ГОСТ 25557-2016 (ISO 296:1991) Конусы инструментальные. Основные размеры (Переиздание), ГОСТ от 20 марта 2017 года №25557-2016
ГОСТ 25557-2016 (ISO 296:1991)
МКС 25.100
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИ ИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
N 93-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991)
7 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий:
— общего применения;
— малые;
— большие.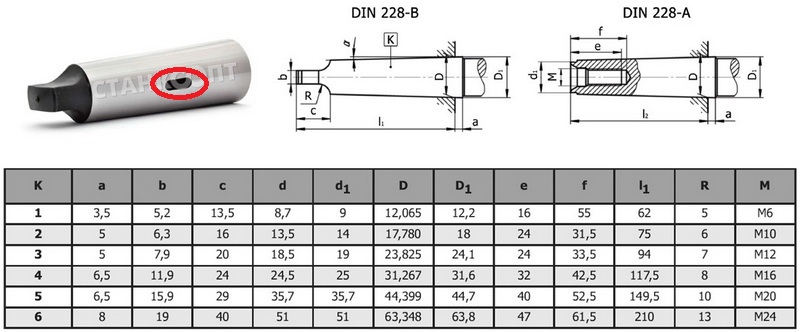
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
AE — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
BEK — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
AEK — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
4 Размеры
4.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
Категория конуса | Обозначение конуса |
Конус общего применения | Конус Морзе N 1 — N 6 |
Малый конус | Метрические конусы N 4 и N 6 и конус Морзе N 0 |
Большой конус | Метрические конусы N 80 — N 200 |
4.2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
Рисунок 1, лист 1
Рисунок 1, лист 2
Таблица 2
В миллиметрах | |||||||||||||||
Наименование конуса | Метрический | Морзе | Метрический | ||||||||||||
Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
Конусность | 1:20=0,05 | 1:19,212= | 1:20,047= | 1:20,020= | 1:19,992= | 1:19,254= | 1:19,002= | 1:19,180= | 1:20=0,05 | ||||||
D | 4,0 | 6,0 | 9,045 | 12,065 | 17,780 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | |
Наружный конус | а | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 |
4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 | ||
— | — | — | — | 15,0 | 21,0 | 28,0 | 40,0 | 56,0 | — | — | — | — | — | ||
2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143,0 | 179,4 | ||
— | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 | ||
— | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 | ||
| — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
| 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
— | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — | ||
— | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — | ||
| — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — | |
| 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 | |
| 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 | |
— | — | 56,5 | 62,0 | 75,0 | 94,0 | 117,5 | 149,5 | 210,0 | 220,0 | 260,0 | 300,0 | 380,0 | 460,0 | ||
| — | — | 59,5 | 65,5 | 80,0 | 99,0 | 124,0 | 156,0 | 218,0 | 228,0 | 270,0 | 312,0 | 396,0 | 480,0 | |
— | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — | ||
— | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — | ||
— | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — | ||
— | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | ||
p | — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
b | — | — | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
с** | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 | |
e | — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 | |
i | — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 | |
R | — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
r | — | — | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 | |
t | 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
Внутренний конус |
| 3,0 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,8 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
| — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 | |
— | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — | ||
