Как резать толстый металл резаком
Для кислородных резаков обычного устройства можно считать нормальными толщины разрезаемой стали до 200—300 мм, как не вызывающие особых затруднений и не требующие особых специальных приёмов резки. Толщины свыше указанных считаются большими и требуют специальной аппаратуры и особых приёмов резки, встречающей значительные затруднения.
Затруднения при резке больших толщин заключаются главным образом в следующем. Требуются специальные мощные резаки с увеличенным подогревательным пламенем и с увеличенным диаметром сопла режущего кислорода. По существующей теории давление режущего кислорода должно возрастать с увеличением раз
резаемой толщины. Существуют эмпирические формулы для определения давления режущего кислорода в зависимости от разрезаемой толщины. В обычных резаках с цилиндрическим или ступенчато-цилиндрическим соплом давление режущего кислорода на входе в резак меняется от 3—4 ати для малых толщин до 8—9 ати для толщины 100 мм, 11 —12 ати для 200 мм, 12—14 ати для 300 мм, 20—25 ати для 400—500 мм.
Непрерывно растущая потребность резки всё больших толщин металла, соответственно общему росту мощности промышленности, заставляет более внимательно подойти к изучению процесса кислородной резки. Таким изучением применительно к резке больших толщин с конца 1948 г. занимались инж. М. М. Борт и автор настоящей книги, которые пришли к следующим основным выводам. Давление кислорода на входе в резак определяется главным образом конструкцией резака и не является характерной величиной для процесса резки. Основными величинами являются скорость, длина и сечение струи кислорода. Скорость должна быть сверхзвуковой. Длина струи зависит от её начального сечения, конструкции сопла и скорости на выходе.
Таким изучением применительно к резке больших толщин с конца 1948 г. занимались инж. М. М. Борт и автор настоящей книги, которые пришли к следующим основным выводам. Давление кислорода на входе в резак определяется главным образом конструкцией резака и не является характерной величиной для процесса резки. Основными величинами являются скорость, длина и сечение струи кислорода. Скорость должна быть сверхзвуковой. Длина струи зависит от её начального сечения, конструкции сопла и скорости на выходе.
Строение струи и распределение скоростей в ней схематически показаны на фиг. 234. Струя режущего кислорода А имеет коническую форму и постепенно сходит на нет. Струя кислорода увлекает с собой окружающий воздух, образуя постепенно расширяющуюся наружную зону Б, заполненную смесью кислорода с воздухом. Газы наружной оболочки Б перемещаются в осевом направлении, но со значительно меньшей скоростью, быстро уменьшающейся в радиальном направлении. Примерное распределение скоростей в сечениях струи 1—1, 2—2 и 3—3 показано на фиг.
По мере удаления от среза мундштука уменьшаются сечение кислородной струи и скорость движения кислорода в ней и, наконец, струя становится практически непригодной для резки. Уменьшение сечения и скорости струи служит основной причиной так называемого отставания при резке, о котором говорилось выше.
Фиг. 234. Струя режущего кислорода.
Более внимательное изучение процеса кислородной резки приводит к следующим заключениям.
Решающим показателем для успеха резки является скорость движения кислорода в режущей струе, достаточная для успешного сдувания расплавленных окислов с поверхности металла в полости реза.
Давление кислорода на входе в резак, обеспечивающее необходимую начальную скорость кислорода, определяется главным образом конструкцией резака. Несовершенство конструкции существующих стандартных резаков вызывает необходимость пользоваться значительными давлениями кислорода на входе в резак, а также быстро повышать давление с увеличением толщины разрезаемого металла.
Главнейшие конструктивные недочёты существующих стандартных резаков следующие: неудачная форма сопла режущего кислорода, наличие резких отклонений пути кислорода в резаке, в особенности при переходе от ствола к мундштуку, наличие резких изменений сечения на пути кислорода, например в вентиле. Обычная цилиндрическая или ступенчато-цилиндрическая форма сопла неудовлетворительно переводит потенциальную энергию сжатого газа в кинетическую энергию струи при сверхзвуковых скоростях.
Учитывая сказанное, М. М. Борт и автор книги сконструировали и построили в Киевском политехническом институте мощный кислородный резак Р-100 для резки стали толщиной до 2 м. В резаке Р-100, схематически показанном на фиг. 235, выполнены требования, указанные выше. На основании результатов длительных экспериментов соплу придана форма, показанная на фиг. 236 и названная сдвоенной коноидальной. Образующая сопла строится по точкам на основании опытных данных. Кислородопровод резака, подводящий кислород к соплу, представляет собой прямую трубку значительной длины и диаметра. Вентиль режущего кислорода заменён задвижкой, не суживающей сечения кислородопровода.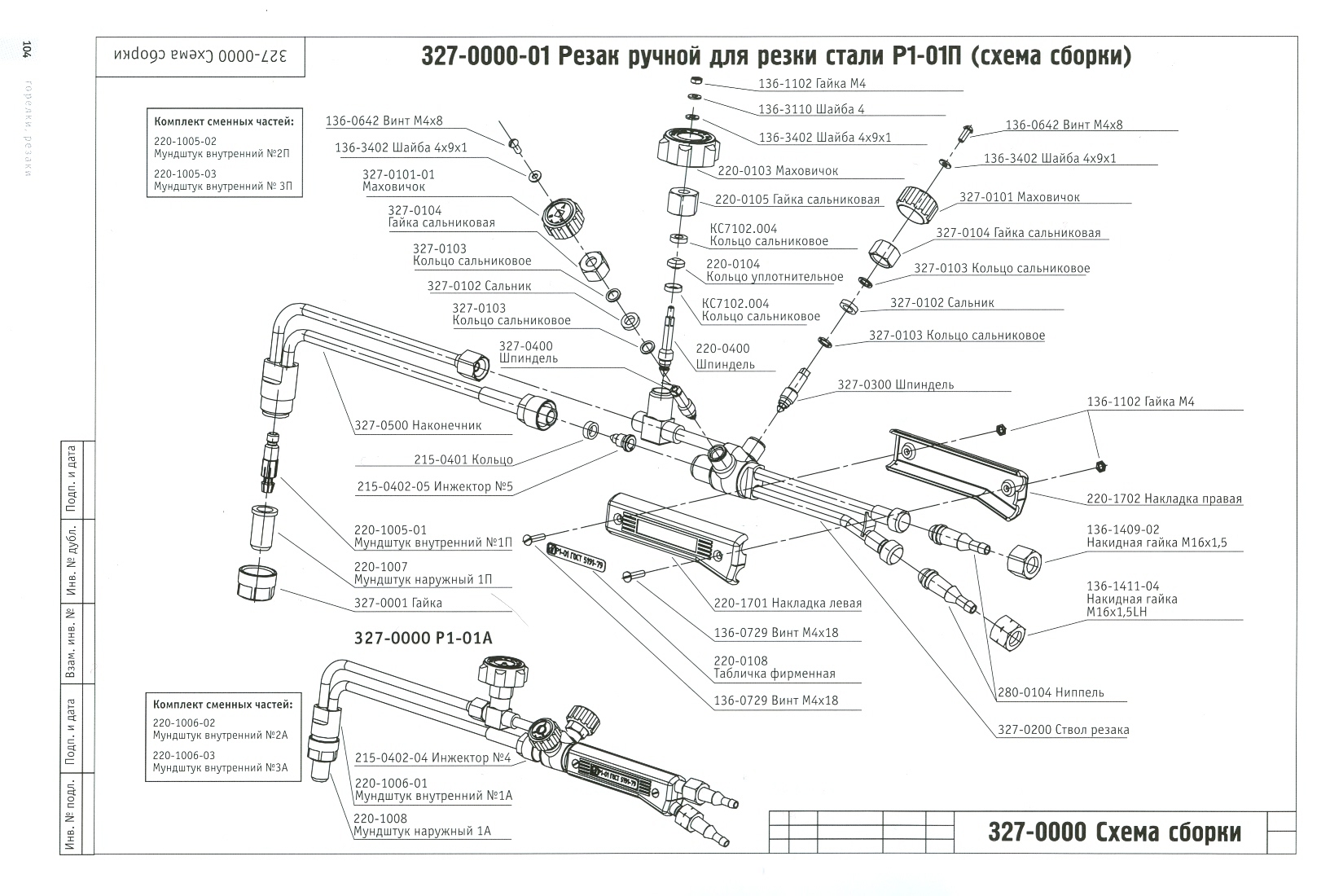
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом.
 Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов. - Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
 Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.

Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
 Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.

Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м 3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Как правильно резать толстый металл резаком
Как резать металл пропаном правильно? (видео)
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака – еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым – марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после – вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними – от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) – к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом – 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом – 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Как резать листовой металл — SheetMetal.Me
Процесс «вырубки» или вырезания развертки из листового металла может быть осуществлен различными способами. В этой публикации мы рассмотрим некоторые из наиболее распространенных видов резки листового металла. При определении того, какой метод резки листового металла вам подходит, вы должны учитывать такие факторы, как гибкость, скорость, точность, качество обработки, стоимость и автоматизация. Когда дело доходит до материала, который вы режете, есть определенные соображения, поэтому мы добавили специальный пост о том, как резать алюминий.
Ручной инструмент
Стоимость: 20 — 100 долларов
Гибкость: низкая
Скорость: очень низкая
Точность: очень низкая
Отделка: плохая
Автоматизация: нет
Долото и молоток
Использование долота и молотка — это самый простой способ резки листового металла. Просто выровняйте долото по линии, которую вы собираетесь разрезать, и ударьте по нему молотком.Если вы ударите по нему достаточно сильно, долото порежет металлический лист, если он достаточно тонкий. Подложка из мягкого дерева позволит долоту легче проходить сквозь него, обеспечивая опору для металла. Этот процесс резки очень медленный и трудоемкий. Это может быть уместно, если вы работаете над небольшим проектом в своем гараже и у вас есть время, чтобы очистить острые деформированные края, когда вы закончите резку. Точность пропила будет зависеть от того, насколько вы терпеливы при выравнивании долота.Вы также будете ограничены калибром, с которым можете работать, я не верю, что вы будете резать холоднокатаную сталь толще 16 калибра этим методом.
Ножницы
Авиационные ножницы и ножницы для жести — распространенный метод резки тонкого листового металла для любителей. Эти инструменты подходят для резки мягких листовых металлов, таких как олово, алюминий и латунь. Вы, вероятно, не найдете ножницы, которые способны резать низкоуглеродистую сталь калибра более 18.Для справки о толщине датчика см. Нашу таблицу размеров. При работе с изогнутыми деталями над небольшим проектом эти ножницы определенно пригодятся. Авиационные ножницы — это термин, применяемый к высокопроизводительной форме этого инструмента для резки листового металла, который бывает трех основных разновидностей, позволяющих выполнять прямые, изогнутые влево и вправо разрезы. Для большинства приложений необходимо подпилить и очистить края, оставленные ножницей. При использовании этих инструментов рекомендуется удерживать верхнее лезвие на металле, в то время как вы «тянете» нижнее лезвие на себя.Полностью откройте ножницы в начале пропила и вставьте листовой металл как можно глубже в проем, это обеспечит вам максимальное усилие. Для вырезания отверстий в листовом металле необходимо начинать со стартового отверстия, которое можно сформировать, используя метод молотка и долота, чтобы пробить металл. После того, как у вас есть стартовое отверстие, продвигайтесь к желаемому радиусу, используя правильный красный или зеленый нож.
Ножовка по металлу
Ножовки или ювелирные пилы — еще один простой ручной инструмент, который можно использовать для резки листового металла.Вы ограничены в радиусе поворота и глубине из-за геометрии ножовки. Ножовка по металлу подходит для более мягких металлов, потому что более твердые, такие как нержавеющая сталь, имеют тенденцию разъедать лезвия, поэтому, опять же, эти инструменты подходят для любителей или небольших магазинов листового металла. Правильный выбор лезвия для материала, который вы режете, имеет важное значение для успеха этого метода. Обычно вы выбираете «волнистый» тип настройки зуба, который предназначен для выполнения чистых резов в тонком твердом материале, таком как листовой металл.Добавление режущих составов или просто воска может продлить срок службы вашего лезвия и качество резки. Наклеивание полосы малярной ленты на переднюю и заднюю стороны листового металла может помочь улучшить рез за счет уменьшения количества сколов, но в конечном итоге точность и качество обработки остаются на усмотрение оператора.
Ручные ножницы
Дисковые ножницы — это европейский инструмент, который представляет собой консервный нож с открытым ртом. Подходит для узких углов, но оставляет желобчатый край, который, возможно, необходимо очистить.Может вручную резать низкоуглеродистую сталь толщиной до 16.
Слесарные инструменты
Стоимость: 100 — 1000 долларов
Гибкость: средняя — низкая
Скорость: низкая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Прямые ножницы
Эти настольные ножницы превращают усилие в компактные ножницы, способные резать листовой металл средней толщины.Это в первую очередь ограничит ваши стрижки прямыми линиями. Эти типы ножниц подходят для любителей и мастеров листового металла, выполняющих индивидуальные или ремонтные работы. Они прочные и прослужат всю жизнь, если содержать их в чистоте и остроте.
Ножницы без горловины Beverly
Известные по названию производителя, эти ножницы широко используются в небольших цехах по производству листового металла из-за их универсальности при резке листового металла различной толщины и формы. Другие бесщеточные ножницы доступны от других производителей и имеют те же основные характеристики и ограничения.При некоторой точной настройке расстояния между лезвиями край, оставленный этим типом ножниц, значительно улучшается по сравнению с ручными ножницами, поскольку он не искажает край и фактически немного закругляет верхний край. Доступны три размера: B1, B2 и B3, в зависимости от размера и требуемой мощности.
Ленточная пила
Когда дело доходит до резки листового металла, ленточные пилы могут показаться смешанным. Они ограничены конструкцией станины с точки зрения того, какой размер листа вы можете разрезать, поэтому убедитесь, что вы понимаете ограничения своей пилы, прежде чем выкладывать развертку.Подходит для более мягких материалов, поскольку лезвия могут быть полезны в некоторых случаях. Край, оставленный ими, часто требует некоторой очистки.
Стационарные высечные ножницы
Эти станки представляют собой пробивной пресс с C-образной рамой, который можно использовать для удаления стружки с листового металла. Они отрезают от металла широкий пропил и оставляют зубчатый край, который почти всегда требует вторичной обработки. Во время резки они также выбрасывают маленькие капли в форме полумесяца, которые необходимо собирать и обрабатывать осторожно.
Электроинструменты
Стоимость: 75 — 300 долларов
Гибкость: средняя
Скорость: средняя
Точность: низкая
Отделка: смешанная
Автоматизация: нет
Угловые шлифовальные машины
Угловая шлифовальная машина, также известная как Makita в честь обычного производителя, представляет собой универсальный инструмент, используемый во многих цехах по производству листового металла. По сравнению с ручными и настольными инструментами, он способен резать относительно тяжелые калибры, а также обладает дополнительным преимуществом в том, что его можно держать в руке и переносить.
Механические ножницы
Электрические ножницы и двойные ножницы — еще одно распространенное место в цехах по обработке листового металла, которые выполняют небольшие виды резки. Эти ручные инструменты представляют собой портативные микроножницы, которые грызут металл, когда вы перемещаете режущее лезвие по намеченной траектории. Конструкция без горла позволяет разрезать лист, не беспокоясь о тыльной стороне инструмента. Их основные недостатки — это шум, вибрация и качество кромок.Им требуется сильная рука, чтобы точно управлять режущими лезвиями, и они будут трясти лист, если его не удерживать должным образом. Поскольку механические ножницы делают большое количество мелких надрезов в листовом металле, они могут оставлять опасные зубчатые края, которые необходимо очистить перед безопасным обращением.
Электрический лобзик
Ручные лобзики — это очень сложная задача, когда дело доходит до резки листового металла. Правильная комбинация высококачественной пилы и высококачественного полотна может привести к хорошей равномерной резке и приличному радиусу поворота.Неверное полотно для материала и дешевая пила создадут утомительную и опасную среду для резки. Поскольку лобзики по своей конструкции не имеют горловины, они обладают большей универсальностью в магазине.
Нубблер
Станок, аналогичный механическим ножницам, эти станки вырубают часть материала, когда они движутся, по существу, откусывая металл, когда оператор направляет их. Их не часто любят в магазинах из-за их широкого пропила и острых кусочков капли в форме полумесяца, которые они выбрасывают при резке листового металла.
