Метрическая Резьба | Таблица Размеров и Параметров
Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьбаТонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.
Особенности метрической резьбыВинтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка трубная низкая являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. Сертифицированные винты купить в нашем магазине «Первый крепеж» очень просто. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Таблица размеров метрической резьбыТаблица метрической резьбы ISO:
Метрический профиль ISO | Наружная резьба | |||||
Нити | Основной диаметр | Диаметр шага | Малый диаметр | |||
Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
М 2 х 0,4 | 1. | 1.886 | 1.721 | 1.654 | 1.548 | 1.408 |
М 2,2 х 0,45 | 2.18 | 2.08 | 1.888 | 1.817 | 1.693 | 1.54 |
М 3 х 0,5 | 2.98 | 2.874 | 2.655 | 2.58 | 2.439 | 2.272 |
М 8 х 1,25 | 7.972 | 7.76 | 7.16 | 7.042 | 6.619 | 6.272 |
М 12 х 1,75 | 11.97 | 11.7 | 10.83 | 10.68 | 10.072 | 9.601 |
М 16 х 2 | 15.96 | 15.68 | 14.66 | 14.5 | 13.797 | 13. |
М 20 х 2,5 | 19.96 | 19.62 | 18.33 | 18.16 | 17.252 | 16.624 |
М 24 х 3 | 23.95 | 23.58 | 22 | 21.8 | 20.704 | 19.955 |
М 30 х 3,5 | 29.95 | 29.52 | 27.67 | 27.46 | 26.158 | 25.306 |
М 36 х 4 | 35.94 | 35.47 | 33.34 | 33.12 | 31.61 | 30.654 |
М 48 х 5 | 47.93 | 47.4 | 44.68 | 44.43 | 42.516 | 41.351 |
М 60 х 5,5 | 59.93 | 59.37 | 56. | 56.09 | 53.971 | 52.7 |
М 80 х 6 | 79.92 | 79.32 | 76.02 | 75.74 | 73.425 | 72.047 |
М 100 х 6 | 99.92 | 99.32 | 96.02 | 95.72 | 93.425 | 92.027 |
 981
981 271
271 35
35Таблица 2 метрической резьбы ISO:
Метрический профиль ISO | Внутренняя резьба | |||||
Нити | Малый диаметр | Диаметр шага | Основной диаметр | |||
Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
М 2 х 0,4 | 1. | 1.567 | 1.83 | 1.74 | 2.148 | 2 |
М 2,2 х 0,45 | 1.838 | 1.713 | 2.003 | 1.908 | 2.36 | 2.2 |
М 3 х 0,5 | 2.599 | 2.459 | 2.775 | 2.308 | 3.172 | 3 |
М 8 х 1,25 | 6.912 | 6.647 | 7.348 | 7.188 | 8.34 | 8 |
М 12 х 1,75 | 10.441 | 10.106 | 11.063 | 10.863 | 12.453 | 12 |
М 20 х 2,5 | 17.744 | 17.294 | 18.6 | 18.376 | 20.585 | 20 |
М 30 х 3,5 | 26. | 26.211 | 28.007 | 27.727 | 30.785 | 30 |
М 60 х 5,5 | 54.796 | 54.046 | 56.783 | 56.428 | 61.149 | 60 |
М 80 х 6 | 74.305 | 73.505 | 76.478 | 76.103 | 81.241 | 80 |
М 100 х 6 | 94.305 | 93.505 | 96.503 | 96.103 | 101.27 | 100 |
 679
679 771
771И метрические, и стандартные болты измеряют размер головки в соответствии с расстоянием между плоскими частями. Для стандартных «имперских» болтов размер головки измеряется в дюймах или долях дюйма. Метрические размеры головки шурупа измеряются в миллиметрах, что может вызвать путаницу, если инженеры попытаются применить метрические болты к американским системам, и наоборот.
Дюймовые болты в основном происходят из Соединенных Штатов, и они работают на основе имперской измерительной системы. Это означает, что и болт, и инструменты, используемые с ним, измеряются в дюймах или долях дюймов. Для них шаг резьбы выражается в количестве нитей на дюйм, или TPI. Такой болт с тонкой резьбой лишь немного тоньше, чем стандартный метрический болт с грубой резьбой. Если вы хотите купить болты оптом от производителя с доставкой, тогда вы можете это сделать в нашем магазине «Первый крепеж».
Метрические болты разработаны в соответствии с метрической системой измерений. Даже когда они разработаны в США, крепежные детали, такие как винты, болты и гайки, могут использовать метрическую систему, потому что ее легче масштабировать вверх и вниз, чем имперскую систему. Кроме того, международные производители гораздо чаще используют метрические болты, поэтому американские производители должны проектировать свои системы с учетом метрической системы, если они хотят продавать свою продукцию за рубежом.
Если метрический болт имеет диаметр более 6 мм, международная организация по стандартизации (ISO) маркирует головку болта термином «ISO M» или «M», чтобы подтвердить, что болт соответствует стандартам ISO. Производители также иногда маркируют метрические болты однозначными цифрами, чтобы указать их прочность. Некоторые производители также выбивают «М» и класс прочности на плоских шестигранных болтах.