| 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 | |
21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 | ||
— | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — | ||
— | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — | ||
— | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | ||
g | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
h | 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 | |
p | — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
z*** | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | |
* Размеры , , являются теоретическими и зависят от диаметра и номинальных размеров а, , . ** Допускается увеличивать длину c до размера e. ***z — максимально допустимое отклонение при проверке конуса калибром. | |||||||||||||||
Пример условного обозначения конуса Морзе 3, степени точности АТ7: Морзе 3 АТ7 ГОСТ 25557-2016 То же, метрического конуса 120, степени точности АТ8: Метрический 120 АТ8 ГОСТ 25557-2016 4.3 Предельные отклонения размеров конусов — по ГОСТ 2848. |
Приложение ДА (справочное). Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Приложение ДА
(справочное)
Таблица ДА.1
Разделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | |
Раздел | Пункт | |
4 | 4. | Пример условного обозначения необходим для заказа инструмента с конусами Морзе или метрическими |
4.3 4.4 | Требования, необходимые для изготовления конусов | |
 2
2Приложение ДБ (справочное). Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Приложение ДБ
(справочное)
Таблица ДБ.1
Структура настоящего стандарта | Структура международного стандарта ISO 296:1991 | ||
Раздел | Пункт | Раздел | Пункт |
1 | — | 1 | — |
2 | — | 2 | — |
3 | — | 4 | — |
4 | 4. | 1 | — |
4.2 | 4 | — | |
4.3; 4.4 | — | — | |
 1
1Приложение ДВ (справочное). Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Приложение ДВ
(справочное)
Таблица ДВ.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 2848-75 | MOD | ISO 1947-73 «Система допусков на конические поверхности деталей с конусностью от 1:3 до 1:500 и длиной от 6 до 630 мм» |
Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта:
| ||

УДК 621.9.02-229.2:006.354 | МКС 25.100 |
Ключевые слова: конусы инструментальные, конусы Морзе, метрические конусы, размеры | |
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2020
ГОСТ 25557-2016 от 01.01.2018 Конусы инструментальные. Основные размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ 25557-2016 (ISO 296:1991)
Основные размеры
МКС 25.100
ОКП 39 0000
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации.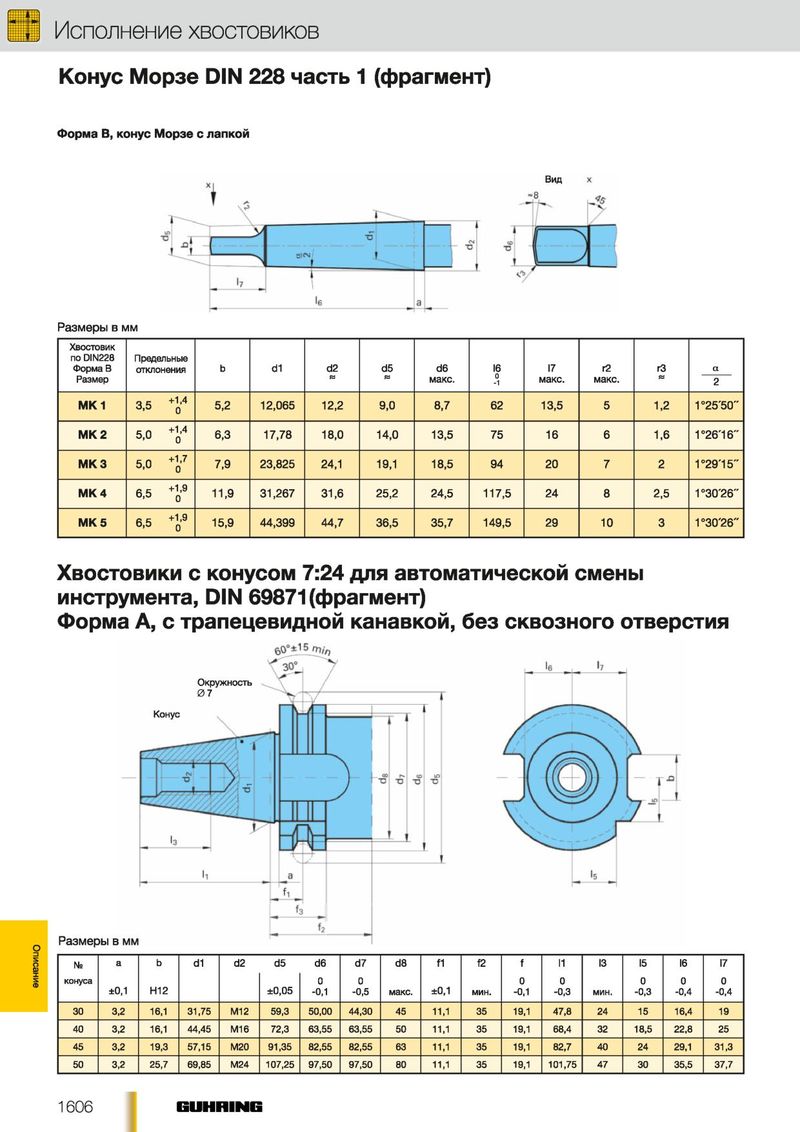 Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N 93-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2017 г. N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
N 160-ст межгосударственный стандарт ГОСТ 25557-2016 (ISO 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 296:1991* «Станки. Самозажимные конусы хвостовиков инструментов» («Machine tools — Self-holding tapers for tool shanks», MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 «Станки» Международной организации по стандартизации (ISO).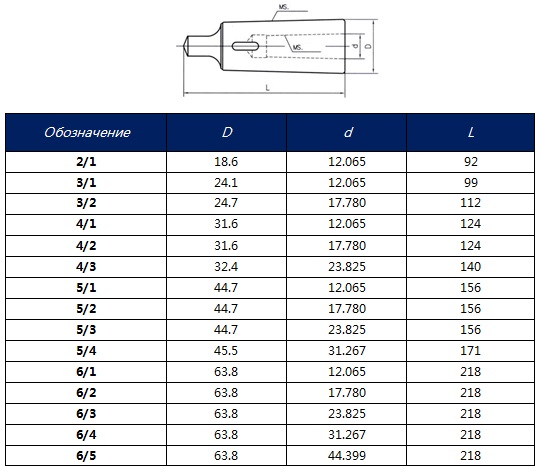
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 25557-2006 (ИСО 296:1991)
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты».
1 Область применения
Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе и устанавливает размеры наружных и внутренних инструментальных конусов трех категорий:
— общего применения;
— малые;
— большие.