Тепловая резка
Стоимость: 200 — 900 долларов
Гибкость: средняя
Скорость: средняя — высокая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Кислородно-ацетиленовая горелка
Газовые горелки, подобные этим, хорошо работают со сталью, поскольку их температура горения ниже, чем температура плавления. Тепло от горелки в сочетании с постоянным потоком кислорода быстро окисляет листовой металл и сдувает ослабленный металл.Это создает много тепла и искр, но может разрезать толстую сталь и двигаться с относительно высокой скоростью. Горелка не требует какой-либо поддержки и является портативной, что делает его идеальным для работы в труднодоступных местах. При расчете цен на эти машины необходимо учитывать стоимость газа. Кроме того, доступны специальные насадки для резки листового металла для определенных металлов и толщин. Эти горелки также могут использоваться для отжига металла, что имеет свои преимущества в специализированной мастерской.
Плазменная горелка
Плазменная горелка работает так же, как кислородно-ацетиленовая горелка, однако вместо окисления металла плазма ионизирует его с помощью сильного электромагнитного поля. Помимо тепла от горелки, это ослабляет металлический лист под горелкой и позволяет сдувать его воздухом под высоким давлением. Плазменный резак очень универсален в том, что касается типа материала, который он может резать, и, как кислородно-ацетиленовый резак, он легко маневрирует вдоль листа и в труднодоступных местах.Это делает его обычным выбором для мастерских по изготовлению листового металла. Недостатками являются количество искр, которое он производит, расстояние, на которое он выбрасывает искры, и край, который он оставляет. Работайте с этой горелкой только в местах, где вы знаете направление искры и где нет ничего легковоспламеняющегося. Кромку после резки обязательно придется зачистить.
Промышленная резка
Стоимость: 10 000 — 5 000 000 долларов США +
Гибкость: очень высокая
Скорость: очень высокая
Точность: очень высокая
Отделка: отличная
Автоматизация: множество опций
Плазма
Плазменный стол с ЧПУ — это, по сути, самый дешевый вариант промышленной резки.Более медленный, чем его аналоги, это просто плазменный резак, установленный на автоматизированном портале. Несмотря на разнообразие материалов и толщины, главное преимущество — цена.
Струя воды
Водоструйные машины направляют очень тонкую струю воды, смешанную с абразивом, под необычайным давлением и очень высокой скоростью в листовой металл. Это разъедает металл и оставляет очень чистый и гладкий край. Водяные форсунки на удивление способны с очень высокой точностью разрезать листы очень большой толщины, до нескольких дюймов.Их главные достоинства — чистота кромок, разнообразие материалов и точность. Слегка закругленный край с гладкими поверхностями позволяет безопасно работать сразу с машиной. Поскольку нет химического, электрического или теплового взаимодействия с металлом, водяные струи могут разрезать практически любой металл, пластик, сплав или материал с той же точностью и отделкой.
Пробивной пресс
Пробивные прессы используют профилированные инструменты для выбивания геометрии в листовом металле. Более крупные прессы могут быть загружены десятками различных типов инструментов для специальной резки и формовки.Обычно они не такие быстрые, как лазеры, но они позволяют штамповать, катать и формировать металл во время резки. Это позволяет формировать жалюзи, выступы, выступы и оттиски, которые лазеры не могут сформировать. Кроме того, они обычно дешевле по сравнению с лазерами, однако их техническое обслуживание связано с расходами на техническое обслуживание.
Лазеры
Лазеры высокой мощности обеспечивают самый быстрый и точный способ резки листового металла. Современные лазеры перемещают режущую головку по листам на очень высоких скоростях с невероятной точностью.Несмотря на то, что они ограничены 2D-резкой, их точность и скорость не имеют себе равных. При правильной настройке и настройке лазера можно получить чистый безопасный край. Несмотря на то, что они очень дорогие, они просто необходимы в современном магазине листового металла.
.Узнайте, как просто разрезать арматуру с помощью этих 10 различных инструментов
Если вы купите что-то по ссылке в наших сообщениях, мы можем получить небольшую долю от продажи.
Арматурные стержни также называются арматурой, и они используются в строительстве и кладке. Арматура имеет множество преимуществ, в том числе долговечность и полезность для поддержки бетона, обеспечивая прочную структуру.
Назначение арматуры
Арматура может использоваться отдельно или со стальной сеткой в качестве арматуры в бетонных изделиях.Его часто делают на месте и из старых машин и техники. Большая часть арматуры на 97% состоит из переработанных материалов. Стальную арматуру обычно разрезают на очень длинные отрезки, до 60 футов, поэтому, когда вы работаете с ними, вам нужно будет отрегулировать их для вашего проекта.
- Следит за тем, чтобы растяжение и сжатие в бетоне оставались равными.
- Экологически чистый
Качество арматуры
Для любых бытовых работ, таких как ландшафтный дизайн или бетонные работы, обычно используется арматура № 3, размер которой составляет 3/8 дюйма в диаметре.Арматура большего диаметра обычно используется только в промышленных или коммерческих целях, поскольку для ее резки требуется специальное оборудование, как при резке оцинкованной трубы.
Самым распространенным типом арматуры, используемой любителями, является арматура № 4, диаметр которой составляет ½ дюйма. Арматуру такого размера можно разрезать ножовкой. Для арматурного стержня большего размера, такого как используемый для промышленных бетонных работ, потребуется другой инструмент.
Гибку легко выполнить, если ее диаметр меньше 0,5 дюйма.Самая важная вещь при сгибании — это иметь достаточный рычаг.
Арматура имеет следующие качества ..
- Она изготовлена из мягкого железа, устойчивого к трещинам и разрывам
- Размеры указаны с шагом 1/8 дюйма
- Элемент списка
Перед началом резки
Перед началом резки необходимо соблюдать несколько правил настройки и безопасности.
- Первым шагом к резке арматуры является ее измерение.Обычно он продается длиной около 20 футов. Вероятно, вам придется работать с длинными кусками арматуры, поэтому перед резкой важно провести точные измерения.
Если вам нужно согнуть его в любом направлении, вы также должны добавить это к своим размерам. Измерьте каждый разрез с помощью рулетки и пометьте его мелом. Таким образом, вы будете знать, с чего начать резку.
- Соблюдайте соответствующие меры безопасности при резке стали. Арматура может быть очень тяжелой, а концы — острыми.Когда вы работаете с ним и режете металлическую поверхность металлическим лезвием, он будет давать искры, и в воздухе будут летать металлические стружки.
Соблюдайте осторожность и надевайте соответствующее защитное снаряжение. Подумайте о том, чтобы надеть маску, очки и перчатки, а также рубашку с длинным рукавом, брюки и рабочие ботинки.
- Убедитесь, что ваше рабочее пространство достаточно велико для размещения арматуры. Длина их может варьироваться от 8 до 60 футов. При работе с ним должно быть открытое пространство без каких-либо препятствий.
Кроме того, поскольку арматурные стержни образуют искры, когда вы работаете с ними, убедитесь, что в вашем районе нет легковоспламеняющихся элементов, таких как предметы для приготовления пищи или предметы первой необходимости.
Резка арматуры с помощью угловой шлифовальной машины
Использование высокопроизводительной угловой шлифовальной машины с отрезным кругом отлично справится с работой по резке арматуры. Когда вы используете угловую шлифовальную машинку, первым делом нужно выбрать тот, который подходит по размеру для выполнения работы.
Выбор инструмента
Стандартный станок от 4 до 4 1/2 подходит для большинства работ по резке. Качество угловой шлифовальной машины повлияет на процесс. Угловая шлифовальная машина используется для быстрого чернового реза, чтобы избежать использования таких инструментов, как ножовки.
Резка арматуры
- Прежде всего убедитесь, что вы используете круг, который предназначен для резки металла. Он должен быть достаточно прочным и прочным, чтобы разрезать сталь.
- После этого убедитесь, что вы закрепили арматурный стержень.Хороший способ сделать это — поместить его в тиски или зажим.
- Затем подойдите к нему прямо и сделайте разрез прямо вниз. Срез может быть не очень чистым, но этот метод работает быстрее, чем многие другие.
Некоторые профессионалы будут использовать настольный или угловой шлифовальный станок для резки арматуры, чтобы избежать износа своих алмазных дисков.
Save Energy
Угловые шлифовальные машины — это универсальные инструменты, которые используются для резки различных материалов, таких как плитка, штукатурка, брусчатка и металл.Попробуйте выбрать двигатель с более мощным двигателем, потребляющий от 5 до 9 ампер. Все они предназначены для разных задач.
Вместо использования отрезного диска по абразивному металлу попробуйте использовать алмазный диск, предназначенный для резки черных металлов. Они служат дольше, чище и быстрее режут и изнашиваются медленнее, чем абразивные диски.
Как разрезать арматуру с помощью механической пилы
Торцовочная пила, отрезная пила или циркулярная пила, оснащенная алмазным диском, будет самым быстрым способом разрезать арматуру. Загрузите нижнюю часть пилы и расположите ее так, чтобы отметка, которую вы сделали для резки, находилась прямо под полотном пилы.
Теперь включите пилу и разрежьте пруток. Позвольте ему сделать свою работу и не прилагайте чрезмерных усилий во время резки. Прежде чем снимать отрезанный арматурный стержень с рабочего стола, дайте ему полностью остановиться.
Узнайте о последних тенденциях в области электроинструментов, которые делают эти варианты наилучшими для вашего проекта.
Разделочная пила
Разделочная пила — еще один инструмент, который пригодится при резке арматуры. Он работает как торцовочная пила, но использует большое твердосплавное полотно. Убедитесь, что скорость отрегулирована правильно, и вы можете разрезать арматурный стержень прямо.
- Разделочная пила идеально подходит, если вы режете много стальной арматуры.
- Делает чистые пропилы
Циркулярная пила
Циркулярными пилами пользуются многие. Они популярны, потому что полотна пилы могут легко прорезать кусок арматуры. Не забудьте использовать пильное полотно, предназначенное для резки металла. Закрепите арматурный стержень в тисках или зажиме и сделайте ровные прямые пропилы.
Есть два типа лезвий, которые вы можете использовать. Более дешевые лезвия со стальными зубьями, которые вам, возможно, придется заменить, подойдут.Лезвия с твердосплавными зубьями также подойдут, но они могут стоить дороже.
- Рекомендуемый диск — Алмазный диск.
Торцовочная пила
Если вы используете правильный диск, вы также можете использовать торцовочную пилу для резки арматуры. Пилы для торцовки режут под углом 90 градусов, а также делают скосы, углы и сложные пропилы. Однако он больше подходит для резки дерева, и есть инструменты получше для резки металла, которые вы можете использовать.
Другие инструменты для резки стального арматурного стержня
Если вы хотите разрезать арматурный стержень, есть несколько способов, которые могут потребовать больше, чем просто ножницы.
Болторез
Болторез имеет острые лезвия, похожие на ножницы, и они могут иметь усилие резания по металлу до 4500 фунтов. Это мощный инструмент, способный пробить сталь.
Режущий диск
Режущий диск по металлу отлично подходит для резки арматуры. Зафиксируйте арматурный стержень тисками или зажимами. Затем медленно делайте короткие устойчивые надрезы. Старайтесь не использовать толстый круг, потому что из-за дополнительного трения каждый разрез будет длиться намного дольше.
Любые профессионалы рекомендуют это, когда их спрашивают, как они это делают, и это похоже на настольную пилу, за исключением стола.
- Сплошной метод
- Толстый круг лучше работает
Перфоратор
Перфоратор имеет несколько преимуществ и режет арматуру. Вот эти преимущества:
- Precise
- Faster
- Меньше ручного труда
Для резки арматуры перфоратором используйте его в режиме вращения, а не в режиме молотка.
Горелка
Избегайте использования плазменных и кислородно-ацетиленовых резаков для больших работ из-за особенностей их работы.В процессе плавления края арматуры часто остаются неровными. Резка металла горелкой также займет больше времени и будет дороже.
Для небольших работ вставьте арматурный пруток в тиски и нагрейте его горелкой, чтобы сделать его пластичным. После того, как вы его нагреете, согните и сломайте трубку.
Ручная пила
Ручная пила должна быть в конце вашего списка, но это по-прежнему жизнеспособный способ сделать это. Ленточные пилы и ножовки оснащены металлическими лезвиями, с которыми можно работать во время небольших работ.Однако лезвия изнашиваются слишком быстро, чтобы резать большое количество арматуры.
Сабельная пила
Сабельная пила также может разрезать арматуру. Если у вас есть выбор, установите пилу прямо, а не колеблющуюся. Вы можете продлить срок службы полотна, уменьшив скорость пилы. Выберите значение от 20 до 24 для TPI (или зубьев на дюйм) для тонкого металла, от 10 до 18 TPI для средней толщины и около восьми TPI для более толстого металла.
Вы можете продлить срок службы лезвия, купив лезвие с твердосплавными зубьями или биметаллические лезвия.
- Для достижения наилучших результатов используйте лезвие для резки металла с зубчатым рисунком.
Успешная резка арматурного стержня
Когда вы выбираете способ резки арматурного стержня, у вас есть множество вариантов. Принятие решения зависит от нескольких факторов .
Подумайте, какой инструмент вам нужно использовать. Также примите во внимание, сколько арматуры вам нужно разрезать. Еще одна вещь, о которой следует подумать, — это насколько велика арматура, которую вы режете. Наконец, взгляните на пространство, которое вам нужно для работы, и попытайтесь приспособить его с помощью выбранного вами инструмента.
.15 полезных средств лечения поломки фрез на малых станках с ЧПУ [обновление 2018]
Сегодняшние легкие фрезерные станки с ЧПУ способны выполнять поистине удивительную работу…
Недавно я получил записку от нового пользователя калькулятора G-Wizard, который также является новичком в ЧПУ. У него есть легкий фрезерный станок с ЧПУ, и он собирался сделать свои первые разрезы. Он хотел знать, есть ли у меня какие-то особые предложения для него, прежде чем он нажмет зеленую кнопку в отношении каналов и скорости. Я точно знал, откуда он пришел, и с любовью вспомнил, как делал первые разрезы на своих собственных станках — ручных токарных и фрезерных станках еще до того, как у меня появились станки с ЧПУ.Это было много лет назад, но это было настолько нервно, что я действительно сочувствую новичкам, которые готовятся сделать первый шаг в изготовлении фишек. Они не только действительно не знают, чего ожидать, но и не знают того, чего еще не знают, и, вероятно, полностью осознают, что их машины не совсем промышленные гиганты.
Не поймите меня неправильно — современные легкие фрезерные станки с ЧПУ и другие станки способны на действительно потрясающую работу. Но есть страх перед неизвестным, который работает над новичками, и, что еще хуже, они плохо знакомы со стандартной отраслевой терминологией.Они ищут очень дословные статьи, которые помогут им начать работу, в которых они рассказывают на их конкретном языке об их конкретном виде машины. Это заставило меня подумать, что пора написать эту статью, в которой мы изложим особенности работы с легким фрезерным станком с ЧПУ для начинающих. Я собираюсь изложить некоторые мысли начинающей бригаде роутеров в виде списка небольших советов, чтобы у вас было несколько простых рецептов, с которых можно начать.
1: Понять понятие «зоны наилучшего восприятия» подачи и скорости
О понятии «сладкое пятно» мы говорили в начале статьи.То, как это применимо к маршрутизаторам, заключается в том, что мы в основном режем программные материалы (например, дерево и пластик) на маршрутизаторах. Программное обеспечение материала относительно нашего резака, тем больше зона наилучшего восприятия. Это означает, что для мягких материалов допуск на ошибку больше, чем для твердых, например металлов.
Между прочим, для меня подражание — самая искренняя форма лести. Если у вас есть какие-либо сомнения, что идея «сладкого пятна» не подходит для маршрутизаторов с ЧПУ, ознакомьтесь с этим сообщением в блоге компании Multicam, которая производит промышленные маршрутизаторы.Я бы сказал, что тот, кто составил их диаграмму зоны наилучшего восприятия, должен быть читателем CNCCookbook. Я нигде больше не видел эту диаграмму, и несколько лет назад я создал ее для нашего курса бесплатных каналов и скоростей. Если вы хотите лучше понять Feeds и Speeds, я настоятельно рекомендую прочитать хотя бы статьи для начинающих из этого курса. Это не займет много времени, и наличие этих базовых концепций поможет всему обрести смысл.
2: Начните с более мягких и легких материалов
Многие хотели бы начать с алюминия или того хуже.Это выполнимо, но не лучшее место для начала. Выберите что-нибудь более щадящее, например, дерево. «Прощение» в данном случае означает, что у материала большая зона наилучшего восприятия. Это означает, что подойдет более широкий диапазон каналов и скоростей. Что касается металлов, вам нужно хорошо разбираться в деталях. Для дерева или пластика предел погрешности выше.
