Монтажный шов — это… Что такое Монтажный шов?
- Монтажный шов
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
3.10 монтажный шов : Элемент узла примыкания, представляющий собой комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий из себя комбинацию из различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
3.5 монтажный шов: Элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками.

Монтажный шов — элемент узла примыкания, представляющий собой комбинацию изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
3.5 монтажный шов: Элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками.
Монтажный шов
—
Элемент узла примыкания, представляющий комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками

Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Монтажный шаблон электрооборудования
- монтажный элемент
Смотреть что такое «Монтажный шов» в других словарях:
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками.
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Силовое эксплуатационное воздействие на монтажный шов
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации.
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
ШОВ МОНТАЖНЫЙ — сварной шов, осуществляемый на месте монтажа конструкций (Болгарский язык; Български) монтажен шев (Чешский язык; Čeština) montážní svar (Немецкий язык; Deutsch) Montageschweißnaht (Венгерский язык; Magyar) szerelő varrat (Монгольский язык)… … Строительный словарь
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема.
Определения термина из разных… … Словарь-справочник терминов нормативно-технической документацииГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node <network>] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
 Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
Определения термина из разных… … Словарь-справочник терминов нормативно-технической документацииШвы сварных соединений — Сварка металлов
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.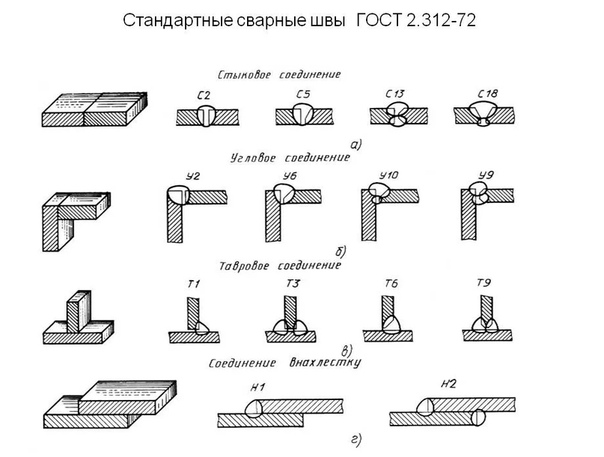 Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.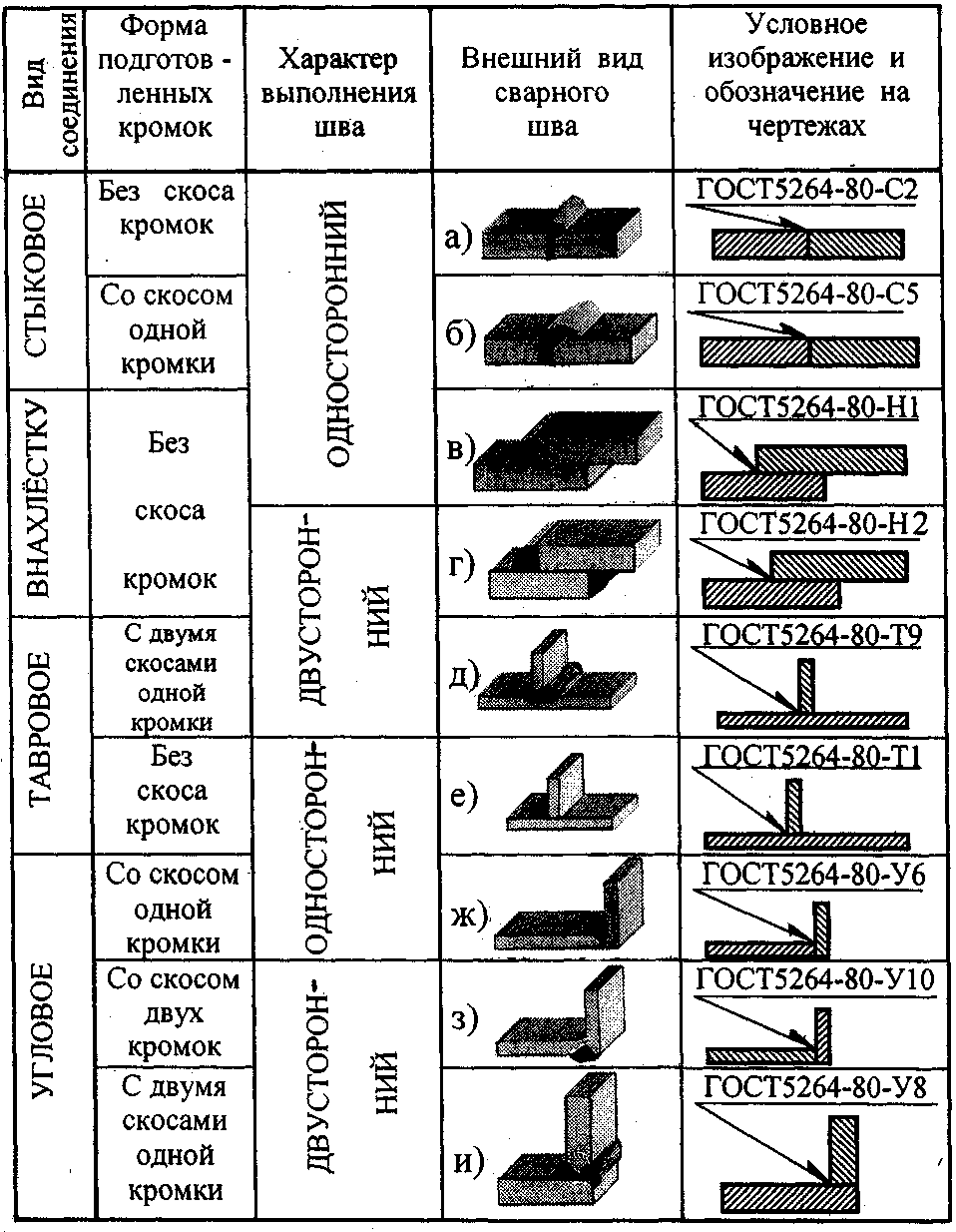
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой:
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях.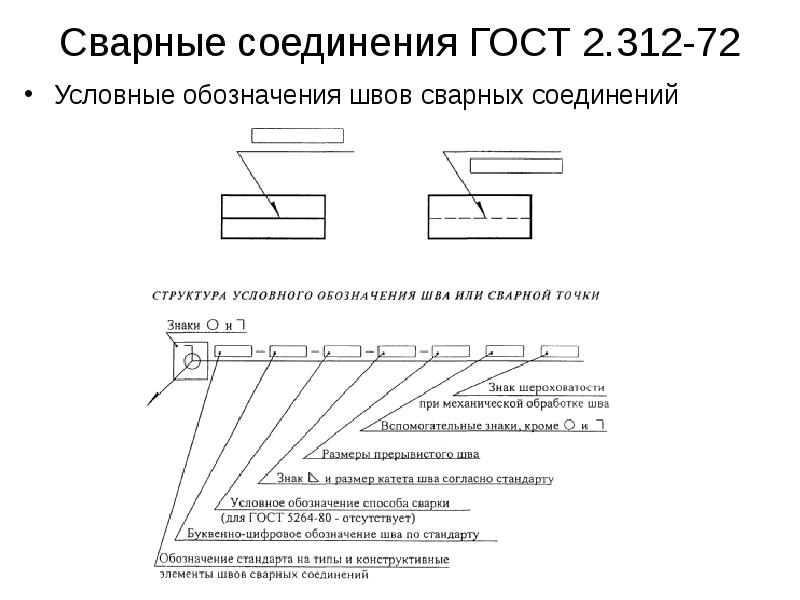
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам:
а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.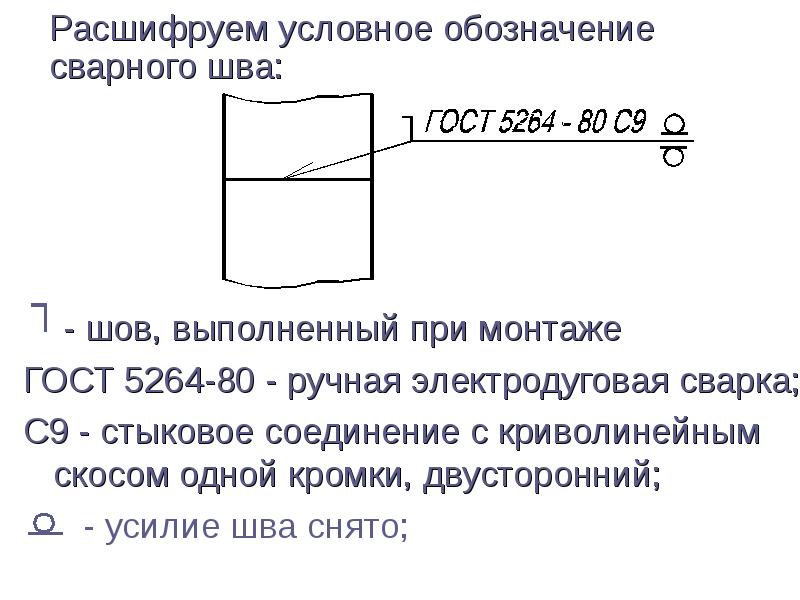
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве:
а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
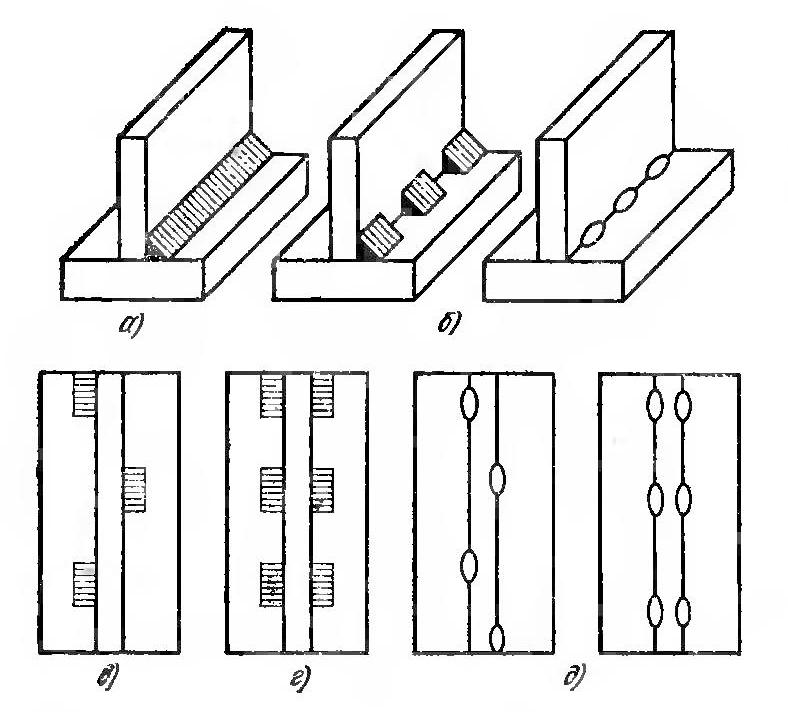
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).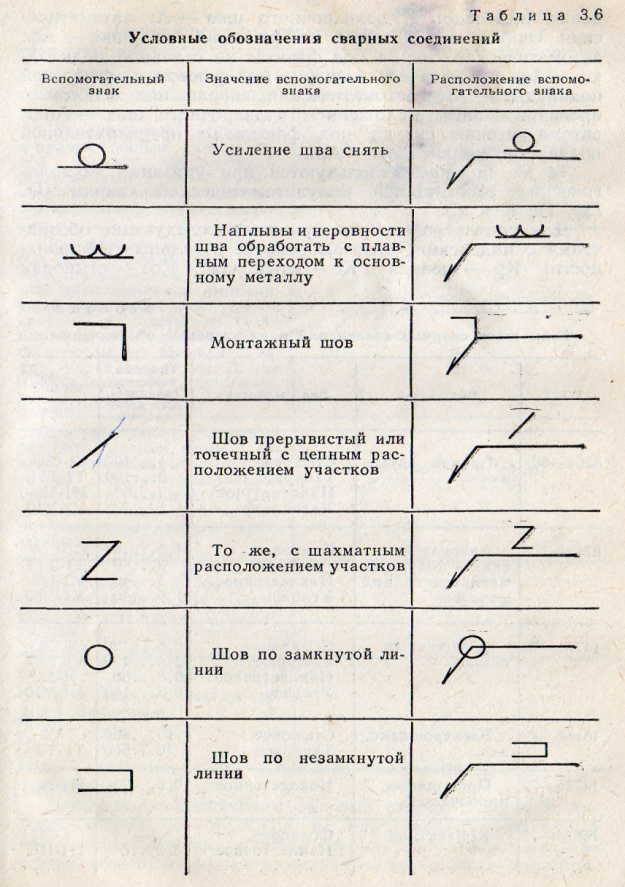
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы:
а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва:
а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия.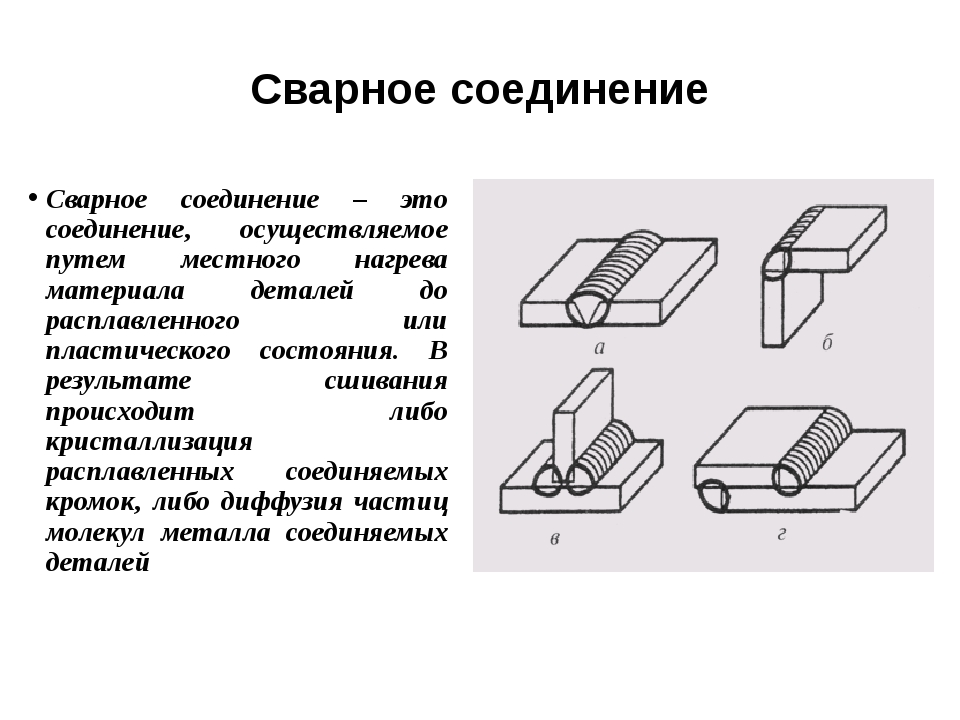 Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).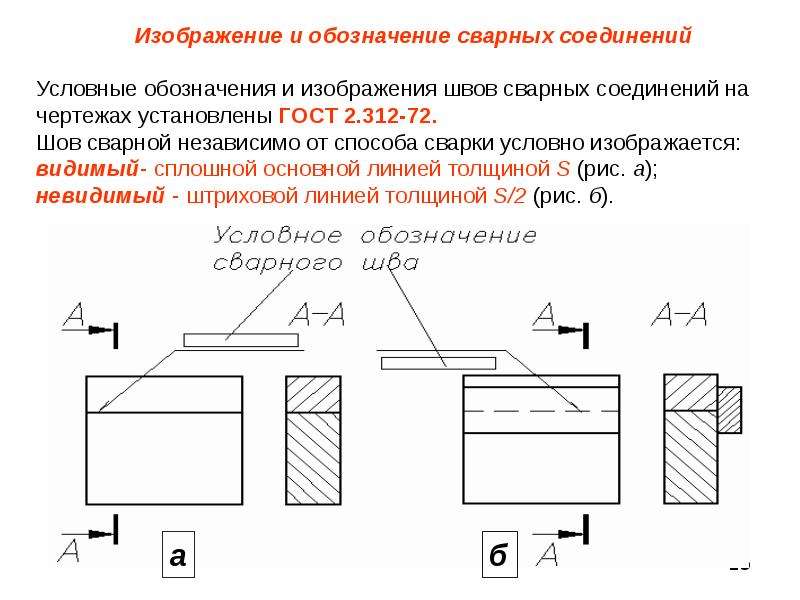
Реклама:
Читать далее:
Типы сварных соединений
Статьи по теме:
Обозначение сварных швов | Сварка и сварщик
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
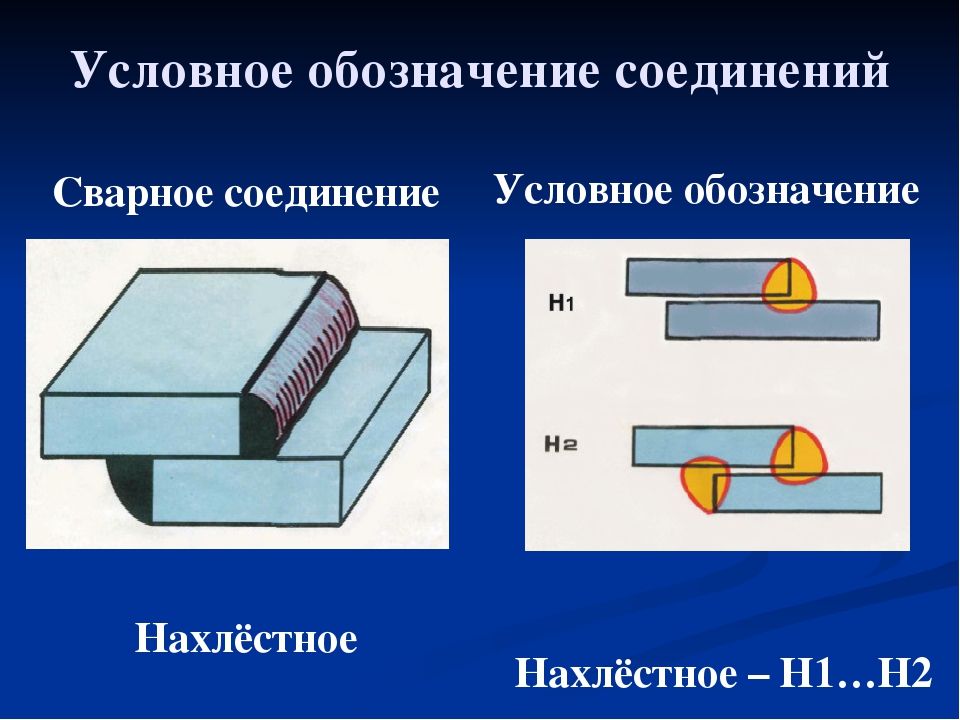
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций.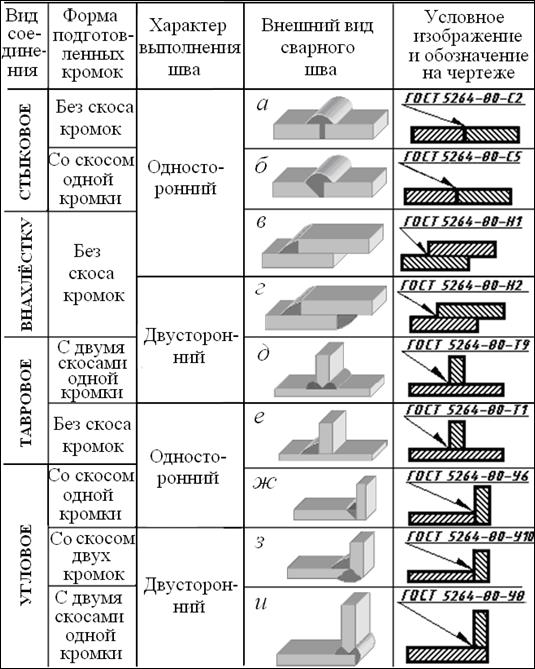 Однако, оно требует достаточно точной подготовки деталей и сборки.
Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.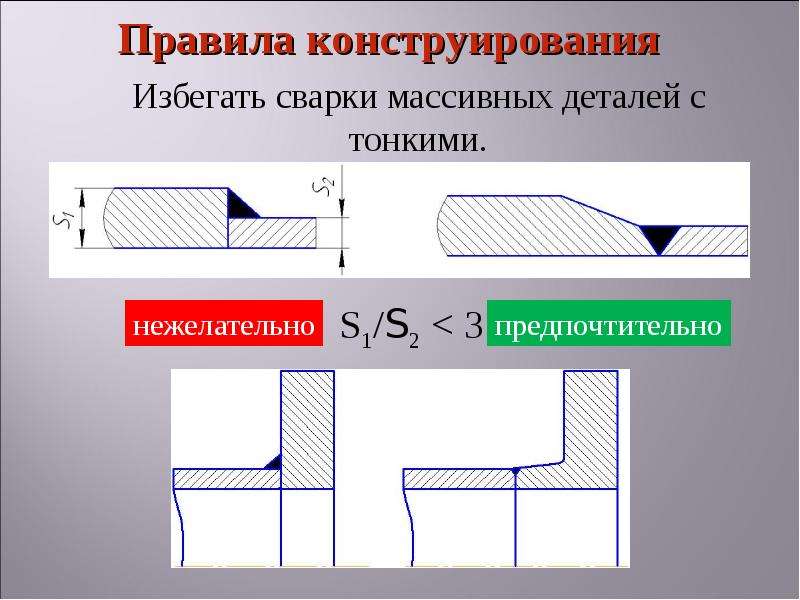
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
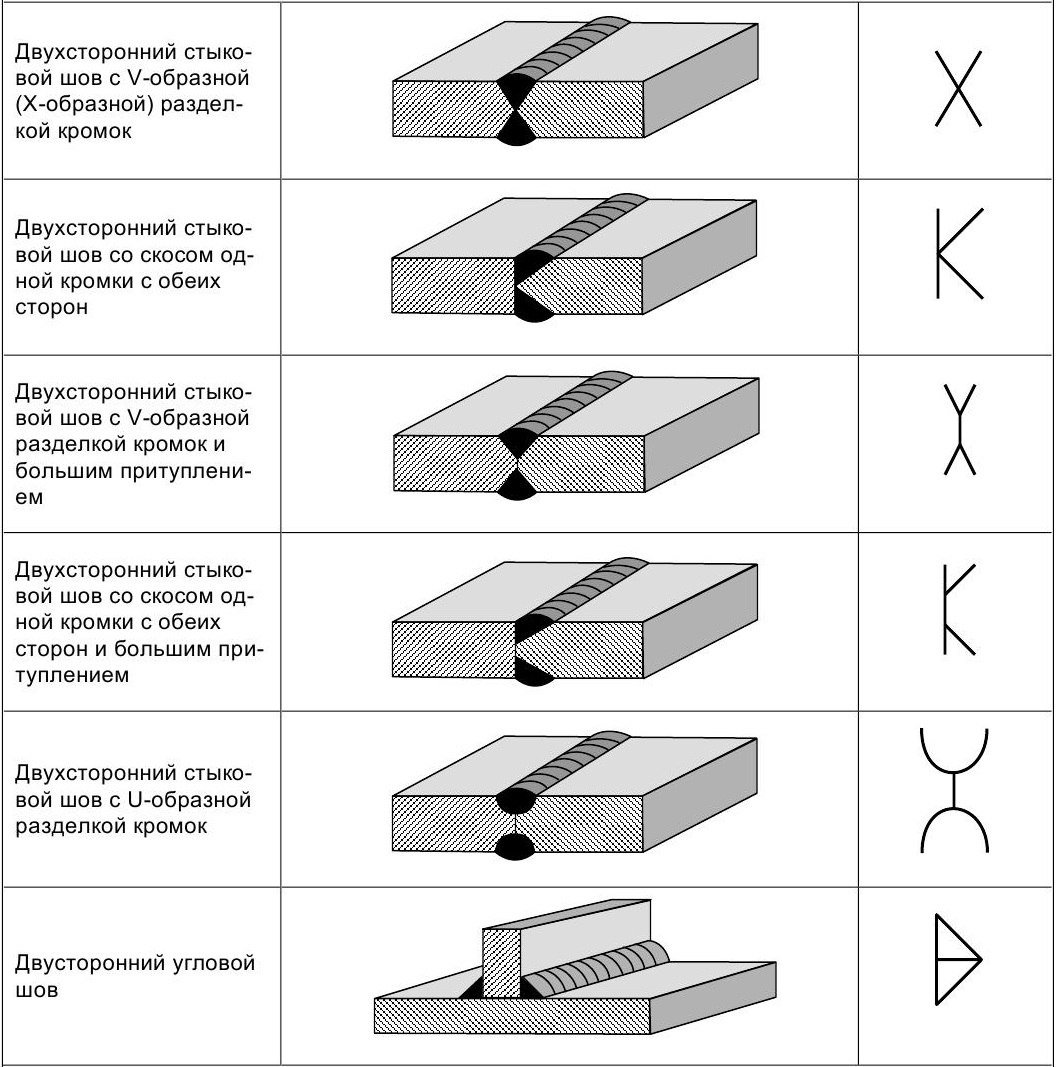
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
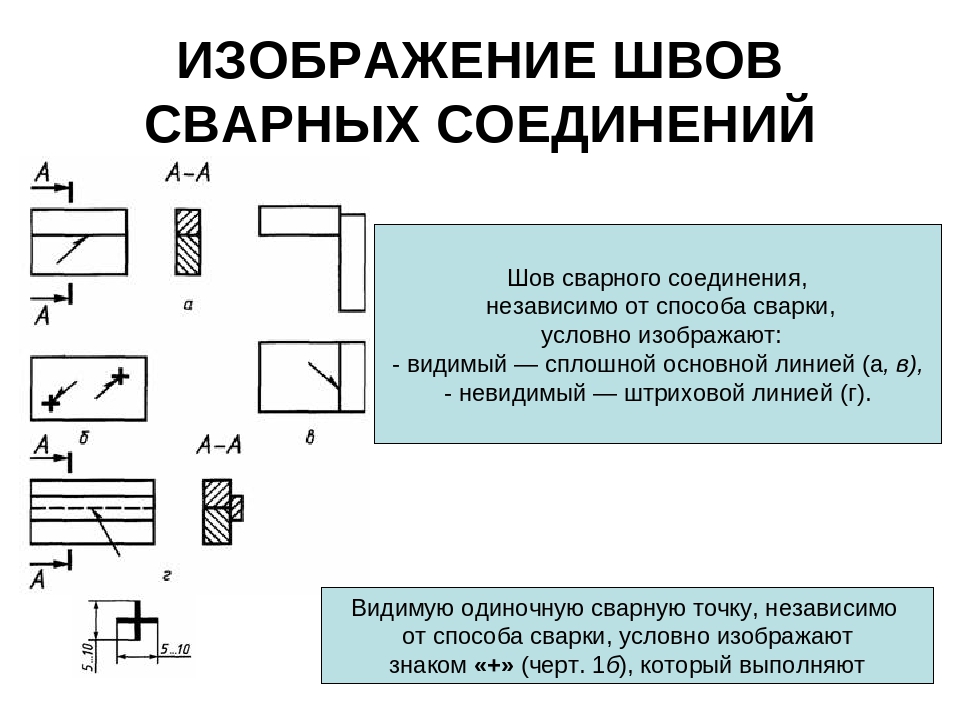
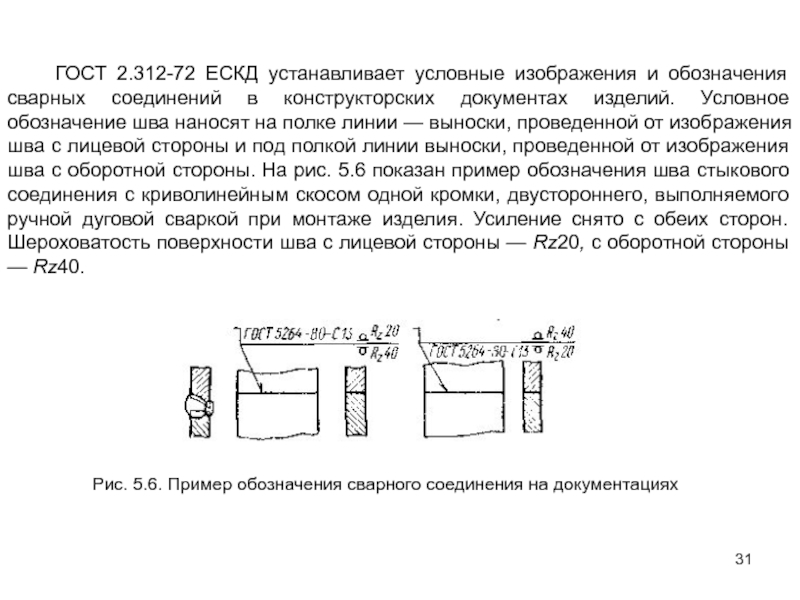
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).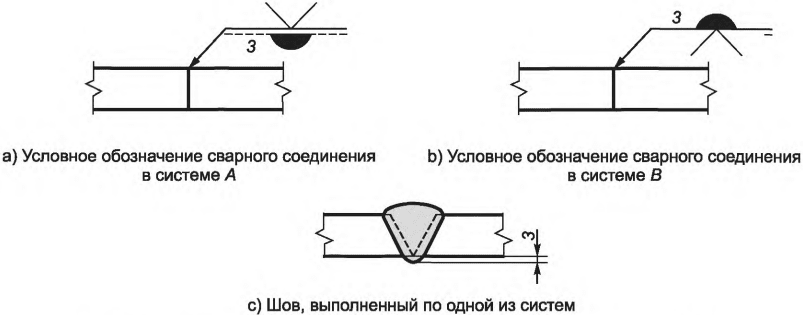
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (?5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (?5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.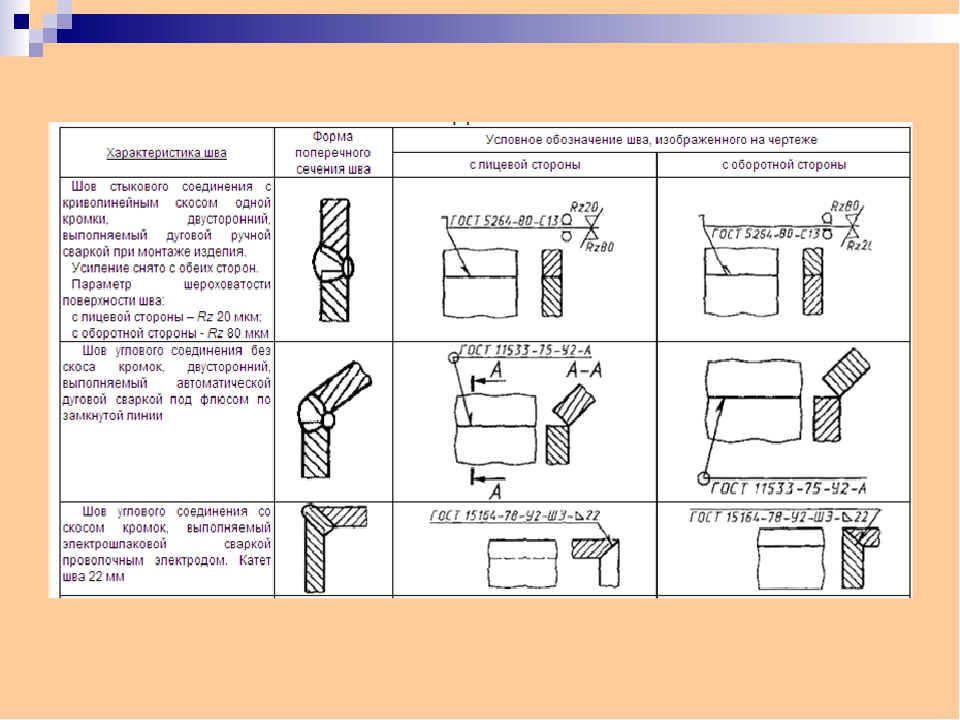
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно.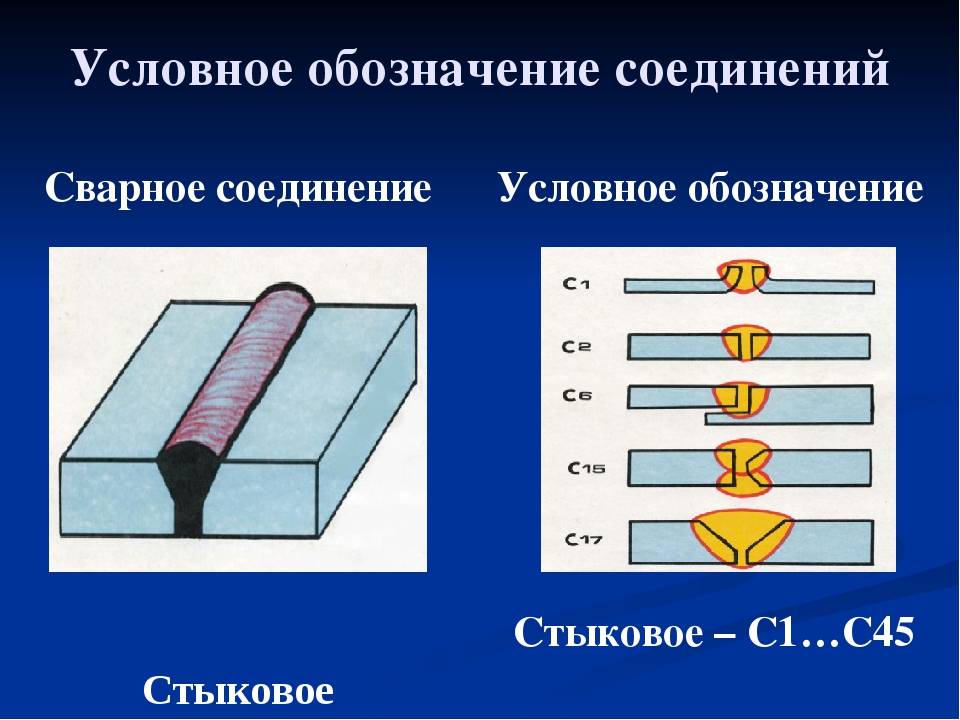 В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.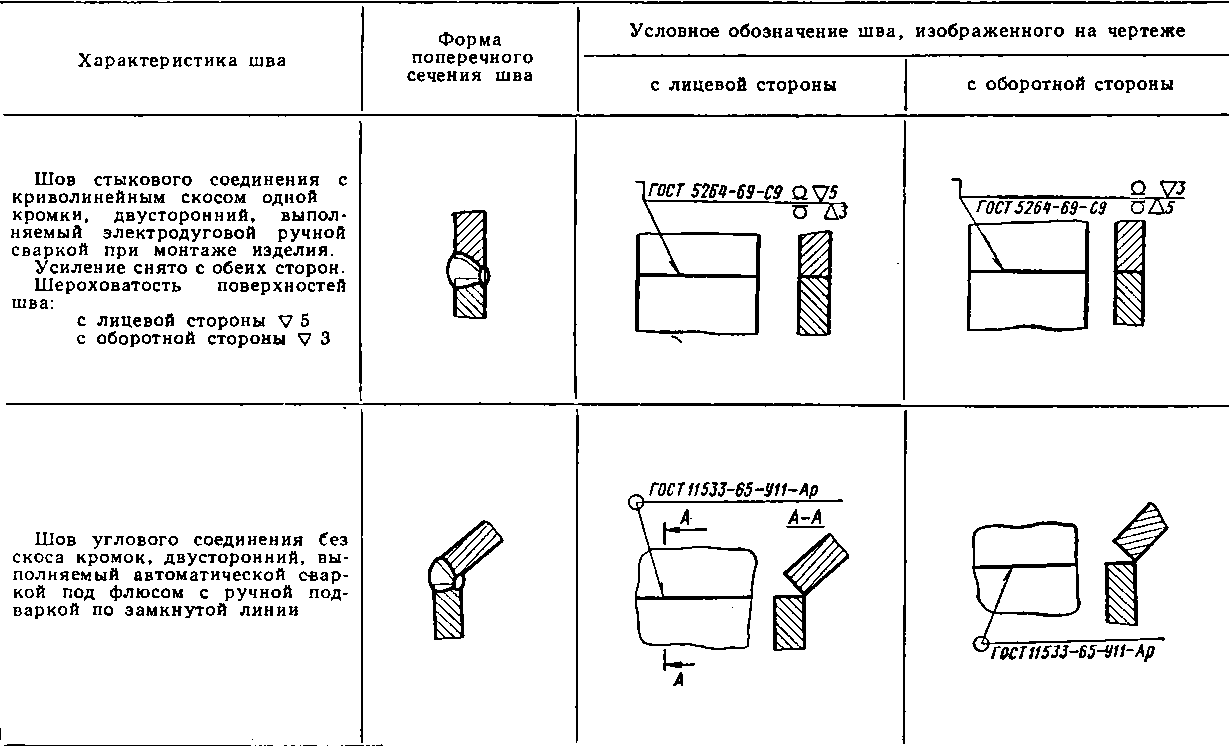
Обозначения швов сварных соединений на чертежах
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Таблица № 1.
Вспомогательные знаки для обозначения сварных швов
№ п/п | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски | |
С лицевой стороны | С оборотной стороны | |||
1 | Усиление шва снять | |||
2 | Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
3 | Шов выполнить при монтаже изделия, т. | |||
4 | Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° | |||
5 | Шов прерывистый или точечный с шахматным расположением | |||
6 | Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
7 | Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
 е. при установке его по монтажному чертежу на месте применения
е. при установке его по монтажному чертежу на месте примененияПримечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2.
Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3.
Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.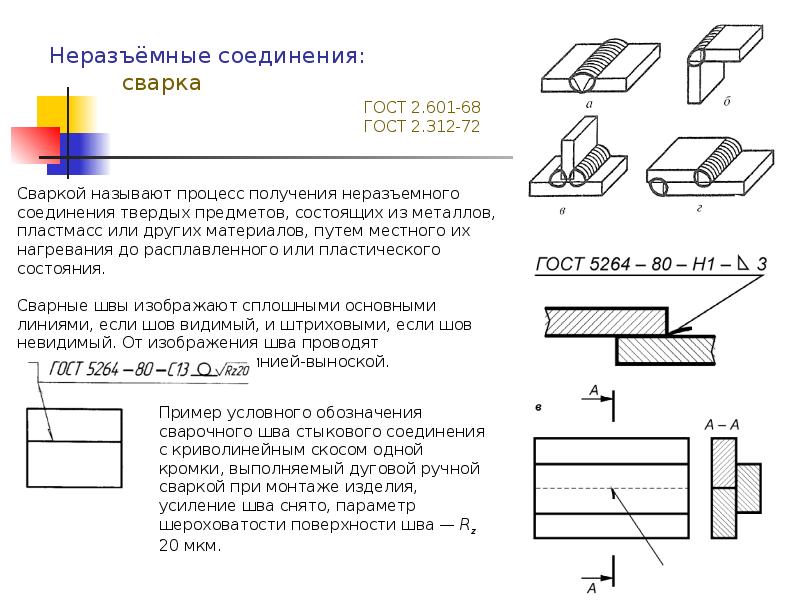
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
гост | Способ сварки | Тип соединения | Условное обозначение шва | |
5264—80 | Ручная дуговая | Стыковое | С … С27; С39; С40 | |
Угловое | У1 … У10 | |||
Тавровое | Т1 … T9 | |||
Нахлесточное | HI; Н2 | |||
11534—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У8 | |
Тавровое | Т1 … Т8 | |||
14771—76 | Дуговая в защитных газах | Стыковое | C1 … С28 | |
Угловое | У1 … У10 | |||
Тавровое | Т1 … T9 | |||
Нахлесточное | Н1 … Н2 | |||
23518—79 | То же (под острыми и тупыми углами) | Угловое | У1 … У10 | |
Тавровое | Т1 … Т9 | |||
8713—79 | Автоматическая под флюсом | Стыковое | Cl … С34 | |
Угловое | У1 … У4 | |||
Тавровое | Tl … Т13 | |||
Нахлесточное | |Н1 … Н6 | |||
11533—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У6 | |
Тавровое | Tl … T9 | |||
14806—80 | Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм) | Стыковое | C1…С27 | |
Угловое | У1…У 14 | |||
Тавровое | Т1…Т12 | |||
Нахлесточное | Н1, Н5 | |||
16098-80 | Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали | Стыковое | Cl…С22 | |
Угловое | У1…У11 | |||
Тавровое | Т1…Т6 | |||
15164-78 | Электрошлаковая | Стыковое | С1…СЗ | |
Угловое | У1…У4 | |||
Тавровое | Т1…ТЗ | |||
14776-79 | Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне | Нахлесточное | Н1…Н6 | |
Тблица № 3
Примеры условных обозначений стандартных швов
Форма поперечного сечения | Условное обозначение шва, изображенного на чертеже | |
