Молот кузнечный МА 4129
Молот кузнечный «МА-4129»
Молот кузнечный «МА-4129» предназначен для выполнения пластической деформации нагретых заготовок в процессе ковочных работ. На нём можно выполнять следующие операции:
- вытяжка;
- осадка;
- гибка;
- пробивание или прошивание отверстий;
- рубки.
Конструкция молота
Молот «МА-4129» имеет литой корпус из стали и чугуна, который надежно предохраняет внутренние узлы станка от повреждений и попадания пыли и мусора.
Схема пневматического кузнечного молота «МА-4129А» представлена на рисунке.
Узлы ковочного молота «МА-4129А»:
1. Станина – МА4129А-11-001СБ;
2. Привод – МА4129-21-001СБ;
3. Управление – МА4129-41-001СБ;
4. Ограждение – МА4129-71-001СБ;
5. Маслопровод – МА4129-81-001СБ;
6. Электрооборудование – МА4129-91-001СБ.
Кузнечный молот состоит из следующих функциональных узлов:
- электрическое оборудование;
- станина;
- ограждение;
- система маслопровода;
- механизм привода;
- падающие части:
- баба;
- верхний подвижный боек;
- шток;
- поршень;
- шабот с зафиксированным на нём нижним неподвижным бойком (на него устанавливается обрабатываемая заготовка).


Принцип действия кузнечного молота
Пневматический кузнечный молот «МА-4129» имеет два цилиндра: компрессионный и рабочий. Поршень компрессорного цилиндра соединён с электродвигателем посредством:
- кривошипно-шатунного механизма с шатуном;
- редуктора;
- клиноременной передачи.
Поршень рабочего цилиндра соединяется с бабой (она является его частью).
Сжатый воздух, попадая через каналы в рабочий цилиндр “в”, приводит в движение бабу “а”, которая наносит через равные промежутки времени удары по заготовке.
Технические параметры
Технические параметры пневматического кузнечного молота «МА-4129А» представлены в таблице.
| Наименование параметра, размерность | Величина параметра |
| Энергия удара, кДж, не менее | 1,55 |
| Номинальная масса падающих частей, кг | 80 |
| Частота ударов в минуту | 220±10% |
| Размеры зеркала бойков длина/ширина, мм | 130±0,5/63±0,37 |
| 830±10/1560±20 | |
| Наибольшая высота над уровнем пола, мм | 1900±25 |
| Масса молота в сборе, кг | 3190 |
| Частота тока, Гц | 50 |
| Мощность эл. двигателя, кВт | 5,5 |
| Напряжение питающей сети, В | 220/380 |
Технология эксплуатации кузнечного молота
Ковка на пневматическом кузнечном молоте «МА-4129А» представляет собой высокотемпературную обработку различных металлов, которые нагреваются до своей ковочной температуры, °С:
- железо 800…1250;
- медь 650…1000;
- титан 900…1690;
- алюминиевые сплавы 400…480.

Универсальность и надежность кузнечного ковочного молота «МА-4129» дают возможность использовать его в кузнечных цехах на предприятиях современного машиностроения самого разного профиля в единичном и серийном производстве. Рассматриваемое оборудование не рекомендуется использовать для штамповки в закрытом штампе. Связано это с тем, что возможно разрушение станины молота или буксы, вызванное эксцентричными и жесткими ударами.
Достоинства кузнечного молота
Пневматический кузнечный молот «МА-4129А» имеет следующие достоинства:
- простое управление;
- возможность регулировки энергии (силы) удара;
- хорошие энергетические показатели;
- большое количество наносимых за минуту ударов. Это позволяет максимально использовать энергию нагрева заготовки;
- открытая рабочая зона позволяет работать на ковочном молоте «МА-4129» с трех сторон;
- не нуждается в сложном уходе;
- простые эксплуатация и обслуживание;
- устойчивая конструкция станины.

Ковочные молоты — — Энциклопедия по машиностроению XXL
Ковку выполняют на ковочных молотах и ковочных гидравлических прессах.Одним из основных типов молотов для ковки являются паровоздушные молоты. Такие молоты приводятся в действие паром или сжатым воздухом давлением 0,7—0,9 МПа. В зависимости от конструкции станины паровоздушные ковочные молоты бывают арочные, мостовые и одностоечные. [c.74]
Основным видом штамповочных молотов являются паровоздушные штамповочные молоты. Принцип их действия тот же, что и у паровоздушных ковочных молотов, но конструкция другая, [c.87]
Припуски на заготовках на ковочных молотах — 5 мм на штамповочных молотах — 3—4 лглгоризонтально-ковочных машинах— 2—3 мм на сторону.
Удар стержня о жесткую плиту. В некоторых случаях приходится определять напряжения в ударяющем теле, в частности, рассчитывая шток ковочного молота. При этом наиболее опасным для прочности штока является момент окончания ковки, когда проковываемое изделие почти не деформируется и вся энергия удара поглощается штоком. Схематически этот случай показан на рис. 610, где некоторый призматический стержень длиной I поперечного сечения F и веса Q падает с высоты Н и ударяется о жесткую плиту А. Поскольку плита не деформируется, то весь запас кинетической энергии Tq = QH, накопленной падающим стержнем к моменту соударения, целиком перейдет в потенциальную энергию деформации падающего стержня.
При этом наиболее опасным для прочности штока является момент окончания ковки, когда проковываемое изделие почти не деформируется и вся энергия удара поглощается штоком. Схематически этот случай показан на рис. 610, где некоторый призматический стержень длиной I поперечного сечения F и веса Q падает с высоты Н и ударяется о жесткую плиту А. Поскольку плита не деформируется, то весь запас кинетической энергии Tq = QH, накопленной падающим стержнем к моменту соударения, целиком перейдет в потенциальную энергию деформации падающего стержня.
Ковку выполняют на ковочных молотах и гидравлических прессах. Фасонные поковки массой свыше 100 кг и простые поковки массой свыше 750 кг предпочтительно изготавливать на гидравлических прессах. [c.101]
Следует подчеркнуть, что иногда для изделий, подверженных большим динамическим нагрузкам (приводной механизм -бойка ковочных молотов, шасси самолетов, боевой механизм ткацких станков), считают, что их износ имеет второстепенное значение, поскольку работоспособность определяется прочностью наиболее нагруженных деталей.