Начните с более легких материалов, таких как дерево, в этом удивительном проекте пистолета с резиновой лентой — у него гораздо больше зоны комфорта, чем у металлов…
Когда вы будете готовы взяться за что-то более сложное, обязательно прочтите все специальные приемы, о которых вам может понадобиться знать.Например, алюминий — это, вероятно, самый распространенный металл, который вы захотите разрезать. Обязательно ознакомьтесь с нашей статьей, в которой даны 10 советов по резке алюминия с помощью фрезерного станка с ЧПУ. Оказывается, иногда подачи и скорости недостаточно, чтобы уберечь вас от неприятностей. При резке алюминия есть еще кое-что, на что нужно обратить внимание.
3: Используйте калькулятор подачи и скорости, чтобы оставаться в зоне наилучшего восприятия
Схема зоны наилучшего восприятия концептуальна. Вам необходимо откалибровать вашу машину, материалы, которые вы используете, резак, который вы используете, а также потребности вашего проекта, чтобы получить фактические подачи и скорости.Самый простой способ сделать это и многое другое — использовать качественный калькулятор каналов и скорости, такой как наш собственный калькулятор G-Wizard. Попробуйте воспользоваться нашей 30-дневной бесплатной пробной версией, и я думаю, вы поймете, что не можете жить без нее. Лучше всего для любителей малых фрезерных станков с ЧПУ наша недорогая годовая подписка (79 долларов США) — это все, что вам когда-либо понадобится, поскольку она позволяет вам рассчитывать сокращение мощности до 1 лошадиных сил на всю жизнь, при этом все будущие обновления и обслуживание будут бесплатными. При такой цене он не должен препятствовать тому, чтобы вы сломали очень много резаков, прежде чем он полностью окупится.
Помимо упрощения каналов и скорости, G-Wizard имеет ряд других функций, которые помогут вам, которые трудно или невозможно найти в любом другом калькуляторе каналов и скоростей. Например, G-Wizard работает не только со стандартными фрезами, такими как спиральные сверла и концевые фрезы, но и со специальными фрезами, которые часто используются с фрезерными станками с ЧПУ, в том числе с вырезами, обжимными резцами и т. Д. Одна из моих любимых функций — функция «Советы»:
Советы G-Wizard указывают на полезные подсказки, которые трудно найти в противном случае…
Подсказки — это качественные вещи, которые нельзя выразить числами.Например, если вы пытаетесь резать алюминий фрезером, два нижних совета, упомянутых в них, имеют решающее значение для вашего успеха — убедитесь, что вы используете менее 4 канавок, и попробуйте использовать какой-либо вид смазки. Такие советы полезны для всех — их буквально сотни, и я знаю, что не всегда запоминаю их все, но они действительно могут ускорить успех новичков. Каждый профессионал знает, что нельзя использовать 4 фрезы для обработки алюминия, но большинство новичков не слышали этого практического правила.
4: имейте в виду, что ваша машина, вероятно, не очень жесткая, и приспособьтесь к этомуЖесткость машины — это способность машины сопротивляться изгибу при приложении силы к раме. Обычным источником этих сил являются силы резания, когда ваш станок прорезает любой материал, который вы ему подаете. В общем, жесткость машины пропорциональна массе, конструкции и рабочему диапазону. Промышленный фрезерный станок с ЧПУ — действительно большой тяжелый зверь. Мини-фрезерный станок Haas стоимостью 35 000 долларов является самым легким в линейке промышленных изделий, но при этом весит около 4 000 фунтов.Ваш маленький маршрутизатор может не весить даже 100 фунтов. Shapeoko 3, изображенный в верхней части этой статьи, является одним из наиболее жестких дизайнов, но вы можете легко взять его в свои две руки.
Рабочий диапазон относится к поездкам одной из этих машин. Фрезерные станки с ЧПУ имеют больший ход для своего веса по сравнению с фрезерными станками с ЧПУ. В результате они становятся менее жесткими. В случае легких маршрутизаторов они могут быть НАМНОГО менее жесткими. Что это значит для вашего резака и проекта? Если станок изгибается, он может просто изгибаться в направлении, при котором резак глубже втягивается в стенку разреза.Это означает, что силы резания возрастают, и резак может сломаться прямо здесь, если он находится близко к краю.
Теперь вы задаетесь вопросом: «Как я могу приспособиться к этому?» Что ж, оказывается, это еще одна эксклюзивная функция нашего калькулятора G-Wizard. Когда вы определяете профиль машины, с помощью которого вы сообщаете G-Wizard, на что способна ваша машина, вы сообщаете ему вес своей машины и ее перемещение по осям X, Y и Z. Исходя из этого, он имеет возможность регулировать кривую мощности вашего шпинделя, чтобы станок работал как гораздо более жесткий станок.Как это работает?
Сначала мы построили типичную зависимость этих переменных для промышленных машин:
Согласование мощности шпинделя с массой станка…
Мы взяли это соотношение между весом и мощностью вместе с третьей переменной — рабочим диапазоном — и использовали его для экстраполяции максимальной мощности шпинделя, которую вы можете использовать без чрезмерного изгиба рамы машины. Затем G-Wizard будет использовать эту информацию, чтобы уменьшить поток и скорость, чтобы оставаться в этих пределах.Это очень мощный инструмент, помогающий небольшим машинам надежно обеспечивать лучшие результаты. Это также отличная отправная точка для начинающих. Со временем вы захотите увидеть, насколько ваша конкретная машина может дозвониться от этих ограничений, чтобы вы могли быстрее сокращать работу. Но когда точность и качество поверхности действительно имеют значение, хорошо иметь возможность вернуться к этой настройке. Владельцы действительно маленьких машин, таких как Sherline’s и Taig, говорят мне, что они добились отличных результатов с этой функцией.
Подробнее о том, как настроить регулировку веса небольшой машины, читайте здесь.
5: По возможности используйте фрезы большего диаметра и твердосплавные.
Иногда мне кажется, что владельцы небольших станков боятся резцов большего размера — они просто выглядят слишком страшно для этих маленьких станков. Как будто они собираются придать заготовке слишком много насилия. А может, дело в стоимости. Полагаю, резаки большего размера могут выглядеть намного дороже.
Но большие фрезы имеют два важных преимущества:
- Они намного прочнее
- Они менее чувствительны к биению
Давайте сначала поговорим о силе.G-Wizard Calculator имеет отличный калькулятор жесткости, встроенный во вкладку Quick Reference. Давайте сравним прочность концевой фрезы 1/8 дюйма и концевой фрезы 1/4 дюйма:
Удвоение диаметра привело к увеличению прочности в 16 раз!
Увеличение диаметра инструмента вдвое дает в 16 раз большую жесткость, что является хорошим признаком того, что сломать его в 16 раз сложнее. Я знаю, какой из этих двух я хочу использовать для своих ранних экспериментов с неуклюжими руками — я каждый раз беру более мощный инструмент.
А теперь поговорим о выбросе — термине, который новичок, вероятно, не узнает. Биение — это то, что происходит, когда инструмент вращается не точно по центральной оси шпинделя. Все шпиндели имеют некоторое биение. Державки и цанги могут увеличить биение. Менее дорогие станки будут иметь большее биение, чем более дорогие станки (и державки), потому что часть расходов идет на изготовление изделий с более жесткими допусками. Эффект биения заключается в том, что, поскольку инструмент смещен относительно центра, некоторые канавки режут глубже, чем другие.Я слишком драматизировал это, но эта иллюстрация может помочь вам понять:
Инструмент режет не по центру при биении, заставляя его выполнять больше работы с некоторыми канавками, чем с другими …
Биение является проблемой для стойкости инструмента в целом, поскольку оно заставляет большую часть работы по резанию выполнять канавки, которые больше выступают из-за биения. Но если биение достаточно велико, оно может заставить канавку делать такую большую работу, что инструмент сразу же защелкивается.
Ого! Насколько велик биение и сколько у моей машины и что мне с этим делать? Я слышу, как быстро возникают эти вопросы.
Биение можно рассматривать как процент от диаметра инструмента. Чем больше инструмент, тем большее биение он выдерживает — поэтому я советую начинать с инструментов большего диаметра, где это возможно. Крошечные микромельницы, используемые для точной гравировки и обработки деталей, известны своей чувствительностью к биению. Оказывается, мы можем количественно выразить это с помощью числа, называемого «загрузка чипа».
Каждая фреза рассчитана на определенную стружку. G-Wizard предоставит вам значения загрузки стружки для различных подач и скоростей, а также сделает хорошее консервативное предположение о том, какой должна быть максимальная нагрузка стружки для вашего фрезы.Вернемся к нашему примеру 1/4 ″ против 1/8 ″ сверху. Обычная твердосплавная фреза для алюминия 1/4 дюйма допускает стружку 0,002 дюйма. Это всего лишь 2 тысячных дюйма — не очень много! Если вы превысите это количество, резак может очень быстро сломаться. А наш резак 1/8 дюйма, для сравнения, позволяет вдвое меньше — 0,001 дюйма.
Теперь идет наш фрезерный станок с ЧПУ. Его шпиндель имеет определенное биение. Цанга добавляет к этому большее биение. Допустим, это довольно приличный шпиндель, а биение, возможно, равно 0.00025 ″. Это 2,5 десятитысячных дюйма — МАЛЕНЬКАЯ! Типичный человеческий волос в 10 раз больше толщины. Но это биение составляет 1/4 от общей допустимой нагрузки на чип, которая у нас есть. Можно думать о биении так, что биение и нагрузка стружки являются аддитивными — вы складываете их вместе, чтобы получить представление о действительной нагрузке стружки, влияющей на фрезу.
К настоящему времени я уверен, что вы начинаете сильно беспокоиться. Что, если ваше биение на самом деле довольно велико? Как я когда-нибудь смогу использовать маленькие резаки?
Не бойтесь, некоторый допуск на биение встроен в технические характеристики фрезы.Это то, на что следует обратить внимание, если вы постоянно ломаете фрезы, даже если все остальное делаете правильно. Это одна из первых вещей, которые я сделал, сломав маленькие резаки. Я помню, как однажды днем я прошел через пять концевых фрез 1/8 дюйма. В конце концов я нашел новую цангу, которую я купил, которая была неисправна — ее биение составляло несколько тысячных.
Если вам интересно, вы можете измерить биение. Вы можете поменять цанги местами, чтобы проверить, не вышла ли у вас плохая. И вы должны держать ваши цанги и конус шпинделя чистыми, как свисток.Крошечные маленькие стружки могут попасть туда, они могут поворачивать вещи в одну или другую сторону и вызывать нежелательное биение.
6: Помните о прогибе — как о биении, которое оно увеличивает нагрузку на чип
Ваш резак действительно может прогибаться или прогибаться в разрезе…
Если вы надавите на конец режущего инструмента пальцем, он немного отклонится. В зависимости от фрезы отклонение может быть незаметным, но будьте уверены, оно отклоняется, даже если только в микроскопическом масштабе.Когда фреза находится в резке, образуя стружку, на нее действуют значительные силы, которые пытаются заставить ее отклониться. В зависимости от того, что именно происходит, инструмент может отклоняться в любом направлении. Как ни странно, он может даже отклониться так, что он врежется в стену разреза глубже, чем вы предполагали. Это связано с тем, как зубья фрезы врезаются в стену и пытаются ее втянуть. Точная ориентация всего, что связано с тем, выполняете ли вы лазание или обычное фрезерование.Я оставлю последнее как более сложную тему — щелкните ссылку, если вам интересно, но нам, как новичкам, пока не нужно беспокоиться об этом.
Когда режется глубже, чем предполагалось, прогиб инструмента добавляется к нагрузке на стружку, как и биение. Думаю, это еще одна причина предпочесть инструменты большего диаметра. Мы можем использовать калькулятор жесткости G-Wizard, чтобы поэкспериментировать с 3 переменными и увидеть их влияние на жесткость. Из предыдущего примера мы знаем, что удвоение диаметра приводит к увеличению жесткости инструмента в 16 раз.Даже небольшое увеличение диаметра действительно может значительно повысить жесткость. Есть еще один параметр, о котором следует помнить, это «вырывание».
«Вылет» — это насколько далеко инструмент выступает из державки или цанги. Эта часть не поддерживается, и именно здесь будет происходить изгибание. Возьмем нашу концевую фрезу 1/8 дюйма. Если мы сравним вылет 3/4 дюйма с вылетом 1,5 дюйма, мы увидим, что более длинный вылет сделал инструмент в 8 раз менее жестким. Верно — удвоение вылета дает в 8 раз меньше жесткости. Мораль этой истории заключается в том, чтобы не выдвигать резец из цанги дальше, чем это необходимо, и использовать максимально возможный диаметр, чтобы сделать вещи жесткими, чтобы противостоять прогибу инструмента.
Другая вещь, которую нужно сделать, это знать, сколько отклонения инструмента мы получаем для определенной комбинации параметров подачи и скорости. G-Wizard рассчитает ваш прогиб для каждого реза и подсвечивает прогиб красным цветом, если это может быть проблемой:
Неполадка, связанная с деформацией инструмента…
Это настоящая катастрофа при отклонении инструмента: отклонение 0,011 дюйма на фресе 1/8 дюйма, которая может выдерживать нагрузку только 0,001 дюйма!
Что делать, если прогиб слишком велик? Вот краткая шпаргалка:
- Используйте фрезу большего диаметра.
- Используйте меньший вылет.
- Используйте твердосплавные фрезы вместо HSS — они в 3 раза жестче для любого диаметра и вылета.
- Измените параметры резания, чтобы снизить усилия резания, чтобы они находились в пределах прогиба.
Последний часто является вашим единственным выбором, поскольку другие факторы не позволяют выбрать другой резак. И здесь снова может помочь G-Wizard. Это единственный калькулятор подачи и скорости с нашей эксклюзивной функцией Оптимизатора резки. Оптимизатор обрезки позволяет поддерживать постоянную ширину или глубину реза, пока он определяет максимальное значение, которое другая переменная может находиться в пределах отклонения.Допустим, вы прорезаете паз на полную ширину с помощью этого резца 1/8 дюйма, показанного выше. Насколько глубоко мы можем заходить за каждый проход?
Просто щелкните маленький значок спидометра рядом с надписью «Глубина резания», и он вернется с ответом. В этом случае мы можем резать только 0,008 дюйма глубины за каждый проход. Это займет миллион проходов и займет целую вечность. Таким образом, мы уменьшаем вылет с 1,75 ″ до 1 ″ и снова рассчитываем. Теперь мы можем сократить проход на 0,042 дюйма, что в 5 раз лучше. Если мы сможем уменьшить вылет до 1/2 дюйма, мы сможем делать проходы глубиной до 1/2 дюйма, в этот момент цанга входит в контакт с заготовкой, так что в любом случае это так хорошо, как мы можем.
7: Обратитесь к консерваторам как новичок, но убедитесь, что вы не слишком замедляетесь!
Как новичок, вы, естественно, хотите быть консервативным. Чем медленнее, тем лучше. Так что, возможно, вы снизили частоту вращения шпинделя до упора и скорость подачи уменьшили настолько, что он практически не двигается. Пока вы на нем, у вас есть ширина реза, поэтому он едва касается стены материала. Это лучший способ быть по-настоящему консервативным, верно?
НЕПРАВИЛЬНО! Возможно, вы только что выбрали идеальное средство от пыток для вашего многострадального закройщика.
Но как такое может быть? Как на самом деле более консервативное изменение каждого параметра может быть хуже для резака? Это связано с парой скрытых геометрических эффектов, называемых «истирание» и «радиальное истончение стружки». Они звучат сложно, но с помощью пары диаграмм их довольно легко разобрать.
Начнем с трения и обратимся к этой диаграмме:
Трение происходит, когда рез слишком мелкий по сравнению с остротой режущей кромки…
Представьте, что красная деталь — это заготовка, а синяя — одна из режущих кромок вашей концевой фрезы.Если бы мы посмотрели на край с достаточным увеличением, мы бы увидели, что он никогда не доходит до острого края — это круглый радиус в некотором масштабе. Теперь, если центральная линия радиуса находится на ниже поверхности заготовки, как на верхней диаграмме, край может получить под материала и срезать его вверх, чтобы снять хороший чистый стружку. Вот чего мы хотим!
OTOH, если разрез слишком неглубокий, центральная линия радиуса кромки будет проходить над поверхностью заготовки.Он не поддается нарезке. Вместо этого нижняя часть радиуса пахает по , и если она вообще отслаивает стружку, она отрывает ее от истирания . Именно это последнее условие мы имеем в виду, когда говорим, что резак «трут». Вы можете себе представить, что при трении выделяется много тепла, потому что вместо того, чтобы отрезать стружку, она теряется и отрывается. Тут гораздо больше трений.
