Из чего сделать форму для литья алюминия
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.


Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.

Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.
После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.
Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.
Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
 youtube.com/embed/Ua-6hWFOuY8?feature=oembed»/>
youtube.com/embed/Ua-6hWFOuY8?feature=oembed»/>
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.

Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.

Как вариант могу предложить изготовить форму для заливки из гипса или алебастра.
При условии, что Ваша деталь не сложной формы и не имеет замысловатых рельефов и внутренних полостей.
Подготавливаем емкость по размерам чуть больше Вашей детали, можно использовать любую готовую картонную коробочку или изготовить самому из любого картона или гофрокартона, можно половину пластиковой бутылки, посуды, главное потом извлечь полученную форму для заливки.
Обмазываем деталь техническим вазелином или другой густой смазкой.
Готовим две шпонки для центровки формы из двух половин, к примеру, отпиливаем от карандаша два кусочка по 2 см., обмазываем вазелином.
Выбираем для изготовления формы алебастр.
Алебастр разводим следующим образом: в емкость с холодной водой добавляем нужное количество алебастра, дожидаемся пока вода полностью впитается в порошок и затем размешиваем до получения однородной консистенции.
Раствор должен получиться как сметана средней густоты.
Вязкий раствор получается из пропорции на 1 часть алебастра 1 часть воды.
Разводите такое количество раствора, чтобы использовать его за один прием, поскольку смесь достаточно быстро отвердеет и ее надо будет выбросить, восстанавливать ее не имеет смысла, свойства алебастра не восстанавливаются.
Наливаем в емкость столько раствора, чтобы Ваша деталь погрузилась наполовину в него. Это будет половина Вашей формы.
Важно расположить деталь так, чтобы после застывания раствора ее можно было бы извлечь из данной половинки формы.
По диагонали формы отдельно от детали вертикально погружаем до половины две шпонки.
Когда раствор застынет, попробуем аккуратно извлечь деталь и возвращаем ее на место. Все получилось, продолжаем дальше.
Изготавливаем прокладку на застывшую форму из подручных материалом: полиэтиленовой пленки, кальки, тонкой бумаги, закрываем только форму, деталь не закрываем. Можно еще смазать вазелином.
Из пластилина по расстоянию от детали до края формы изготавливаем цилиндр с воронкой на краю и помещаем в форму, это будет заливной канал. С толщиной определитесь сами.
Разводим еще нужное количество раствора и заливаем деталь полностью и ждем полного застывания второй половинки формы.
Затем извлекаем полученную форму из емкости, аккуратно разъединяем на две половинки, вынимаем деталь и пластилин, подчищаем дефекты.
Форму соединяем, воронка к верху, все, можно заливать алюминий.
После заливки и извлечения из формы необходимо будет доработать вылилую деталь вручную с помощью шкурки, надфилей, резака и т. д. до размеров оригинала.
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
 В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.
- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.
- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.

- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.
Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
.jpg) В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.
Отливка алюминиевых деталей дома – это просто! Литье по пенопластовым моделям
Описание моего способа литья небольших деталей из алюминия в домашних условиях.
В прошлой статье я достаточно подробно рассказал о том, как собрать миниатюрную муфельную печь из подручных материалов, чтобы отливать небольшие детали из алюминиевого сплава в домашних условиях, и лишь кратко о самом литье. В этой статье я постараюсь подробно описать то, каким образом отливаю я.Несмотря на то что я описываю способы, подходящие в принципе для отливки любых, даже самых сложных деталей, у самого меня потребности пока небольшие, а именно литье гусениц, катков и опорных рычагов для самодельного р/управляемого танка СУ-101. Постройки самого танка я касаться не буду, так же как и выкладывать какие то либо фото, отчет о постройки будет по окончании. Здесь же я постараюсь описать сам принцип.
Постройки самого танка я касаться не буду, так же как и выкладывать какие то либо фото, отчет о постройки будет по окончании. Здесь же я постараюсь описать сам принцип.
Для работы мне требуется строительный гипс, разнообразные формы для смешивания и отливки, миксер (шуруповерт с насадкой), пенопласт (пенополистерол) и весь сопутствующий инструмент для работы с ним, место в очереди пользования духовкой (обмениваем абонементы у супруги на цветы, конфеты и прочие приятные взятки).
Изготовление модели. Я делаю из пенополистерола – плит теплоизоляции, продающихся в строительных магазинах, есть нескольких цветов и марок. Если нужен листовой определенного размера – режу нихромовой струной подключенной к трансформатору, детали круглой формы режу по лекалам. Наскоро изготовил несколько моделей чтобы наглядно продемонстрировать всю простоту. Отдельные детали модели скрепляю разведенным водой клеем для потолочной плитки (Титан), стараясь наносить минимальное количество.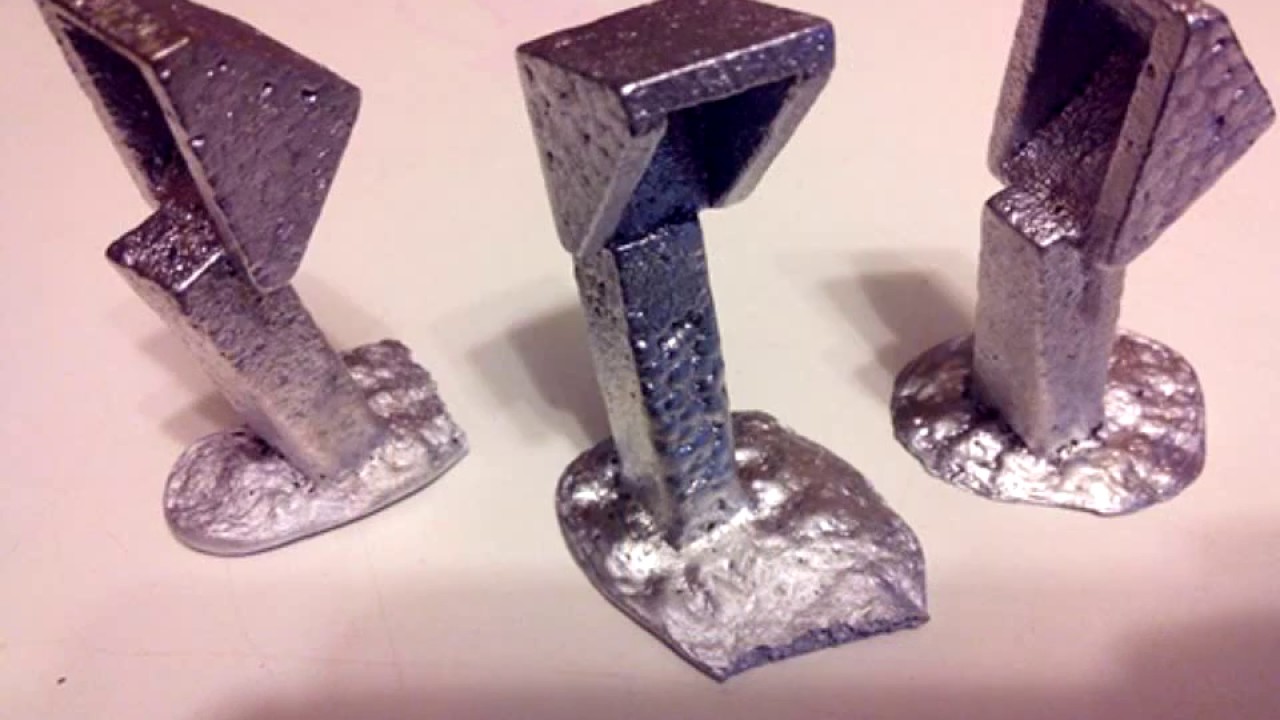
Заливка – дело очень быстрое. Все должно стоять наготове. У меня например гипс начинает схватываться меньше чем через 2 минуты после разведения смеси. Порядок такой – выбираю тару, куда буду заливать форму, исходя из размеров модели. В тару желательно положить полиэтиленовый мешок – это намного упростит извлечение формы после отвердевания. Наливаю в маленькое ведерко воды, объемом на четверть больше чем объем планируемой формы, в отдельной емкости уже насыпано гипса примерно столько же сколько и объем формы. Миксером (шуруповертом) начинаю мешать воду, понемногу но быстро добавляя приготовленный гипс. Консистенцию готовой смеси регулирую, добавляя гипс уже отдельной ложкой. Необходимая консистенция – жидкая сметана. Если гуще – схватиться еще быстрее, можно просто не успеть залить форму/повредить модель при заливке. Если жиже – форма будет рассыпчатой, излишки воды будут поверх формы, такую можно сразу выкидывать. Либо при сушке, либо при отливке она даст трещины и алюминий вытечет… Песок я как правило не добавляю, но он всегда есть под рукой. Иногда кладу, но немного, не более 4-5 части объема, в основном когда нужна большая форма, потому что из такой очень долго испаряется влага.
Порядок такой – выбираю тару, куда буду заливать форму, исходя из размеров модели. В тару желательно положить полиэтиленовый мешок – это намного упростит извлечение формы после отвердевания. Наливаю в маленькое ведерко воды, объемом на четверть больше чем объем планируемой формы, в отдельной емкости уже насыпано гипса примерно столько же сколько и объем формы. Миксером (шуруповертом) начинаю мешать воду, понемногу но быстро добавляя приготовленный гипс. Консистенцию готовой смеси регулирую, добавляя гипс уже отдельной ложкой. Необходимая консистенция – жидкая сметана. Если гуще – схватиться еще быстрее, можно просто не успеть залить форму/повредить модель при заливке. Если жиже – форма будет рассыпчатой, излишки воды будут поверх формы, такую можно сразу выкидывать. Либо при сушке, либо при отливке она даст трещины и алюминий вытечет… Песок я как правило не добавляю, но он всегда есть под рукой. Иногда кладу, но немного, не более 4-5 части объема, в основном когда нужна большая форма, потому что из такой очень долго испаряется влага.
Отливка уже дело техники. Перед заливкой алюминия необходимо снять весь всплывший шлак и окислы, например нержавеющей ложкой. Форма в момент заливки должна стоять в каком нибудь металлическом подносе/тазике, на случай если расплавленный сплав протечет мимо. При заливке из формы идет огонь с дымом и копотью – вытяжка обязательна, причем нужно заливать форму до конца, несмотря на эти светопредставления, пока алюминий полностью не заполнит литник. После заливки оставляем форму до полного естественного остывания.
На фото ниже – часть заготовки для гусеницы и готовый ведомый каток для танка.
П.С. сейчас начал делать формы полностью по технологии литья по газофицируемым моделям. Ее суть такова – пенопластовую модель на заливаю гипсом, его вообще почти не используют. Модель обмазывают газопроницаемой обмазкой на основе гипса/мела и засыпают в таре песком. При заливке алюминия, пенопласт выгорает и его газы выходят не через каналы как в гипсе, а прямо через стенки обмазки в песок (там создают разряжение насосом). Я решил чуть упростить, обмазываю, точнее окунаю дважды в гипс модель, потом засыпаю песком. Как будет свободное время, и просохнет обмазка – отолью первые экземпляры гребных винтов.
Спасибо за внимание!
Литье алюминия в домашних условиях видео
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей.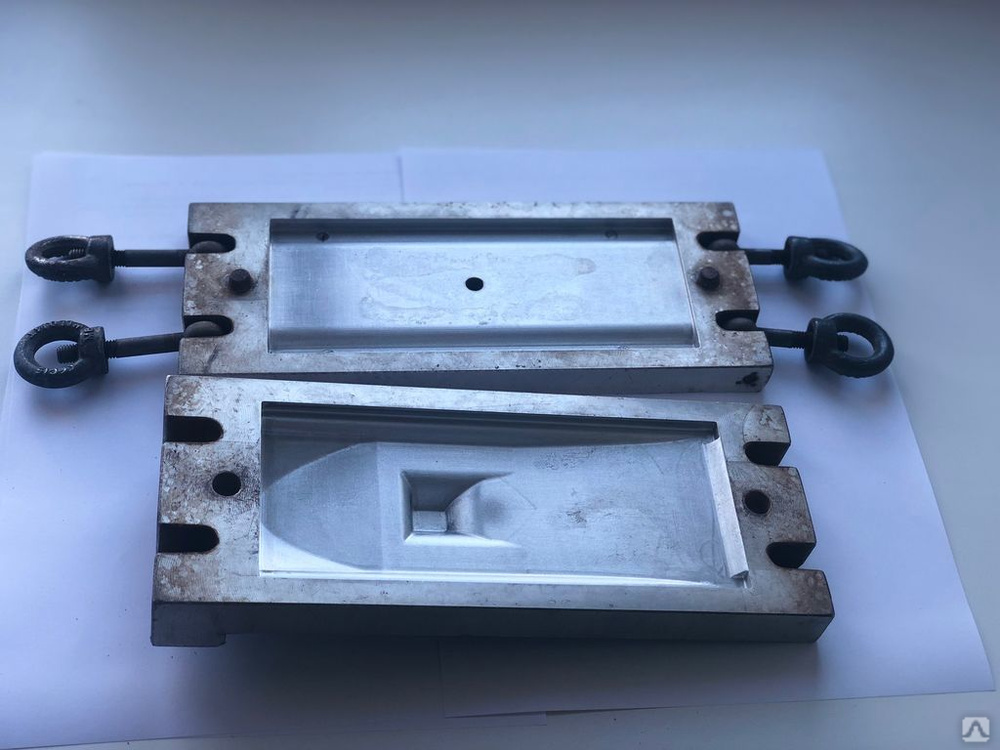 Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
[Литье алюминия в домашних условиях] может быть выполнено по нескольким различным методикам, каждая из которых имеет как свои достоинства, так и некоторые недостатки.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.
Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.

Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.
В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
- BonnFactory 6 апреля 2017
- Самоделки и поделки из металла своими руками
Литье алюминия в домашних условиях на примере изготовления сувенира.
Здравствуйте!
Сегодня я расскажу вам о своем опыте литье в песок по выжигаемой модели.
