Монтажный шов сварка
Швы сварных соединений
| Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
| ||||||||
| Стыковой шов Сварной шов стыкового соединения. |
| ||||||||
| Угловой шов Сварной шов углового, нахлесточного или таврового соединений. |
| ||||||||
| Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками. |
| ||||||||
| Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс. |
| ||||||||
| Ядро точки Зона сварной точки, металл которой подвергался расплавлению. |
| ||||||||
| Непрерывный шов (Сплошной шов) Сварной шов без промежутков по длине. |
| ||||||||
| Прерывистый шов Сварной шов с промежутками по длине. |
| ||||||||
| Многослойный шов |
| ||||||||
| Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. |
| ||||||||
| Монтажный шов Сварной шов, выполняемый при монтаже конструкции. |
|
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
weldworld.ru
Pereosnastka.ru
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединенийСварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварны
Сварка и сварные соединения. Вспомогательные знаки. Способы чистовой обработки. Условные обозначения монтажной сварки. Условные знаки сварных швов со сквозным проплавлением. |
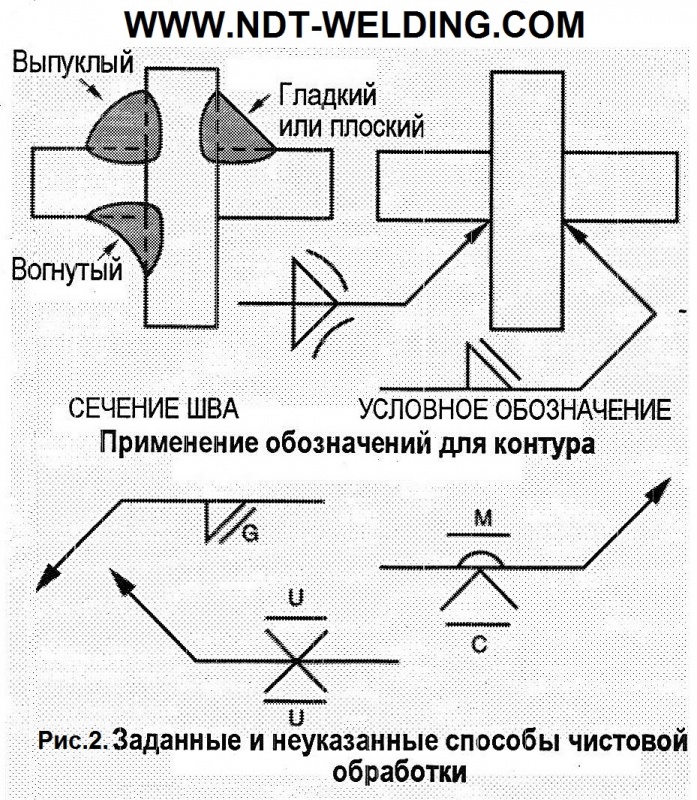
Вспомогательные знаки используются вместе с условными знаками вида шва и могут указывать на протяженность сварки, внешний вид сварного шва, материал, введенный в разделке сварного соединения, или на выполнение сварки в другом месте, не на заводе. Некоторые вспомогательные знаки применяются в сочетании с основными условными знаками вида шва, а другие размещаются на полке. Такие вспомогательные знаки показаны на рис. 1.

Способы чистовой обработки.
Вспомогательные знаки, задающие контур, указываются вместе с условными знаками вида шва в том случае, когда поверхность завершенного сваркой шва должна быть плоской, выпуклой или вогнутой. Для указания способов достижения нужного контура можно добавлять определенные обозначения механической чистовой обработки. Эти способы механической обработки указываются с помощью буквенного обозначения:
C – строгание;
G – шлифование;
H – ковка;
M – обработка на станке;
R – прокатка;
U – способ не задан.
Если чистовая обработка шва необходима, но способ не определен, может применяться буква «U». Варианты использования вспомогательных обозначений контура и чистовой обработки показаны на рис.2.