Как сделать так, чтобы этого не произошло? Что ж, мы должны убедиться, что загрузка чипа достаточна для , но не слишком много для .Это проблема Златовласки , где загрузка микросхемы должна быть как раз . Это просто еще один способ сказать, что мы должны оставаться в сладких местах, о которых мы говорили выше. Слишком низкая скорость подачи совсем не консервативна, это плохо сказывается на фрезе, потому что она перегревает фрезу из-за трения. Перегрев смягчает резак, если он становится достаточно горячим, и в конечном итоге это притупляет резак. Вскоре после этого он сломается.
А что насчет другого пугающе звучащего термина «радиальное утончение стружки».«Забудьте, как это страшно, и давайте посмотрим на другую картинку:
При неглубокой резке стружка получается тоньше, чем ожидалось…
Если смотреть сверху, то на диаграмме показано, как более мелкая резка приводит к более тонкой стружке. Вернемся к нашему термину «Chipload». Мы никогда точно не описывали, что такое Chipload, но сейчас самое время: стружка — это толщина стружки, которую снимает наш резак. Фактически, если мы возьмем стружку и выпрямим ее, мы сможем измерить ее толщину, чтобы определить фактическую нагрузку на стружку при резании.
Теперь мы можем видеть на диаграмме выше, насколько тоньше стружка, когда мы делаем неглубокий надрез. А что произойдет, если мы позволим им стать слишком тонкими по сравнению с режущей кромкой? Почему мы трутся и, как мы видели, это очень плохо сказывается на стойкости инструмента. Таким образом, сочетание сверхнизкой скорости подачи и сверхмалого резания внезапно превратилось в настоящую бурю страданий для нашего когда-то счастливого маленького резака.
Что делать?
Ответ снова находится в нашем калькуляторе подачи и скорости.Он должен автоматически применять расчет, который учитывает ширину реза, и это фактически увеличит скорость подачи, если мы укажем очень мелкие резы. Вы, наверное, думали, что это произошло потому, что мы можем быть более агрессивными при неглубоких разрезах, верно? Да, мы можем, но мы также должны ускориться, чтобы сохранить уровень агрессивности, который, как мы уже думали, был у нас из-за истончения стружки:
«Теперь вот, видите ли, нужно все, что вы можете сделать, чтобы оставаться на том же месте. Если вы хотите попасть в другое место, вы должны бежать как минимум в два раза быстрее! » — Красная королева из «Алисы в стране чудес».Верно в стране чудес и верно, когда решающим фактором является уменьшение толщины стружки.
Утончение стружки необходимо учитывать только для пропилов менее половины диаметра фрезы. Но для всех этих случаев следует скорректировать скорость подачи.
Итак, как правильно набрать номер?
Прежде всего, такое программное обеспечение, как G-Wizard, будет очень стараться, чтобы все работало в пределах заявленных диапазонов производительности вашего компьютера. Он знает, как идти на компромиссы. Во-вторых, G-Wizard включает в себя множество вспомогательных средств, которые помогут вам настроить вещи по своему вкусу.Мне больше всего нравится слайдер Tortoise-Hare:
.Ползунок «Черепаха-Заяц» позволяет вам контролировать, насколько агрессивными будут ваши стрижки…
Ползунок «Черепаха-Заяц» позволяет вам контролировать, насколько агрессивными будут ваши порезы, но он также делает некоторые другие интересные вещи. Вы заметите, что при перемещении вправо настройки меняются с «Чистовая обработка» на «Чистовая обработка» на «Черновая». Настройки чистовой обработки будут оптимизированы для оптимальных участков чистовой обработки поверхности, в то время как грубая обработка оптимизируется для более высокой скорости съема материала.И G-Wizard сделает все это в пределах возможностей вашего станка, с учетом утонения стружки и множества других факторов, чтобы избежать неприятностей. При вычислении учитывается почти 60 переменных.
8: Иногда ваша машина не может работать достаточно быстро или достаточно медленно. Что тогда?
Иногда необходимые оптимальные значения подачи и скорости выходят за пределы любой возможной комбинации скорости подачи и частоты вращения шпинделя, которую может сделать ваш станок. Это особенно характерно для DIY-фрезерных станков с ЧПУ, потому что их шпиндели фрезерных станков работают на очень высоких оборотах, часто не могут быть сильно замедлены, в то время как их доступные скорости подачи от шаговых двигателей могут быть совсем не очень высокими.Для мягкого материала может потребоваться более высокая скорость подачи, чем может обеспечить ваш станок, даже при самой низкой скорости шпинделя. Или, возможно, вы пытаетесь резать более твердый материал и не можете вращать шпиндель достаточно медленно, чтобы он выдержал этот материал.
Что делать?
Существует множество приемов и приемов, позволяющих обойти эти ограничения. Сюда входят такие вещи как:
- Фрезы меньшего размера работают с более высокой скоростью вращения, фрезы большего диаметра работают с меньшей скоростью.Измените диаметр фрезы на более удобный диапазон скорости вращения шпинделя.
- Количество канавок на фрезе изменяет скорость подачи при заданных оборотах. Вы даже можете приобрести фрезы с одной канавкой, если необходимо снизить скорость подачи.
Я не хочу вдаваться в подробности в этой статье, потому что у нас есть целая статья о том, как выйти за пределы диапазона производительности вашего компьютера. Проверьте это, если вы чувствуете, что выходите за эти пределы.
9: Убедитесь, что ваша деталь надежно закреплена
Это так важно, и часто новичкам сложно понять:
Ваша заготовка должна прочно удерживаться.Если он сместится во время обработки, даже немного, вы, вероятно, сломаете фрезу. Даже если он не смещается, вибрация в заготовке ужасна для обработки поверхности и ухудшает стойкость инструмента.
10: Купите приличные резаки, недорого подвал
Ваш фрезерный станок с ЧПУ оснащен высокоскоростным шпинделем — ему нужны фрезы достойного качества. Покупайте твердосплавные фрезы известных брендов. Это стоит дополнительных затрат. Позже, когда вы будете уверены в своей технике, вы можете попробовать резаки для подвалов по выгодной цене.Возможно, они вам не сильно понравятся, но, по крайней мере, вы будете знать, что они являются причиной проблем, которые внезапно возникли, когда вы начали их использовать.
Вам не нужно покупать супер-премиальные огранщики, сделанные из Solid Green Unobtanium и покрытые Слезами Спящих Ангелов. Просто обратитесь к уважаемому бренду. Если вам интересно, кто это, ознакомьтесь с нашим опросом по инструментам. Он покажет вам относительную популярность брендов, которые предпочитают использовать наши читатели. Вот лучшие бренды из нашего опроса 2015 года:
Вы, наверное, не ошибетесь, выбрав любой из этих брендов…
11.Достойное программное обеспечение CAM будет иметь значение
Хорошо, последнее — приличное программное обеспечение CAM будет иметь значение. Это будет иметь значение, если вам будут предложены более удобные траектории инструментов и правильные параметры, которые помогут вам поступать правильно. Например, поговорим о том, как резак попадает в карман. Он может врезаться, наклоняться, наклоняться по спирали или входить в существующее отверстие. Эти варианты делаются в обратном порядке по отношению к долговечности концевой фрезы. Самый простой — по возможности зайти в существующую дыру. Это, вероятно, будет происходить не очень часто, и ваш CAM может даже не предлагать такой вариант.Следующий лучший вариант — спуститься по спирали, чтобы сделать отверстие, а затем спуститься вниз. Абсолютно худший вариант для ножа — просто нырнуть прямо вниз. Если вы можете избежать погружения, пожалуйста. Если вам необходимо врезаться, по крайней мере, снизьте скорость до правильной подачи. G-Wizard вычисляет это автоматически каждый раз.
Заключение для облегченных маршрутизаторов
Фрезерные станки с ЧПУимеют многие из тех же проблем, что и любой фрезерный станок с ЧПУ — на самом деле они являются фрезами определенного типа. Но у них есть своя доля особых проблем, поскольку они обычно используют шпиндели с гораздо более высокой частотой вращения и гораздо менее жесткие рамы.Мы перечислили одиннадцать тем, чтобы повысить вероятность успеха для начинающих.
.Как правильно резать металл кислородно пропановым резаком
Как правильно резать металл кислородно-пропановым резаком?
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.
Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Резка металла кислородно-пропановым резаком
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Как осуществлять резку металла газовым резаком: оборудование
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
Резак кислородно-пропановый
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.
Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.
Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.
Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.
Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Резак кислородно-пропановый
Процесс демонтажа металлических конструкций потребует использования специализированного инструмента. Заготовка деталей осуществляется резкой, для этого используется рассекание металла как газовой установкой пропаново – кислородного типа, так и другими приспособлениями. Для обработки конструкций небольшой толщины подойдут механические устройства, толстые листы обрабатываются газовым резаком. Принцип эксплуатации установки одинаковый, вне зависимости от конструкции. Как правильно пользоваться механизмом, описывают различные технические задания, необходимо соблюдать требования безопасности, другие особенности.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Конструкция
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.
Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.
Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.
Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.
Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Устройство и выбор газового резака – как правильно резать металл газовым резаком
Рассмотрим ключевые моменты, на которые необходимо обратить внимание при выборе газового резака для комфортной работы.
При выборе газовых резаков необходимо решить, с металлом какой толщины вы планируете работать:
- Толщина металла до 100 мм
- Толщина металла от 100 мм до 300 мм
Далее надо понять, какой горючий газ вы планируете использовать — ацетилен, пропан-бутан.
Также, обратите внимание на конструктивные особенности резаков. Существуют инжекторные, универсальные 3-х трубные резаки, на которых можно использовать сменные газосмесительные мундштуки под необходимый тип горючего газа, и керосиновые резаки.
Инжекторные резаки давно известны, привычны многим специалистам и имеют довольно широкое распространение. Их отличает простота конструкции — но необходимо помнить, что из-за технологических особенностей такие резаки следует использовать только с установленным огнепреградительным клапаном.
Ассортимент инжекторных резаков
Артикул: 001.020.169Огнепреградительные клапаны выпускаются трех видов, в зависимости от способа установки. Они могут быть установлены на:
- входные штуцеры резака или горелки
- выходные штуцеры редуктора
- в разрыв резинотканевых рукавов
Клапаны огнепреградительные для резаков
Современную альтернативу инжекторным резакам составляют резаки со смешением газов. В таких резаках газ доставляется к месту смешения (головка резака) по раздельным трубкам – и объем уже смешанных газов минимизирован, что делает работу безопаснее.
По месту смешения резаки разделяются на:
В зависимости от характера запланированных работ – необходимо подобрать длину резака. Как правило, короткие резаки применяют для работ, предполагающих точную вырезку деталей, отрезку мерных профильных заготовок или другую подобную работу. Для выполнения разделительной резки и работ с горячим металлом применяются удлиненные резаки с разными углами загиба головки. Они помогают обеспечить нахождение газорезчика на безопасном расстоянии от пламени резака и разрезаемого металла.
Также резаки отличаются по конструкции узла подачи режущего кислорода. Чаще всего для выполнения точного реза используют вентильные резаки. Стоит обратить внимание на размер «барашка», чтобы он был «по руке». Традиционно «барашки» большего диаметра считаются более удобными, так как с ними проще управляться в защитных рукавицах. Для разделительной резки обычно используют резаки с клапаном. При нагреве металла до температуры плавления резчик открывает клапан режущего кислорода и производит резку. При перенастройке к следующему резу можно подключить только подогревающее пламя с небольшим расходом кислорода.
Надеемся, что этот обзор поможет вам подобрать оборудование, которое будет подходить для решения поставленных задач и позволит работать качественно и с удовольствием.
Как правильно пользоваться резаком?
Резак по металлу – достаточно сложное устройство, существенно отличающееся от оборудования, предназначенного для бумаги или обработки керамической плитки. Для его использования нужны соответствующие знания и навыки, а также неуклонное соблюдение правил безопасности. В этой статье мы расскажем о видах режущего оборудования, а также об особенностях его применения, приведем подробную инструкцию, которая позволит быстро освоить инструмент.
Читайте также: Как научиться ровно пилить электролобзиком
Газовые смеси, используемые для резки металлов
Газовый резак, именуемый в народе просто автогеном, может применяться для резки листового и профильного металла, а также труб и любого металлического проката. В нем используются:
- ацетилен или пропан, которые в сочетании с кислородом разогревают металл до температуры плавления;
- чистый кислород, струя которого выжигает раскаленный металл на участке реза.
Кроме того, в современных плазменных резаках применяется сжатый воздух, который подается под большим давлением из компрессора. Но принцип действия такого оборудования существенно отличается от пропановых и ацетиленовых устройств.
Читайте также: Газовая горелка своими руками
Безопасное использование резака
Резка металлов ацетиленом или пропаном – дело весьма опасное, поэтому нужно соблюдать целый ряд правил:
- Лучше всего работать с оборудованием в специальной мастерской, оборудованной эффективной вентиляцией, либо на открытом воздухе.
- Использовать кислородный резак нужно как можно дальше от горючих и легковоспламеняющихся веществ.
- Все работы должны производиться в защищенной от возгорания спецодежде. Также потребуются перчатки из толстой кожи, специальная обувь и очки, оснащенные защитными светофильтрами.
- Резку металлов лучше всего выполнять на грунтовом полу или металлическом столе. Нежелательно работать с резаком на бетонных поверхностях. При сильном нагреве бетон растрескивается и разлетается в разные стороны, что может привести к получению травмы.
- Баллоны с пропаном (ацетиленом) и кислородом должны располагаться на расстоянии не менее 5 метров от работающего резака. Кроме того, не допускается их контакт с маслом и другими техническими жидкостями.
- На баллоны устанавливаются редукторы, которые поддерживают стабильное давление газов.
Пропановый или ацетиленовый резаки совершенно не подходят для работы с цветными металлами и их сплавами, а также с нержавеющей сталью.
Подготовка оборудования
Как правильно пользоваться резаком? Залогом безопасной работы будет грамотная подготовка и настройка оборудования для резки. На данном этапе потребуется выполнить несколько действий:
- Подключить шланги к редукторам баллонов.
- Проверить подачу ацетилена или пропана. Для этого слегка открываем вентиль и наблюдаем за показаниями манометра. Давление газа должно составлять не более 0,35-0,55 атмосфер.
- Продуваем шланги, чтобы удалить из них воздух.
- Регулируем давление кислорода, которое должно на выходе составлять 1,7-2,7 атмосфер.
- Открываем кислородный вентиль на резаке и продуваем шланги.
При слишком высоком давлении газа осуществлять резку ни в коем случае нельзя, так как это может привести к взрыву баллонов. В процессе подготовки оборудования нужно также убедиться в том, что все соединения полностью герметичны, чтобы исключить риск возникновения пожара.
Приступаем к резке металлов
Если все готово к работе, поджигаем резак. Для этого слегка открываем ацетиленовый или пропановый вентиль, даем выйти воздуху и подносим к соплу специально предназначенную зажигалку. В результате должно появиться пламя желтого цвета.
После этого открываем кислород и регулируем его подачу до тех пор, пока из сопла не покажется небольшой язычок пламени голубого цвета. Затем увеличиваем подачу, чтобы длина пламени немного превышала толщину разрезаемой металлической заготовки.
Следующий этап – это резка металла, которая осуществляется таким образом:
- Прогреваем металл газовым резаком. В зависимости от толщины, на это требуется от 10 секунд.
- Когда поверхность металла потемнеет и будет казаться слегка влажной, увеличиваем давление кислорода. Он должен прожигать стальной лист или профильную деталь насквозь. Если этого не происходит, снова уменьшаем давление и продолжаем прогревать заготовку.
- Как только кислород начнет резать металл, ведем резак по намеченной линии. Держать инструмент нужно под небольшим уклоном, чтобы искры и раскаленный металл сдувались вниз и немного назад.
- Не дожидаясь полного остывания заготовки, удаляем с линии реза капли раскаленного металла и другие дефекты.
Использование газового или плазменного резака требует определенных навыков, поэтому одной теории недостаточно. Если вы впервые беретесь за инструмент, рекомендуем потренироваться на ненужных металлических обрезках, соблюдая все правила техники безопасности. После нескольких таких тренировок вы сможете без особого труда разрезать любые стальные детали.
Резка металла газовым резаком: как правильно пользоваться пропан-кислород, сварка для начинающих, настроить температуру
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки,
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности,
- была выбрана высокая скорость движения резака,
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель,
- ящик с песком,
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Загрузка…Способы резки нержавеющего проката
Нержавеющая сталь (а в просторечии — «нержавейка») — великолепный материал: она устойчива к коррозии, и благодаря легирующим добавкам, гораздо более прочна, чем обычная углеродистая сталь. Но… всякое достоинство имеет оборотной стороной и недостаток. Для нержавеющей стали таким недостатком является именно сложность ее обработки.