Почему именно такой способ заслуживает внимания? Все очень просто! Буквально просто! Дело в том, что есть много разновидностей литья. И так как мы говорим о литье в песок (землю), то и рассматривать будет его варианты.
И так как мы говорим о литье в песок (землю), то и рассматривать будет его варианты.
Полностью процесс вы можете посмотреть на видео в конце статьи!
Литье в песок — самый распространенный способ литья из-за своей простоты и дешевизны. Так что вы без труда сможете отлить что-нибудь из алюминия в домашних условиях или в гараже своими руками. До сих пор в современном мире это преобладающая технология. Ключевая разница всех вариантов в том, имеем ли мы одноразовую, выжигаемую в процессе заливки, модель или же у нас есть какая-то мастер модель, которая выполнена из твердых материалов и не может быть разрушена.
Более дешевый вариант — литье по выжигаемым моделям, но при условии, что модель не очень сложная и вы сможете вырезать ее из пенопласта (полистерола).
Литье по невыжигаемой модели требует некой подготовки смеси (об этом я расскажу в следующих статьях), а литье по выжигаемой модели требует лишь сухой песок.
Главным недостатком литья в песок является то, что отливка получается более грубой и шероховатой (чем мельче песок, тем лучше будет отливка) и требует механической обработки.
А теперь непосредственно о литье по выжигаемой модели.
Нам понадобятся:
- емкость для формовки;
- песок;
- пенопласт;
- печь с горелкой;
- инструмент для обработки пенопласта и готовой отливки.
Прежде всего начинаем работу с шаблона или чертежа, я буду рассказывать на примере отливки сувенира.
Готовим шаблон и вырезаем его. Это нужно для того что бы быстро перенести его на наш пенопласт. Если вы хорошо рисуете, то нарисовать деталь вы можете сразу на пенопласте, это не принципиально. После чего, нам нужно вырезать нашу заготовку. Это и занимает большую часть времени, так как работа кропотливая, а брак практический не поправим (можно вырезать испорченную часть и приклеить на клей кусок нового пенопласта и попытаться вырезать снова).
Дальше я воспользовался бормашинкой (гравером) и обработал грани уже более четко, вырезал отверстия и изделие приобрело узнаваемый вид. Тут, кстати, у меня вышло не с первого раза, так как фреза режет пенопласт как нож масло и из-за кручения утягивается дальше в глубь, поэтому будьте аккуратны и не переусердствуйте. А то придется начинать с начала, что и пришлось сделать мне!
А то придется начинать с начала, что и пришлось сделать мне!
Когда заготовка готова, откладываем ее в сторону и идем за песком. При необходимости просейте его и подготовьте для формовки. Берем заранее подготовленную емкость (не важно какая она, лишь бы в ней можно было бы полностью утопить деталь и засыпать песком). Сперва засыпаем немного песка на дно, что бы заготовка не касалась формы, а после начинаем подсыпать песок и периодически растрясываем ящик для того, что бы песок равномерно заполнил все неровности и отверстия.
У меня не поместился самый хвостик ножа в форму, поэтому пришлось «наращивать» форму еще одной баночкой. Литник я уже сделал из мокрого песка, что бы он держал свою воронкообразную форму.
Вот и все! подготовка к литью закончена, остается лишь расплавить алюминий и залить его!
Алюминий плавится при температуре 600 градусов , поэтому нам подойдет и простой костер.
А в качестве тигля сгодится металлическая банка. Для разовой плавки подойдет даже консервная, только убедитесь, что она железная, а не такая же алюминиевая иначе, банка расплавится быстрее металла и все окажется в вашем костре или и вовсе нанесет вам повреждения. Будьте аккуратнее и соблюдайте технику безопасности!
Для разовой плавки подойдет даже консервная, только убедитесь, что она железная, а не такая же алюминиевая иначе, банка расплавится быстрее металла и все окажется в вашем костре или и вовсе нанесет вам повреждения. Будьте аккуратнее и соблюдайте технику безопасности!
Когда алюминий расплавился, то можно добавить немного буры или более простой вариант — соды и соли. Это поможет вывести шлаки из металла и сделает его более текучим. Поэтому делаем шарик с содой и солью из фольги и бросаем прямо в расплавленный металл, при этом хорошо, если у вас рядом окажется стальная ложка, ну или на край деревянная палочка. Проталкиваем шарик на дно расплава и расплав начинает немного булькать. Весь мусор, что всплыл на поверхность нужно удалить. Это так же удобно делать ложкой или другой металлической вещью похожей на ложку. После этой процедуры поверхность расплавленного алюминия должна быть гладкой и зеркальной. Теперь-то и можно заливать металл в нашу форму!
Аккуратно заливаем металл в форму. Если вы делаете это в закрытом помещении, стоит позаботиться о вытяжке. Вообще, при работе с огнем стоит очень серьезно к этому относиться. При заливки пенопласт воспламенится и начнет выгорать. Будьте готовы и внимательны! Проливаем нашу отливку с запасом. Что бы лишний металл в литнике предавал веса и был запас на усадку металла. Все это улучшит ее качество итоговое.
Если вы делаете это в закрытом помещении, стоит позаботиться о вытяжке. Вообще, при работе с огнем стоит очень серьезно к этому относиться. При заливки пенопласт воспламенится и начнет выгорать. Будьте готовы и внимательны! Проливаем нашу отливку с запасом. Что бы лишний металл в литнике предавал веса и был запас на усадку металла. Все это улучшит ее качество итоговое.
После заливки нужно немного подождать, прежде чем вынимать заготовку, металлу нужно время, что бы остыть и схватиться. Ждать сутки до полного остывания нет необходимости, достаточно 10-15 минут.
Во время своей отливки я заметил, что появился наплыв в виде тонкого слоя. Это вероятно связано с тем, что я плохо растрес песок и осталась какая-то полость, в которую и затек металл. Но все это оказалось поправимо.
Внешние стороны я обработал болгаркой, а внутренние- бормашиной.
И вот такой вот у меня получился сувенир, из которого я потом сделал ложку!
Полный процесс вы можете посмотреть на видео, там же в конце есть и эпичный краш тест нашей отливки и все это сопровождается долькой юмора.
Спасибо за внимание, надеюсь, статья была полезна вам!
Если вам понравилась статья, то подпишитесь на мой ютуб канал, дальше будет больше видео на тему литья с обзором технологий вплоть до ювелирных! https://www.youtube.com/c/BonnFactory
Автор статьи “Литье алюминия в домашних условиях” Bonn Factory
Литье алюминия в домашних условиях. Отливка в гипс по выплавляемым моделям.
Подробно о литье алюминия в домашних условиях, в видео показан мой опыт литья. Литье алюминия произвожу в гипсовые формы, использую метод литья по выплавляемым восковым моделям. Литье металлов в домашних условиях, даже алюминия, это довольно сложная задача, так как домашние условия это можно сказать кустарные условия когда нет необходимого промышленного оборудования и для успешной отливки нужно затратить очень много труда и самому продумать весь процесс литья. Про изготовление восковой выплавляемой модели можно снять отдельное видео, потому сейчас остановлюсь на литье. Восковую модель я заформовываю в гипсо-песчаную смесь, гипс использую высокопрочный модельный марки г-22, в соотношении 1 часть гипса к двум частям песка. Я так же пробовал использовать другие марки гипса для изготовления литейных форм, это был гипс марок г-5 и г-10, но с ними у меня отливки не получились, хотя в интернете есть видео успешных алюминиевых отливок в формы из данных марок гипса , но там при литье использовалось оборудование и формы прокалывались в муфельной печи, я же прокалываю форму в костре. Восковую модель помещаю в раствор гипса и песка и руками начинаю обмазывать модель этой смесью, когда гипс начинает застывать форму нужно армировать, я армирую форму штукатурной сеткой из стекловолокна вдавливая ее в еще сырой гипс, это нужно чтобы при прокалывании форма не рассыпалась на части. Толщина стенок формы должна быть средняя, чтоб был запас прочности, так как формы я прокалываю в костре то остановился на толщине формы в 2-3 сантиметра. Важно сделать широкое заливочное отверстие для металла, чтоб алюминий на усадку брался из литника и отливка получилась лучшего качества, иначе тонкое заливочное отверстие застынет и структура отливки получится рыхлой.
Восковую модель я заформовываю в гипсо-песчаную смесь, гипс использую высокопрочный модельный марки г-22, в соотношении 1 часть гипса к двум частям песка. Я так же пробовал использовать другие марки гипса для изготовления литейных форм, это был гипс марок г-5 и г-10, но с ними у меня отливки не получились, хотя в интернете есть видео успешных алюминиевых отливок в формы из данных марок гипса , но там при литье использовалось оборудование и формы прокалывались в муфельной печи, я же прокалываю форму в костре. Восковую модель помещаю в раствор гипса и песка и руками начинаю обмазывать модель этой смесью, когда гипс начинает застывать форму нужно армировать, я армирую форму штукатурной сеткой из стекловолокна вдавливая ее в еще сырой гипс, это нужно чтобы при прокалывании форма не рассыпалась на части. Толщина стенок формы должна быть средняя, чтоб был запас прочности, так как формы я прокалываю в костре то остановился на толщине формы в 2-3 сантиметра. Важно сделать широкое заливочное отверстие для металла, чтоб алюминий на усадку брался из литника и отливка получилась лучшего качества, иначе тонкое заливочное отверстие застынет и структура отливки получится рыхлой. Вытопить воск из формы можно паяльной лампой или кипячением в кастрюле все зависит от ваших возможностей. Затем форму нужно прокалить, я прокалываю до тех пор пока в форме не начинают гореть пары воска и даю им еще некоторое время погореть. После еще горячую форму я помещаю в ведро и обсыпаю ее песком, это нужно чтобы предотвратить растекание алюминия если вдруг форма треснет. На литейную форму ставлю литник который сделан из смеси карьерного песка и жидкого стекла, с карьерным песком форма и литник получается более крепкими. Далее плавлю алюминий и расплавленный алюминий после сбора шлака заливаю в форму, сразу начинаю греть литник газовой горелкой, чтоб не дать ему застыть и чтоб алюминий на усадку брался из литника, а не из самой отливки. Греть литник нужно довольно долго. После остывания металла форму можно разбить и извлечь готовую отливку. Алюминиевые отливки получаются не совсем идеальными и конечно требуют дополнительной обработки, но для домашних условий такой метод литья алюминия вполне рабочий.
Вытопить воск из формы можно паяльной лампой или кипячением в кастрюле все зависит от ваших возможностей. Затем форму нужно прокалить, я прокалываю до тех пор пока в форме не начинают гореть пары воска и даю им еще некоторое время погореть. После еще горячую форму я помещаю в ведро и обсыпаю ее песком, это нужно чтобы предотвратить растекание алюминия если вдруг форма треснет. На литейную форму ставлю литник который сделан из смеси карьерного песка и жидкого стекла, с карьерным песком форма и литник получается более крепкими. Далее плавлю алюминий и расплавленный алюминий после сбора шлака заливаю в форму, сразу начинаю греть литник газовой горелкой, чтоб не дать ему застыть и чтоб алюминий на усадку брался из литника, а не из самой отливки. Греть литник нужно довольно долго. После остывания металла форму можно разбить и извлечь готовую отливку. Алюминиевые отливки получаются не совсем идеальными и конечно требуют дополнительной обработки, но для домашних условий такой метод литья алюминия вполне рабочий. Надеюсь видео о литье алюминия в кустарных условиях окажется интересным и познавательным, принесет кому-то практическую пользу. Всем желаю приятного просмотра. Всем спасибо за просмотр!
Надеюсь видео о литье алюминия в кустарных условиях окажется интересным и познавательным, принесет кому-то практическую пользу. Всем желаю приятного просмотра. Всем спасибо за просмотр!
Просьба, если понравилось видео, подписаться в поддержку канала, Ваша поддержка очень важна.
#литьеалюминия #плавкаалюминия #литьеалюминиявгипс #литьеалюминиявдомашнихусловиях #литьеалюминиявгипсовуюформу #самостоятельноелитьеалюминия #литьеповыплавляемыммоделям #формадлялитья #отливкаизалюминия #подсвечникизалюминия #художественноелитье #литьеалюминиевыхподсвечников #изготовлениелитейнойформы #гипсоваяформадлялитья #прокалываниелитейныхформ #литьевкустарныхусловиях #кустарноелитье
Литье алюминия в песчаную форму (делаем крючки для одежды)
В данном обзоре автор поделится с нами собственным опытом литья алюминия в песчаную форму на примере изготовления крючков для одежды.
Крючки можно использовать как по отдельности — в прихожей или ванной комнате, так и для изготовления настенной вешалки.
Первым делом необходимо изготовить деревянную модель крючка для одежды (мастер делает ее из тополя).
Возможно, вам также интересно будет прочитать, как из старой бочки сделать небольшую печь для плавки алюминия.
После этого автор собирает форму для литья алюминия, которая состоит из двух основных частей.
В обеих частях сверлим отверстия, потому в одну из них — вставляем деревянные шканты, и отпиливаем их до нужной длины (чтобы удобно было разбирать форму).
Основные этапы работ
В одну из частей формы насыпаем песок, трамбуем его. Потом укладываем сверху деревянную модель, вдавливаем.
Устанавливаем вторую часть формы, и заполняем ее песком, трамбуем. Прикручиваем крышку.
В качестве разделителя обычно используется тальк, но можно взять и графитовый порошок.
Убираем деревянную модель, соединяем две части формы вместе, фиксируем дополнительно с помощью струбцины.
После этого расплавляем алюминий и заливаем его в форму через литьевое отверстие в торце.
Разбираем форму, и извлекаем отлитую деталь. Ее нужно будет обработать напильником и отшлифовать.
Таким же образом изготавливаем остальные крючки.
Подробно о том, как лить алюминий в песчаную форму, можно посмотреть в авторском видеоролике (источник — YouTube канал «Юрий Романов»).
Оцените запись
[Голосов: 2 Средняя оценка: 4.5]Флюс для плавки алюминия в домашних условиях
Алюминий весьма распространенный металл как в промышленности, так и бытовой сфере. Не редко при поломке какой-либо детали возникает потребность в выплавке замены. Плавка алюминия в домашних условиях привлекательна тем, что возможна при сравнительно невысокой температуре. Чтобы провести операцию своими руками необходимо знать характеристики металла при воздействии температуры и физико-химические свойства.