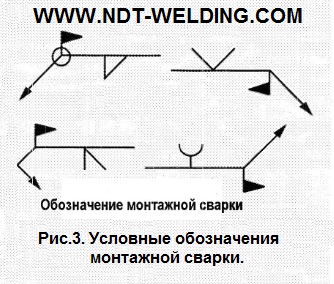
Условные обозначения монтажной сварки.
Монтажные сварные швы – это швы, которые выполняются не в заводском цехе или в том месте, где первоначально изготовляются комплектующие изделия или агрегаты. Условный знак, известный под наименованием полевой флажок, размещают над или под полкой или под прямым углом к полке в месте ее соединения со стрелкой. Сторона размещения не имеет особого смысла для требующегося шва. Флажок может быть ориентирован в любом направлении: во встречном или в том же направлении, что и стрелка. Несколько условных обозначений, в которых используется знак монтажной сварки, показаны на рис.3.
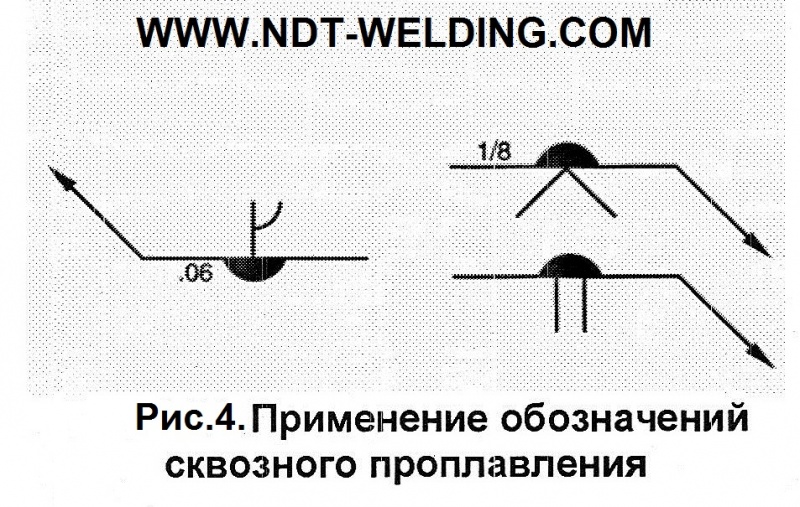
Условные знаки сварных швов со сквозным проплавлением.
Условный знак сварного шва со сквозным проплавлением используется только в том случае, когда требуется полное проплавление корня в сочетании с видимой выпуклостью на обратной стороне швов, накладываемых с одной стороны. Условный знак проставляется на той стороне полки, которая противоположна стороне размещения условного знака вида шва. Требования к высоте выпуклости на обратной стороне шва задаются путем размещения указателя нужного размера слева от условного знака сквозного проплавления. Примеры приведены на рис.4. Высота выпуклости на обратной стороне шва может не указываться.
Классификация сварных соединений: прерывистые, нахлесточные и другие
Трудно переоценить значение сварки в народном хозяйстве и при решении личных задач. Сварка обладает большими преимуществами перед другими видами соединений. Имеются различные методы и способы ее применения. Сварщик, осуществляя этот технологический процесс, как правило, не подозревает, что он в этот момент устанавливает путем совместного нагрева межатомные связи в свариваемых им элементах.
Зато он должен обладать более практичными знаниями — классификацию сварных соединений и получаемых в результате швов. Имеются нормативные материалы, где изложены описания различных видов швов, получаемых таким способом. Наиболее популярный из них — ГОСТ-5264. В межгосударственном стандарте ясно и точно определена классификация сварных швов, имеются необходимые условные обозначения сварных соединений, их конструктивные элементы и размеры, описаны технологические особенности.

Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
- внизу;
- сверху;
- горизонтально;
- вертикально.

При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз.
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120.

Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
- При фланговом или продольном способе усилие направлено параллельно оси шва.
- При лобовом или поперечном варианте усилия составляют с осью прямой угол.
- Комбинированный метод сочетает первые два способа.
- При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
- Нормальные. Название говорит само за себя.
- Выпуклые. Иначе — усиленные.
- Вогнутые. По другому — ослабленные.
Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
- уширенные;
- ниточные.