В магазине «Первый крепеж» (One Krep) вы можете приобрести крепеж оптом независимо от того, какой тип, размер или материал вас интересует. Так же мы предлагаем купить болты мебельные оптом, цена вам понравится. В нашем каталоге представлен огромный выбор производителей, моделей и т. д., а специалисты магазина всегда помогут найти оптимальный вариант. Консультанты ответят на все интересующие вопросы, сориентируют по цене и скорости доставки.
Звоните по телефону 8-800-201-81-96, чтобы бесплатно проконсультироваться со специалистом и оформить предварительный заказ.
Метрическая резьба: таблица основных размеров, стандартный внутренний диаметр и шаг по параметрам ГОСТа
12Ноя
Содержание статьи
- Сфера применения
- Основные параметры
- Геометрические размеры
- Применение табличной информации
- Правила обозначения
- Поля допусков
- Основной шаг
- Таблица значений диаметров метрической спирали </li
- Полная таблица метрических резьб до 10 мм согласно ГОСТ 24705-2004
Такие соединения могут применяться на разных материалах – на металле, пластмассе, дереве. Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.
Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки. Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей. Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах | Наружное сечение в мм | Внутреннее сечение в мм |
| 0,25 | 6,35 | 4,724 |
| 0,375 | 9,525 | 7,492 |
| 0,5 | 12,7 | 9,989 |
| 0,75 | 19,05 | 15,798 |
| 1 | 25,4 | 21,334 |
| 1,125 | 28,575 | 23,929 |
| 1,025 | 31,75 | 27,104 |
| 1,375 | 34,925 | 29,504 |
| 1,5 | 38,1 | 32,679 |
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
- Наружный диаметр резьбы.
 По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно. - Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
 По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.Следующие:
- Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала. Не может превышать 140 градусов.
- Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании. От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической в таблицах. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
 В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр резьбы. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.

Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы. Второй стандартный размер точности метрических резьб – это средний диаметр таблицы. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр. Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.
Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные. Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
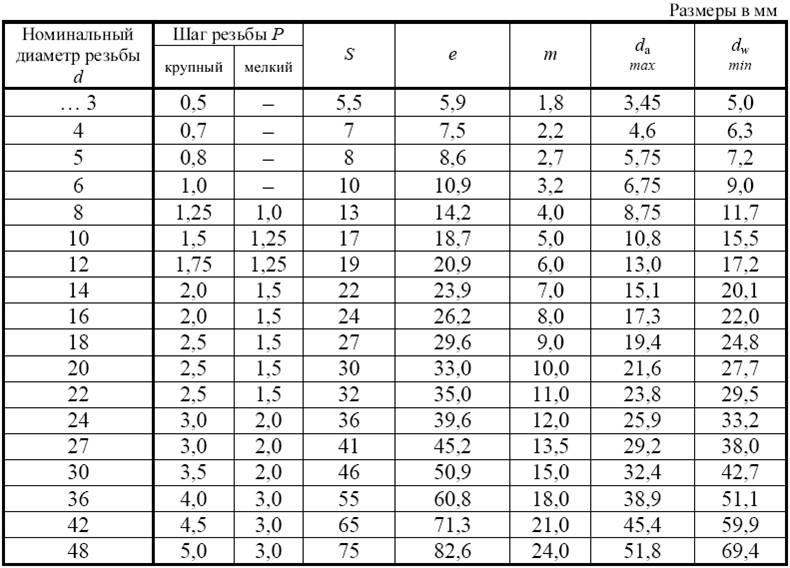
| Размер, мм | 1,4 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 |
| Основной шаг, мм | 0,3 | 0,4 | 0,45 | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 |
Таблица значений диаметров метрической спирали
Здесь мы приводим не только нормативный показатель, а все три.