Чтобы провести операцию своими руками необходимо знать характеристики металла при воздействии температуры и физико-химические свойства.
Характеристики
Температура плавления алюминия всегда зависима от того, насколько чист металл. В среднем она равна 660 градусам, при точке кипения в 2500 градусов.
Легкость и пластичность позволяют прекрасно обрабатывать различными технологическими операциями.
Металл при нормальной и повышенной температуре активно взаимодействует с кислородом из воздуха. При этом поверхность покрывается оксидной пленкой, которая служит защитой от дальнейших окислительных процессов. Это необходимо учесть, так как при плавлении состав и структура сплава заметно меняется.
Еще одной важной характеристикой является то, что резкое охлаждение может привести к возникновению внутренних напряжений и усадке полученного металла.
Особенности технологического процесса
По большому счету переплавка алюминия в домашних условиях должна моделировать промышленное литье. Подготовленное к плавке сырье необходимо очистить от загрязнений, посторонних примесей и возможных наполнителей. Крупные заготовки должны быть размельчены до необходимых размеров.
Подготовленное к плавке сырье необходимо очистить от загрязнений, посторонних примесей и возможных наполнителей. Крупные заготовки должны быть размельчены до необходимых размеров.
Технология отливки предполагает выполнение нескольких операций. При подготовке лом плавится удобным способом. После достижения текучести с поверхности расплава необходимо снять шлак. Финальной стадией является заполнение подготовленной формы расплавленным составом. Одноразовые формы разбиваются по остыванию.
На предварительном этапе необходимо определиться, что предстоит переплавлять и что должно получиться. Даже если алюминиевый сплав предполагается растопить в качестве эксперимента, нужно приготовить какую-либо форму. За счет этого можно оценить результат. Слиток покажет свой внешний вид, степень пористости и чистоты. Любой эксперимент способен пойти на пользу.
Какой источник тепла использовать?
Для того, чтобы в домашних условиях выплавлять алюминий можно применять:
- Самодельную муфельную печь. Довольно действенный способ, позволяющий легко расплавлять алюминий.
- Обычную самодельную печь. Температуры природного газа будет достаточно для плавки.
- Газовую горелку/плиту или паяльную лампу. Вполне приемлемый способ при небольших объемах оплавки.
- Газовый резак или ацетиленовый генератор, при их наличии, также способны обеспечить необходимую температуру.
 Довольно действенный способ, позволяющий легко расплавлять алюминий.
Довольно действенный способ, позволяющий легко расплавлять алюминий.Использование самодельной печи для плавки
Самым простым способом является укладка нескольких огнеупорных кирпичей в форме очага. Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
В очаг помещается древесный уголь, разводится огонь и подается воздух. Емкость, в которой будет расплавляться алюминий, помещается в печь. По бокам необходимо также обложить уголь. Оптимальным вариантом будет создание крышки, чтобы зря не терять тепло. Можно сделать только проход для дыма.
Можно сделать только проход для дыма.
Применение кухонной плиты
Для штучного плавления не обязательно создавать свою печку. Достичь необходимой температуры можно даже на бытовом газу. При массе заготовок алюминия для плавки сама процедура не займет более 0,5 часа.
Емкость можно взять любую подходящую, например жестяную банку. В ней размещается измельченный и почищенный алюминий. Однако переплавить алюминий, просто поставив банку на огонь не получится, нужная температура не достигается. Для сохранения тепла придумана следующая схема.
Банку с ломом помещают внутрь еще одной, большего размера, на подпорках так, чтобы сохранялся зазор до 10 мм. В большей банке подготавливаются отверстия 30-40 мм для того, чтобы подходило пламя. При этом рассекатель на горелке снимать не надо.
Полученную конструкцию устанавливают над горелкой. Горящее пламя будет проходить во внутрь большей банки и прогревать емкость с металлом. В этом случае большая жестянка будет играть роль своеобразной оболочки, удерживающей тепло. Наверх помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Наверх помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Использование тигеля и вспомогательного оборудования
Предыдущий способ хорош, но банка больше одного раза не способна выдержать и может прогореть. В этом случае есть риск разлития металла на горелку.
Чтобы несколько раз работать в печи рекомендуется подготовить особую емкость – тигель. Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
При этом может потребоваться вспомогательное оборудование, например, пассатижи. Идеальным случаем будет использование боковых зажимов и нижних фиксированных упоров – аналогов промышленных установок. Также потребуется длинная ложка, чтобы снимать шлак.
Также потребуется длинная ложка, чтобы снимать шлак.
Как сделать форму для отливки
К числу основных задач при плавлении алюминия относится подготовка формы, в которой будет размещаться жидкий металл. Заливать расплав можно различными способами, но основными считаются открытая и закрытая форма отливки.
Открытая методика
Наиболее простой вариант – это перелив расплавленного алюминия в имеющуюся емкость, к примеру, жестяную банку. После того, как металл застынет, слиток изымается. Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Если не нужна определенная четкая форма, то можно просто сливать жидкий сплав на негорючую поверхность.
Закрытый способ
Если предполагается получение более сложных форм или слитков, то в первую очередь должна изготавливаться форма, которая соответствует всем характеристикам детали. Для обеспечения большей точности она изготавливается из нескольких составных частей.
Используемые для форм материалы
Если предполагается открытый способ, то в основном применяется наиболее простой ингредиент, который всегда можно найти – кремнезем. Грунт необходимо укладывать, проводя послойную трамбовку. Между пластами закладывается макет формы, оставляющий после трамбования отпечаток. Данный макет впоследствии изымается и вместо нее заливается расплавленный металл.
В некоторых случаях для создания форм используется речной песок, в который добавляется жидкое стекло. Реже цементная смесь и тормозная жидкость.
Когда необходимо создать макет сложной конфигурацией, то зачастую используется гипс. Однако он в основном может использоваться один раз. Когда отливается алюминий в гипсовую форму, то макетом может служить заготовка из парафина или пенопласта.
При использовании парафина заготовка погружается в гипс. При этом необходимо оставить небольшое отверстие, в которое после застывания формы и повторного нагрева выливается воск.
Если предполагается использование пенопласта, то он заливается внутри гипсовой формы, в которой остается до застывания. Впоследствии жидкий металл заливается непосредственно на него. За счет температуры он расплавляется и испаряется, а освободившуюся полость занимает алюминий. В этом случае необходимо учесть то, что работу следует проводить в хорошо проветриваемом помещении или на открытом воздухе, так как испаряемые пары пенопласта вредны для здоровья.
Впоследствии жидкий металл заливается непосредственно на него. За счет температуры он расплавляется и испаряется, а освободившуюся полость занимает алюминий. В этом случае необходимо учесть то, что работу следует проводить в хорошо проветриваемом помещении или на открытом воздухе, так как испаряемые пары пенопласта вредны для здоровья.
Распространенные ошибки и как их избежать
- Гипсовая форма очень удобна для отливания необходимой конфигурации, но гипс чувствительно относится к влаге. Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.
- Температура расплавленного алюминия должна быть достаточной, чтобы он успел заполнить все пространство формы до того, как начнет застывать. Поэтому после плавления не стоит мешкать с переливом.
- Не желательно опускать отлитый в форму металл в воду, чтобы ускорить процесс застывания. Это приводит к нарушению структуры алюминия и трещинам.
 Это приводит к нарушению структуры алюминия и трещинам.
Это приводит к нарушению структуры алюминия и трещинам.Меры безопасности
Технология работы сопровождается применением открытого пламени, что приводит к определенным ограничениям. Перед началом работы стоит подготовить средства пожаротушения, проверить работоспособность и исправность газовой аппаратуры и вентиляции.
Операции с расплавленным алюминием являются опасными. Поэтому работу следует проводить с учетом техники безопасности. Обязательно нужно применять специальную одежду, защиту для глаз и органов дыхания.
Приведенные видео покажут необходимые инструкции и помогут разобрать пошаговые алгоритмы действий и операций с расплавленным металлом.
Алюминий – один из самых распространенных металлов на земле. Он присутствует даже в человеческом организме, так что уж говорить об окружающей действительности. В каждом доме или личном автомобиле есть алюминиевые функциональные элементы, детали или узлы, которые, увы, достаточно часто ломаются. Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Их можно заменить покупными новыми изделиями, отремонтировать или изготовить самостоятельно. В последних двух случаях и может понадобиться плавка алюминия в домашних условиях.
Характеристики алюминия
Все характеристики металла для домашних самоделок знать необязательно. Но есть несколько моментов, которые могут стать значительными или даже опасными в работе.
Алюминий хорошо поддается литью, плавится при относительно невысокой температуре в 660 °С. Для справки: чугун начинает плавиться при температуре 1100°С, а сталь – 1300 °С.
Поэтому плавка алюминия в домашних условиях на газовой плите трудно осуществима, так как домашние газовые приборы такую температуру обеспечить не могут. Правда, отечественные «кулибины» могут все, но об этом позже.
Снизить температуру плавления алюминия можно, растерев его в порошок или используя в качестве сырья готовый порошковый продукт. Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия – больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия – больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Та же активность может сыграть плохую шутку, если в расплавленный металл попадет вода. При этом происходит взрыв. Поэтому если в процессе плавки нужно сырье добавлять, то нужно следить, чтобы оно было сухим.
Сырье для плавки
Если предстоит плавка алюминия в домашних условиях, из-за сложности работы с порошковым металлом его в качестве сырья не используют.
Можно приобрести алюминиевую чушку или использовать обычную алюминиевую же проволоку, которую нарезать ножницами на небольшие кусочки и для уменьшения площади контакта с воздухом плотно спрессовать пассатижами.
Если не предполагается особо высокое качество изделия, то можно в качестве сырья использовать любые бытовые предметы, консервные банки без нижнего шва или обрезки профиля.
Вторичное сырье может быть окрашено или испачкано, это не страшно, лишние составляющие отойдут в виде шлаков. Только нужно помнить, что вдыхать пары сгоревшей краски нельзя.
Чтобы из вторичного сырья получилась качественная плавка алюминия в домашних условиях, флюсы, задача которых состоит в том, чтобы связывать и выводить на поверхность расплавленного металла все примеси и загрязнения, лучше приобрести готовые. Но можно сделать самостоятельно из технических солей.
Покровный флюс готовится из 10 % криолита и по 45 % хлорида натрия и хлорида калия.
В рафинирующий флюс для получения алюминия без пористости добавляют еще 25 % от общей массы фтористого натрия.
Средства индивидуальной защиты при плавке
Плавка алюминия в домашних условиях – процесс небезопасный. Поэтому нужно пользоваться средствами индивидуальной защиты (СИЗ). Даже если такая плавка нужна один раз на минимальном оборудовании, то по меньшей мере нужно защитить руки, например специальными перчатками сварщика, отлично предохраняющими от ожогов, ведь температура жидкого алюминия – больше 600 °С.
Глаза тоже желательно защищать, особенно если плавка происходит достаточно часто, очками или маской. И совсем в идеале работать нужно в специальном костюме металлурга с повышенной стойкостью к огню и высоким температурам.
Если нужен очень чистый алюминий с использованием рафинирующего флюса, то работать следует в химическом респираторе.
Литейная форма
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Тигель для плавки
Плавка алюминия в домашних условиях требует наличия специальной емкости с носиком из тугоплавкого материала. Это так называемый тигель. Тигли могут быть фарфоровые, кварцевые, стальные, чугунные, изготовленные из корунда или графита. В домашних условиях можно использовать покупной тигель или изготовить его, например, из отрезка стальной трубы достаточно большого диаметра. Правда, для этого нужна болгарка, сварочный аппарат и навыки владения этими инструментами.
Размеры тигля зависят от необходимого количества алюминия, который нужно расплавить. Этот ковш должен равномерно прогреваться, а его тепло – передаваться к сырью.
Этот ковш должен равномерно прогреваться, а его тепло – передаваться к сырью.
Печи для плавки
Технология плавки алюминия в домашних условиях достаточно проста. В специальном ковше нагревается лом алюминия до температуры, превышающей температуру плавления этого металла, расплав некоторое время выдерживается в разогретом состоянии, с его поверхности снимается шлак, затем чистый металл разливается в форму для остывания. Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Если используется паяльная лампа или газовая горелка, то они нагревают алюминий сверху. Правда, печь при этом все равно складывается из кирпичей колодцем без связующего раствора, внутри которого будут прогорать угли для нагревания емкости снизу и поддержания ее в нагретом состоянии.
Примерно так же выглядит конструкция печи, если тигель прогревается снизу с помощью обычных дров и фена для сушки волос. Только в этом случае дрова укладываются в кирпичном колодце не на дно, а на решетку, расположенную на первом ряду кирпичей, а в этом ряду оставляется отверстие для металлической трубы, надетой на горловину фена и закрепленной на ней изолентой. Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Если плавка должна происходить достаточно часто, то можно своими руками изготовить муфельную печь с вертикальной загрузкой тигля или купить готовую.
Плавка с помощью паяльной лампы
Плавка алюминия в домашних условиях паяльной лампой должна происходить не в помещении. Кроме сырья, паяльной лампы, тиглей и кирпичей, нужно подготовить дрова, пассатижи и стальной прут.
Итак, из кирпичей изготовлен небольшой колодец так, чтобы сверху можно было установить ковш с алюминием и стальной небольшой лист. В колодце разжигается костер, который должен немного прогореть, чтобы образовались угли. Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса:
Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса:
– На кирпичи устанавливается емкость с сырьем. Ее нужно греть примерно 15 минут.
– После этого на полную мощность включается горелка паяльной лампы и алюминий прогревается сверху.
– В течение нескольких секунд начинается процесс, но для того чтобы прогрев был равномерным, металл в емкости нужно аккуратно перемешивать стальным прутом, придерживая ее пассатижами (не забыв при этом надеть рукавицы). Можно обойтись и без прута, периодически встряхивая ковш с помощью тех же плоскогубцев, но очень осторожно.