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
- однослойные или однопроходные;
- многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.

Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны.
Дополнительные технологии
Соединение сваркой может производиться с применением различных дополнительных технологий. К основным видам относятся следующие:
- Подварочный. Предварительный шов. Предотвращает прожоги при осуществлении основного процесса.
- Прихватка. Фиксирует детали, приготовленные для процесса сваривания.
- Временный. Скрепляет заготовки на необходимое время, а затем удаляется.
- Монтажный сварной шов. Применяется при монтаже всевозможных конструкций.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов.
Виды сварок
Качество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
- Ручная дуговая. Этим способом можно скрепить детали из металлов любой толщины.
- Автоматическая. Из оборудования требуются трансформатор, выпрямитель или инвертор.
- В инертном газе. Соединение получается очень прочным. Инертные газы предохраняют металлические детали от окисления. К плюсам относятся отсутствие шлаков и отходов, а также аккуратный внешний вид.
- Газовая. Шов осуществляется под действием температуры горения газа из горелки.
- С помощью паяльника.
Вид сварки выбирают, исходя из требованиям к сварному шву.
Вид сварных соединений
К основным типам соединений, произведенных с помощью сварки, относятся:
- Стыковые. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
- Угловые. Соединяемые элементы могут располагаться друг относительно друга под любым углом.
- Нахлесточное. Детали располагаются параллельно друг другу.
- Тавровые. Под углом располагаются торец одной детали и поверхность другой.
- Торцовые. Свариваемые детали совмещены своими поверхностями.

Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости.
Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Имеются различные способы сварки стыковых швов:
- на весу;
- на подкладке из меди;
- на стальной подкладке;
- при выполнении предварительного подварочного шва.
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность.
Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.

Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение.
Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение — толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона.
Качественную угловую сварку получают в случае применения «лодочки». Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения.
Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности. К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
Тавровое соединение напоминает перевернутую букву «Т». Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях.
Наиболее удобно сварку осуществлять в наклонном положении, используя принцип «лодочки». При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных.
Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным.
Интересное видео
Монтажный шов — это… Что такое Монтажный шов?
- Монтажный шов
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
3.10 монтажный шов : Элемент узла примыкания, представляющий собой комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий из себя комбинацию из различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
3.5 монтажный шов: Элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
3.5 монтажный шов: Элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками.
Монтажный шов
—
Элемент узла примыкания, представляющий комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Монтажный шаблон электрооборудования
- монтажный элемент
Смотреть что такое «Монтажный шов» в других словарях:
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
ШОВ МОНТАЖНЫЙ — сварной шов, осуществляемый на месте монтажа конструкций (Болгарский язык; Български) монтажен шев (Чешский язык; Čeština) montážní svar (Немецкий язык; Deutsch) Montageschweißnaht (Венгерский язык; Magyar) szerelő varrat (Монгольский язык)… … Строительный словарь
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node <network>] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
ШОВ МОНТАЖНЫЙ — это… Что такое ШОВ МОНТАЖНЫЙ?
- ШОВ МОНТАЖНЫЙ
- сварной шов, осуществляемый на месте монтажа конструкций
(Болгарский язык; Български) — монтажен шев
(Чешский язык; Čeština) — montážní svar
(Немецкий язык; Deutsch) — Montageschweißnaht
(Венгерский язык; Magyar) — szerelő varrat
(Монгольский язык) — угсралтын шаваас
(Польский язык; Polska) — spoina montażowa
(Румынский язык; Român) — rost de montaj
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — montažni šav
(Испанский язык; Español) — junta de montaje
(Английский язык; English) — field joint; erection joint
(Французский язык; Français) — soudure sur chantier
Источник: Терминологический словарь по строительству на 12 языках
Строительный словарь.