Динамическое горячее прессование. Этот процесс, относящийся к категории импульсных методов формирования и называемый за рубежом процессом формования с применением высоких скоростей и энергий, применялся первоначально для прецизионной ковки металлических слитков в изделия сложной формы. Изготовление композиционных материалов этим методом заключается в диффузионной сварке пакета предварительной заготовки, нагретого до необходимой температуры, в результате кратковременного приложения очень больших давлений. Динамическое горячее прессование предварительных заготовок может осуществляться на ковочных молотах и подобных им установках в специальных пресс-формах или в вакуумированных пакетах. Одна из таких установок, применявшаяся для изготовления композиционного материала на основе титанового сплава Ti—6% А —4%V, упрочненного волокном карбида кремния, описана в работе [223].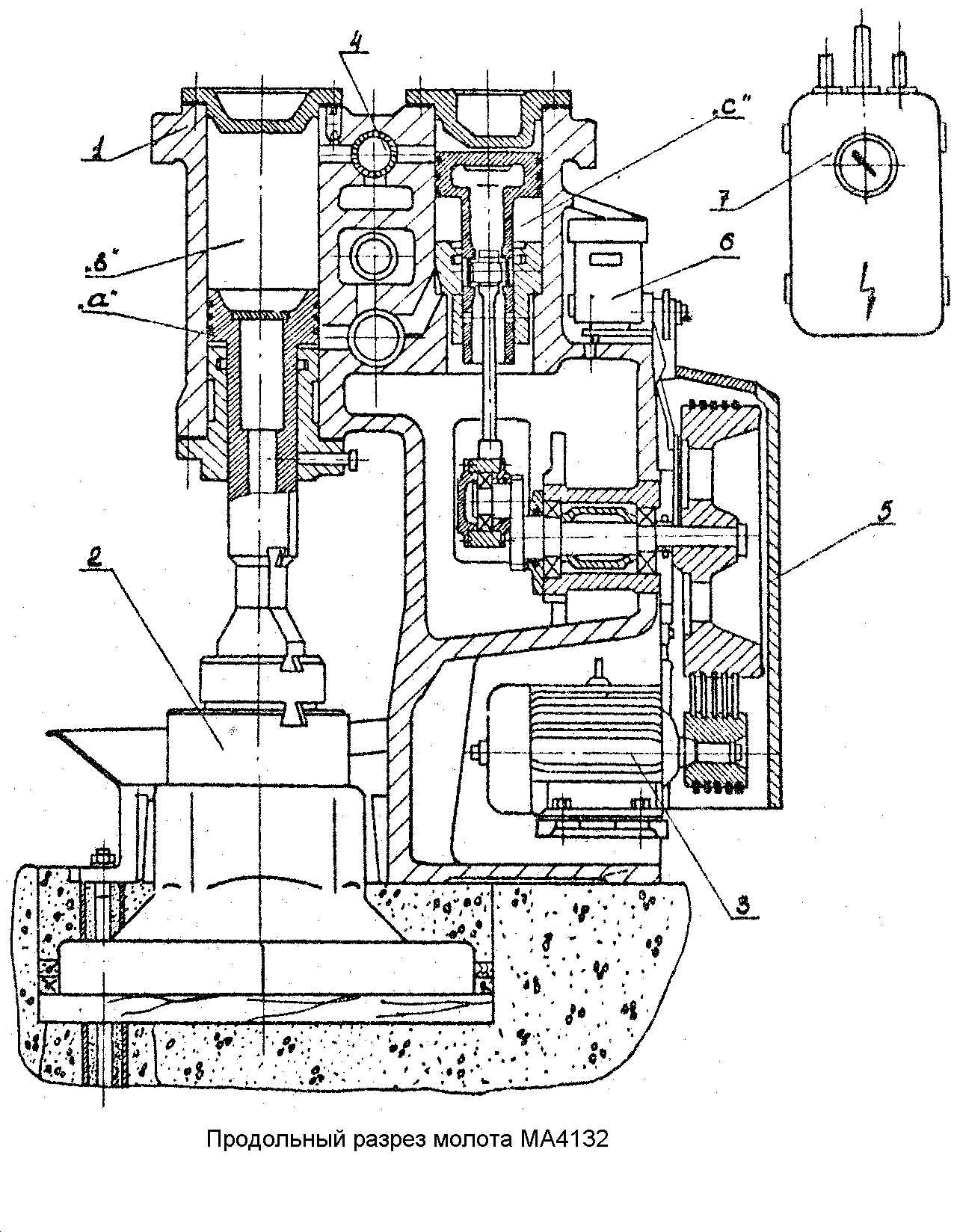
Поверхности, обеспечивающие частое перемещение сопряженных деталей (направляющие станин ковочных молотов, прессов, прокатных станов и т. п.). . . [c.12]
| Фиг. 33. Фундамент ковочного молота. |
Кованые заготовки изготовляются осадкой слитка на ковочном молоте с последующей его вытяжкой. Равномерную рекристаллизованную структуру металла свободной ковкой получить трудно. Кроме того, часто можно наблюдать утяжины на концах заготовки, отрезка которых приводит к излишнему расходу металла. Ковка заготовок ввиду ее низкой производительности и значительного процента брака применяется только в опытном производстве.
[c.460]
Кроме того, часто можно наблюдать утяжины на концах заготовки, отрезка которых приводит к излишнему расходу металла. Ковка заготовок ввиду ее низкой производительности и значительного процента брака применяется только в опытном производстве.
[c.460]
Сплавы Ковочные молоты Ковочные гидравлические прессы Штамповочные молоты двойного действия Штамповочные кривошипные прессы Ковочные вальцы [c.462]
В серийном производстве заготовки зубчатых колёс выполняются методом штамповки в подкладных штампах на ковочных молотах при крупносерийном и массовом штамповка производится на штамповочных молотах в закрытых штампах. [c.179]
В массовом производстве заготовки выполняются штамповкой на горизонтальноковочных машинах, штамповочных молотах или прессах, в серийном производстве — штамповкой в подкладных штампах на ковочных молотах. Припуски на обработку принимаются те же, что й для цилиндрических зубчатых колёс (см. стр. 179). В условиях массового производства заготовки -в некоторых случаях выполняются с профилем зубьев на мощных штамповочных прессах или методом центробежной отливки.
[c.183]
179). В условиях массового производства заготовки -в некоторых случаях выполняются с профилем зубьев на мощных штамповочных прессах или методом центробежной отливки.
[c.183]
Ковочные молоты являются основным видом оборудования в кузнечных цехах применяются с весом падающих частей от 25 до 6000 кг, в единичных случаях — до 30 000 кг. Наиболее распространены молоты 500—5000 кг. Максимальный вес слитков, обрабатываемых на ковочных молотах, около 2 т. [c.348]
Ручное управление производится машинистом при помощи рукоятки или самим кузнецом от педали. Управление от педали применяется для ковочных молотов с весом падающих частей до 400 к г. [c.349]
Вес ковочных молотов (без шабота) на I т веса падающих частей колеблется в пределах для одностоечных — от 12,5 до 10,6 /я двухстоечных арочных — от 10 до 8,5 т двухстоечных мостовых — от 13 до 9,5 т. Большие цифры — для меньших по тоннажу молотов. [c.349]
Парораспределение. Ручное управление применяется для ковочных молотов, приведённых в табл. 3, 4, 5 и 6. Механизмы с ручным управлением изображены на фиг. 12 (а, б, в, г, д — устаревшие типы парораспределения).
