Холодная ковка своими руками станки чертежи фото
Элементы в виде завитков, выполненные из прутков, широко применяются в дизайне придомовых территорий и интерьере жилых помещений. Для их изготовления используется специальные приспособления. Одно из них — это улитка. Домашние мастера часто конструируют это устройство из подручных материалов сами. Если вы также хотите знать, как изготавливается улитка для холодной ковки своими руками, то эта статья для вас. Из нее вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельного монтажа.
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
 Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
 Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.

Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Чертежи улитки для ковки
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.

Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.

Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
 Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Холодная ковка станки своими руками — отличная идея для бизнеса
Холодная ковка своими руками – в наше время достаточно популярная тема для обсуждения. В этом вопросе заинтересованы как начинающие кузнецы, так и бывалые специалисты, что обусловлено довольно быстрым развитием всевозможных инноваций. Получить более подробную информацию возможно, посетив один из подобающих электронных ресурсов. Там, обычно, можно найти желаемые чертежи станков для холодной ковки.
Что такое холодная ковка металла
Если представить, что холодной ковкой металла заинтересован не бывалый кузнец, а новичок, только пробующий себя в данной сфере, то перед изучением чертежей и самостоятельным созданием станков, следует ознакомится с положительными и отрицательными сторонами декоративной, холодной ковки.
Нужно отметить, что холодная ковка совершенна не похожа на обычный процесс ковки. Однако, все возможные ковки служат для единой цели — для создания
радующей глаз декоративной конструкции, обрамленной художественной ковкой. Если возникает самостоятельное желание создавать станки для ковки, такие как гидравлический аппарат, пресс для ковки, молот или другие составляющие, есть замечательная возможность создать красивые изделия и для коттеджей, и для городских квартир. Они легко украсят и подчеркнут интерьер дома и прилагаемую территорию. Следует обратить внимание, что изготовление такой холодной ковки на самодельных станках для холодной ковки возможно без больших материальных затрат.
Элементы холодной ковки
Приобретенные навыки можно использовать для профессионального декорирования помещения, в том числе появляется возможность обзавестись собственным бизнесом. Разобраться в этом не составит большого труда, потому что достаточно всего лишь тщательно изучить чертежи, а после реализовать их в виде универсального, гидравлического или же другого, сделанного вручную станка, созданного для художественной ковки. Так как этот процесс совершенно не похож на обычную кузнечную ковку, он не подразумевает сложного в использовании оборудования. Единственные требования – добыть нужные составляющие и вручную собрать многофункциональный станок.
В действительности холодная ковка осуществляется по принципу сгибания довольно тонко прокатанного металла, при этом металл предварительно не нагревается. Для реализации этой процедуры достаточно будет ознакомится с чертежами и создать хотя бы три устройства — самодельные станки. Это легко удастся даже совершенно не опытному в этом деле человеку, однако знающему, что такое обычные металлические прутья.
Это легко удастся даже совершенно не опытному в этом деле человеку, однако знающему, что такое обычные металлические прутья.
Что можно сделать посредством холодной ковки
С помощью самодельного пресса, гидравлического аппарата и иных рукотворных станков можно создавать такие поделки, как декоративные решетки, заборы и другие подобные ограждения, являющиеся великолепным дизайнерским решением. Вкладываясь в бизнес этого направления, не придется долго ждать окупаемости продукции, так как затраты на сырье будут невелики. В свою очередь оборудование и комплектующие (пресс, молот и другие станки) тоже не требуют крупных затрат.
После детального изучения схем и чертежей станков и другого оборудования, а также успешного нахождения подходящего для установки этого оборудования (пресс, молот и гидравлический аппарат) помещения можно приступать к созданию декоративных металлических изделий. Помимо упомянутых выше изделий также можно создавать и другую декоративную продукцию, такую, как:
— элементы лестницы;
— мангалы;
— наборы для каминов;
— кованые подставки для цветов и иные предметы, посредством которых можно оформить декор помещения.
Такие изделия всегда будут популярны, поскольку художественная ковка является прекрасным дизайнерским решением.
Ключевые особенности производственного процесса
Промышленный процесс, непосредственно касающийся художественной ковки, отличается некоторыми положительными чертами. Для начала, он не требует больших затрат на спецоборудование, так как продукция этого типа, созданная для оформления декора помещений или территорий, весьма недорого стоит. Собственноручно изготавливая для художественной ковки такие вещи, как, например, пресс, гидравлический аппарат, молот, возможно окупить всё в довольно короткие сроки. Производственный процесс холодной ковки, гарантирующий интересное оформление и декорирование, возможно устроить в любом помещении, что объясняется протеканием процесса без нагревания металла. Вручную собранные станки в любое время при разных обстоятельствах не составит труда переместить в другое место, затратив на это не больше дня.
Вручную собранные станки в любое время при разных обстоятельствах не составит труда переместить в другое место, затратив на это не больше дня.
Для выпуска изделий, изготовленных из металла, не обязательно владеть определенными навыками и особыми знаниями, потому что освоение молота, пресса и других незаменимых аппаратов дается легко. Положительным фактом также является низкая стоимость при самостоятельной сборке оборудования, которая окажется в 10 раз меньше, чем при покупке. Достаточно изучить специальные схемы, приобрести на их основании необходимые комплектующие и сделать по ним такой аппарат как пресс, молот. В этом случае, не ограничиваясь декором своего дома, можно наладить массовое производство, получая хорошую прибыль от собственного бизнеса. Холодная ковка своими руками не сложна в исполнении, но при этом такой привлекательный декор всегда пользуется спросом, а также отличается своей высокой практичностью и оригинальностью.
Особенности создания элементов холодной ковки, сборка станка, чертежи
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями.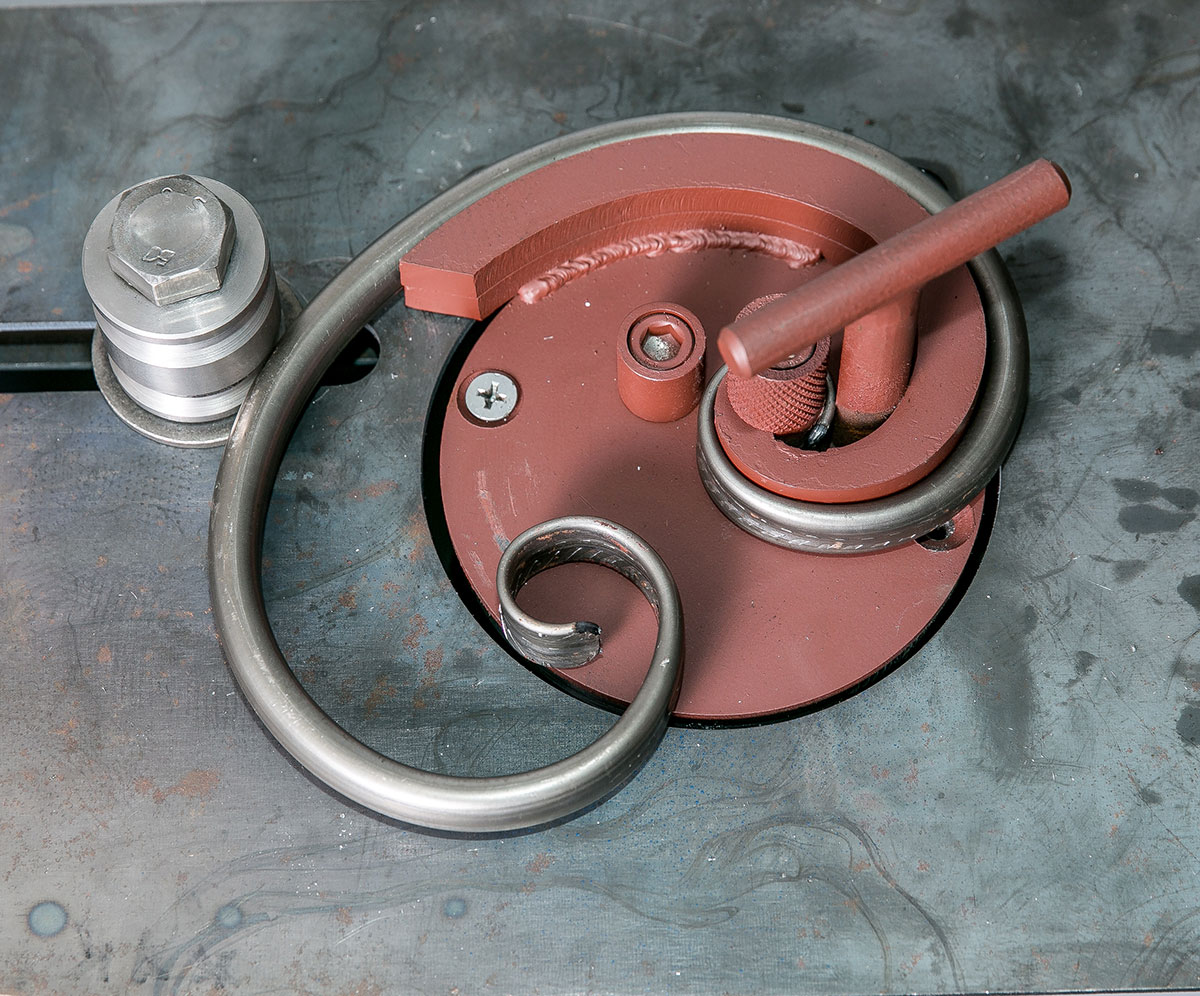 Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
| Нужно восстановить непригодные ролики? Применяйте NEWELD методику высокопрочной наплавки! Оперативно, прочно, качественно. Узнайте по телефону 7(343) 302-10-27. |
- вытяжка,
- кручение,
- гнутье.
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм. Оптимальным считается размер 25?40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.~
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
Информационный центр изготовителя ножей DIY: Ковочный пресс DIY 20 тонн: Часть 1
Бюджетный ковочный пресс 20 тонн
Имея под рукой кузницу, изготовитель ножей естественным образом переходит к изготовлению стали, сваренной по шаблону. Эти заготовки изготавливаются из двух или более видов стали и свариваются поковкой. Одним из инструментов, который действительно помогает при прессовании стали, является гидравлический ковочный пресс. Настоящая сделка очень дорога и недосягаема для такого низкобюджетного парня, как я, но есть способы выполнить работу с ограниченным бюджетом. Увидев Т.А. В конструкции Толера, где он использует относительно недорогой 20-тонный домкрат для бутылок с пневматическим приводом и сварную стальную раму, я подумал, что могу внести некоторые базовые изменения в его конструкцию и немного задокументировать ее. Этот пресс отнюдь не идеален, но это хороший прочный блок, сделанный для относительно небольшого количества добычи. Я сделал это из материала, который у меня был, чтобы сэкономить.
Этот пресс отнюдь не идеален, но это хороший прочный блок, сделанный для относительно небольшого количества добычи. Я сделал это из материала, который у меня был, чтобы сэкономить.Домкрат для бутылок представляет собой типовой 20-тонный пневмопривод. Сжатый воздух управляет приводом на задней части домкрата, который заставляет подъемник подниматься.Хотя эти типы домкратов медленные и, как известно, жаждут воздуха, моя цель — получить около пяти прессов, прежде чем придется снова помещать сталь в кузницу для повторного нагрева. Пока сталь находится в кузнице, компрессор может перезарядить подачу воздуха и будьте готовы к следующим нажатиям.
Я пошел в это с системой воздушного компрессора 120 фунтов на квадратный дюйм 11 CFM с уже установленным дополнительным резервуаром для хранения воздуха. Имейте это в виду, так как у большинства воздушных компрессоров для садоводства, вероятно, не хватит мощности, чтобы с удовольствием управлять таким прессом.
Пресс должен быть небольшим, прочным и вмещать несколько различных типов матриц для выполнения множества задач. Еще одна особенность, к которой я стремился, — это ножное управление. Я хочу, чтобы обе руки были доступны для удержания заготовки при прессовании.
В отличие от T.A. В конструкции Толера я хотел разместить домкрат сверху. При таком расположении домкрат и связанные с ним воздушные шланги не должны препятствовать падению горячей окалины и всего, что может выпасть из области штампа.
Примечание. Эта информация предоставляется бесплатно только в образовательных целях.Автор или издатель не несут ответственности за использование или неправильное использование этой информации. Гидравлический пресс создает экстремальное давление, которое может быть опасным для вашего здоровья.
Базовая операция этого пресса включает в себя гидравлический домкрат, толкающий гидроцилиндр вверх, и какую-то ручку, чтобы открыть выпускной клапан, заставляя пружины тянуть гидроцилиндр вниз. Поскольку я хотел, чтобы этот педальный переключатель работал, потребовались некоторые дополнительные элементы управления. Простой двухпозиционный ножной переключатель не будет работать, так как это будет означать, что гидроцилиндр движется вверх или вниз.Не будет «стопа» или «нейтральной» позиции, в которой таран оставался на месте. Мы, конечно же, не хотим, чтобы шток возвращался полностью вниз при каждом нажатии, так как мы будем тратить много времени и воздуха на каждое нажатие. Мне нужно было найти способ остановить таран, когда ему явно не велено двигаться вверх или вниз.
Поскольку я хотел, чтобы этот педальный переключатель работал, потребовались некоторые дополнительные элементы управления. Простой двухпозиционный ножной переключатель не будет работать, так как это будет означать, что гидроцилиндр движется вверх или вниз.Не будет «стопа» или «нейтральной» позиции, в которой таран оставался на месте. Мы, конечно же, не хотим, чтобы шток возвращался полностью вниз при каждом нажатии, так как мы будем тратить много времени и воздуха на каждое нажатие. Мне нужно было найти способ остановить таран, когда ему явно не велено двигаться вверх или вниз.
Чтобы сделать дизайн недорогим и достаточно простым, я выбрал два ножных переключателя. Использование одного ножного переключателя означает, что одновременно может выполняться только одно действие. То есть; один переключатель поднимает подъемник, а другой — опускает.Клапан, поставляемый с домкратом, будет подъемным клапаном, а двухходовая трехходовая ножная педаль будет приводить в действие пневматический цилиндр двойного действия для управления выпускным клапаном домкрата.
Рама пресса должна выдерживать усилие в 20 тонн или 40 000 фунтов без заметного прогиба. Для дизайна я использовал полый структурный профиль (HSS) размером 2 x 0,25 дюйма. Исходя из площади поперечного сечения, две секции будут иметь предел текучести около 139 000 фунтов, рассчитанный из прочности 46 фунтов на квадратный дюйм. Это коэффициент безопасности 3.5.
Матрицы должны быть недорогими, быстро заменяемыми и легко заменяемыми, если они изнашиваются или устают. Я выбрал размер 5 x 5 дюймов для штамповых пластин. Тем не менее, 6 дюймов на 6 дюймов или 4 дюйма на 4 дюйма также подойдут.
Я хотел, чтобы матрицы открывались как минимум на 4 дюйма. Если бы вы начали делать большие заготовки, например, перо Дамаск Я могу сделать матрицы открытыми до 6 дюймов или около того, если вы выберете более длинные стойки, возможно, вам больше подойдет
ЗАКУПКА
Все детали для печати были закуплены на месте, за исключением нескольких товаров, которые я купил на eBay и Amazon.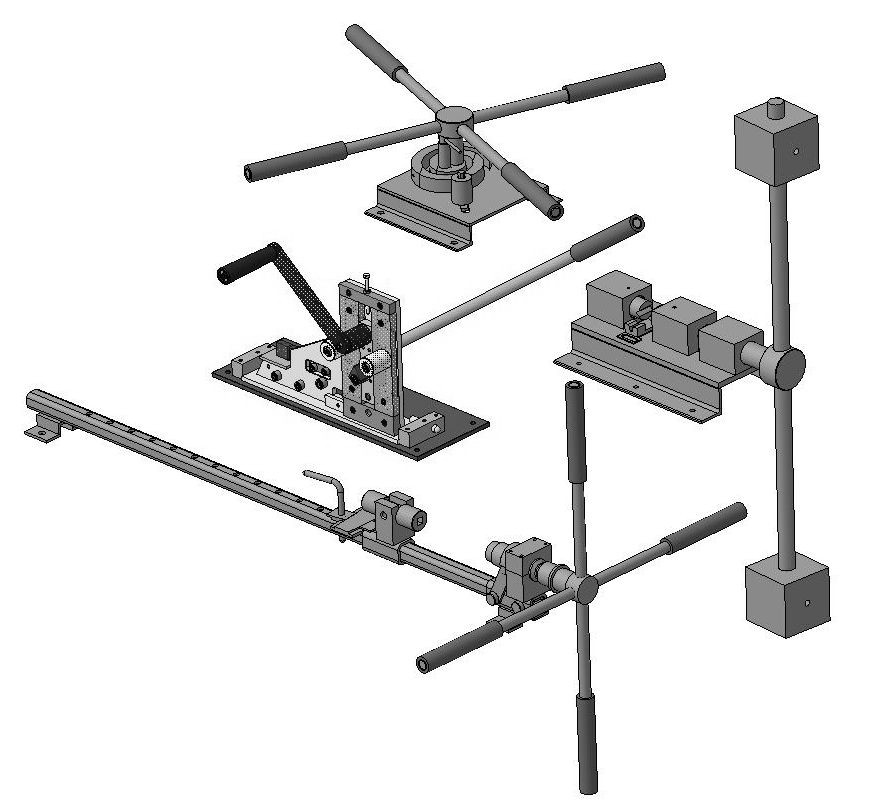 com.
com. РАМА
Квадратная HSS 2 дюйма (полый структурный профиль) со стенкой толщиной 1/4 дюйма.