- ШОВ МНОГОСЛОЙНЫЙ
- ШОВ НЕПРЕРЫВНЫЙ
Смотреть что такое «ШОВ МОНТАЖНЫЙ» в других словарях:
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Монтажный шов — 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node <network>] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
Монтажный шов — Большая Энциклопедия Нефти и Газа, статья, страница 1
Монтажный шов
Cтраница 1
Монтажный шов может быть стыковым, угловым и точечным. [1]
Монтажный шов ( рис. 29 в) и Шов по незамкнутой линии ( рис. 29 г) показывают по общим правилам. [3]
Иногда монтажный шов располагают между последним и предпоследним барабанами. При наличии камеры догорания задний или предпоследний барабан ередко делается коническим или полуконическим ( фиг. Конический барабан применяется также для увеличения парового пространства в задней части котла. При шахматном и телескопическом расположении барабаны соединяются заклепочным швом. Клепаные поперечные швы барабанов выполняются двух — и трехрядными ( с ухватным листом) внахлестку, с шахматным расположением заклепок и иногда с применением накладок. Продольные заклепочные швы у барабанов осуществляют встык с двумя накладками вразбежку. При одинаковых диаметрах барабанов в последнее время применяют сварные швы. Образец сварного шва цилиндрической части котла паровоза ФД приведен на фиг. Передняя решетка соединяется с цилиндрической частью котла однорядным клепаным или сварным швом. Плоскость решетки над дымогарными и жаровыми трубами укрепляется контрфорсами и тяжами. [4]
Монтажный шов стенки резервуара с понтоном предусмотрено сваривать встык с контролем шва по всей его длине. Если резервуар без понтона, то монтажный шов стенки резервуара можно выполнять путем нахлестки и сварки. Расстояние между смежными стыками должно быть не менее 500 мм. [6]
Монтажного шва я вывод шахтной лестницы; сварка замыкающего стыка корпуса, кольцевого таврового шва и швов, соединяющих окрайки с полосами днища. [7]
Знак монтажного шва и знак шва, выполняемого по замкнутому контуру, располагается на изломе линии наклонного участка и полки. [8]
Знак монтажного шва и знак шва, выполняемого по замкнутому контуру, располагаются на изломе линии наклонного участка и полки. [10]
Для сварки монтажного шва между верхней кромкой корпуса и покрытием устраивают подвесную люльку, которая опирается катками на край покрытия или поручень ограждений. Люльку тяжем на шарнирах прикрепляют к патрубку, приваренному в центре покрытия. С люльки монтируют и приваривают наружные стойки жесткости. [12]
При расположении монтажного шва на уровне перекрытий расчет сечения производится с учетом случайного эксцентриситета, но без учета коэффициента ср и тдл. [13]
Сварка замыкающего монтажного шва, соединяющего полотнище днища с кольцом
СВАРНОЙ ШОВ — это… Что такое СВАРНОЙ ШОВ?
Сварной шов — По ГОСТ 2601 74 Источник: ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
сварной шов — шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. [ГОСТ 2601 84] шов сварной Участок… … Справочник технического переводчика
Сварной шов — Seam weld Сварной шов. Непрерывный сварной шов, выполненный между накладывающимися элементами, соединение которых может производиться как на прилегающих поверхностях, так и на поверхности одного элемента. Непрерывный сварной шов может… … Словарь металлургических терминов
сварной шов внахлестку — сварной шов внакидку — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы сварной шов внакидку EN lap weld … Справочник технического переводчика
сварной шов с двойной J-образной разделкой кромок — Сварной шов с разделкой кромок, при которой одна из кромок разделывается в виде J с обеих сторон. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварной шов с двойной U-образной разделкой кромок — Сварной шов с разделкой кромок, при которой обе кромки разделываются в виде двух половинок буквы «U». [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварной шов с двойной V-образной разделкой кромок — Сварной шов с разделкой кромок, при которой обе грани разделываются с обеих сторон. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварной шов с односторонней J-образной разделкой кромки — Сварной шов с односторонней разделкой кромок, в котором край элемента соединения одного подготовлен в форме J с одной стороны. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварной шов с односторонней U-образной разделкой кромки — Сварной шов с разделкой кромок, в котором каждый край соединения подготовлен в форме J или половины U с одной стороны. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварной шов с односторонней разделкой кромки — Сварной шов с разделкой кромок, в котором край соединения одного элемента является скошенным с одной стороны. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .
.монтажная сварка — это … Что такое монтажная сварка?
сборка — [n1] конгрегация накопление, агрегация, сборка, ассоциация, группа, тело, связка, кламбейк *, кластер, кофейный клатч *, сбор, компания, конклав, конфаб *, конференция, собрание, совет, команда, толпа, фракция, стадо, сбор, получить…… Новый тезаурус
сборка — I (Roget s IV) n. 1. [Собрание лиц] Син. собрание, собрание, ассоциация; увидеть сбор.2. [Процесс соединения частей] Син. строительство, сборка, сборка, установка, соединение, моделирование, сборка,…… Английский словарь для студентов
Ультразвуковая сварка — это промышленная технология, при которой высокочастотные ультразвуковые акустические колебания локально применяются к деталям, удерживаемым вместе под давлением, для создания твердотельного сварного шва. Он обычно используется для пластмасс, особенно для соединения разнородных…… Wikipedia
Точечная сварка — это вид контактной сварки, применяемый для сварки различных изделий из листового металла.Обычно листы имеют толщину 0,5–3,0 мм. В процессе используются два профилированных электрода из медного сплава для концентрации сварочного тока в небольшом пятне и…… Wikipedia
Сварка по шаблону — это практика изготовления ножей и мечей, при которой лезвие состоит из нескольких металлических частей разного состава, которые свариваются друг с другом, скручиваются и манипулируются для формирования рисунка. Часто ошибочно называют дамасской сталью (которая производится… Википедия
Электрогазовая сварка — (EGW) — это процесс непрерывной дуговой сварки в вертикальном положении, разработанный в 1961 году, при котором дуга зажигается между плавящимся электродом и заготовкой.Иногда используется защитный газ, но давление не применяется. Основное различие между…… Wikipedia
Wayne Stamping & Assembly — Wayne Stamping and Assembly Plant — завод Ford в Уэйне, штат Мичиган, по производству автомобилей Ford Focus. Прошлые продукты включали Galaxie, Mercury, Edsel, Maverick, Lincoln, Escort / Lynx / EXP, Granada / Monarch и Versailles. Многие из… Википедия
Программируемая универсальная машина для сборки — PUMA (Программируемая универсальная машина для сборки или программируемая универсальная манипуляционная рука) — это промышленный робот-манипулятор, разработанный Виктором Шейнманом в новаторской робототехнической компании Unimation.Первоначально разработанный для General Motors, PUMA… Wikipedia
сварная деталь — Сборка составных частей, соединенных сваркой… Словарь автомобильных терминов
автоматика — / aw teuh may sheuhn /, n. 1. техника, метод или система управления или управления процессом с помощью высокоавтоматических средств, таких как электронные устройства, сводящие к минимуму вмешательство человека. 2. механическое устройство с электронным управлением,…… Универсал
строительство зданий — Техника и промышленность, используемые при сборке и возведении конструкций.Ранние люди строили в основном для убежища, используя простые методы. Строительные материалы поступали с земли, и производство было продиктовано ограничениями материалов и…… Универсалиум
2019 Справка по SOLIDWORKS — Сварные швы в сборках
В сборки можно добавлять упрощенные сварные швы. Упрощенные сварные швы обеспечивают легкое и простое изображение сварных швов.
В предыдущих версиях SOLIDWORKS вы добавляли сварные швы в качестве компонентов сборки. Этот метод больше не поддерживается. Однако вы по-прежнему можете редактировать существующие компоненты сварного шва.
Чтобы добавить сварной шов в сборку, выполните одно из следующих действий:
- Функции сборки Click (Вкладка Сборка в CommandManager) и щелкните Сварной шов .
- Щелкните.
- Сварной шов с защелкой (Панель инструментов Сварные детали).
Особенности сварных швов в сборках:
- Сварной шов может состоять только из двух компонентов (а не из трех и более). Для
Например, в этой сборке, чтобы приварить стержень к двум пластинам, вам понадобятся два сварных шва.