Разумеется, современные технологиии позволяют с этим недостатком справиться на заводском уровне. И если уж вы взялись что-то изготавливать из нержавеющего проката, то самое разумное, что можно сделать — это составить точный эскиз нужной вам формы и заказать его изготовление в специализированных компаниях (в «Стальном выборе», например…).
В наше время специалисты могут предложить множество различных способов резки стального проката из нержавейки — от промышленной гильотины до лазерной резки.
Но… очень часто бывает так, что заранее составленный чертеж раскроя стального листа хоть чуть-чуть, да не сойдется с тем, что потребуется в действительности… а таскать весь увесистый полуфабрикат в специализированную мастерскую просто слишком дорого и неудобно.
В общем, возникает необходимость в том, чтобы как-то «подправить» изделие из нержавеющего проката в походно-домашних условиях.
Каким же образом это можно сделать? Перечислим способы…
Дедовский метод — молоток, зубило, ножницы, напильник…
При всей дремучести такого способа обработки металлов, метод «зубила и молотка» может применяться и сегодня — особенно в тех случаях, когда
— речь идет о листовом металле небольшой (2-4 мм.) толщины
— само подлежащее «правке» изделие имеет небольшие размеры и может быть закреплено в обычных тисках.
Такое сочетание условий при работе с нержавейкой встречается редко, но … все может быть. На этот случай придется напомнить о его недостатках, к которым относятся:
— очень невысокая точность обработки
— деформация материала и возникновение неровных кромок и заусениц
— необходимость «доводки» изделия напильником и «холодной ковкой»
Тем не менее, и такой способ резки нержавеющей стали имеет право на существование в совсем уж «походных условиях» — наряду с использованием ножниц по металлу, которые тоже могут пригодиться при раскройке совсем тонких (1-1,5 мм.) листов нержавеющей стали. Разумеется, при использовании таких ножниц надо будет позаботиться об увеличении длины их ручек и смириться с тем, что такой инструмент очень быстро затупится.
Лобзик и ленточная пила
Если же условия для резки нержавеющего проката не совсем походные, а у вас есть доступ к более-менее специализированным станкам и устройствам, то появляется еще одна возможность для резки нержавеющей стали — электрический лобзик.
Этот инструмент пригоден для резки дерева и обычной стали — но может быть использован и для работ по нержавейке толщиной до 10 мм., но с соблюдением двух непременных условий:
— необходимо использовать специальные пилки (желательно — фирменные)
— резка должна производиться обязательно в присутствии смазки (которой, впрочем, может быть и обычное подсолнечное масло), без нее полотно лобзика очень быстро раскалится и придет в негодность.
— работать придется на небольших скоростях — как вертикальных, так и горизонтальных.
Главным достоинством лобзика можно считать то, что при его помощи можно производить изогнутые распилы и распилы труб, главным недостатком — высокую вероятность поломки аппарата при вполне возможном в неопытных руках нарушении режима работы.
Опять же — возможности лобзика сильно ограничены толщиной разрезаемого листа нержавейки — если он составляет 4-6 мм., то лобзик с ней справится более-менее успешно, с 7-8 мм. — уже с большим усилием, а 10 мм. — это уже предел.
Если требуется резать более толстый лист, то придется воспользоваться уже станком с ленточной пилой (которую опять-таки придется установить специальную — для нержавейки).
Неуместная газорезка
Есть еще один способ резки металлов, который хорош для обычной стали и совершенно не годится для стали нержавеющей — речь идет о газовой резке с температурой до 1200 градусов.
Непригодность же его состоит в том, что температура возгорания в кислороде у обычной стали меньше, чем температура плавления — и это обстоятельство позволяет «прожигать» стальные листы с образованием достаточно четких срезов. Но поскольку нержавеющая сталь является сплавом железа с целым рядом других элементов, то температура ее плавления будет выше — и попытки разрезать ее газовой горелкой ни к чему хорошему не приведут — металл будет плавиться и разбрызгиваться, срез получится рваным и неровным… особенно, если металл будет иметь толщину свыше 15 мм.
Некоторые умельцы, впрочем. утверждают, что придумали способ газовой резки нержавеющего проката: «Делаем так: греем место реза до красна, затем открываем продувной , в одной руке резак в другой обычная стальная проволока 3 мм, в струю кислорода продувного мы подсовываем присадку-сталь. Не могу сказать что режет ровно но в некоторых случаях меня сильно выручало.» — но пусть это останется на их совести….
Походный плазморезак — в каждый гараж
Тем не менее, даже при необходимости резки достаточно толстых видов нержавеющего проката, не обязательно будет обращаться в специализированные компании. В последнее время все большее «ручное» распространение получают те технологии плазменной резки металла, которые ранее были доступны только в заводских условиях.
В частности, сейчас стали доступны небольшим мастерским и частным лицам устройства для плазменной резки стали.
Принцип их работы основан на том, что плазменный резак и лист стали выступают как катод и анод — и когда между ними возникает вольтова дуга с температурой до 30 000 градусов, струя воздуха (или азота), подаваемая под высоким давлением, будет успешно прожигает сталь любого состава.
Разумеется, плазменный резак — устройство довольно технически сложное и до недавнего времени его можно было встретить только в специализированных компаниях. Но в последние годы такие аппараты стали достаточно компактыми — и по размерам приблизились к сварочным, и может разместиться в обычном гараже.
Однако главным препятствием к их широкому распространению остается высокая энергоемкость способа плазменной резки. Кроме того, для работы плазменным резаком требуется немалый навык: поскольку рабочий инструмент все время на весу, он может перемещаться из-за непроизвольных движений работника — а это неминуемо отразится на качестве резки. Срез при таких колебаниях становится «рваным», с наплывами, и пр. огрехами. Но если снабдить ручной плазморезак подставкой из диэлектрика, то колебания зазора между металлом и соплом плазморрезака можно будет свести к минимуму.
Но если с источниками электроэнергии у вас все в порядке, то при помощи бытового плазменного резака можно будет успешно резать нержавейку до 50 мм. толщиной.
Восхитительная болгарка
Впрочем, плазменные резаки или ацетиленовые горелки — это все-таки экзотика в наших гаражах. То ли дело углошлифовальная машина (УШМ), в просторечии именуемая «болгаркой»! Оно есть практически у каждого автолюбителя — и может с успехом использоваться для резки стали — в том числе и стали нержавеющей.
Болгарка, правда, (в отличии от лобзика) не позволяет резать материал по изогнутым линиям — но с раскройкой нержавеющего проката по прямой справляется отлично (если, конечно, толщина разрезаемой стали не превышает 3-4 мм.). Кроме того болгарка не требует от своего владельца каких-то особых навыков, а в магазинах всегда можно приобрести диски «под обычную сталь» и «под нержавейку».
Но пользуясь болгаркой, надо помнить, что нельзя резать нержавейку кругом для обычной стали, поскольку в абразивный состав таких дисков входят соединения серы и хлора, которые могут стать «затравкой» для химической реакции частей нержавеющего сплава с водой и кислородом. Точно так же не следует резать обычную сталь кругом «под нержавейку» — на нем могут остаться частицы обычной стали, которые приведут к образованию коррозии при использовании диска для раскроя нержавейки.
Как сверлить нержавейку?
Отдельный вопрос при работе с нержавеющим прокатом — это его сверление. Данная операция может потребоваться не только для того, чтобы создать отверстия для крепления болтами или заклепками, но и для того, чтобы начать какую-то другую обработку проката (например — создать «стартовое отверстие» для резки лобзиком).
Но поскольку нержавеющая сталь — металл более прочный и одновременно более вязкий, сверлить его гораздо труднее — тем более, что делать это нужно при сниженных оборотах.
Поэтому для уверенного просверливания нержавейки желательно использовать рапидовые сверла с наконечником из твердых сплавов.
Для облегчения сверления нержавейки нужно использовать смазку, которую тоже можно приобрести в специализированных магазинах… а можно и изготовить самим, растопив свиное сало и добавив в него машинного масла и графита. С таким составом можно и резьбу в отверстии нарезать.
Таким образом, разнообразных способов для резки нержавеющего проката имеется достаточно — нужно только уметь ими пользоваться.
Статья подготовлена специалистами компании «Стальной выбор»
Еще интересные статьи на нашем сайте — https://stvybor.ru/staty/
7 советов для резки дисковой пилой по металлу
Циркулярная пила — незаменимый и жизненно важный режущий инструмент, любимый строителями и многими домашними мастерами. Он помогает резать различные материалы, включая металл, дерево или сплав.
Многие материалы имеют определенные направления резки, чтобы избежать повреждений.
Если вы работаете с металлическими материалами, вы поймете, что резка случайно не приведет к резке.
Вам нужно узнать, как правильно его отрезать, а затем следовать инструкциям.В этом руководстве вы найдете советы о том, как правильно резать металл с помощью дисковой пилы для резки металла.
(полотно циркулярной пилы по металлу)
1. Закрепите обрабатываемый материал с помощью пильного полотна по металлу
(Обеспечьте безопасность металлических материалов при резке полотном пилы по металлу)
При резке металла дисковой пилой по металлу важно учитывать надежность материала. Если материал не будет надежно удерживаться на месте, это может привести к серьезным несчастным случаям.Чтобы быть более безопасным, эти металлические материалы должны быть безопасными и надежными.
Металлические материалы бывают разных форм, типов, толщины и размеров. В зависимости от этих качеств вы определите, как закрепить каждый вид материала. Самый распространенный тип инструмента, который используется для фиксации металлических предметов, — это зажим.
Зажимные инструменты могут помочь вам закрепить на месте различные материалы, от листового металла до толстых металлических частей. Зажимы гарантируют, что вы не только получите более чистый срез, но и не соскользнете с места, что может привести к травмам.
Для более качественной и безопасной резки приобретите зажимные инструменты, которые позволят удерживать на месте металлические материалы различных размеров. Это значительно снизит стресс от одновременной борьбы с материалом и пилой.
2. Избегайте летящих осколков металла при резке пилой по металлу
(Дисковые пилы для резки металла могут выделять опасные фрагменты при резке металла)
При работе с металлом, будь то резка, шлифование или общие слесарные работы, необходимо соблюдать меры предосторожности.Это потому, что прикасаться к ним или прикасаться к ним может быть опасно.
Часто вы обнаруживаете, что металл, особенно листовой металл, может вызывать травмы суставов, такие как порезы, разрывы и т. Д. Однако есть еще одна опасность, связанная с работой с металлом. Это металлические фрагменты, которые летят, когда лезвие трется о металл.
Эти фрагменты называются стружкой, и они могут быть опасны для вас. Даже когда вы работаете с металлической стружкой, эти фрагменты все равно летят из-за трения, вызванного резанием.
Эти осколки или фрагменты могут быть выброшены с большой силой и разлететься на расстояние нескольких метров. Это делает его опасным для вас, а также для других людей, стоящих вокруг вас. Иногда, если стружка сделана из химически активных металлов, она может быть легко воспламеняющейся.
Они могут внезапно воспламениться и причинить еще больший вред. Вот почему вы должны носить защитную одежду при резке, чтобы уменьшить повреждения, которые могут возникнуть при резке.
3. Металл, который вы режете, должен висеть на краю вашей пилы по металлу
(Для удобства резки и безопасности правильно расположите пильное полотно по металлу)
Существуют определенные положения, в которых металлический материал, который вы режете, должен сидеть, чтобы вы могли правильно обрезать.Таким образом, резка становится легкой и беспроблемной. Действительно, можно разрезать металл, не подвергая себя опасности.
Циркулярная пила для резки металла зависит от определенных углов и методов безопасной резки. Понимание правильных аспектов сокращения делает вашу работу проще и быстрее. При резке металла вы должны повесить его на край лезвия пилы по металлу, чтобы облегчить резку.
Если вы являетесь продавцом циркулярной пилы для резки металла, вы должны быть в состоянии посоветовать своим клиентам и клиентам резать под прямым углом.Тем, кто также использует полотна для пил по металлу, вы должны это принять к сведению.
4. Обратите внимание на глубину алмазного диска для резки металла
(Помните о настройке глубины пропила вашего пильного диска по металлу)
При работе с пильными полотнами по металлу необходимо учитывать настройку глубины. Для вашей безопасности вы можете подумать о толщине или тонкости материала, которым вы режете, чтобы не использовать для него неправильное лезвие.
Обычно установка глубины лезвия не должна превышать ¼ толщины металла, который вы хотите разрезать.Если металл, с которым вы работаете, тонкий, вам понадобится алмазный диск для резки металла с большим числом зубьев. Для более толстых материалов вам понадобится пильный диск по металлу с меньшим числом зубьев.
У большинства блейд-серверов есть свое специальное использование, обычно указываемое в модуле. Вы узнаете, насколько толстый материал они могут резать и подходят ли они для более тонких материалов. Убедитесь, что вы внимательно следуете инструкциям, чтобы подобрать подходящий материал.
5. Обратите внимание на скорость, с которой должно работать полотно для резки металла
(Вы должны знать, с какой скоростью должно работать полотно вашей пилы по металлу)
Если вы режете металл любой другой циркулярной пилой, кроме дисковой пилы по металлу, это рискованно.Это может испортить не только материалы, но и пилу. Многие пилы имеют определенную скорость резания, которая лучше всего подходит для резки различных материалов.
Если вы используете циркулярную пилу по дереву для резки металла, она разрушит многие вещи. Это потому, что пила работает с большей скоростью, чем требуется. Теперь, когда вы приобретете подходящую пилу для резки металла, узнайте, какая необходимая шестерня для работы пилы.
Для значительного прорезания металлических материалов с помощью круглого сечения обычная рекомендуемая частота вращения холостого хода составляет 5000 оборотов в минуту.Все, что ниже этого, будет для вас пустой тратой времени. Если она превышает требуемую скорость холостого хода, это также может вызвать перегрев пилы или причинить серьезную травму.
Проверьте, с какой скоростью должно работать полотно вашей пилы по металлу, а затем придерживайтесь ее, даже если пила может двигаться быстрее. Резка металла — дело серьезное, и не стоит пренебрегать всеми этими мерами предосторожности.
6. нанесите смазку на полотно циркулярной пилы для
(Смазка полотна пилы по металлу помогает лучше резать)
Превосходный способ продлить срок службы вашего полотна циркулярной пилы по металлу — это надлежащий уход за ним.Помимо очистки и хранения в надлежащих условиях, вы не должны забывать смазывать его маслом. Алмазные диски для резки металла необходимо регулярно смазывать маслом для обеспечения бесперебойной работы.
Смажьте лезвия, чтобы предотвратить прилипание лезвия к разрезаемому материалу из-за мусора и осколков. Смазка также необходима для предотвращения перегрева. Он защищает лезвие от износа, позволяя ему плавно резать.
Кончики лезвия не трескаются при правильной смазке.Это равнозначно более длительному сроку службы вашего полотна циркулярной пилы для резки металла. На рынке имеется множество масел для пильных полотен.
Как только вы получите отличную смазку, прочтите инструкции, чтобы узнать, как ее наносить и как часто. Ваши полотна пилы по металлу будут лучше, прослужат дольше и защитят вас от повреждений при резке металла.
7. Используйте защитную одежду при работе с пилой по металлу
(убедитесь, что вы носите соответствующее покрытие при резке дисковой пилой по металлу)
При резке металла полотном пилы по металлу существует множество опасностей.Резка металла металлическим лезвием вызовет сильное трение, которое может быть очень опасным. Соблюдайте осторожность при использовании пильного полотна по металлу.
Один из способов сделать это — надеть защитную одежду. Он состоит из лицевого щитка, защитных очков и средств защиты слуха. Это сведет к минимуму возможность травмирования глаз и других частей лица.
Также необходимо защитить остальные открытые участки кожи. Вы можете сделать это, надев перчатки, рубашку с длинными рукавами и брюки.Если вы держите лезвия в руках или прикасаетесь к ним, обязательно надевайте длинные перчатки.
Всегда проверяйте, что перед тем, как работать с пильным диском по металлу или работать с ним, или перед резкой любого металла, вы полностью защищены. Это касается любого человека, который будет рядом с вами во время резки. Если вы защищены, а они нет, это все равно может нанести им травму.
Другие защитные меры для обеспечения безопасности при резке включают чтение и соблюдение всех необходимых мер предосторожности. Если вы отмахнетесь от него, вы можете получить травму.Убедитесь в соблюдении этих мер предосторожности на металлических дисках или пильных полотнах.
Заключение
Вот несколько моментов, о которых следует помнить при переходе к использованию дисковой пилы для резки металла.