Угол 2 «, снова 1/4»
6 «C-канал, длина от 18 до 20 дюймов
Плоский стержень 3/16″ x 2 «
Плоский стержень 4″ x 3/8 «
Плоский стержень 1/8″ x 1 » пруток
Их можно приобрести у любого местного поставщика стали. если ты у вас нет ленточной пилы, я бы посоветовал дать им список вырезок и иметь их нарежьте кусочки красивым квадратом. Квадратные разрезы очень важны для обеспечения рама квадратная. На этой схеме списка вырезов не показано основание.Это может быть что угодно, плоское и крупное. У меня был какой-то 6-дюймовый тяжелый канал C, но 8-дюймовый C будет работать, как и пластина 1/4 дюйма, действительно что-нибудь твердое для крепления жима к скамейке.
ПЛАСТИНЫ
Штампы плоские 1/4 дюйма, 5 дюймов x 5 дюймов
Штампы — это все, что вы хотите разместить на пластинах, но я бы порекомендовал для начала набор чертежей от 1 до 1-1 / 2 дюйма круглый стержень и другой плоский комплект, сделанный из плоской заготовки размером 1-1 / 2 дюйма. Мы рассмотрим матрицы более подробно позже.
JACK
20-тонный гидравлический домкрат с пневматическим приводом.Домкрат, вероятно, будет похож на все, что я видел, Harbour Freight и т. Д. Обычно они продаются по цене менее 100 долларов. Моя была 89 долларов. Они также поставляются с коротким отрезком (3 фута) воздушного шланга и ручным клапаном. Убедитесь, что они включены, поскольку вам понадобится клапан.
Домкрат поставляется с двумя пружинами, однако рекомендуется использовать две дополнительные пружины, чтобы ускорить время втягивания гидроцилиндра. Вспомогательные пружины, которые я использовал, — это 7-дюймовые батутные пружины, взятые со свалки.
ИНСТРУМЕНТЫ
Чтобы построить этот пресс, вам понадобятся основные инструменты для работы по металлу. Сварщик:
Если у вас нет сварщика или вы не уверены в своих сварочных навыках, я, , настоятельно рекомендую , чтобы вы прибегли к услугам опытного сварщика. Если вы собираетесь сварить его самостоятельно, я бы порекомендовал сварочный аппарат с током не менее 180 А для HSS-стали со стенкой 0,25 дюйма.
Если вы собираетесь сварить его самостоятельно, я бы порекомендовал сварочный аппарат с током не менее 180 А для HSS-стали со стенкой 0,25 дюйма.
Другие инструменты:
Дисковый шлифовальный станок для очистки перед сваркой.
(Работает откидное колесо или шлифовальный диск тоже хорошо.)
Сверло (пресс) и набор бит
Угольник для сварщика
Метчик # 10-32 (NF)
Метчик 1/4 «-20 (NC)
Ножовка по металлу
Набор гаечных ключей с открытым зевом
Проволочная щетка
Линейка / рулетка / квадраты и т. д.
Строительство
Рама
Детали рамы были вырезаны на ленточной пиле, зачищены и сняты фаски с помощью угловой шлифовальной машины.
Используя магнит и угольник, чтобы проверить, установлены ли детали под углом 90 °, сварите их прихваточным швом. Еще раз проверьте прямоугольность и закончите сварку.
Используя вторую деталь B 14 дюймов, установленную между стойками, чтобы они оставались параллельными во время сварки. В конце концов, я приварую эту деталь непосредственно под верхним элементом, чтобы создать двойную верхнюю балку.
Основание состоит из двух частей тяжелого уголка C 2 «, приваренных к отрезку C-канала размером 6 x 2». Отсюда можно привинчивать или приваривать дополнительные монтажные ножки.
Одна часть D устанавливается сверху углы и приварены. Деталь D в моей сборке представляет собой пластину размером 3/8 «x 4».
Стойки закрыты дополнительным уголком 16 дюймов на 2 дюйма. Это только косметическое средство, чтобы закрыть открытые концы стоек из быстрорежущей стали, поэтому калибр не важен. Это также отличное место для наклеивания вашего логотипа!
Здесь я приварил две стопорные шайбы с разрезным кольцом 1/2 дюйма, чтобы прикрепить вторичные пружины к верхней части рамы.
Эти пружины работают вместе с пружинами домкрата для увеличения скорости возврата.
Последней прикрепляемой к поперечине деталью является контактная пластина гидроцилиндра домкрата. Я сделал его из стали 1/4 дюйма и вырезал в нем отверстие с помощью кольцевой пилы диаметром 1-3 / 4 дюйма. Он приварен мертвой точкой к поперечине.
Я сделал его из стали 1/4 дюйма и вырезал в нем отверстие с помощью кольцевой пилы диаметром 1-3 / 4 дюйма. Он приварен мертвой точкой к поперечине.
Эта направляющая предотвращает соскальзывание гидроцилиндра с поперечины.
Верхняя наковальня
Верхняя опора представляет собой подвижный горизонтальный элемент F, который удерживается двумя кусками стали G 3/16 дюйма.Он как бы скользит вверх и вниз по двум стойкам. Поскольку основная часть верхней наковальни представляет собой кусок 2-дюймовой быстрорежущей стали, показанный как часть E. Нижняя часть домкрата сидит и прикреплена к основанию, чтобы она могла перемещать наковальню вверх и вниз. В дополнение к части E, две куски F (сталь 3/16 «x 2» x 15 «) удерживают его внутри стоек. Одна часть F приварена, а вторая часть F будет съемной для обслуживания, поэтому она крепится двумя болтами 1/4 дюйма. Закрепите сталь 3/16 дюйма на 2-дюймовой HSS, отметьте и просверлите два направляющих отверстия 1 дюйм в HSS.
Используя пилотное отверстие в качестве направляющей, просверлите отверстия диаметром 13/64 дюйма и нарежьте метчиком 1/4 NC.
Два болта 1/4 дюйма NC x 1/2 дюйма прикрепляют съемную пластину к упору.
Обратите внимание, что две части 1-дюймового уголка просверлены и приварены к верхней части опоры для установки вспомогательных пружин.
Джек готов к установке.Чтобы полностью втянуть домкрат на место, требуется немного силы, чтобы потянуть пружины вниз.
Этот простой прижим фиксирует домкрат к основанию. Шайбы используются для соответствия высоте основания домкрата, чтобы зажимы были более или менее ровными при затяжке.
В следующей части мы рассмотрим, как изготавливаются и устанавливаются штампы, а также элементы управления для подачи воздуха к домкрату.

Следите за обновлениями.
Дан
Как сделать кузницу дома
Как работает кузница?
В традиционной кузнечной кузнице используется сочетание огня, топлива и движущегося воздуха.Пока кузница работает, кузнец поджигает твердое топливо внутри очага. Источник движущегося воздуха вводит в огонь дополнительный кислород. Традиционно это делалось с помощью больших сильфонов. В современных кузницах используются вентиляторы. Кислород поступает в кузницу через фурму, которая представляет собой трубу на кузнице. Кислород повышает температуру огня и позволяет кузнице гореть сильнее. Он должен достичь температуры, при которой становится легче придавать форму металлу, или до точки, при которой больше не происходит затвердевания.В современных кузницах обычно используются дымоход и вентиляционное отверстие, чтобы отфильтровать дым из кузнечной мастерской. Кузнец должен постоянно балансировать топливо и воздух в традиционной кузнице во время работы.
В чем разница между кузницей, печью и литейным цехом?
Хотя иногда эти термины используются как синонимы, каждый из них выполняет очень разные функции при нагревании металлов. Литейный цех плавит металлы в специальных печах для разливки в формы. Кузница — это печь или под, в которой металлы нагревают, прежде чем придать им форму.Процесс ковки заключается в нагревании металла и придании ему формы.
Как сделать кузницу в домашних условиях
Многие кузнецы и любители строят дома собственные кузницы. Следующее пошаговое руководство описывает, как сделать кузницу на твердом топливе, которая работает на горячем угле и идеально подходит для ковки небольших предметов. Эта кузница может нагреваться до температуры, достаточной для кузнечной сварки, ее изготовление недорого, и она отлично подходит для начала использования.
Припасы, необходимые для создания собственной кузницы
-
Контейнер из нержавеющей стали — от тормозного барабана до угольного гриля для барбекю
-
(4) болта M6 40 мм и (4) шайбы и болты
-
Стальная труба для подачи воздуха
-
Штукатурка Paris
-
Песок — чистый пляжный песок, игровой песок, или печной песок
-
Электродрель и сверло 6 мм
-
Древесный уголь
-
Источник воздуха — ручной вентилятор, сильфон или воздушный компрессор
Шаг 1: Безопасность прежде всего
Всегда надевайте защитное снаряжение при работе в кузнице и рядом с ней. Как минимум, вы должны носить защитные очки и одежду из натуральных волокон, например рабочую рубашку и брюки из хлопчатобумажной ткани с длинными рукавами, чтобы защитить кожу. Установите кузницу на открытом воздухе. Когда вы строите кузницу дома, чрезвычайно важно работать в хорошо проветриваемом помещении на открытом воздухе. Хорошо вентилируемое рабочее место предотвращает накопление окиси углерода. Если вы работаете в гараже, откройте дверь гаража и установите датчик угарного газа. Если вы строите в помещении профессиональную кузницу, подумайте об установке вытяжной вытяжки.
Как минимум, вы должны носить защитные очки и одежду из натуральных волокон, например рабочую рубашку и брюки из хлопчатобумажной ткани с длинными рукавами, чтобы защитить кожу. Установите кузницу на открытом воздухе. Когда вы строите кузницу дома, чрезвычайно важно работать в хорошо проветриваемом помещении на открытом воздухе. Хорошо вентилируемое рабочее место предотвращает накопление окиси углерода. Если вы работаете в гараже, откройте дверь гаража и установите датчик угарного газа. Если вы строите в помещении профессиональную кузницу, подумайте об установке вытяжной вытяжки.
Шаг 2: Пробейте отверстие
С помощью стамески или дырокола проделайте дырокол в каждом углу стального лотка. Затем используйте электродрель и сверло 6 мм, чтобы полностью просверлить каждое отмеченное отверстие.
Шаг 3: Добавьте ноги
В каждое отверстие вставьте болт M6 и прикрепите шайбу и гайку. Это поднимет вашу кузницу над землей и поможет с изоляцией.
Шаг 4: Добавьте отверстие для подключения подачи воздуха
Просверлите отверстие с одной стороны металлической чаши, чтобы подключить подачу воздуха к стальной трубе.Вставьте трубу так, чтобы из отверстия выступала длина около 6 дюймов. Это ваша фурма, в которой источник воздуха будет добавлять кислород в вашу кузницу. Расположение источника воздуха сбоку от кузницы гарантирует простоту и практичность использования кузницы. Если бы фурма была внизу, она бы наполнилась золой. Также в ваших интересах локализовать тепло с одной стороны кузницы и холодный уголь с другой. Работая в кузнице, вы можете подталкивать уголь к более холодной стороне, пока он остывает, и иметь запас тепла на стороне фурмы.
Шаг 5: Добавьте подачу воздуха
Присоедините к трубе источник воздуха, чтобы поддерживать поток кислорода. Воздушные компрессоры, ручные воздуходувки или сильфоны работают хорошо. Некоторые домашние кузнецы даже используют фены, но ограниченные настройки могут затруднить контроль количества кислорода, подаваемого в кузницу. Если ширина выбранной вами подачи воздуха отличается от ширины фурмы, вам, возможно, придется сделать переходник, чтобы подогнать вашу трубу к нужной ширине.
Если ширина выбранной вами подачи воздуха отличается от ширины фурмы, вам, возможно, придется сделать переходник, чтобы подогнать вашу трубу к нужной ширине.
Шаг 6: Изолируйте свою кузницу
Используйте смесь штукатурки «Парижский гипс» и песка в соотношении 50/50, чтобы изолировать основание поддона огнеупорным покрытием.Смешайте два ингредиента вместе и добавьте небольшое количество воды до консистенции глины. Вы стремитесь получить покрытие толщиной 1 см по всей внутренней части лотка. Дайте ему высохнуть в течение нескольких часов.
Шаг 7: Заправьте свою кузницу
Это кузница, работающая на угле, и ее очень легко зажечь. Просто зажгите его, как угольный гриль, и включите подачу воздуха.
Распространенные типы кузниц
На выбор предлагаются три типа кузн: твердотопливные, газовые и электрические.Вышеуказанная кузница является одной из наименее дорогих и простых кузниц, но опытные производители могут построить более энергоэффективные, большие и / или более мощные кузницы. Тип кузницы, в которой вы выберете работу, будет зависеть от вашего рабочего места, бюджета и проектов. В каждой кузнице должен быть очаг, в котором кузнец нагревает кованный металл.
Кузницы газовые
Основным преимуществом кузницы с газовым двигателем является простота использования, особенно для начинающего кузнеца, поскольку получаемый огонь чистый, постоянный и легко управляемый.Некоторые недостатки использования газовой кузницы заключаются в том, что ее нельзя легко преобразовать для проектов различного размера, а также трудно нагреть небольшую часть проекта. Газовую кузницу легко построить, и материалы легко доступны. Вы можете построить один с пропаном автогеном и огнеупоров структуры.
Индукционные кузницы
В индукционных кузницах для нагрева металла используется индукционная катушка, а не твердое топливо или газ. Преимущество использования индукционной кузницы для кузнечного дела заключается в том, что это энергоэффективный и легко контролируемый процесс нагрева по сравнению с большинством других способов плавки металла. Их установка может быть более дорогой, в зависимости от вашего доступа к электричеству дома. Частота источников питания может варьироваться от 50 Гц до 200 кГц, что превышает обычную бытовую электрическую мощность и, возможно, потребует от кузнеца установки нового автоматического выключателя и / или трансформатора. Этот тип кузницы может хорошо работать для небольших проектов и для кузнецов с правильной электрической настройкой дома.
Их установка может быть более дорогой, в зависимости от вашего доступа к электричеству дома. Частота источников питания может варьироваться от 50 Гц до 200 кГц, что превышает обычную бытовую электрическую мощность и, возможно, потребует от кузнеца установки нового автоматического выключателя и / или трансформатора. Этот тип кузницы может хорошо работать для небольших проектов и для кузнецов с правильной электрической настройкой дома.
Кузницы твердотопливные
Угольная кузница будет хорошо работать, если у вас есть магазин большего размера и вы не планируете перемещать кузницу после того, как она будет создана.Кузница для угля имеет больший и более открытый поддон, что дает вам больше места и устойчивости для более крупных предметов или предметов необычной формы. Поскольку угольная кузница не закрыта, как большинство газовых кузниц, может быть легче найти правильное место для нагрева металла. Уголь является предпочтительным источником тепла, потому что он горит медленно и эффективно, в то время как древесный уголь горит горячее и быстрее. Некоторые кузнецы предпочитают делать собственный уголь из дерева, разводя раскаленный костер и поливая его водой. Когда он полностью высохнет, у вас останется идеальный древесный уголь для кузницы.
Часто задаваемые вопросы по кузнечной кузнице
Какой тип кузницы мне нужен?
Выбор типа кузнечной кузницы зависит от проектов, которые вы хотите создать, и вашей способности построить кузницу дома. Индукционные кузницы лучше всего подходят для небольших проектов и проектов с большой электрической мощностью. Газовые кузницы идеально подходят для начинающих кузнецов, заинтересованных в работе над небольшими проектами и на портативном уровне. Наконец, твердотопливные или угольные кузницы хорошо подходят для крупных проектов и недорогих установок.Вы можете построить свою собственную простую кузницу на твердом топливе, выполнив шаги, которые мы изложили в семи шагах выше.
Могу ли я построить кузницу дома?
Да, вы можете построить кузницу дома! Кузни на твердом топливе недороги в установке и могут использовать в качестве очага все, от консервной банки до гриля для барбекю. Кузницы, работающие на пропане, — отличный вариант для начинающих кузнецов, которые только начинают работать и могут быть портативными.
Кузницы, работающие на пропане, — отличный вариант для начинающих кузнецов, которые только начинают работать и могут быть портативными.
Сколько стоят кузницы?