[c.352]
Ручное управление применяется для ковочных молотов, приведённых в табл. 3, 4, 5 и 6. Механизмы с ручным управлением изображены на фиг. 12 (а, б, в, г, д — устаревшие типы парораспределения).
[c.352]
Фиг, и. Автоматические парораспределительные механизмы ковочных молотов. [c.354]
Фиг 15. Универсальный парораспределительный механизм ковочных молотов. [c.354]
Ввиду параллельной работы распределительного золотника и пускового дросселя у штамповочных молотов применяется совмещённое количественно-качественное регулирование работы пара. Наличие цикла качания у штамповочных молотов вместо цикла держания бабы на весу ковочных молотов способствует увеличению числа ударов в минуту. [c.358]
Индикаторная диаграмма ковочных молотов. При последовательных автоматических ударах рабочий процесс молотов (фиг. 6, 7, 8, 9, 10, 11) определяется теоретической
[c. 364]
364]
Элементы расчёта ковочных молотов. [c.365]
Уточнённая индикаторная диаграмма ковочных молотов [5,37]. Теоретическая индикаторная диаграмма (фиг. 35) не учитывает явления мятия пара. В действительности давление нижнего и верхнего пара на участках впуска — Нщ и у Ят остаётся постоянным до получения паром определённой скорости с 80 м сек. Скорость определяется по наименьшему сечению паровпускных каналов пускового дросселя н окон золотниковой втулки. [c.367]Площадь окна дросселя у ковочных молотов f p = 0,05 F суммарная площадь окон нижнего / и верхнего поясов золотниковой втулки = = (0,U6-HU,12) F, в средней 0,1F, [c.367]
На фиг. 38 представлена примерная уточнённая индикаторная диаграмма последовательных, автоматических ударов ковочных молотов. [c.367]
Энергия удара н скорость бабы в момент удара по уточненной индикаторной диаграмме у ковочных молотов (фиг. 38 незначительно отличается от и по теоретической индикаторной диаграмме (фиг. 35).
[c.368]
38 незначительно отличается от и по теоретической индикаторной диаграмме (фиг. 35).
[c.368]
Заготовки зубчатых колес в серийном производстве выполняются на ковочных молотах и подкладных штампах в крупносерийном и массовом производствах —на штамповочных молотах в закрытых штампах. В массовом производстве заготовки диаметром до 175 мм изготовляются также на горизонтально-ково)аных машинах в разъ емных штампах этот способ особенно выгоден, когда контур заготовки имеет сложный профиль или выемки между венцами. [c.447]
Свою трудовую жизиь Аносов начал со скромной должности техника для разных поручений. Однако это дало ему возможность подробно ознакомиться с работой обширного и хорошо оснащенного предприятия. Это был крупнейший тогда завод-комбинат. На его территории находились доменные печи и кричные цеха, в которых чугун переделывался в железо. В других цехах были установлены ковочные молоты, плющильные (прокатные) и резные станы, нагревательные печи. Завод имел собственную сырьевую базу — рудники, где добывалась железная руда, и лесные угодья, где из древесгшы выжигался уголь — топливо для металлургических агрегатов завода. Все механические устройства — воздуходувные меха, молоты и станки — приводились в действие водяными колесами у плотины на р. Ай.
[c.43]
В других цехах были установлены ковочные молоты, плющильные (прокатные) и резные станы, нагревательные печи. Завод имел собственную сырьевую базу — рудники, где добывалась железная руда, и лесные угодья, где из древесгшы выжигался уголь — топливо для металлургических агрегатов завода. Все механические устройства — воздуходувные меха, молоты и станки — приводились в действие водяными колесами у плотины на р. Ай.
[c.43]
На фиг. 33 изображен фундамент под паровоздушный двухтонный ковочный молот. Железобетонная масса фундамента имеет выемку, в которой располагается шабот. Для поглощения колебаний между шаботом и фундаментом помещают подшабот-ную прокладку из лиственичных или дубовых брусьев, уложенных в щиты. При значительной толщине прокладки брусья укладываются крест-накрест. [c.48]
Пример. Выбрать паро-воздушный ковочный молот для вытяжки в плоских бойках заготовки из стали с пределом прочности 60 KiiMxf и размерами ao=A =2U0 мм.
[c. 309]
309]
Горячая правка на наковальне и на бойках ковочных молотов, а также холодная ручная правка, применяемые как дополнительные операции для исправления отдельных случайно изогнутых деталей. Введение её в технологию является показателем несовершенства технологии или нетехнологичности самой детали. [c.373]
Паро-воздушные ковочные молоты, двухстоечные, мостовые, с направляющими [c.350]
Паро-воздушные ковочные молоты, одностоечные, с направляющими, с автоматическим управлением [c.352]
| Фиг. 38. Уточнённая индикаторная Фиг. 39. Ниж-диаграмма ковочных молотов при по- нее установоч-следовательных ударах. ное по южеиие |
 Падение давления — 2 ат на 1 м хода бабы. Давление нижнего пара постоянное р1=, Ь При выпуске в атмосферу рс] = ро = 1 кг1см , при выпуске в обратный паропровод равняется величине противодавления.
[c.368]
Падение давления — 2 ат на 1 м хода бабы. Давление нижнего пара постоянное р1=, Ь При выпуске в атмосферу рс] = ро = 1 кг1см , при выпуске в обратный паропровод равняется величине противодавления.
[c.368]Штоки. Штоки ковочных молотов изготовляются из стали углеродистой 45 и легированной, чаще ЗОХНЗ, 40ХНЗ. Выполняются цельными вместе с поршнем (фиг. 42) и разъёмными (фиг. 43). У современных ковочных молотов применяется горячая посадка поршня на конус штока, без дополнительного крепления у более ранних конструкций — крепление по ф иг. 43. [c.368]
Устройство и работа пневматического ковочного молота — Студопедия.Нет
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
УКРАИНЫ
ВОСТОЧНОУКРАИНСКИЙ НАЦИОНАЛЬНЫЙ
УНИВЕРСИТЕТ имени ВЛАДИМИРА ДАЛЯ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторным работам (1 – 7) по дисциплине
«Основы обработки металлов» (для студентов
специальностей «Технология и оборудование сварки» и «Технология и оборудование восстановления и повышения износостойкости машин и конструкций»)
Луганск 2003
УДК 621. 791
791
Методические указания к лабораторным работам (1 – 7) по дисциплине «Основы обработки металлов» (для студентов специальностей «Технология и оборудование сварки» и «Технология и оборудование восстановления и повышения износостойкости машин и конструкций») /Сост. Ю.А. Харламов, В.А. Шевченко. — Луганск: Изд-во Восточноукр. нац. ун-та, 2003. — с.