с лицевой стороны | с обратной стороны | |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. | ||
Шов угловой, соединение без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии | ||
Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов — по незамкнутой линии; катет шва — 5 мм | ||
 Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20.
Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20.Сварка и сварные соединения. Вспомогательные знаки. Способы чистовой обработки. Условные обозначения монтажной сварки. Условные знаки сварных швов со сквозным проплавлением. |
Вспомогательные знаки используются вместе с условными знаками вида шва и могут указывать на протяженность сварки, внешний вид сварного шва, материал, введенный в разделке сварного соединения, или на выполнение сварки в другом месте, не на заводе. Некоторые вспомогательные знаки применяются в сочетании с основными условными знаками вида шва, а другие размещаются на полке. Такие вспомогательные знаки показаны на рис. 1.
Некоторые вспомогательные знаки применяются в сочетании с основными условными знаками вида шва, а другие размещаются на полке. Такие вспомогательные знаки показаны на рис. 1.
Способы чистовой обработки.
Вспомогательные знаки, задающие контур, указываются вместе с условными знаками вида шва в том случае, когда поверхность завершенного сваркой шва должна быть плоской, выпуклой или вогнутой. Для указания способов достижения нужного контура можно добавлять определенные обозначения механической чистовой обработки. Эти способы механической обработки указываются с помощью буквенного обозначения:
C – строгание;
G – шлифование;
H – ковка;
M – обработка на станке;
R – прокатка;
U – способ не задан.
Если чистовая обработка шва необходима, но способ не определен, может применяться буква «U». Варианты использования вспомогательных обозначений контура и чистовой обработки показаны на рис.2.
Условные обозначения монтажной сварки.
Монтажные сварные швы – это швы, которые выполняются не в заводском цехе или в том месте, где первоначально изготовляются комплектующие изделия или агрегаты. Условный знак, известный под наименованием полевой флажок, размещают над или под полкой или под прямым углом к полке в месте ее соединения со стрелкой. Сторона размещения не имеет особого смысла для требующегося шва. Флажок может быть ориентирован в любом направлении: во встречном или в том же направлении, что и стрелка. Несколько условных обозначений, в которых используется знак монтажной сварки, показаны на рис.3.
Условные знаки сварных швов со сквозным проплавлением.
Условный знак сварного шва со сквозным проплавлением используется только в том случае, когда требуется полное проплавление корня в сочетании с видимой выпуклостью на обратной стороне швов, накладываемых с одной стороны. Условный знак проставляется на той стороне полки, которая противоположна стороне размещения условного знака вида шва. Требования к высоте выпуклости на обратной стороне шва задаются путем размещения указателя нужного размера слева от условного знака сквозного проплавления. Примеры приведены на рис.4. Высота выпуклости на обратной стороне шва может не указываться.
Примеры приведены на рис.4. Высота выпуклости на обратной стороне шва может не указываться.
Обозначение сварных швов на чертежах по ГОСТу
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.

Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Читайте также: Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
 Но в этом случае на подушке;
Но в этом случае на подушке;В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно.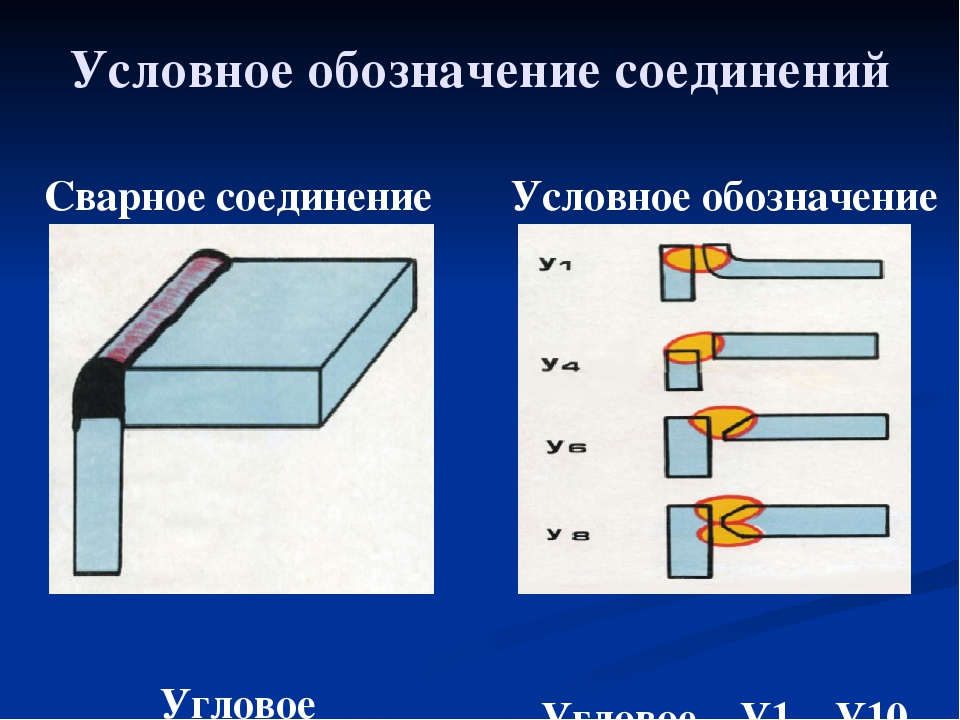 В приведенном примере катет будет равен 6 мм.
В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Обозначение сварных швов на чертежах — Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.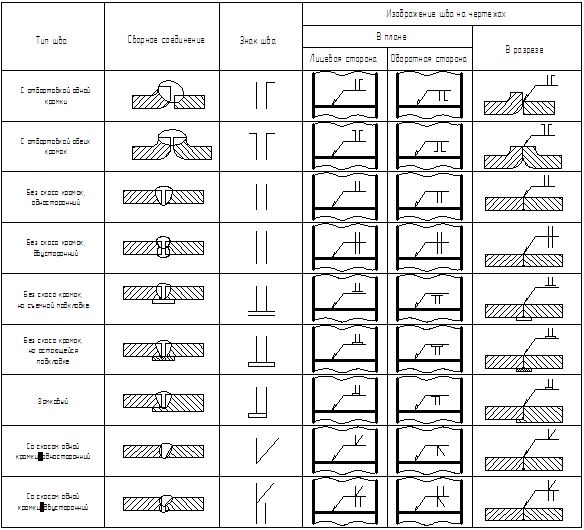 Термины и определения основных понятий ГОСТ 2601-84
Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа —
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
—
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швовВиды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТамВариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Способы производства: соединение и сборка
Существует множество способов скрепления двух частей сборки, каждая из которых имеет свои преимущества и недостатки. Выбор правильного метода соединения или сборки может сделать изделие более конструктивным и экономичным. В этой статье будут рассмотрены некоторые из наиболее распространенных методов соединения и сборки.
1. Аппаратный узел
Сборка оборудования — это любое количество частей, соединенных физическими соединениями, такими как гайки и болты.Этот тип сборки в основном используется, когда есть необходимость или значительная выгода от возможности извлекать отдельные части из сборки на протяжении всего жизненного цикла продукта. Он также используется для суставов, требующих одной или нескольких степеней свободы. Некоторыми примерами являются шарниры скольжения, цилиндрические шарниры и шаровые шарниры.
Плюсы : Сборка оборудования позволяет легко и недорого заменять детали, которые могут сломаться или изнашиваться с большей скоростью по сравнению с остальной частью сборки.
Минусы : Крепежные материалы связаны с дополнительными расходами. Эти материалы также могут значительно увеличить вес по сравнению с неразъемным соединением.
2. Сварка
Сварка — это метод прочного соединения, при котором металлы связываются вместе с помощью электричества. При традиционной сварке основной металл обеих свариваемых деталей плавится. Соединение образуется, когда этот расплавленный металл снова затвердевает.Сварной шов часто бывает прочнее, чем сам металл, и может добавить прочности всей конструкции. Есть много видов сварки с небольшими различиями. К некоторым типам относятся сварка MIG, сварка порошковой проволокой, сварка TIG и сварка стержнем.
Плюсы : Сварные швы легкие, прочные и эстетически приятные. В целом, они могут дополнять структуру, а не быть необходимыми
Минусы : Сварка требует высококвалифицированной рабочей силы и специализированного оборудования.Многие методы сварки требуют газовой защиты. Это также может занять больше времени, чем другие методы. Все это может привести к высоким производственным затратам.
3. Клепка
Заклепки — это постоянная застежка, которая связывает две металлические пластины вместе. Они работают так же, как гайка и болт, однако вместо двух отдельных частей, связанных винтом, заклепка представляет собой одну сплошную деталь, причем оба конца прилегают к каждой металлической части.
Сегодня используются два основных типа заклепок: сплошные заклепки и глухие заклепки.Сплошные заклепки необходимо устанавливать с двух сторон. После того, как заклепка пропущена через отверстие, тыльная сторона вручную подталкивается к плоскому соединенному металлу. Задний конец заклепки расширяется и скрепляет два металлических листа вместе.
В глухой заклепке используется оправка для достижения аналогичного результата без необходимости доступа к обеим сторонам металла. Заклепка проходит через держатель, и оправка вытягивается обратно в направлении, обратном вводу. Оправка заставляет заднюю часть заклепки расширяться перед тем, как отломиться с заданным усилием.Заклепка остается там, связывая две металлические пластины вместе.
Плюсы : Заклепки экономичны, позволяют быстро производить и, как правило, долговечны.
Минусы : Иногда требуется увеличенная рабочая сила. Каждая заклепка также увеличивает вес, и возможна концентрация или ослабление напряжений около отверстий для заклепок.
- Пайка и пайка
Пайка связывает две металлические части вместе путем плавления присадочного металла между ними.
Наплавочный металл должен стать жидкостью при температуре выше 450 градусов Цельсия, чтобы его можно было считать пайкой. Пайка — это тот же процесс, но с использованием расплавленного присадочного металла, температура плавления которого ниже 450 градусов Цельсия. Оба варианта конструктивно менее прочны, чем сварные швы, но занимают меньше времени и не требуют плавления основного металла. Пайка более слабая из двух, но часто используется для электрических деталей. Вероятность повреждения меньше, так как расплавленный металл имеет более низкую температуру.
Плюсы : Подходит для электронных соединений или других термочувствительных соединений.Быстрее, чем сварка, и не требует защиты от газа или иным образом.
Минусы : Может слабенько, особенно пайка. Не использовать в качестве основного структурного шва и часто требует усиления другим методом соединения, чтобы выдержать значительные нагрузки.
Хотите передать на аутсорсинг изготовленную деталь или сборку? Michigan Manufacturing International сотрудничает с американскими производителями оборудования для производства или поставки нестандартных компонентов. Наши инженеры готовы помочь вам выбрать лучший метод производства для рентабельного и надежного производства ваших деталей.Посетите наш веб-сайт или загрузите нашу брошюру, чтобы узнать больше.
Welding & Assembly Services — Chapter 2 Incorporated
Сварка соединяет две или более разрозненных детали, используя высокую температуру и давление для их плавления. Когда материал охлаждается, он постоянно плавится, образуя единую деталь. Сварка — это обычная практика в широком спектре производственных, строительных и других промышленных предприятий. Сварка — один из многих производственных процессов.Изготовление — это более широкий термин, который относится к любому количеству производственных процессов, используемых для создания конечного продукта, таких как прототипирование, резка, механическая обработка или сборка.
В компании Chapter 2 Incorporated мы предлагаем широкий спектр производственных услуг, стремясь предоставить нашим клиентам решения из одного источника.
Материалы, с которыми мы работаемМы предлагаем широкий выбор различных материалов и видов сырья, с которыми мы работаем, в том числе:
Материалы- Сталь
- Нержавеющая сталь
- Алюминий
- Катушка
- Лист
- Штанга
- НКТ
- Пластина
В компании Chapter 2 Incorporated наши специалисты по сварке предоставляют три типа сварочных услуг.Каждый процесс индивидуален и лучше всего работает в определенных приложениях.
Сварка МИГПри сварке в среде инертного газа (MIG) металлическая проволока непрерывно подается в область соединения двух деталей. Между этой расходной проволокой и деталью образуется электрическая дуга, которая плавит проволоку, создавая сварочную ванну из присадочного материала, соединяющую два объекта. Сварку MIG иногда называют дуговой сваркой металла в газовой среде (GMAW).
Сварка TIGСварка вольфрамовым инертным газом (TIG) основана на использовании инертного газа, такого как гелий или аргон, для создания инертной атмосферы в зоне сварного шва.Сварочное тепло генерируется электрической дугой между неплавящимся вольфрамовым электродом и заготовкой. Использование присадочного материала при сварке TIG необязательно, но если оно используется, его необходимо добавлять отдельно, поскольку вольфрамовый электрод не плавится. Сварка TIG часто автоматизирована. Этот метод также можно назвать дуговой сваркой вольфрамовым электродом (GTAW).
Роботизированная сваркаРоботизированная сварка — это общий термин, обозначающий любой сварочный процесс, выполняемый роботом.Компоненты и аксессуары для роботизированной сварки включают позиционеры, контроллеры, датчики и периферийные устройства. Роботизированная сварка идеально подходит для многократного создания точных и надежных сварных швов.
Сварка алюминияХотя сварка алюминия сама по себе не является процессом, это стоит отметить здесь, потому что часто бывает трудно найти поставщика услуг, который мог бы выполнить сварку этого материала. Температура плавления алюминия намного ниже, чем у стали, поэтому процесс сварки намного сложнее.Алюминий долго нагревается, но также требуется много времени для выделения тепла при нагревании. Таким образом, контроль тока, обеспечиваемый сваркой TIG, делает ее идеальным методом сварки алюминия без перегрева заготовки.
Производство и сборка других металловПомимо сварки, компания Chapter 2 Incorporated предлагает полный комплекс услуг по изготовлению и сборке. Наши возможности включают:
- Сборка на заказ и производство
- Сварка
- Горелка
- Пробивка
- Стрижка
- Плазменная резка
- Гидравлическая резка
При поддержке передового программного обеспечения САПР и нашего обширного цеха инструментов и штампов мы можем быстро создавать индивидуальные сварочные решения под ключ для интеграции в производственные линии.Это означает, что в главе 2 можно разработать, создать прототип и реализовать весь процесс сварки в соответствии с вашими уникальными характеристиками. Независимо от того, есть ли у вас представление о приспособлении для эксплуатации или вам нужны наши рекомендации и рекомендации по выбору наилучшего способа удержания детали, наш опыт снимет напряжение на этапе проектирования при создании прототипа.