Выполняйте резку с помощью пилы, прочно закрепленной на месте, и избегайте разлетающихся металлических частей во время резки. Кроме того, не забудьте надеть защитное снаряжение, когда вы регулярно режете и смазываете инструменты для бесперебойной работы.
Если вам нужна дополнительная помощь по этим вопросам, вы можете обратиться за помощью в Nccuttingtools.У них есть обширный опыт во всем, что вам следует знать о таких режущих инструментах. Они решат вашу дилемму в кратчайшие сроки.
Как правильно разрезать листовой металл с помощью ручного инструмента
Продвинутые ножницы для жести и авиационные ножницы
Посмотрим правде в глаза, владеть электроинструментами весело. Они быстро справляются с любым проектом, а кто не любит быструю работу? Но они также являются огромным убийцей бюджета, и в большинстве случаев в них нет необходимости. Мы чувствуем, что это касается резки металлических панелей.Если бы вы устанавливали металлическую кровлю для торговли, у вас был бы набор электроинструментов, предназначенных для быстрого и легкого выполнения работы. Тем не менее, домашние мастера, как правило, хотят использовать базовые инструменты — им не нужно вкладывать большие деньги в инструменты, которые можно использовать только для одного проекта.
Кроме того, при установке новой металлической кровли вам подойдет набор ножниц для жести. Большинство наших DIY-заказчиков успешно ими пользуются. Они могут легко прорезать металлические панели толщиной 26 или 29 и, возможно, более тяжелые.Но есть ПРАВИЛЬНЫЙ способ сделать это!
Мы настоятельно рекомендуем прочитать эту статью и посмотреть видео, прежде чем вы начнете отрезать свои новые металлические кровельные панели. Это сделает вашу работу намного лучше!
Ножницы для олова 101 — Что такое ножницы для олова?
Ножницы для жести действуют как ножницы для резки металлических панелей. Они похожи, скажем, на садовые ножницы, но предназначены для резки алюминия, стали, жести и даже винилового сайдинга различной толщины. Существует много видов ножниц для олова, таких как «авиационные ножницы», названных в честь их важности при производстве самолетов и других самолетов.
Как и все остальное, вы получаете то, за что платите, и если вы хотите, чтобы ваши ножницы прослужили, купите закаленную сталь, чтобы лезвия продолжали резать на долгие годы.
Ножницы для олова, авиационные ножницы и ножницы для смешивания
Ножницы для олова стандартного выпуска имеют единую точку поворота. Они рабочие лошадки и выполняют свою работу, но с ними нужно работать усерднее. Они напоминают большие безопасные ножницы, только с просторными ручками, предназначенными для рук в перчатках. Этот единственный стержень и менее сложная конструкция означают, что они могут прослужить десятилетия, если они останутся острыми.У них есть два типа лезвий: обычное лезвие и утконос.
- Ножницы для резки жести с утконосом лучше подходят для резки на более крутых поворотах, но заостренная конструкция лезвия делает его менее надежным для резки толстостенных листов.
- Обычное лезвие или лезвие с прямым рисунком лучше всего подходит для длинных прямых резов.
Стандартные ножницы для резки жести, прямые.
Прорези авиационные изготавливаются с двойным шарниром , подпружинены, с предохранителем на них.Двойной шарнир с пружинной загрузкой означает, что его легче использовать в течение долгого дня. Соответствие калибра зависит от рассматриваемых ножниц, поэтому перед покупкой проверьте их рейтинг. Авиационные ножницы часто продаются комплектами по три, каждый из которых предназначен для разных целей, которые мы объясним в следующем разделе.
Авиационные ножницы. Показана версия с прямым вырезом.
Ножницы для смешанных материалов обладают дополнительным усилием, что делает их хорошо подходящими для металлов более тяжелых толщин, особенно для таких вещей, как воздуховоды и швы.
Составные авиационные ножницы. Предназначен для резки холоднокатаной стали толщиной 18 или 23 из нержавеющей стали.
Цветовая маркировка авиационных ножниц
Полезны авиационные ножницы с цветной маркировкой. Они бывают с красной, желтой и зеленой ручками или полосой каждого из этих цветов на ручках, а иногда и с белыми ножницами. Важно понимать, что означают цвета, и выбирать подходящий для правильной работы. Будучи инструментами для обеих рук, они предназначены как для правшей, так и для левшей, но каждый работает только в том направлении, в котором он был разработан, потому что именно так движется лезвие.
Это на самом деле ключевое недоразумение , хотя цветовая кодировка указывает направление резки… на самом деле, это больше о , где идет обрезка! Дело не столько в том, на какой «стороне» или «руке», а в том, с какой стороны будет идти обрезка (лом).
- Желтый: Хотя желтые ножницы обычно используются для резки длинных прямых разрезов, это не идеально. Они будут искажать больше, чем использование красных или зеленых ножниц для длинных разрезов. Желтые ножницы лучше подходят для резки зазубрин. Они также могут делать широкие кривые. (Бонус в том, что если пластиковая упаковка-раскладушка при новых покупках сводит вас с ума, эти ребята быстро ее откроют).
- Зеленый: Идеально подходит для правшей, режущих воздуховоды, а также прямых и правых / по часовой стрелке резов .
- Зеленый хорошо подходит для пропилов с прямым наклоном.
- Обрезка (обрезок) будет на правой стороне пропила.
- Красный: Они лучше всего режут прямо и подходят для резки влево / против часовой стрелки.
- Красный хорошо подходит для разрезов с наклоном влево
- Обрезка будет на левой стороне разреза.
Зеленые авиационные ножницы для изогнутого среза с правым наклоном.
Красные авиационные ножницы для изогнутого среза с наклоном влево.
Но с красными и зелеными ножницами, какой бы стороной ни была челюсть (изогнутая более широкая часть ножниц внизу), это сторона, где обрезанный металл будет скручиваться во время резки. Выбор ножниц имеет большое значение в том, насколько плоским останется ваш металл после его обрезки.Всегда выполняйте резку так, чтобы губка была обращена к обрезанной или отходящей стороне материала — всегда!
Белые ручки или белая полоса могут указывать на фальцевальный или обжимной инструмент.
Авиационные ножницы для левой и правой руки
Распространенное заблуждение состоит в том, что красный или зеленый цвет указывает, какие ножницы использовать для людей с преобладанием правой или левой руки. Неа!
По правде говоря, ножницы подходят для любой руки , поскольку их можно использовать с ножницами снизу или сверху, поэтому одни и те же ножницы можно использовать правой стороной вверх для одной стороны кривой и вверх. вниз по другую сторону кривой.
К этому нужно привыкнуть, но вы поймете, что лучше всего подходит для вас. Чтобы понять, какие ножницы режут и в какую сторону, немного потренируйтесь на металлоломе. Например, если вы правы, вам будет проще использовать зеленые ножницы для многих надрезов. Левша может сделать такой же разрез в противоположном направлении красными ножницами.
В качестве упражнения для демонстрации этой способности с помощью ножниц по обеим сторонам попробуйте сделать несколько тренировочных криволинейных разрезов, скажем, с помощью зеленых ножниц. Отрежьте небольшой изгиб в углу листа для отходов.Во время резки следуйте естественному изгибу ножниц. Теперь переверните ту же пару ножниц в руке и отрежьте изгиб в противоположном углу. У вас должен получиться зеркальный срез на обоих углах. В этом вся прелесть авиационных ножниц и в этом то, что по сути является двусторонним инструментом. Так зачем вам красный и зеленый? Вы этого не сделаете, но это удобно с точки зрения лучшего контроля за обрезками или отходами на протяжении всего проекта.
Что лучше, прямые ножницы для олова или ножницы со смещением?
Прямые ножницы для резки жести могут выполнять некоторую изогнутую резку, но что делает удобным иметь ножницы с небольшим смещением, так это то, что рукоятка смещения означает, что ваши руки находятся над надрезом, а не на одной линии с ним, , и поэтому легче делать длинные , прямые разрезы.А «проще» означает дополнительную безопасность при работе с острыми металлическими краями.
И более узкие лезвия на желтых прямых ножницах делают их хорошими для резки более крутых поворотов. Рукоятка со смещением на 90 градусов может быть полезна в ограниченном пространстве или если вам нужно разрезать вверх ногами.
Какие бы ножницы ни покупали, покупайте качественные. Это того стоит, если ваш металл не застревает и не перекручивается между лезвиями.
В идеальном мире, ваш комплект должен состоять из красных, желтых и зеленых авиационных ножниц, составных ножниц и смещенных ножниц.Таким образом, вы сможете решить практически любую серьезную дилемму.
Рифленые лезвия и гладкие лезвия на ножницах для олова
Рифленые лезвия отлично подходят для захвата металла или даже обладают противоскользящей способностью при разрезании нескольких слоев металлических кромок. Они могут даже облегчить работу по разрезанию более толстых листов.
Но эти крошечные выступы могут повредить природные металлы, такие как алюминий, медь и цинк, в будущем, потому что они могут медленно изнашиваться или рваться. При работе с натуральными металлами рекомендуется избегать зазубрин.Если вы не уверены в выборе лезвия для вашего проекта, позвоните в нашу службу поддержки клиентов за советом.
Зубчатый наконечник
Методы и советы по отрезанию металла
Правая сторона вверх.Всегда держите лезвия ножниц перпендикулярно к металлическому листу, который вы режете. Металл должен входить прямо, а лезвия должны резать прямо вниз. Это также верно и для ножниц со смещением; Неважно, куда указывают ручки, важно, чтобы лезвия были перпендикулярны разрезу, иначе металл зацепится за лезвия, и вы повредите металл … и, возможно, ваши ножницы тоже.
Согласованность имеет значение.При резке оловянными ножницами одна из причин, по которой авиационные ножницы так популярны, заключается в том, что пружинная нагрузка облегчает работу, да, но также обеспечивает плавную резку. Ровные, последовательные стрижки сделают ваши линии более гладкими и прямыми или правильно изогнутыми. Для этого тоже важны острые лезвия. Если вы напрягаетесь, чтобы сделать надрезы, это приведет к образованию кусков или изгибов на металле, что не идеально.
Чем короче, тем лучше.Точно так же используйте небольшие частые разрезы вместо более крупных и длинных разрезов. Ножницы предназначены для резки примерно 1/4 дюйма материала за раз. Это позволяет обрезанной кромке сворачиваться по назначению и улучшает качество обрезанной кромки. Чем больше разрезов, тем больше шансов получить неровный край. Избегайте резки на всю длину лезвия, так как это может создать эффект ямочки.
Используйте лучшие ножницы.Не застряйте, используя только одну пару во время резки; Иногда чередование красного и зеленого может означать, что удалить полоску намного проще, чем просто сделать длинную стрижку.Это отличное видео для ознакомления с некоторыми техническими идеями.
Чередуйте ножницы для более прямых длинных разрезов.
Хотя вы можете вырезать середину большого листа металла, авиационные ножницы лучше всего подходят для удаления узких полос. Чтобы компенсировать изгиб или изгиб металла, вырежьте полоску, где вы используете красные ножницы с одной стороны и зеленые ножницы с другой, отрезая 2 дюйма за раз с чередующихся сторон — так, два дюйма вверх по правой стороне, два дюйма вверх по левому краю.Это контролирует, как металл изгибается и получает более чистый срез. Это кропотливо, но вы получите более качественную отделку. Это видео очень полезно.
Выполните черновые и чистовые пропилы.
Допустим, вы разрезаете длинный 30-дюймовый кусок гидроизоляции пополам. Вместо того, чтобы пытаться получить идеальный разрез с первой попытки, может быть лучше отрезать на ½ дюйма от точки, где вы действительно хотите получить правильный разрез. Затем этот грубый срез можно легко очистить вторым, более легким проходом ножницами для жести. Убедитесь, что второй проход выполняется так, чтобы нижняя губка была обращена к месту, где будет обрезок, так, чтобы сторона отходов загибалась вверх, а рабочая сторона металла не гнулась.
Не нагружать тяжелые металлы.При резке швов и толстого металла используйте сложные ножницы. Резка металла, слишком толстого для ваших лезвий, приведет к повреждению как инструмента, так и металла. Более длинные ножницы для олова и сложные ножницы лучше всего подходят для тяжелого гофрированного металла.
Металл прощает.Когда вы покрываете порезы вышивкой и т. Д., НЕ ОБЯЗАТЕЛЬНО потеть, чтобы получить красивую линию разреза. Просто избегайте того, чтобы он был действительно неровным, чтобы он не начал изнашиваться через десятилетие или два. Бывают неровные края — вот для чего нужна обрезка!
Практика ведет к совершенству
Может быть непросто освоить ножницы для жести. В конце концов, важно убедиться, что у вас есть крепкие, прочные ножницы, соответствующие толщине металла, с которым вы работаете.Лучше делать короткие последовательные штрихи.
Конечно, все дело в практике. Прежде чем вы начнете вырезать «настоящий» материал для своей работы, попробуйте сделать несколько практических сокращений. Затем, когда вы действительно приступите к работе, сделайте черновые надрезы на полдюйма или около того от того места, где вы хотите, чтобы был настоящий надрез, прежде чем очистить его еще одним проходом.
Вскоре вы почувствуете себя комфортно и сможете контролировать свои порезы.
И не забудьте перчатки
Использование тяжелых перчаток, таких как толстая кожа, при резке металла разумно, так как края могут быть опасно острыми.Работайте безопасно, и вы останетесь невредимыми.
Нужно больше?
Дополнительные статьи можно найти в нашей библиотеке DIY для металлических кровель.
10 лучших способов резки металла — без угловой шлифовальной машины! : 11 шагов (с изображениями)
Я пробовал резать металл на своей ужасной старинной циркулярной пиле без защиты от дрели с зазором более миллиметра в лезвии (оправке).
И, к моему удивлению, она сработала намного лучше, чем я ожидал — настолько хорошо, что я купил настоящую циркулярную пилу.Я купил циркулярную пилу Worx mini 710w с проводом. (Если вам интересна эта пила, я скоро ее рассмотрю — подпишитесь на мой канал или просто оставьте комментарий ниже, и я свяжу вам видео, когда закончу 🙂
Сначала я попробовал используя мою циркулярную пилу, чтобы резать алюминий, так же, как я резал бы дерево — и это сработало отлично! Он резал очень быстро (примерно в 30 раз быстрее, чем ножовка), и, пока я был осторожен, он оставлял гладкие края даже на твердом алюминиевом стержне (см. Рисунок 5).
Затем я также попробовал разрезать латунный плоский пруток.На раскрой ушло больше времени, но это тоже очень хорошо сработало.
После этого я перешел к стали, зная, что резать ее будет труднее всего. Я отрегулировал высоту лезвия и успешно прорезал стальной плоский брус. Затем я попытался прорезать нержавеющую сталь, но лезвие просто не сдвинулось с места, и я не хотел проталкивать его со слишком большой силой. Нержавеющая сталь не казалась затвердевшей, но, подозревая, что она повредила зубы, я попытался прорезать тонкий алюминиевый уголок, который он легко прорезал.
Я быстро построил самодельную пилу, используя дверную петлю (не пытайтесь это сделать!), И попытался прорезать арматурный стержень, но несколько раз терпел неудачу, и, несмотря на правильное закрепление, стержень слетел с во время резки, что я поймал. на замедленную камеру — это на видео! Я не знал, прорежет ли он полностью, но ожидал, что он прорежет хотя бы половину, но он не сдвинулся с места. У меня есть несколько теорий, почему это произошло, поскольку в прошлом я видел, как арматуру легко резать твердосплавными лезвиями.Лезвие было повреждено, лезвие с твердосплавным наконечником за 3 доллара, которое я купил, было очень дешевым и имело твердосплавные зубья низкого качества, у них была неправильная геометрия, я резал под неправильным углом, а шарнир имел слишком большой люфт во всех направлениях. — моя вина.
Это, как и ожидалось, повредило лезвие, сломав половину твердосплавных зубьев, поэтому я перешел к следующему этапу — резке листового металла! Вибрирующий и дребезжащий материал может сломать зубы, поэтому я решил попробовать что-нибудь новенькое. Я зажал листовой металл между двумя листами фанеры, которые я прижал к своему рабочему столу, эффективно исключив возможность того, что любые вибрации могут повредить пильный диск.К моему полному удивлению, моя циркулярная пила смогла прорезать его, не заглохнув двигатель, хотя я ясно слышал, как он борется, что определенно я буду повторять в будущем.
Большинство циркулярных пил больше моей, и использование небольшого лезвия в большом циркуляре теоретически может быть неплохой идеей, потому что маленькие лезвия должны вращаться быстрее, а большие дисковые пилы должны вращаться медленнее. Чем ниже скорость, тем дольше прослужит лезвие.Это измеряется в FPM. Всегда следуйте инструкциям и проводите собственное исследование!