Вы можете построить собственную кузницу для хобби на заднем дворе всего за 20 долларов на расходные материалы, следуя модели «сделай сам», которую мы описали выше.Если вы заинтересованы в создании более постоянного магазина, стоимость новой газовой кузницы составляет от 500 до 800 долларов, а цена новой кузницы на твердом топливе — от 800 до 1600 долларов. Кентавр Forge — отличный ресурс для кузниц и кузнечных инструментов.
Как зажечь кузнечную кузницу?
В зависимости от типа кузницы, которую вы используете, освещение будет разным для каждой кузницы. Кузница для угля зажигается так же, как мангал. Газовые кузницы требуют осветительного механизма. В зависимости от того, к чему у вас есть доступ, вы можете использовать кремневую сварочную зажигалку или пропановую водопроводную горелку.
Сколько стоит начать кузнечное дело?
Есть много дорогих увлечений. Однако, если вы когда-нибудь задумывались о том, чтобы попробовать себя в кузнечном деле, хорошая новость заключается в том, что это не обязательно должно быть так дорого. Хотя первоклассные кузницы и высококачественное оборудование могут легко стоить вам несколько сотен долларов, если не больше, это не обязательно.
Для человека, который просто хочет начать кузнечное дело дома, вы можете получить все необходимое примерно за 300 долларов .Если вы действительно хотите сократить расходы, можно получить всего 200 долларов. Самая большая стоимость будет падать на вашу кузницу, за которой следуют уголь / газ, защитное оборудование и инструменты. Если вы знаете, что делаете, и можете построить простую кузницу самостоятельно, то вы можете начать кузнечное дело всего за 100 долларов.
Давайте разберемся, что вам нужно для начала работы и сколько это будет стоить за каждую небольшую единицу оборудования.
Кузницы
Стоимость: 200–300 долларов
Самая большая статья расходов любого начинающего кузнеца — найти подходящую кузницу для использования.Если вы зайдете на сайты многих кузнечных принадлежностей, вы увидите, что многие кузницы стоят от 500 до 1000 долларов!
По большей части существует два разных типа кузниц; угольные и газовые кузницы. У каждого типа есть свои плюсы и минусы, и многие кузнецы придерживаются каждого из них.
Coal Forge Pros;- Более высокие максимальные температуры
- Более традиционные
- Отсутствие опасных газов / проблем с вентиляцией
- Низкий уровень шума
- Низкое потребление топлива (на холостом ходу)
- Можно использовать нагнетатели с ручным приводом
- Потенциально грязный
- Очень дымный
- Плохой запах
- Менее удобен для новичков
Как видите, угольные кузницы требуют немного больше навыков для работы.Помимо того, что они более традиционные, их сложнее начать, и они могут привести к небольшому беспорядку, если вы не знаете, что делаете. Они определенно кажутся более «традиционными», но новички, возможно, не смогут начать использовать их так же легко, как опытный кузнец.
Как и следовало ожидать, газовые кузницы имеют противоположные сильные и слабые стороны.
Gas Forge Pros;- Чистый и простой в эксплуатации
- Подходит для новичков
- Нет дымохода / дыма
- Простота поддержания уровня тепла
- Шумно и громко
- Более низкая максимальная температура (в зависимости от модели)
- Излучает больше тепла наружу
- Требуется вентиляция (опасность окиси углерода)
Хотя газовые кузницы по большей части просты в запуске и эксплуатации, Начинающим кузнецам все равно нужно быть осторожными в обращении. Отравление угарным газом представляет собой реальный риск, если вы не будете осторожны с вентиляцией газа. Однако после запуска они не требуют особого обслуживания и могут поддерживать такую же температуру без особых усилий со стороны кузнеца.
Отравление угарным газом представляет собой реальный риск, если вы не будете осторожны с вентиляцией газа. Однако после запуска они не требуют особого обслуживания и могут поддерживать такую же температуру без особых усилий со стороны кузнеца.
Каков вердикт?
Я бы сказал, что переход на газовую кузницу лучше для новичков, в основном из-за простоты.
Что касается стоимости, относительно дешевые газовые кузницы можно найти на Amazon и даже Etsy.Одна из моих любимых — портативная пропановая горелка Hells Forge Portable Single Burner, которую компания продает на Etsy примерно за 200 долларов. Вариант с двойной горелкой, который больше по размеру, продается по цене около 300 долларов.
Эти кузницы также довольно легкие, их общая масса составляет около 25 фунтов. Это делает их чертовски портативными по сравнению с некоторыми из более тяжелых кузниц весом более 40 фунтов на рынке.
Однако, если вы все еще ищете качественную угольную кузницу, имейте в виду, что вы легко можете потратить на нее несколько сотен долларов.Вместо этого вы всегда можете попробовать сделать свою собственную.
Топливо для кузницы
Стоимость: 20-50 долларов
Будь то уголь или пропан, вам нужно будет потратить немного денег на то, что подпитит огонь вашей кузницы. К счастью, вы не потратите на это много денег.
Если у вас есть использованный баллон с пропаном, вы можете заполнить его или обменять на заправке на предварительно заправленный примерно за 20 долларов. В противном случае вы, вероятно, потратите около 50 долларов на бак и бензин.
углей стоят примерно столько же денег. Мешок весом 50 фунтов может стоить от 30 до 50 долларов в зависимости от того, какую марку угля вы покупаете. Я обнаружил, что в некоторых местных магазинах в моем районе цены ниже, чем в интернет-магазинах.
В целом, однако, это не должно стоить вам так дорого, и одного мешка с углем или баллона с пропаном хватит на месяцы, в зависимости от того, как часто вы запускаете кузницу.
Защитное оборудование
Стоимость: 20-60 долларов США
Важно иметь какое-то защитное снаряжение, когда вы работаете над своим ремеслом, особенно если вы начинающий кузнец и хотите начать работу дома.Хотя может возникнуть соблазн просто попробовать, не обращая внимания на элементарные меры безопасности, это может легко закончиться обратным огнем, если искра пролетит прямо вам в глаз.
Прежде всего (и, возможно, самое главное) надевать очки во время работы. Они не должны быть причудливыми; все может. Даже пара очков для плавания при необходимости подойдет, и вы можете купить их по цене от 5 до 10 долларов за пару, если знаете, где искать.
Следующим будет основной фартук.Теперь вы можете найти на рынке кузнечные фартуки из высококачественной кожи по цене от 70 до 100 долларов. Хотя они определенно высокого качества, и вам следует подумать о покупке их в будущем, они не являются абсолютной необходимостью для начинающих кузнецов.
Вместо этого подойдет простой фартук, который не загорится. Будьте готовы заплатить от 20 до 30 долларов за какой-нибудь дешевый негорючий фартук.
Перчатки и обувь
Нельзя забывать и о перчатках.Работая с горячим металлом, легко случайно обжечь руку. Хорошей парой огнестойких перчаток, которые я бы порекомендовал, являются кожаные перчатки для кузнечной сварки RAPICCA. Они обойдутся вам примерно в 20 долларов за пару и смогут защитить ваши руки при температуре до 662 градусов по Фаренгейту.
Хотя теоретически вы можете использовать свои местные кожаные перчатки, лежащие поблизости, главное в том, чтобы они были огнестойкими. Меньше всего вам нужно, чтобы ваши перчатки загорелись из-за вылетающей из вашего молотка горячей искры.
А обувь, спросите вы? Что ж, хотя многие кузнецы порекомендовали бы хорошую пару огнеупорных ботинок, я на самом деле не думаю, что они так уж важны. Хорошая пара рабочей обуви, которая не загорится, — это все, что вам действительно нужно.
Итак, если вы работаете с большими, тяжелыми предметами или металлами, вам может потребоваться обувь строительного класса, которая защитит ваши пальцы ног, если вы что-то уроните. В противном случае я бы не стал слишком о них беспокоиться.
Если у вас есть проблемы со спиной, стоит упомянуть, что правильная обувь может облегчить вашу боль во время кузнечного дела. Хорошая пара стелек может иметь огромное значение.
Если это вы, я определенно рекомендую заглянуть в вашу аптеку за вкладышами или даже купить их на заказ у местного врача-ортопеда.
Кузнечные инструменты
Стоимость: 50 долларов
Если вы думаете, что вам нужна масса инструментов, чтобы начать кузнечное дело, вы ошибаетесь.В то время как у экспертов и профессионалов часто есть несколько типов молотков и инструментов, начинающему кузнецу на самом деле нужна всего пара молотков вместе с парой щипцов.
Стоит упомянуть несколько различных типов молотов. Существуют молотки с перекрестным ударом, также известные как кузнечные молотки, которые являются одними из наиболее распространенных типов.
Сюда входят молотки с прямым ударным ударом, а также молотки для закругления, которые в последние годы стали становиться все более популярными благодаря известным кузнецам YouTube, отстаивающим свои достоинства.Существуют также более специализированные типы, о которых вы, вероятно, не слышали раньше, например, шведские и французские молотки.
Тем не менее, новичкам не нужно слишком запутывать разные типы и то, что они означают. Если вы действительно хотите просто начать и не слишком беспокоиться о различиях, подойдет даже простой молоток в вашем гараже. В общем, я бы порекомендовал перфоратор для начинающих, желающих начать.
Мой фаворит — Estwing Sure Strike, который обойдется вам примерно в 20 долларов.Хотя я, как правило, не так сильно люблю деревянные молотки (раньше у меня было несколько поломок, когда я отбивал, так что я немного параноик), у деревянных молотков есть свои преимущества. Например, если вы уроните кусок горячего металла на деревянный молоток, он не подвергнется риску расплавления. В этом отличие от молотков с пластиковыми рукоятками, которые могут начать плавиться, если на них что-нибудь капнуть.
Например, если вы уроните кусок горячего металла на деревянный молоток, он не подвергнется риску расплавления. В этом отличие от молотков с пластиковыми рукоятками, которые могут начать плавиться, если на них что-нибудь капнуть.
Наконец, вам понадобится что-нибудь, чтобы удерживать металл, с которым вы работаете, пока вы кладете его в кузницу или молотите по нему.На самом деле нет особой разницы в клещах, но вы можете легко найти пару где-нибудь примерно за 10-15 долларов в местном хозяйственном магазине.
Разное
Стоимость: в зависимости от
Я собираюсь относить все, что не попадает в перечисленные выше разделы, как «разное». Это включает в себя наличие поблизости огнетушителя на случай, если ваш домашний кузнечный проект по какой-то причине будет ужасно неудачным. Вы всегда должны иметь его под рукой, где бы вы ни работали с огнем.
Что-то еще, о чем вы могли не подумать, — это респираторы. Те из них технически подпадают под категорию защитного оборудования, но для начинающего кузнеца, который не делает ничего слишком сумасшедшего, я думаю, что можно обойтись без этих вещей.
Правильный респиратор для защиты от ядовитых паров может стоить вам немалых денег. Если вы не работаете с оцинкованными металлами (которые покрыты слоем цинка для защиты от ржавчины), вам не придется беспокоиться о слишком большом количестве дыма.Просто убедитесь, что, если вы используете пропан, вы можете правильно проветрить кузницу.
Последнее, о чем я должен упомянуть, — это правильные беруши. Они не стоят много, но они очень важны, если вы хотите защитить свой слух, пока работаете на наковальне. Вы не поверите, но звук удара молотка по металлу может быть довольно громким, в некоторых случаях достигая почти 90 дБ. Этого достаточно, чтобы привести к прогрессирующей потере слуха, если вы не будете осторожны.
Беруши Basic — это все, что вам нужно по большей части, поэтому не нужно тратить деньги на модные наушники с шумоподавлением.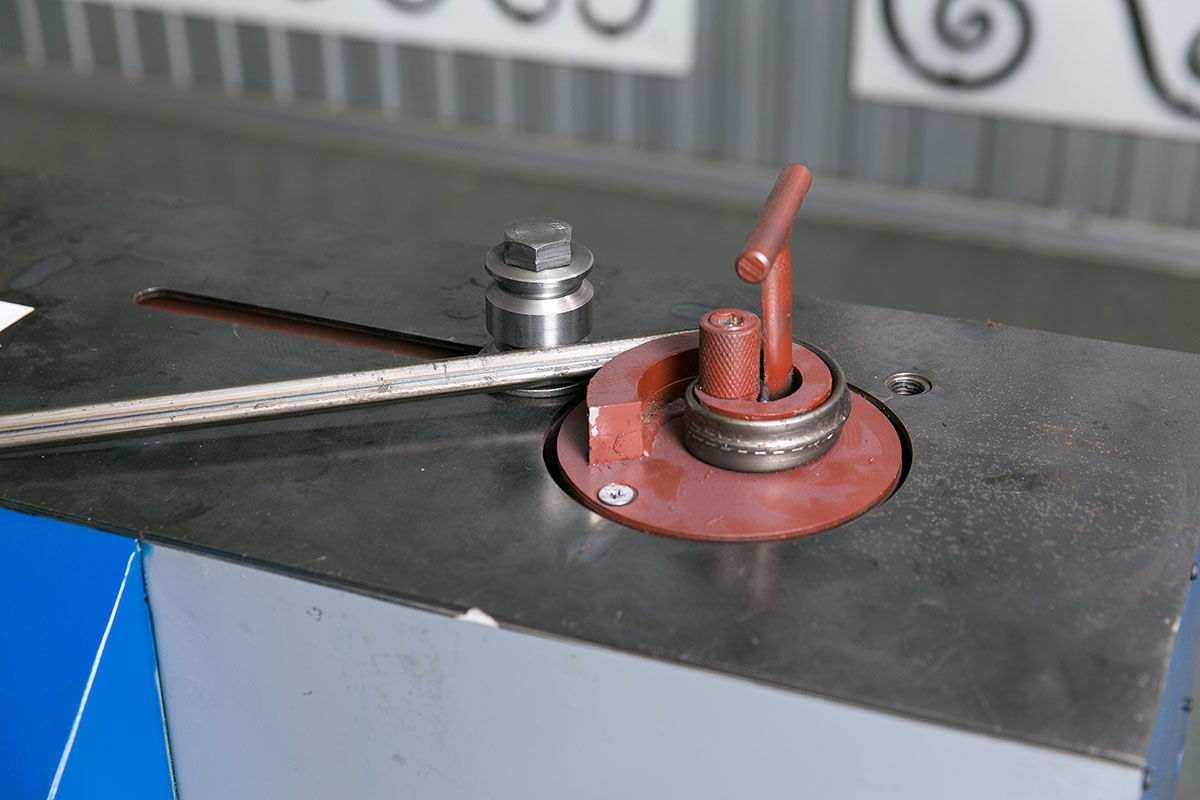 Коробка берушей обойдется вам в 10 долларов, в то время как специальная пара наушников может стоить около 50 долларов по дешевой цене.
Коробка берушей обойдется вам в 10 долларов, в то время как специальная пара наушников может стоить около 50 долларов по дешевой цене.
Общая стоимость: 290-460 долларов США
Не обязательно так дорого начинать заниматься кузнечным делом в домашних условиях. Хотя для некоторых людей от 290 до 460 долларов определенно не малая сумма, это немного дешевле, чем то, что, по мнению многих экспертов, необходимо для начала работы.
Как упоминалось ранее, самая большая цена будет вашей кузнице.Здесь вы также можете сэкономить больше всего денег, если знаете, как построить свою собственную кузницу. Хотя самодельный подход к созданию кузницы может быть немного опасным, если вы не знаете, что делаете, это также может сэкономить вам много денег.
Если вы посмотрите на YouTube, вы можете увидеть кучу видео о том, как безопасно сделать кузницу своими руками. Если у вас есть тачка, вы можете засыпать ее землей, проделать внутри отверстие, куда вы положите камни и камни, и попытаться зажечь там огонь.Затем вы кладете сверху несколько углей, и у вас есть основная кузница. Посмотрите это видео, чтобы понять, о чем я говорю.
Если вы можете сделать свою собственную кузницу, вы легко можете заплатить всего 100 долларов за все остальные необходимые материалы, чтобы начать работу. Обязательно ли я это сделаю? Возможно нет. Как новичок, начинающий пару лет назад, я думаю, что проще иметь надежную кузницу, с которой не составит труда работать.