Шаг, мм | Внешний d, мм | Средний d, мм | Внутренний d, мм |
| 0,4 | 2 | 1,74 | 1,567 |
| 0,45 | 2,5 | 2,201 | 2,013 |
| 0,5 | 3 | 2,675 | 2,459 |
| 0,6 | 3,5 | 3,11 | 3,85 |
| 0,7 | 4 | 3,546 | 3,242 |
| 0,75 | 4,5 | 4,013 | 3,688 |
| 0,8 | 5 | 4,48 | 4,134 |
| 1 | 6 | 5,35 | 4,819 |
| 0,25 | 2 | 1,838 | 1,729 |
| 0,35 | 2,5 | 2,273 | 2,121 |
| 1,25 | 10 | 9,188 | 8,647 |
| 1,5 | 12 | 11,026 | 10,376 |
| 2 | 18 | 16,701 | 15,835 |
| 3 | 30 | 28,051 | 26,752 |
| 4 | 42 | 39,402 | 37,67 |
Это далеко не все сведения, полную информацию можно узнать из ГОСТ. Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Полная таблица размеров метрических резьб до 10 мм согласно ГОСТ 24705-2004
Номинальный, d. Наружный, D | Внутренний, D1, d1 | Средний, D2, d2 | Внутренний, по дну впадины d3 | Шаг, P |
| 0,25 | 0,169 | 0,201 | 0,158 | 0,075 |
| 0,3 | 0,213 | 0,248 | 0,202 | 0,08 |
| 0,35 | 0,253 | 0,292 | 0,240 | 0,09 |
| 0,4 | 0,292 | 0,335 | 0,277 | 0,1 |
| 0,45 | 0,342 | 0,385 | 0,327 | 0,1 |
| 0,5 | 0,365 | 0,419 | 0,347 | 0,125 |
| 0,55 | 0,415 | 0,469 | 0,397 | 0,125 |
| 0,6 | 0,438 | 0,503 | 0,416 | 0,15 |
| 0,7 | 0,511 | 0,586 | 0,485 | 0,175 |
| 0,8 | 0,583 | 0,670 | 0,555 | 0,2 |
| 0,9 | 0,656 | 0,754 | 0,624 | 0,225 |
| 1 | 0,729 | 0,838 | 0,693 | 0,25 |
| 0,783 | 0,870 | 0,755 | 0,2 | |
| 1,1 | 0,829 | 0,938 | 0,793 | 0,25 |
| 0,883 | 0,970 | 0,855 | 0,2 | |
| 1,2 | 0,929 | 1,038 | 0,893 | 0,25 |
| 0,983 | 1,070 | 0,955 | 0,2 | |
| 1,4 | 1,075 | 1,205 | 1,032 | 0,3 |
| 1,183 | 1,270 | 1,155 | 0,2 | |
| 1,6 | 1,221 | 1,373 | 1,171 | 0,35 |
| 1,383 | 1,470 | 1,355 | 0,2 | |
| 1,8 | 1,421 | 1,573 | 1,371 | 0,35 |
| 1,583 | 1,670 | 1,555 | 0,2 | |
| 2 | 1,567 | 1,740 | 1,509 | 0,4 |
| 1,729 | 1,838 | 1,693 | 0,25 | |
| 2,2 | 1,713 | 1,908 | 1,648 | 0,45 |
| 1,929 | 2,038 | 1,893 | 0,25 | |
| 2,5 | 2,013 | 2,208 | 1,948 | 0,45 |
| 2,121 | 2,273 | 2,071 | 0,35 | |
| 3 | 2,459 | 2,675 | 2,387 | 0,5 |
| 2,621 | 2,773 | 2,571 | 0,35 | |
| 3,5 | 2,850 | 3,110 | 2,764 | 0,6 |
| 3,121 | 3,273 | 3,071 | 0,35 | |
| 4 | 3,242 | 3,545 | 3,141 | 0,7 |
| 3,459 | 3,675 | 3,387 | 0,5 | |
| 4,5 | 3,688 | 4,013 | 3,580 | 0,75 |
| 3,959 | 4,175 | 3,887 | 0,5 | |
| 5 | 4,134 | 4,480 | 4,019 | 0,8 |
| 4,459 | 4,675 | 4,387 | 0,5 | |
| 5,5 | 4,959 | 5,175 | 4,887 | 0,5 |
| 6 | 4,917 | 5,350 | 4,773 | 1 |
| 5,188 | 5,513 | 5,080 | 0,75 | |
| 5,459 | 5,675 | 5,387 | 0,5 | |
| 7 | 5,917 | 6,350 | 5,773 | 1 |
| 6,188 | 6,513 | 6,080 | 0,75 | |
| 6,459 | 6,675 | 6,387 | 0,5 | |
| 8 | 6,647 | 7,188 | 6,466 | 1,25 |
| 6,917 | 7,350 | 6,773 | 1 | |
| 7,188 | 7,513 | 7,080 | 0,75 | |
| 7,459 | 7,675 | 7,387 | 0,5 | |
