Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
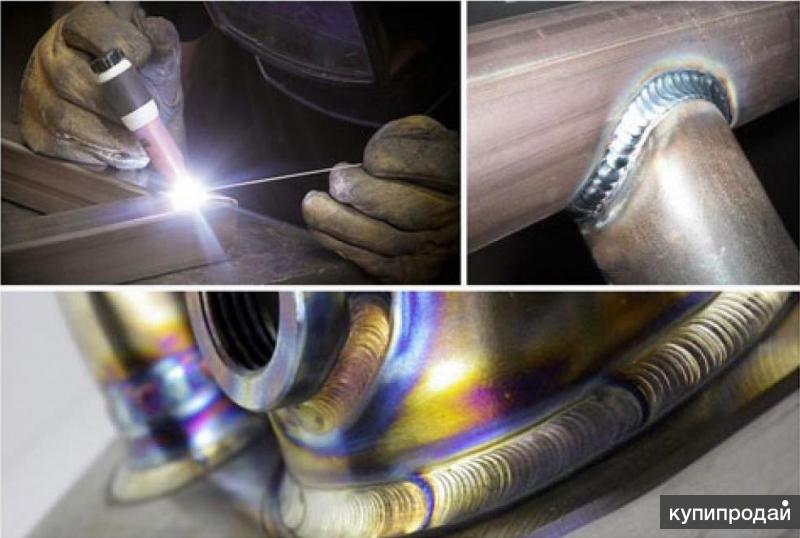
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Можно ли сваривать сталь с алюминием? – Сделай из металла
И алюминий, и сталь хорошо поддаются сварке. При сварке стали со сталью и алюминия с алюминием нет никаких проблем. Но что происходит, когда вам нужно пересечь границы и соединить эти непохожие металлы?
Можно ли сваривать сталь с алюминием? Сталь нельзя приваривать к алюминию с помощью обычных методов сварки, таких как SMAW (дуговая сварка), GMAW (MIG) или GTAW (TIG). Однако есть некоторые обходные пути и альтернативы, которые могут обеспечить приемлемые результаты.
В этой статье я расскажу, какие процессы действительно могут соединять эти два непохожих материала, на что нужно обратить внимание и какие практические альтернативы существуют.
Содержание
Почему нельзя сваривать сталь с алюминием
Одна из основных причин, по которой нельзя сваривать сталь с алюминием с помощью сварочного аппарата в гараже, заключается в том, что температуры плавления между двумя металлами слишком крайний.
Просто ради разрешения любого спора, вот что происходит, когда вы пытаетесь сварить два металла вместе TIG:
В итоге я использовал стальной наполнитель. Алюминий под сталью начал таять еще до того, как сталь образовала лужу. Я компенсировал это, добавив тонну стального наполнителя, чтобы два материала соединились.
Алюминий плавится при температуре около 1200 градусов по Фаренгейту, а сталь плавится при температуре около 2700 градусов по Фаренгейту. Обычно это означает, что алюминий полностью расплавится еще до того, как сталь начнет светиться. Даже если вам удастся собрать металл, он не расплавится. Вы просто получите шарики стали, которые очень легко удерживаются грязным мусорным алюминием.
Даже если вам удастся собрать металл, он не расплавится. Вы просто получите шарики стали, которые очень легко удерживаются грязным мусорным алюминием.
В результате получается «сварной шов», который лопается, если посмотреть на него неправильно. Смотри ниже.
Это буквально не требовало силы, чтобы развалиться. Несмотря на то, что это выглядело так, как будто материал слился воедино (здесь есть технический термин), металлы просто не сплавились.
Еще одна причина, по которой это не работает, заключается в том, что тепловое расширение алюминия и стали сильно различается. Алюминий будет расти примерно в два раза быстрее, чем сталь, когда он нагревается. Это означает, что по мере остывания металла место сварки может треснуть под нагрузкой.
Есть также куча других причин, по которым сварка стали с алюминием на самом деле не работает, например, разная теплопроводность, разные преобразования решетки, побочные осадки и другие научные вещи.
Дело в том, что его нельзя сваривать TIG, MIG или дуговой сваркой. Если только вы не используете биметаллические переходные вставки, т.е.