2 Нормативные ссылки
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034-74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год.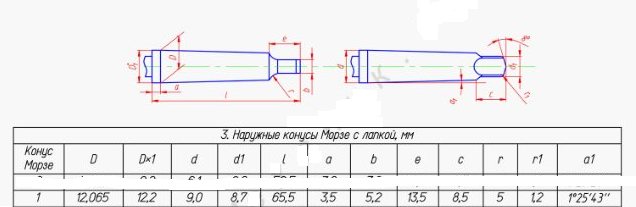
3 Обозначения конусов
В зависимости от конструкции инструментальный хвостовик должен иметь обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
AE — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
BEK — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
AEK — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
4 Размеры
4.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
Категория конуса | Обозначение конуса |
Конус общего применения | Конус Морзе N 1 — N 6 |
Малый конус | Метрические конусы N 4 и N 6 и конус Морзе N 0 |
Большой конус | Метрические конусы N 80 — N 200 |
4.2 Основные размеры конусов должны соответствовать указанным на рисунке 1 и в таблице 2.
Рисунок 1, лист 1
Рисунок 1, лист 2
Таблица 2
В миллиметрах | |||||||||||||||
Наименование конуса | Метрический | Морзе | Метрический | ||||||||||||
Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
Конусность | 1:20=0,05 | 1:19,212= | 1:20,047= | 1:20,020= | 1:19,992= | 1:19,254= | 1:19,002= | 1:19,180= | 1:20=0,05 | ||||||
D | 4,0 | 6,0 | 9,045 | 12,065 | 17,780 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | |
Наружный конус | а | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 |
| D1* | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
| D2 | — | — | — | — | 15,0 | 21,0 | 28,0 | 40,0 | 56,0 | — | — | — | — | — |
| d* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143,0 | 179,4 |
| d1 | — | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 |
| d2* | — | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 |
| d3 | — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| d4 | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| d8 | — | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — |
| d9 | — | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — |
| d10 | — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — |
| l1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 |
| l2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 |
| l3-0,1 | — | — | 56,5 | 62,0 | 75,0 | 94,0 | 117,5 | 149,5 | 210,0 | 220,0 | 260,0 | 300,0 | 380,0 | 460,0 |
| l4 | — | — | 59,5 | 65,5 | 80,0 | 99,0 | 124,0 | 156,0 | 218,0 | 228,0 | 270,0 | 312,0 | 396,0 | 480,0 |
| l7-0,1 | — | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — |
| l8-0,1 | — | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — |
| l11 | — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — |
| l12 | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — |
| p | — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — |
| b | — | — | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 |
| с** | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 |
| e | — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 |
| i | — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
| R | — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 |
| r | — | — | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 |
| t | 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 |
Внутренний конус | d5 | 3,0 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,8 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
| d6 | — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 |
| d7 | — | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — |
| l5 | 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 |
| l6 | 21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 |
| l9 | — | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — |
| l10 | — | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — |
| l13 | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — |
| g | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 |
| h | 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 |
| p | — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — |
| z*** | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 |
* Размеры D1, d, d2 являются теоретическими и зависят от диаметра D и номинальных размеров а, l1, l3. ** Допускается увеличивать длину c до размера e. ***z — максимально допустимое отклонение при проверке конуса калибром. | |||||||||||||||

Пример условного обозначения конуса Морзе 3, степени точности АТ7:
Морзе 3 АТ7 ГОСТ 25557-2016
То же, метрического конуса 120, степени точности АТ8:
Метрический 120 АТ8 ГОСТ 25557-2016
4.3 Предельные отклонения размеров конусов — по ГОСТ 2848.
4.4 Центровые отверстия — по ГОСТ 14034.
Приложение ДА (справочное).
Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Приложение ДА
(справочное)
Таблица ДА.1
Разделы, пункты настоящего стандарта, включающие дополнительные положения | Объяснение причин включения дополнительных положений | |
Раздел | Пункт |
|
4 | 4. | Пример условного обозначения необходим для заказа инструмента с конусами Морзе или метрическими |
| 4.3 4.4 | Требования, необходимые для изготовления конусов |
 2
2
Приложение ДБ (справочное).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Приложение ДБ
(справочное)
Таблица ДБ.1
Структура настоящего стандарта | Структура международного стандарта ISO 296:1991 | ||
Раздел | Пункт | Раздел | Пункт |
1 | |||
ГОСТ 25557-2006 Конусы инструментальные. Основные размеры
Основные размеры
 Основные размеры
Основные размерыТекст ГОСТ 25557-2006 Конусы инструментальные. Основные размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
25557
2006
(ИСО 296:1991)
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
Основные размеры
ISO 296:1991
Machine tools — Self-holding tapers for tool shanks
(MOD)
Издание официальное
CO
о
о
CM
N
CO
Ш
Москва
Стандартинформ
2007
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0—92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикистан |
Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 296:1991 «Станки. Самозажимные конусы хвостовиков инструментов» (ISO 296:1991 «Machine tools — Self-holding tapers for tool shanks»).