| 9 | 7,647 | 8,188 | 7,466 | 1,25 |
| 7,917 | 8,350 | 7,773 | 1 | |
| 8,188 | 8,513 | 8,080 | 0,75 | |
| 8,459 | 8,675 | 8,387 | 0,5 | |
| 10 | 8,376 | 9,026 | 8,160 | 1,5 |
| 8,647 | 9,188 | 8,466 | 1,25 | |
| 8,917 | 9,350 | 8,773 | 1 | |
| 9,188 | 9,513 | 9,080 | 0,75 | |
| 9,459 | 9,675 | 9,387 | 0,5 |
Мы рассказали о стандартных резьбах метрических и шагах, представили данные в таблицах.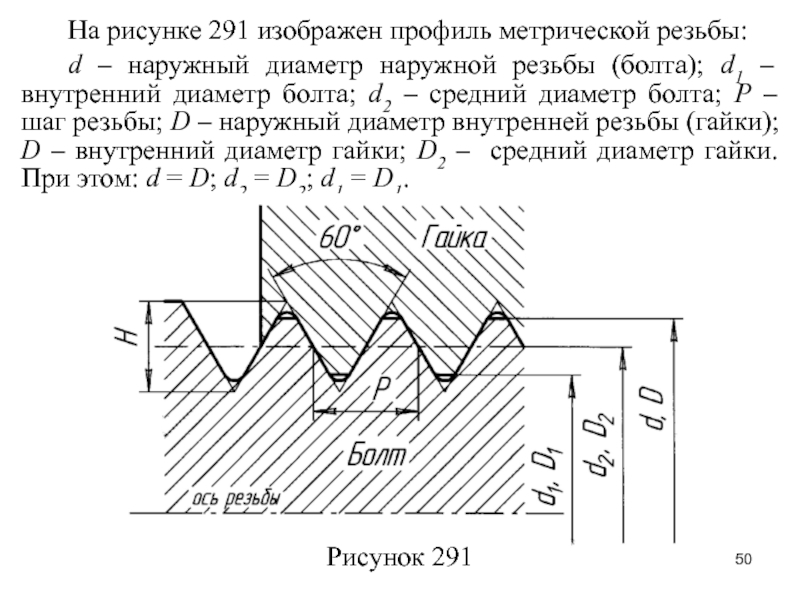 В качестве завершения статьи посмотрим несколько видео:
В качестве завершения статьи посмотрим несколько видео:
Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Семантика
ISO 724 — Метрическая резьба
ISO 724 определяет основные размеры метрической резьбы в соответствии с ISO 261. Размеры относятся к основному профилю в соответствии с ISO 68. разный шаг для некоторых размеров. Угол резьбы составляет 60 o , а глубина резьбы составляет 0,614 x шаг.
Метрическая резьба – более крупная резьба
В таблице ниже указаны некоторые из наиболее часто используемых крупных резьб до размера M 68. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
| Size — Nominal Diameter (mm) | Pitch 1) (mm) | Clearance Drill (mm) | Tap Drill (mm) | Tensile Stress Area (mm 2 ) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M 1.6 | 0.35 | 1.8 | 1.25 | ||||||||||||
| M 2 | 0.40 | 2.4 | 1.60 | ||||||||||||
| M 2.5 | 0.45 | 2.90 | 2.00 | ||||||||||||
| M 3 | 0.50 | 3.40 | 2.50 | ||||||||||||
| M 3.5 | 0.60 | 3.90 | 2.90 | ||||||||||||
| M 4 | 0.70 | 4.50 | 3. 30 30 | 8.78 | |||||||||||
| M 5 | 0.80 | 5.50 | 4.20 | 14.2 | |||||||||||
| M 6 | 1.00 | 6.60 | 5.00 | 20.1 | |||||||||||
| M 8 | 1.25 | 9.00 | 6.80 | 36.6 | |||||||||||
| M 10 | 1,50 | 12.00 | 8.50 | 58,0 | |||||||||||
| M 12 | 1,75 | 14,00 | 10.20956 | 84.310.20 | 84.310.20 | 84.310.20956 | 84.310.20 | 8.10.20956 | 10,2056 | 10,2056 | 14.000051 | ||||
| M 14 | 2.00 | 16.00 | 12.00 | ||||||||||||
| M 16 | 2.00 | 18.00 | 14.00 | 157 | |||||||||||
| M 20 | 2. 50 50 | 22.00 | 17.50 | 245 | |||||||||||
| M 22 | 2.50 | 25.00 | 19.50 | ||||||||||||
| M 24 | 3.00 | 27.00 | 21.00 | 353 | |||||||||||
| M 27 | 3.00 | 30.00 | 24.00 | ||||||||||||
| M 30 | 3.50 | 33.00 | 26.50 | 561 | |||||||||||
| M 36 | 4.00 | 40.00 | 32.00 | 817 | |||||||||||
| M 42 | 4,50 | 46,00 | 37,50 | 1120 | |||||||||||
| M 48 | |||||||||||||||
| M 48 | 9005.00|||||||||||||||
| M 48 | |||||||||||||||
| M 48 | |||||||||||||||
| 53.00 | 43.00 | 1470 | |||||||||||||
| M 56 | 5.50 | 62.00 | 50.50 | 2030 | |||||||||||
| M 64 | 6. 00 00 | 70.00 | 58.00 | 2680 | |||||||||||
| M 68 | 6.00 | 74.00 | 62.00 |
1) Для метрических резьб шаг – это расстояние между витками.