– Когда жидкость становится однородной, нужно пассатижами взять емкость и вылить содержимое на прокаленный стальной лист таким образом, чтобы вся образовавшаяся окалина осталась в ковше, а на лист для застывания попал только чистый металл.
Так обычно из вторичного сырья получают чистый алюминий, если с его помощью нужно запаять алюминиевые детали.
Плавка на дровах или газе
Плавка алюминия в домашних условиях на дровах происходит в легких разборных печах. Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня.
Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня.
Плавка алюминия в домашних условиях на газу – это единственно возможный вариант для квартиры. Греть емкость нужно долго, периодически сливая расплавленный металл. В таком случае отливка выполняется слоями. Для работы понадобятся две металлические емкости таких диаметров, чтобы одна надевалась на другую. Меньшая служит тиглем. Она с ломом, например нарезанной алюминиевой проволокой, ставится на конфорку, с которой нужно снять рассекатель пламени, бытовой газовой плиты. Над большей емкостью придется предварительно поработать. В ее днище выполняются около десятка небольших отверстий. В два или три из них вкручиваются болты, которые исполняют роль рукояток, за которые пассатижами раскаленную емкость можно поднять.
Эта емкость кверху дном надевается на тигель. Такая конструкция и позволяет прогревать алюминий. Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Плавка алюминия в муфельной печи
Муфельная печь – это уже достаточно серьезное оборудование для получения качественного расплавленного металла. Поэтому при плавке используют флюс для очистки алюминия от примесей. И это уже почти производственный процесс, а не плавка алюминия в домашних условиях. Пошаговая инструкция включает еще и несколько пунктов по подготовке сырья:
- Сначала в тигле расплавляется флюс, которого нужно взять в количестве от 2 до 5 % от веса алюминия, а затем в него добавляется лом.
- Насколько флюс активен, можно определить по поверхности расплава – она должна быть зеркальной. Если это не так, в расплав добавляется еще немного флюса, затем нужно будет добавить его перед окончанием плавки, чтобы шлак было легче удалять с поверхности металла стальной ложкой.
- Плавку нужно вести примерно при 700-750 °С. Это температура красного свечения.
- В процессе плавки может потребоваться добавлять сырье в тигель, так как расплавленный металл сильно уменьшается в объеме.
- Рафинирующий флюс добавляют при необходимости в конце плавки в количестве 0,25 % от веса расплавленного металла. Выдерживание такой пропорции в домашних условиях – задача непростая. После добавления флюса расплав нужно перемешать ложкой, дать постоять около 5 минут, затем снять шлак.
- Когда в результате нагрева алюминий превратился в однородную блестящую каплю, тигель нужно еще некоторое время подержать в печи, чтобы металл стал более текучим.
- Затем алюминий из тигля через носик (в этот момент становится понятно, зачем нужен именно такой ковш) заливается тонкой непрерывной струйкой в форму.
- После полного остывания форма аккуратно разделяется на половинки, из нее извлекается готовая деталь, которую еще нужно окончательно обработать: просверлить отверстия, если нужно, зачистить и наждачной бумагой отшлифовать поверхность. Вот и все. Процесс завершен.
 Это температура красного свечения.
Это температура красного свечения.Так что не стоит заранее пугаться, если предстоит в домашних условиях расплавить алюминиевый лом, чтобы получить чистый металл или изготовить деталь взамен поломавшейся. Серьезные профессиональные навыки для организации такого литейного производства совсем не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Литье сплава алюминия в домашних условиях.
Литье сплава алюминия в домашних условиях.
Coffeein » 15 фев 2017, 12:43
Re: Литье сплава алюминия в домашних условиях.
Китайский мастер » 15 фев 2017, 14:37
Re: Литье сплава алюминия в домашних условиях.
Coffeein » 15 фев 2017, 15:39
Re: Литье сплава алюминия в домашних условиях.
Coffeein » 15 фев 2017, 15:52
Re: Литье сплава алюминия в домашних условиях.
Китайский мастер » 15 фев 2017, 17:43
Re: Литье сплава алюминия в домашних условиях.
VSedoi » 15 фев 2017, 18:06
Re: Литье сплава алюминия в домашних условиях.

VSedoi » 15 фев 2017, 18:11
Re: Литье сплава алюминия в домашних условиях.
Китайский мастер » 15 фев 2017, 18:12
Кокильные краски и смазки для литья алюминиевых сплавов
Кокильные краски
Защита поверхности кокиля от резкого нагревания и схватывания с отливкой оказывает влияние не только на процесс ее затвердевания, но и на качество самого металла. Кокильные краски используются для предупреждения пригорания облицовочных материалов кокиля к отлитому металлу. Это возможно благодаря особым свойствам веществ, используемых для защитного покрытия литейных форм.
Назначение и свойства изделий
Применение краски способствует снижению теплопроводности облицовочного покрытия при литье алюминиевых сплавов в металлические кокиля. Кроме этого, применяют специальные смазки для литья под давлением. В этом случае, свойства смазочных материалов предотвращают задиры и налипание отливки.
Краска наносится на облицовку пресс-формы с помощью пульверизатора или кистью перед каждым литьем металла. Вещество, изготовленное из газообразующих ингредиентов, создает термостойкую прослойку между облицовочным огнеупорным покрытием и отливкой. При соприкосновении с расплавленным металлом она загорается, образуя газовую пленку, которая отделяет поверхность кокиля от отливки. Тем самым, уменьшается термическое и химическое воздействие жидкого металла на кокиль.
Кокильные смазки также наносятся на кокиль перед каждым литьем алюминиевых сплавов. Они производятся на основе минеральных масел, поэтому не оставляют разводов и не воспламеняются. Смазки наносятся на поверхность пресс-формы с помощью пульверизатора.
Достоинства защитных материалов для кокиля
Выпускаемые нашим предприятием кокильные краски и смазки для литья алюминиевых сплавов имеют ряд преимуществ перед конкурентной продукцией российских и зарубежных производителей:
— Равномерное покрытие пресс-формы. Краска не смывается при литье жидкого металла.
Краска не смывается при литье жидкого металла.
— Термическая устойчивость. Вещество воспламеняется только с расплавленным металлом, но не с разогретой поверхностью пресс-формы.
— Экологическая и санитарная безопасность. При воспламенении газы не производят вредных испарений. Образуется восстановительная атмосфера, препятствующая окислению расплава.
— Высокие теплоизолирующие характеристики.
Таким образом, улучшается качество производимой продукции (снижение брака, точность размеров и равномерная структура отливок) и повышается производительность труда.
Узнать подробно технические характеристики красок и смазок для литья можно на страницах нашего интернет-магазина. Чтобы получить консультацию специалиста и заказать продукцию достаточно оставить отклик на обратную связь на официальном сайте компании.
Литье по выплавляемым моделям из алюминия своими руками с использованием 3D-принтера.
 : 8 шагов (с изображениями)
: 8 шагов (с изображениями) На этом этапе я покажу вам свой метод смешивания паковочной массы, это простой метод для типичной домашней мастерской без вакуумного насоса или какого-либо модного специального оборудования для литья по выплавляемым моделям. Я знаю, что вы можете купить готовые профессиональные инвестиции в Интернете и, вероятно, получить лучшие результаты, чем я с этой версией для домашнего приготовления. но я скажу, что я пробовал это, и для такого непрофессионала, как я, я не заметил разницы, поэтому принимайте это как следует.Я использовал вашу стандартную штукатурку для хобби вместе с небольшим количеством кварцевого песка от местного поставщика материалов, чтобы все было дешево и просто. Для паковочной массы я использую 2 части штукатурки на 1 часть кварцевого песка, я слышал о людях, использующих смесь 1: 1, но я попробовал это и столкнулся с проблемами, когда паковочная масса была очень хрупкой после высыхания и просто рассыпалась на мне. Опять же, это то, что у меня работает. Целью кварцевого песка является облегчение разрушения формы и повышение устойчивости штукатурки к высоким температурам.
Целью кварцевого песка является облегчение разрушения формы и повышение устойчивости штукатурки к высоким температурам.
Смесь паковочного порошка:
2 части гипса
1 часть кварцевого песка
Я начинаю с 8 чашек штукатурки и кладу их в специальное ведро для сухих твердых веществ, затем 4 чашки кремнезема в ведро для твердых веществ и хорошо перемешиваю так что нет никаких комков или чего-нибудь. Пока НЕ добавляйте воду.
Теперь, когда мы смешиваем паковочный порошок с водой. Это будет 2 части нашей порошковой смеси на 1 часть воды. Используйте холодную воду, чтобы замедлить процесс отверждения.
Конечная смесь:
2 части паковочного порошка
1 часть холодной воды
Это критичный по времени этап, поэтому убедитесь, что у вас есть все инструменты и отливки под рукой и готовы к работе. Добавляйте порошок в воду, а не наоборот. Итак, у меня уже есть мое последнее ведро для смешивания с 6 стаканами холодной воды: «12 стаканов паковочного порошка на 6 стаканов воды» Вылейте порошок в воду и начните перемешивать, убедившись, что вы соскребаете дно и продолжаете разбивать любые комки при смешивании, продолжайте перемешивать в течение 2 или 3 минут.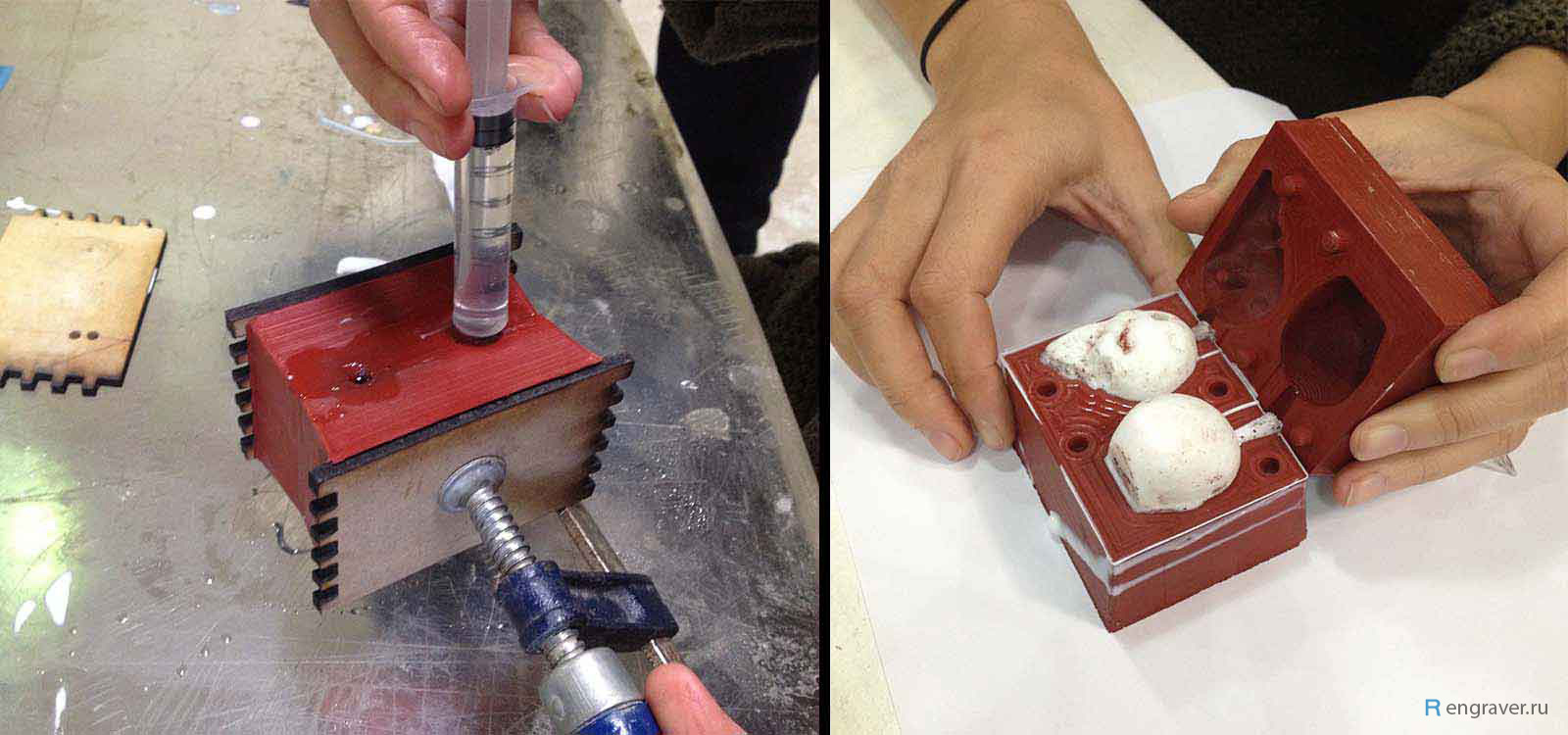 Он должен быть красивой кремовой консистенции, но не комковатым или густым. После полного перемешивания я провёл орбитальной шлифовальной машинкой по краю ведра, чтобы помочь собрать все пузырьки воздуха наверху, а затем быстро окончательно перемешал перед заливкой в форму. Не ждите, чтобы вылить после перемешивания, потому что весь песок будет иметь тенденцию падать на дно. Во время заливки в форму я стараюсь заливать по одной из наклонных сторон, чтобы предотвратить образование пузырьков воздуха, если это вообще возможно, и наливаю, пока она не переливается где-нибудь, затем, когда форма заполнена, я запускаю орбитальную шлифовальную машину на стороне формы для От 30 секунд до минуты, чтобы удалить пузыри и нанести паковочную массу на все мелкие детали, а также не забудьте заполнить форму после того, как она осядет.На этом этапе вы сделали все, что могли, и теперь оставляете его полностью нетронутым на несколько часов для установки.