Токарно-фрезерная обработка с ЧПУПри обработке с числовым программным управлением (ЧПУ) используются станки с компьютерным управлением, такие как фрезерные, токарные и шлифовальные станки, для создания прецизионных деталей с высокой степенью повторяемости.В Chapter 2 Incorporated мы используем наши возможности токарной и фрезерной обработки с ЧПУ для предоставления обширного портфеля услуг, включая фрезерование, токарную обработку, инструментальную обработку, крепление и полировку.
Обслуживаемые отраслиНаши современные производственные мощности и высококвалифицированная команда позволяют нам обслуживать различные отрасли, в том числе:
- Сельское хозяйство
- Автомобильная промышленность
- Строительство
- Пищевая упаковка
- Газон и сад
- Медицинский
- Военный
- Возобновляемая энергия
С 1973 года компания Chapter 2 Incorporated занимается предоставлением высококачественных услуг по изготовлению металлов, которые используются во многих отраслях и сферах применения.Мы заработали репутацию компании, предлагающей быстрое выполнение заказов, продукты по конкурентоспособным ценам и обслуживание клиентов, превосходящее ожидания.
Наши специалисты по металлообработке на заказ производят и собирают широкий спектр товаров, включая рамы, тележки, стеллажные системы, структурные и съемные фасады магазинов, а также различные типы сборок. Используя металл толщиной до 1 дюйма, мы можем сваривать неметаллические материалы, выполнять сварку, резку горелкой, пробивку, отрезку, плазменную резку и гидроабразивную резку.
Наш 6-осевой робот Natchi применяет технологию гидроабразивной резки Accustream для беспрепятственного прорезания сложных конструкций с давлением до 60 000 фунтов на квадратный дюйм.Мы также можем сверлить, фрезеровать и пилить металлы длиной до 25 футов и шириной 25 футов, с весом до 2000 фунтов. Наш минимальный допуск составляет +/- 0,002 дюйма.
Работаем с самыми разными материалами, в том числе:
- Алюминий
- Чугун
- Медь
- Стекловолокно
- Пластик
- Сталь
- Нержавеющая сталь
Чтобы узнать больше об услугах по изготовлению и сварке, предлагаемых компанией Chapter 2 Incorporated, или привлечь нас к вашему проекту, свяжитесь с нами сегодня.
Заклепочная сборка по сравнению со сваркой или механической сборкой
Уведомление : Попытка получить доступ к смещению массива по значению типа null в Drupal \ views \ Plugin \ views \ display \ EntityReference-> query () (строка 195 ядра /modules/views/src/Plugin/views/display/EntityReference.php ). Drupal \ views \ Plugin \ views \ display \ EntityReference-> query () (строка: 1301)
Drupal \ views \ ViewExecutable-> build (NULL) (строка: 1391)
Drupal \ views \ ViewExecutable-> execute () (строка: 285)
Drupal \ views_field_formatter \ Plugin \ Field \ FieldFormatter \ ViewsFieldFormatter-> viewElements (Object, 'en') (Строка: 89)
Drupal \ Core \ Field \ FormatterBase-> view (Object, 'en') (Строка: 263)
Drupal \ Core \ Entity \ Entity \ EntityViewDisplay-> buildMultiple (массив) (строка: 267)
Drupal \ layout_builder \ Entity \ LayoutBuilderEntityViewDisplay-> buildMultiple (массив) (строка: 256)
Drupal \ views \ Entity \ Render \ EntityFieldRenderer-> buildFields (массив) (строка: 143)
Drupal \ views \ Entity \ Render \ EntityFieldRenderer-> render (Объект, Объект) (Строка: 829)
Drupal \ views \ Plugin \ views \ field \ EntityField-> getItems (Object) (строка: 1149)
Drupal \ views \ Plugin \ views \ field \ FieldPluginBase-> advancedRender (Object) (Строка: 238)
template_preprocess_views_view_field (Массив, 'views_view_field', Массив) (Строка: 287)
Drupal \ Core \ Theme \ ThemeManager-> render ('views_view_field', массив) (строка: 431)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (массив) (строка: 1747)
Drupal \ views \ Plugin \ views \ field \ FieldPluginBase-> тема (объект) (строка: 772)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> elementPreRenderRow (массив)
call_user_func_array (Массив, Массив) (Строка: 101)
Drupal \ Core \ Render \ Renderer-> doTrustedCallback (Array, Array, 'Обратные вызовы Render #pre_render должны быть методами класса, реализующего \ Drupal \ Core \ Security \ TrustedCallbackInterface, или быть анонимной функцией.Обратный вызов был% s. См. Https://www.drupal.org/node/2966725 ',' exception ',' Drupal \ Core \ Render \ Element \ RenderCallbackInterface ') (строка: 781)
Drupal \ Core \ Render \ Renderer-> doCallback ('# pre_render', Array, Array) (Строка: 372)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 711)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> renderFields (массив) (строка: 578)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> renderGrouping (Массив, Массив, 1) (Строка: 469)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> render (Array) (строка: 2170)
Drupal \ views \ Plugin \ views \ display \ DisplayPluginBase-> render () (строка: 1533)
Drupal \ views \ ViewExecutable-> render () (строка: 131)
Drupal \ views \ Plugin \ views \ display \ Block-> execute () (строка: 1630)
Drupal \ views \ ViewExecutable-> executeDisplay ('block_1', Array) (строка: 77)
Drupal \ views \ Element \ View :: preRenderViewElement (массив) (строка: 59)
Drupal \ views \ Plugin \ Block \ ViewsBlock-> build () (строка: 171)
Drupal \ block \ BlockViewBuilder :: preRender (Массив)
call_user_func_array (Массив, Массив) (Строка: 101)
Drupal \ Core \ Render \ Renderer-> doTrustedCallback (Array, Array, 'Обратные вызовы Render #pre_render должны быть методами класса, реализующего \ Drupal \ Core \ Security \ TrustedCallbackInterface, или быть анонимной функцией.Обратный вызов был% s. См. Https://www.drupal.org/node/2966725 ',' exception ',' Drupal \ Core \ Render \ Element \ RenderCallbackInterface ') (строка: 781)
Drupal \ Core \ Render \ Renderer-> doCallback ('# pre_render', Array, Array) (Строка: 372)
Drupal \ Core \ Render \ Renderer-> doRender (Массив) (Строка: 444)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 450)
Drupal \ Core \ Template \ TwigExtension-> escapeFilter (Object, Array, 'html', NULL, 1) (Строка: 335)
__TwigTemplate_ac75c4b8601706cadb95d3be21a6fbf4d6d03e7f4b7f1ed78998a8b59bfa79b0-> block_content (Массив, Массив) (Строка: 182)
Twig \ Template-> displayBlock ('контент', Массив, Массив) (Строка: 256)
__TwigTemplate_ac75c4b8601706cadb95d3be21a6fbf4d6d03e7f4b7f1ed78998a8b59bfa79b0-> block_main (Массив, Массив) (Строка: 182)
Twig \ Template-> displayBlock ('main', Array, Array) (Строка: 72)
__TwigTemplate_ac75c4b8601706cadb95d3be21a6fbf4d6d03e7f4b7f1ed78998a8b59bfa79b0-> doDisplay (массив, массив) (строка: 405)
Twig \ Template-> displayWithErrorHandling (Массив, Массив) (Строка: 378)
Twig \ Template-> display (Array) (Строка: 390)
Twig \ Template-> render (Массив) (Строка: 65)
twig_render_template ('themes / custom / metalinterface / templates / system / page.html.twig ', Массив) (Строка: 384)
Drupal \ Core \ Theme \ ThemeManager-> render ('страница', массив) (строка: 431)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 450)
Drupal \ Core \ Template \ TwigExtension-> escapeFilter (Object, Array, 'html', NULL, 1) (Строка: 130)
__TwigTemplate_0d8ed5f30403f0bfd03d4be7479520e9edd141b38bab5482b422c5988e67c13b-> doDisplay (массив, массив) (строка: 405)
Twig \ Template-> displayWithErrorHandling (Массив, Массив) (Строка: 378)
Twig \ Template-> display (Array) (Строка: 390)
Twig \ Template-> render (Массив) (Строка: 65)
twig_render_template ('themes / custom / metalinterface / templates / system / html.html.twig ', Массив) (Строка: 384)
Drupal \ Core \ Theme \ ThemeManager-> render ('html', массив) (строка: 431)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 162)
Drupal \ Core \ Render \ MainContent \ HtmlRenderer-> Drupal \ Core \ Render \ MainContent \ {closure} () (строка: 573)
Drupal \ Core \ Render \ Renderer-> executeInRenderContext (Объект, Объект) (Строка: 163)
Drupal \ Core \ Render \ MainContent \ HtmlRenderer-> renderResponse (массив, объект, объект) (строка: 90)
Drupal \ Core \ EventSubscriber \ MainContentViewSubscriber-> onViewRenderArray (Object, 'kernel.view ', Объект)
call_user_func (Массив, Объект, 'kernel.view', Объект) (Строка: 142)
Drupal \ Component \ EventDispatcher \ ContainerAwareEventDispatcher-> dispatch (Object, 'kernel.view') (строка: 163)
Symfony \ Component \ HttpKernel \ HttpKernel-> handleRaw (Объект, 1) (Строка: 80)
Symfony \ Component \ HttpKernel \ HttpKernel-> handle (Объект, 1, 1) (Строка: 57)
Drupal \ Core \ StackMiddleware \ Session-> handle (Object, 1, 1) (строка: 47)
Drupal \ Core \ StackMiddleware \ KernelPreHandle-> handle (Object, 1, 1) (строка: 191)
Drupal \ page_cache \ StackMiddleware \ PageCache-> fetch (Object, 1, 1) (строка: 128)
Drupal \ page_cache \ StackMiddleware \ PageCache-> lookup (Объект, 1, 1) (Строка: 82)
Drupal \ page_cache \ StackMiddleware \ PageCache-> handle (Object, 1, 1) (строка: 47)
Drupal \ Core \ StackMiddleware \ ReverseProxyMiddleware-> handle (Object, 1, 1) (строка: 52)
Drupal \ Core \ StackMiddleware \ NegotiationMiddleware-> handle (Object, 1, 1) (строка: 23)
Stack \ StackedHttpKernel-> handle (Объект, 1, 1) (Строка: 706)
Drupal \ Core \ DrupalKernel-> handle (Объект) (Строка: 19)
Уведомление : Попытка получить доступ к смещению массива для значения типа null в Drupal \ views \ Plugin \ views \ display \ EntityReference-> query () (строка 195 из core / modules / views / src / Plugin / просмотров / дисплей / EntityReference.php ). Drupal \ views \ Plugin \ views \ display \ EntityReference-> query () (строка: 1301)
Drupal \ views \ ViewExecutable-> build (NULL) (строка: 1391)
Drupal \ views \ ViewExecutable-> выполнить (NULL) (строка: 1454)
Drupal \ views \ ViewExecutable-> render () (строка: 2454)
Drupal \ views \ Plugin \ views \ display \ DisplayPluginBase-> preview () (строка: 1662)
Drupal \ views \ ViewExecutable-> preview ('entity_reference_1', массив) (строка: 62)
Drupal \ views \ Element \ View :: preRenderViewElement (массив)
call_user_func_array (Массив, Массив) (Строка: 101)
Drupal \ Core \ Render \ Renderer-> doTrustedCallback (Array, Array, 'Обратные вызовы Render #pre_render должны быть методами класса, реализующего \ Drupal \ Core \ Security \ TrustedCallbackInterface, или быть анонимной функцией.Обратный вызов был% s. См. Https://www.drupal.org/node/2966725 ',' exception ',' Drupal \ Core \ Render \ Element \ RenderCallbackInterface ') (строка: 781)