Загрузите и распечатайте метрическую резьбу с крупным зазором и таблицу отверстий под метчик
Метрическая резьба — мелкая резьба
Обычно метрическая мелкая резьба обозначается заглавной М плюс указание на их номинальный внешний диаметр и шаг:
Размер M x шаг
Пример:
M 10 x 1,5
В таблице ниже указаны обычно используемые более тонкие резьбы до размера M 100. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Size — Nominal Diameter | Pitch 1) (mm) | Tap Drill (mm) | Tensile Stress Area ( mm 2 ) | |||
|---|---|---|---|---|---|---|
M 1. 0 x 0.2 0 x 0.2 | 0.20 | 0.80 | ||||
| M 1.1 x 0.2 | 0.20 | 0.90 | ||||
| M 1.2 x 0.2 | 0.20 | 1.00 | ||||
| M 1.4 x 0.2 | 0.20 | 1.20 | ||||
| M 1.6 x 0.2 | 0.20 | 1.40 | ||||
| M 1.8 x 0.2 | 0.20 | 1.60 | ||||
| M 2 x 0.25 | 0.25 | 1.75 | ||||
| M 2.2 x 0.25 | 0.25 | 1.95 | ||||
| M 2.5 x 0.35 | 0.35 | 2.10 | ||||
| M 3 x 0.35 | 0.35 | 2.60 | ||||
| M 3.5 x 0.35 | 0.35 | 3.10 | ||||
| M 4 x 0.5 | 0.50 | 3.50 | ||||
| M 4.5 x 0.5 | 0. 50 50 | 4.00 | ||||
| M 5 x 0.5 | 0.50 | 4.50 | ||||
| M 5.5 x 0.5 | 0.50 | 5.00 | ||||
| M 6 x 0.75 | 0.75 | 5.20 | 20.1 | |||
| M 7 x 0.75 | 0.75 | 6.20 | ||||
| M 8 x 0.75 | 0.75 | 7.20 | ||||
| M 8 x 1.0 | 1.00 | 7.00 | 39.2 | |||
| M 9 x 0.75 | 0.75 | 8.20 | ||||
| M 9 x 1 | 1.00 | 8.00 | ||||
| M 10 x 0.75 | 0.75 | 9.20 | ||||
| M 10 x 1 | 1.00 | 9.00 | 64.5 | |||
| M 10 x 1.25 | 1.25 | 8.80 | 61.2 | |||
| M 11 x 0.75 | 0. 75 75 | 10.20 | ||||
| M 11 x 1 | 1.00 | 10.00 | ||||
| M 12 x 1 | 1.00 | 11.00 | ||||
| M 12 x 1.25 | 1.25 | 10.80 | 92.1 | |||
| M 12 x 1.5 | 1.50 | 10.50 | 88.1 | |||
| M 14 x 1.0 | 1.00 | 13.00 | ||||
| M 14 x 1.25 | 1.25 | 12.80 | ||||
| M 14 x 1.5 | 1.50 | 12.50 | ||||
| M 15 x 1 | 1.00 | 14.00 | ||||
| M 15 x 1.5 | 1.50 | 13.50 | ||||
| M 16 x 1 | 1.00 | 15.00 | 178 | |||
| M 16 x 1.5 | 1.50 | 14.50 | 167 | |||
| M 17 x 1.0 | 1. 00 00 | 16.00 | ||||
| M 17 x 1.5 | 1.50 | 15.50 | ||||
| M 18 x 1.0 | 1.00 | 17.00 | ||||
| M 18 x 1.5 | 1.50 | 16.50 | ||||
| M 18 x 2,0 | 2,00 | 16,00 | ||||
| M 20 x 1,0 | 1,00 | 19,00 | 9.00 | 9.00 | 9003 90079003 | 9.00 | 900319,00 | 900319,00 | 900319,00 | 900319,00 | 0056 | 1.50 | 18.50 | 272 |