Самозажимные конусы хвостовиков инструментов» (ISO 296:1991 «Machine tools — Self-holding tapers for tool shanks»).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6). При этом дополнительные положения, а также фразы и отдельные слова, включенные в текст стандарта для учета потребностей национальной экономики указанных выше государств и особенностей межгосударственной стандартизации, выделены курсивом.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Б
5 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2007 г. № 171-ст межгосударственный стандарт ГОСТ 25557—2006 (ИСО 296:1991) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВЗАМЕН ГОСТ 25557—82
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
© Стандартинформ, 2007
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Поправка к ГОСТ 25557—2006 (ИСО 296:1991) Конусы инструментальные. Основные размеры
В каком месте | Напечатано | Должно быть |
Пункт 3.1. Таблица 1. | и конус Морзе № 10 | и конус Морзе № 0 |
Графа «Размер, мм» | ||
(ИУС №5 2008 г.) |
ГОСТ 25557—2006 (ИСО 296:1991)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ Основные размеры
Machine tools tapers. Basic dimensions
Basic dimensions
Дата введения — 2008—01—01
1 Область применения
Настоящий стандарт устанавливает размеры наружных и внутренних конусов инструментальных хвостовиков трех категорий:
a) общего применения;
b) малые;
c) большие.
Настоящий стандарт также определяет размеры пазов канавок и отверстий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2848—75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 14034—74 Отверстия центровые. Размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Диапазон и размеры конусов
3.1 Рекомендованные инструментальные конусы представлены в таблице 1.
Таблица 1
Категория конуса | Размер, мм | Размер, дюйм |
Конус общего применения | Конус Морзе № 1 — № 6 | Конус Морзе № 1 — № 6 |
Малый конус | Метрические конусы № 4 и № 6 и конус Морзе № 10 | Конусы Браун и Шарп № 1 — № 3 |
Большой конус | Метрические конусы № 80 — № 200 | — |
Примечание — Кроме конусов Морзе с резьбовым отверстием, конусы Морзе № 1 — № 6, изготовленные в метрической или в дюймовой системах, являются строго взаимозаменяемыми, хотя и не абсолютно идентичными. |
Издание официальное
3. 2 Размеры конусов должны соответствовать размерам, указанным на рисунках 1,2 и в таблицах 2 и А.1 (приложение А).
2 Размеры конусов должны соответствовать размерам, указанным на рисунках 1,2 и в таблицах 2 и А.1 (приложение А).
X
Рисунок 1
X
Рисунок 2
Конусы Морзе № 0 — № 6 и метрические конусы
Таблица 2
Размеры в миллиметрах
Наименование конуса | Метриче ский | Морзе | Метрический | ||||||||||||
Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
0,62460:12 | 0,59858:12 | 0,59941:12 | 0,60235:12 | 0,62326:12 | 0,63151:12 | 0,62565:12 | |||||||||
Конусность | 1:20 = | = 0,05 | = 1:19,212 | = 1:20,047 | = 1:20,020 | = 1:19,992 | = 1:19,254 | = 1:19,002 | = 1:19,180 | 1 | 20 = 0,0 | 5 | |||
=0,05205 | = 0,04988 | = 0,04995 | = 0,05020 | = 0,05194 | = 0,05263 | = 0,05214 | |||||||||
3 | 4,0 | 6,0 | 9,045 | 12,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80,0 | 100,0 | 120,0 | 160,0 | 200,0 | |
Наруж- | а | 2,0 | 3,0 | 3,0 | 3,5 | 5,0 | 5,0 | 6,5 | 6,5 | 8,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 |
ный конус | ОТ | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
Df | — | — | — | — | 15,0 | 21,0 | 26,0 | 40,0 | 56,0 | — | — | — | — | — | |
(Я) | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 | |
df) | — | — | — | Мб | M10 | M12 | M16 | M20 | M24 | МЗО | М36 | М36 | М48 | М48 | |
ДО | — | — | 6,1 | 9,0 | 14,0 | 19,1 | 25,2 | 36,5 | 52,4 | 69,0 | 87,0 | 105,0 | 141,0 | 177,0 | |