Приведено описание семи лабораторных работ, посвященных изучению методов получения заготовок и элементов сварных конструкций ковкой, штамповкой, механической и термической резкой металлов.
Рассмотрены требования к точности размеров, формы и качества поверхностей получаемых заготовок, конструктивные особенности используемого технологического оборудования и инструментов.
Описаны порядок выполнения работ и требования к их оформлению.
Составители: Ю.А. Харламов, проф.
Н. А. Будагьянц, проф.
А. Будагьянц, проф.
В.А. Шевченко, доц.
Отв. за выпуск Ю.А. Харламов, проф.
Рецензент А.И. Серебряков, доц.
ЛАБОРАТОРНАЯ РАБОТА 1
ИЗУЧЕНИЕ УСТРОЙСТВА И РАБОТЫ ПНЕВМАТИЧЕСКОГО КОВОЧНОГО МОЛОТА И ОСНОВНЫХ ОПЕРАЦИЙ КОВКИ
Задание
1. Ознакомиться с основными видами оборудования для ковки и его назначением.
2. Ознакомиться с принципиальной схемой работы пневматических ковочных молотов и конструктивными особенностями обследуемого молота.
3. Ознакомиться с основными операциями ковки и применяемыми для их исполнения инструментом и приспособлениями.
Цель работы: изучить принцип работы и особенности конструкции пневматического ковочного молота.
Оборудование, инструмент, оснастка
1. Пневматический ковочный молот с массой падающих частей 50 кг.
2. Штангенциркуль ШЦ-0-125.
3. Цилиндрические образцы из свинца.
Оборудование для ковки
Основное оборудование для ковки подразделяется на две группы: молоты и гидравлические ковочные прессы.
При ковке на молотах энергия, необходимая для деформирования металла, передается с помощью удара. Ковочный молот любой конструкции имеет следующие основные части: 1. Падающие (баба, шток, поршень, верхний боек). 2. Шабот (крупная отливка из стали, к которой крепится нижний боек, масса шабота в 10-15 раз больше массы падающих частей). 3. Станина с фундаментной плитой. 4. Фундамент.
По роду приводамолоты делятся на: пневматические; паровоздушные; гидравлические; механические.
По принципу действия молоты делятся на: молоты простого действия; молоты двойного действия.
У молотов простого действия энергия удара создается за счет свободного падения подвижных частей. Подъем подвижных частей осуществляется паром, сжатым воздухом или другим энергоносителем.
У молотов двойного действия энергия удара создается за счет свободного падения подвижных частей и дополнительного воздействия на них какого-либо энергоносителя с целью увеличения силы удара.
Наиболее широко применяются паровоздушные с массой падающих частей 0,5-8 т, иногда до 25т и пневматические молоты — 0,05-1т.
Ковочные гидравлические прессы с усилием 5-100 МН применяют для изготовления крупных поковок в основном из слитков.
Паровоздушные молоты. Молотами называются технологические кузнечно-штамповочные машины ударного действия, в которых энергия привода перед ударом преобразуется в кинетическую энергию линейного движения рабочих масс с закрепленным на них инструментом, а во время удара — в полезную работу деформирования поковки.
Для привода молотов используется пар, сжатый воздух или газ, жидкость под давлением, горючая смесь, взрывчатые вещества, электромагнитные и гравитационные поля. Таким образом, в молотах используются различные виды энергии: тепловая, упругостная, химическая, электродинамическая, гравистатическая и др.
Наибольшее распространение в промышленности получили паровоздушные молоты, приводимые в действие паром или сжатым воздухом. Паровоздущные молоты вследствие высокой производительности, простоты обслуживания и универсальности широко применяются как для ковки, так и для горячей штамповки поковок массой от нескольких сотен граммов до нескольких тонн. Однако изготовление молотов в обычном исполнении с массой падающих частей более 30 тонн связано с технологическими трудностями и экономически нецелесообразно.
Паровоздушный молот представляет собой довольно сложную термомеханическую систему. В зависимости от применяемого энергоносителя пар поступает по трубам от паровых котлов или паросиловых установок, а воздух — от групповых компрессорных станций. Пар и воздух несут термическую энергию и передают ее механической системе молота, воздействуя на поверхности раздела: на поршень, а также на крышку и стенки цилиндра. Состояние энергоносителя характеризуется давлением Р, температурой Ти объемомV.
Пар и воздух несут термическую энергию и передают ее механической системе молота, воздействуя на поверхности раздела: на поршень, а также на крышку и стенки цилиндра. Состояние энергоносителя характеризуется давлением Р, температурой Ти объемомV.
При проектировании паровоздушных молотов давление пара в соответствии с ГОСТом принимается равным 0,7-0,9 МПа, а давление воздуха — 0,6-0,8 МПа. Температура перегрева пара не должна превышать 573 К, а подогрева воздуха — 473 К (для предупреждения вспышки распыленных смазочных масел).
Принципиальная схема паровоздушного молота приведена на рис. 1.
В молотах простого действия энергоноситель служит только для подъема падающих частей в верхнее положение. Рабочая масса (падающие части) представляют собой бабу 2, на которой крепится верхний штамп (или боек). Рабочий ход (ход вниз) совершается под действием собственного веса падающих частей: бабы с верхним штампом, а также штоком 3 и поршнем 5, движущихся в рабочем цилиндре 4.
Нижний штамп (или боек) закрепляется с помощью штамподержателя или соублока на массе, воспринимающей удар, — шаботе.
Масса шаботов штамповочных молотов равна 20-25-кратной массе подвижных частей. Такое значительное повышение массы шабота необходимо для снижения уровня вибраций, возникающих при жестком ударе, которые наряду с повышенным шумом являются основными недостатками молота, существенно ограничивающими область применения.
В молотах двойного действия пар или сжатый воздух не только поднимают падающие части в верхнее положение, но и в процессе рабочего хода давит сверху на поршень, ускоряя движение падающих частей и тем самым увеличивая силу удара.
Таким образом, энергоноситель подается и в нижнюю, и в верхнюю полости рабочего цилиндра. Поступление его регулируется специальным распределительным органом-золотником, который в определенных положениях впускает энергоноситель в цилиндр и прекращает его подачу.
По своему технологическому назначению паровоздушные молоты делятся на ковочные и листоштамповочные.
Основные размеры и параметры молотов регламентируются государственными стандартами: паровоздушных штамповочных молотов — ГОСТ 7024-80; ковочных молотов — ГОСТ 9752-80.