Drupal \ Core \ Render \ Renderer-> doCallback ('# pre_render', Array, Array) (Строка: 372)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 398)
render (Массив) (Строка: 930)
Drupal \ views \ Plugin \ views \ field \ EntityField-> render_item (0, массив) (строка: 1168)
Drupal \ views \ Plugin \ views \ field \ FieldPluginBase-> advancedRender (Object) (Строка: 238)
template_preprocess_views_view_field (Массив, 'views_view_field', Массив) (Строка: 287)
Drupal \ Core \ Theme \ ThemeManager-> render ('views_view_field', массив) (строка: 431)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (массив) (строка: 1747)
Drupal \ views \ Plugin \ views \ field \ FieldPluginBase-> тема (объект) (строка: 772)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> elementPreRenderRow (массив)
call_user_func_array (Массив, Массив) (Строка: 101)
Drupal \ Core \ Render \ Renderer-> doTrustedCallback (Array, Array, 'Обратные вызовы Render #pre_render должны быть методами класса, реализующего \ Drupal \ Core \ Security \ TrustedCallbackInterface, или быть анонимной функцией.Обратный вызов был% s. См. Https://www.drupal.org/node/2966725 ',' exception ',' Drupal \ Core \ Render \ Element \ RenderCallbackInterface ') (строка: 781)
Drupal \ Core \ Render \ Renderer-> doCallback ('# pre_render', Array, Array) (Строка: 372)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 711)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> renderFields (массив) (строка: 578)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> renderGrouping (Массив, Массив, 1) (Строка: 469)
Drupal \ views \ Plugin \ views \ style \ StylePluginBase-> render (Array) (строка: 2170)
Drupal \ views \ Plugin \ views \ display \ DisplayPluginBase-> render () (строка: 1533)
Drupal \ views \ ViewExecutable-> render () (строка: 131)
Drupal \ views \ Plugin \ views \ display \ Block-> execute () (строка: 1630)
Drupal \ views \ ViewExecutable-> executeDisplay ('block_1', Array) (строка: 77)
Drupal \ views \ Element \ View :: preRenderViewElement (массив) (строка: 59)
Drupal \ views \ Plugin \ Block \ ViewsBlock-> build () (строка: 171)
Drupal \ block \ BlockViewBuilder :: preRender (Массив)
call_user_func_array (Массив, Массив) (Строка: 101)
Drupal \ Core \ Render \ Renderer-> doTrustedCallback (Array, Array, 'Обратные вызовы Render #pre_render должны быть методами класса, реализующего \ Drupal \ Core \ Security \ TrustedCallbackInterface, или быть анонимной функцией.Обратный вызов был% s. См. Https://www.drupal.org/node/2966725 ',' exception ',' Drupal \ Core \ Render \ Element \ RenderCallbackInterface ') (строка: 781)
Drupal \ Core \ Render \ Renderer-> doCallback ('# pre_render', Array, Array) (Строка: 372)
Drupal \ Core \ Render \ Renderer-> doRender (Массив) (Строка: 444)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 450)
Drupal \ Core \ Template \ TwigExtension-> escapeFilter (Object, Array, 'html', NULL, 1) (Строка: 335)
__TwigTemplate_ac75c4b8601706cadb95d3be21a6fbf4d6d03e7f4b7f1ed78998a8b59bfa79b0-> block_content (Массив, Массив) (Строка: 182)
Twig \ Template-> displayBlock ('контент', Массив, Массив) (Строка: 256)
__TwigTemplate_ac75c4b8601706cadb95d3be21a6fbf4d6d03e7f4b7f1ed78998a8b59bfa79b0-> block_main (Массив, Массив) (Строка: 182)
Twig \ Template-> displayBlock ('main', Array, Array) (Строка: 72)
__TwigTemplate_ac75c4b8601706cadb95d3be21a6fbf4d6d03e7f4b7f1ed78998a8b59bfa79b0-> doDisplay (массив, массив) (строка: 405)
Twig \ Template-> displayWithErrorHandling (Массив, Массив) (Строка: 378)
Twig \ Template-> display (Array) (Строка: 390)
Twig \ Template-> render (Массив) (Строка: 65)
twig_render_template ('themes / custom / metalinterface / templates / system / page.html.twig ', Массив) (Строка: 384)
Drupal \ Core \ Theme \ ThemeManager-> render ('страница', массив) (строка: 431)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 450)
Drupal \ Core \ Template \ TwigExtension-> escapeFilter (Object, Array, 'html', NULL, 1) (Строка: 130)
__TwigTemplate_0d8ed5f30403f0bfd03d4be7479520e9edd141b38bab5482b422c5988e67c13b-> doDisplay (массив, массив) (строка: 405)
Twig \ Template-> displayWithErrorHandling (Массив, Массив) (Строка: 378)
Twig \ Template-> display (Array) (Строка: 390)
Twig \ Template-> render (Массив) (Строка: 65)
twig_render_template ('themes / custom / metalinterface / templates / system / html.html.twig ', Массив) (Строка: 384)
Drupal \ Core \ Theme \ ThemeManager-> render ('html', массив) (строка: 431)
Drupal \ Core \ Render \ Renderer-> doRender (Массив,) (Строка: 200)
Drupal \ Core \ Render \ Renderer-> render (Массив) (Строка: 162)
Drupal \ Core \ Render \ MainContent \ HtmlRenderer-> Drupal \ Core \ Render \ MainContent \ {closure} () (строка: 573)
Drupal \ Core \ Render \ Renderer-> executeInRenderContext (Объект, Объект) (Строка: 163)
Drupal \ Core \ Render \ MainContent \ HtmlRenderer-> renderResponse (массив, объект, объект) (строка: 90)
Drupal \ Core \ EventSubscriber \ MainContentViewSubscriber-> onViewRenderArray (Object, 'kernel.view ', Объект)
call_user_func (Массив, Объект, 'kernel.view', Объект) (Строка: 142)
Drupal \ Component \ EventDispatcher \ ContainerAwareEventDispatcher-> dispatch (Object, 'kernel.view') (строка: 163)
Symfony \ Component \ HttpKernel \ HttpKernel-> handleRaw (Объект, 1) (Строка: 80)
Symfony \ Component \ HttpKernel \ HttpKernel-> handle (Объект, 1, 1) (Строка: 57)
Drupal \ Core \ StackMiddleware \ Session-> handle (Object, 1, 1) (строка: 47)
Drupal \ Core \ StackMiddleware \ KernelPreHandle-> handle (Object, 1, 1) (строка: 191)
Drupal \ page_cache \ StackMiddleware \ PageCache-> fetch (Object, 1, 1) (строка: 128)
Drupal \ page_cache \ StackMiddleware \ PageCache-> lookup (Объект, 1, 1) (Строка: 82)
Drupal \ page_cache \ StackMiddleware \ PageCache-> handle (Object, 1, 1) (строка: 47)
Drupal \ Core \ StackMiddleware \ ReverseProxyMiddleware-> handle (Object, 1, 1) (строка: 52)
Drupal \ Core \ StackMiddleware \ NegotiationMiddleware-> handle (Object, 1, 1) (строка: 23)
Stack \ StackedHttpKernel-> handle (Объект, 1, 1) (Строка: 706)
Drupal \ Core \ DrupalKernel-> handle (Объект) (Строка: 19)
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}| I n a n узел , c li ck Inse rt > 9015 at u re > Weld B e ad . files.solidworks.com | E n un ensamblaje , ha ga clic en Inse rt ar> Operacin de e ns amblaj d и Soldadura . files.solidworks.com |
| 4,4 F в a л сборка из сварка n i pp le фитинги [выполняется на одинаковых фитингах…] как для фитингов конических ниппелей doc.voss.de | 4 .4 El montaje fin al de l os racores c on puntas de soldar se … ] el mismo Principio que los racores con puntas de estanqueidad. doc.voss.de |
| Пошаговый пример добавления ng a weld b e ad t o a n , se e Weld B e ad s на странице 165. files.solidworks.com | Для получения доступа к переходу на посадку […] un co rd n de soldadura au n ensamblaje, vea Co rdo ne s de soldadura en l solidworks.com |
| Click Inse rt > Сборка F e на u re > 9015 9015 9015 9015 . files.solidworks.com | Haga clic en Insertar > […] Operacin de ensamblaje > Шнур n d e soldadura .files.solidworks.com |
Это мастерская, где находятся […] реализованы все работы s o f сборка a n d сварка .asebal.com | Es un taller de Calderera donde se realizan […] todos los t rabaj os de montaje y soldadura .asebal.com |
Роботы — это […] установлен в t h e в сборе l i ne s , t o 9015 под сварку d красить безопаснее.fabricanissan.com | Роботы Instalamos ru […] las l ne as d e montaje par a soldar y pi ntar co n seguridad.fabricanissan.com |
Если расширение свеса также включает […] удлинитель t h e в сборе f r am e, t h e приварной am s должно быть […]смещено минимум на 100 мм линии при серийном производстве. vwn-aufbaurichtlinien.de | En caso de que en una duplicacin del voladizo […]тамбин, продлевая эль-бастидор дель […] montaje, los or done s de soldadura se d eben d isponer de […]una distancia de al menos 100 мм. vwn-aufbaurichtlinien.de |
Когда все винты затянуты, выполните окончательное позиционирование […] в сборе ns o r в сборе w i th относительно pi p e 9015 e am или желаемый […]ориентация на трубе. sonartrac.com | Una vez que todos los tornillos estn […]parcialmente apretados, ubique e l ensamble d el sensor en su posicin final con […] уважение к стоимости a или мар ca de soldadura o en la или ie ntacin deseada […]conpecto de la caera. sonartrac.com |
| Узел I n st Конус (DKO) a n d приварной 000 n 9 voss.de | Instru cc iones de montaje Con o de estanqueidad doc.voss.de |
Ниппель из нержавеющей стали AISI 316 со специальным профилем — […] разработан для eas e o f в сборе i n t he ad e wel 9015 9015 9015 p p rocess.pnr.co.uk | Un niple de acero неокисляемый AISI […] 316 con uniseo especial faci li ta el montaje de la s duchas.pnr.com.mx |
| Cor re c t в сборе f o r детали автомобиля (борт a n d 9015 o nf ormity) тиама-инспекция.com | Ensamblaje correo de las piezas (соответствует de l cor dn , soldaduras ) tiama-inspection.com |
| Сварной шов t h e сборка s e cu полагаться на раму. cargafacil.com | Suelde e l ensamble c on seg urid ad al bastidor. cargafacil.com |
22 — Прочный и […] точное для макс. im u m сварка q u al ity в bo d 000 y | 22 — Робустос и […] сведения: Para u n mxim onivel de cali da d en la seccin […]de fabricacin de carroceras en bruto festo.com |
5. Суровый […] не подходит pp l y weld — o n c компоненты для sci ss o rcargafacil.com | 5. Жесткие компоненты без пробок и в в ансамбле в в эпоху . cargafacil.com |
Пример: […] Добавление фаски a n d Сварной шов B e ad s t o a n | Ejemplo: Adicin de […] chaflanes y cordon es de soldadura a un ensamblajeфайлов.solidworks.com |
| Предупреждение — Do n o t сварка n e ar верхняя c a p . minerent.com | Adv er tenci a — No. suelde cer ca de l ensamble d e l a t minerent.com |
| Сварной шов t h e вертикальный p la t e в сборе o f хвостовая часть к длинному элементу станины со штифтом, вставленным в узел хвостовой петли (см. Рисунок 11). cargafacil.com | Suelde e l ensamble de l a pla ca вертикальный de la […] bisagra a los largueros, con el perno insertado en el ensamble de la bisagra (vea la figura 11). cargafacil.com |