^3 max | — | — | 6,0 | 8,7 | 13,5 | 18,5 | 24,5 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
^4 max | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 | |
— | — | — | 6,4 | 10,5 | 13,0 | 17,0 | 21,0 | 26,0 | — | — | — | — | — | ||
4 | — | — | — | 8,0 | 12,5 | 15,0 | 20,0 | 26,0 | 31,0 | — | — | — | — | — | |
h пах | — | — | — | 8,5 | 13,2 | 17,0 | 22,0 | 30,0 | 11,5 | — | — | — | — | — | |
^1 max | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 | |
k max | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 | |
io. | — | — | — | — | 20,0 | 29,0 | 39,0 | 51,0 | 81,0 | — | — | — | — | — | |
io.i | — | — | — | — | 34,0 | 43,0 | 55,0 | 69,0 | 99,0 | — | — | — | — | — | |
‘n | — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — | |
k | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | |
P | — | — | — | 3,3 | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
b | _ | _ | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
h23 | |||||||||||||||
c3) | — | — | 6,5 | 8,5 | 10,0 | 13,0 | 16,0 | 19,0 | 27,0 | 24,0 | 28,0 | 32,0 | 40,0 | 48,0 |
1“Оѻà 25557-2006
Окончание таблицы 2 Размеры в миллиметрах
Наименование конуса | Метриче ский | Морзе | Mf | зтрический | |||||||||||
Обозначение конуса | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 | |
0,62460:12 | 0,59858:12 | 0,59941:12 | 0,60235:12 | 0,62326:12 | 0,63151:12 | 0,62565:12 | |||||||||
Конусность | 1:20 | = 0,05 | = 1:19,212 | = 1:20,047 | = 1:20,020 | = 1:19,992 | = 1:19,254 | = 1:19,002 | = 1:19,180 | 1 | :20 = 0,0 | 5 | |||
= 0,05205 | = 0,04988 | = 0,04995 | = 0,05020 | =0,05194 | = 0,05263 | = 0,05214 | |||||||||
Наруж- | епах | — | — | 10,5 | 13,5 | 16,0 | 20,0 | 24,0 | 29,0 | 40,0 | 48,0 | 58,0 | 68,0 | 88,0 | 108,0 |
ный 1/ПШ/Г | Уп | — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
l\UnyO | ^тах | — | — | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 18,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 |
Г | — | — | 1,0 | 1,2 | i,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 5,0 | 6,0 | 8,0 | 10,0 | |
^тах | 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | 7,0 | 9,0 | 10,0 | 16,0 | 24,0 | 30,0 | 36,0 | 48,0 | 60,0 | |
Внутрен- | ^5 | 3 | 4,6 | 6,7 | 9,7 | 14,9 | 20,2 | 26,5 | 38,2 | 54,6 | 71,5 | 90,0 | 108,5 | 145,5 | 182,5 |
ний | Н11 | ||||||||||||||
конус | ^6 min | — | — | — | 7,0 | 11,5 | 14,0 | 18,0 | 23,0 | 27,0 | 33,0 | 39,0 | 39,0 | 52,0 | 52,0 |
— | — | — | — | 19,5 | 24,5 | 32,0 | 44,0 | 63,0 | — | — | — | — | — | ||
^5 min | 25,0 | 34,0 | 52,0 | 56,0 | 67,0 | 84,0 | 107,0 | 135,0 | 188,0 | 202,0 | 240,0 | 276,0 | 350,0 | 424,0 | |
к | 21,0 | 29,0 | 49,0 | 52,0 | 62,0 | 78,0 | 98,0 | 125,0 | 177,0 | 186,0 | 220,0 | 254,0 | 321,0 | 388,0 | |
к | — | — | — | — | 22,0 | 31,0 | 41,0 | 53,0 | 83,0 | — | — | — | — | — | |
k | — | — | — | — | 32,0 | 41,0 | 53,0 | 67,0 | 97,0 | — | — | — | — | — | |
k | — | — | — | — | 27,0 | 36,0 | 47,0 | 60,0 | 90,0 | — | — | — | — | — | |
g | 2,2 | 3,2 | 3,9 | 5,2 | 6,3 | 7,9 | 11,9 | 15,9 | 19,0 | 26,0 | 32,0 | 38,0 | 50,0 | 62,0 | |
A13 | |||||||||||||||
h | 8,0 | 12,0 | 15,0 | 19,0 | 22,0 | 27,0 | 32,0 | 38,0 | 47,0 | 52,0 | 60,0 | 70,0 | 90,0 | 110,0 | |
P | — | — | — | — | 4,2 | 5,0 | 6,8 | 8,5 | 10,2 | — | — | — | — | — | |
г») | 0,5 | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 |
^ Для D1 и d или d2 приблизительные значения даны только для руководства.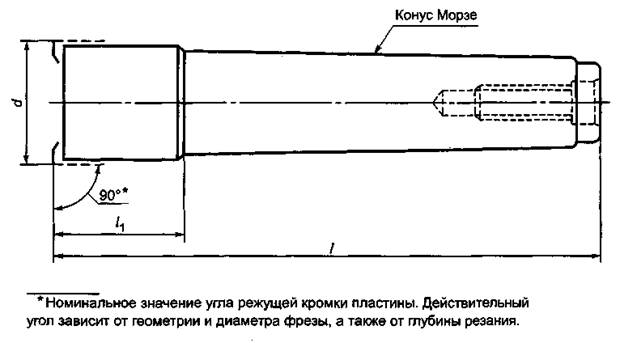 —номинальный диаметр метрической резьбы М.
—номинальный диаметр метрической резьбы М.
В каждом случае на детали должен быть промаркирован соответствующий символ М.
3) Допускается увеличивать длину с до размера е.
4) z- максимально допустимое отклонение при проверке конуса калибром.
