Кованые узоры, кованые орнаменты, фото эскизы дизайнеры кованых узоров
Заказать обратный звонок
Декоративные кованые изделия выделяются именно своей нарядностью. Этот эффект создается с помощью узоров или орнаментов. При изготовлении по технологии художественной ковки можно встретить следующие орнаменты:
- растительный;
- животный;
- геометрический.
Завиток как главный элемент кованого орнамента
Главный элемент орнамента – завиток. Завиток достаточно редко встречается в живой природе, но в искусстве этот элемент получил заметное развитие.
Этот кованый элемент изготавливают из металлического прутка с разным сечением. Рисунок узоров художественной ковки развивался на протяжении почти тысячи лет. Завиток пропадал и появлялся вновь. И сейчас он служит прекрасным украшением для современных кованых изделий.
Стили кованых узоров разнообразны и широко применимы
Давайте решим, какие узоры ковки подойдут лично Вам. Безусловно, кованое изделие должно сочетаться с окружающей его обстановкой в доме. Поэтому необходимо определиться со стилем Вашего жилья или офиса в целом.
Безусловно, кованое изделие должно сочетаться с окружающей его обстановкой в доме. Поэтому необходимо определиться со стилем Вашего жилья или офиса в целом.
Например, кованые узоры на ворота хороши в стилистике классицизма и ренессанса с их строгими, но в то же время изысканными формами.
Вы выбираете кованый узор для мебели? Можно порекомендовать изысканный стиль модерн или барокко – нарядное и пышное, с плодовым или цветочным узором.
И обязательно помните о каминных решетках – огонь подчеркивает формы узоров художественной ковки, делает их особенно выразительными. Для решеток стоит выбрать кованые узоры в жанре строгого классицизма или ампира. Возможно и наоборот: прихотливое рококо или все тот же модерн – причудливые линии, перекликающиеся с пламенем…
Кованые узоры на предметах и отдельных частях изделий вносят в интерьер разнообразие и оригинальность. И их стиль нужно тщательно выбирать – и для себя, и для подарка другу или деловому партнеру. Хороши кованые узоры на изделиях в стиле барокко с вписанными скульптурными формами.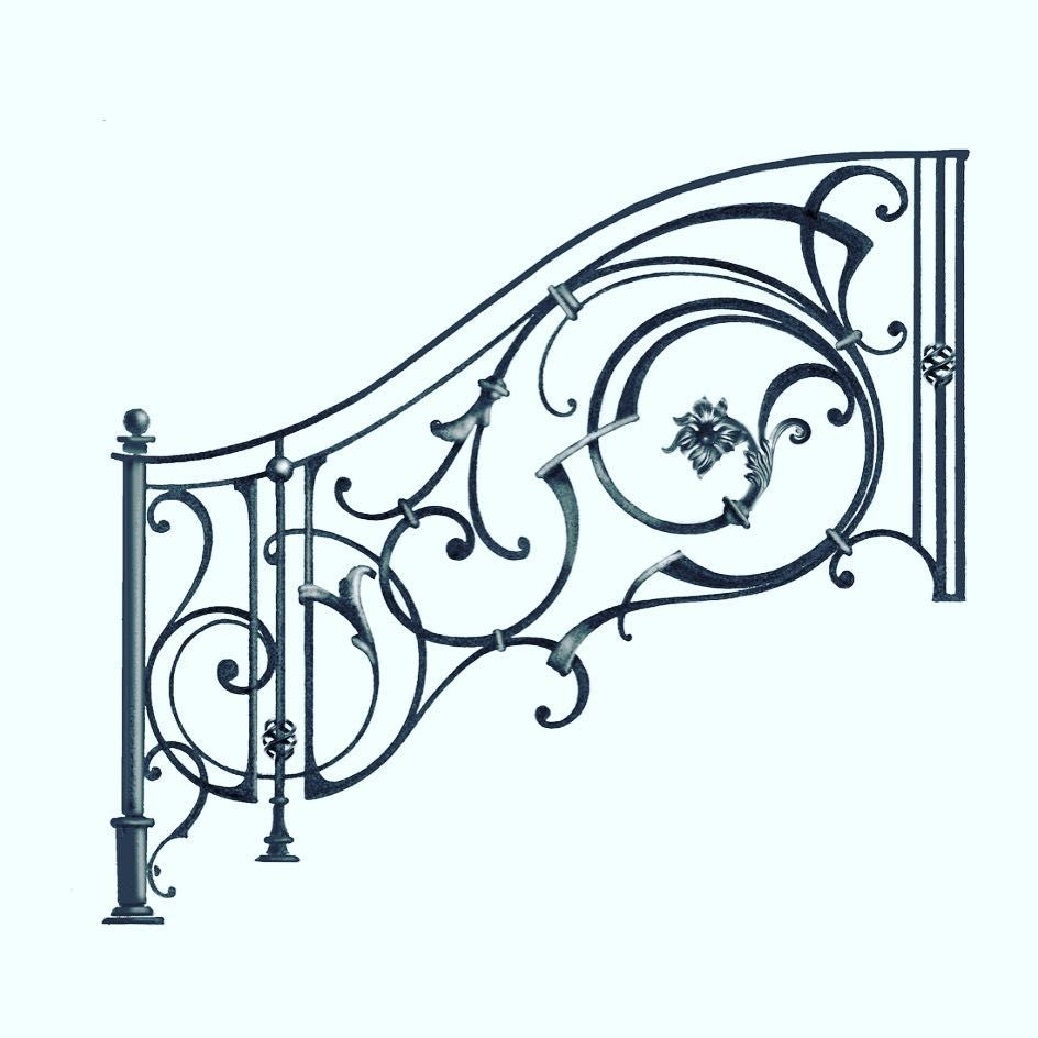 Можно заказать своеобразную «кованую биографию» юбиляра. Такой подарок запомнится!
Можно заказать своеобразную «кованую биографию» юбиляра. Такой подарок запомнится!
Кованые узоры на могильных оградах
Жизнь состоит не только из праздников. Увы, родные и близкие умирают. И наш долг – увековечить их память. Ритуальные кованые ограды, скамейки, столики на кладбище тоже можно украсить сдержанным рисунком. Для могильной ограды как нельзя лучше подойдут кованые узоры в стиле ампир с его скульптурными и линейными формами.
Определитесь с выбором мастера кованых узоров
Применение изделий из кованого металла необычайно широко. И узоры выбираются в зависимости от обстановки дома и офиса, а также, конечно же, характера хозяина вещи. В зависимости от стиля изделия орнамент может быть линейным или скульптурным, причудливым или простым.
Дизайнеры нашей компании всегда рады помочь Вам с выбором. Они разработают эскизы кованых изделий специально для Вас. Наш сайт предоставит Вам возможность увидеть потенциальное разнообразие вариантов на фото.
узоры, накладки, элементы и т.
 д.
д.Предлагает Вам и дизайнерам услугу по плазменной декоративной резке металла и изготовлению изделий с использованием холодной ковки (кованые элементы. кованые узоры и кованые элементы декора).
Изделия, в состав которого входят кованые элементы имеют своё особое очарование и привлекательность, которые позволяют им стать прекрасной изюминкой домашнего внутреннего и внешнего декора. Они идеально подойдут как для оформления металлических деталей отделки дома, прилегающей территории, так и для декоративной отделки мебели, столиков, кровати, люстр, лестниц, решеток, заборов, перил и многого другого.
Кованые изделия создаются мастерами издревле и до сих пор, пользуются огромным спросом. Изделия и элементами ковки, помимо своих прочностных и износостойких качеств, обладают ещё и притягательным магнетизмом. Современное оборудование позволяет создавать относительно недорогие кованые элементы и узоры с цветами, лепестками. Широкий выбор элементов, дает возможность окружить себя различными предметами быта (кованые столы и стулья, ограждения и беседки, навесы и козырьки, решетки и перила, люстры и бра, рамы и наличники) выдержанных в определенном стиле.
