодильчик”, который должен забирать излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).
Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
можно ли паять алюминий оловом и как это сделать в домашних условиях?
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.


Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
 Температуру огня можно отрегулировать изменением давления внутри баллона.
Температуру огня можно отрегулировать изменением давления внутри баллона.Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.

При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали.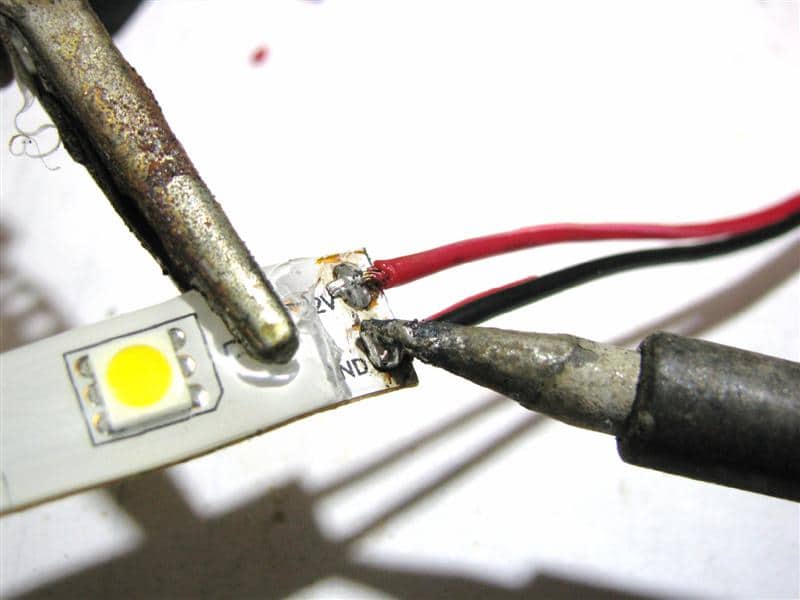 Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.

Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Как запаять алюминий обычным оловом
Самостоятельно исправить повреждение на алюминиевом кузове автомобиля очень проблематично. Особенно это касается надломов и порезов, которые могут завариваться только аргоновой сваркой. При ее отсутствии подобные дефекты можно устранять пайкой, но припой совершенно не липнет к алюминию по причине мгновенно появляющейся оксидной пленки. Однако есть технология, которая позволяет избежав образования окиси запаять алюминиевый кузов оловом, добившись тем самым прочного соединения.

Материалы и инструменты:
- олово;
- газовая горелка;
- шуруповерт с насадкой щетка по металлу;
- плоскогубцы или ручной зажим;
- деревянный брусочек;
- болгарка со шлифовальным кругом.
Пайка алюминиевого кузова
Поверхность кузова вокруг разрыва или пореза нужно идеально зачистить от краски и оксидной пленки.
После этого требуется залудить место пайки. Для этого чистый металл нужно разогреть газовой горелкой. Затем под факелом горелки следует растереть припой по горячей поверхности, чтобы он оплавился. Жидкое олово не будет прилипать и начнет скатываться в шарики, это нормально.
Далее припой откладывается в сторону и берется шуруповерт с насадкой щетка по металлу.
Вращая его на средних оборотах нужно царапать металл, не прекращая при этом нагрев горелкой. Щетка будет срывать оксидную пленку, которая появляется при нагреве алюминия в воздушной среде, а расплавленное олово сможет сразу прилипнуть к чистому металлу, пока оксид не образовался.

Слегка залудив поверхность нужно добавить сверху еще больше олова, потом также используя щетку добиться, чтобы оно прилипло по всему периметру зачищенного металла. Залудив всю область пайки, сверху наплавляется необходимое количество припоя, чтобы перекрыть повреждение и вмятину вокруг него.
Расплавленный сверху объем олова нужно разровнять, для этого в момент остывания припой разглаживается деревянным бруском.
Когда олово и деталь остынут, поверхность зашлифовывается болгаркой или шлифмашинкой. В результате получается ровная гладкая поверхность, которую даже не придется шпаклевать. Мелкой наждачкой нужно просто убрать шероховатости от крупного абразива, затем обезжирить пайку и покрасить деталь.
На обратной стороне отреставрированной кузовной детали могут проступить потеки олова, которые можно так и оставить или при желании срезать. Если паяется узкая трещина, то припой вообще не просочиться. Это очень надежный способ ремонта, который гарантирует, что олово не отстанет от алюминия, а будет держаться как и наложенный аргоновой сваркой шов.