Он должен быть красивой кремовой консистенции, но не комковатым или густым. После полного перемешивания я провёл орбитальной шлифовальной машинкой по краю ведра, чтобы помочь собрать все пузырьки воздуха наверху, а затем быстро окончательно перемешал перед заливкой в форму. Не ждите, чтобы вылить после перемешивания, потому что весь песок будет иметь тенденцию падать на дно. Во время заливки в форму я стараюсь заливать по одной из наклонных сторон, чтобы предотвратить образование пузырьков воздуха, если это вообще возможно, и наливаю, пока она не переливается где-нибудь, затем, когда форма заполнена, я запускаю орбитальную шлифовальную машину на стороне формы для От 30 секунд до минуты, чтобы удалить пузыри и нанести паковочную массу на все мелкие детали, а также не забудьте заполнить форму после того, как она осядет.На этом этапе вы сделали все, что могли, и теперь оставляете его полностью нетронутым на несколько часов для установки.
Литье алюминия в домашних условиях — литье и формы для алюминия своими руками
Вы когда-нибудь представляли себе плавление алюминия самостоятельно для создания небольших отливок? Есть много энтузиастов металла, которым нравится отливать металл дома, чтобы либо сделать особую деталь, которую трудно получить, либо реализовать свои творческие желания. Литье алюминия в домашних условиях — это так весело и удивительно. Простой процесс может позволить вам создавать множество вещей, ограниченных только вашим умением и воображением.Прямо от проектирования и создания выкройки до изготовления пресс-форм — все процессы можно легко выполнять дома. Однако люди, плавящие металлы в домашних условиях для создания отливок, должны знать об опасностях, связанных с этим процессом. Взрывы, тепловой стресс и ожоги являются одними из основных опасностей, связанных с плавлением металла в домашних условиях, и, если не делать этого осторожно, такие условия могут привести к травмам и даже смерти. Самостоятельное литье алюминия может быть увлекательным занятием, но необходимо убедиться, что вы работаете безопасно, соблюдая необходимые меры предосторожности, чтобы избежать каких-либо неудач.
Литье алюминия в домашних условиях — это так весело и удивительно. Простой процесс может позволить вам создавать множество вещей, ограниченных только вашим умением и воображением.Прямо от проектирования и создания выкройки до изготовления пресс-форм — все процессы можно легко выполнять дома. Однако люди, плавящие металлы в домашних условиях для создания отливок, должны знать об опасностях, связанных с этим процессом. Взрывы, тепловой стресс и ожоги являются одними из основных опасностей, связанных с плавлением металла в домашних условиях, и, если не делать этого осторожно, такие условия могут привести к травмам и даже смерти. Самостоятельное литье алюминия может быть увлекательным занятием, но необходимо убедиться, что вы работаете безопасно, соблюдая необходимые меры предосторожности, чтобы избежать каких-либо неудач.
Здесь мы предоставляем подробное руководство по алюминиевому литью и формам своими руками, чтобы помочь энтузиастам-любителям воплотить в жизнь свою мечту отлить свои любимые металлические детали. Некоторые ссылки на этой странице являются партнерскими ссылками, и как партнер Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Некоторые ссылки на этой странице являются партнерскими ссылками, и как партнер Amazon я могу заработать небольшую сумму на соответствующих покупках, если вы в конечном итоге купите что-то через одну из них.
Базовое оборудование для литья металла на заднем дворе или в доме для профессионалов-любителей по металлу для создания небольших металлических отливок для различных нужд называется домашним литейным цехом.Такой алюминиевый завод DIY отличается от коммерческого литейного производства, поскольку он обычно состоит из материалов и оборудования, легко доступных на рынке, и используется для выполнения простых работ по литью металла. Используя простые процессы для проектирования, изготовления моделей и форм, любители литья металла могут легко создавать разные вещи в домашнем литейном производстве.
Металл плавится в домашних условиях и разливается по формам, а когда он остывает и затвердевает, его вынимают как новую блестящую металлическую отливку. Профессионал по литью металла может создавать вещи, которые будут использоваться для специальных проектов, старинных автомобильных деталей, старинных реставраций и восстановления старых инструментов мастерской. Литейные операции довольно просты, и вы можете отточить свои навыки, практикуя литье металла дома.
Профессионал по литью металла может создавать вещи, которые будут использоваться для специальных проектов, старинных автомобильных деталей, старинных реставраций и восстановления старых инструментов мастерской. Литейные операции довольно просты, и вы можете отточить свои навыки, практикуя литье металла дома.
Преимущества домашнего литейного производства:
- Вам не нужно искать источник или платить за металлические детали, которые требуются для какого-либо механического устройства или транспортного средства.
- Если вы собираетесь изготавливать те же детали снова в будущем (повторяющиеся детали), у вас уже будет необходимая для этого форма.
- При создании детали или компонента вы можете легко сделать другие компоненты, насыпав немного песка.
- Хороший домашний литейный завод можно настроить за небольшую часть стоимости по сравнению с покупкой металлических деталей.
- Большая часть литейного оборудования легко доступна за небольшую плату или бесплатно.

Простая и хорошо спроектированная печь обеспечивает простоту эксплуатации и эффективную плавку металла на домашнем литейном производстве.Печь может помочь в обслуживании вашего домашнего литейного оборудования. Соорудить печь из подручных материалов, найденных вокруг мастерской, довольно легко. Единственный материал, который вам нужно купить, — это жаростойкий огнеупор, некоторые латунные соединители и латунный стержень. Используя свои базовые навыки работы с металлом, вы можете быстро сделать печь для домашнего литья под давлением.
Можно сделать печь для плавки алюминия своими руками в домашних условиях. Вы можете использовать барабан или стальное ведро в качестве сосуда для печи, разрезать его крышку и вырезать на его боку около дна отверстие для трубы.Чтобы сбросить давление, вы можете вырезать отверстие посередине крышки. Присоедините стальную трубу к муфте и трубе и вставьте в печь.
Из-за экстремальных температур, создаваемых внутри печи, важно выстелить пол, внутренние стены и крышку огнеупорным материалом. Хороший пример такого продукта — Paco Cast. Вы можете смешать необходимое количество и, следуя инструкциям на пакете, заполнить материал на дне контейнера печи. Затем вы можете заполнить полость стены огнеупором и, наконец, выровнять крышку.
Когда печь готова, можно добавить угли и разжечь жидкость. Когда они побелеют, вы можете уронить свой алюминий и начать плавить его в собственном домашнем литейном производстве.
Теперь, хотя можно построить собственный домашний литейный завод, поскольку вы делаете что-то, что работает на пропане (который может взорваться) и выделяет много тепла, я лично не думаю, что оно того стоит, когда вы можете купить готовые литейные заводы за очень небольшие деньги, чтобы начать работу. Вы можете увидеть здесь довольно доступный.И что приятно, так это то, что это комплект, так что вы получаете тигель и щипцы в дополнение к литейному цеху — так что все будет готово.
Хотя формы могут быть созданы с использованием различных материалов, процесс остается прежним. Самый простой и доступный по цене материал — это качественный гипс для литья, который можно купить в магазине художественных товаров. Рекомендуется сначала спроектировать деталь так, чтобы цельная форма с открытой лицевой стороной работала каждый раз, когда вы хотите создать деталь.Это избавит вас от проблем, связанных с ригелем, стояками, литником и выравниванием. Сторона алюминия, выходящая наружу, образует слой закристаллизованного металла на своей верхней части, но с этим можно справиться при механической обработке отливок.
Процесс создания песчаной формы включает использование металла, печи, песчаной формы и шаблона. Алюминий плавится в печи и затем заливается в полость песчаной формы, образованную узором. Форма отделяется по линии разъема для удаления алюминиевой отливки.Песочная форма создается путем упаковки песка в две половины формы. Он упакован вокруг шаблона, который является копией формы отливки. При удалении шаблона образуется полость, образующая отливку.
Он упакован вокруг шаблона, который является копией формы отливки. При удалении шаблона образуется полость, образующая отливку.
Когда у вас есть печь и формы, вы можете легко расплавить алюминий в своем домашнем литейном цехе, чтобы без особых усилий создавать отливки из ваших любимых деталей. Самое приятное то, что это можно сделать за небольшую часть стоимости оригинальной детали, купленной на рынке. Мы надеемся, что это руководство по домашнему литью и литью алюминия поможет вам попрактиковаться в своем хобби по литью металлов и создать домашнее литейное производство для создания деталей и компонентов из алюминия.
Если вас интересует литье других видов металла, вы можете ознакомиться с нашей статьей «Литье металла в домашних условиях — Руководство по началу работы» здесь.
Обратите внимание: вы должны приложить все возможные усилия, чтобы обезопасить себя при формовании любого металла.
Как минимум, вы должны использовать следующие средства защиты:
Имейте в виду, что это минимум и ваша личная безопасность должна быть приоритетом.
Ускоренный курс по алюминиевому литью — Новости
Несколько фотографий и видео о создании алюминиевых черепов для моего аркадного шкафа.
Добавлено в избранное Любимый 4В моем последнем сообщении в блоге я представил дизайн аркадного шкафа, который я собираюсь построить в этом месяце. Во время мозгового штурма для шкафа кто-то сказал, как было бы здорово, если бы я мог отлить свои собственные черепные наконечники джойстика. Думаю, это было задумано как шутка, но я воспринял это как вызов. На следующей неделе я планировал отлить череп на выходных. Через месяц мне наконец удалось создать череп… вот как все прошло.
Изначально я собирался попробовать вырезать себе череп из воска или пены. После некоторых экспериментов я быстро понял, что на самом деле у меня нет художественных способностей, чтобы это осуществить. Я нашел несколько человек в Интернете, которые делали отливки по методу потери плода, и этот метод показался мне прекрасным, но я не большой поклонник присмотра за 3D-принтером, и я подумал, что есть хороший шанс, что я собираюсь облажаться хотя бы раз.
Я вспомнил, что видел набор для изготовления силиконовых форм в моем местном магазине товаров для хобби, и подумал, что если бы я мог создать силиконовую форму, я смог бы легко и быстро делать восковые копии для металлических форм.Я выбрал печать из АБС-пластика, чтобы попробовать облить ее ацетоном.
Извините за плохие фотографии, но документация никогда не была для меня приоритетом.
Ацетонная ванна — это просто, но потребовалось немного поэкспериментировать. Я попробовал налить ацетон в распылитель и выборочно распылить модель, но, похоже, это не помогло. В конце концов, я думаю, что просто дал ему несколько быстрых макать в маленькой чашке.
Создание позитивного образа для пресс-формы было немного разочаровывающим для человека, который понятия не имел, что делает.Картинка выше была с моей первой попытки. Он не выдержал, как вы увидите на видео. В итоге мне потребовалось 3 попытки, чтобы успешно создать силиконовую форму.
Позитив продолжал давать сбой, потому что череп отрывался от глиняных опор, и форма разрушалась. Оглядываясь назад, можно сказать, что окончательный позитивный дизайн на самом деле очень плох. Как только воск будет залит в литник, вентиляционные отверстия забьются. К счастью, из-за долговечности формы я смог просто бросить ее в микроволновую печь, полную воска, и она равномерно заполнила полости.
При заливке силикона я сделал то, что называется высокой заливкой. Это заставляет силикон растягиваться и высвобождать пузырьки воздуха, которые были захвачены внутри во время смешивания. Вам также необходимо залить силикон в самую нижнюю точку формы и позволить ему заполнить пустоты вашего позитива.
Получив восковые копии, я начал создавать кузницу для плавления алюминия. Я следил за поистине фантастическим уроком Короля случайности на YouTube.
Я следил за поистине фантастическим уроком Короля случайности на YouTube.
Самым сложным в кузнице было вычислить воздушный поток.Я попробовал использовать воздушный компрессор, но мне показалось, что в нем слишком много воздуха, и это обычно сильно мешает. Шопвак работал, но был довольно громко. Я обнаружил, что вентилятор от фена за 3 доллара по доброй воле работает отлично.
Для этой формы я использовал гипсовую смесь 50/50, точно так же, как я использовал для огнеупора духовки. Я просто налил немного в чашку, затем окунул восковую модель в гипс, вылил вокруг нее и прижал сверху (по какой-то причине в то время это казалось хорошей идеей). Дав ему затвердеть, я просто отколол несколько кусков гипса, чтобы обнажить немного воска, и удалил его так же, как и песчаную форму.
Вокруг восковой модели было слишком мало материала, и давление воска, расширяющегося во время вакуумирования, заставило ее треснуть, но это, похоже, не слишком повредило получившуюся модель. Я думаю, что большая часть деформации здесь была вызвана тем, что я надавил на верхнюю часть формы, когда она затвердела. Честно говоря, я считаю, что мне очень повезло, что даже удаленно сработало все допущенные ошибки.
Я думаю, что большая часть деформации здесь была вызвана тем, что я надавил на верхнюю часть формы, когда она затвердела. Честно говоря, я считаю, что мне очень повезло, что даже удаленно сработало все допущенные ошибки.
Перед тем, как создать этот слепок, я решил немного почитать. Я узнал, что большой конический литник важен для создания давления и проталкивания расплавленного металла в форму.И я научился использовать заслонки и направляющие для улавливания любых примесей, которые могут попасть в форму во время заливки. Кроме того, стояк важен для двух вещей: 1) для предотвращения полостей из-за усадки и 2) для возможности определить, когда форма заполнена.
Еще одна замечательная вещь, которую я сделал для этой заливки, — это накрыть верх формы алюминиевой фольгой. Как только вы начнете заливать, фольга станет жидкой, когда алюминий соприкоснется с ней. Это не позволит песку проникнуть внутрь, пока вы строите небольшой «вулкан» из песка на вершине, чтобы создать еще большее давление.
К сожалению, я шокировал расплавленный алюминий, добавив слишком много в кузницу прямо перед тем, как пойти заливать. У меня не было достаточно, чтобы заполнить форму, и в итоге я получил эту странную сплющенную голову пришельца. Это наверное мой любимый кастинг.
У этой формы был литник большего размера, и я сделал ее значительно больше, чем у любой из предыдущих. Я использовал дешевую обеденную свечу без запаха, чтобы нанести воск и использовать ее в качестве клея.