Кованые изделия и кованные элементы стали популярными благодаря
— долговечности;
— функциональности;
— универсальности;
— доступности;
— изящности.
Кованые элементы, кованные узоры – процесс изготовления.Кованые элементы и кованые узоры, изготовленные способом холодной ковки, обладают прочностью, эксклюзивностью и привлекательным внешним видом. Данный метод позволяет значительно снизить стоимость готового изделия по сравнению с кузнечной работой благодаря сокращению продолжительности процесса изготовления и в месте с тем, придать изделиям идентичность и аккуратность.
Кованый элемент создается для того, чтобы, впоследствии, использовать его, как часть задуманного кованого изделия или кованого узора.
Кованые элементы условно можно разделить на следующие группы:
— валюты и завитки;
— корзинки и шары;
— пики и наконечники;
— цветы и листья;
— вензеля и узоры;
— балясины и торсионы;
— накладки и ручки;
— и многое другое.
Крученые элементы и созданные на их основе кованые узоры и детали декора, служат для изготовления бесконечно-многих необходимых в быту предметов. Перечислим некоторые из них: кованые столы, стулья, скамейки; кованые заборы, ворота, калитки, двери; кованые лестницы и перила; кованые решетки; кованые козырьки и навесы; кованые фонари; кованые мангалы и чаши для огня; каминные решетки и каминные аксессуары, вешалки и многое другое.
С эскизами можно ознакомиться в нашей мастерской или связавшись с нашими мастерами по телефону +7 (9062) 38 43 38 или http://plasma-kovka39.ru/
Кованые ворота, заборы и калитки в Барнауле, цены на кованые ворота
Кованые калитки
Кованые калитки — это настоящее произведение искусства. Как правило, кованые калитки производятся при помощи сваренных профильных труб, что придает им чрезвычайную прочность. Используемые в их производстве кованые элементы способны придать изделию неповторимость стиля и изящность.
Благодаря выполнению всех работ вручную, в дизайне кованой калитки можно реализовать многие фантазии заказчика.
Таким образом, кованые калитки, помимо стильности и красоты, обладают еще несколькими неоспоримыми достоинствами:
- индивидуальность исполнения;
- множество вариантов орнамента и выполнения узоров;
- при изготовлении таких изделий под заказ либо по нестандартным размерам цена на кованые калитки, в сравнении с стандартными вариантами, изменяется не существенно;
- универсальность сочетания металлов;
- отменная прочность конструкции и впечатляющая долговечность.
Распашные кованые ворота
При обустройстве территорий своих загородных домов либо компаний — распашные кованые ворота станут прекрасной альтернативой аналогам из дерева или иных строительных материалов. По желанию заказчика и в соответствии с его вкусовыми пристрастиями сегодня имеется воможность заказать кованые ворота с любым оригинальным узором и самыми разными стилистическими решениями.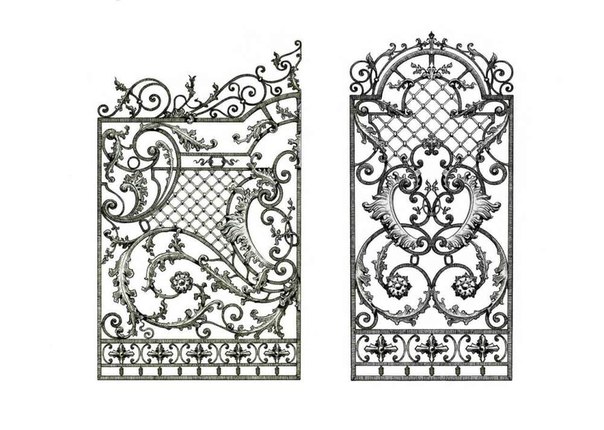
Уровень современных мастеров позволяет сегодня заказать кованые ворота, в которых воплотятся в реальность любые художественные фантазии. Создавая уникальные кованые ворота, мастера используют острые углы и плавные линии, абстрактные формы или растительные мотивы. Узор и цвет, формирующие распашные кованые ворота по внешнему виду, подбираются с учётом используемых других строительных материалов и стилистики участка со строениями.
Красивые распашные кованые ворота способны стать логическим дополнением и продолжением кованого забора. Сегодня часто создают кованые ворота, комбинируя различные строительные материалы с художественной ковкой. От используемых материалов и степени сложности ковки напрямую будет зависеть и полная стоимость кованых ворот с доставкой и установкой. Кованые элементы ворот прекрасно сочетаются с листовым металлом или деревом, создавая изысканную композицию.
Хотя цена кованых ворот многим может показаться значительной, ворота с частичными элементами ковки или полностью кованые ворота в Барнауле пользуются большим спросом. Узнать ориентировочную стоимость кованых ворот можно у специалиста, который будет производить первичные замеры, хотя ценовая политика подробно описана на сайте.
Узнать ориентировочную стоимость кованых ворот можно у специалиста, который будет производить первичные замеры, хотя ценовая политика подробно описана на сайте.
Кованые заборы
Вполне понятно, логично и закономерно желание владельцев участка не только оградить свою территорию, но сделать это красиво. Достойным решением могут стать кованые заборы, изящный дизайн которых может быть самым разнообразным. Кроме надёжности и высокого качества кованые заборы хороши тем, что могут представить для обозрения больше пространства.
Заказать кованый забор в Барнауле — это отличный способ придать всему участку вид эксклюзивности. Есть возможность купить вычурные отдельные элементы для забора или купить уникальный кованый забор в Барнауле, подчёркивающий самодостаточность и статус владельца участка.
Сложные завитые элементы вовсе не обязательны для кованого забора. Цена на кованый забор с сложными элементами будет выше, но можно обойтись и достаточно демократичными решениями в дизайне. Но цена на кованый забор полностью оправдана долговечностью и надёжностью такой заградительной конструкции. Заказчик может подобрать идеальное решение для своих владений не только по дизайну, но и по цветовой гамме. Стоит обратить внимание и на различные комбинированные варианты, где художественная ковка прекрасно сочетается с камнем или кирпичной кладкой.
Но цена на кованый забор полностью оправдана долговечностью и надёжностью такой заградительной конструкции. Заказчик может подобрать идеальное решение для своих владений не только по дизайну, но и по цветовой гамме. Стоит обратить внимание и на различные комбинированные варианты, где художественная ковка прекрасно сочетается с камнем или кирпичной кладкой.
Как купить кованые ворота, забор или калитку
Осуществить свою мечту очень просто. Чтобы купить забор или ворота с коваными элементами, Вам необходимо выбрать наиболее удобный из нескольких способов:
- Связаться с нами по телефону +7 (3852) 538-480 или +7 913 267-96-99.
- Оставить онлайн-заявку и мы Вам сами перезвоним.
- Сразу вызвать замерщика, обсудив с ним все детали проекта из нашего каталога.
Достаточно озвучить пожелания и предпочтения в материалах, цветовых и стилистических решениях. Следующий шаг к осуществлению мечты — бесплатный замер нашими специалистами на объекте.
После замера Вы уже сможете узнать точную стоимость кованых ворот и сроки изготовления. Как только заказ будет готов — с Вами свяжется наш менеджер и уточнит удобное время для доставки и монтажа.
Как только заказ будет готов — с Вами свяжется наш менеджер и уточнит удобное время для доставки и монтажа.
Вам остаётся только наслаждаться обновлённым интерьером! Звоните и заказывайте! Мы найдём для вас лучшие решения забора и ворот с коваными элементами.
Кованые элементы, низкая цена | Каталог компании СталИван
Когда появилась необходимость изменить что-то в дизайне дома или отдельной комнаты, совсем не обязательно прибегать к трудоёмкому ремонту. Иногда достаточно появления небольшой детали, чтобы придать интерьеру обновленный вид, расставить акценты, привлечь внимание. Справиться с этой задачей помогут кованые элементы, которые для вас с удовольствием выполнят мастера художественной ковки, работающие в компании «СталИван».