деталей кузнечного оборудования
Молоты кузнечные; Repousse ‘& Chasing (Speciality) Молотки; Ручки и клинья; Нож и томагавк.00 ($ 219,00 / шт.) Поставка металлических и пластиковых компонентов и сборок из Китая с высокими техническими характеристиками как для крупных, так и для западных клиентов из малого и среднего бизнеса. Все детали изготовлены в соответствии с вашими требованиями. Прямая связь от нашей команды с вашей. Ковка с Шулером. Пожалуйста, ознакомьтесь с нашей Политикой конфиденциальности, чтобы ознакомиться с полными ТЗ. Ковка — это процесс горячей или холодной деформации металла, используемый для производства металлических деталей, где прочность имеет первостепенное значение, например, шатуны двигателя и ручной инструмент.Таким образом, ковка обычно используется для изготовления балок моста, трансмиссионных валов и шестерен, приводных валов, шпинделей колес, шариковых шпилек, дифференциалов и рулевых рычагов автомобилей. Роботы часто используются для автоматизации процессов ковки, повышения производительности и эффективности за счет работы в ячейках для выполнения задач. Просмотреть как: Отправить запрос этому поставщику. Обработка и изготовление труднодоступных деталей. Наша кузнечная компания предлагает услуги по ковке и механической обработке для широкого спектра деталей гидроцилиндров, таких как сферическая проушина штока, вилка штока и т. Д.Это может быть связано с потоком зерна, вызванным процессом ковки. Заготовки, изготовленные методом горячей штамповки, имеют сложную форму, обладают высокой прочностью, долговечностью и широким спектром используемых марок стали (низко / средне / высокоуглеродистая сталь, нержавеющая сталь, легированная сталь, специальная легированная сталь), алюминия или медных сплавов. Широкое предложение включает сервисный ремонт, запасные части, а также модернизацию и реконструкцию изношенного и вышедшего из строя оборудования. В самом деле, к сожалению, это правда, что многие западные компании могут платить больше, чем следовало бы, поскольку они не понимают рынок.Значительные рекомендации были получены в обеих областях производства. Детали для горячей штамповки (доступно 115 товаров) Поиск по городам. Термическая обработка: отжиг. Таким образом, у него есть все оборудование и человеческие ресурсы, необходимые для производства всех ваших деталей, и за небольшую часть затрат, которые нужно делать самому. Ковка — это производственный процесс, при котором металл подвергается ковке, прессованию или прокатке под высоким локальным давлением и формуется в высокопрочные детали, известные как поковки.
Ковка — это процесс горячей или холодной деформации металла, используемый для производства металлических деталей, где прочность имеет первостепенное значение, например, шатуны двигателя и ручной инструмент.Таким образом, ковка обычно используется для изготовления балок моста, трансмиссионных валов и шестерен, приводных валов, шпинделей колес, шариковых шпилек, дифференциалов и рулевых рычагов автомобилей. Роботы часто используются для автоматизации процессов ковки, повышения производительности и эффективности за счет работы в ячейках для выполнения задач. Просмотреть как: Отправить запрос этому поставщику. Обработка и изготовление труднодоступных деталей. Наша кузнечная компания предлагает услуги по ковке и механической обработке для широкого спектра деталей гидроцилиндров, таких как сферическая проушина штока, вилка штока и т. Д.Это может быть связано с потоком зерна, вызванным процессом ковки. Заготовки, изготовленные методом горячей штамповки, имеют сложную форму, обладают высокой прочностью, долговечностью и широким спектром используемых марок стали (низко / средне / высокоуглеродистая сталь, нержавеющая сталь, легированная сталь, специальная легированная сталь), алюминия или медных сплавов. Широкое предложение включает сервисный ремонт, запасные части, а также модернизацию и реконструкцию изношенного и вышедшего из строя оборудования. В самом деле, к сожалению, это правда, что многие западные компании могут платить больше, чем следовало бы, поскольку они не понимают рынок.Значительные рекомендации были получены в обеих областях производства. Детали для горячей штамповки (доступно 115 товаров) Поиск по городам. Термическая обработка: отжиг. Таким образом, у него есть все оборудование и человеческие ресурсы, необходимые для производства всех ваших деталей, и за небольшую часть затрат, которые нужно делать самому. Ковка — это производственный процесс, при котором металл подвергается ковке, прессованию или прокатке под высоким локальным давлением и формуется в высокопрочные детали, известные как поковки. Вам доступны самые разные варианты ковочного оборудования. На Alibaba есть 21 081 поставщик, который продает ковочное оборудование.com, в основном расположен в Азии. Лучший продавец. Setforge производит, среди прочего, высококачественные общие направляющие для систем впрыска или деталей … В результате ковки получается металл, который прочнее, чем литые или обработанные металлические детали. Молотки. Запасные части: мы можем поставить множество труднодоступных деталей для ковочных прессов, включая кожаные фрикционные ремни, винты, гайки и втулки для большинства марок винтовых прессов. Мы производим кузнечные прессы, кузнечные манипуляторы, кузнечные линии и интегрированные кузнечные агрегаты, включая проектирование и решения «под ключ».Формование; Начинается ковка новых деталей ядерного реактора. Иногда может быть неясно, что чертежи все еще… Ковка, штамповка, заголовок, штамповка, штамповка почти чистой формы … Наша компания — инжиниринговая компания, специализирующаяся на всех видах поковок. Член нашей команды свяжется с вами. Ищете кованые компоненты для своего бизнеса? Он также используется для производства ножей и ручных инструментов. После того, как кузница сделана, вы получаете доступ к ней, как к любому верстаку, но сетка крафта отличается, у вас есть базовый слот с контуром и другие слоты, в которые вы можете вставлять детали только после того, как вы поместите что-то в этот базовый слот.Ковка — это производственный процесс, при котором металл прессуется, толкается или сжимается под большим давлением в высокопрочные детали, известные как поковки. Вадодара Бхивади Хубли Гургаон Фаридабад Ноида Рохтак. Валковая ковка часто используется для изготовления деталей для автомобильной промышленности. OEM Factory Professional Автозапчасти / Ковочные детали с ЧПУ. Morgen Forging — это одна из фабрик по прецизионной ковке в провинции Чжэцзян, Китай. Мы располагаем самым современным кузнечным оборудованием с ЧПУ и поставляем стальные кованые детали для таких областей применения, как строительная техника, гидравлическая, автомобильная, железнодорожная, корабельная и т.
Вам доступны самые разные варианты ковочного оборудования. На Alibaba есть 21 081 поставщик, который продает ковочное оборудование.com, в основном расположен в Азии. Лучший продавец. Setforge производит, среди прочего, высококачественные общие направляющие для систем впрыска или деталей … В результате ковки получается металл, который прочнее, чем литые или обработанные металлические детали. Молотки. Запасные части: мы можем поставить множество труднодоступных деталей для ковочных прессов, включая кожаные фрикционные ремни, винты, гайки и втулки для большинства марок винтовых прессов. Мы производим кузнечные прессы, кузнечные манипуляторы, кузнечные линии и интегрированные кузнечные агрегаты, включая проектирование и решения «под ключ».Формование; Начинается ковка новых деталей ядерного реактора. Иногда может быть неясно, что чертежи все еще… Ковка, штамповка, заголовок, штамповка, штамповка почти чистой формы … Наша компания — инжиниринговая компания, специализирующаяся на всех видах поковок. Член нашей команды свяжется с вами. Ищете кованые компоненты для своего бизнеса? Он также используется для производства ножей и ручных инструментов. После того, как кузница сделана, вы получаете доступ к ней, как к любому верстаку, но сетка крафта отличается, у вас есть базовый слот с контуром и другие слоты, в которые вы можете вставлять детали только после того, как вы поместите что-то в этот базовый слот.Ковка — это производственный процесс, при котором металл прессуется, толкается или сжимается под большим давлением в высокопрочные детали, известные как поковки. Вадодара Бхивади Хубли Гургаон Фаридабад Ноида Рохтак. Валковая ковка часто используется для изготовления деталей для автомобильной промышленности. OEM Factory Professional Автозапчасти / Ковочные детали с ЧПУ. Morgen Forging — это одна из фабрик по прецизионной ковке в провинции Чжэцзян, Китай. Мы располагаем самым современным кузнечным оборудованием с ЧПУ и поставляем стальные кованые детали для таких областей применения, как строительная техника, гидравлическая, автомобильная, железнодорожная, корабельная и т. Наши специалисты могут использовать ваши спецификации, исходные компоненты и поковку в Китае в соответствии с вашими потребностями. Работая с аэрокосмической компанией, мы использовали опыт в сварке и производстве, работая с конструкторскими и инженерными отделами наших клиентов, чтобы помочь с производственными партиями. Почему так важно выбрать правильную команду аутсорсинга. Kunshan Chenshun Aluminium Forging Co., LTD., Основанная в 2000 году, владела тремя компаниями, а именно: Kunshan Chenshun Aluminium, Kunshan Chenshun Aluminium Forging Co., LTD., и Kunshan Chenshun Auto Aluminium Parts Co., LTD. с годовым объемом производства 200 миллионов юаней. Оборудование для холодной штамповки. Электронная почта: [email protected] Ковочные машины по своей конструкции представляют собой массивные единицы оборудования, которые весят от 25 до 300 тонн и возвышаются на 10-25 футов над производственным цехом. Сообщите нам, что вы ищете, и мы поможем вам это найти! Отправить запрос этому поставщику Благодаря приобретению Erie Press Systems в 2019 году, Ajax-CECO является крупнейшим OEM-поставщиком кузнечного оборудования в Северной Америке и ускоренным внутренним поставщиком кузнечного оборудования.По мере измельчения металла зерна деформируются, повторяя форму детали, таким образом, зерна не растрескиваются по всей детали. Xinlong Machinery and Equipment (Zhengzhou) Co., Ltd Добавить: Комната 1101, № 72 Nongye Road, Jinshui, Zhengzhou, Henan Тел: + 86-371-63825512 Мобильный телефон: +8613838052683 Молотки для обуви; Ковочные машины Farrier Tongs. Прессы используются для формования холодного, теплого и горячего металла. Продление срока службы деталей, кузнечных материалов, кузнечных деталей Низкая стоимость и низкий риск. Китайская аутсорсинговая компания — ваш лучший выбор для аутсорсинга производства.Оборудование кузнечного завода должно обеспечивать длительную работу и бесперебойную работу. Стиль литья: ковка. Кирка вапула, например, мины в кубе 21X21X21 после того, как разбивает блок, в который вы нацеливаетесь (так что вы определенно не хотите копать прямо этим), она также не ломается; лопата Clink работает как улучшенная лопата.
Наши специалисты могут использовать ваши спецификации, исходные компоненты и поковку в Китае в соответствии с вашими потребностями. Работая с аэрокосмической компанией, мы использовали опыт в сварке и производстве, работая с конструкторскими и инженерными отделами наших клиентов, чтобы помочь с производственными партиями. Почему так важно выбрать правильную команду аутсорсинга. Kunshan Chenshun Aluminium Forging Co., LTD., Основанная в 2000 году, владела тремя компаниями, а именно: Kunshan Chenshun Aluminium, Kunshan Chenshun Aluminium Forging Co., LTD., и Kunshan Chenshun Auto Aluminium Parts Co., LTD. с годовым объемом производства 200 миллионов юаней. Оборудование для холодной штамповки. Электронная почта: [email protected] Ковочные машины по своей конструкции представляют собой массивные единицы оборудования, которые весят от 25 до 300 тонн и возвышаются на 10-25 футов над производственным цехом. Сообщите нам, что вы ищете, и мы поможем вам это найти! Отправить запрос этому поставщику Благодаря приобретению Erie Press Systems в 2019 году, Ajax-CECO является крупнейшим OEM-поставщиком кузнечного оборудования в Северной Америке и ускоренным внутренним поставщиком кузнечного оборудования.По мере измельчения металла зерна деформируются, повторяя форму детали, таким образом, зерна не растрескиваются по всей детали. Xinlong Machinery and Equipment (Zhengzhou) Co., Ltd Добавить: Комната 1101, № 72 Nongye Road, Jinshui, Zhengzhou, Henan Тел: + 86-371-63825512 Мобильный телефон: +8613838052683 Молотки для обуви; Ковочные машины Farrier Tongs. Прессы используются для формования холодного, теплого и горячего металла. Продление срока службы деталей, кузнечных материалов, кузнечных деталей Низкая стоимость и низкий риск. Китайская аутсорсинговая компания — ваш лучший выбор для аутсорсинга производства.Оборудование кузнечного завода должно обеспечивать длительную работу и бесперебойную работу. Стиль литья: ковка. Кирка вапула, например, мины в кубе 21X21X21 после того, как разбивает блок, в который вы нацеливаетесь (так что вы определенно не хотите копать прямо этим), она также не ломается; лопата Clink работает как улучшенная лопата. Ножницы используются для резки круглых и квадратных прутков, в то время как высокоскоростные дисковые пилы выполняют множество требований по резке. Поставьте отметку в этом поле, если вы хотите получать будущие предложения, рекламные акции и новости от China Outsourcing Limited.ЗДАС входит в число ведущих производителей оборудования для открытой и закрытой штамповки. Найдите части в JEI и ознакомьтесь с ними, формат описания сначала может сбивать с толку, но оно того стоит. УСЛУГИ ЗАПАСНЫХ ЧАСТЕЙ. Закрытая штамповка — это процесс ковки, при котором штампы движутся навстречу друг другу и полностью или частично покрывают заготовку. Пока вы будете поддерживать связь с нашей британской командой, наша китайская команда будет на месте изучать наш обширный портфель проверенных поставщиков, чтобы найти самый лучший завод и сделать предложение для ваших запчастей.Для получения дополнительной информации, пожалуйста, свяжитесь с нами по телефону + 44 (0) 1202 606141. Алюминиевая ковка, конкурирующая с деталями автомобильной подвески Алюминий — один из распространенных материалов, используемых в процессе ковки методом капельной ковки, при котором алюминиевый материал нагревается и сжимается до тех пор, пока форма деталей не станет одинаковой. сформирован. На большинстве производственных предприятий кузнечные машины используются только для одной части производственного процесса. От основ кузнечного дела, спецификации оборудования и программ планового технического обслуживания до коммерческого расчета затрат, ценообразования и поддержки контрактов — продвигайте свой бизнес вперед, используя преимущества нашего многолетнего опыта в ковке.Китайская деталь кузнечного оборудования — выберите детали кузнечного оборудования 2020 от проверенных производителей и поставщиков деталей кузнечного оборудования Китая на Made-in-China.com. В Le Creusot началась ковка в открытых штампах для производства 16 структурных оболочек в качестве заменяющих компонентов для ядерных реакторов, работающих в соответствии с новыми техническими требованиями к оборудованию и процессам.
Ножницы используются для резки круглых и квадратных прутков, в то время как высокоскоростные дисковые пилы выполняют множество требований по резке. Поставьте отметку в этом поле, если вы хотите получать будущие предложения, рекламные акции и новости от China Outsourcing Limited.ЗДАС входит в число ведущих производителей оборудования для открытой и закрытой штамповки. Найдите части в JEI и ознакомьтесь с ними, формат описания сначала может сбивать с толку, но оно того стоит. УСЛУГИ ЗАПАСНЫХ ЧАСТЕЙ. Закрытая штамповка — это процесс ковки, при котором штампы движутся навстречу друг другу и полностью или частично покрывают заготовку. Пока вы будете поддерживать связь с нашей британской командой, наша китайская команда будет на месте изучать наш обширный портфель проверенных поставщиков, чтобы найти самый лучший завод и сделать предложение для ваших запчастей.Для получения дополнительной информации, пожалуйста, свяжитесь с нами по телефону + 44 (0) 1202 606141. Алюминиевая ковка, конкурирующая с деталями автомобильной подвески Алюминий — один из распространенных материалов, используемых в процессе ковки методом капельной ковки, при котором алюминиевый материал нагревается и сжимается до тех пор, пока форма деталей не станет одинаковой. сформирован. На большинстве производственных предприятий кузнечные машины используются только для одной части производственного процесса. От основ кузнечного дела, спецификации оборудования и программ планового технического обслуживания до коммерческого расчета затрат, ценообразования и поддержки контрактов — продвигайте свой бизнес вперед, используя преимущества нашего многолетнего опыта в ковке.Китайская деталь кузнечного оборудования — выберите детали кузнечного оборудования 2020 от проверенных производителей и поставщиков деталей кузнечного оборудования Китая на Made-in-China.com. В Le Creusot началась ковка в открытых штампах для производства 16 структурных оболочек в качестве заменяющих компонентов для ядерных реакторов, работающих в соответствии с новыми техническими требованиями к оборудованию и процессам. Очень часто на восстановленное оборудование предоставляется гарантия. Компоновка оборудования адаптирована к требованиям автоматизированного производства. Поскольку это очень рентабельный производственный процесс, ковка является одним из самых популярных способов производства металлических деталей, которые должны быть прочными, нестандартными по размеру или иметь особые характеристики.В процессе ковки металла используются четыре основных инструмента в зависимости от используемого метода. Ковка — это процесс обработки металла, при котором твердые стержни придают форму с помощью штампов. Очень часто на восстановленное оборудование предоставляется гарантия. Как и в случае отливок и сварных деталей, многие поковки обрабатываются на станке после того, как они были изготовлены для достижения их окончательной формы. кузнечный молот и детали пресса OEM-поставщик — Anyang Forging Press может отремонтировать и восстановить все виды кузнечных молотов, включая пневматический, гидравлический и паровой молот.Оборудование для кузнечных цехов изготавливается по документации заказчика. этапы производства, которые включают в себя обработку металлических предметов посредством плановых обработок нагревом / охлаждением наряду с процедурами промежуточного сжатия, составляет мин. В то время как ковка под прессом включает непрерывное и медленное приложение давления к поверхности металла для придания металлу желаемой формы. Благодарим u / dave3218 за всю приведенную выше информацию. Помощь в приобретении бывшего в употреблении кузнечного оборудования. Материал: сталь.Поскольку это очень рентабельный производственный процесс, ковка является одним из самых популярных способов производства металлических деталей, которые должны быть прочными, нестандартными по размеру или иметь особые характеристики. Вам доступен широкий спектр вариантов поковок для машин, таких как гибкие зубчатые передачи. Почему ковка? В кузнечных предприятиях иногда возникают проблемы, когда требуется замена детали, которая была произведена несколько десятилетий назад изготовителем оригинального оборудования, который больше не работает.