Первый сварной шов: Второй сварной шов: - Вы можете добавлять сварные швы только между компонентами верхнего уровня (деталями или
подузлы).Пример: сборка состоит из двух частей: P1 и P2 , а также подсборку SA1 . Подсборка
состоит из двух частей: P11 и P12 .
- Вы можете добавить сварной шов между P1 и P11 , потому что вы добавляете его между деталью верхнего уровня и подсборка верхнего уровня.
- Невозможно добавить сварной шов между P11 и P12 , потому что они являются компонентами одного узла.Открой документ подсборки для добавления сварного шва.
- Между легкими компонентами можно добавлять сварные швы. Сварные швы
отображаются как обычно в графической области и в сварном шве.
Папка
в дереве конструирования FeatureManager.
Если узел легкий, сварные швы внутри него не отображаются. в графической области или в дереве конструирования FeatureManager.
сварочная сборка — это … Что такое сварочная сборка?
сборка — [n1] конгрегация накопление, агрегация, сборка, ассоциация, группа, тело, связка, кламбейк *, кластер, кофейный клатч *, сбор, компания, конклав, конфаб *, конференция, собрание, совет, команда, толпа, фракция, стадо, сбор, получить…… Новый тезаурус
сборка — I (Roget s IV) n. 1. [Собрание лиц] Син. собрание, собрание, ассоциация; увидеть сбор.2. [Процесс соединения частей] Син. строительство, сборка, сборка, установка, соединение, моделирование, сборка,…… Английский словарь для студентов
Ультразвуковая сварка — это промышленная технология, при которой высокочастотные ультразвуковые акустические колебания локально применяются к деталям, удерживаемым вместе под давлением, для создания твердотельного сварного шва. Он обычно используется для пластмасс, особенно для соединения разнородных…… Wikipedia
Точечная сварка — это вид контактной сварки, применяемый для сварки различных изделий из листового металла.Обычно листы имеют толщину 0,5–3,0 мм. В процессе используются два профилированных электрода из медного сплава для концентрации сварочного тока в небольшом пятне и…… Wikipedia
Сварка по шаблону — это практика изготовления ножей и мечей, при которой лезвие состоит из нескольких металлических частей разного состава, которые свариваются друг с другом, скручиваются и манипулируются для формирования рисунка. Часто ошибочно называют дамасской сталью (которая производится… Википедия
Электрогазовая сварка — (EGW) — это процесс непрерывной дуговой сварки в вертикальном положении, разработанный в 1961 году, при котором дуга зажигается между плавящимся электродом и заготовкой.Иногда используется защитный газ, но давление не применяется. Основное различие между…… Wikipedia
Wayne Stamping & Assembly — Wayne Stamping and Assembly Plant — завод Ford в Уэйне, штат Мичиган, по производству автомобилей Ford Focus. Прошлые продукты включали Galaxie, Mercury, Edsel, Maverick, Lincoln, Escort / Lynx / EXP, Granada / Monarch и Versailles. Многие из… Википедия
Программируемая универсальная машина для сборки — PUMA (Программируемая универсальная машина для сборки или программируемая универсальная манипуляционная рука) — это промышленный робот-манипулятор, разработанный Виктором Шейнманом в новаторской робототехнической компании Unimation.Первоначально разработанный для General Motors, PUMA… Wikipedia
Motoman — Inc. Тип Частный сектор Промышленность Робототехника, автоматизация Основана в августе 1989 г. Штаб-квартира… Википедия
ABB Asea Brown Boveri — Infobox Название компании = Тип компании ABB = Public (SWX | CH0012221716CHF1 | ABBN) (OMX | SSE3966 | ABB) (NYSE | ABB) слоган = Мощность и производительность для лучшего мира. основание = 1988 через слияние шведской ASEA и Brown, Boveri Cie… Wikipedia
Техник по обслуживанию воздушных судов — Техник по обслуживанию воздушных судов, используемый в Соединенных Штатах, относится к физическому лицу, имеющему сертификат механика, выданный Федеральным управлением гражданской авиации; правила сертификации и для владельцев сертификатов подробно описаны в…… Wikipedia