Смотрите видео
как это лучше делать и каким паяльником?
Наверх- Рейтинги
- Обзоры
- Смартфоны и планшеты
- Компьютеры и ноутбуки
- Комплектующие
- Периферия
- Фото и видео
- Аксессуары
- ТВ и аудио
- Техника для дома
- Программы и приложения
- Новости
- Советы
- Покупка
- Эксплуатация
- Ремонт
- Подборки
- Смартфоны и планшеты
- Компьютеры
- Аксессуары
Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Объявление о проектах I CAN SOLDER Kit 2019
В то время как обучение STEAM идет полным ходом по всему миру, PCBWay также хочет продвигать свой разработка через наши собственные сервисы в PCBWay Community, «Общий проект» и «PCBWayer Базар ». Набор I CAN SOLDER выбран потому, что это важная часть обучения STEAM. Освоение определенных навыки пайки помогут подросткам лучше изучить электронные технологии и улучшить свои практические навыки. навыки и умения.
Призов:
Золотая награда: 500 долларов наличными + 5000 бобов + карманный компьютер M5Stack Faces (стоимость 55,5 долларов)
Серебряная награда: 200 долларов наличными + 2000 бобов + M5Stack M5FIRE (стоимость 49 долларов)
Бронзовая награда: 100 долларов наличными + 1000 бобов + M5Stack M5Basic (стоимость 28 долларов)
Отличные проекты-победители будут созданы PCBWay.И готовый проект с необходимыми компоненты упакованы в комплект, который будет указан на «Базаре PCBWayer» для покупки всеми PCBWayers. Кроме того, продукт будет иметь постоянную пометку «Разработано … (Имя победителя)» и победители могут постоянно получать 10% дохода от продаж в качестве вознаграждения.
Правила:
1.Разработан в соответствии со стандартами обучения STEAM, включая один или несколько замкнутых контуров.
2. Подробная спецификация прилагается.
3. Добавьте ключевое слово: Я МОГУ ПАЙКА
4. Открытый исходный код.
5. Должен быть оригинал.
Критерии оценки:
Оценки судьи (50%)
Популярность проекта
, включая лайки, просмотр, скачивание, заказы и т. Д.(50%)
Лучший припой для печатных плат — отличные предложения на припой для печатных плат от глобальных продавцов припоя для печатных плат
Отличные новости !!! Вы находитесь в нужном месте для пайки печатных плат. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний припой для печатных плат в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели припой для печатной платы на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в припое для печатных плат и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести solder pcb по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Как снимать припой »Электроника
— обзор того, как распаивать и распаивать паяные соединения.
Руководство по пайке Включает:
Основы пайки
Ручная пайка: как паять
Паяльники
Инструменты для пайки
Припой — что это такое и как пользоваться
Распайка — секреты, как правильно сделать
Паяные соединения
Припой для печатных плат
См. Также: Методы пайки SMT для сборки печатных плат
Хотя умение делать хорошие паяные соединения очень важно, еще один навык, который может быть не менее важным, — это умение хорошо снимать припой.Каждый электронный проект будет иметь ту или иную проблему, и часто это связано с распайкой соединения. Возможно, был использован неправильный компонент, цепь требует замены или паяное соединение неудовлетворительно. Неправильное удаление пайки может привести к повреждению печатной платы или компонентов, что приведет к дорогостоящему или длительному восстановлению.
Отпаять соединение может быть непросто. В сочетании с этим, если нагревать соединение слишком долго, это может привести к повреждению печатной платы, если она используется, или может легко повредить компонент.Поэтому необходимо осторожно подходить к любым работам и использовать правильные инструменты.
Насосы для пайки / присоски для пайки
Основным инструментом, используемым для распайки, является всасывающий насос. В коммерческих станциях для распайки есть ножной электрический насос, но для большинства домашних энтузиастов это будет слишком дорого. Вместо этого используется подпружиненный насос. Эти инструменты для снятия пайки подпружинены и имеют толкатель, который вдавливается, чтобы «нагружать» их. Нажимается небольшая кнопка, чтобы освободить поршень, который затем всасывает воздух через небольшое сопло из ПТФЭ.Всасывания, которую это вызывает, достаточно, чтобы отсосать припой от стыка. В результате эти инструменты часто называют присосками для припоя.
Несмотря на то, что форсунки этих насосов изготовлены из ПТФЭ, время от времени их все же необходимо заменять. Кроме того, насосы необходимо очищать, поскольку они каждый раз втягивают припой. Иногда также необходимо очищать сопла, так как они могут забиться припоем. Когда это происходит, действие насоса значительно снижается.