ГОСТ 25557-2006
3.3 Применяемый тип резьбы для резьбовых отверстий:
— для метрических — метрическая резьба М;
— для дюймовых — дюймовая резьба UNC.
3.4 Допуски по углу конуса, методы и средства контроля конусов инструментов — по ГОСТ 2848.
3.5 Отверстия центровые
Размеры — по ГОСТ 14034.
4 Обозначения хвостовиков
4.1 В зависимости от конструкции инструментальный хвостовик должен иметь соответствующее обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
АЕ — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕК — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕК — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
Приложение А.1 (рекомендуемое)
Конусы Морзе № 0 — № 6 и конусы Браун Шарп № 1 — № 3
Таблица А.1
Размеры в дюймах
Наименование конуса | Конус Браун и Шарп | Конус Морзе | ||||||||
Обозначение конуса | 0 | 1 | 2 | 1 | 2 | 3 | 4 | 5 | 6 | |
0,502:12 = | 0,502:12 = | 0,502:12 = | 0,59858:12 = | 0,59941:12 = | 0,60235:12 = | 0,62326:12 = | 0,63151:12 = | 0,62565:12 = | ||
Конусность | = 1:23,904 = | = 1:23,904 = | = 1:23,904 = | = 1:20,047 = | = 1:20,02 = | = 1:19,922 = | = 1:19,254 = | = 1:19,002 = | = 1:19,18 = | |
= 0,04183 | = 0,04183 | = 0,04183 | = 0,04988 | =0,04995 | = 0,0502 | = 0,05194 | = 0,05263 | = 0,05214 | ||
1 | 0. | 0.29968 | 0.37525 | 0.475 | 0.7 | 0.938 | 1,231 | 1.748 | 2.494 | |
Наруж | а | 3/32 | 3/32 | 3/32 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 1/16 |
ный | D,1) | 0,243 14 | 0,30360 | 0,37917 | 0,48120 | 0,70940 | 0,94740 | 1,2440 | 1,76120 | 2,51030 |
конус | 02 | — | — | — | 0,3937 | 0,5906 | 0,8268 | 1,1024 | 1,5748 | 2,2047 |
Й | 0,20000 | 0,25000 | 0,31250 | 0,3690 | 0,5720 | 0,7780 | 1,0200 | 1,47500 | 2,1160 | |
d/l | — | — | — | UNC1/4 | UNC3/8 | UNC1/2 | UNC5/8 | UNC5/8 | UNC1 | |
</211 | 0,18954 | 0,23693 | 0,29681 | 0,35340 | 0,5533 | 0,7529 | 0,9908 | 1,43880 | 2,0639 | |
0^ 3 max | 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 113/32 | 2 | |
^ 4 max | 11/64 | 7/32 | 9/32 | 11/32 | 17/32 | 23/32 | 31/32 | 113/32 | 2 | |
— | — | — | 0,25197 | 0,41338 | 0,51181 | 0,66929 | 0,82677 | 1,02362 | ||
— | — | — | 0,31496 | 0,49212 | 0,59055 | 0,78740 | 1,02362 | 1,22047 | ||
dio max | — | — | — | 0,33464 | 0,51968 | 0,68929 | 0,86614 | 1,18110 | 1,41732 | |
k max | 15/16 | 13/16 | 11/2 | 21/8 | 29/16 | 33/16 | 41/16 | 53/16 | 71/4 | |
^2 max | 11/32 | 19/32 | 119/32 | 21/4 | 23/4 | 33/8 | 45/16 | 57/16 | 79/16 | |
h | 13/16 | 11/2 | 17/8 | 27/16 | 215/16 | 311/16 | 45/8 | 57/8 | 81/4 | |
j-0,004 7 | 19/32 | 119/32 | 131/32 | 29/16 | 31/8 | 37/8 | 47/8 | 61/8 | 89/16 | |
‘4 max | — | — | — | 19/32 | 25/32 | 19/64 | 117/32 | 2 | 33/16 | |
^-0,004 | — | — | — | 13/16 | 111/32 | 119/64 | 23/16 | 223/32 | 329/32 | |
k Л | — | — | — | 0,15748 | 0,19685 | 0,21653 | 0,32283 | 0,39370 | 0,45275 | |
°-0,004 | — | — | — | — | 1,06299 | 1,41732 | 1,85039 | 2,36220 | 3,54330 | |
/ц | — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | |
/l2 P | 0,12500 | 0,15620 | 0,18750 | 0,20310 | 0,25000 | 0,31250 | 0,46870 | 0,62500 | 0,75000 | |