Я обратился к двум профессионалам с моими вопросами, и вот их ответы:
Джон Хейс: «Вот чему меня научил опыт: чем глубже лезвие, тем быстрее (и круче) оно режет, но тем больше риск зацепиться за металл. — с неглубоким лезвием он будет резать медленнее, работать немного горячее, но с меньшей вероятностью зацепится за сталь. Если вы режете толстый металл (1/4 дюйма или более) Лучше иметь меньше зубьев, режущих металл за один раз, так как зубцы не так легко зацепятся.В этом случае чем глубже, тем лучше ». Хотя Джон удалил свой ответ по неизвестной причине.
Wide Vision Metal Fab изначально начала использовать ножи для деревообработки, потому что они были значительно дешевле, чем лезвия для резки металла, и утверждает, что они служат столько же времени : «У меня никогда не было [твердосплавных] зубьев, чтобы они отлетали или взрывались, но они могут сколотиться, если будут связаны. Но «правильные» лезвия тоже могут откалываться в связке. Единственная разница, которую я мог сказать между лезвиями, — это металлическая стружка.Они казались холоднее и меньше со стальным режущим лезвием, что имеет смысл, учитывая геометрию зубьев, и что древесина мягче, а это значит, что каждый зуб может удалить больше ». С тех пор WVMF прекратил использовать лезвия для деревообработки, потому что они были слишком мал на долю дюйма, и цена на лезвия для резки металла снизилась.
Я не спрашивал, и никто не поддерживал его — так что попробуйте на свой страх и риск. Если , у вас есть опыт в этих Темы, мне любопытно, есть ли у вас какие-либо рекомендации относительно смазки лезвия, использования алмазных лезвий и вашего общего опыта.
В дополнение к стандартным рекомендациям и здравому смыслу, оставайтесь в безопасности !:
- Всегда используйте защитные очки! Лезвие повсюду стреляет крошечными металлическими частями, подумайте также о ношении лицевого щитка
- Никогда не снимайте защитный кожух с циркулярной пилы.
- Используйте лезвие с как можно большим количеством зубьев. Я использовал лезвие с 40 зубьями 4 дюйма (110 мм). Лезвия большего размера следует использовать только в том случае, если у них больше зубцов.
- Если лезвие внезапно взорвется, окажетесь ли вы на линии огня? Убедитесь, что ваше лицо, руки, ноги, другие люди или любые окна не пострадают и всегда стоят в стороне.
- Всегда проверяйте, что материал, который вы режете, — это не закаленная сталь. Попробуйте отпилить немного напильником. Если напильник соскользнет, не врезавшись зубцами в материал, значит, он затвердел, и его нельзя резать твердосплавным лезвием. Резка закаленной стали может вызвать скалывание зубьев, очень быстро повсюду отправляются маленькие острые кусочки карбида — и в худшем случае это может привести к взрыву всего лезвия.
- Не перетягивайте болт, удерживающий лезвие.
- Не используйте лезвие с поврежденными зубьями, проверяйте его перед каждым использованием.
- Не вставляйте стальное лезвие с твердосплавными наконечниками в пилу для абразивных дисков (противоположность)
- Я видел лезвия с твердосплавными наконечниками с большими пазами (я считаю, что они предназначены для охлаждения и снижения шума), и я бы не стал использовать их, потому что они, вероятно, более склонны сгибаться в стороны.
- Если вы планируете часто использовать свою, я рекомендую приобрести подходящую циркулярную пилу для резки металла по металлу, которая предназначена для этой работы, с адекватными оборотами в минуту и надлежащим сбором стружки.Проверьте Милуоки и эволюцию.
Как резать металлическую кровлю
Согласитесь, крыша является неотъемлемой частью любого строительного проекта, и вы не захотите идти на компромисс с ее качеством. Крыша обеспечивает защиту от суровых погодных условий, помогает экономить энергию и улучшает эстетическую ценность вашего дома.
Устанавливая новую крышу, вы хотите убедиться, что она самого высокого качества и прослужит вам долгие годы.В этом случае лучше всего подойдет металлическая кровля. Известно, что это не только долговечное кровельное решение, но и эстетически привлекательное.
Однако, если вы планируете работать, процесс установки Самостоятельно нужно понимать, как раскроить кровлю из листового металла. Это важно, потому что металлические листы должны иметь определенную форму и размер, чтобы соответствовать вашим требованиям к кровле в Коннектикуте.Большинству новичков научиться резать металлическую крышу может показаться пугающим, и любая небольшая ошибка при использовании ножниц для жести может привести к травме.
Тем не менее, разрезать металлическую кровлю легко, если она выполняется с использованием подходящих резаков по металлу и надлежащим образом. В этом посте мы рассмотрим латунные гвоздики при резке металлических крыш, включая необходимые инструменты и процедуры, которым вы должны следовать, и ответим на пару вопросов по металлической кровле.
Как резать гофрированный металл
Прежде чем мы перейдем к пошаговому руководству по лучшему способу резки металлической кровли, у вас должны быть следующие вещи:
Устойчивое рабочее место, где вы будете размещать листы при резке
Инструменты для резки листового металла — вы можете использовать ножницы для жести, электрические ножницы, высечные ножницы или угловую шлифовальную машину
Комбинированный квадрат
Рулетка
Металлические кровельные панели
Маркер
Вы можете использовать любое другое оборудование, не указанное выше, для резки металлической кровли, если это облегчит работу или повысит эффективность.
Имейте в виду, что эти инструменты работают как в жилых, так и в коммерческих целях.Пошаговое руководство по раскрою металлочерепицы
Шаг 1: Подготовка
Независимо от инструментов, которые вы собираетесь использовать, очень важно хорошо подготовиться перед началом работы. Если вы хорошо подготовились, легче делать прямые разрезы и избегать ошибок.
Начните с размещения металлической кровли на рабочем месте. Убедитесь, что правильная сторона обращена вверх и что листы надежно закреплены, т.е.е., не будет двигаться при резке. Вы можете использовать регулируемые зажимы, чтобы удерживать листы на используемой поверхности.
Следующее, что вам нужно — это определить количество панелей, которые вам понадобятся, исходя из размеров вашей крыши. Также укажите размер каждой металлической панели и форму.
Как только вы это сделаете, с помощью рулетки отмерьте разные размеры, которые вам придется отрезать. Будьте осторожны при разметке, чтобы не осталось зазоров. Это помогает гарантировать, что разрез остается прямым, а также направляет вас при разрезании металлической кровли.
Вы должны понимать, что точность является ключевым фактором при резке металлических крыш. Небольшие ошибки могут привести к повреждению конструкции листа и сократить срок службы крыши.
Последний этап подготовки — это подготовка. Надевайте защитные перчатки (желательно кожаные), очки, средства защиты слуха, если вы используете циркулярную пилу, длинные рукава и брюки.
Шаг 2: Раскрой металлических панелей
Ножницами для резки металлической кровли
Это, пожалуй, самый дешевый инструмент, который вы можете использовать для резки металла.Однако важно отметить, что ножницы для олова идеальны только тогда, когда вы собираетесь делать короткие стрижки и на мягких металлах. Их использование очень похоже на работу с обычными ножницами, поэтому не должно быть обузой.
Важно отметить, что существуют разные типы ножниц для олова, и то, какие ножницы вы будете использовать, будет зависеть от типа разрезов, которые вы хотите сделать.
Используйте правые ножницы для жести, если вы хотите оставить отходы на правой стороне пропила, а также при резке кривых, идущих против часовой стрелки.С другой стороны, вы можете использовать левые ножницы для жести, когда вам нужно, чтобы отходы оставались на левой стороне линии реза и при резке кривых, идущих по часовой стрелке. Центральные и прямые ножницы для резки жести идеальны только при выполнении прямых разрезов и не должны использоваться для резки кривых.
Если вам нужно вырезать отверстие в середине поверхности, начните с просверливания поворотного отверстия в центре, которое будет служить отправной точкой.
Основным недостатком использования ножниц для резки металлических крыш является то, что они медленные и не могут использоваться для больших листов.
С помощью электрических ножниц
Электрические ножницыпредставлены в двух вариантах; одинарные ножницы и двойные ножницы.
Ножницы для одинарной резки похожи на обычные ножницы, и единственным преимуществом является то, что лезвия имеют привод и могут лучше резать. Одиночные ножницы могут делать чистые резы, не оставляя отходов, но до некоторой степени они будут оставлять изгибы на разрезаемом материале. Поэтому, если вы собираетесь работать только с прямыми резами, одинарные ножницы могут не подойти.
В ножницах с двойной резкой используются два ножа, которые образуют полосу при разрезании материала. Ножницы с двойной резкой резают листы с минимальной деформацией по сравнению с одинарными ножницами. Однако они не подходят для резки кривых или резки тяжелых металлов.
Преимущество механических ножниц в том, что с их помощью вы можете разрезать несколько листов за короткое время. С ними легко работать, так как вам нужно только удерживать их, нажимать на спусковой крючок и контролировать движение лезвия по линии реза.
Важно отметить, что при использовании электрических ножниц существует вероятность их застревания. В этом случае не прилагайте дополнительных усилий, так как вы можете повредить крышу или даже сам инструмент. Лучший способ подойти к такой ситуации — начать новый разрез в противоположном направлении.
Высечные ножницы
Использование высечки, вероятно, лучший способ разрезать металлическую кровлю. Его легко повернуть за угол, что делает его идеальным инструментом для ситуаций, когда вам нужно сделать изгибы или отверстия.Этот инструмент работает, производя быстрые удары по обрабатываемому материалу, что помогает создавать более чистые разрезы. Тем не менее, высечные ножницы идеально подходят только для специальных разрезов и, как таковые, не подходят для прямых разрезов.
Важно отметить, что если вам нужно резать, вы можете прикрепить высечные ножницы к своей циркулярной пиле, чтобы вам не приходилось покупать отдельный инструмент.
Циркулярная пила
Важно отметить, что даже несмотря на то, что циркулярная пила является отличным инструментом для резки нескольких листов, она может быть не лучшим вариантом для вас, если у вас нет опыта.Помимо того факта, что вам может не хватать навыков для идеального пропила, дисковые пилы сопряжены с большим риском. Кроме того, полотна дисковых пил со временем изнашиваются, и их замена может быть довольно дорогостоящей.
При использовании дисковой пилы для разрезания металлического листа убедитесь, что открытая сторона олова обращена вниз, чтобы предотвратить повреждение листа. Пильный диск должен быть абразивным или остроконечным и иметь размер около 18 см. Прежде чем покупать или устанавливать диск на циркулярную пилу, проверьте этикетку, чтобы убедиться, что оно подходит.
После закрепления лезвия аккуратно поместите его на отмеченную вами режущую кромку. Хорошая практика — подходить к пропилу под прямым углом, потому что у вас есть только один шанс сделать чистый срез, и вы должны его учитывать. Для обеспечения точности перемещайте пилу медленно, прикладывая к ней минимальное давление.
Для новичка хорошей альтернативой циркулярной пиле является угловая шлифовальная машина.
Использование угловой шлифовальной машины
Вы также можете выполнить работу с угловой шлифовальной машиной.Однако это не самый рекомендуемый инструмент для резки металлической кровли.
Почему? Потому что металлическая кровля обычно достаточно тонкая, чтобы ее можно было разрезать с помощью более безопасных инструментов, таких как ножницы. Кроме того, искры, испускаемые угловой шлифовальной машиной, могут испортить лакокрасочное покрытие вашей кровли. Однако, если вам нужно разрезать очень твердый материал, например, стальной контейнер, вы найдете этот инструмент очень полезным, если будете использовать его со стальным отрезным лезвием.
Шаг 3: очистка
По завершении процесса резки удалите всю скапливающуюся металлическую пыль.Если ее не очистить должным образом, эта пыль может легко заржаветь и со временем ослабит вашу крышу. Кроме того, если на земле оставить отрезанные от металла полосы, они могут легко поранить людей.
Меры безопасности при резке металлической кровли
При работе ваша безопасность — это самое главное, что нужно защищать. Чтобы помочь вам, вот некоторые из мер, которым вы можете следовать.
Правильно обслуживайте инструменты
Ваши новые режущие инструменты будут работать безупречно без проблем, так как они предназначены.Но со временем они начинают изнашиваться, и если не проводить надлежащее обслуживание, они могут стать опасными. Поэтому рекомендуется применять стандартные меры по техническому обслуживанию. Это поможет избежать потенциальных опасностей и даст вам максимальную отдачу от ваших инвестиций.
Используйте подходящий инструмент для работы
Большинство несчастных случаев, которые мы наблюдаем при резке металлических крыш, происходит, когда кто-то пытается использовать не тот инструмент. Это не только подвергает вас риску, но также увеличивает шансы выполнить некорректную работу.
Всегда используйте защитные приспособления
Мы уже упоминали о различных механизмах, которые необходимо использовать при резке металлической кровли.
Что следует учитывать при выборе режущего инструмента?
Как вы уже поняли, есть несколько инструментов, которые можно использовать для резки кровли. Если вы зациклились на выборе лучшего инструмента, примите во внимание следующие факторы.
Важность каждого инструмента
Важно отметить, что не все инструменты одинаковы.Например, объем и качество работы дисковой пилы нельзя сравнить с ножницами для жести. Если лучше всего резать дисковой пилой, то только этим одним инструментом.
Стоимость инструмента
Ну разные инструменты в розницу по разным ценам. Покупая режущий инструмент, купите то, что вы можете себе позволить. Однако ни в коем случае нельзя поступаться качеством. Если инструмент дорогой, но обещает повысить производительность, вы можете покопаться в карманах и купить его.
Рубероид на раскрой
Существуют разные типы металлических крыш, и каждый из них можно разрезать только с помощью определенных инструментов. Если вы хотите разрезать металлическую кровлю из стали, нет смысла использовать ножницы для жести. Вместо этого выберите более мощный режущий инструмент, например, шлифовальный станок.
Виды металлических кровель
Существует пять основных типов металлических кровель, которые используются в большинстве строительных проектов. В их числе:
Цинковая кровля
Кровля из оцинкованной стали
Медная кровля
Алюминиевая крыша
Могу ли я заказать вместо него обрезной рубероид?
Да.Если вас не интересует резка металлической кровли самостоятельно, вы можете разместить заказ у специалиста по металлической кровле. При этом не забудьте указать правильные размеры, которые вам требуются. Это избавит от необходимости снова резать крышу, а также исключит потери.
Полезные советы
Подготовка — это ключ к успеху. Сделайте все замеры и заранее соберите все необходимые инструменты
Всегда защищайте себя при резке металлической кровли
Каждый инструмент подходит для конкретной работы по резке, и вы должны убедиться, что используете правильный инструмент для работы, которую хотите выполнить.
Подведение итогов
Для достижения наилучших результатов при строительстве необходимо следить за тем, чтобы ваша крыша была идеальной.А для этого вам пригодятся наши советы по раскрою металлической кровли. Помните, что вы можете не достичь совершенства в резке в первый же день, но с постоянной практикой и со временем вы сможете делать гладкие и прямые резы, необходимые для идеального проекта.
6 советов по повышению производительности резки с помощью угловых шлифовальных машин
Рик Хопкинс — старший менеджер по продукции — Weiler Abrasives Group
15 мая 2019
Повышение производительности и качества резки металла с помощью углового шлифовального станка зависит от многих факторов, в том числе от выбора подходящего абразива и его правильного использования.
Несмотря на то, что каждый оператор отличается по уровню квалификации и технике, при использовании отрезных кругов могут возникнуть некоторые общие подводные камни, которые отрицательно сказываются на характеристиках и сроке службы колес.
Воспользуйтесь этими советами, чтобы повысить производительность и сэкономить время и деньги при резке металлов.
Инструмент для резки металла
Когда оператору необходимо сделать несколько разрезов на куске металла ручным режущим инструментом, он, скорее всего, использует угловую шлифовальную машину или, в некоторых особых случаях, шлифовальный станок.
Угловые шлифовальные машиныобеспечивают постоянный контроль при резке. Оператор держит инструмент в руках и перемещает его по направлению разреза, что снижает вероятность приложения силы для рычага или поворота инструмента в разрезе.