Большой недостаток этих насосов в том, что у них есть отдача.Когда плунжер движется в одном направлении, остальная часть насоса имеет тенденцию двигаться в другом. Иногда это может привести к удару или сотрясению обрабатываемой детали. Это также может затруднить удержание насоса в правильном месте, чтобы он мог удалить весь припой.
Пайка оплетка
Другой способ удаления припоя с участка — использование оплетки из припоя или оплетки для удаления припоя. Это также иногда называют «фитилем для припоя». Несмотря на любые первые мысли, это работает на удивление хорошо.Изделие представляет собой тонкую медную оплетку, пропитанную флюсом.
При нанесении на паяное соединение припой затем втягивается в оплетку за счет капиллярного действия. Это оставляет соединение намного более чистым и свободным от припоя, чем если бы использовался припойный насос. Однако это явно дороже. Соответственно, часто лучше удалить большую часть припоя с помощью паяльного насоса, а затем, при необходимости, можно удалить последние остатки припоя с помощью оплетки.
Помимо того факта, что каждый кусок оплетки можно использовать только один раз, основным недостатком является то, что без осторожности можно припаять оплетку к стыку.Если паяльная площадка хрупкая, это может привести к повреждению, а также к подъему контактных площадок. Средство простое — убедитесь, что паяльник и оплетка снимаются вместе.
Практика
Точно так же, как пайка требует практики для достижения наилучших результатов, так и распайка выполняется. В некотором смысле распайка может быть более сложной, но с осторожностью и практикой (что обязательно произойдет в любом проекте, поскольку ничто не идет по плану), можно будет очень хорошо распаять и удалить компоненты.
Другие идеи и концепции конструкции:
Пайка
Пайка компонентов SMT
ESD — Электростатический разряд
Производство печатных плат
Сборка печатной платы
Вернуться в меню «Строительные методы». . .
паяльная станция для Hakko 907
Паяльная станция, вероятно, одна из первых вещей, в которую производитель должен инвестировать. Способность создавать собственное оборудование — вот что делает вас как производителя одушевленным.Создание собственного контроллера паяльника было в моем списке дел в течение нескольких месяцев. Я нашел дешевый китайский клон утюга Hakko 907 и обнаружил, что существует множество самодельных контроллеров для этого утюга.
Я использовал плату, совместимую с Arduino pro mini, чтобы она была простой и с открытым исходным кодом, чтобы другие производители могли ее создать и улучшить. Я обнаружил паяльную станцию Куро и решил построить свой контроллер на его основе с некоторыми дополнениями. Я использовал его прошивку для контроля температуры с помощью PID.Также я использую светодиод RGB и гистограмму на экране для визуализации температуры наконечника. Дополнительные кнопки на моей плате используются для управления яркостью экрана и включения / выключения округления температуры. Значение яркости и параметры P, I, D хранятся в EEPROM.
Обновление:
В прошивку внес несколько изменений. Некоторые из них требуют изменений или дополнений на печатной плате и внутри ручки утюга.
— Я добавил зуммер, который подает звуковой сигнал при каждом нажатии кнопки и когда станция переходит в спящий режим или выключается.Я припаял его прямо к контакту 13 Arduino Pro mini.
— Многие просили спящий режим. Я добавил функцию, которая отключает обогреватель по истечении заданного периода времени, но этого оказалось недостаточно. Я припаял тростник внутри ручки утюга. Он подключается между аналоговым 4 (цифровым 18) и заземляющим контактами pro mini. Я добавил магнит на свою базу. Когда я оставляю утюг на основании, герконовый переключатель замыкается, и он переходит в спящий режим через 30 дюймов (целевая температура: 150 ° C). Через 5 минут в спящем режиме обогреватель отключается.
-В целях безопасности нагреватель отключается, если что-то пойдет не так, и температура превышает максимальную температуру + 30 ° C более чем на 5 ″.
-Я добавил новый индикатор выполнения на экран и новый значок temp. Также на экране отображается рабочий цикл.
-Как вы можете видеть на видео ниже, есть экран загрузки, который исчезает, когда я кладу утюг на базу. Таким образом, я всегда не забываю класть его на базу перед первым включением и предотвращать переход в спящий режим до достижения целевой температуры.
Мне все еще нужно откалибровать его, измерив фактическую температуру наконечника с помощью внешнего устройства, но это будет так же просто, как изменить два параметра.