b | 1/4 | 5/16 | 3/8 | 11/32 | 13/32 | 17/32 | 5/8 | 3/4 | 11/16 | |
h22 | 0,38100 | 0,45500 | 0,53200 | 0,5200 | 0,66000 | 0,83 | 0,96000 | 1,15 | 1,58 | |
(?) | — | — | — | 1/2 | 3/4 | 0,94488 | 11/4 | 11/4 | 1,85040 | |
ётх | 3/16 | 3/16 | 3/16 | 3/16 | 1/4 | 9/32 | 5/16 | 0,47244 | 0,70866 | |
lmx | 1/32 | 1/32 | 3/64 | 3/64 | 1/16 | 5/64 | 3/32 | 1/8 | 5/32 | |
^max r | 1/8 | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 | 1/4 | 5/16 | 3/8 | |
‘max |
 23922
23922ПОСТ 25557-2006
Окончание таблицы A. 1
1
Размеры в дюймах
Наименование конуса | Конус Браун и Шарп | Конус Морзе | ||||||||
Обозначение конуса | 0 | 1 | 2 | 1 | 2 | 3 | 4 | 5 | 6 | |
0,502:12 = | 0,502:12 = | 0,502:12 = | 0,59858:12 = | 0,59941:12 = | 0,60235:12 = | 0,62326:12 = | 0,63151:12 = | 0,62565:12 = | ||
Конусность | = 1:23,904 = | = 1:23,904 = | = 1:23,904 = | = 1:20,047 = | = 1:20,02 = | = 1:19,922 = | = 1:19,254 = | = 1:19,002 = | = 1:19,18 = | |
= 0,04183 | = 0,04183 | = 0,04183 | = 0,04988 | = 0,04995 | = 0,0502 | = 0,05194 | = 0,05263 | = 0,05214 | ||
Внутренний | ^5 | 0,203 | 0,255 | 0,319 | 0,37800 | 0,58800 | 0,79700 | 1,044 | 1,502 | 2,15748 |
конус | Н11 | |||||||||
^6 min | — | — | — | 9/32 | 7/16 | 9/16 | 11/16 | 11/16 | 11/8 | |
— | — | — | 17/32 | 49/64 | 31/32 | 117/64 | 147/64 | 231/64 | ||
^5 min | 1 | 11/4 | 19/16 | 23/16 | 221/32 | 39/32 | 45/32 | 55/16 | 73/8 | |
k | 29/32 | 11/8 | 113/32 | 21/16 | 21/2 | 31/16 | 37/8 | 415/16 | 7 | |
k | — | — | — | 43/64 | 7/8 | 17/32 | 139/64 | 23/32 | 317/64 | |
k | — | — | — | 11/16 | 117/64 | 139/64 | 23/32 | 241/64 | 313/16 | |
k | — | — | — | — | 1,06299 | 1,41732 | 1,85039 | 2,3622 | 3,5433 | |
9 | 0,141 | 0,172 | 0,203 | 0,2230 | 0,27 | 0,33300 | 0,493 | 0,65 | 0,78 | |
h22 | ||||||||||
h | 13/32 | 9/16 | 23/32 | 3/4 | 7/8 | 11/8 | 11/4 | 11/2 | 17/8 | |
P | — | — | — | 1/8 | 11/64 | 13/64 | 9/32 | 21/64 | 13/32 | |
Z4) | 0,04 | 0,04 | 0,04 | 0,0393 | 0,03930 | 0,03930 | 0,03930 | 0,0393 | 0,0393 | |
^ Для D1 и d или d2 приблизительные значения даны только для руководства. | ||||||||||
(Действительные значения получаются из действительных значений а и L или | L соответственно с учетом коэффициента конусности и основного раз- | |||||||||
мера D) | ||||||||||
ц- | номинальный диаметр резьбы UNC. | |||||||||
В каждом случае на детали должен быть промаркирован соответствующим символ UNC. | ||||||||||
3) Допускается увеличивать длину с до размера е | ||||||||||
4>z- | максимально допустимое отклонение при проверке конуса калибром. |

1“Оѻà 25557-2006
Приложение Б (справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем
международного стандарта
Таблица Б.1
Структура международного стандарта ИСО 296 | Структура настоящего стандарта |
1 Диапазон | 1 Область применения |
2 Нормативная ссылка | 2 Нормативные ссылки |
3 Допуски по углу конуса | 3 Диапазон и размеры конусов |
4 Размеры | 4 Обозначение хвостовиков |
— | Приложение А (рекомендуемое) |
УДК 621.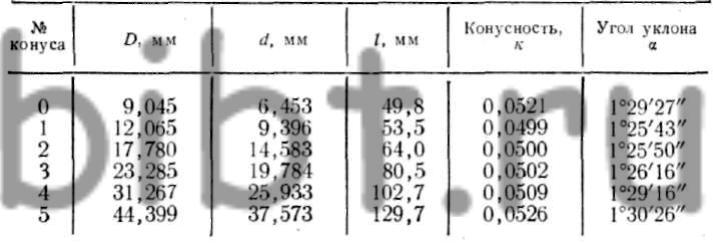 . Бумага офсетная. Гарнитура Ариал. Печать офсетная. Уел. печ. л. 1,40. Уч.-изд. л. 1,10. Тираж 473экз. Зак. 878.