Скачать прайс кованых элементов из каталога Артеферро
Скачать прайс кованых элементов из каталога Подкова
Почтовый ящик из алюминия
Конусообразное навершие
Опора для стекла
Декоративная подкова
Оформление коваными элементами
Жилые комнаты обретут налёт аристократичности, если добавить в интерьер следующие виды кованых элементов:
Люстры
Подсвечники
Подставки для цветов
Розетки
Светильники
Необходимые детали подбираются а зависимости от конечной цели и места, которое требует эксклюзивного декора:
- Кухонное помещение выглядит более добротно и уютно, если в нем присутствует оригинальный орнамент.
 Пусть даже он будет небольших размеров.
Пусть даже он будет небольших размеров. - Используйте поручни, пики, наконечники. Загородный дом станет настоящим дворянским гнездом.
- Дачный участок преобразится вмиг, если для него вы решите купить кованые элементы. Очень уместны здесь художественные предметы, выполненные из металла: флюгер или цветы как декор различных изделий.
 Пусть даже он будет небольших размеров.
Пусть даже он будет небольших размеров.Эти же детали могут нести и практическую функцию. Крепления и соединительные кованые элементы, выполненные методом холодной ковки или проката, значительно прочнее, чем аналоги из других материалов.
Закругленный фланец
Начальный элемент поручня
Кованая розетка
Кованый декоративный элемент
Услуги компании «СталИван»
Специалисты компании «СталИван» всегда готовы пойти навстречу клиенту и выполнить самые затейливые узоры, которые станут проявлением индивидуальности домовладельца. Наши дизайнеры помогут воплотить идеи в эскиз, а кузнецы – исполнить его в металле. Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
При желании заказчика декоративные кованые элементы могут быть искусственно состарены или окрашены под бронзу. Более подробную информацию о возможных эффектах художественной ковки вы можете узнать у наших менеджеров по телефонам +7 (495) 722-76-85, +7 (495) 648-50-02.
Кованые двери и их отличительные черты
Содержание:
- Разновидности кованых дверей
- Материалы, применяемые при создании
- Виды узоров
- Элементы конструкции
- Советы по выбору дверей с ковкой
- Достоинства подобных дверных конструкций
Кованые двери – это один из самых эффектных и красивых вариантов обустройства дома или квартиры. Выгодно дополнят существующие дизайны и украсят экстерьер строения, сообщат о вкусах и предпочтениях владельца. Благодаря разнообразию моделей и вариаций оформления – от простых вставок до полноценных изделий сложной формы из стекла или с массивом. В этой статье подробно рассмотрим, что же представляют из себя подобные конструкции, как оформляются и какими преимуществами обладают. Укажем и на что стоит обратить внимание при покупке.
В этой статье подробно рассмотрим, что же представляют из себя подобные конструкции, как оформляются и какими преимуществами обладают. Укажем и на что стоит обратить внимание при покупке.
Разновидности кованых дверей
Есть несколько видов деления, ориентирующиеся на разные признаки:
- По месту расположения – чаще всего это уличные модели, но существуют и межкомнатные, но последние не слишком востребованы;
- По конструкции – одностворчатые и двухстворчатые. Первые подойдут почти для всех домов, а вторые предполагают дополнительное усиление проема, потому задействуются реже;
- По способу открытия – входные бывают только распашные, межкомнатные могут быть еще и раздвижные. Наиболее востребованы распахивающиеся разновидности, поскольку просты в установке и использовании, не требуют монтажа вспомогательных конструкций;
- По модификации – составные и цельные. Сборные изделия включают встраиваемые элементы из дерева и стекла.
 Сборные изделия включают встраиваемые элементы из дерева и стекла.
Сборные изделия включают встраиваемые элементы из дерева и стекла.Материалы, применяемые при создании
Чаще всего это всевозможные стальные полотна, отличающиеся большой массой и изготавливающиеся по технологиям, зависящим от конкретного предприятия и ГОСТов. Они способны выдерживать постоянные нагрузки, потому наличие дополнительных вставок или украшений из металла не вызовет деформаций или искривлений. При производстве используются пруты разной толщины, уголки, профиль и иные детали. Обрабатывают их на станке, если существует специальная заготовку или вручную, что сразу же сказывается на стоимости.
Штампованные вариации обладают хорошей прочностью и надежностью, но не выделяются разнообразием моделей. Потому задействуются только для создания типовых конструкций. Уникальные узоры выполняются мастерами только по индивидуальным проектам, что позволяет создавать оригинальные дизайны и воплощать любые идеи.
Снаружи и внутри двери могут украшаться панелями МДФ с разным покрытием – шпон, ПВХ-пленка. Элитные модели отделываются массивом ценных пород дерева, но стоят они дорого.
Элитные модели отделываются массивом ценных пород дерева, но стоят они дорого.
Нередко кованые элементы сочетаются со сквозными вставками из стекол различных типов. Их существует несколько вариаций:
- Сталинит – обладает высокими показателями прочности и устойчивости к воздействиям. Изначально стеклянную заготовку подвергают сильному нагреванию, затем равномерно охлаждают с двух сторон, после чего изделие получает свои отменные практические свойства;
- Тиффани – обточенные стекла обрамляются медной лентой и соединяются при помощи оловянного сплава, образуя единую картину;
- Витраж – служит только для украшения, его легко разбить. Собирается из элементов разных оттенков, формируя определенную композицию;
- Фьюзинг – сначала заготовку быстро нагревают, затем некоторое время держат при одной температуре, а когда принимает нужную форму, её быстро остужают.
Менее популярны и не столь красивы вставки из пластика.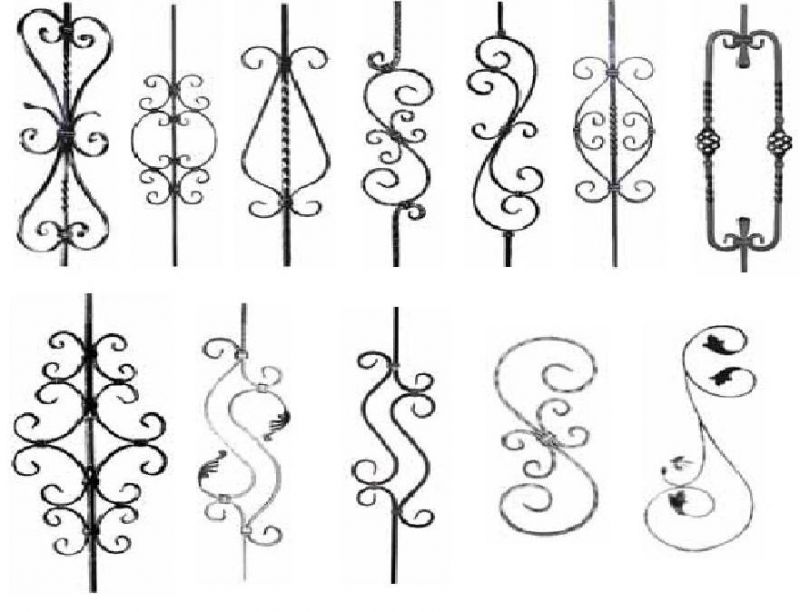 Они также не отличаются хорошей устойчивостью к механическим и атмосферным воздействиям.
Они также не отличаются хорошей устойчивостью к механическим и атмосферным воздействиям.
Внутренняя сторона двери зачастую обшивается натуральным деревом или панелями из МДФ с покрытием из шпона или пленки ПВХ. Кованые части могут устанавливаться поверх них.
Виды узоров
- Растительный орнамент – один из распространённых и привлекательных;
- Гербы – если у семьи есть родовой символ, он может стать основой оформления;
- Геометрические рисунки – всевозможные вариации и формы;
- Вензеля – нередко они повторяют уже имеющиеся детали убранства дома.