Залив форму гипсом, я поставил ее на вибростол своими руками.После удаления воска я оставил форму в духовке и поднял температуру до ~ 450F. Я сделал это, чтобы попытаться удержать алюминий в расплавленном состоянии в течение более длительного времени внутри формы. Я очень хотел бы иметь печь! 😉
Я ошибся при заливке; Я решил, что хочу проткнуть фольгу над стояком, чтобы мне было легче увидеть, заполнена ли форма, и большой кусок песка упал прямо в незащищенную область. Вы можете увидеть этот песок в области зубов моей последней отливки.
Простите за вертикальное видео!
Руководство по литью металла своими рукамиДля изготовления слепка чего-либо требуется вылить жидкость в форму и дать ей затвердеть.Литье металла включает нагрев металлов, чтобы превратить их в сжиженный расплавленный материал. В домашней мастерской можно заниматься литьем по металлу в качестве хобби. Домашний литейный завод может стать интересным дополнением к оборудованию для хобби, позволяя изготавливать различные металлические предметы, такие как украшения и предметы домашнего декора.Необходимые материалы Литье металла требует использования различных инструментов и материалов. Например, сосуд для расплавленного металла называется «тиглем». Виды ремесел Конструирование и создание ваших собственных металлических предметов поддается множеству различных видов ремесел.Вы можете создавать свои собственные предметы, создавать декоративные автозапчасти и украшения. Дополнительные возможности изготовления включают в себя проектирование и изготовление уникальных ручек для инструментов и подсвечников. Можно даже создать замысловатые металлические штампы для использования в проектах по сжиганию дерева. задействованных шагов Первым этапом литья металла является изготовление формы. Меры предосторожности Работа с расплавленными металлами и печью сопряжена с определенными рисками, поэтому меры безопасности важны.Любители должны носить защитную одежду, включая обувь с закрытыми носками, длинные брюки, длинные рукава, изолированные перчатки и очки. Хорошо проветриваемое помещение снизит риск появления опасных паров. Также важно держать рядом с рабочей зоной сухой химический огнетушитель для тушения пожара в случае необходимости. |
 «Другие инструменты и оборудование, необходимые для литья металла, включают печь, формовочные ящики, ручной трамбовочный инструмент, тигельные клещи, вентиляционную проволоку, ручное сито и водяное орошение. Литье зерен, таких как зеленый песок или глина, позволяет создавать пресс-форма для расплавленного металла. Обычные металлы для литья включают цинк, медь, олово, алюминий и серебро.
«Другие инструменты и оборудование, необходимые для литья металла, включают печь, формовочные ящики, ручной трамбовочный инструмент, тигельные клещи, вентиляционную проволоку, ручное сито и водяное орошение. Литье зерен, таких как зеленый песок или глина, позволяет создавать пресс-форма для расплавленного металла. Обычные металлы для литья включают цинк, медь, олово, алюминий и серебро. В качестве зерен можно использовать песок или глину. При формовании цинка можно использовать силиконовую форму.После завершения проектирования формы может потребоваться обжиг формы, в зависимости от материала. Обжиг укрепляет форму и подготавливает ее к расплавлению металла. Следующий шаг включает плавление металла, чтобы вы могли вылить его в форму. После того, как металл станет жидким, осторожно вылейте его в форму. Металл быстро затвердевает. Через несколько секунд после заливки металла вы сможете извлечь его из формы. Завершающий этап — опиливание и полировка металлической отливки.
В качестве зерен можно использовать песок или глину. При формовании цинка можно использовать силиконовую форму.После завершения проектирования формы может потребоваться обжиг формы, в зависимости от материала. Обжиг укрепляет форму и подготавливает ее к расплавлению металла. Следующий шаг включает плавление металла, чтобы вы могли вылить его в форму. После того, как металл станет жидким, осторожно вылейте его в форму. Металл быстро затвердевает. Через несколько секунд после заливки металла вы сможете извлечь его из формы. Завершающий этап — опиливание и полировка металлической отливки. Сохраняйте чистую рабочую зону, чтобы избежать несчастных случаев при перемещении горячих предметов.
Сохраняйте чистую рабочую зону, чтобы избежать несчастных случаев при перемещении горячих предметов.Литье в песчаные формы Алюминий
Литье алюминия в песчаные формы в угольной печи
Литье в песчаные формы — это процесс заливки расплавленного металла в полость формы, сформированную в песке.На самом деле существует только два основных требования: чтобы песок имел полость по форме объекта, который вы хотите отлить, и чтобы был канал, в который вы можете заливать металл, который ведет к полости. Существует множество способов формирования полости формы, одна из которых будет рассмотрена в этом руководстве.
Верстак архитектурный.
Как и во многих других дисциплинах, литье в песчаные формы имеет свой собственный словарь.
Загадка используется для просеивания формовочного песка с целью разбивания комков и удаления мусора.
Трамбовки используются для сжатия песка в колбу. Колба — это контейнер, на котором сидят трамбовки, в котором находится формовочный песок.
Объект, вокруг которого будет формироваться полость формы, называется шаблоном. Поиск изображений в Google по шаблону литейного производства даст множество других примеров. Стиль создаваемого рисунка часто определяется предполагаемым объемом производства, доступным оборудованием и материалами, а также другими факторами. Это очень простой шаблон для 3D-печати, выбор сделан из соображений целесообразности и гибкости.Не отливая эту геометрию раньше, я не был уверен, как я хочу поместить ее в форму, а базовый трехмерный печатный узор дает возможность попробовать несколько стратегий формования, чтобы выяснить, что работает лучше всего.
Я хочу отлить эти узоры в этой ориентации. Причина, по которой я выбрал эту ориентацию, заключается в том, что я хотел бы, чтобы внутренняя и внешняя поверхности этой угловой распорки были параллельны, но мне нужен уклон, чтобы можно было удалить узор с песка. Если бы я сориентировал эту часть, сидя на плоской плоскости, определяемой внешней стороной двух ножек, с одной ножкой, ориентированной вертикально, на каждой вертикальной поверхности потребовалось бы ~ 5 градусов конуса, что резко изменило бы узор. В этой ориентации все грани расположены под углом 45 ° относительно линии разъема.
В этой ориентации все грани расположены под углом 45 ° относительно линии разъема.
Поскольку первым этапом изготовления формы будет утрамбовывание песка в углубление (верхняя часть опоки), мне нужно было сделать временную основу под выкройку. Эта основа, простая насыпь формовочного песка, которую я утрамбовал рукой и вдавил узор, будет делать три вещи:
1. Поддерживать узор от раздавливания во время набивки
2. Помогать удерживать узор на месте во время набивки, и
3.Следите за тем, чтобы песок, который я вбиваю, не просыпался под узор.
После того, как я утрамбовал насыпь из песка, я вдавил в нее узор и дополнительно уплотнил формовочный песок вокруг него.
Это хорошая возможность ввести формовочный песок. Мы используем Petrobond, так называемый «песок на нефтяной связке», который изготавливается из мелкодисперсного кварцевого песка, глины и минерального масла. Глина, смоченная маслом, действует как связующее и придает песку прочность после его уплотнения. Альтернативой песку на нефтяной связке являются «зеленые пески», которые образуются из песка, глины, воды, древесной муки и некоторых других ингредиентов.Нефтеносные пески прочнее, требуют меньшего обслуживания и, как правило, проще в использовании, но они более дороги и требуют нефтепродуктов. Зеленый песок дешевле, и его можно сделать своими руками, но он требует большего ухода, так как вода будет испаряться. Слишком сухие, и они не будут хорошо плесневаться, слишком влажные и пар, образующийся при заливке расплавленного металла в форму, вызовет множество проблем. В контексте академического магазина более щадящий нефтеносный песок имеет больше смысла.
Альтернативой песку на нефтяной связке являются «зеленые пески», которые образуются из песка, глины, воды, древесной муки и некоторых других ингредиентов.Нефтеносные пески прочнее, требуют меньшего обслуживания и, как правило, проще в использовании, но они более дороги и требуют нефтепродуктов. Зеленый песок дешевле, и его можно сделать своими руками, но он требует большего ухода, так как вода будет испаряться. Слишком сухие, и они не будут хорошо плесневаться, слишком влажные и пар, образующийся при заливке расплавленного металла в форму, вызовет множество проблем. В контексте академического магазина более щадящий нефтеносный песок имеет больше смысла.
После того, как я утрамбовал песок вокруг моих выкройок, чтобы поддержать их, я использовал прямой кусок лома в качестве стяжки, чтобы удалить излишки материала.Здесь узоры находятся на формовочной доске, начищенные соскабливанием.
Следующий шаг является зажать совладать на формовочную доску. Крышка, опять же, представляет собой верхнюю половину колбы, которая представляет собой сосуд, в котором будет находиться песок. Вы можете увидеть следы ожога на верхней части колпачка от контакта с расплавленным алюминием во время предыдущих заливок. Это ориентация, в которой будет находиться колба в процессе литья.
Вы можете увидеть следы ожога на верхней части колпачка от контакта с расплавленным алюминием во время предыдущих заливок. Это ориентация, в которой будет находиться колба в процессе литья.
Перед тем, как утрамбовать песок, я добавляю разделочную пыль (в нашем магазине это детская присыпка), которая позже поможет отделить узор от песка и не даст песку, который я собираюсь добавить, склеиться с пирамидкой из песка, поддерживающей шаблон.
Вот я пропускаю формовочный песок через загадку, чтобы разбить комки и помочь найти любой мусор, например, обрезки алюминия, инструменты, такие как ложки, щепки и другие предметы, которые могли попасть в песок.
Песок просеянный в бухте, готовый к трамбовке.
Использование трамбовки для уплотнения формовочного песка в (другой) колбе.
Немного забегая вперед (у меня есть несколько дыр в этой документации, которые нужно заполнить), мы видим перевернутый колпачок с зажатым сопротивлением (нижняя часть колбы) и пирамиду из песка, которая находилась под узором для поддержки. вычерпал ложкой.Также была нанесена свежая разделочная пыль.
вычерпал ложкой.Также была нанесена свежая разделочная пыль.
Деталь выкройки, встроенной в колпачок. Я очистил рыхлые частицы песка перед тем, как забить половину формы.
Пропустив еще несколько шагов вперед, это изображение показывает перетягивание (нижняя половина колбы) после того, как она была отделена от крышки. Я также вручную выкопал колодцы, желоба и ворота. Это было сделано ложкой после разделения колпачка и перетаскивания. Колодцы — это самые глубокие вмятины. Они предназначены для улавливания тяжелых включений, таких как кусочки песка, которые откололись от формы во время процесса заливки, и улавливания их, чтобы они не попали в полость формы.Полозья — это горизонтальные каналы, ведущие к самому рисунку, а ворота — это фактические отверстия, которые соединяют рисунок с полозьями. Я понятия не имел, чем это закончится, так что это был настоящий тест. Будущая версия шаблона для этой детали будет обработана на плоской пластине и будет включать геометрию колодцев, направляющих и ворот. Когда я пишу это, я намерен добавить эту версию в это руководство, как только оно будет завершено.
Когда я пишу это, я намерен добавить эту версию в это руководство, как только оно будет завершено.
Забегая вперед, мы увидим готовую колыбельку с удаленными шаблонами, а также с вырезом литника и стояка.Литник — это отверстие, в которое заливается металл. На этом изображении не показан конус, который я выкопал ложкой на другом конце литника, чтобы в него было легче наливать. Стояк напротив литника предназначен для того, чтобы поддерживать горячую центральную стойку отливки. Цель всегда состоит в том, чтобы детали, которые вы делаете, сначала затвердевали, а инфраструктура полости формы (ворота, направляющие, колодцы, стояки, литник) затвердевала после. Это сделано для того, чтобы, если деталь, которую вы делаете, достаточно усадится при охлаждении, чтобы потребовался дополнительный металл для втягивания в полость, для извлечения оставался резервуар с еще расплавленным металлом.
После технических трудностей со сборкой половинок колбы мы начали плавить алюминий. Теперь на колбе видно конусообразное отверстие литника. Печь зажжена, внутри находится тигель (сосуд, в котором находится расплавленный металл) с алюминиевым ломом, в основном расплавленным, и я измеряю температуру металла с помощью термопары. Алюминий плавится около 660 ° C, а наша целевая температура разливки составляет около 750 ° C. Непоказанные шаги включают закрытие колбы, поджигание угля, а также заполнение и размещение тигля.Фен, изображенный на фото, служит нагнетателем, нагнетая больший объем воздуха через горящий уголь, чтобы генерировать энергию, необходимую для плавления алюминия. В зависимости от температуры на улице, температуры печи и необходимого объема алюминия иногда требуется повторно заполнить древесный уголь на части расплава.
Печь зажжена, внутри находится тигель (сосуд, в котором находится расплавленный металл) с алюминиевым ломом, в основном расплавленным, и я измеряю температуру металла с помощью термопары. Алюминий плавится около 660 ° C, а наша целевая температура разливки составляет около 750 ° C. Непоказанные шаги включают закрытие колбы, поджигание угля, а также заполнение и размещение тигля.Фен, изображенный на фото, служит нагнетателем, нагнетая больший объем воздуха через горящий уголь, чтобы генерировать энергию, необходимую для плавления алюминия. В зависимости от температуры на улице, температуры печи и необходимого объема алюминия иногда требуется повторно заполнить древесный уголь на части расплава.
Здесь алюминий нагрелся до температуры заливки, и я с помощью щипцов вытащил тигель из печи.
Здесь можно использовать самодельный инструмент, чтобы удалить нежелательный мусор с поверхности расплавленного алюминия.На этом этапе цель состоит в том, чтобы удалить все плавающие примеси.
Заливка завершена, в верхней части литника образовалась лужа излишков алюминия.
Здесь я покрываю литник огнеупорным кирпичом. Это сделано для того, чтобы изолировать литник, чтобы он оставался жидким до тех пор, пока деталь не замерзнет.
Вот и законченная отливка. Результат не идеальный, но более успешный, чем я ожидал. Это небольшая деталь, и она охлаждалась около 30 минут, прежде чем я открыл колбу, а этого времени как раз достаточно, чтобы очистить инструменты вокруг печи снаружи.Отливки большего размера требуют более длительного охлаждения.