. Бумага офсетная. Гарнитура Ариал. Печать офсетная. Уел. печ. л. 1,40. Уч.-изд. л. 1,10. Тираж 473экз. Зак. 878.
, 123995 Москва, Гранатный пер., 4.
Набрано во на ПЭВМ.
Отпечатано в филиале — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
ГОСТ 9953-82 Конусы инструментов укороченные. Основные размеры
Текст ГОСТ 9953-82 Конусы инструментов укороченные. Основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 9953—82 (СТ СЭВ 148—75J
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.9.02-434.5 : 006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ Основные размеры | ГОСТ 9953*82 |
Shortened tapers of tools. Basic dimensions | (CI СЭВ 148—75) Взамен ГОСТ 9953—67 |
Постановлением Государственного комитета СССР по стандартам от 8 апреля 1982 г. № 1473 срок введения установлен
№ 1473 срок введения установлен
с 01.07.83
Несоблюдение стандарта яреследуется по закону
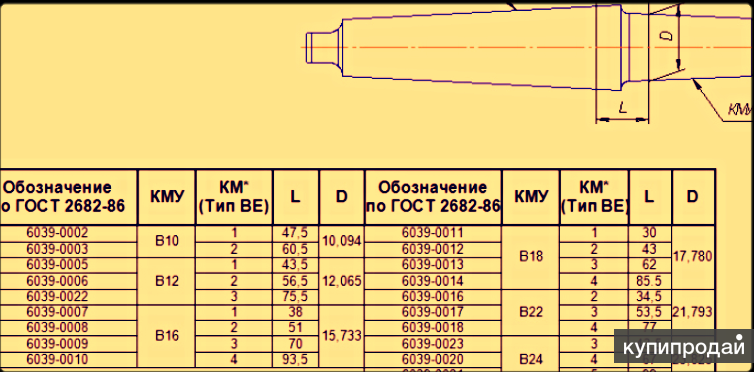
1. Настоящий стандарт распространяется на укороченные инструментальные конусы Морзе.
Стандарт полностью соответствует СТ СЭВ 148—75.
2. Основные размеры укороченных инструментальных конусов Морзе В7, В10, В12, В16, В18, В22, В24 без резьбового отверстия должны соответствовать указанным на черт. 1 и в таблице, конусов Морзе В12, В18, В24, В32, В45 с резьбовым отверстием — на черт. 2 и в таблице.
* г — наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D> от ее теоретического положения.
** Размеры для справок.
Черт. 1
Издание официальное ★
Перепечатка воспрещена
Переиздание. Ноябрь 1986 г.
© Издательство стандартов, 1987
* Размеры для справок.
Черт. 2
Размеры в мм
Обозначение величины конуса | Конус Морзе | Конусность | Угол конуса 2а | D | Di | d | dx | h | h | a, не более | b | C |
В7 | 0 | 1:19,212=0,05205 | 2°58’54» | 7,067 | 7,2 | 6,5 | 6,8 | i 11,0 | i 14,0 | 3,0 | 3,0 | 0,5 |
В10 | 1 | 1 *. | 2°51’26» | 10,094 | 10,3 | 9.4 | 9,8 | 14,5 | 18,0 | 3,5 | 3,5 | 1.0 |
В12 | 12,065 | 12,2 | 11.1 | 11,5 | 18,5 | 22,0 | ||||||
В16 | Л | 1:20,020=0,04995 | 2°51’41» | 15.733 | 16,0 | 14,5 | 15,0 | 24,0 | 29,0 | 4,0 | 1.5 | |
В18 | 2 | 17,780 | 18,0 | 16,2 | 16,8 | 32,0 | 37,0 | 5,0 | ||||
В22 | Л | 1:19,922 = 0,05020 | 2°52’32» | 21,793 | 22,0 | 19,8 | 20,5 | 40,5 | 45,5 | 4,5 | ||
В24 | 3 | 23,825 | 24,1 | 21,3 | 22,0 | 50,5 | 55,5 | 2,0 | ||||
В32 | 4 | 1 :19,254 = 0,05194 | 2°58’31» | 31,267 | 31,6 | 28,6 | 51,0 | 57,5 | 6,5 | |||
В45 | 5 | 1:19,002=0,05263 | Зо00’53» | 44,399 | 44,7 | 41,0 | — | 64,5 | 71,0 |
 20,047 = 0,04988
20,047 = 0,04988Примечания:
1. Размеры Di я d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров d и /ь
Размеры Di я d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров d и /ь
2. Угол конуса 2 а подсчитан по величине конусности с округлением до 1″.
3. Предельные отклонения размеров укороченных конусов — по ГОСТ 2848—75.
4. Центровые отверстия для конусов Морзе В12, В18, В24, В32 и В45 — формы Р по ГОСТ 14034—74.
Допускается изготовление центрового отверстия размерами, указанными в рекомендуемом приложении.
ГОСТ 9953—82 Стр.
ПРИЛОЖЕНИЕ
Рекомендуемое
РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА
мм