Элементы конструкции
- Металлическое полотно с основным стальным листом не тоньше двух миллиметров;
- Короб повышенной прочности из гнутого профиля;
- Ребра жесткости, обеспечивающие устойчивость к постоянным нагрузкам и ударам;
- Навесные петли;
- Специальные замки сейфового типа. Взломать или вышибить такие трудно;
- Специфическая фурнитура. Нередко такие полотна украшаются оригинальными ручками и стучалами. Применяются глазки разной степени сложности и функциональности, в том числе и электронные.
 Взломать или вышибить такие трудно;
Взломать или вышибить такие трудно;Советы по выбору дверей с ковкой
- Качество металла – без заметной коррозии, толщина стали не менее 2 мм. Если изделие устанавливается на улицу, то стоит подумать о конструкции с двумя листами;
- Покрытие – есть множество вариантов красок, создающих разные эффекты. В том числе, можно заказать отделку под старину, с патиной, воронением, золочением или покрашенные однотонно;
- Точность и крепость соединений – места скрепления декоративной части с основной конструкцией должны быть прочными. Они специально обрабатываются, чтобы швы становились малозаметными. Если их легко найти, то это плохая работа;
- Размер – зависит от дизайна, габаритов полотна и изношенности самого здания. Тяжелую дверь не установят в ветхом жилье. Об этом стоит подумать заранее и пригласить замерщика;
- Вид узора – мастера могут воплотить в жизнь любую задумку, что позволяет создавать оригинальные изделия.
 Тяжелую дверь не установят в ветхом жилье. Об этом стоит подумать заранее и пригласить замерщика;
Тяжелую дверь не установят в ветхом жилье. Об этом стоит подумать заранее и пригласить замерщика;Действуют и стандартные правила, на которые ориентируются при покупке. В частности, на типы уплотнителя и утеплителя, разновидность и надежность фурнитуры. Толщину полотна и его вес, особенности монтажа и прочие нюансы.
Достоинства подобных дверных конструкций
- Легкость обслуживания – покрытие не требуется постоянно обновлять, достаточно иногда протирать от пыли;
- Устойчивость к механическим воздействиям – кованые детали усиливают любое полотно и становятся серьезным препятствием при попытках взлома;
- Долговечность – как и прочие изделия из металла отличаются длительным периодом службы;
- Изолирующие свойства – даже если в ковка совмещена с остеклением, дверь все равно хорошо сохраняет тепло и не допускает проникновения посторонних звуков;
- Оригинальный дизайн – позволяют выгодно оформить вход и воплотить любые идеи в обустройстве. Станут важной деталью экстерьера и интерьера строения.
 Станут важной деталью экстерьера и интерьера строения.
Станут важной деталью экстерьера и интерьера строения.Кованые двери обладают всеми свойствами качественных стальных полотен и способны обеспечить надежную защиту жилья от проникновения посторонних. При этом они отличаются красивым и оригинальном дизайном, что позволит подчеркнуть индивидуальные вкусы владельца и дополнить оформление здания. Существует множество стандартных вариаций вставок, разрабатываются и уникальные проекты, создаваемые вручную, что позволяет найти наиболее подходящую модель.
Что означают узоры на коврах?
Знать, что означают узоры, выполненные трудолюбивыми руками мастериц с такой точностью, необходимо. Почему? Во-первых, понимание символики орнамента помогает увидеть ценность ковра, как шедевра этого вида искусства.
Во-вторых, в ковровых рисунках заложена история и религия целого народа, его традиции и представления о мире. Нужно отметить, что в современном ковроткачестве используются те же узоры и символы, которые использовались сотни, а то и тысячи лет назад. Каждый символ передается из поколение в поколение, и хранится, как духовное наследие.
Каждый символ передается из поколение в поколение, и хранится, как духовное наследие.
В-третьих, значение изображенных символов может повлиять на ваш выбор изделия.
Чтобы подробно описать каждый символ и обсудить его происхождение и истинное значение понадобилось бы написать целую книгу, а может и не одну. Это занятие мы оставим искусствоведам, ковроведам и философам. А из этой статьи вы узнаете о самых распространенных символах, появляющихся на ручных коврах разных народов.
Классификация узоров
Все ковровые узоры, независимо от страны, где соткан ковер, делятся на четыре группы:
- Животный мир.
- Растительный мир.
- Геометрические фигуры.
Ковровые узоры можно классифицировать и по другому признаку — месту, которое символ занимает на ковре. Например, некоторые элементы появляются лишь в центральном поле изделия, другие — в бордюре; некоторые являются частью орнамента, другие — самостоятельными рисунками.
Конечно, не каждая деталь коврового орнамента имеет особое значение. Некоторые элементы являются лишь украшением. Но есть и те, которым придавался раньше сакральный смысл, которые считались талисманами, способными принести в дом счастье, любовь.
Типы узоров
Медальон — этим узором особенно часто украшаются китайские ручные ковры, а также изделия из Ирана. Располагается он в самом центре. Представляет собой композицию из множества мелких элементов: веток, цветов и т.д. Медальон может быть круглым, овальным или в виде ромба. От него в разные стороны расходятся лучи. Медальон обычно ассоциируют с диском солнца.
На фото: МедальонАвшан — с персидского означает “усеянный”. Представляет собой повторяющийся рисунок с элементами растительного мира на ковре без медальона.
На фото: АвшанХешти — узор, выполненный в шахматном порядке. Ковер при этом разделен на квадраты, в каждом из которых символический или растительный рисунок. Данный узор используется на иранских коврах ручной работы.
Гомбад — схож по композиции с медальоном, но имеет более острые формы.
На фото: ГондбадМихраб — еще одна архитектурная форма. Михраб — это ниша мечети. Является самостоятельным асимметричным рисунком, дополняется обычно растительными узорами. Очень часто можно встретить в каталоге ковров из Турции.
На фото: МихрабСимволическое значение узоров
В древности на Востоке каждый узор, будь то растительный орнамент или изображение животного, был наделен определенным смыслом. Вот некоторые примеры.
Растительные образы
- Деревья — обычно олицетворяли плодородие и превозносили воду, как источник жизни. Стилизованное дерево изображали геометрическим рисунком, напоминающим стрелу или якорь.
- Гранат — на коврах можно встретить изображение и плодов и цветков граната. На фото: Гранат
- Бута — элемент персидского происхождения, имеет бионическую форму и украшен растительными узорами, часто встречается на персидских антикварных коврах
.
На фото: Бута
- Эслим — спиралевидные бесконечные линии, украшенные цветами и листьями. Эслим — символ бесконечности.
- Ваза — изображение на коврах вазы, часто с цветами. Используется на востоке как метафора, когда речь идет о возвышенной любви. На фото: Ваза

Животные
- Орел — символ царской власти и мощи.
- Павлин — ассоциация с Богом солнца, охранительный талисман.
- Овцы, бараны — изображаются на коврах символом “S”, несут в себе память о кочевническом образе жизни.
- Дракон — талисман. Изображается так же, как домашние животные, буквой “S”.
- Петух — символ возрождения.
- Лев — олицетворяет силу.
- Пегас — символ мудрости.
Геометрические символы
Часто геометрические фигуры на коврах – это стилизованное изображение животных или растительности. Но иногда встречаются и знаки с особым значением, например, свастика.
Возможно, теперь вы видите на коврах больше, чем просто замысловатые узоры!
каталог вязаных спицами узоров | узоров для вязания на спицах ирландские узоры араны
В этом каталоге собраны разнообразные узоры для вязания спицами со схемами , которые разбиты по категориям: ажурные узоры, ажурные листочки ,волнистые ажурные узоры , узоры по японским каталогам, ирландские узоры , косы и жгуты , араны, косы с ажурным узором , ленивые узоры, узоры с различными способами переплетений, узоры со спущенными петлями, узоры с вытянутыми петлями. узоры из лицевых и изнаночных, вязание в технике ЭНТРЕЛАК ! На данный момент я представляю Вашему вниманию более 900 узоров на любой вкус. Каталог постоянно пополняется. К каждому узору дана цветная фотография , схема и подробное описание . По всем возникающим вопросам по вязанию узоров пишите. Если Вас интересует как связать узор, которого у меня нет, можете написать мне в контактах и я попробую Вам помочь.