| M 20 x 2.0 | 2.00 | 18.00 | 258 | |||
| M 22 x 1.0 | 1.00 | 21.00 | ||||
| M 22 x 1.5 | 1.50 | 20.50 | ||||
M 22 x 2. 0 0 | 2.00 | 20.00 | ||||
| M 24 x 1.0 | 1.00 | 23.00 | ||||
| M 24 x 1.5 | 1.50 | 22.50 | 401 | |||
| M 24 x 2.0 | 2.00 | 22.00 | 384 | |||
| M 25 x 1.0 | 1.00 | 24.00 | ||||
| M 25 x 1,5 | 1,50 | 23.50 | ||||
| M 25 x 2,0 | 2,00 | 23,00 | ||||
| M77.00 | ||||||
| M77.00 | ||||||
| м.0055 26.00 | ||||||
| M 27 x 1.5 | 1.50 | 25.50 | ||||
| M 27 x 2.0 | 2.00 | 25.00 | ||||
| M 28 x 1.0 | 1.00 | 27.00 | ||||
| M 28 x 1,5 | 1,50 | 26.50 | ||||
| M 28 x 2,0 | 2,00 | 26,00 | ||||
M 30.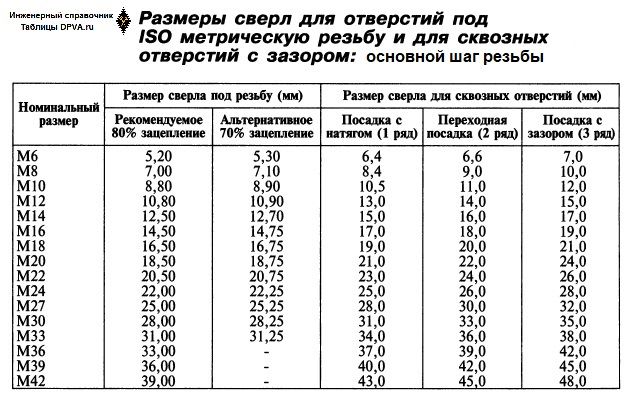 00956 00956 | ||||||
| M 30.00156 | ||||||
| M 30.11.00 | ||||||
| 29.00 | ||||||
| M 30 x 1.5 | 1.50 | 28.50 | ||||
| M 30 x 2.0 | 2.00 | 28.00 | 621 | |||
| M 30 x 3.0 | 3.00 | 27.00 | 581 | |||
| M 32 x 1.5 | 1.50 | 30.50 | ||||
| M 32 x 2.0 | 2.00 | 30.00 | ||||
| M 33 x 1.5 | 1.50 | 31.50 | ||||
| M 33 x 2.0 | 2.00 | 31.00 | ||||
| M 33 x 3.0 | 3.00 | 30.00 | ||||
| M 35 x 1.5 | 1.50 | 33.50 | ||||
| M 35 x 2.0 | 2.00 | 33.00 | ||||
M 36 x 1. 5 5 | 1.50 | 34.50 | ||||
| M 36 x 2.0 | 2.00 | 34.00 | 915 | |||
| M 36 x 3.0 | 3.00 | 33.00 | 865 | |||
| M 39 x 1.5 | 1.50 | 37.50 | ||||
| M 39 x 2.0 | 2.00 | 37.00 | ||||
| M 39 x 3,0 | 3,00 | 36,00 | ||||
| M 40 x 1,5 | ,1,5056 | |||||
| M 40 x 1,5 | ,1,5056 | |||||
| M40.0051 | ||||||
| M 40 x 2.0 | 2.00 | 38.00 | ||||
| M 40 x 3.0 | 3.00 | 37.00 | ||||
| M 42 x 1.5 | 1.50 | 40.50 | ||||
| M 42 x 2.0 | 2.00 | 40.00 | ||||
| M 42 x 3.0 | 3.00 | 39.00 | 1210 | |||
M 42 x 4. 0 0 | 4.00 | 38.00 | 1150 | |||
| M 45 x 1.5 | 1.50 | 43.50 | ||||
| M 45 x 2.0 | 2.00 | 43.00 | ||||
| M 45 x 3.0 | 3.00 | 42.00 | ||||
| M 45 x 4.0 | 4.00 | 41.00 | ||||
| M 48 x 1.5 | 1.50 | 46.50 | ||||
| M 48 x 2.0 | 2.00 | 46.00 | ||||
| M 48 x 3.0 | 3.00 | 45.00 | 1600 | |||
| M 48 x 4.0 | 4.00 | 44.00 | 1540 | |||
| M 50 x 1.5 | 1.50 | 48.50 | ||||
| M 50 x 2.0 | 2.00 | 48.00 | ||||
| M 50 x 3.0 | 3.00 | 47.00 | ||||
M 52 x 1. 5 5 | 1.50 | 50.50 | ||||
| M 52 x 2.0 | 2.00 | 50.00 | ||||