Если только вы не используете биметаллические переходные вставки, т.е.
Биметаллические переходы
Это решение наиболее часто используется на кораблях, теплообменниках и трубопроводах.
По сути, это просто вставка, стальная с одной стороны и алюминиевая с другой. Они достаточно толстые, чтобы вы могли использовать обычную технику GMAW или GTAW и сваривать стальную сторону со сталью, а алюминиевую сторону с алюминием.
Эти вставки предварительно соединяются, как правило, с использованием технологии горячей прокатки или сварки горячим давлением (сварка взрывом). Они действительно могут выдерживать удивительное усилие, а сварные соединения с этими вставками очень прочные. Согласно некоторым спецификациям MIL, эти склеенные вставки должны иметь как минимум 1/4 прочности на растяжение алюминия, хотя они часто приближаются к 1/2.
В этом видео очень хорошо показано, как выполняется этот процесс сварки взрывом и что получается в результате этого процесса:
 youtube.com/embed/XMSaX-3tOUw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/XMSaX-3tOUw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Если вам нужно сварить алюминий со сталью, это, вероятно, ваш лучший выбор.
Обратная сторона?
Их практически невозможно найти, если вы работаете в небольшой мастерской или любители. Это специальные продукты, которые обычно изготавливаются на заказ и очень дороги, с огромным минимальным объемом заказа.
Алюминирование
Это слово придумал не я. Алюминированная сталь — это металл, который чаще всего подвергается процессу горячего погружения в алюминиево-кремниевый сплав. Есть и другие способы сделать это, например, гальваническое покрытие, но метод горячего погружения является наиболее распространенным.
Это непрактичный способ сварки больших кусков стали с большими кусками алюминия.
Причина, по которой я поднимаю этот вопрос, заключается в том, что в Интернете циркулирует некоторая дезинформация по этому поводу. Есть несколько сайтов, где говорится, что вы можете приварить алюминиевый блок к куску алюминированной стали. Вы не можете. Все, что вы можете сделать, это приварить алюминированную сталь к обычной стали.
Есть несколько сайтов, где говорится, что вы можете приварить алюминиевый блок к куску алюминированной стали. Вы не можете. Все, что вы можете сделать, это приварить алюминированную сталь к обычной стали.
Причина в том, что при нагревании до температуры, достаточной для расплавления стали под ним, тонкое алюминиевое покрытие уже давно сгорело. Это просто не работает.
Пайка
Чтобы было ясно, для этого требуются определенные навыки. Пайка может быть возможным решением, когда вам нужно что-то вроде сварки для соединения стали с алюминием.
Однако пайка , а не , будет иметь прочность, сравнимую со сваркой взрывом. Вам понадобится большая площадь поверхности, чтобы детали склеились, а прочная механическая посадка будет иметь большое значение для предотвращения развала вещей.
Предполагая, что вы уже знакомы с тем, как работает пайка, вот общий обзор того, как это сделать:
- Начните со смачивания стали припоем с содержанием серебра 56%.
- Используйте алюминиевый припой, такой как Aluxcor 4047, для соединения алюминия со сталью, контактирующей со средой.

Этот двухэтапный метод, вероятно, даст гораздо лучшие результаты, чем одноэтапный процесс пайки. Для одноступенчатой пайки сам припой на самом деле довольно мягкий, и вы не получите такой большой удерживающей силы.
Склеивание
Хотя это не обеспечит особенно прочного соединения, использование эпоксидной смолы или другого вида связующего может вам помочь.
Опять же, вам нужна большая площадь поверхности, чтобы это работало должным образом, но старый добрый тюбик JB Weld может быть всем, что вам нужно для выполнения работы. Убедитесь, что вы действительно уделяете время тщательной очистке обеих частей, и в идеале сотрите склеиваемые поверхности для большей удерживающей способности.
Есть и более дорогие продукты. Промышленные конструкционные эпоксидные смолы 3M великолепны, но они могут быть дорогими и часто имеют длительное время отверждения.
Механическое крепление
Если это возможно, используйте только механическое крепление. Самый простой способ соединить алюминий со сталью — это просто сходить в скобяной магазин.