Косы, жгуты, ромбы, косы с ажурным узором (256 узоров)
Ирландские узоры (плетенки, простые косы, соты, бабочки из кос)
АЖУРНЫЕ УЗОРЫ ( 500 узоров)
Простые ажурные узоры спицами
Ажурная сетка
Волнистые ажурные узоры
Ажурные листочки
Ажурные узоры с косами
Вяжем по японским схемам
Английское вязание и другие резинки
Вязаные мотивы, цветы, сердечки, бабочки и т.
 п
п
Фантазийные узоры ,узоры со снятыми и спушенными петлями, нестандартные плетения петель
Узоры с шишечками
Плотные переплетения
Лицевые и изнаночные
Ленивые узоры
ЭНТРЕЛАК
Опубликовал admin 27 января 2013.
As Forged — Дамасская сталь произвольного образца — Кузница лесного огня Оуэна Буша
Описание
Дамасская сталь— это материал, изготовленный из кованых слоев различных сталей. Эти различные стали травятся по-разному, создавая в стали красивые завитки.
Эти заготовки изготавливаются из трех сталей 15н20, EN42J и CS80. En42J выделяет разные оттенки серого и придает тонкую глубину рисунку, а 15n20 выделяет яркий, придавая некоторый блеск! Это стандартная сталь, которую я использую для своего дамаска, и она очень хорошо ведет себя при одновременном расширении и сжатии с одинаковой скоростью и термообработке при одинаковых температурах. 2% никеля в 15N20 остаются яркими после травления, а различное содержание марганца в CS80 и En42J дает тонкий контраст различных оттенков серого в узоре. В результате получается красивая текстура древесины и волнистый узор изгиба, которым славится сталь.
2% никеля в 15N20 остаются яркими после травления, а различное содержание марганца в CS80 и En42J дает тонкий контраст различных оттенков серого в узоре. В результате получается красивая текстура древесины и волнистый узор изгиба, которым славится сталь.
Мой дамаск выкован без флюсового процесса с использованием моего 50-тонного пресса Alldays и силовых молотов Onions и прокатного стана. Я свариваю в кузнице с восстановительной атмосферой и не использую в процессе флюс.
Кованый дамаск продается с кузнечной чешуей, не подвергался нормализации и термообработке.Подходит для ковки лезвий. Покупка такого материала делает его намного дешевле, чем если бы он был отшлифован и подвергнут термообработке. Вы также можете шлифовать лезвия из этого материала, но вам придется шлифовать чешуйку (если вы хотите, чешуя может быть приятной особенностью и часто остается возле позвоночника в кухонных ножах в японском стиле). Большое преимущество ковки ножа. Форма — это то, что ценный материал идет намного дальше, чем если бы вы шлифовали со склада, а ваша поковка создает больше рисунка на дамасской стали.
Инструкции по термообработке
Я наношу на лезвия состав против накипи, когда нормализую и затвердеваю. Нормализовать дамасскую сталь при 800 ° C, а затем охладить на воздухе. Я бы рекомендовал 3 цикла нормализации. Аустенизируйте при 800 ° C и держите при температуре 5 минут. Отвердите путем закалки в масло для быстрой закалки, предварительно нагретое как минимум до 40 ° C. Немедленно закаливайте при температуре от 180 ° C до 250 ° C. Я закаляю кухонные ножи при 190 ° C или 200 ° C, измельчители при 220 ° C, а топоры при 250 ° C. Чтобы размягчиться для сверления, я рекомендую докритическую обработку стали, нагревая сталь до 700 ° C или тускло-красный цвет, если у вас нет печи для термообработки, и позволяя остыть на воздухе.При необходимости повторить несколько раз.
Рекомендации по травлению.
Удалите весь обезуглероженный материал с лезвия перед травлением. (При затвердевании на лезвии часто остается тонкий слой обезуглероженного материала, который необходимо удалить, так как он может выглядеть неоднородно на травлении. Отшлифуйте до зернистости 400, затем удалите все отпечатки пальцев чистым абразивом зернистостью 800 на резиновом блоке. лезвие дает лучшую отделку, чем ацетон, жидкость для мытья посуды и горячая вода Протравите хлоридом железа 1/3 до желаемой глубины.Нейтрализуйте лезвие в бикарбонатном растворе соды, затем промойте горячей водой с жидкостью для мытья посуды и ополосните холодной водой. Реакционная способность железа очень зависит от температуры. и я считаю, что травление может быть всего за 5 минут в разгар британского лета и занять много часов зимой. Более темный контраст можно получить, сначала протравив его железом, а затем перенеся на растворимый кофе крепостью 50Х. Нейтрализуйте как обычно после кофе.
Отшлифуйте до зернистости 400, затем удалите все отпечатки пальцев чистым абразивом зернистостью 800 на резиновом блоке. лезвие дает лучшую отделку, чем ацетон, жидкость для мытья посуды и горячая вода Протравите хлоридом железа 1/3 до желаемой глубины.Нейтрализуйте лезвие в бикарбонатном растворе соды, затем промойте горячей водой с жидкостью для мытья посуды и ополосните холодной водой. Реакционная способность железа очень зависит от температуры. и я считаю, что травление может быть всего за 5 минут в разгар британского лета и занять много часов зимой. Более темный контраст можно получить, сначала протравив его железом, а затем перенеся на растворимый кофе крепостью 50Х. Нейтрализуйте как обычно после кофе.
Как создавать дамасские узоры
Как сделать основные узоры
Количество слоев — это только отправная точка, и вы можете обнаружить, что вам больше или меньше нравится.В специализированных узорах дамаска, таких как радиалы или желейные валики, требуется гораздо меньше слоев.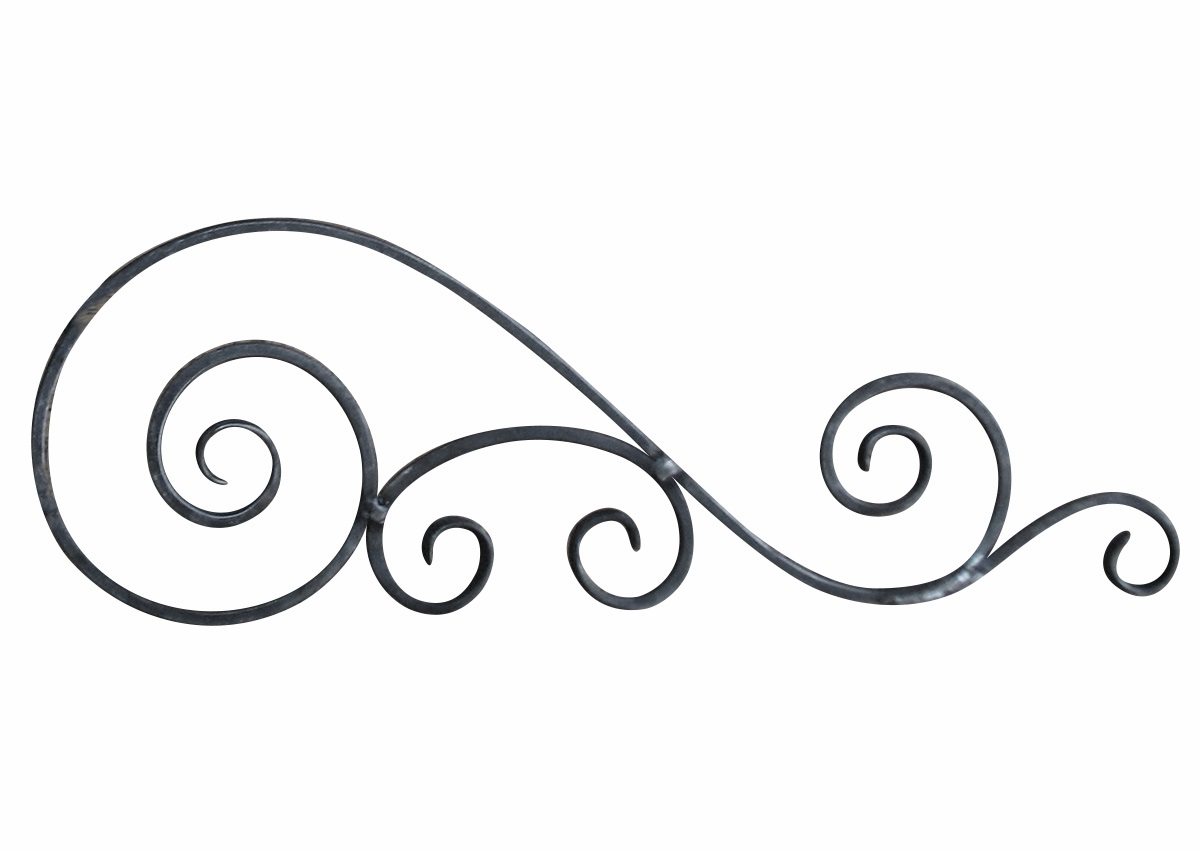 Также возможно слить сварные участки высоко- и низкослойных прутков в одну заготовку и получить высокий контраст за счет формирования рисунка.