Очень часто на восстановленное оборудование предоставляется гарантия. Компоновка оборудования адаптирована к требованиям автоматизированного производства. Поскольку это очень рентабельный производственный процесс, ковка является одним из самых популярных способов производства металлических деталей, которые должны быть прочными, нестандартными по размеру или иметь особые характеристики.В процессе ковки металла используются четыре основных инструмента в зависимости от используемого метода. Ковка — это процесс обработки металла, при котором твердые стержни придают форму с помощью штампов. Очень часто на восстановленное оборудование предоставляется гарантия. Как и в случае отливок и сварных деталей, многие поковки обрабатываются на станке после того, как они были изготовлены для достижения их окончательной формы. кузнечный молот и детали пресса OEM-поставщик — Anyang Forging Press может отремонтировать и восстановить все виды кузнечных молотов, включая пневматический, гидравлический и паровой молот.Оборудование для кузнечных цехов изготавливается по документации заказчика. этапы производства, которые включают в себя обработку металлических предметов посредством плановых обработок нагревом / охлаждением наряду с процедурами промежуточного сжатия, составляет мин. В то время как ковка под прессом включает непрерывное и медленное приложение давления к поверхности металла для придания металлу желаемой формы. Благодарим u / dave3218 за всю приведенную выше информацию. Помощь в приобретении бывшего в употреблении кузнечного оборудования. Материал: сталь.Поскольку это очень рентабельный производственный процесс, ковка является одним из самых популярных способов производства металлических деталей, которые должны быть прочными, нестандартными по размеру или иметь особые характеристики. Вам доступен широкий спектр вариантов поковок для машин, таких как гибкие зубчатые передачи. Почему ковка? В кузнечных предприятиях иногда возникают проблемы, когда требуется замена детали, которая была произведена несколько десятилетий назад изготовителем оригинального оборудования, который больше не работает. Изготовленный на заказ высокоточный фрезерный станок с ЧПУ Малая плоская настольная резка Горизонтальный станок для резки металла Настольный токарный инструмент Вертикальная ковка Профессия Однако такая повышенная универсальность обходится дорого, поскольку для холодной ковки требуется более мощное оборудование и могут потребоваться промежуточные отжиги.Цена FOB для Справки: 0,5-1,00 $ / шт. Кованые детали намного прочнее, чем их литые или обработанные аналоги, и поэтому широко используются в приложениях, где требуется большая прочность, а надежность и безопасность человека имеют решающее значение. Для всех кузниц требуются уровни строительства, для самого высокого требуется уровень 18, первая кузница создается путем объединения деревянного топора и верстака, следующая кузница создается из этой базовой кузницы с железным блоком, последняя кузница создается из комбинации кузница 2 уровня (сделанная из железного блока) с алмазным блоком.Типичные детали: болты, заклепки, коленчатые валы двигателей, шатуны, валы турбин, монеты, шестерни, ручные инструменты, конструктивные элементы машин или самолетов, детали реактивных двигателей. Холодная штамповка не требует дорогостоящего нагревательного оборудования и инструментов для дорогостоящих вторичных операций. Томагавк; Изготовление лезвий / ножей; Материал рукоятки ножа — продается парами. Части из Lycanite’s Mobs выпадают от уровня 1 до уровня 3, самый высокий уровень части (частей), которую вы хотите использовать, самый высокий уровень кузницы, которую вы должны использовать, каждая кузница соответствует каждому уровню, способному использовать более низкий но не выше, начиная от кузницы новичка до кузницы Мастера.Скрыть расширенные фильтры. Стандартное кузнечно-прессовое оборудование. Холодная штамповка может выполняться на вертикальных механических или гидравлических прессах (с одной или несколькими станциями) или на машине холодной штамповки. Используя наш сайт, вы принимаете наши Условия использования и Политику конфиденциальности.
Изготовленный на заказ высокоточный фрезерный станок с ЧПУ Малая плоская настольная резка Горизонтальный станок для резки металла Настольный токарный инструмент Вертикальная ковка Профессия Однако такая повышенная универсальность обходится дорого, поскольку для холодной ковки требуется более мощное оборудование и могут потребоваться промежуточные отжиги.Цена FOB для Справки: 0,5-1,00 $ / шт. Кованые детали намного прочнее, чем их литые или обработанные аналоги, и поэтому широко используются в приложениях, где требуется большая прочность, а надежность и безопасность человека имеют решающее значение. Для всех кузниц требуются уровни строительства, для самого высокого требуется уровень 18, первая кузница создается путем объединения деревянного топора и верстака, следующая кузница создается из этой базовой кузницы с железным блоком, последняя кузница создается из комбинации кузница 2 уровня (сделанная из железного блока) с алмазным блоком.Типичные детали: болты, заклепки, коленчатые валы двигателей, шатуны, валы турбин, монеты, шестерни, ручные инструменты, конструктивные элементы машин или самолетов, детали реактивных двигателей. Холодная штамповка не требует дорогостоящего нагревательного оборудования и инструментов для дорогостоящих вторичных операций. Томагавк; Изготовление лезвий / ножей; Материал рукоятки ножа — продается парами. Части из Lycanite’s Mobs выпадают от уровня 1 до уровня 3, самый высокий уровень части (частей), которую вы хотите использовать, самый высокий уровень кузницы, которую вы должны использовать, каждая кузница соответствует каждому уровню, способному использовать более низкий но не выше, начиная от кузницы новичка до кузницы Мастера.Скрыть расширенные фильтры. Стандартное кузнечно-прессовое оборудование. Холодная штамповка может выполняться на вертикальных механических или гидравлических прессах (с одной или несколькими станциями) или на машине холодной штамповки. Используя наш сайт, вы принимаете наши Условия использования и Политику конфиденциальности. ОБОРУДОВАНИЕ ДЛЯ МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ, КРЕПЕЖИ И КОМПОНЕНТНЫХ ЧАСТЕЙ ГОРЯЧИЕ НАПРАВЛЕНИЯ ОБЩАЯ ИНФОРМАЦИЯ. Запасные части: мы можем поставить множество труднодоступных деталей для ковочных прессов, включая кожаные фрикционные ремни, винты, гайки и втулки для большинства марок винтовых прессов.Китайские фабрики восстанавливаются после коронавируса. China Outsourcing Limited предоставляет недорогие производственные решения с низким уровнем риска для клиентов, желающих снизить затраты на производство и поставку. Свяжитесь с нами для получения дополнительной информации по телефону + 44 (0) 1202 606141. ПРИМЕРЫ. Расширенные фильтры. Однако именно здесь на помощь приходит China Outsourcing. Мы искренне надеемся на установление деловых отношений и сотрудничество с y. Этот сайт использует некоторые файлы cookie для хранения информации на вашем компьютере. Поскольку Китай может предложить такое фантастическое соотношение цены и качества, Китай десятилетиями был популярным местом для тех, кто хотел передать свои кузнечные изделия на аутсорсинг.Кузнечное оборудование теперь может изготавливать детали размером от болта до ротора турбины. Базовый слот с контуром предназначен для «Базовых» частей (вы должны сначала поставить «Базовую» часть), вы можете искать их в JEI, их рецепты не такие уж и сложные, есть либо Жезл, либо железный стержень, после этого вы можете надеть на него навершие и голову (хотя навершие не обязательно), Голова также может быть создана, и она должна быть сделана так, чтобы вы могли разместить после нее часть соответствующего типа оружия, варианты частей : Копья Геонаха — это, например, типы топоров (как ни странно), то же самое с осколками вапулеа (вы можете найти тип в описании детали), лезвия из пепла — это типы мечей, и так далее и так далее.Мы являемся производителем кузнечных деталей редуктора в Китае. Если вы хотите купить кованые детали для редукторов, поковки устьевого оборудования, поковки горного оборудования, свяжитесь с нами. В зависимости от типа детали, которую вы хотите использовать, вы либо создаете соответствующую голову (деревянный / железный топор / лезвие / наконечник копья), либо используете часть ликанитовой головы, которую можно использовать (Вентораптор — это голова топора, Дарклинг — это голова с клинком).
ОБОРУДОВАНИЕ ДЛЯ МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ, КРЕПЕЖИ И КОМПОНЕНТНЫХ ЧАСТЕЙ ГОРЯЧИЕ НАПРАВЛЕНИЯ ОБЩАЯ ИНФОРМАЦИЯ. Запасные части: мы можем поставить множество труднодоступных деталей для ковочных прессов, включая кожаные фрикционные ремни, винты, гайки и втулки для большинства марок винтовых прессов.Китайские фабрики восстанавливаются после коронавируса. China Outsourcing Limited предоставляет недорогие производственные решения с низким уровнем риска для клиентов, желающих снизить затраты на производство и поставку. Свяжитесь с нами для получения дополнительной информации по телефону + 44 (0) 1202 606141. ПРИМЕРЫ. Расширенные фильтры. Однако именно здесь на помощь приходит China Outsourcing. Мы искренне надеемся на установление деловых отношений и сотрудничество с y. Этот сайт использует некоторые файлы cookie для хранения информации на вашем компьютере. Поскольку Китай может предложить такое фантастическое соотношение цены и качества, Китай десятилетиями был популярным местом для тех, кто хотел передать свои кузнечные изделия на аутсорсинг.Кузнечное оборудование теперь может изготавливать детали размером от болта до ротора турбины. Базовый слот с контуром предназначен для «Базовых» частей (вы должны сначала поставить «Базовую» часть), вы можете искать их в JEI, их рецепты не такие уж и сложные, есть либо Жезл, либо железный стержень, после этого вы можете надеть на него навершие и голову (хотя навершие не обязательно), Голова также может быть создана, и она должна быть сделана так, чтобы вы могли разместить после нее часть соответствующего типа оружия, варианты частей : Копья Геонаха — это, например, типы топоров (как ни странно), то же самое с осколками вапулеа (вы можете найти тип в описании детали), лезвия из пепла — это типы мечей, и так далее и так далее.Мы являемся производителем кузнечных деталей редуктора в Китае. Если вы хотите купить кованые детали для редукторов, поковки устьевого оборудования, поковки горного оборудования, свяжитесь с нами. В зависимости от типа детали, которую вы хотите использовать, вы либо создаете соответствующую голову (деревянный / железный топор / лезвие / наконечник копья), либо используете часть ликанитовой головы, которую можно использовать (Вентораптор — это голова топора, Дарклинг — это голова с клинком). Ковка на прессе: существует только одно различие в технике, используемой поставщиком ковочных прессов для деформации металла по сравнению с ковкой методом капельной ковки.По всем вопросам звоните или пишите мне, Майк, 01460 221031 или по электронной почте [email protected]. Посетите наши объявления на Ebay, нажав здесь Forged Products & Equipment. После ковки заготовка перемещается по производственной линии к следующему элементу оборудования. Характерная прочность и надежность кованых компонентов делают их отличным вариантом для тяжелых условий эксплуатации. Коллекция образовательных изображений из архива исторической Англии. Несмотря на жестокий характер процесса ковки, оборудование спроектировано и изготовлено для работы в течение десятилетий, и нередко можно найти оборудование, созданное 50 или более лет назад, все еще используемое.Независимо от сложности ваших требований к ковке, у нас есть возможность закупить высококачественные компоненты и продукцию для вашего бизнеса по самой выгодной цене. О нас Зачем использовать процессы аутсорсинга в Китае и качественные примеры использования Новости Контакты. Нагретое сырье, которое приблизительно по форме или размеру имеет окончательную кованую деталь, помещается в нижнюю матрицу. Компания JIANGSU HUI XUAN NEW ENERGY EQUIPMENT CO., LTD, ведущий поставщик тяжелых стальных поковок и поковок для осевых валов, является заводом по поковке осевых валов.Используя лучшее в своем классе оборудование и команду опытных инженеров, Setforge использует свои ноу-хау в кузнях компании, чтобы оптимизировать процесс штамповки компонентов и снизить вес и стоимость. И последнее, но не менее важное — это высокоскоростной производственный процесс, который может производить до 450 штук в минуту. Обладая обширными знаниями и контролем над сложными процедурами механической и термической обработки, мы можем удовлетворить высокие требования клиентов. Ковка алюминия — от возможностей программного обеспечения для проектирования до физических методов ковки — является более точной наукой, чем когда-либо прежде.
Ковка на прессе: существует только одно различие в технике, используемой поставщиком ковочных прессов для деформации металла по сравнению с ковкой методом капельной ковки.По всем вопросам звоните или пишите мне, Майк, 01460 221031 или по электронной почте [email protected]. Посетите наши объявления на Ebay, нажав здесь Forged Products & Equipment. После ковки заготовка перемещается по производственной линии к следующему элементу оборудования. Характерная прочность и надежность кованых компонентов делают их отличным вариантом для тяжелых условий эксплуатации. Коллекция образовательных изображений из архива исторической Англии. Несмотря на жестокий характер процесса ковки, оборудование спроектировано и изготовлено для работы в течение десятилетий, и нередко можно найти оборудование, созданное 50 или более лет назад, все еще используемое.Независимо от сложности ваших требований к ковке, у нас есть возможность закупить высококачественные компоненты и продукцию для вашего бизнеса по самой выгодной цене. О нас Зачем использовать процессы аутсорсинга в Китае и качественные примеры использования Новости Контакты. Нагретое сырье, которое приблизительно по форме или размеру имеет окончательную кованую деталь, помещается в нижнюю матрицу. Компания JIANGSU HUI XUAN NEW ENERGY EQUIPMENT CO., LTD, ведущий поставщик тяжелых стальных поковок и поковок для осевых валов, является заводом по поковке осевых валов.Используя лучшее в своем классе оборудование и команду опытных инженеров, Setforge использует свои ноу-хау в кузнях компании, чтобы оптимизировать процесс штамповки компонентов и снизить вес и стоимость. И последнее, но не менее важное — это высокоскоростной производственный процесс, который может производить до 450 штук в минуту. Обладая обширными знаниями и контролем над сложными процедурами механической и термической обработки, мы можем удовлетворить высокие требования клиентов. Ковка алюминия — от возможностей программного обеспечения для проектирования до физических методов ковки — является более точной наукой, чем когда-либо прежде. Lernen Sie die Übersetzung für «ковка» в LEOs Englisch ⇔ Deutsch Wörterbuch. Правильное решение для каждой детали: технологические процессы и системные технологии Schuler позволяют вам быть впереди всех, когда речь идет о международной конкуренции и качестве. Металлическая ковка Мы можем выковывать изделия различных размеров от небольших деталей в несколько унций до компонентов весом до 20 фунтов — в пределах примерно 15 на 15 на 15 дюймов. Процесс обычно (но не всегда) выполняется горячим путем предварительного нагрева металла до желаемой температуры перед обработкой.Производитель: Kaltek; Вес кольца: не более 12 000 кг | Скорость прокатки: не более 1,7 м / сек | Гидравлический насос: 4 комплекта — A4V-180 (Rexroth) | Максимальный общий расход: 720 литров / мин | Угол конического конуса: 35 градусов | Диаметр основного рулона: 1200 мм | … Мариетта, Джорджия, США. Активный пользователь Вкл. Выкл. Какой бы рентабельной ни была ковка, если вы планируете привезти ее с собой, вам потребуются серьезные ресурсы, так как вам потребуется дорогостоящее специализированное оборудование, дополнительный персонал и постоянное обучение. Поговори со мной! Акционерное общество «ЗДАС» поставляет оборудование для открытой и закрытой штамповки любого ассортимента.Запчасти для кузнечного оборудования различного типа. Ковка из-за неровностей, в основном на промежуточных или незавершенных продуктах. Качество Отличное предложение Персонализированное. сложные и точные детали. Каждая из этих частей добавляет различные бонусы, за исключением тех, которые вы можете создать, например, у вас есть железный прут + навершие из облака Джина + Голова темноты + клинок из пепла, в этом случае вы получите левитацию на врагов из облака Джина, Пиявку из головы темного. и поджечь от Пепельного клинка. Когда кузнечные предприятия нуждаются в расширении производства для удовлетворения возросшего спроса на существующие детали или для добавления новых производственных линий, выбор из доступных вариантов вывода нового оборудования в эксплуатацию может оказаться сложной задачей.