Используете ли вы болты, заклепки, фальцевые швы или что-то еще, что вам по душе, механическое крепление, безусловно, является лучшим, самым дешевым, быстрым и простым способом соединения разнородных материалов.
Гальваническая коррозия
Это одна вещь, о которой вы должны знать, когда работаете со сталью и алюминием.
Обычно сталь подвержена ржавчине, а алюминий обычно считается устойчивым к коррозии.
Соедините два металла вместе и добавьте соленую воду, и вы заметите значительную коррозию алюминия. Это связано с гальванической коррозией.
Необычное объяснение: сталь действует как катод, а алюминий — как анод, а электролит (например, соленая вода) обеспечивает миграцию ионов. Это приводит к окислению анода (алюминия).
Понятное объяснение: алюминий будет подвергаться коррозии в месте контакта со сталью, если он находится в соленой воде.
Во многих приложениях это не имеет большого значения. Однако, если в окружающей среде есть соль (включая дорожную соль на автомобилях), вы можете столкнуться с проблемами.
Обходной путь состоит в том, чтобы изолировать два материала краской или куском пластика, чтобы предотвратить прохождение электрического тока между ними. Вы можете использовать тестер непрерывности на мультиметре, чтобы убедиться, что вы правильно изолировали металлы.
Можно ли сваривать сталь и алюминий? >> Все, что вам нужно знать
Сварочные работы обычно включают в себя плавление сходных металлов. Вы когда-нибудь задавались вопросом, можно ли сваривать сталь и алюминий? Однако иногда вам приходится иметь дело с различными материалами, такими как сталь и алюминий. С различными температурами плавления, пористостью и другими характеристиками вы можете задаться вопросом, можно ли эффективно сваривать эти материалы вместе.
Итак, можно ли сваривать сталь и алюминий? Сталь и алюминий не могут быть сварены с помощью традиционных методов сварки. Сталь слишком хрупкая. Однако есть несколько обходных путей для сплавления разнородных металлов. Использование биметаллических переходов или нанесение специального покрытия может дать удовлетворительные результаты.
Я обнаружил, что каждый металл имеет свои характеристики, влияющие на процесс сварки. Если вы попытаетесь сварить алюминий и сталь, вы в конечном итоге расплавите алюминий до того, как сталь достигнет своей точки плавления. Чтобы не создавать комки расплавленной стали, я искал подходящие методы. Вот что я нашел.
Содержание
Почему сталь и алюминий не сплавляются?Сталь и алюминий имеют очень разные металлургические свойства и температуры плавления. Сталь — это плотный, упругий материал, а алюминий податлив, что позволяет легко сгибать его и придавать ему форму.
При сварке одинаковых металлов они должны достичь температуры плавления. Сварочная дуга нагревает металлы до тех пор, пока они не начнут плавиться. Когда металлы остывают, они остаются расплавленными. Этого трудно добиться, когда металлы плавятся при разных температурах.
Как более плотный материал, сталь имеет более высокую температуру плавления. Он должен достичь температуры около 2500 градусов по Фаренгейту, прежде чем он начнет таять. Алюминий мягче и плавится при температуре около 1200 градусов по Фаренгейту.
Здесь вы можете найти статью с нашего сайта о том, сколько времени нужно, чтобы научиться сварке?
Если вы попытаетесь приварить стальную заготовку к куску алюминия, алюминий расплавится до того, как сталь достигнет температуры плавления. Комбинация металлических материалов также создаст хрупкое соединение, что приведет к слабому сплавлению.
Методы сплавления разнородных металловОказывается, сплавление разнородных металлов — обычная проблема для сварщиков, поэтому они создали множество методов для решения этой проблемы. Некоторые из наиболее часто используемых методов включают:
- Механические застежки
- Связующие вещества
- Пайка
- Биметаллические переходы
- Покрытие
Если возможно, попробуйте заменить один из металлов более подходящим материалом. Вторым лучшим вариантом является использование механических креплений. Добавление заклепок или болтов для крепления одной детали к другой устраняет необходимость сплавлять разнородные металлы.
В зависимости от размеров и формы заготовок может подойти нанесение эпоксидной смолы. Однако для нанесения связующего вещества требуется большая площадь поверхности. Соединение также, вероятно, останется структурно слабым по сравнению с использованием одного из других методов.