Также возможно слить сварные участки высоко- и низкослойных прутков в одну заготовку и получить высокий контраст за счет формирования рисунка.
Рисунок плоской многослойной заготовки можно выполнить разными способами. Случайная закономерность требует небольшого объяснения. Слои остаются относительно плоскими, и во время ковки обычно возникает некоторая деформация. Деформация приводит к изгибу плоских слоев, что придает материалу плавный, органичный вид, особенно когда кромки лезвия отшлифованы.
Образцы скручивания также не требуют пояснений. Брус нужного количества слоев выковывается в квадрат и уголки слегка подтачиваются. Пруток нагревают до температуры, близкой к температуре сварки, а затем скручивают. Скручивание может быть постепенным или сильным для получения различных эффектов. Центр каждого поворота дает эффект звезды. Скрученные лезвия следует оставлять немного толще, чем другие узоры, поскольку более глубокая шлифовка усиливает звездный эффект и общий вид более приятен.
Лестничные рисунки выполняются путем вдавливания или шлифовки канавок на дамасском стержне. Если узор вдавлен в лезвие, он должен быть примерно в два раза больше толщины, необходимой для готового бруса. Канавки запрессовываются штампами из круглых стержней, а стопорные блоки могут использоваться для обеспечения надлежащей толщины готового прутка.
После вдавливания канавок в планку ее шлифуют, удаляя все выступы.Пруток кован в желаемую форму лезвия, и становится виден рисунок лестницы. Если лестничные конструкции отшлифованы или врезаны в стержень, они должны составлять примерно одну треть толщины стержня. После шлифовки канавок лезвие выковывают, чтобы все канавки были выкованы из прутка, в результате чего получается отчетливый рисунок лестницы. Прижатые или заземленные лестницы следует перемещать из стороны в сторону.
Создание рисунка «капля дождя» или рисунка «лужа и глаза» — это, по сути, тот же процесс, что и кузнечная сварка рисунка лестницы, за исключением того, что в дамасском стержне вдавливаются или просверливаются ямки вместо бороздок. Полученный узор будет выглядеть как бычий глаз или капли дождя на пруду.
Полученный узор будет выглядеть как бычий глаз или капли дождя на пруду.
Это самые основные узоры дамаска, и те же техники создания узоров и несколько других используются для более сложных узоров. Прежде чем переходить к более продвинутым моделям и технологиям, производитель дамасской стали должен стать экспертом в процессе кузнечной сварки.
Как сделать узор «W»
Более сложные узоры включают узор «W» и мозаичный дамаск. При использовании схемы «W» исходная заготовка складывается так же, как плоская многослойная заготовка, и сваривается.Затем в процессе волочения заготовку поворачивают на 90 градусов и выковывают прямоугольный стержень с вертикальными слоями. Затем этот брусок очищают от окалины, разрезают на части и складывают заново.
После завершения второй последовательности сварки слои остаются вертикальными. Затем этот стержень снова разрезается и укладывается для третьей последовательности сварки. Если протравить концы этих частей, они покажут вертикальные слои, которые искажены и начинают образовывать буквы W. Третья последовательность сварных швов еще больше исказит слои и сделает буквы «W» более выразительными.Любое количество слоев хорошо работает с этим узором, и любая из техник создания узоров, включая скручивания, лестницы, капли дождя и даже гармошки, помогает еще больше раскрыть узор.
Третья последовательность сварных швов еще больше исказит слои и сделает буквы «W» более выразительными.Любое количество слоев хорошо работает с этим узором, и любая из техник создания узоров, включая скручивания, лестницы, капли дождя и даже гармошки, помогает еще больше раскрыть узор.
Следующим этапом усовершенствованной сварки моделей является изготовление мозаичного дамаска. Узоры мозаичного дамаска видны на концах полос, но то, что действительно составляет мозаичный дамаск, никогда не было четко определено. На выставке BLADE Show в 1999 году я расспрашивал некоторых из лучших производителей дамаска, которые имели под рукой их мнение по этой теме, и у каждого из них было свое определение мозаичного дамаска.Поскольку, кажется, нет четкого определения, мы будем называть все узоры конечных волокон мозаиками.
Как сделать плетение корзин, паутину и радиальные W
Корзиночное плетение или паркет — это относительно простой мозаично-дамасский узор, из которого можно получить хороший первый мозаичный проект. Для начала сварите ковкой низкоуровневую заготовку с 5-9 слоями и вытяните ее в квадратный стержень диаметром 1 дюйм. Разрежьте этот брусок на четыре части и сложите их в квадрат размером 2 на 2 дюйма, с горизонтальными слоями в двух противоположных углах и вертикальными слоями в других углах.
Для начала сварите ковкой низкоуровневую заготовку с 5-9 слоями и вытяните ее в квадратный стержень диаметром 1 дюйм. Разрежьте этот брусок на четыре части и сложите их в квадрат размером 2 на 2 дюйма, с горизонтальными слоями в двух противоположных углах и вертикальными слоями в других углах.
Кузнечно сварите штабель и вытяните пруток, удерживая пруток под прямым углом за счет равномерной ковки со всех сторон. Несколько серий резки и повторной сварки, как описано выше, дадут красивый узор плетения корзины, дизайн, который хорошо подходит для фонового наполнителя в сложных мозаичных проектах.
Паутина или сетка — еще один простой узор мозаики. Он начинается с квадратов из твердой стали, например, 1050 или 1095. Вырежьте четыре квадрата из стали и сложите их в квадратную заготовку. Добавьте прокладки из контрастной стали, такой как 15N20 или чистый никель, а затем выполните ковку сварного шва и вытяните заготовку в квадратный стержень размером 1 дюйм.Разрежьте пруток на четыре части, штабелируйте и снова сварите, пока не получите сетку желаемого размера. Сетка может быть намеренно искажена путем ковки под наклоном, чтобы создать эффект паутины для узора.
Сетка может быть намеренно искажена путем ковки под наклоном, чтобы создать эффект паутины для узора.
Еще один мозаично-дамасский узор — радиальный. Радиальная конструкция начинается с низкослойной заготовки из плоских ламинатов. Пруток нарезается штампом, который сжимает центральные слои. Затем половинки разрезаются на четыре части, складываются в квадрат, а затем свариваются друг с другом.Это дает эффект слоев, исходящих из центра квадрата.
Радиальная техника, примененная к планке с узором «W», обеспечивает эффектный дизайн. Как и все техники выкройки, вы можете попробовать их с любой заготовкой, которая вам нравится. Никогда не знаешь, когда придумаешь новый отличный образец.