Песок разрешает более мелкие детали, чем текстура печати FDM. Здесь вы можете увидеть более грубую сторону этой детали, где был отклеен плот от процесса печати. Я буду шлифовать узор еще больше, если хочу сделать из него какие-нибудь готовые детали, но это был всего лишь тест.
В этом руководстве все еще есть много дыр и недостающих изображений, но, надеюсь, я скоро снова рассмотрю это и начну заполнять часть недостающей информации.
плавильных алюминиевых банок с самодельным мини-металлическим тиглем за 20 долларов
Давайте расплавим немного металла! King Of Random сделал это снова, построив самодельную мини-литейную мастерскую со стальным тиглем. Он расплавит алюминиевые банки при более чем 1000 градусов тепла, обеспечиваемом обычным старым древесным углем и феном.
Грант Томпсон решил построить самодельный литейный завод из смеси 50% парижского гипса и 50% пластикового песка.
Штукатурка и песок являются хорошими изоляторами и сосредотачивают тепло в одной центральной области.Воздушный поток контролируется простым феном за 3 доллара из долларового магазина, что приводит к положительному потоку воздуха в сердце тигля. Это увеличивает тепло экспоненциально — как в ракетной печи — при очень небольшом расходе топлива.
Это самая крутая, удивительно практичная самодельная литейная по металлу. При цене всего 20 долларов он намного доступнее, чем дорогие производимые модели.
Безопасность — это проблема, и Грант заботится об этом. Это литейный завод, и он становится ГОРЯЧИМ ГОРЯЧИМ! При неправильном обращении существует опасность получения серьезных ожогов.
Это литейный завод, и он становится ГОРЯЧИМ ГОРЯЧИМ! При неправильном обращении существует опасность получения серьезных ожогов.
Вероятно, неплохо было бы приобрести настоящий тигель, предназначенный для плавки металлов, и, как описывает Грант, вы можете купить его примерно за 30 долларов. Это стоит денег по соображениям безопасности.
Есть множество вариантов использования вне сети и приусадебных участков для таких самодельных литейных заводов. Вы можете изготавливать всевозможные практичные изделия, если знаете, как делать и использовать формы и отливки.
«В итоге я предпочел ведро из оцинкованной стали и смесь из 50% гипса и 50% пластикового песка по объему, что было вдохновлено видео NightHawkInLight« Как приготовить суп можно ковать »http: / /кусочек.ly / IBSoupCanForge
В зависимости от того, где вы получаете или находите материалы, стоимость может варьироваться от 5 до 25 долларов за единицу. Из материалов, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (по 20 долларов каждая).
Король случайногоЦель моей литейной мастерской на заднем дворе — продемонстрировать самую простую установку для литья металлов. Однако, если вы планируете попробовать этот подход самостоятельно, необходимо заранее учесть следующие важные моменты:
— Банки из-под газировки работают очень хорошо, однако алюминиевые банки являются одним из худших источников алюминия для литья, а некоторые банки из-под газировки в Великобритании на самом деле сделаны из стали.Сплав предназначался для экструзии, поэтому не самый лучший для литья. Они также производят больше окалины (шлака), потому что тонкие стенки быстро окисляются, а пластмассовые покрытия на банках добавляют примеси. Лучшим источником алюминия для литья были бы литые алюминиевые изделия из комиссионных магазинов, такие как электрические сковороды или небольшие блоки двигателя из магазинов газонокосилок.
— Тигель, который я использовал, был стальным, но важно отметить, что сталь может растворяться в расплавленном алюминии. Возможно, что когда вы вытащите тигель из литейного цеха, его дно может раствориться, и расплавленный алюминий упадет вам на ноги и на землю.Хороший огнеупорный тигель можно купить в Интернете примерно за 30 долларов.
— И наконец, заливка бетоном может привести к паровому взрыву. Если расплавленный алюминий упадет на землю, он может перегреть влагу в бетоне и вызвать его растрескивание (паровой взрыв) в месте падения алюминия. Это потенциально может привести к разбрызгиванию горячего бетона и расплавленного алюминия повсюду. По возможности расплавьте металл и полейте его песком, чтобы минимизировать риски.
Примечание. Ношение перчаток из полиэстера, подобных тем, которые были у меня в видео, рискованно, потому что материал может расплавиться в ваших руках, если на вас попадут брызги горячего алюминия.Это потенциально может привести к ожогам в месте падения металла, окруженным пластиком, прожженным на коже ».
 Даже на высоком уровне, это, вероятно, один из самых дешевых и надежных литейных заводов на заднем дворе, который только можно сделать.
Даже на высоком уровне, это, вероятно, один из самых дешевых и надежных литейных заводов на заднем дворе, который только можно сделать.

А когда вы не пользуетесь самодельным литейным цехом, он может использоваться даже в качестве плантатора для домашнего декора!
Король случайных
Если вы хотите узнать, как приготовить консервную банку для супа, вот классное видео, которое вдохновило работу этого удивительного литейного завода.
Очень крутая самоделка, сделанная своими руками. Однако ВСЕГДА будьте в безопасности!
Постройте свой дом Металлический завод — Сделай сам — НОВОСТИ МАТЕРИНОЙ ЗЕМЛИ
Забавно, как мероприятие как бы застревает
в твоих мыслях.Я хорошо помню, около 20 лет назад,
держит сложный вид — и
дорого — деталь машины в руке и думаю как
Должно быть трудно сформировать этот кусок. Однако сегодня
Я могу не только скопировать эту часть (за копейки), но и
я могу изготавливать практически любые компоненты, которые мне нужны — для оснащения моих
сделать покупки, починить мою машину или просто пощекотать мою фантазию — пройдя
не дальше моего собственного заднего двора! Купил ли я компанию по производству инструментов и штампов? Не совсем так.Вместо этого вы можете сказать, что я «основал» один, в общем
инвестиции около 30 долларов и время, которое мне потребовалось, чтобы научиться,
благодаря опыту освоены основы домашнего литья металла.
Однако сегодня
Я могу не только скопировать эту часть (за копейки), но и
я могу изготавливать практически любые компоненты, которые мне нужны — для оснащения моих
сделать покупки, починить мою машину или просто пощекотать мою фантазию — пройдя
не дальше моего собственного заднего двора! Купил ли я компанию по производству инструментов и штампов? Не совсем так.Вместо этого вы можете сказать, что я «основал» один, в общем
инвестиции около 30 долларов и время, которое мне потребовалось, чтобы научиться,
благодаря опыту освоены основы домашнего литья металла.
Вы не поверите, но установить компактный
литейное производство дома, так как — если вам нравится возиться
дом — у вас, вероятно, уже есть под рукой большая часть
что вам нужно, чтобы его построить. Литье металла (ремесло
это практикуется на протяжении тысячелетий так называемыми
«примитивные» люди) секретов не таит: если умеешь
свисток, можно сделать узор. .. если вы когда-либо строили
замки из песка, вы можете сделать форму … и если вы можете кипятить
вода, вы можете расплавить металл и вылить его в форму. Это
действительно так просто.
.. если вы когда-либо строили
замки из песка, вы можете сделать форму … и если вы можете кипятить
вода, вы можете расплавить металл и вылить его в форму. Это
действительно так просто.
Конечно, я никогда не собирался браться за литейное дело просто ради забавы. Кто-то (чье имя давно забыто, но чье имя сообщение повисло) однажды сказал мне, что токарный станок по металлу — это единственная машина в магазине, которая может дублировать сама себя. Так, думать о старом рецепте куриного супа, который начинается «сначала возьми цыпленка», — подумал я, если бы я мог построить токарный станок — используя мои новые навыки литья — ничего помешает мне сойти с ума и изготовить все другие инструменты, необходимые для оснащения моей мастерской.
Однако я не рассчитывал на незапрошенные
бизнес, который появился у меня после того, как я построил свой дом
литейный цех (и я часто был слишком занят, чтобы отливать
инструменты для себя). Когда стало известно, что я проводил кастинг
металл, казалось, весь округ прокладывает путь
к моей двери, ища меня, чтобы сделать кухонную утварь, отремонтировать детали инструментов или изготовить конструктивные элементы (для
ветряные установки, теплицы, геодезические купола и др.) в
обмен на товары, услуги или наличные.После
пока я начал отливать отличительные предметы искусства
это — с помощью простого литейного цеха на месте
демонстрация — вымощена зеленью на местных блошиных рынках
и фестивали ремесел, где восторженные зрители
споткнулись, чтобы лучше видеть и
облегчить им бумажники!
Когда стало известно, что я проводил кастинг
металл, казалось, весь округ прокладывает путь
к моей двери, ища меня, чтобы сделать кухонную утварь, отремонтировать детали инструментов или изготовить конструктивные элементы (для
ветряные установки, теплицы, геодезические купола и др.) в
обмен на товары, услуги или наличные.После
пока я начал отливать отличительные предметы искусства
это — с помощью простого литейного цеха на месте
демонстрация — вымощена зеленью на местных блошиных рынках
и фестивали ремесел, где восторженные зрители
споткнулись, чтобы лучше видеть и
облегчить им бумажники!
Когда я сказал, что для создания небольшого
литейный, я имел ввиду. Например, древесный уголь
это «классический» литейный завод
топливо, хотя сейчас в литейной промышленности используется природный газ
почти исключительно.Но после неудачной попытки
с помощью самодельной газовой горелки перешла на уголь
брикетов и с тех пор с ними связаны.
Помимо того, что они недорогие и легкодоступные, твердые Топливо может вызвать пожар на литейном заводе, расположенном в сельской местности, где может не быть газопровода. А еще лучше уголь можно изготовить даже прямо на приусадебном участке (просто присыпьте куски твердой древесины землей и позвольте им тлеть изнутри в течение нескольких недель).Делаю это у себя есть и другое преимущество, кроме низкой стоимости, потому что самодельный уголь не содержит связующего агентов, которые можно найти в покупных брикетах, которые в конечном итоге в печи образуются клинкеры, блокирующие воздушный поток. (В процессе производства древесного угля также образуются газообразные и жидкие побочные продукты — такие как метан, древесный спирт и другие летучие вещества, которые могут иметь ценность сами по себе.)
Естественно, что для эффективного использования топлива мне требовалось подходящее
печь. Вот такую печь я построил из металлолома для
около 20 долларов. Это не что иное, как барабан, со съемным
крышка, которая окружена примерно двумя дюймами
литой огнеупор, в него встроена труба для подачи воздуха.
снизу и оснащен регулируемым по потоку
воздуходувка для подачи тяги, необходимой для создания интенсивного
высокая температура.
Вот такую печь я построил из металлолома для
около 20 долларов. Это не что иное, как барабан, со съемным
крышка, которая окружена примерно двумя дюймами
литой огнеупор, в него встроена труба для подачи воздуха.
снизу и оснащен регулируемым по потоку
воздуходувка для подачи тяги, необходимой для создания интенсивного
высокая температура.
Прежде чем строить свою печь, я сначала определил, как большой, чтобы обработать детали, которые я планировал делать.Я бы посоветовал новичку найти судно хотя бы размером с 50-фунтовый контейнер с хладагентом, затем попробуйте утилизируйте 30-фунтовую канистру из того же источника.
Возможно, еще лучше, если вы найдете 30-галлонную бочку и
5-галлонное ведро для краски, вы можете построить печь, которая будет
достаточно высокий, чтобы вместить большинство кусков плавящегося лома, нет
как бы странно они ни выглядели. (При выполнении алюминиевых
литье, которое из-за низких температур,
наименее сложное и безопасное литейное производство
ремесло, я почти переплавил выброшенные автомобильные поршни
исключительно. Большинство гаражей позволят мне получить их бесплатно за
берут, и они сделаны из качественного сплава. Многие из
они, однако, поставляются с прикрепленными шатунами, и
эти — вместе с любыми другими деталями из черных металлов — должны быть
выловить из плавильного котла до того, как алюминий будет
налил.)
Большинство гаражей позволят мне получить их бесплатно за
берут, и они сделаны из качественного сплава. Многие из
они, однако, поставляются с прикрепленными шатунами, и
эти — вместе с любыми другими деталями из черных металлов — должны быть
выловить из плавильного котла до того, как алюминий будет
налил.)
Выбрав подходящий сосуд для печи, подготовьте его.
сначала оторвав крышку — около самого верхнего
шов — затем вырезать в нем отверстие сбоку, рядом с
дно, достаточно большое, чтобы принять 16-дюймовую секцию корма размером 1-1 / 2 дюйма
трубка.Проденьте локоть под углом 90 градусов к внутреннему концу этого
ниппель, затем приварите сборку к стенке канистры,
локоть направлен вверх. Далее прорезаем дырочку посередине
секции крышки и приварите короткую длину 2 дюйма
трубка глушителя на месте, позволяя ему выступать ниже
губы слегка. Потом прикручиваем ручки — сделал
из коротких кусочков плоской заготовки 1/8 на 3/4 дюйма и кусков 6 дюймов
трубы 1/2 дюйма — в стороны контейнера.
Из-за экстремальных температур, возникающих в топка, ее пол, крышка и внутренние стенки должны быть футерован огнеупорным материалом. Пако Литой — хороший огнеупорный литейный продукт. Просто смешайте необходимое количество в соответствии с инструкции на сумке, затем заполните дно вашего контейнера печи, пока материал не достигнет верхней части колено подачи воздуха (обычно это делается на глубине от 1-1 / 2 до Два дюйма).
Затем покройте внешнюю оболочку меньшего из ваших двух
сосуды с маслом (чтобы его можно было легко удалить после
облицовка стены установлена) и поместите ее вертикально поверх
локоть и залить «тестообразной» основой, убедившись, что это
равномерно по центру барабана печи. Затем переходите к заполнению
стенка полости огнеупорным, как вы делали в нижней части, но
утрамбовывайте его, пока вы наливаете, чтобы препятствовать образованию воздуха
пузыри. Завершите работу, перевернув крышку и накрыв ее,
до уровня трубы глушителя аналогичным образом.
(Подсказка: приварите несколько коротких стальных петель к внутренней части
колпачок, чтобы смесь держалась, когда она застывает.)