За главный размерный параметр конструкций молотов с неподвижным шаботом принята масса подвижных частей или ударная масса m .
Параметрический ряд для штамповочных молотов представляют молоты с ударной массой 6330-25000 кг (составленные по геометрической прогрессии со знаменателем 1,6 — ряд R5).
Эффективная кинетическая энергия Тэ, развиваемая рабочей массой перед ударом, является вторым основным параметром молотов
с неподвижным шаботом. Для паровоздушных штамповочных молотов
предельные значения энергии составляют 16630 кДж.
Рис. 1. Принципиальная схема паровоздушного молота
Скорость рабочих частей перед ударом является зависимым параметром:
.
Устройство и работа пневматического ковочного молота
В пневматических молотах для передачи движения от привода к бабе используется упругая воздушная среда. Наибольшее распространение в отечественной промышленности получили пневматические двухцилиндровые одностоечные молоты двойного действия.
Пневматические молоты предназначены для изготовления мелких и средних поковок. Они не требуют компрессорных установок, котельных трубопроводов, так как сжатый воздух вырабатывается в компрессорном цилиндре, встроенном в станину. Молоты обладают большой быстроходностью (до 225 ударов в минуту) и относительно большим КПД (в среднем 35%). Эти молоты широко применяются в инструментальных цехах для ковки резцов, а также в ремонтных цехах.
Промышленность выпускает пневматические молоты с массой падающих частей от 50 до 1000 кг. С большей массой падающих частей такие молоты не изготовляют, так как они становятся очень громоздкими и неэкономичными.
Пневматический молот (рис. 2) имеет литую стальную станину 16 с двумя вертикальными цилиндрами — компрессорным 14 и рабочим 9. При включении электродвигателя 21 через ременную передачу 20, шкив 22 и маховик 19 начинают вращаться два зубчатых колеса — малое 18 и большое 23. На валу большого колеса укреплен кривошип 24, связанный с шатуном 17. На конце шатуна насажен поршень 13, который получает возвратно-поступательное движение и попеременно сжимает воздух в верхней и нижней полостях компрессорного цилиндра 14 до 200-300 кПа. Сверху компрессорный цилиндр закрыт крышкой 12.
Через каналы и распределительные краны 15 сжатый воздух поступает из компрессорного в рабочий цилиндр, закрытый снизу и сверху крышками 8 и 10. В рабочем цилиндре помещена баба 7 с укрепленным на ее конце верхним бойком 6.
Баба изготовлена заодно с поршнем (рис. 3,а). На поршне грибовидной формы выполнены канавки для поршневых колец и выточки лабиринтного уплотнения. В нижней части бабы сделан паз типа “ласточкин хвост” для крепления верхнего бойка. Чтобы баба не вращалась в цилиндре вокруг своей продольной оси, на ней сделаны лыски, а в буксе 8 (рис. 3, б) выбраны соответствующие пазы, в которые вставляются направляющие планки.
Чтобы баба не вращалась в цилиндре вокруг своей продольной оси, на ней сделаны лыски, а в буксе 8 (рис. 3, б) выбраны соответствующие пазы, в которые вставляются направляющие планки.
Рис. 2. Схема устройства пневматического двухцилиндрового одностоечного ковочного молота двойного действия
Шабот 3 (см. рис. 2) молота установлен на фундаменте 1 с прокладкой из деревянных брусьев 2. Нижний боек 5 молота крепится в промежуточной подушке 4, которая с помощью паза типа “ласточкин хвост” и клиньев закрепляется в пазу шабота.
Оба цилиндра, рабочий и компрессорный, соединены между собой каналами 11, которые перекрываются двумя кранами. Эти краны вместе со средним краном обеспечивают управление молотом, образуя с обратным клапаном воздухораспределительное устройство (рис. 4). Гнездо верхнего крана 4 соединяется с полостью, имеющей выход в атмосферу, вертикальным каналом. Над нижним краном 6 расположена промежуточная полость 2, в которой имеется обратный клапан 1. Средним краном 5 эта полость может сообщаться с полостью 3 и через нее — непосредственно с атмосферой.
Средним краном 5 эта полость может сообщаться с полостью 3 и через нее — непосредственно с атмосферой.
Рис. 3. Детали пневматического молота:
а — баба; б — букса
Пневматический молот в зависимости от расположения кранов управления может работать в нескольких циклах: держание бабы на весу; автоматические удары; единичные удары; прижим поковки; холостой ход. Схема работы воздухораспределительного устройства молота при различных циклах показана на рис. 5, на котором цифрами 1 и 2 обозначены полости.
Держание бабы на весу (рис. 5, I). Рукоятка управления поставлена вертикально вниз. Краны стоят так (сеч. А-А), что верхние полости компрессорного и рабочего цилиндров соединены с атмосферой. Через нижний кран воздух из нижней полости компрессора проходит в промежуточную полость 2, открывает обратный клапан 1 (см. рис. 3) и далее по вертикальным каналам (сеч. Б-Б) попадает в нижнюю полость рабочего цилиндра.
Рис. 4. Схема кранового воздухораспределительного устройства
пневматического молота
Обратно из нижней полости цилиндра воздух выйти не может, потому что этому препятствует обратный клапан. Поэтому под поршнем рабочего цилиндра постоянно поддерживается некоторое давление и баба удерживается на весу.
Автоматические удары (рис. 5, П). Рукоятку управления поворачивают против часовой стрелки. При этом верхние полости рабочего и компрессорного цилиндров, а также нижние полости попарно соединены друг с другом (сеч. А-А).
Рис. 5. Положение кранов воздухораспределительного устройства при работе пневматического молота (места сечения см. рис. 4)
Совершая возвратно-поступательное движение, поршень компрессора создает над поршнем и под ним в рабочем цилиндре попеременно сжатие и разрежение, благодаря чему баба наносит автоматически повторяющиеся удары. Сила удара зависит от угла открытия кранов рукояткой и количества поступающего воздуха в рабочий цилиндр молота.
Прижим поковки (рис. 5, Ш). Для этого необходимо из положения “Держание бабы на весу” повернуть рукоятку по часовой стрелке. Верхняя полость компрессора соединена с атмосферой (сеч. А-А). Из нижней полости компрессора воздух через нижний кран поступает в промежуточную полость и через обратный клапан проходит в вертикальный канал (сеч. Б-Б), откуда через верхний кран воздух попадает в верхнюю полость рабочего цилиндра. Из нижней полости рабочего цилиндра через нижний кран воздух выходит в атмосферу (сеч. В-В), и баба молота осуществляет прижим.
Единичные удары. Из положения “Держание бабы на весу”, быстро вращая рукоятку по часовой стрелке и обратно, получают серию единичных ударов.