Четырех- и девятиходовая поковка
Хотите фото? Найдите их в этой загрузке. Для получения наилучшего эффекта в готовом клинке часто необходимо включать в узор более одного радиального или одного рулона желе.Пруток можно разрезать на четыре части, сложить в квадратную заготовку из двух рядов по две части и сварить кузницей. Это называется «четырехходовой». Штангу также можно разрезать на девять частей и сложить в три ряда по три части, или «девятку».
Это называется «четырехходовой». Штангу также можно разрезать на девять частей и сложить в три ряда по три части, или «девятку».
Эти четырех- или девятиходовые заготовки можно повторять несколько раз для достижения желаемого эффекта. Размер изготавливаемого лезвия будет определять количество исходных элементов в готовом бруске. Для больших ножей с фиксированным лезвием мне нравятся по крайней мере 16 оригинальных элементов, и два четырехсторонних ножа сделают это число.
Для небольших фиксированных лезвий или папок я использую 36 или 64 оригинальных элемента в планке. Для достижения 36 элементов требуется девятиходовой и четырехходовой, в то время как заготовка из 64 элементов выполняется тремя четырехходовыми. Эти цифры являются лишь рекомендациями, так как личные предпочтения будут определять, как каждый кузнец будет использовать материал.
Одиночные рисунки или несколько разных рисунков можно комбинировать в четырех- или девятипозиционных комбинациях, в результате чего получаются чрезвычайно интересные рисунки с высокой контрастностью. Возможности создания узоров с этими комбинациями бесконечны.
Возможности создания узоров с этими комбинациями бесконечны.
После совмещения и кузнечной сварки нужного количества элементов есть несколько способов обнажить узор, который находится на конце стержня. Скручивание прутка и последующая ковка для придания формы обнажат узор по краям лезвия. Как и в случае с любым скрученным стержнем, край должен быть достаточно толстым, чтобы не потребовалось больше шлифования, потому что узор лучше ближе к центру.
Чтобы обнажить узор, пруток также можно выковать в прямоугольную форму и сформировать рисунок лестницы путем вдавливания лестниц в пруток или их шлифовки.И хотя я никогда не использовал его, техника создания рисунка в виде капель дождя должна также выводить рисунок на поверхность прямоугольного стержня, так же как метод рисунка лестницы.
Метод аккордеона
Аккордеонный метод — мой любимый способ экспонирования конечной текстуры или мозаичного рисунка. Мне нравится вид движения и потока, созданный техникой аккордеона. Есть несколько различных методов, которые можно использовать, чтобы открыть бар, как аккордеон, и я использую один, предложенный мне Доном Фоггом.
Есть несколько различных методов, которые можно использовать, чтобы открыть бар, как аккордеон, и я использую один, предложенный мне Доном Фоггом.
Пруток из дамасской стали выкован до окончательных размеров и отожжен. Затем пруток разрезают на ленточной пиле, удаляя треугольники материала с чередующихся сторон прутка. После того, как вся резка сделана, острые углы скругляются на болгарке. После этого планка готова к сглаживанию. Разглаживая гармошку, пруток нужно обрабатывать на сварке. Если пруток рвется в нижней части разрезов, нанесите флюс и аккуратно приварите их. Обычно я могу разгладить весь батончик за один прием.Затем пруток выкован до окончательного размера.
Метод «аккордеона» с вырезанными треугольниками мне так хорошо сработал, что я не использую другие методы аккордеона. Этот метод более трудоемок, но на данном этапе дамасский брусок ценен для меня, и я не против небольшой дополнительной работы, чтобы максимально использовать материал, получаемый из бруска.
Метод буханки
Еще один популярный метод выявления узоров на концах волокон — это метод буханки. Метод буханки осуществляется путем ковки, сваривая несколько блоков бок о бок, а затем отрезая лезвия от буханки.Полезно окружить блоки жертвенным материалом, например дамаском или простой углеродистой сталью. Швы можно сваривать закрытыми, а заготовку — сухим. Хорошая совместимость блоков упростит сварку. Метод буханки хорошо подходит для узоров или фигур, где не требуется искажений.
Срезание плиток с прутка, их соединение «ласточкин хвост», а затем их сварка кузнечной сваркой — еще один способ обнажить узор и произвести материал лезвия. Это сложный кузнечный шов, и я не рекомендую его новичкам.Плитки обычно привариваются прихваточным швом к жертвенной пластине, которую после кузнечной сварки стачивают. Этот метод также не искажает исходный узор.
Метод заглушки
Последний метод выявления структуры торцевого зерна, который необходимо решить, — это электрозаклепка. Исходный пруток можно превратить или выковать в круглый пруток, а затем отрезать заглушки. В лезвии просверливается отверстие, и в него вставляется заглушка. Желательна хорошая плотная посадка, а заглушка должна быть немного толще лезвия.
Исходный пруток можно превратить или выковать в круглый пруток, а затем отрезать заглушки. В лезвии просверливается отверстие, и в него вставляется заглушка. Желательна хорошая плотная посадка, а заглушка должна быть немного толще лезвия.
Комбинация лезвия и заглушки нагревается до тепла сварки и сваривается за один пресс или ударный молоток. При желании несколько заглушек можно сварить в одну лопатку. Это еще один метод, не вызывающий искажений.
Бывают случаи, когда искажение можно использовать для улучшения рисунка или даже для создания нового рисунка. При ковке квадратного стержня под углом 90 градусов узор на стержне будет искажен. Искажение продолжается по мере того, как стержень выковывается под углом, пока он снова не станет квадратным.Затем его можно использовать как есть или включить в четырех- или девятипозиционный.
Как сделать «персидскую ленту»
Не столь впечатляющий узор можно оживить, используя искажение в ваших интересах. Квадраты, расположенные в четырех направлениях, будут треугольниками после ковки под углом 90 градусов, а затем их можно будет сориентировать в следующих четырех направлениях для создания ромбов в узоре.
Это техника, используемая для создания узора, который я называю «персидской лентой». Четыре блока сложены в квадрат с границами из контрастного материала между блоками.Затем они свариваются кузнечной сваркой и поворачиваются под углом, при этом границы теперь образуют «X» поперек стержня. Затем панель открывается с использованием метода аккордеона, и узор персидской ленты создается с помощью символа «X».
Создание пользовательских изображений
Помимо дамасского узора — это тема создания фигур из дамасской стали. Размещение изображений в дамаске теперь стало обычным явлением, поскольку я видел сцены охоты на птиц и очертания мамонтов, трилистников, драконов и бесчисленное множество других объектов в лезвиях.Использование порошковой стали значительно упростило создание этих фигур и картинок.
До использования порошковой стали, станок EDM (электроэрозионная обработка) можно было использовать для вырезания фигуры из двух блоков контрастной стали, при этом охватываемые части менялись местами. Кузнечная сварка привела к получению двух стержней с одинаковым рисунком, одного темного и одного светлого. Этот метод был очень дорогим, и, хотя можно было вырезать сложные детали, искажение все еще оставалось проблемой при неравномерной ковке.
Кузнечная сварка привела к получению двух стержней с одинаковым рисунком, одного темного и одного светлого. Этот метод был очень дорогим, и, хотя можно было вырезать сложные детали, искажение все еще оставалось проблемой при неравномерной ковке.
При использовании порошковой стали один блок можно вырезать на электроэрозионном станке, затем удалить фигуру и заполнить отверстие контрастной порошковой сталью.Охватываемая часть может быть помещена в квадратную трубу с заглушкой на одном конце, заполнена контрастной порошковой сталью и сварена кузнечной сваркой. Это дает два стержня с одинаковым значением за половину стоимости электроэрозионных работ.