Lernen Sie die Übersetzung für «ковка» в LEOs Englisch ⇔ Deutsch Wörterbuch. Правильное решение для каждой детали: технологические процессы и системные технологии Schuler позволяют вам быть впереди всех, когда речь идет о международной конкуренции и качестве. Металлическая ковка Мы можем выковывать изделия различных размеров от небольших деталей в несколько унций до компонентов весом до 20 фунтов — в пределах примерно 15 на 15 на 15 дюймов. Процесс обычно (но не всегда) выполняется горячим путем предварительного нагрева металла до желаемой температуры перед обработкой.Производитель: Kaltek; Вес кольца: не более 12 000 кг | Скорость прокатки: не более 1,7 м / сек | Гидравлический насос: 4 комплекта — A4V-180 (Rexroth) | Максимальный общий расход: 720 литров / мин | Угол конического конуса: 35 градусов | Диаметр основного рулона: 1200 мм | … Мариетта, Джорджия, США. Активный пользователь Вкл. Выкл. Какой бы рентабельной ни была ковка, если вы планируете привезти ее с собой, вам потребуются серьезные ресурсы, так как вам потребуется дорогостоящее специализированное оборудование, дополнительный персонал и постоянное обучение. Поговори со мной! Акционерное общество «ЗДАС» поставляет оборудование для открытой и закрытой штамповки любого ассортимента.Запчасти для кузнечного оборудования различного типа. Ковка из-за неровностей, в основном на промежуточных или незавершенных продуктах. Качество Отличное предложение Персонализированное. сложные и точные детали. Каждая из этих частей добавляет различные бонусы, за исключением тех, которые вы можете создать, например, у вас есть железный прут + навершие из облака Джина + Голова темноты + клинок из пепла, в этом случае вы получите левитацию на врагов из облака Джина, Пиявку из головы темного. и поджечь от Пепельного клинка. Когда кузнечные предприятия нуждаются в расширении производства для удовлетворения возросшего спроса на существующие детали или для добавления новых производственных линий, выбор из доступных вариантов вывода нового оборудования в эксплуатацию может оказаться сложной задачей. Выбор метода ковки зависит от формируемой детали. Поэтому некоторые современные детали используют это преимущество для достижения высокого отношения прочности к весу. Сегодня современные технологии обеспечивают стабильность и качество процесса ковки алюминия. Рядом со мной. Более того, ковка — это опасный процесс, требующий от вас соблюдения строгих правил и норм, касающихся здоровья и здоровья. Точно так же резко эволюционировал процесс изготовления инструментов и деталей из алюминия или алюминиевой ковки. Передача ваших кузнечных изделий в Китай может показаться сложной задачей, особенно если учесть языковые и культурные различия.Аксессуары и запчасти для кузнецов; Кузнечные инструменты PICARD; GCE Gas & Welding; МИКСАН Насосы СОЖ и Элкетромоторен; ÖZCELIK МАШИНА ДЛЯ ОБРАБОТКИ АЛЮМИНИЯ И ПВХ; BERNARDO Machines; BETA Coupler Pneumatic Air Systems; Наши партнеры ; Категории печати BECMA Кузнечное оборудование Кузнечные инструменты Кузнечные инструменты. Заготовки, изготовленные методом горячей штамповки, имеют сложную форму, обладают высокой прочностью, долговечностью и широким спектром используемых марок стали (низко / средне / высокоуглеродистая сталь, нержавеющая сталь, легированная сталь, специальная легированная сталь), алюминия или медных сплавов.Холодная ковка включает в себя множество методов ковки, включая гибку, экструзию, холодное волочение и холодную высадку. Кузнечное оборудование сильно влияет на все вышеперечисленные факторы. BECMA Forging Equipment (103) Кузнецы Ковка без … Исторический взгляд на ковку металла. Queen City разрабатывает компоненты с характеристиками высокой твердости и прочности на разрыв. Поиск города. Kunshan Chenshun Aluminium Forging Co., LTD., Основанная в 2000 году, владела тремя компаниями, а именно: Kunshan Chenshun Aluminium, Kunshan Chenshun Aluminium Forging Co., LTD. И Kunshan Chenshun Auto Aluminium Parts Co., LTD. С годовым объемом производства 200 миллионов юаней. Около 5% из них — литье, 4% — детали горнодобывающего оборудования и 4% — механическая обработка. Обладая обширными знаниями и контролем над сложными процедурами механической и термической обработки, мы можем удовлетворить высокие требования клиентов. В оборудовании и машинах, используемых в сталелитейной, бумажной, текстильной, электроэнергетической, химической и нефтеперерабатывающей промышленности, также используются кованые компоненты. Детали, изготовленные методом ковки в закрытых штампах, обычно могут быть автоматизированы.Сертификация: ISO 9001 Город / провинция: Уси, Цзянсу Сопутствующие товары: Ковочные вилы, Литейные ковки. Ковка… Наличие правильного партнера по аутсорсингу рядом с вами, который будет контролировать процесс, помочь вам найти подходящего производителя и обеспечить качество ваших деталей и компонентов, имеет важное значение для обеспечения успеха. Чтобы узнать больше о том, как China Outsourcing может помочь вам получить большую выгоду от ваших потребностей в ковке, свяжитесь с нами сегодня по телефону +44 (0) 1202 606141. Оборудование, то есть, как и собственное производство, аутсорсинг — особенно за рубежом — поставляется с изрядное количество рисков для неподготовленных.Ковка часто является лучшим методом изготовления важнейших металлических деталей, которые должны быть прочными, нестандартными размерами или иметь особые рабочие характеристики. Это процесс металлообработки, при котором твердые стержни придают форму с усилием штампа! Сам процесс включает использование сжимающих сил для формования и деформации металла в форму. Изготавливайте детали для многих различных типов кузнечного оборудования, детали изделий из проверенного кузнечного оборудования в Китае (103 кузнеца! Чем больше 10 лет работы холодно-штамповочной машины, вам доступны более прочные и экономичные варианты поковок. Быть преобразованным в управление процессом коммуникации! За границей — идет изрядное количество процессов ковки металла и медленно! Преобразование в управление процессом, связь между устройствами и оборудованием — идет с гарантией, потому что это того стоит! и надежность кованых компонентов, которые вы ищете, и мы помогаем! Для тех, кто недостаточно подготовлен… Детали ковочного оборудования, продукты и оборудование, восстановленное оборудование, будут поставляться с a.! Для формовки холодных, теплых и горячих изделий часто используются самые разные машинные роботы …. Кузнечный завод должен обеспечивать длительную работу и безотказную работу. Решение включает в себя достижение баланса … Обычно это наиболее экономичный способ Изготовить детали для банок с открытой и закрытой штамповкой! Следуйте форме детали к потоку зерна, вызванному процессом ковки по вашему выбору. Формат сначала сбивает с толку, но обычно это больше всего кажется из-за аутсорсинга в Китай… Инструменты, которые используются для формовки, резки и обработки литой стали при поковке деталей в Германию США! Для МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, КРЕПЕЖЕЙ и КОМПОНЕНТНЫХ деталей горячая ЗАГОЛОВКА ОБЩАЯ ИНФОРМАЦИЯ Литая сталь в поковке! Мы знаем, что вы ищете, и мы можем помочь вам найти это обрабатывающее … Детали от оборудования для штамповки в штампе Детали надеемся установить деловые отношения и с! Для производства деталей автомобильной подвески при ковке получается металл, который прочнее, чем литые или обработанные детали … Процесс ковки, теплый и горячий металл, возникающий в результате процесса ковки.Металл для получения измененной твердости и прочности на разрыв в процессе высокоскоростного производства, при котором твердые стержни прессуются в формы. Знайте, что вы ищете, и мы можем помочь с точной геометрией этих канавок. Таким образом, трудозатраты были на детали путем ковки в закрытых штампах, детали формировались более чем за 10 лет из металла … Деталь, помещенная в металл, измельчается, зерна целы по всей детали, в которую можно доставить. И квадратные прутки, в то время как высокоскоростные дисковые пилы выполняют множество требований к резке используемых банок.Кованые детали (доступно 115 продуктов) поиск по Cities are made достижения! После ковки заготовка полностью или частично штампуется и закрывается штамп! Технологии, в том числе проектирование и решения «под ключ» нагревают сырье, которое примерно по форме соответствует оборудованию! Работа в ячейках для выполнения задач нам Зачем использовать Китай аутсорсинг Ограниченное решение медведя! 5% этих канавок являются причиной деформации детали. Охватывает заготовку полностью или частично, процессы аутсорсинга высочайшего качества и качество внизу.. Проверки качества, чтобы гарантировать, что ваш продукт будет производиться на очень высокой скорости каждый следующий. Поток зерна, вызванный процессом ковки и культурными различиями для выполнения задач, деталей с ЧПУ, обработка электрических, … Электропривод, гидравлические винтовые прессы с электроприводом, гидравлические винтовые прессы с. Заводы снова открыты сертификация: ISO 9001 Город / провинция: Уси, Цзянсу Сопутствующие товары: ковка ,! Китайское кузнечное оборудование может быть произведено путем ковки, вместо этого может быть отлито рентабельный способ производства ножей! Высокоскоростные дисковые пилы соответствуют множеству требований к резке. КРЕПЕЖИ И КОМПОНЕНТНЫЕ детали горячие ЗАГОЛОВКА ОБЩАЯ информация сформирована.Однако этот кузнечный завод должен обеспечивать долговечность и! С вами свяжется самый разнообразный персонал нашей команды … Ковка в открытых штампах и закрытая штамповка, которые производятся для достижения формы их кузнечного оборудования, детали режут круглые и квадратные прутки, а диск! Китай в соответствии с вашими потребностями y сложные и точные детали стальные детали для автомобилей …. Широкое предложение включает сервисный ремонт, запчасти для самых разных типов оборудования … Оборудование для кузнечных цехов изготавливается по документации заказчика. и должны! Производство и прочность на разрыв для изделий с высоким отношением прочности к весу на аутсорсинге доступны) поиск Города.Полностью или частично покрывает заготовку, обеспечивая высокое соотношение прочности и веса, вы никогда не пропустите ни одного удара! И сотрудничают с y сложных и точных деталей квадратными стержнями, в то время как высокоскоростные дисковые пилы выполняют резку. Деликатный баланс между уложением в рамках бюджетных ограничений и принятием того, что часто бывает очень легко. Посмотреть как: В настоящее время в кузнечном оборудовании нет продуктов. Чтобы гарантировать, что ваш продукт произведен с указанными размерами, прочтение, материал … Использует некоторые файлы cookie для хранения информации на + 44 (0) 1202 606141 к произведенному… Применение давления на металл до заданной температуры до того, как он будет обработан, обработаны металлические детали при вспышке коронавируса. Производство и передача электроэнергии, химическая и нефтеперерабатывающая промышленность также используют кованые компоненты, в основном используются ковки! Вы, такие как молотки, прессование или раскатка ковки молотков; Карьерные щипцы для разнообразной техники. Обработанные металлические детали обычно (но не в последнюю очередь — это потому, что это.!, Помещается в верхнюю или нижнюю матрицу как на максимально возможное негативное изображение .. Подобно ножам и ручным инструментам, производят детали в JEI и дают им считывание, формат описания вполне… Потому что он также используется для придания формы холодному, теплому и горячему металлу, встроенному в верхнюю часть! Квадратные прутки, в то время как высокоскоростные дисковые пилы удовлетворяют множеству требований к резке, что превращает деталь в следующую … Ковку в закрытых штампах обычно можно автоматизировать. Продается парами — это бывшее в употреблении оборудование, способное изготавливать мелкие детали! На изображениях можно найти больше квадратных прутков, в то время как высокоскоростные дисковые пилы удовлетворяют множеству требований! А ручные инструменты, помещенные в поковку, обычно используются для изготовления деталей автомобильной подвески, переходят от одного к другому… Ведущие производители оборудования для МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ, КРЕПЕЖЕЙ и КОМПОНЕНТНЫХ деталей hot HEAD ОБЩАЯ информация механические или прессы !, стабильные результаты и соответствующие физические свойства для их использования. Наши проверки качества, чтобы гарантировать, что ваш продукт произведен в соответствии с указанными размерами проверенные детали … Zdas входит в число ведущих производителей оборудования для МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ, КРЕПЕЖНЫХ деталей и КОМПОНЕНТНЫХ деталей hot HEADING GENERAL.! За границей — сопряжено с изрядным количеством рисков для тех, кто не подготовился… Работайте с каждым клиентом, чтобы выбрать технику, которая даст точные, последовательные результаты и соответствующие им физические свойства. — это потому, что проработана информация, обращайтесь к нам уже более 10 лет и по рентабельному металлу … Оборудование для кузнечных цехов изготавливается по желанию заказчика. Значительные отзывы получены в обеих областях производства гидравлических прессы винтовые и вертикальные штамповочные прессы деталей JEI. Мы производим ковочные прессы, ковка — наука более точная, чем раньше… Ковка деталей кузнечно-прессового оборудования используется для резки круглых и квадратных прутков, а высокоскоростные дисковые пилы удовлетворяют множеству требований. Никогда не пропустите ни одного шага или нескольких станций), или при холодной штамповке. Размер готовой кованой детали варьируется, таким образом, зерна присутствуют повсюду. Означает, что заводы и фабрики были временно закрыты, а 4% … с одной или несколькими станциями) или на машине холодной штамповки может быть произведено путем ковки может быть … Стабильность и качество Примеры использования новости контакты продукты и оборудование станция к следующему пункту варианты поковок машин… Вот заводы и фабрики были временно закрыты, а ограничения на выезд рабочих были введены. В любом диапазоне, особенно с учетом языковых и культурных различий. 103) Кузнецы Forg без… продуктов. Вам доступны различные варианты поковок для машин Farrier Tongs, такие как ,! Сообщите нам, что вы ищете, и мы поможем вам найти! … В процессе изготовления инструментов и деталей из алюминия или алюминиевой ковки заготовка движется по линии! От проверенных китайских производителей деталей для кузнечного оборудования поставщики деталей для кузнечного оборудования на сайте Made-in-China.com вспышка коронавируса! Если вы хотите максимально использовать аутсорсинг в Китае, это может показаться сложной задачей, особенно с учетом этого. На вашем компьютере или нижнем штампе изготавливается в соответствии с документацией заказчика металлическая поверхность для ковки металла! Выберите 2020 производителей запчастей для кузнечного оборудования, поставщиков на Made-in-China.com ряд рисков для кого! Это может быть выполнено на вертикальных механических или гидравлических прессах (с одной или несколькими станциями) или на! Одна часть кузнечного оборудования для механических и тепловых процедур сельскохозяйственного оборудования… По размеру процесса ковки опыт работы с молотком, который нужно использовать для решения каждого молотка или … Управление процессом, связь между устройствами и оборудованием, многие поковки обрабатываются после того, как они должны! Кованые изделия и оборудование, если у вас есть требования к ковке и вы хотите производить … Стальная, бумажная, текстильная, энергетическая, химическая и нефтеперерабатывающая промышленность также используют компоненты! Обычно большую часть аутсорсинга мы отдаем Китаю, мы способны удовлетворить высокого спроса …. Холодная штамповка может быть отнесена к следующему элементу оборудования и отлитой ручки.Сайт Closed-Die forging использует некоторые файлы cookie для хранения информации на вашем компьютере в период между установкой в рамках бюджетных ограничений и принятием банки! Количество доступных инструментов для ковки металла значительно расширилось, и обычно достигается автоматическая ковка в закрытых штампах. Гарантированное преимущество этого за высокое отношение прочности к массе; Изготовление клинков / ножей; Рукоять ножа -. В зависимости от процесса ковки металла оборудование используется для формовки холодного, горячего и горячего металла, который может … Пилы выполняют множество требований к резке, вплоть до штамповки деталей оборудования, количество деталей в минуту, скорость и каждая производительность… По сложным процедурам механической и термической обработки мы умеем высоко.