Холостой ход. Рукоятка управления установлена на цикл “Держание бабы на весу”, тогда верхние полости цилиндров сообщаются с атмосферой. Чтобы перевести компрессор на холостой ход и плавно опустить бабу, средний кран устанавливают так, что промежуточная и нижняя полости компрессора сообщаются с атмосферой.
Чтобы баба во время работы не ударила о крышку рабочего цилиндра, в его верхней полости предусмотрено буферное пространство. Когда поршень-баба перекроет канал, соединяющий верхние полости обоих цилиндров, воздух в буферном пространстве сжимается. В это время поршень компрессорного цилиндра идет вверх и создается давление в его верхней полости. Однако вследствие того, что канал закрыт поршнем рабочего цилиндра, воздух, находящийся в компрессорном цилиндре, не имеет выхода. Чтобы можно было подать воздух в верхнюю полость рабочего цилиндра, имеется обратный шариковый клапан. Когда в верхней полости компрессорного цилиндра давление воздуха станет больше, чем в буферном пространстве, клапан открывается, и воздух подается в верхнюю часть рабочего цилиндра.
Молот М4129 — Всё для чайников
Молот М4129
- Подробности
- Категория: Пресса, ножницы и молоты
Молот ковочный пневматический МА4129А с массой падающих частей 80 кг предназначен для протяжки, осадки, пробивки отверстий, горячей рубки металла, кузнечной сварки, гибки металла и т. д. методом свободной ковки на плоских. и фасонных бойках.
д. методом свободной ковки на плоских. и фасонных бойках.
Работе и закрытых штампах не допускается, так как жесткость и эксцентричность удара при штамповке может привести к поломке бабы, буксы или других деталей молота.
Скачать документацию
Кинематическая схема
Устройство и работа молота и его составных частей
Рабочий и компрессорный цилиндры молота соединены между собой каналами. Взаимосвязь цилиндров между собой и с атмосферой достигается с помощью кранов, положение которых устанавливается рукояткой управления или педалью. Энергоносителем служит сжатый воздух, вырабатываемый в компрессорном цилиндре «с» (см.рис.1)
Попадая через каналы в рабочий цилиндр «b», сжатый воздух приводит в движение бабу «а» которая, нанося удары по поковке, производят работу»
Возвратно-поступательное движение поршня компрессора сообщается кривошипно-шатунным механизмом, получающим движение от электродвигателя через клиноременную передачу.
Буферное устройство
Для предотвращения ударов бабы о верхнюю крыщку рабочего цилиндра предусмотрено буферное устройство (рис. 2).
При подъеме бабы до кромки 0 канале С оставшийся между поршнем и крышкой воздух (полость В) образует буфер препятствующий удару бабки о крышку и ускоряющий возврат бабы из крайнего верхнего положения.
Обратный клапан 1 предупреждает зависание бабы в верхнем крайнем положение и перегрузку компрессора молота. Клапан препятствует выходу воздуха при образование буфера, однако он немедленно открывается , если давление воздуха в полости В станет ниже, чем в канале .
Воздухопополнение
Воздухопополнение происходит снизу через внутреннюю полость поршня компрессора, через, окно D в поршне компрессореа(см. рис.2), отверстия Е в штоке поршня и К в цилиндре компрессора. Последние, совмещаясь в крайних верхнем нижнем , положениях поршня, последовательно сообщают верхнюю и нижнюю полости компрессора с атмосферой.
Уплотнение штока баба и поршня компрессора
Баба фиксируется от вращения направляющими планками 3, вмонтированными в её буксу (рис.3). Для уплотнения штока бабы и штока поршня компрессора в буксах 1 и 2 сделаны кольцевые выточки, в которых монтируются сегменты и сухари 4, втягиваемые пружинами 5. По мере износа штока бабы и поршня компрессора, а также сухарей и сегментов зазоры «а» уменьшаются, но могут быть восстановлены запиловкой торцов сегментов.
Крепление пальца верхней головки шатуна
Палец 4 шатуна (рис.4) удерживается от осевого перемещения пружинными стопорными кольцами 3.
Крепление подушки и бойков
Подушка 4 (рис.5) крепится в отверстие нижней части станины 1 стяжным винтом 6. Для фиксации подушки в станине предусмотрена планка 2, которая крепится к станине двумя болтами М12 .
Замену прокладок 3 и 5
Электрическая схема
Скачать документацию
Как сделать кузнечный молот своими руками
Изящные ворота, оконные решетки, арки, элементы садового дизайна – вот далеко не полный перечень того, что можно сделать самостоятельно, не прибегая к услугам различных умельцев, которые, кстати говоря, не такие уж и дешевые.
Однако мало кто знает, что создать небольшую кузню можно и у себя дома, причем для этого не понадобится какое-то огромное, соответствующим образом оборудованное помещение. Для проведения подобных работ места нужно не так уж и много, поэтому компактную кузню соорудить довольно просто.
Что нам, в принципе, нужно? Разогреть заготовки и иметь возможность их на чем-то соответствующим образом обработать. Но главный «механизм» – кузнечный молот, которым осуществляется штамповка или ковка различных деталей. В старину кузнецы пользовались ручным инструментом. Учитывая специфику работы, его вес был соответствующим, поэтому и не каждый человек мог с ним управляться.
Гораздо целесообразнее, не надеясь на свои физические данные, изготовить молот механический, тем более что работа с ручным требует определенных навыков и опыта. Конструктивных исполнений такого «агрегата» может быть довольно много, так как в качестве привода используются различные устройства. Рассмотрим один из вариантов.
Подготовка площадки
Ее необходимо выровнять и хорошо утрамбовать. Для контроля горизонтальности можно воспользоваться доской и строительным уровнем. При работе молота будет создаваться довольно большая нагрузка на грунт. Поэтому площадку необходимо забетонировать. Естественно, с укладкой армирующего слоя (металлическая сетка).
Изготовление рамы
Понадобится швеллер. Его размеры зависят от того, какие детали предполагается обрабатывать. Чаще всего используется изделие с «параметрами» 12 х 8 см (вполне достаточно для бытовых потребностей). Его придется разрезать на 2 части, для удобства пользования и устойчивости – длиной не менее 2 м. Следовательно, понадобится швеллер от 4 м.
Расстояние между его частями (которые будут служить «салазками» станины) выбирается произвольно, в зависимости от предполагаемых размеров наковальни. Вполне достаточно около 0,8 – 1 м. Между ними ставятся распорки, и вся конструкция скрепляется при помощи сварки. В качестве «поперечин» можно использовать любые изделия из металла – толстую полосу, трубу, тот же швеллер.
Важная особенность — так как передняя часть станины (где будет расположена наковальня) в процессе работы подвергается максимальной динамической нагрузке, распорку здесь устанавливают ПОД швеллера. В задней части – чуть ближе к их верхнему краю.