При выборе отрезного круга следует учитывать два профиля, которые наиболее часто используются при производстве и резке. Режущее колесо типа 27, иногда называемое диском с опущенным центром, имеет приподнятую ступицу в центре. Хотя эта функция обеспечивает дополнительное смещение или зазор между колесом и инструментом, она уменьшает площадь режущей поверхности, особенно для колес диаметром 4 1/2 дюйма или меньше.Это ограничивает количество резов, которые оператор может сделать на каждом колесе. Поднятая ступица также может быть точкой пересечения, особенно когда оператор режет более толстый материал или слишком глубоко погружает колесо в заготовку. Колеса типа 27 также ограничены при работе с выступами, углами или профилями. Для сравнения, отрезной круг типа 1 имеет плоский профиль и увеличенную поверхность резания, что позволяет оператору выполнять больше резов на круг.
Режущий диск типа 27 применяется в двух сферах: резка заподлицо и продольная резка.Для большинства универсальных операций резки и обработки материалов рекомендуется колесо типа 1.
Режущие кругиТип 1 доступны в диаметрах от 2 до 9 дюймов. Колеса Типа 27 обычно недоступны для размеров меньше 4 дюймов.
Советы по увеличению производительности резки
Есть несколько передовых методов, которым операторы могут следовать, чтобы максимизировать производительность и эффективность своих режущих дисков. Вот шесть советов:
- Используйте движение через рез: Режущие абразивы подобны лезвиям ножей.Давление вниз приводит к тому, что лезвие затупляется намного быстрее, чем при резании. Абразивные зерна похожи. Рекомендуется использовать скользящие или раскачивающие движения в направлении реза — перемещая диск внутрь и сквозь заготовку, а не прямо вниз. Позвольте кругу протиснуться сквозь заготовку, а не пытаться протолкнуть ее. Это сводит к минимуму трение и силу и помогает продлить срок службы режущих зерен.
- Не давите слишком сильно: Давление и тепло — главные враги абразивных продуктов для резки.Слишком сильное нажатие — распространенная ошибка, поскольку человеческая природа полагает, что если сильнее нажимать на колесо, это улучшит его работу. Но давление не обеспечивает лучшей скорости резания, а только создает тепло и трение, потенциально заедая или повреждая колесо. Повышенный нагрев и трение значительно сокращают срок службы колеса. Позвольте кругу делать как можно большую часть работы в разрезе.
- Зажмите заготовку должным образом: Когда заготовка не закреплена должным образом на рабочей поверхности, металл может перемещаться и скользить, когда оператор режет его.Зажим, расположенный слишком далеко от линии реза заготовки, также может вызвать сильную вибрацию, которая может заедать или повредить круг. Важно правильно зажать заготовку, а оператор должен подумать, как лучше всего ее видеть, чтобы контролировать ее. Зажим можно ориентировать по-разному в зависимости от предпочтений оператора и его удобства. Никогда не пытайтесь сделать рез любой длины или глубины без надлежащего и надежного зажима заготовки.
- Подход под правильным углом: Режущие диски предназначены для выполнения прямых продольных резов.Их следует использовать под углом 90 градусов перпендикулярно рабочей поверхности; неправильный угол может вызвать заедание. Чем тоньше колесо, тем важнее использовать ориентацию под углом 90 градусов для приближения к детали. Более толстые колеса более терпимы и обычно служат дольше. Более тонкие отрезные круги режут быстрее и оставляют более чистую линию среза с меньшими заусенцами. Операторы должны найти эргономичное положение для своего тела, которое позволит им реально видеть, как колесо входит в линию реза — то, что им наиболее удобно при соблюдении надлежащей техники.Всегда начинайте пропил с точки наименьшего сопротивления. При резке углов или квадратных профилей это означает вход из острого угла для наименьшего контакта с поверхностью, чтобы начать рез.
- Следуйте направлению вращения: Каждая угловая шлифовальная машина отмечена стрелкой направления на головке шлифовальной машины, которая указывает направление вращения круга во время работы. Для оптимальной производительности важно сориентировать отрезной диск так, чтобы он вращался и втягивался в заготовку, а не вращался от нее.Это позволяет колесу резать более эффективно и с меньшими усилиями оператора. Колесо, которое вращается в направлении от заготовки, также представляет опасность для оператора, поскольку любая отдача отбрасывает колесо назад в сторону оператора. Имейте в виду, что штамповочные шлифовальные машины обычно не имеют стрелки, поэтому операторы, использующие штамповочные шлифовальные машины с отрезным кругом, должны обращать особое внимание на то, в каком направлении вращается круг. Каждый раз, когда оператор чувствует заедание колеса в разрезе (снижение скорости вращения может быть признаком заедания), важно полностью остановиться и вынуть колесо из линии разреза, чтобы оценить проблему.После осмотра колеса на предмет трещин или повреждений дайте колесу набрать полную свободную скорость, прежде чем снова войти в пропил. Никогда не перезапускайте отрезной круг, пока он находится внутри разреза.
- Выберите правильную толщину круга: Чем тоньше поверхность отрезного круга, тем более гладко и быстрее он будет следовать в пропиле. Более толстый круг будет резать медленнее, но прослужит дольше, особенно при резке более твердых или толстых заготовок, и дает больше абразива при прямом контакте с основным материалом.Однако этот повышенный контакт с поверхностью также увеличивает трение и нагрев. Круг 0,045 дюйма широко используется во многих областях резки. При резке листового металла или материала более тонкой толщины более тонкие круги, такие как 1-миллиметровое колесо, могут быть лучшим вариантом. Более толстый основной материал удерживает больше тепла и создает больший контакт с поверхностью и трение. Когда более тонкие колеса используются на более толстом материале, нагрев и трение больше влияют на срок службы и долговечность колеса.
Повышение эффективности резки металла
Выбор подходящего отрезного круга для работы часто зависит от целей операции.Если скорость резки является наиболее важной, операция, скорее всего, приведет к небольшому снижению срока службы продукта — и наоборот.
Независимо от того, какой тип и стиль режущего круга выбирает оператор, понимание того, как этот продукт предназначен для использования, и следование некоторым передовым методам работы может помочь продлить безопасность оператора и срок службы продукта, а также максимизировать производительность и результаты.
Как резать металл с помощью циркулярной пилы
Хотя многие из нас используют нашу циркулярную пилу для обработки дерева, на самом деле нет предела тому, чего вы можете достичь с ее помощью, если будете делать это правильно.
Многие люди задаются вопросом, есть ли специальная пила для резки металла, которую можно использовать, когда вы хотите работать с этим материалом, и иногда это так.
Тем не менее, можно использовать циркулярную пилу по дереву и эффективно и безопасно резать металл.
Это следует делать только в том случае, если вы уверены, что он выдержит нагрузку, лезвия отрегулированы в соответствии с металлическими материалами, а скорость циркулярной пилы не будет слишком высокой, среди прочих мер безопасности, которые необходимо соблюдать. в курсе.
Помимо этих незначительных отличий, существуют определенные меры предосторожности и совершенно другой подход к работе с металлом, а не деревом.
Циркулярная пила для резки металла использует разные методы работы и под разными углами, и она сопряжена с целым набором опасностей, о которых вы можете не знать.
Чтобы обеспечить безопасную и эффективную резку, мы ответили на некоторые из наиболее часто задаваемых вопросов о резке металла дисковой пилой.
Какое пильное полотно по металлу лучше всего использовать?
Существуют не только разные типы металла, но и разные типы лезвий.Обычно на лезвии указывается, для чего оно предназначено, чтобы вы могли сопоставить его с материалом, который вы используете.
Ищите абразивный отрезной круг с твердосплавными напайками при работе с такими металлами, как медь, свинец, латунь и алюминий, поскольку все они цветные.
Так как их легче разрезать, обычно можно использовать аккумуляторную циркулярную пилу для работы с ними, но не рекомендуется для других типов.
Если вы надеетесь резать черные металлы, такие как железо и сталь, вам понадобится нечто гораздо более мощное, чем аккумуляторный электроинструмент с пильным полотном по металлу.
В целях безопасности владельцу домашней мастерской лучше всего пытаться использовать свою дисковую пилу только для цветных металлов, перечисленных выше.
Вам также нужно учитывать толщину материала , с которым вы работаете, поскольку вам понадобится что-то с большим числом зубцов, если оно тонкое, и с меньшим количеством зубцов для более толстых металлов.
Опять же, на каждой упаковке лезвия должно быть указано, для чего она лучше всего, и это включает толщину, чтобы вы могли согласовать ее с металлом, с которым собираетесь работать.
Обычно они измеряются в дюймах, поэтому это может помочь получить конкретные размеры металла, который вы будете резать.
Риски для безопасности при резке металла циркулярной пилой
Когда вы работаете с металлом вместо дерева и используете дисковую пилу, вам следует остерегаться дополнительных рисков.
По сравнению с опилками, которые образуются при работе с деревом, металлическая стружка намного опаснее для работы. По этой причине вам необходимо быть уверенным, что вы защищены одеждой с длинными рукавами, очками и перчатками.
Тем не менее, большинство пил по металлу оснащено портом для сбора металлической стружки, но его все же лучше защитить.
Еще одна потенциальная проблема при разрезании металла — это тепло, которое может излучаться от него, а не только металлическая стружка.
Когда пила работает на высоких скоростях, которые она может делать при использовании циркулярной пилы по дереву, металл может быстро сжечь . Если это коснется кого-нибудь, это вызовет серьезные ожоги, а также нанесет непоправимый ущерб вашей пилы.
Поскольку металл труднее разрезать, чем дерево, вы должны быть уверены в устойчивости себя и устройства. Одно скольжение при использовании циркулярной пилы по металлу — значительный риск повреждения порезов.
Вы всегда должны держать руки закрытыми. никогда не использовать плохо прилегающий материал, который может легко застрять в лезвии.
Какую скорость резания следует использовать?
Одной из основных проблем при использовании пилы по дереву для резки металла является скорость, так как большинство этих пил значительно превосходят рекомендованную скорость для резки металла.
Чтобы безопасно и эффективно разрезать металл дисковой пилой, необходимо, чтобы работал с максимальной частотой вращения холостого хода 5 000 ; в противном случае вы можете перегреть металл и нанести серьезный вред себе и своим электроинструментам.
Качественная пила — ключ к успеху
Хотя важно понимать правильные углы, лезвия и стили резки, которые используются при работе с металлом, лучшее, что вы можете сделать, — это приобрести пилу, предназначенную для работы .
Если вы планируете резать металл с помощью циркулярной пилы, вы должны использовать пилу, специально предназначенную для резки этого материала. В противном случае можно получить такие, которые могут работать как с деревом, так и с металлом.
Учитывая, что эффективность пилы по дереву по металлу зависит от множества факторов, таких как закрытый корпус двигателя и возможные скорости, лучше не рисковать.
Главное правило, которому должен следовать любой плотник или пильный мастер, — это безопасность прежде всего , и это та область, игнорировать которую, вероятно, небезопасно.
Не только это, но вы можете сжечь свою циркулярную пилу и найти ее бесполезной для всех видов материалов, не только для металла, так что это может быть дорогостоящим риском.
Заключение
При работе с металлическими и электроинструментами существует так много потенциальных рисков, что это не та область, которую стоит замалчивать.
Правильная циркулярная пила работает рядом с вами, и вы всегда будете делать резку быстрее, эффективнее и безопаснее.
Когда вы можете резать металл и дерево качественной пилой, невозможно сказать, какие проекты вы не сможете выполнить.
Как резать листовой металл дома
Резка листового металла — это фундаментальный навык, которым должны овладеть все мастера по металлу, прежде чем они перейдут на более сложные материалы и конструкции в своей работе. Это может показаться простым, но для того, чтобы научиться аккуратно и точно резать листовой металл, может потребоваться практика, но она пригодится вам для правильного понимания основ, что бы вы ни делали.
Как разрезать листовой металл вручнуюПрочтите наше руководство по резке листового металла вручную и освоите пиление и резку с самого начала.
Перед тем, как начать, вам понадобится:
Основы
- Листовой металл по вашему выбору — начните с более дешевых материалов, таких как латунь и медь, когда вы практикуете
- Рама ювелирной пилы — регулируемые рамы пригодятся, потому что даже если вы щелкнете лезвием, вы можете отрегулировать раму и повторно использовать blade
- Пильные полотна — вы можете подбирать пильные полотна разных размеров в зависимости от толщины используемого металла.Ознакомьтесь с таблицей дисковых пил нашего ювелира, чтобы убедиться, что вы выбрали лезвие подходящего размера для обрабатываемого листового металла.
Хорошо иметь
Как аккуратно разрезать листовой металлТеперь у вас есть инструменты и материалы, которые вы можете приступить к работе. Вот наше пошаговое руководство о том, как аккуратно и точно разрезать листовой металл.
Вставьте пильный диск в раму Держите под рукой запас пильных полотенОслабьте раму пилы, закрутив гайки с каждого конца.Теперь возьмите одно из лезвий пилы и поместите его в раму, убедившись, что лезвия вращаются в правильном направлении резания. Осторожно проведите пальцем по лезвию, чтобы проверить это.
После установки вы можете затянуть конец пильной рамы, ближайший к ручке. Чтобы убедиться, что полотно натянуто, вставьте еще не закрепленный конец рамы пилы в рабочий стол. Вы увидите, как лезвие немного согнется. На этом этапе вы можете затянуть гайку на другом конце рамы, чтобы лезвие не провисало во время работы.
Лучший способ проверить затяжку пильного полотна — это потянуть его на месте, как если бы вы перебирали гитарную струну. Лезвие должно издавать приятный, яркий «звон!».
Отметьте листовой металлНаучиться резать листовой металл в домашних условиях — это все, что нужно для подготовки. Если вы режете квадратный или прямоугольный кусок листового металла, вам нужны идеально прямые линии. Так что возьмите свой стальной угольник и убедитесь, что линия, которую вы собираетесь разрезать, вас устраивает, прежде чем разметить ее.Убедившись, что линия полностью прямая, можно приступать к резке.
Используйте подножку для устойчивости при работеУстановив подножку на скамейке, вы можете разместить листовой металл так, чтобы он располагался в удобном центральном положении, так, чтобы линия, проведенная на листе металла, падала чуть выше средней выемки на подножке. Это упростит установку пилы и позволит аккуратно резать.
Первый разрез листового металла… Пчелиный воск — идеальная смазка для пильных полотенПервый разрез листового металла всегда самый сложный.Чтобы облегчить скольжение, сделайте выемку в листе металла, слегка взмахнув пилой вперед (в сторону от тела).
Сделав небольшую выемку, можно аккуратно приступить к пилению, приложив небольшое усилие. Не стоит быть слишком тяжелым, так как вы можете сломать полотно пилы, но не беспокойтесь, если вы сломаете несколько по пути!
Продолжайте пропиливать как можно ближе к отмеченной линии, следя за тем, отклоняетесь ли вы слишком близко или слишком далеко от линии.Старайтесь использовать плавные движения пилы и позволяйте весу вашей руки делать рез за вас, вместо того, чтобы оказывать слишком большое давление на ход резки.
Во время резки удалите пыль с мелких кусочков листового металла. Вы можете забрать это позже на металлолом. И если вы обнаружите, что ваше пильное полотно застряло, добавьте немного смазки для пильного полотна, прежде чем продолжить.
Как вырезать круг из листового металла- Не сжимайте ручку пилы крепко.Вместо этого расслабьтесь и позвольте пиле делать всю работу за вас.
- Не толкайте лезвие вперед в листовой металл. Вместо этого держите пилу вертикально и продолжайте двигаться вверх и вниз. Это продвинет лезвие вперед и сделает рез за вас.
- Когда вы дойдете до изогнутых краев или углов, где вам нужно сделать повороты с помощью пилы, хитрость заключается в том, чтобы ваша пила двигалась вверх и вниз, но удерживала ее на месте. Вместо этого поверните листовой металл и продолжайте резать лезвие на месте, перемещая металл на подножке скамейки.
- Не нравится один из ваших изогнутых краев? Вернитесь к нему с помощью пилы и поместите лезвие лезвия на выступ или заусенец, который выступает и нуждается в чистке. Осторожно проведите пильным диском вверх и вниз по стороне заусенца. Это будет действовать почти как напильник и пильный диск, удаляя излишки и приводя в порядок изогнутые линии.
Вы работаете над особенно сложной конструкцией из листового металла, которая потребует детальной распиловки и внутренних вырезов?
Как вырезать сложные конструкции из листового металла Плоскогубцы для дырокола помогут создать более сложные конструкцииВот наши главные советы, как вырезать сложные конструкции из листового металла.Это пригодится, когда вам нужно проткнуть листовой металл, чтобы создать эффект выреза как часть вашего дизайна.
- Проколите листовой металл с помощью набора плоскогубцев для дырокола. Если вы используете более толстый листовой металл, возможно, вам придется использовать подвесное сверло.
- После того, как вы проткнули листовой металл, вы можете снять пильное полотно с одного конца его рамы и продеть его через созданное вами отверстие.
- Установите пильный диск на место и плотно закрепите.