огнеупор сухой, удалите внутренний сосуд и «вылечите»
печь путем сжигания в ней древесного угля — закрытая — для при
минимум 12 часов.
Завершите работу, перевернув крышку и накрыв ее,
до уровня трубы глушителя аналогичным образом.
(Подсказка: приварите несколько коротких стальных петель к внутренней части
колпачок, чтобы смесь держалась, когда она застывает.)
огнеупор сухой, удалите внутренний сосуд и «вылечите»
печь путем сжигания в ней древесного угля — закрытая — для при
минимум 12 часов.
После этого отрежьте кусок просечно-вытяжного металла толщиной 1/8 дюйма на диск достаточно большой, чтобы проскользнуть внутрь печи, затем прикрепите воздуходувку (моя «беличья клетка» тушит около 100 кубических футов в минуту и использует скользящую заслонку для регулировать поток — хотя старый фен с управление реостатом, вероятно, будет работать примерно так же), чтобы подающая труба.. . с помощью муфты, сварной пластины или даже кусок велосипедной камеры, если это то, что нужно чтобы сделать связь.
Вы, вероятно, сможете построить второй по важности
литейный компонент — колба — тоже себе. Это
на самом деле не что иное, как открытая коробка из двух частей,
удерживает песок, который образует форму. Размер вашей фляжки
(ее верхняя часть называется копе, а ее
нижнего сопротивления), конечно, будет зависеть от
размер отливок, которые вы надеетесь налить, и вы можете установить
простая четырехсторонняя щечка между компонентами, чтобы
при необходимости увеличьте глубину колбы.Однако я скажу
вы, как собрать коробку для новичков, которая подойдет для
практически любая работа, за которую вы захотите взяться какое-то время.
Это
на самом деле не что иное, как открытая коробка из двух частей,
удерживает песок, который образует форму. Размер вашей фляжки
(ее верхняя часть называется копе, а ее
нижнего сопротивления), конечно, будет зависеть от
размер отливок, которые вы надеетесь налить, и вы можете установить
простая четырехсторонняя щечка между компонентами, чтобы
при необходимости увеличьте глубину колбы.Однако я скажу
вы, как собрать коробку для новичков, которая подойдет для
практически любая работа, за которую вы захотите взяться какое-то время.
Во-первых, найдите четкие, прямые 1 на 4 и разрежьте
восемь отрезков от него: четыре длиной около 10 дюймов и четыре
более 12 дюймов в длину. Затем отрежьте восемь 2-дюймовых ломтиков и сделайте
пара коробок, используя клей и №6 по
Шурупы для дерева диаметром 1-1 / 4 дюйма, чтобы скрепить доски вместе.(Если ты
решите построить колбу большего размера, вырежьте шпунт размером 1/4 на 1/2 дюйма
во внутреннюю поверхность как ригеля, так и фрикциона, все
вокруг, чтобы песок за что-то держался. )
)
Теперь сделайте два набора ключей для стороны колбы. Важно, чтобы справился и равномерно заподлицо, чтобы форма отделилась чисто по линии разъема. (Некоторые люди предпочитают использовать дюбель штифты или стержни вместо конических ключей, так как они оставляют меньше возможность ошибки при подъеме.) Напоследок заклеиваем все дерево с хорошим гидроизоляционным составом.
Вам также нужно будет придумать загадку и
скамейка для лепки, но обе легко сделать. В
во-первых, это просто песочный фильтр, собранный из
Рама 16 на 16 дюймов, сделанная из 2 на 4, с прихватками примерно 1/4 дюйма
ткань поперек него (можно использовать сетку 1/8 дюйма
для отливок мелких деталей). Верстак 2х4
деревянный каркас около 36 дюймов в квадрате с фанерным дном 1/2 дюйма.Наконец, сделайте как минимум две выкройки.
разрезать фанерные листы размером чуть больше вашей фляжки и
покрытие их деревянным герметиком.
Большинство оставшихся инструментов и принадлежностей можно найти в своя кухня, мастерская или — если хотите получить фантазии — в магазине товаров для декоративно-прикладного искусства. Вам понадобится …
- Деревянная рукоятка молотка длиной около 10 дюймов для трамбовки
- Кусок кабелепровода 1/2 дюйма или конический дюбель длиной 6 дюймов для служить литником (не беспокойтесь об этом термины — вы поймете, что делают инструменты позже)
- Другой гладкий дюбель 1/2 на 6 дюймов для подступенка штифт
- Набор маленьких ложек и лезвий ножа, банка для полива (я использую пластиковый молочник с отверстиями). в крышке)
- Железный прут с загнутым внутрь крюком один конец и ручка в другой
- Боб чугунный 6 дюймов горшок для тигля
- Пара щипцы типа ножниц длиной не менее 24 дюймов (делайте их от 1/2 дюйма стержень, поворотный — ближе к губкам, чем к ручки — на 1/4-дюймовом болте, и с изогнутой сталью лента на каждой челюсти, подходящая к стенке тигля отлично)
- Правка деревянная
- Верблюжий волос кисть художника
- Форма для кексов (не алюминиевая)
- An в ассортименте железные кастрюли и сковороды разных размеров
- Маленькая прямоугольная форма для хлеба
- Рэпер (просто шайба большая с приваренной к ней стальной ручкой — или камертон)
- Скиммер, похожий на ложку, но с двухфутовой ручкой для удочки.

Вам, конечно же, понадобится немного песка для литья, который вы также можете купить в местном магазине. литейное производство, поскольку трудно найти подходящие местные материал.Я нахожу оливиновый песок (он коричневого цвета и содержит около 5 процентов бентонита в качестве связующего вещества), чтобы быть лучший выбор, хотя черный песок Олбани тоже подойдет Что ж. Вы также захотите найти немного пемзы, чтобы служить в качестве разделительной пудры (не пытайтесь заменить тальк потому что он имеет свойство впитывать влагу).
Сделать металлическую форму
Теперь вы готовы сделать простую форму. Сначала просейте
пыль от ваших брикетов, поместите их на дно
топку над экраном, зажгите их и включите воздуходувку
на.Затем подготовьте тигель, заполнив его алюминием.
лом (будьте особенно осторожны — особенно при плавлении
поршни — в
части для плавления).
С горячими углями поместите тигель в печь и установить крышку. Пока вы ждете сплава растопить, приготовить около пяти галлонов песка в лепке скамейку, немного сбрызнув ее водой и бросая его двумя деревянными блоками, чтобы консистенция сухой пасты (влажность от 5 до 7 процентов), которая позволяет ему оставаться целым при сжатии, но ломаться чисто после выпуска (вам, вероятно, придется добавить попрактикуйтесь, прежде чем вы сможете распознать эту стадию).А еще лучше перемешать песок примерно за 12 часов до заливки, так что его впитывающий эффект успеет распределить влажность равномерно.
Затем разместите узор (это может быть компонент, который вы хотите
дубликат, кусок дерева или пенополистирола,
вырезаны до определенной формы) на доске для выкройки внутри
формовочный стол и слегка протрите его, встряхнув
пемзу через носок. Поместите перетяжку вверх вниз
над узором и — используя загадку — просейте
песок в сопротивление. Плотно упаковывайте зерна вокруг
узор пальцами.
Плотно упаковывайте зерна вокруг
узор пальцами.
Когда он накрыт, насыпьте сверху крупный песок, пока он не затянется. коробка переполнена. Трамбовкой плотно утрамбовать песок по углам, но несколько менее плотно по рисунку. Используйте одну из досок для выкройки, чтобы вдавить песок в перетащите скручивающими движениями вниз и вправо-влево. Удалите лишний материал над краем перетаскивания. линейкой, затем выпустите воздух из формы, проткнув песок — используя короткую заостренную вешалку проволока — в нескольких местах выше и ниже выкройки.Соскребите весь упавший песок с бугеля с помощью форма для хлеба.
На этом этапе проверьте тигель, чтобы увидеть, алюминий плавится. Если он ярко-красный, он слишком горячий, и вам следует уменьшить поток воздуха, чтобы расплавленный металл можно просто кипятить, пока вы завершаете форму.
Теперь вернитесь и переверните перетаскивание правой стороной вверх, передвиньте его. лицом (с рисунком внутри) и поместите колпачок на
сопротивление.Вставьте штифт подступенка (он используется для компенсации
усадка при заливке) на самой толстой части
шаблона, вставьте штифт литника в песок на
укажите на дюйм или два от выкройки, держите загадку
над колпачком и повторите просеивание, утрамбовку и
поразительные процедуры, как и раньше.
лицом (с рисунком внутри) и поместите колпачок на
сопротивление.Вставьте штифт подступенка (он используется для компенсации
усадка при заливке) на самой толстой части
шаблона, вставьте штифт литника в песок на
укажите на дюйм или два от выкройки, держите загадку
над колпачком и повторите просеивание, утрамбовку и
поразительные процедуры, как и раньше.
После этого выкопайте небольшой бассейн примерно на дюйм глубиной и на дюйм от штифта литника, с помощью ложки вырежьте канал наполовину глубиной от впадины вправо до литниковый штифт.Снова продуйте узор, затем осторожно снимите штифты стояка и литника, нажмите на песок пальцами вокруг бассейна (стараясь не допустить падения материала в подступенок — то есть отверстие, оставленное штифтом подступенка) и отделить копейку от сопротивление.
Возьми свою ложку снова и выкопай бегуна в перетаскивании
песок из литника, вдоль рисунка, заканчивая
ворота (представляющие собой соединительную канаву, ведущую прямо
к выкройке) и прижмите песок, как и раньше. (На самом деле, в некоторых случаях более одного бегуна и ворот
можно использовать.) Теперь нанесите тонкий слой воды вокруг
края рисунка кистью и приготовьтесь к удалению
оригинал, сначала вкрутив небольшой шуруп в
какую-нибудь удобную его часть, затем закрутите винт и
вперед и все вокруг с рэпером до образца
легко расшатывается и поднимается. Отремонтируйте форму, если она повреждена
любым способом сдуйте песок с места оттиска,
и осторожно замените колпачок, дважды проверив его посадку.Теперь вы готовы к заливке, но сначала накройте
открытая древесина формовочной скамьи вокруг опоки с
песок.
(На самом деле, в некоторых случаях более одного бегуна и ворот
можно использовать.) Теперь нанесите тонкий слой воды вокруг
края рисунка кистью и приготовьтесь к удалению
оригинал, сначала вкрутив небольшой шуруп в
какую-нибудь удобную его часть, затем закрутите винт и
вперед и все вокруг с рэпером до образца
легко расшатывается и поднимается. Отремонтируйте форму, если она повреждена
любым способом сдуйте песок с места оттиска,
и осторожно замените колпачок, дважды проверив его посадку.Теперь вы готовы к заливке, но сначала накройте
открытая древесина формовочной скамьи вокруг опоки с
песок.
Залить металлическую отливку
Откройте печь и удалите из нее все металлические детали.
тигель крючком, затем снимите шлак с расплавленного
поверхность алюминия (нарушая расплав всего лишь
возможно) и бросьте его в ждущий контейнер для утюга. Поднимать
тигель из духовки с крючком, поставьте его в
железную сковороду и крепко возьмитесь за нее
щипцы. Вылейте расплавленный сплав в емкость и поднимите литник до тех пор, пока
он выходит из стояка, затем слейте всю неиспользованную жидкость
алюминия в форму для кексов, чтобы сформировать слитки, которые вы можете
переплавить позже.
Вылейте расплавленный сплав в емкость и поднимите литник до тех пор, пока
он выходит из стояка, затем слейте всю неиспользованную жидкость
алюминия в форму для кексов, чтобы сформировать слитки, которые вы можете
переплавить позже.
Пока вы ждете, чтобы разобрать форму (потребуется от 20 до 30 минут, чтобы отливка остыла), вы можете повторно снять излишки песка и хранить его в герметичном контейнере для следующего время (проделайте то же самое с песком в форме после заливка завершена) и потушите огонь в печи (за исключением остывшие остатки угля… они разожгут твой следующий огонь особенно легко заводится).
Как только время истечет, вытряхните кастинг и посмотрите его.
над. Не огорчайтесь, если первые попытки
немного грубо. С практикой вы сможете нокаутировать
работа, которая неизменно подходит для нарезания резьбы, точения,
фрезерование или любой другой вид механической обработки.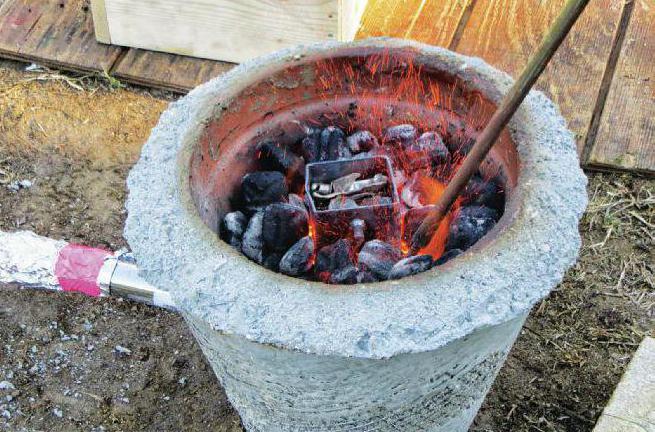
При работе с металлом безопасность прежде всего
Это важно, поэтому я не собираюсь отказываться от слов: Всегда надевайте кожаные перчатки и ботинки и защита глаз при работе с литейным цехом.Никогда не лейте воду на расплавленный металл … всегда используйте песок для предотвращения или тушения тления, связанного с выливанием, или Огонь. Работайте в хорошо проветриваемом помещении или на открытом воздухе и избегайте вдыхая как уголь, так и пары алюминия, потому что они токсичны. Не заливайте голую древесину или бетон, и никогда не ставьте печь на деревянный пол … поднять его на огнеупорном кирпиче или огнеупорном. И помните: держите воду — в любом количестве — под вашего тигля!
Учитесь на ходу
У вас вряд ли получится идеально налить с первого раза.В
на самом деле вам, возможно, придется сделать довольно много отливок перед
вы получаете каждую ступеньку вниз.