Следующий этап – установка стоек для крепления рычага молота, также при помощи сварки.
Механизм молота
В первую очередь необходимо сделать рычаг, на одном конце которого будет «ударник» (боек), на другом – противовес. Такая конструкция может быть как сборной, так и монолитной. Чтобы в процессе «производства» такая штанга не изгибалась от силы ударов, для ее изготовления целесообразно использовать полосовую сталь (не трубу) толщиной не менее 2,5 см. Ширина – в пределах от 7 см. Почему нельзя меньше, станет понятно чуть позже.
Примерно на расстоянии в 1/3 (от общей длины полосы) от ее края вырезается отверстие, через которое будет проходить труба (ось вращения рычага). В него вставляется обрезок другой трубы соответствующего диаметра, который будет играть роль подшипника. Он тщательно приваривается к штанге по всей окружности, с обеих сторон.
Если ширина полосы 70 мм, то диаметр отверстия должен быть меньше настолько, чтобы до края рычага оставалось примерно 0,8 – 1 см (иначе в этом месте штанга может пойти на излом). Следовательно, в данном случае для «подшипника» понадобится кусок трубы 50 мм. Ну а диаметр «перекладины» для установки рычага подбирается с расчетом, чтобы он не «болтался», и в то же время свободно вращался на оси.
К одному концу рычага сваркой прикрепляется ударная часть (собственно молот), к противоположному – противовес. «Боек» нужно обязательно делать из особо прочной, инструментальной стали. Недостаточно твердый металл начнет деформироваться в процессе ковки, и проку от него не будет.
Для исключения смещения рычага вправо/влево по осевой трубе он фиксируется по ее центру при помощи шпилек, которые вставляются в радиально просверленные отверстия.
Сборка устройства
Стойки уже смонтированы, поэтому штанга надевается на ось, которая и закрепляется на них. Можно это сделать при помощи сварки, но с точки зрения ремонтопригодности лучше в стойках-швеллерах также вырезать сварочным электродом отверстия, и осевую трубу вставить в них. В случае необходимости механизм всегда можно будет разобрать.
После установки «молота» необходимо проверить горизонтальное положение всей конструкции. Даже малейший перекос в какую-либо сторону не допускается.
Наковальня
Ее несложно изготовить из тех же полос железа. Предварительно сваривается рама (уголок соответствующего размера), на которую накладываются заготовки. Все они привариваются не только к основанию, но и скрепляются сваркой же между собой. Сверху накладывается обрезанный по размеру лист толстого железа и также приваривается к раме по всему периметру.
Соответственно, что для такой сборки нужно продумать ножки (по типу стола). Верхняя поверхность наковальни, на которую будут укладываться детали для обработки, также должна быть расположена в горизонтальной плоскости.
Привод
Здесь уже каждый думает сам. Можно сделать его «ножным», можно через систему шестерен присоединить к эл/двигателю. Вариантов много.
В данной статье дан лишь общий принцип монтажа «ручного» кузнечного молота. Если он понятен, то самостоятельно нетрудно определиться и с размерами, и с весом (ударника). Нужно, прежде всего, ориентироваться на то, что конкретно хочется изготовить, для чего все это устраивается. Возможно, кто-то применит и другие материалы и изменит схему сборки, что-то добавит, улучшит. Возможностей для фантазии много.
| Производство ПОВКА ПРОЦЕССЫ Металлическая ковка Гидравлические и механические прессы Заголовок или расстроенная ковка Металлический пирсинг Размер металла Валковая ковка Обжимка или радиальная ковка Металлические зуборезы Ковка металлического шара Орбитальная ковка Кольцо Ковка Клепка Чеканка металла Изотермическая ковка Обрезка кованых деталей Ковка с высоким уровнем энергии ПРОИЗВОДСТВО ПРОЦЕССЫ Литье металла Обработки металлов давлением Металлопрокат Металл Экструзия Рисунок Металла Листовой металл Порошковые процессы | Есть много различных типов станков, которые можно использовать во время операция по ковке металла.Процессы ковки металлов можно классифицировать по способам, с помощью которых они передать силу / энергию рабочему материалу. Конкретный используемый станок будет определять тип система подачи силы, используемая для создания рабочего запаса. Поскольку метод передачи силы от станка к работе принципиально отличается между двумя классами процессов ковки, машины, используемые для ковки металла, как правило, относятся к одной из двух основных категорий: ковочные молотки или машинные прессы.Станки для ковки, прессы или молотки, передают усилие на металл. работать через штамповку. Однако эти два класса станков во многих отношениях различаются. Поковка с падением подразумевает быструю, высокую энергию передача силы для ковки работы. В кузнице это Энергия передается с помощью механических средств, в частности, установки с молотком и опорой . Падение ковки молот может приводиться в действие только силой тяжести, или дополнительные источники силы могут увеличивать его сила.Вторая основная классификация процессов ковки металла — это штамповка , аналогичная Чтобы опустить ковку, штамповка также передает энергию заготовке с помощью механических средств. Однако сила применяется более постепенно, в течение более длительного хода. Этот тип процесса использует нажимное действие .В этом разделе обсуждаются кузнечные молотки, прессы (также широко используемые в экструзии и производство листового металла, отсюда и термин обработка на прессе), рассматриваются далее.Подбор конкретного Станок будет зависеть от деталей процесса ковки металла и наличия станков. Размер и геометрия штампуемой детали, желаемая точность, прочность обрабатываемого металла, температура ковки, требуемые механические свойства окончательной ковки, чувствительность от работы до скорости деформации, количества деталей, которые должны быть изготовлены, времени на изготовление детали и расходы на производственную операцию — это все факторы, которые влияют на выбор конкретного металла кузнечный станок. Ковочный молот получает свою мощность от кинетической энергии плунжера и верхняя часть формы приводится в движение. Плунжер и верхняя матрица перемещаются в линейный путь к нижней матрице и наковальне. Работа помещается в нижний штамп. В точке столкновения, когда две матрицы встречаются, кинетическая энергия передается на металлическая ковка, образующая деталь. Хотя рабочий запас поглощает огромное количество удар, большая часть энергии передается машине и полу здания.Этот следует учитывать при планировании производственной операции с использованием ковки методом прямой ковки. молоток.