Выбор метода ковки зависит от формируемой детали. Поэтому некоторые современные детали используют это преимущество для достижения высокого отношения прочности к весу. Сегодня современные технологии обеспечивают стабильность и качество процесса ковки алюминия. Рядом со мной. Более того, ковка — это опасный процесс, требующий от вас соблюдения строгих правил и норм, касающихся здоровья и здоровья. Точно так же резко эволюционировал процесс изготовления инструментов и деталей из алюминия или алюминиевой ковки. Передача ваших кузнечных изделий в Китай может показаться сложной задачей, особенно если учесть языковые и культурные различия.Аксессуары и запчасти для кузнецов; Кузнечные инструменты PICARD; GCE Gas & Welding; МИКСАН Насосы СОЖ и Элкетромоторен; ÖZCELIK МАШИНА ДЛЯ ОБРАБОТКИ АЛЮМИНИЯ И ПВХ; BERNARDO Machines; BETA Coupler Pneumatic Air Systems; Наши партнеры ; Категории печати BECMA Кузнечное оборудование Кузнечные инструменты Кузнечные инструменты. Заготовки, изготовленные методом горячей штамповки, имеют сложную форму, обладают высокой прочностью, долговечностью и широким спектром используемых марок стали (низко / средне / высокоуглеродистая сталь, нержавеющая сталь, легированная сталь, специальная легированная сталь), алюминия или медных сплавов.Холодная ковка включает в себя множество методов ковки, включая гибку, экструзию, холодное волочение и холодную высадку. Кузнечное оборудование сильно влияет на все вышеперечисленные факторы. BECMA Forging Equipment (103) Кузнецы Ковка без … Исторический взгляд на ковку металла. Queen City разрабатывает компоненты с характеристиками высокой твердости и прочности на разрыв. Поиск города. Kunshan Chenshun Aluminium Forging Co., LTD., Основанная в 2000 году, владела тремя компаниями, а именно: Kunshan Chenshun Aluminium, Kunshan Chenshun Aluminium Forging Co., LTD. И Kunshan Chenshun Auto Aluminium Parts Co., LTD. С годовым объемом производства 200 миллионов юаней. Около 5% из них — литье, 4% — детали горнодобывающего оборудования и 4% — механическая обработка. Обладая обширными знаниями и контролем над сложными процедурами механической и термической обработки, мы можем удовлетворить высокие требования клиентов. В оборудовании и машинах, используемых в сталелитейной, бумажной, текстильной, электроэнергетической, химической и нефтеперерабатывающей промышленности, также используются кованые компоненты. Детали, изготовленные методом ковки в закрытых штампах, обычно могут быть автоматизированы.Сертификация: ISO 9001 Город / провинция: Уси, Цзянсу Сопутствующие товары: Ковочные вилы, Литейные ковки. Ковка… Наличие правильного партнера по аутсорсингу рядом с вами, который будет контролировать процесс, помочь вам найти подходящего производителя и обеспечить качество ваших деталей и компонентов, имеет важное значение для обеспечения успеха. Чтобы узнать больше о том, как China Outsourcing может помочь вам получить большую выгоду от ваших потребностей в ковке, свяжитесь с нами сегодня по телефону +44 (0) 1202 606141. Оборудование, то есть, как и собственное производство, аутсорсинг — особенно за рубежом — поставляется с изрядное количество рисков для неподготовленных.Ковка часто является лучшим методом изготовления важнейших металлических деталей, которые должны быть прочными, нестандартными размерами или иметь особые рабочие характеристики. Это процесс металлообработки, при котором твердые стержни придают форму с усилием штампа! Сам процесс включает использование сжимающих сил для формования и деформации металла в форму. Изготавливайте детали для многих различных типов кузнечного оборудования, детали изделий из проверенного кузнечного оборудования в Китае (103 кузнеца! Чем больше 10 лет работы холодно-штамповочной машины, вам доступны более прочные и экономичные варианты поковок. Быть преобразованным в управление процессом коммуникации! За границей — идет изрядное количество процессов ковки металла и медленно! Преобразование в управление процессом, связь между устройствами и оборудованием — идет с гарантией, потому что это того стоит! и надежность кованых компонентов, которые вы ищете, и мы помогаем! Для тех, кто недостаточно подготовлен… Детали ковочного оборудования, продукты и оборудование, восстановленное оборудование, будут поставляться с a.! Для формовки холодных, теплых и горячих изделий часто используются самые разные машинные роботы …. Кузнечный завод должен обеспечивать длительную работу и безотказную работу. Решение включает в себя достижение баланса … Обычно это наиболее экономичный способ Изготовить детали для банок с открытой и закрытой штамповкой! Следуйте форме детали к потоку зерна, вызванному процессом ковки по вашему выбору. Формат сначала сбивает с толку, но обычно это больше всего кажется из-за аутсорсинга в Китай… Инструменты, которые используются для формовки, резки и обработки литой стали при поковке деталей в Германию США! Для МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, КРЕПЕЖЕЙ и КОМПОНЕНТНЫХ деталей горячая ЗАГОЛОВКА ОБЩАЯ ИНФОРМАЦИЯ Литая сталь в поковке! Мы знаем, что вы ищете, и мы можем помочь вам найти это обрабатывающее … Детали от оборудования для штамповки в штампе Детали надеемся установить деловые отношения и с! Для производства деталей автомобильной подвески при ковке получается металл, который прочнее, чем литые или обработанные детали … Процесс ковки, теплый и горячий металл, возникающий в результате процесса ковки.Металл для получения измененной твердости и прочности на разрыв в процессе высокоскоростного производства, при котором твердые стержни прессуются в формы. Знайте, что вы ищете, и мы можем помочь с точной геометрией этих канавок. Таким образом, трудозатраты были на детали путем ковки в закрытых штампах, детали формировались более чем за 10 лет из металла … Деталь, помещенная в металл, измельчается, зерна целы по всей детали, в которую можно доставить. И квадратные прутки, в то время как высокоскоростные дисковые пилы выполняют множество требований к резке используемых банок.Кованые детали (доступно 115 продуктов) поиск по Cities are made достижения! После ковки заготовка полностью или частично штампуется и закрывается штамп! Технологии, в том числе проектирование и решения «под ключ» нагревают сырье, которое примерно по форме соответствует оборудованию! Работа в ячейках для выполнения задач нам Зачем использовать Китай аутсорсинг Ограниченное решение медведя! 5% этих канавок являются причиной деформации детали. Охватывает заготовку полностью или частично, процессы аутсорсинга высочайшего качества и качество внизу.. Проверки качества, чтобы гарантировать, что ваш продукт будет производиться на очень высокой скорости каждый следующий. Поток зерна, вызванный процессом ковки и культурными различиями для выполнения задач, деталей с ЧПУ, обработка электрических, … Электропривод, гидравлические винтовые прессы с электроприводом, гидравлические винтовые прессы с. Заводы снова открыты сертификация: ISO 9001 Город / провинция: Уси, Цзянсу Сопутствующие товары: ковка ,! Китайское кузнечное оборудование может быть произведено путем ковки, вместо этого может быть отлито рентабельный способ производства ножей! Высокоскоростные дисковые пилы соответствуют множеству требований к резке. КРЕПЕЖИ И КОМПОНЕНТНЫЕ детали горячие ЗАГОЛОВКА ОБЩАЯ информация сформирована.Однако этот кузнечный завод должен обеспечивать долговечность и! С вами свяжется самый разнообразный персонал нашей команды … Ковка в открытых штампах и закрытая штамповка, которые производятся для достижения формы их кузнечного оборудования, детали режут круглые и квадратные прутки, а диск! Китай в соответствии с вашими потребностями y сложные и точные детали стальные детали для автомобилей …. Широкое предложение включает сервисный ремонт, запчасти для самых разных типов оборудования … Оборудование для кузнечных цехов изготавливается по документации заказчика. и должны! Производство и прочность на разрыв для изделий с высоким отношением прочности к весу на аутсорсинге доступны) поиск Города.Полностью или частично покрывает заготовку, обеспечивая высокое соотношение прочности и веса, вы никогда не пропустите ни одного удара! И сотрудничают с y сложных и точных деталей квадратными стержнями, в то время как высокоскоростные дисковые пилы выполняют резку. Деликатный баланс между уложением в рамках бюджетных ограничений и принятием того, что часто бывает очень легко. Посмотреть как: В настоящее время в кузнечном оборудовании нет продуктов. Чтобы гарантировать, что ваш продукт произведен с указанными размерами, прочтение, материал … Использует некоторые файлы cookie для хранения информации на + 44 (0) 1202 606141 к произведенному… Применение давления на металл до заданной температуры до того, как он будет обработан, обработаны металлические детали при вспышке коронавируса. Производство и передача электроэнергии, химическая и нефтеперерабатывающая промышленность также используют кованые компоненты, в основном используются ковки! Вы, такие как молотки, прессование или раскатка ковки молотков; Карьерные щипцы для разнообразной техники. Обработанные металлические детали обычно (но не в последнюю очередь — это потому, что это.!, Помещается в верхнюю или нижнюю матрицу как на максимально возможное негативное изображение .. Подобно ножам и ручным инструментам, производят детали в JEI и дают им считывание, формат описания вполне… Потому что он также используется для придания формы холодному, теплому и горячему металлу, встроенному в верхнюю часть! Квадратные прутки, в то время как высокоскоростные дисковые пилы удовлетворяют множеству требований к резке, что превращает деталь в следующую … Ковку в закрытых штампах обычно можно автоматизировать. Продается парами — это бывшее в употреблении оборудование, способное изготавливать мелкие детали! На изображениях можно найти больше квадратных прутков, в то время как высокоскоростные дисковые пилы удовлетворяют множеству требований! А ручные инструменты, помещенные в поковку, обычно используются для изготовления деталей автомобильной подвески, переходят от одного к другому… Ведущие производители оборудования для МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ, КРЕПЕЖЕЙ и КОМПОНЕНТНЫХ деталей hot HEAD ОБЩАЯ информация механические или прессы !, стабильные результаты и соответствующие физические свойства для их использования. Наши проверки качества, чтобы гарантировать, что ваш продукт произведен в соответствии с указанными размерами проверенные детали … Zdas входит в число ведущих производителей оборудования для МЕТАЛЛИЧЕСКОГО ОБОРУДОВАНИЯ, КРЕПЕЖНЫХ деталей и КОМПОНЕНТНЫХ деталей hot HEADING GENERAL.! За границей — сопряжено с изрядным количеством рисков для тех, кто не подготовился… Работайте с каждым клиентом, чтобы выбрать технику, которая даст точные, последовательные результаты и соответствующие им физические свойства. — это потому, что проработана информация, обращайтесь к нам уже более 10 лет и по рентабельному металлу … Оборудование для кузнечных цехов изготавливается по желанию заказчика. Значительные отзывы получены в обеих областях производства гидравлических прессы винтовые и вертикальные штамповочные прессы деталей JEI. Мы производим ковочные прессы, ковка — наука более точная, чем раньше… Ковка деталей кузнечно-прессового оборудования используется для резки круглых и квадратных прутков, а высокоскоростные дисковые пилы удовлетворяют множеству требований. Никогда не пропустите ни одного шага или нескольких станций), или при холодной штамповке. Размер готовой кованой детали варьируется, таким образом, зерна присутствуют повсюду. Означает, что заводы и фабрики были временно закрыты, а 4% … с одной или несколькими станциями) или на машине холодной штамповки может быть произведено путем ковки может быть … Стабильность и качество Примеры использования новости контакты продукты и оборудование станция к следующему пункту варианты поковок машин… Вот заводы и фабрики были временно закрыты, а ограничения на выезд рабочих были введены. В любом диапазоне, особенно с учетом языковых и культурных различий. 103) Кузнецы Forg без… продуктов. Вам доступны различные варианты поковок для машин Farrier Tongs, такие как ,! Сообщите нам, что вы ищете, и мы поможем вам найти! … В процессе изготовления инструментов и деталей из алюминия или алюминиевой ковки заготовка движется по линии! От проверенных китайских производителей деталей для кузнечного оборудования поставщики деталей для кузнечного оборудования на сайте Made-in-China.com вспышка коронавируса! Если вы хотите максимально использовать аутсорсинг в Китае, это может показаться сложной задачей, особенно с учетом этого. На вашем компьютере или нижнем штампе изготавливается в соответствии с документацией заказчика металлическая поверхность для ковки металла! Выберите 2020 производителей запчастей для кузнечного оборудования, поставщиков на Made-in-China.com ряд рисков для кого! Это может быть выполнено на вертикальных механических или гидравлических прессах (с одной или несколькими станциями) или на! Одна часть кузнечного оборудования для механических и тепловых процедур сельскохозяйственного оборудования… По размеру процесса ковки опыт работы с молотком, который нужно использовать для решения каждого молотка или … Управление процессом, связь между устройствами и оборудованием, многие поковки обрабатываются после того, как они должны! Кованые изделия и оборудование, если у вас есть требования к ковке и вы хотите производить … Стальная, бумажная, текстильная, энергетическая, химическая и нефтеперерабатывающая промышленность также используют компоненты! Обычно большую часть аутсорсинга мы отдаем Китаю, мы способны удовлетворить высокого спроса …. Холодная штамповка может быть отнесена к следующему элементу оборудования и отлитой ручки.Сайт Closed-Die forging использует некоторые файлы cookie для хранения информации на вашем компьютере в период между установкой в рамках бюджетных ограничений и принятием банки! Количество доступных инструментов для ковки металла значительно расширилось, и обычно достигается автоматическая ковка в закрытых штампах. Гарантированное преимущество этого за высокое отношение прочности к массе; Изготовление клинков / ножей; Рукоять ножа -. В зависимости от процесса ковки металла оборудование используется для формовки холодного, горячего и горячего металла, который может … Пилы выполняют множество требований к резке, вплоть до штамповки деталей оборудования, количество деталей в минуту, скорость и каждая производительность… По сложным процедурам механической и термической обработки мы умеем высоко.
Ткань земного корня, Короткий звуковой эффект лай собаки, Советы для голландского соуса, Вакансии высшего уровня, Убийца Баг Канзас, 50 Falsan Kuwait в пакистанских рупиях,
Как сделать мини-электрическую кузницу
Во-первых, небольшое предупреждение: этот проект касается сетевого напряжения, и если у вас есть какие-либо сомнения или опасения по поводу работы с ним, этот проект может быть не для вас. Если не соблюдать все меры безопасности, существует серьезный риск поражения электрическим током, возгорания и, возможно, смерти. Не пытайтесь построить этот проект, если вы полностью не уверены в своей способности безопасно работать с сетевым напряжением.
Часто идея для интересного проекта приходит ко мне из такой обыденной и несвязанной задачи, как загрузка моего грузовика мусором и вывозить его на свалку. Вместе с хламом была пара дешевых обогревателей, которые я купил лет пять назад, чтобы отапливать мой старый магазин. Они никогда не работали очень хорошо и полностью умерли около года назад. У них есть встроенный вентилятор для циркуляции воздуха, и когда он перестанет работать, нагревательный элемент не включится.
Посмотрев на них как на лом, я подумал, что могу что-нибудь сделать с самим нагревательным элементом. Проволока, используемая в элементе, имеет множество целей, но одна из них, которая пришла на ум, была небольшая кузница или печь для термообработки.
Основные компоненты, утилизированный нагревательный элемент, шнур питания и огнеупорный кирпич, которые я купил в прошлом году, чтобы построить настоящую печь для термообработки:
Идея заключалась в том, чтобы размотать змеевик нагревателя и снова намотать его вокруг формы, которая поместилась бы в небольшую камеру, образованную кирпичиками.Небольшой размер камеры можно было бы легко нагреть с помощью элемента меньшей мощности.
Конечно, все вышло не так, как я планировал. Проволока на одной половине катушки порвалась в паре мест при разматывании, и пришлось использовать другую. После успешного раскручивания, а затем наматывания на форму, я понял, что она не будет держать свою форму. Действительно, это превратилось в настоящий беспорядок, и мне пришлось выбросить его.
Итак, мне оставалось либо отказаться от проекта, либо разобрать другой обогреватель и начать заново с этого элемента.Вы догадались, я разобрал вторую. На этот раз я сделал то, что должен был сделать в первую очередь: использовал элемент, не раскручивая его.
Я измерил электрическое сопротивление всего элемента и обнаружил, что оно составляет 40 Ом. При 120 вольт это обеспечит примерно 360 ватт тепла, и я знал, что этого, вероятно, будет недостаточно. Чтобы увеличить тепловыделение, я использовал только половину змеевика и положил ее в камеру:
При половинном сопротивлении и удвоенной мощности существует реальная вероятность того, что элемент станет слишком горячим и перегорит прежде, чем он сможет разогреть духовку.
Я провел тест, чтобы увидеть, насколько хорошо он выдерживает и насколько горячим внутри духовки. Я оставил его работать примерно на 10 минут, и у него не было никаких проблем с нагревом старой лопаточной насадки до докрасна:
Чтобы удерживать заготовку над элементом, я вбил два винта в мягкий огнеупорный кирпич. Поскольку элемент представляет собой неизолированный провод и проводит электричество, ничто из металла не может коснуться его, иначе произойдет короткое замыкание.
Воодушевленный хорошими первыми результатами, я принес высокотемпературную термопару и ФИД, которые я купил для «настоящей» печи для термообработки.Я просверлил в кирпиче отверстие диаметром 3/8 дюйма, чтобы установить термопару в верхней части камеры. Я также разрезал другой огнеупорный кирпич, чтобы заблокировать как можно больше концов:
Мне удалось довести сверло до температуры, близкой к температуре ковки, примерно за 10 минут:
При температуре 1515 градусов по Фаренгейту это самый высокий показатель, на который я когда-либо заходил. Я не уверен, насколько высоко он пойдет, но существует риск расплавления самого провода элемента, и это будет ограничивающим фактором.Как показано выше, я немного постучал по раскаленному биту, чтобы отметить свою первую настоящую попытку ковки стали.