Склеивание также требует много времени . Сначала вам нужно смешать связующее вещество, а затем нанести его на алюминий и сталь. Затем вам нужно подождать несколько дней, пока он высохнет и затвердеет.
При склеивании алюминия со сталью поверхность обоих материалов необходимо сделать шероховатой для улучшения сцепления. Эпоксидная смола также должна подходить для вашего приложения. Компании производят связующие вещества для морских применений и проектов, требующих повышенной прочности на растяжение.
Пайка — не самый эффективный метод соединения алюминия со сталью, но он может работать в некоторых случаях. Пайка используется для крупносерийного производства кастрюль и сковородок из нержавеющей стали с алюминиевыми пластинами. Для любителей успех пайки зависит от площади поверхности.
Использование двухэтапного метода пайки может позволить вам соединить алюминий и сталь при работе с большой площадью поверхности. Соединение будет иметь меньшую прочность по сравнению с обычным сварным швом с аналогичными металлами, но может держаться, когда детали имеют хорошую механическую посадку.
Для этого метода требуются два типа припоя — припой с содержанием серебра 56% и припой на основе алюминиевого сплава. Серебряный припой наносится на сталь, а алюминиевый припой на алюминий . Затем две части соединяются.
Температуры плавления присадочных металлов выше по сравнению с алюминием и ниже по сравнению со сталью, действуя как переход между разнородными металлами.
Биметаллическая переходная вставка обеспечивает более надежный переход по сравнению с методом пайки. Как следует из названия, биметаллические переходные вставки — это детали, которые вставляются между разнородными металлами для создания перехода. В этом случае одна сторона вставки изготовлена из алюминия, а другая – из стали.
Вы привариваете алюминиевую сторону к алюминиевой заготовке, а стальную сторону к стальному материалу. Технически этот вариант основан на склеивании, поскольку вставка предварительно склеивается. Метод, используемый для соединения материалов, включает:
- Горячая прокатка
- Сварка взрывом
- Сварка трением
- Сварка оплавлением
При использовании биметаллического переходника избегайте перегрева вставок. Перегрев может создать такое же хрупкое интерметаллическое соединение, которое возникает при непосредственной сварке алюминия со сталью.
Начните с алюминиевой стороны, так как для достижения точки плавления требуется более низкая температура. Алюминиевый материал также помогает создать больший радиатор при сварке стальной стороны со стальным материалом. Это снижает риск перегрева переходного элемента.
Нанесение покрытия на сварку стали и алюминияНанесение покрытия — это обходной путь, который позволяет сплавлять алюминий со сталью с алюминиевым покрытием. Сталь покрывается алюминиево-кремниевым сплавом в процессе, называемом горячим алитированием погружением. Когда алюминиевый сплав охлаждается на стальной поверхности, он создает прочную металлургическую связь.
Полученный материал называется алюминированной сталью . Материал имеет тонкий внешний слой из оксида алюминия и стальной сердечник, а средний слой представляет собой смесь стали, алюминия и кремния.
Поскольку внешняя поверхность стали теперь состоит из алюминиевых сплавов, к ней можно приваривать алюминиевые детали. Я бы не рекомендовал этот метод, если у вас нет большого опыта сварки, так как он требует точности.
Тепло от сварки может привести к выгоранию алюминиевого покрытия, что также приводит к выделению вредных газов. После выгорания алюминиевого покрытия алюминиевая деталь не может привариться к стальному сердечнику.
Успех достигается только при направлении дуги в сторону от стали и соблюдении осторожности, чтобы расплавленный алюминий стекал на алюминизированную стальную поверхность. Даже при осторожности покрытие может начать пузыриться и трескаться, в результате чего соединение становится хрупким.
Вывод: Какой метод сварки алюминия со сталью лучше всего?Можно ли сваривать сталь и алюминий? Сварка алюминия и стали без дополнительного компонента практически невозможна . Алюминий может деформироваться или полностью расплавиться до того, как сталь достигнет своей точки плавления.
Наконец, биметаллические переходные вставки обеспечивают наилучшее соединение между алюминием и сталью.