| M 52 x 3.0 | 3.00 | 49.00 | ||||
| M 52 x 4.0 | 4.00 | 48.00 | ||||
| M 55 x 1.5 | 1.50 | 53.50 | ||||
| M 55 x 2.0 | 2.00 | 53.00 | ||||
| M 55 x 3.0 | 3.00 | 52.00 | ||||
| M 55 x 4.0 | 4.00 | 51.00 | ||||
| M 56 x 1.5 | 1.50 | 54.50 | ||||
| M 56 x 2.0 | 2.00 | 54.00 | ||||
| M 56 x 3.0 | 3.00 | 53.00 | ||||
| M 56 x 4.0 | 4.00 | 52.00 | ||||
| M 58 x 1.5 | 1. 50 50 | 56.50 | ||||
| M 58 x 2.0 | 2.00 | 56.00 | ||||
| M 58 x 3.0 | 3.00 | 55.00 | ||||
| M 58 x 4.0 | 4.00 | 54.00 | ||||
| M 60 x 1.5 | 1.50 | 58.50 | ||||
| M 60 x 2.0 | 2.00 | 58.00 | ||||
| M 60 x 3.0 | 3.00 | 57.00 | ||||
| M 60 x 4.0 | 4.00 | 56.00 | ||||
| M 62 x 1.5 | 1.50 | 60.50 | ||||
| M 62 x 2,0 | 2.00 | 60,00 | ||||
| M 62 x 3,0 | 3,00 | 59,00 | ||||
| M 62 x 4,00056 | ||||||
| M 62 x 4,00056 | ||||||
| M 62 x 4,00056 | ||||||
| M 62 x 4,00056 | ||||||
M 629.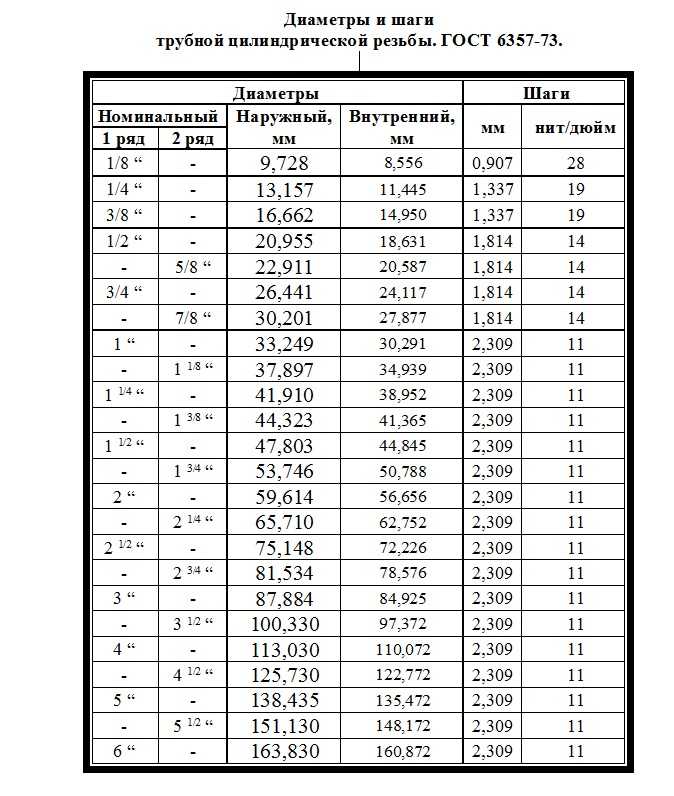 00956 00956 | ||||||
| M 629,0056 | ||||||
| M 629,0056 | ||||||
| M 64 x 1.5 | 1.50 | 62.50 | ||||
| M 64 x 2.0 | 2.00 | 62.00 | ||||
| M 64 x 3.0 | 3.00 | 61.00 | ||||
| M 64 x 4.0 | 4.00 | 60.00 | ||||
| M 65 x 1.5 | 1.50 | 63.50 | ||||
| M 65 x 2.0 | 2.00 | 63.00 | ||||
| M 65 x 3.0 | 3.00 | 62.00 | ||||
| M 65 x 4.0 | 4.00 | 61.00 | ||||
| M 68 x 1.5 | 1.50 | 66.50 | ||||
| M 68 x 2.0 | 2.00 | 66.00 | ||||
| M 68 x 3.0 | 3.00 | 65.00 | ||||
M 68 x 4. 0 0 | 4.00 | 64.00 | ||||
| M 70 x 1.5 | 1.50 | 68.50 | ||||
| M 70 x 2.0 | 2.00 | 68.00 | ||||
| M 70 x 3.0 | 3.00 | 67.00 | ||||
| M 70 x 4.0 | 4.00 | 66.00 | ||||
| M 70 x 6.0 | 6.00 | 64.00 | ||||
| M 72 x 1.5 | 1.50 | 70.50 | ||||
| M 72 x 2.0 | 2.00 | 70.00 | ||||
| M 72 x 3.0 | 3.00 | 69.00 | ||||
| M 72 x 4.0 | 4.00 | 68.00 | ||||
| M 72 x 6.0 | 6.00 | 66.00 | ||||
| M 75 x 1.5 | 1.50 | 73.50 | ||||
| M 75 x 2.0 | 2. 00 00 | 73.00 | ||||
| M 75 x 3.0 | 3.00 | 72.00 | ||||
| M 75 x 4.0 | 4.00 | 71.00 | ||||
| M 75 x 6.0 | 6.00 | 69.00 | ||||
| M 76 x 1.5 | 1.50 | 74.50 | ||||
| M 76 x 2.0 | 2.00 | 74.00 | ||||
| M 76 x 3.0 | 3.00 | 73.00 | ||||
| M 76 x 4.0 | 4.00 | 72.00 | ||||
| M 76 x 6.0 | 6.00 | 70.00 | ||||
| M 80 x 1.5 | 1.50 | 78.50 | ||||