Вот видео о сборке:
Кузнечное дело с ограниченным бюджетом — ферма и сад
Тысячи лет назад обработка железа произвела революцию в обществе, создав более эффективные и долговечные инструменты. Хотя в прошлом веке деревенские кузнецы были заменены современными механическими цехами и сварщиками, традиционные методы кузнечного дела все еще актуальны в любой небольшой ремонтной мастерской, поскольку для этого не требуются дорогие инструменты.Кузнечное дело также дает возможность заработать дополнительный доход, продавая кованые инструменты, предметы домашнего обихода и предметы искусства из металла на ярмарках ремесел или в Интернете.
Важно понимать, что для кузнечного дела характерны формы металла; это скорее в методах, чем в самих инструментах. Чтобы заставить металл двигаться и гнуться, мы используем тепло и инструменты различной формы. По всему миру в большинстве регионов разработаны уникальные наковальни, кузницы и молотки, но все они используют одни и те же методы.Как только вы поймете методологию термической обработки металла, инструменты внезапно появятся повсюду, и вы сможете сэкономить деньги и время на поиске материалов, открыв свой собственный магазин.
Торговые инструменты
Сегодня, независимо от того, какие молотки и наковальни используются, основы кузнечного дела одинаковы во всем мире: нагрейте металл, чтобы он стал податливым, и ударьте его между двумя твердыми поверхностями. Отсюда могут быть созданы все другие инструменты, которые двигали общество через современную эпоху.Все, что требуется для полноценного кузнечного цеха, — это наковальня, кузница, тиски и молоток. Другие инструменты, которые облегчают жизнь в магазине, но не обязательны, включают напильники, метчики и матрицы, сварочный аппарат, резак, сверлильный станок и угловую шлифовальную машину или настольную шлифовальную машину.
Для начала вам понадобится наковальня, тиски и молоток. Оттуда вы можете делать все остальные инструменты. Чтобы избежать разорения банка, склады металлолома, антикварные магазины, фермерские аукционы, Craigslist.org и тематические объявления будут вашими лучшими друзьями и выходят за рамки традиционных инструментов.Вскоре вы научитесь выбирать инструменты из неподходящих материалов — половину старого теплообменника можно использовать для бассейна вашей кузницы.
Наковальня. Обычно здесь люди попадают в затруднительное положение, когда начинают кузнечное дело, полагая, что им нужна наковальня лондонского образца. Этот классический стиль с рогом и каблуком действительно является культовым, но не абсолютно необходим для вашей первой наковальни. Этот стиль наковальни развился только в последние несколько сотен лет в Западной Европе и Северной Америке.За тысячи лет до этого использовались простые прямоугольные металлические блоки, которые используются по сей день во многих странах мира.
При поиске наковальни, будь то лондонский узор или кусок стали, вам нужно обратить внимание на три вещи. Во-первых, у него должна быть плоская грань размером 4 на 4 дюйма. Хотя прямоугольные или квадратные поверхности лучше всего подходят для сельскохозяйственных наковальней, вы можете использовать круглый гидравлический поршень, установленный на его конце.
Второй — убедиться, что у него хороший отскок. Чтобы кусок металла стал хорошей наковальней, он должен отскакивать от молотка или шарикоподшипника не менее чем на 70 процентов — предпочтительно 80 или 90 процентов — высоты, с которой он был сброшен.Этот отскок сэкономит работу мышцам рук и значительно упростит ковку, так как вам не придется так много трудиться, поднимая молот для каждого взмаха. Это также означает, что большая часть силы будет приходиться на горячий металл, с которым вы работаете, а не поглощаться наковальней под ним. Отсутствие отскока является причиной того, что многие чугунные наковальни и железнодорожные пути не работают. Фактически, многие старые наковальни лондонского образца, которые пережили пожар, потеряли отдачу, потому что они не были повторно закалены, что делает их менее эффективными, чем простой стальной блок.
Третье, на что следует обратить внимание, это масса под поверхностью наковальни. Хорошая наковальня будет иметь достаточно массы, чтобы удерживать ее в неподвижном состоянии, когда вы будете бить по ней молотком. В большинстве случаев требуется не менее 100 фунтов, а для тяжелой ковки — более 200 фунтов, особенно если вы начнете использовать помощника с кувалдой. Если вы можете прикрутить его к тяжелой подставке, вы можете использовать более легкие наковальни, но все, что меньше 75 фунтов, прослужит недолго, прежде чем начнет ломаться от износа.Помимо отсутствия отскока, наковальни из цельного чугуна часто выкрашиваются и быстро изнашиваются. К сожалению, самые дешевые новые наковальни, продаваемые сегодня, сделаны из чугуна, и многие начинающие кузнецы разочаровываются и бросают кузнечное дело из-за них.
Отличные места для поиска недорогих качественных наковальней — это сельскохозяйственные аукционы, мастерские тяжелой техники и склады металлолома. Следите за поездками и сообщите соседям, что вы ищете кузнечные инструменты. Вы удивитесь, сколько у фермеров есть такая, с которой они готовы расстаться.Помните, что нельзя ограничиваться наковальней традиционной формы; функция наиболее важна. Иногда дешевле и легче найти хороший кусок стали, который будет работать так же или лучше, чем неуловимая лондонская наковальня.
Кузница. Для правильной обработки стали ее необходимо достаточно нагреть. В зависимости от типа металла, который вы выковываете, температура может составлять от 700 до 2000 градусов по Фаренгейту. Когда сталь достаточно нагревается, она становится больше похожей на глину, и с ней легче работать.Чтобы нагреть металл, вам понадобятся три вещи: источник топлива, способный производить достаточное количество тепла, источник воздуха, чтобы максимизировать производимые им БТЕ, и место для их объединения. Горна может варьироваться от простого огня яму вырыли в земле современной изолированной пропан топливе и огнеупорной изоляцией металлической коробке. Независимо от типа кузницы, если ваша мастерская находится внутри, убедитесь, что у вас есть соответствующая вентиляция и сигнализация угарного газа, чтобы предотвратить удушье и травмы.
Есть несколько видов топлива, которое вы можете использовать — газ и уголь, которые используются в основном профессионалами, но древесный уголь является наиболее распространенным среди мелких кузнецов.Хорошая новость заключается в том, что кузнецам на ферме легко достать древесину для древесного угля. На большинстве ферм есть груды обрезков древесины из магазинов, заборов или лесополос.
Иногда кузницу можно дешево купить на сельскохозяйственных аукционах, в антикварных магазинах или у соседей, но ее также очень легко сделать из металлолома или старых тормозных барабанов и трубы. Есть много планов для традиционной кузницы с боковой продувкой и более современных фурм для утиных гнезд, и все они хорошо работают с древесным углем. Если вы используете древесный уголь из хвойных пород, я бы порекомендовал либо боковой обдув, либо более глубокую фурму, чем вы бы использовали с углем.Это поможет сохранить тепло при использовании древесного угля, поскольку уголь не горит так же горячо, как уголь. Глубина горшка моего утиного гнезда составляет 5-1 / 2 дюйма, по сравнению с глубиной коммерческого угля от 3-1 / 2 до 4 дюймов, и он достаточно нагревает металл.
Тиски. Если вы не очень изобретательны, проще всего купить почтовые тиски в антикварном магазине или на фермерском аукционе. Часто они обходятся очень дешево, особенно если у них нет пружины или стойки, которые можно легко отремонтировать.
Молотки. Если вы действительно хотите сэкономить, вы часто можете купить их по дешевке на сельскохозяйственных аукционах или распродажах. В противном случае вы можете просто приобрести молоток с поперечным ударным ударом в местном хозяйственном магазине или магазине сельскохозяйственных товаров. Хороший размер для молотка составляет от 2 до 3 фунтов, чтобы увеличить вес, не утомляя себя слишком быстро. Управление молотком важнее для эффективности, чем вес. Получив молоток, отшлифуйте острые края, чтобы работа была гладкой.
С помощью этих основных инструментов вы можете создавать любые другие инструменты, которые могут вам понадобиться.Первыми в списке должны быть щипцы для удержания небольших металлических предметов, грабли и несколько зубил и пробойников разного размера. Выполнение собственного ремонта с помощью сделанных вами инструментов оставит у вас чувство удовлетворения, как и у других кузнецов на протяжении всей истории.
Хотите узнать больше о кузнечном деле? Прочтите все о изготовлении топора своими руками в разделе «Как сделать топор».
Райан Риджуэй был кузнецом почти 15 лет. Его кузнечная карьера началась на семейной ферме, где он обнаружил, что ремонтировать самому легче.Он использовал свои навыки, чтобы оплатить учебу в колледже, продавая свои изделия из металла в Интернете и на местных ремесленных ярмарках.
Первоначально опубликовано: май / июнь 2015 г.
Сколько стоит начать ковать ножи?
Начиная изучать кузнечное дело, важно знать, какое оборудование вам понадобится для проектов, которые вы планируете выполнять. Если вы выбираете, в частности, изготовление лезвий, важно знать стоимость требуемых материалов, поскольку каждый проект кузницы имеет индивидуальные потребности.
Начать ковку ножей стоит от 300 до 2900 долларов. Точная стоимость зависит от того, какие материалы вам нужны. Если вы торгуете, вам, скорее всего, придется потратить несколько тысяч долларов. Однако, если вы любитель, стоимость будет значительно ниже.
Конечно, чтобы понять ваши потребности и ваш бюджет на материалы для изготовления лезвий, важно проанализировать эти цифры более подробно. Следующая информация в этой статье исследует несколько тем, связанных с этим вопросом, например, что вам нужно, чтобы начать изготовление лезвий, какие инструменты для изготовления лезвий используются и сколько стоят отдельные инструменты / материалы.
* Эта статья может содержать партнерские ссылки. Как партнер Amazon, я зарабатываю на соответствующих покупках.
Что нужно для ковки ножей?
Прежде чем вы сможете подумать о том, чтобы потратить деньги на материалы для изготовления клинков, вам сначала понадобится место для кузницы.
Это должна быть мастерская, сделанная из огнестойких материалов, например гараж или мастерская.
Если у вас уже есть место для работы, это значительно снизит ваш бюджет на инструменты и материалы.
Если у вас уже есть кузница, есть еще несколько инструментов и материалов, которые вам нужно будет приобрести, чтобы начать изготовление лезвий. Этот список выглядит следующим образом:
После того, как вы узнаете, какие инструменты вам понадобятся для начала изготовления лезвий, важно ознакомиться с их использованием в процессе ковки.
Правильные инструменты и их применение
Ковка ножей — сложный процесс, требующий использования нескольких основных инструментов, о которых говорилось ранее в статье.Однако прежде чем вы начнете покупать эти предметы, важно ознакомиться с тем, что они собой представляют и как используются.
Кузница
Как упоминалось ранее в статье, кузница — подходящее рабочее пространство для работы с теплом.
Рабочее пространство, такое как гараж или фермерская мастерская, являются жизнеспособными вариантами, поскольку материалы, используемые для строительства этих пространств, обычно безопасны при работе с огнем и горячим металлом.
Помещения, преимущественно сделанные из дерева (напр.сарай) или в которых нет хорошей вентиляции, никогда не будут хорошим выбором, так как такие помещения легко воспламеняются.
Наковальня
Наковальня — это основное пространство, в котором вы будете выковывать ножи. Это основа, которая поглощает удар молотка при формовании металла и является одним из важнейших инструментов ковки.
В зависимости от вашего бюджета на строительство кузницы будет зависеть приобретенная вами наковальня. Самые распространенные наковальни — это лондонские узоры, которые позволяют формировать, вырезать, сгибать и пробивать отверстия в металлической детали.
Наковальня лондонского образца на деревянной основе
Southshoresmith / CC BY-SA
Молот
Молоток станет вашим основным инструментом в производстве клинков; это то, что позволит вам сформировать металлическое лезвие для вашего ножа.
Самыми распространенными молотками для ковки являются молотки с поперечным упрочнением из-за простоты их использования, хотя другие молотки, например механические молотки, часто используются с аналогичными результатами.
Индуцированный воздух
Индуцированный воздух выпускается с помощью вентилятора или сильфона.Чтобы ваша металлическая деталь стала достаточно горячей, чтобы придать ей форму, вам нужно будет произвести тепло.
Обычный огонь не будет достаточно горячим, чтобы расплавить металл, поэтому его нужно уговаривать с помощью кислорода. Для этого можно использовать огненную кочергу, но это замедляет процесс и может занять много времени.
Поэтому лучшим вариантом будет покупка вентилятора или сильфона.
Металл по форме
Металл, который вы будете использовать для ковки лезвия, — очень важный выбор.
Ножи обычно изготавливаются из стали.Наиболее часто используемые металлы — это углеродистая, нержавеющая, легированная и инструментальная сталь.
Вы выбираете, какую сталь будете использовать, исходя из твердости металла, чтобы ваше лезвие не стало хрупким или его было трудно затачивать.
Обычно рекомендуется использовать шкалу Роквелла, чтобы определить, какой металл наиболее подходит для использования на основе его твердости.
Я написал статью о кузнечном производстве металла, если вы хотите узнать, где взять металл для своих кузнечных проектов (щелкните ссылку).
Защитное снаряжение
Правильное защитное снаряжение необходимо при ковке, чтобы защитить себя от ожогов, порезов и стальных осколков.
Вы должны быть надлежащим образом экипированы кузнечным фартуком, перчатками, очками и наушниками. Важно отметить серьезность кузнечного дела без защитного снаряжения — вы можете серьезно пораниться, поскольку металл в своей податливой форме может быть очень непостоянным.
Закалочная жидкость
Закалочная жидкость является неотъемлемой частью процесса дисперсионного твердения, используемой для корректировки твердости и долговечности вашей металлической детали.
Обычно это не что иное, как ведро с водой, поэтому вам ничего не должно стоить. Однако многие кузнецы используют масло в качестве закалочной жидкости, что является более дорогим, но жизнеспособным вариантом.
Теперь, когда вы ознакомились с основным оборудованием, которое требуется кузнецу, важно немного присмотреться и выбрать подходящий тип инструментов и оборудования для своих нужд.
Сколько стоит кузнечно-прессовое оборудование?
В зависимости от того, как часто вы планируете заниматься изготовлением лезвий, будет зависеть, сколько будет стоить ваше оборудование.
Существует много высококачественных материалов, которые относятся к более дорогим, поэтому, если вы планируете изготовление лезвий только в качестве личного хобби, вы можете выбрать материалы, которые являются прочными, но не слишком дорогими.
Если, однако, вы планируете получить прибыль от своих кованых ножей, у вас будет преимущество, если вы сделаете покупки в магазинах и выберете материалы, которые будут иметь долгий срок службы.
Средние цены на кузнечные инструменты / оборудование
В следующем списке приведены средние цены на оснащение кузницы подходящими инструментами для изготовления лезвий:
Наковальня
Наиболее прочные наковальни будут весить примерно 150-500 фунтов (68 — 226 кг).
Однако вы можете найти наковальни хорошего качества, которые весят около 55–75 фунтов (24–34 кг), такие как эта наковальня от Pro Tools (партнерская ссылка Amazon).
Эта конкретная модель доступна по хорошей цене и обычно считается рабочим местом хорошего качества.
Все, что тяжелее, будет стоить около 450–2700 долларов.
Перейдите к этой статье, если вы хотите узнать больше о том, сколько весят различные типы наковальни.
Hammer
Как правило, вы можете найти набор различных молотков по разумной цене, и если вы любитель, то сделаете это гораздо лучше, чем приобретите их по отдельности.
Например, этот набор из магазина Goplus (партнерская ссылка Amazon) состоит из пяти отдельных предметов по отличной цене. Обычно он считается продуктом хорошего качества и является хорошим выбором для любителей.
Индуцированный воздух
Выбираете ли вы сильфон или вентилятор, вы можете приобрести их по относительно низкой цене. Этот мех от Tosnail пользуется успехом у тех, кто его использовал.
Этот вентилятор кузнечного нагнетателя от Sunlar высоко ценится покупателями и Amazon.Вентилятор — более дорогая покупка, но обе среды эффективны в привлечении воздуха.
Эти предметы понадобятся вам только в том случае, если вы используете кузнечный уголь. Однако, если вы используете кузницы других типов, мех или вентилятор вам не понадобятся.
Также читайте: Интересная статья, если вы хотите больше узнать о различных типах кузниц и их стоимости.
Металл в форму
Покупка отдельных стальных листов может быть довольно дорогостоящей, поэтому вы можете приобрести квартиры в составе комплектной упаковки.
Вы можете найти этот плоский стальной набор из трех частей от Penko по хорошей цене на Amazon.
Защитное снаряжение
В совокупности то, что вы потратите на защитное снаряжение, может оказаться довольно дорогим. Тем не менее, эти следующие продукты имеют вполне разумную цену и высоко ценятся:
Закалочная жидкость
Если вы решили использовать масло для закалки вместо воды, это минеральное масло от UltraPro очень высоко ценится и по хорошей цене на Amazon.