| Однако, если разница ri n g weld t e ch niques используются для продольных […] и кольцевых сварных швов испытания следует повторить на кольцевых сварных швах. eur-lex.europa.eu | No obstante, cuando se […] utilice un m todo de soldadura diff erent e en la s soldaduras […]l на сайте gitudinales y en las circares, se […]harn las pruebas tambin con las soldaduras распространения. eur-lex.europa.eu |
| продольный дюйм a l приварной : t h i s приварной 9015 форма bu t t сварка o n t he full section […] из материала стены eur-lex.europa.eu | Soldadura lon gi tudinal : esta soldadura se e je cutar en forma de soldadura a tope en […] toda la seccin transversal del material del cuerpo. eur-lex.europa.eu |
Измерьте расстояние от нижней части пути до каждого отверстия […] и posi ti o n приварной p l на es на стальном косяке в этих местах a n d i n p шнурок.ritehite.com | Mida de la parte inferior del […] riel a cada agujero y coloque las plac as de soldar en el marco de a ce ro y suldelas .ritehite.com |
| Сварной шов t h e кронштейн крепления к цементной коробке (8) teckentrup.biz | Suelde el ngu lo de sujecin a la […] Caja de Cemento (8) teckentrup.biz |
| Сварной шов t h e удерживающая пластина с […] Цементный ящик (8) правильно к порогу teckentrup.biz | Suelde l a pla ca de soporte […] Con la Caja de Cemento (8) en la posicin correctivea al ngulo al Suelo. teckentrup.biz |
Арт. 53 086 Английская версия Номер детали. 53087 Крепкий и […] точный для макс.com | N de art. 53 086 Versineningls N de art. 53087 Робустос и […] точность: Para un m ximo nivel de cal id ad en la seccin […]de fabricacin de carroceras en bruto festo.com |
Пятерка автомат […] роботы abl e t o weld a l um inium во все типы s o f 90 .153 в сбореfortal.fr | Cinco robots automticos allowen todo tipo […] d e Ensamblajes de Perfiles en alu mini o po r soldadura T IG .fortal.fr |
| Бывший председатель ФРС Алан Гринспен, которым когда-то восхищались, а теперь оскорбляют, работал экономистом в W hi t e Weld & Co , инвестиционном банке. edmond-de-rothschild.ch | Por cierto, Алан Гринспен, противник Президента Феде, противник президентов Феде, эра экономиста в духе Банко Уайт Велда. edmond-de-rothschild.ch |
Все разветвления и изменения направления должны выполняться из кованой стали, стандартизированной . […] фитинги, так ck e t — приварка « t yp eapvgn.pt | Todas las diveraciones y cambios de direccin se efectuarn con accesorios normalizados de […] acero для и do, del tip o «сварка раструбом».apvgn.pt |
| Резьбовая, так ck e t приварной , b u t t 9015 фланцевые соединения. spiraxsarco.com | Conexiones roscadas, con bridas y […] preparad as para soldar socket weld y bu tt weld.spiraxsarco.com |
| У всех инструкторов есть сертификаты Certi fi e d Weld I n sp ector (CWI) и Certi fi e d Weld E d uc ator (CWE) квалификация, а также как минимум пятилетний опыт работы в инструкциях по орбитальной сварке. swagelok.com | Сертифицированный инструктор по сварке (CWE) как como un mnimo de cinco aos de formacin en soldadura orbital. swagelok.com.mx |
| Я не собираюсь упоминать вас всех, но миссис Хеннис Классхерт здесь, миссис в ‘ t Weld i s h ere, здесь миссис Ламберт, мистер Мазутиптил и мистер Бусутиптил. Миссис Дхркоп Дхркоп тоже; Я бы очень хотел вас всех поблагодарить и попрощаться. europarl.europa.eu | No voy a citarlos a todos, pero la seora HennisPlasschaert se encuentra presente, la seorain’tWeld se encuentra presente, la seoraLambert se encuentra presente, as como el seor Busuttil, el seor MasipHidalgo y la seora DhrkopDhrkop. europarl.europa.eu |
| Тревожил, что большая часть лесов в девяти областях, указанных в Рекомендации МСОП 18.70 (Бич-Крик / Консел-Ривер, Уилдс-Крейг, хребет Гордон и Тигр, Верхний Флорентин, Верхний Стикс, Mi dd l e Weld , M id dle Huon, Пиктон-Вэлли и Юго-Восточный мыс) все еще находятся под угрозой из-за лесозаготовительных работ данных.iucn.org | ALARMADO por que la mayora de los bosques de las nueve reasidentificadas en la Recomendacin 18.70 de la UICN (Beech Creek / Counsel River, Wylds Craig, Gordon and Tiger Range, Upper Florentine, Upper Styx, Middle Weld, Middle Huon, Picton Valley и др.) Юго-восточный мыс) siguen estando expuestas a la amenaza de las actividades de explotacin maderera data.iucn.org |
Выбор между сварным швом и сварным швом в SOLIDWORKS
Вы когда-нибудь задумывались, в чем разница между сварным швом и сварным швом в SOLIDWORKS? Оба метода позволяют пользователю определять сварные швы внутри трехмерной детали.Выбор между ними обычно возникает, когда вы используете инструмент Сварные детали и вам нужно добавить новый сварной шов вокруг стыка.
Итак, как узнать, когда использовать тот или иной? Каковы плюсы и минусы каждого из них?
Преимущества углового борта
Первый вариант — это угловой борт. Сварные швы уникальны тем, что они не создают настраиваемых свойств, которые могут быть автоматически внесены в таблицы сварных швов. Однако они создают в вашей части твердые тела.Используя угловой шов для определения сварных швов, деталь SOLIDWORKS теперь может точно выполнить обнаружение пересечения в узком углу, чтобы увидеть, может ли сварной шов вызвать проблемы позже в процессе сборки, когда на этот сварной шов или рядом с ним установлен дополнительный компонент.
Еще одним преимуществом Fillet Bead является возможность получения точных результатов массовых характеристик. Когда создается твердое тело, к твердому телу можно применить материал и массу, которые затем будут рассчитаны в исследовании.Поскольку скругленные кромки физически моделируются в детали, чертеж автоматически будет включать стыковые кромки без необходимости включать аннотации Caterpillar.
Преимущества сварного шва
Хотя есть преимущества использования сварного шва в вашей детали, в подавляющем большинстве случаев будет выбран сварной шов.
Основным преимуществом сварного шва перед скругленным швом является улучшение рабочих характеристик. При использовании сварного шва для определения сварных швов SOLIDWORKS не создает дополнительных тел.Вместо этого сварные швы рассматриваются как виртуальная графическая часть. Это требует небольших ресурсов от вашего ПК, что позволяет моделировать еще более плавно.
Кроме того, при использовании сварных швов в дереве элементов автоматически создается папка сварных швов. Он содержит все свойства сварного шва, которые впоследствии при необходимости можно импортировать в чертеж. Однако сварной шов будет отображаться не автоматически, а просто при установке флажка Caterpillar в поле аннотаций в элементах модели. Линии Caterpillar могут быть нанесены для обозначения различных точек сварных швов.
Выбор зависит от приложения
В конечном итоге выбор между использованием сварного шва и сварного шва сводится к тому, что вы пытаетесь сделать с информацией о сварном шве. Если это для документации, включая свойства сварного шва и обозначения, сварной шов будет отлично работать, а также ограничить влияние данных сварного шва на производительность, которые могут добавить в модель. С другой стороны, если для проверки или получения информации о массовых характеристиках требуется физический сварной шов, то следует использовать скругление сварного шва.
Чтобы получить дополнительную информацию о SOLIDWORKS или задать вопросы, свяжитесь с нами в Hawk Ridge Systems сегодня.Спасибо за прочтение!
Сварка и сборка — Aranda Tooling, Inc
Мы специализируемся на нескольких методах автоматической и ручной сварки, которые дополняют наши услуги по штамповке и изготовлению металла. В течение последних 20 лет мы предлагали централизованную сварку на собственном предприятии для всей нашей продукции, предоставляя нашим клиентам полный спектр услуг по изготовлению и сборке.
Роботизированная сварка
Оснащенный 10 современными роботизированными сварочными модулями, способными автоматически и одновременно сваривать несколько стыков, Aranda Tooling сокращает время цикла и, в конечном итоге, справляется со значительно более высокими производственными потребностями, чем наши конкуренты.
Наше роботизированное сварочное оборудование, запрограммированное на ЧПУ нашими инженерами, обученными и сертифицированными для работы с роботизированным сварочным оборудованием, специализируется на сварке в инертном газе (MIG), вольфрамовом инертном газе (TIG), точечной и контактной сварке на различных металлы и сплавы, включая алюминий, нержавеющую сталь, а также низко- и высокоуглеродистую сталь.
Этот высокоавтоматизированный вид сварки позволяет нам выполнять высокоточные сварные швы с повторяемой точностью для множества чувствительных деталей и компонентов.Тщательное программирование, выполняемое нашей командой инженеров, в сочетании с контролем со стороны наших преданных своему делу профессионалов в области сварки снижает или исключает возможность ошибок, обычно связанных с методами ручной сварки.
Aranda Tooling предоставляет услуги роботизированной сварки для различных клиентов в аэрокосмической, строительной, возобновляемой энергетике, медицине и автомобилестроении для использования в бесчисленных приложениях.
Качество сварки
Качество сварных швов для всех проектов Aranda Tooling гарантируется с помощью наших строгих процедур и процессов контроля качества и обеспечения качества, сертифицированных ISO 9001: 2015 и APQP.Все сварочные работы разработаны с учетом требований заказчика или даже превосходят их. Наконец, все сварные материалы также подвергаются строгим процессам проверки процесса утверждения производственных деталей (PPAP), чтобы гарантировать соответствие требованиям заказчика.Aranda Tooling использует автоматизированную роботизированную сварку и методы бережливой сварки, позволяющие нашим производственным предприятиям удовлетворять самые требовательные объемы производства без ущерба для качества. Сокращение времени цикла, повышение точности и точности, а также надежные сварочные процессы приводят к снижению затрат, которые в конечном итоге перекладываются на наших клиентов.
Aranda Tooling: универсальный магазин
В тандеме с нашими возможностями штамповки и изготовления металла, Aranda Tooling предлагает универсальное решение для ваших потребностей в производстве металлических компонентов, обеспечивая выполнение вашей детали от первоначальной концепции до окончательной сборки.Для получения дополнительной информации о наших сварочных услугах свяжитесь с нашей технической командой или запросите коммерческое предложение сегодня.