| M 80 x 2.0 | 2.00 | 78.00 | ||||
| M 80 x 3.0 | 3.00 | 77.00 | ||||
| M 80 x 4.0 | 4.00 | 76. 00 00 | ||||
| M 80 x 6.0 | 6.00 | 74.00 | ||||
| M 85 x 2.0 | 2.00 | 83.00 | ||||
| M 85 x 3.0 | 3.00 | 82.00 | ||||
| M 85 x 4.0 | 4.00 | 81.00 | ||||
| M 85 x 6.0 | 6.00 | 79.00 | ||||
| M 90 x 2.0 | 2.00 | 88.00 | ||||
| M 90 x 3.0 | 3.00 | 87.00 | ||||
| M 90 x 4.0 | 4.00 | 86.00 | ||||
| M 90 x 6.0 | 6,00 | 84,00 | ||||
| M 95 x 2,0 | 2,00 | 93,00 | ||||
| M 95 x 3,0 | 3,00956 | 92,00 900 | 959959959 | 92,00 900 | 3,0056 | 900 900 | 9 | 3,0056 | 900 900 | 99969 | 3,0056 | 900 900 | 3,0056 | 955 955 900 | 3,0051 | 955 959 900 | ,0017 | M 95 x 4. 0 0 | 4.00 | 91.00 |
| M 95 x 6.0 | 6.00 | 89.00 | ||||
| M 100 x 2.0 | 2.00 | 98.00 | ||||
| M 100 x 3.0 | 3.00 | 97.00 | ||||
| M 100 x 4.0 | 4.00 | 96.00 | ||||
| M 100 x 6.0 | 6.00 | 94.00 |
Связанные стандарты ISO
- ISO 68:1973 Резьба общего назначения ISO. Базовый профиль
- ISO 261:1973 Метрическая резьба общего назначения ISO. Общий план — Выбранные размеры для винтов, болтов и гаек
- ISO 724:1993 Метрическая резьба общего назначения ISO — Основные размеры
- ISO 965-1:1980 Метрическая резьба общего назначения ISO — Допуски — Часть 1: Принципы и основные данные
- ISO 965-2:1980 Метрическая резьба ISO общего назначения. Допуски. Часть 2. Пределы размеров резьбы болтов и гаек общего назначения. Среднее качество
- ISO 965-3:1980 Метрическая резьба ISO общего назначения. Допуски. Часть 3: Отклонения для конструкционной резьбы
- ISO 1502:1996 Метрическая резьба общего назначения ISO. Калибровка и калибрование
 Пределы размеров резьбы болтов и гаек общего назначения. Среднее качество
Пределы размеров резьбы болтов и гаек общего назначения. Среднее качествоРезьба, изготовленная по этому стандарту, взаимозаменяема с резьбой, изготовленной по метрическому стандарту Метрическая резьба ANSI/ASME B1.13M: профиль M .

 350
350 676
676 917
917 376
376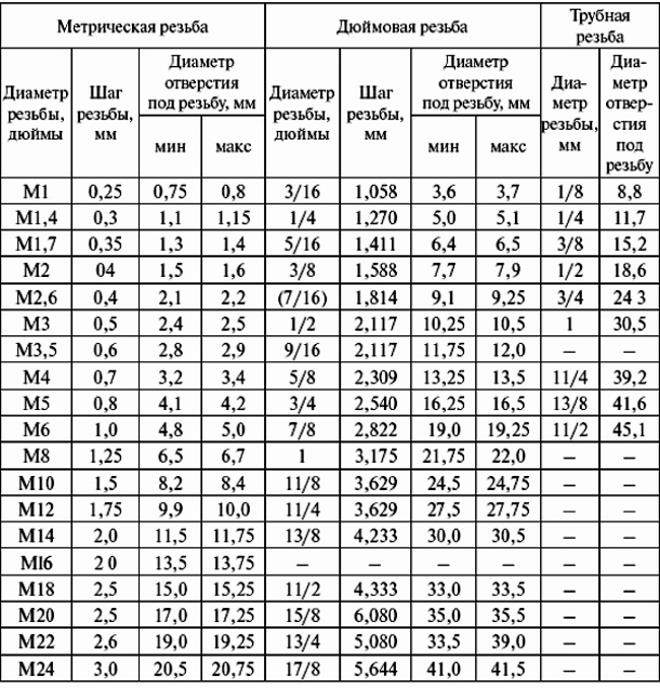 459
459 647
647 459
459 647
647 459
459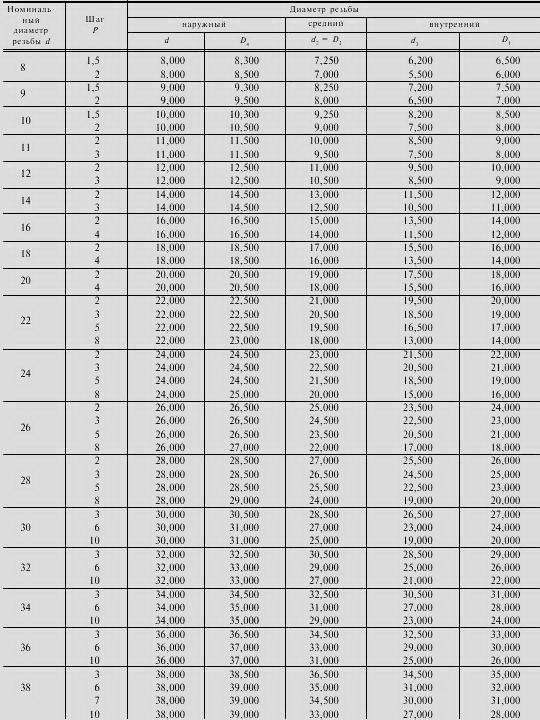 835
835 647
647 459
459 294
294 647
647 459
459 376
376 459
459 835
835 188
188