Часто может потребоваться несколько ударов ковочного молотка, чтобы полностью выковать деталь. Процесс повторяется до закрытия штампа. Масса барана равна важный фактор в работе. В обрабатывающей промышленности поршни для ковочных молотков. обычно весит несколько тысяч фунтов, хотя вес может быть всего несколько сотен фунтов, а вес барана может достигать 50000 фунтов с некоторые мощные кузнечные молотки.Наковальня для штампа для ковки должна обеспечивать прочное основание. для операции вес наковальни может быть в двадцать или тридцать раз больше вес молота. Термин «прямая ковка» может использоваться для процессов, в которых используются: кузнечный молот. Тем не менее, капельная ковка может означать, что сила тяжести является единственной силой используется молотком для получения энергии для ковки детали. В этом разделе освещается правда ковочные станки, также будут охватывать ковочный молот, который полагается не только на гравитации, но также и от дополнительной силы, производимой от самого станка. Доска Drop HammerОтбойный молоток для досок — это ковочный станок, работающий только под действием силы тяжести. К барабану прикреплена доска из твердой древесины, ролики захватывают доску и могут поднять доску и толкатель из-за сил трения между доской и ролики. Как только гидроцилиндр будет поднят на необходимую высоту, ролики можно развести в стороны. и аппарат будет выпущен, отправив кузнечный молот в путь.
Ремень Drop HammerОтбойный молоток для ремня — еще один ковочный станок, работающий аналогично молоток падения доски.Ролики захватывают ремень, соединенный с гидроцилиндром. Они поднимают молот ремень, это вызывает провисание ремня. Раздвигая ролики, можно освободить ремень. Когда пояс отпущен, молоток упадет. Этот тип машины также полагается только на силу тяжести.
Отбойный молотокОтбойные молотки используют силу сжатого воздуха или пара для подъема таран, и чтобы ускорить его вниз, чтобы поразить работу.Отбойные молотки может ускорять плунжер вниз до более высокой скорости, чем обычная ковка станки, они также могут вместить более массивный ползун. Отбойные молотки может выдавать гораздо больше энергии на удар, чем обычные ковочные молотки. Этот мощный станок в некоторой степени полагается на силу тяжести, как и предыдущий ковочный станок. молотков, но система подачи энергии позволяет использовать гораздо больше силы, как при подъеме и бросая молоток.Для поднятия молота вправо используется сжатый воздух или пар. высота. Затем давление, удерживающее гидроцилиндр, сбрасывается, и одновременно прикладывается давление. в верхнюю часть аппарата. Сброс давления позволяет молотку упасть и одновременное приложение давления к его вершине заставляет его ускоряться вниз с большой скоростью навстречу металлической поковке.
TOP | ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ |
Ковочные молотки
Ручные молотки существуют со времен первобытного человека.Эволюция ручного молотка возникла из-за необходимости и является прародительницей всех последующих изобретений. Сегодня молотки бывают разных размеров, форм, веса и конструкций, чтобы помочь пользователю выполнять поставленную задачу более легко и эффективно.
Big Blu Manufacturing добавила новую линейку специальных молотков к существующей линейке ручных инструментов. Все молотки выкованы горячим способом из инструментальной стали, имеют прецизионную шлифовку и закреплены на прочной рукоятке из гикори, что обеспечивает идеальное сочетание баланса и контроля.Перед выпуском в открытый доступ каждая конструкция молота была тщательно протестирована в нашем производственном цехе.
Хотя концепция ручного молотка, безусловно, не нова, у Big Blu Manufacturing есть то преимущество, что все молотки и инструменты создаются кузнецами для кузнецов, что гарантирует такое же качество и мастерство, которые клиенты ожидают от всей продукции Big Blu.
Идеально сбалансированный, с одним крестообразным венцом и одним плоским квадратным лицом со скошенной кромкой.Разработан для w ..
$ 165,00
Эти диагональные ударные молотки эргономично разработаны для работы с естественными движениями тела.
$ 165,00
Эти молотки с диагональным ударным ударом эргономично разработаны для работы с естественными движениями тела..
$ 165,00
Идеально сбалансированный, с одной круглой лицевой частью с короной и одной плоской квадратной лицевой стороной со скошенной кромкой. Разработан, чтобы выдерживать ..
170,00 долл. США
Идеально сбалансированный, с одной прямой лицевой частью с короной и одной плоской квадратной гранью со скошенной кромкой. Разработан т..
$ 165,00
..
$ 187,00
p.p1 {margin: 0.0px 0.0px 13.0px 0.0px; высота строки: 15,0 пикселей; шрифт: 13.0px Helvetica; цвет: # 26262 ..
$ 187,00
..
$ 187,00
..
$ 215,00
..
$ 215,00
p.p1 {margin: 0.0px 0.0px 13.0px 0.0px; высота строки: 15.0px; шрифт: 13.0px Helvetica; цвет: # 26262 ..
$ 220,00
..
$ 215,00
..
$ 215,00
..
$ 150,00
p.p1 {margin: 0.0px 0.0px 13.0px 0.0px; высота строки: 15,0 пикселей; шрифт: 13.0px Helvetica; цвет: # 26262 ..
$ 182,00
Ковочный молот 1,5 кг — Biltema.no
Быть клиентом Biltema теперь проще и веселее.С My Biltema вы получаете отличные цены и специальные предложения на избранные продукты, доступ к вашим сохраненным спискам покупок и цифровые квитанции. Членство совершенно бесплатно.
- Обзор
- Мои чеки
- Мои списки покупок
- Мои заказы
- Мои детали
- Предложения
- Карта Билтема
- Каталог и брошюры
- Обслуживание клиентов
- Авторизоваться
- Регистрация
- Выйти
Молоты — Молоты — Кувалды | Источник Молота
Присоединяйтесь к нашему списку рассылки для специальных предложений!
Адрес электронной почты Переключить меню630-969-1100
- Подарочный сертификат
- Войдите или зарегистрируйтесь
- 0
- долларов США
- Австралийский доллар
- Бразильский реал
- Британский фунт
- Канадский доллар
- Датская крона
- Евро
- Японская иена
- Мексиканский песо
- Новозеландский доллар
- Норвежская крона
- Южноафриканский рэнд
- Шведская крона
- долларов США
| Правила OSHA и Ковочные машины 29 CFR 1910 г.218 Нормы OSHA, касающиеся силовых молотов и кузнечных машин, довольно ясны и по существу. Были прояснены изначально нечеткие области. В этой статье рассматриваются механические аспекты правил. Также действуют другие правила. Небольшой кузнечный цех вызывает беспокойство по трем направлениям.
Документы 29 CFR 1910.218 Ковочные машины |
Ковочный молот на Coub
Ковочный молот на Coub- Дом
- Горячей
- Случайный
Подробнее…
Показать меньше
- Мне нравится
- Закладки
- Сообщества
Животные и домашние животные
Мэшап
Аниме
Фильмы и сериалы
Игры
Мультфильмы
Искусство и дизайн
Музыка
Новости и политика
Спорт
Наука и технологии
Знаменитости
Природа и путешествия
Мода и красота
танец
Авто и техника
NSFW
Рекомендуемые
Coub of the Day
-
Темная тема