Второй метод изготовления фигур или картинок из стали — разрезать пластинчатый материал и сложить пластины. Пластины можно резать лазером или водяной струей дешевле, чем электроэрозионным станком. Пластины уложены в квадратную трубу, а вырезанная фигура заполнена контрастной порошковой сталью и сварена кузнечной сваркой.Я предлагаю, чтобы первый сварной шов был на концах стопки, чтобы приварить пластины друг к другу и предотвратить просеивание порошка между ними.
Из заготовки выковывают квадратный стержень с фигурой на конце. Этот метод обеспечивает высокую детализацию за небольшую часть стоимости EDM, а материалы более доступны.
Фигурки также можно изготавливать путем формования листов из чистого никеля вокруг вырезанных форм. Я вырезал из дерева фигурки птиц, рыб, трилистников и многие другие фигурки, чтобы образовать никель.Это, очевидно, недорого и не требует дополнительной работы, как при использовании электроэрозионного станка или лазерной резки. Никелевая форма помещается в квадратную трубку, и для заполнения трубки используется порошковая сталь. Также можно выковать и поместить в эти заготовки особые формы, используя все необходимое для достижения желаемого эффекта.
При использовании порошковых сталей необходимо максимально уплотнить порошок перед герметизацией трубки. Вибрация трубки помогает порошку осесть и стать как можно более плотным.Эти заготовки кажутся мягкими во время начальной кузнечной сварки, но после того, как заготовка будет уменьшена примерно на одну треть, она начнет ощущаться твердой.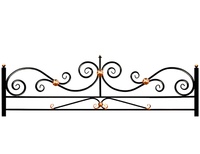
Некоторые порошки перемещаются с разной скоростью во время ковки, поэтому опыт ковки заготовок с небольшими деформациями имеет решающее значение. Начните с чего-нибудь простого и обратите внимание на то, как все движется внутри заготовки, и скоро результаты станут предсказуемыми.
Порошковая сталь давно не использовалась в производстве дамасской стали.Стив Шварцер впервые применил его в начале 1990-х, а в 1999 году я приобрел стальную порошковую сталь у Девина Томаса и Эда Шемппа, сделав несколько ножей из порошкового дамасского материала для выставки BLADE Show тем летом. С тех пор его использование стало широко распространенным, и его влияние на мир дамасской стали было огромным. На мой взгляд, мы только поцарапали поверхность и возможности его использования безграничны.
Заключение
Если дамаск не укусил вас на этом этапе, вы должны быть неуязвимы.Если вы инфицированы, приветствую вас в прекрасном мире.
Информация, представленная здесь, была собрана на основе личного опыта и обмена с некоторыми из величайших кузнецов клинка в мире. Я никогда не смогу полностью выразить свою признательность Фоггу, Шварцеру, Томасу, Шемппу, Дэрилу Мейеру, Хэнку Никмейеру, Элу Диппольду, Робу Хадсону и трем другим первоначальным членам «Мафии Монтаны», Шейну Тейлору, Барри Галлахеру и Уэйду Колтеру. Каждый из них внес огромный вклад в мой успех в качестве кузнеца клинков, и без них я уверен, что не стал бы писать эту статью.
Я никогда не смогу полностью выразить свою признательность Фоггу, Шварцеру, Томасу, Шемппу, Дэрилу Мейеру, Хэнку Никмейеру, Элу Диппольду, Робу Хадсону и трем другим первоначальным членам «Мафии Монтаны», Шейну Тейлору, Барри Галлахеру и Уэйду Колтеру. Каждый из них внес огромный вклад в мой успех в качестве кузнеца клинков, и без них я уверен, что не стал бы писать эту статью.
Из уважения к вышеупомянутым кузнецам клинков я прошу вас принять эту информацию и опираться на нее. Делитесь тем, что вы узнали, и воздавайте должное тем, кто помогает вам на этом пути.
Продолжайте читать:
СЛЕДУЮЩИЙ ШАГ: Загрузите бесплатный полный том журнала Vintage
BLADE (4 выпуска) с 1973 года! Загрузите номера журнала BLADE за 1973 год в цифровом формате PDF! Доставляется прямо в ваш почтовый ящик для мгновенной загрузки.Это 1973 год, и будущее современной ножевой индустрии создавалось группой новаторских производителей ножей, имевшей журнал и миссию. Получите эти коллекционные первые выпуски публикации о ножах №1 в мире! Щелкните здесь, чтобы загрузить пакет
Получите эти коллекционные первые выпуски публикации о ножах №1 в мире! Щелкните здесь, чтобы загрузить пакет Ключевая роль примесей в лезвиях из древней дамасской стали
Ключевая роль примесей в лезвиях из древней дамасской сталиАрхеотехнология
J.D. Verhoeven, A.Х. Пендрей, У. Даукш
Искусство изготовления знаменитых лезвий из дамасской стали 16-18 веков, найденных во многих музеях, давно утеряно. Однако недавно исследования установили убедительные доказательства, подтверждающие теорию о том, что отчетливые рисунки на поверхности на этих лезвиях являются результатом явления образования карбидных полос, вызванного микросегрегацией небольших количеств карбидообразующих элементов, присутствующих в слитках Wootz, из которых были выкованы лезвия. . Кроме того, вполне вероятно, что лезвия Wootz Damascus с дамасскими узорами могли быть изготовлены только из слитков Wootz, доставленных из тех регионов Индии, где имеются соответствующие месторождения руды, содержащие примеси .
Примечание автора: Все композиции даны в массовых процентах, если не указано иное. В разделе оружия и доспехов большинства крупных музеев представлены образцы оружия из дамасской стали. Эти стали бывают двух разных типов, сваренные по шаблону Damascus и wootz Damascus, обе из которых, по-видимому, впервые были произведены примерно до 500 г. 1,2 Эти стали имеют привлекательный рисунок поверхности, состоящий из закрученных узоров, протравленных светом. регионы на почти черном фоне.Стали с модельной сваркой получали путем ковочной сварки чередующихся листов высокоуглеродистых и низкоуглеродистых сталей. Затем этот композит складывали и сваривали вместе, и цикл складывания / штамповки повторяли до тех пор, пока не было получено большое количество слоев.
Эта статья посвящена второму типу дамасской стали, иногда называемому восточным дамасцем. Наиболее распространенными примерами этих сталей являются мечи и кинжалы, хотя известны также примеры бронежилетов. Название Дамаск, по-видимому, произошло от этих сталей.Сама сталь производилась не в Дамаске, а в Индии и стала известна в английской литературе в начале 19 века 3 как сталь wootz, как она здесь упоминается. Подробные изображения многих таких дамасских мечей представлены в книге Фигиэля, 4 , а металлургия этих клинков обсуждается в книге Смита. 5
Название Дамаск, по-видимому, произошло от этих сталей.Сама сталь производилась не в Дамаске, а в Индии и стала известна в английской литературе в начале 19 века 3 как сталь wootz, как она здесь упоминается. Подробные изображения многих таких дамасских мечей представлены в книге Фигиэля, 4 , а металлургия этих клинков обсуждается в книге Смита. 5
К сожалению, технология изготовления лезвий из дамасской стали
потерянное искусство. Дата выпуска последних клинков из высококачественного дамаска.
закономерности нет, но, вероятно, около 1750 г .; маловероятно, что лезвия
отображение низкокачественных дамасковых узоров было произведено позже, чем ранние
19 век.Споры в металлургическом сообществе продолжаются и в прошлом.
200 лет тому, как были сделаны эти лезвия и почему появился рисунок на поверхности. 6-8 Исследования, проводимые на протяжении многих лет, заявили об открытии методов воспроизведения
Wootz Damascus Steel Blades, 9-12 но все эти
методы страдают той же проблемой — современные кузнецы не могут
использовать методы воспроизведения лопастей. Успешное воспроизведение wootz
Лезвия из дамасской стали требуют изготовления лезвий, соответствующих химическому составу,
обладают характерным дамасским поверхностным рисунком и одинаковыми внутренними
микроструктура, которая вызывает узор на поверхности.
Успешное воспроизведение wootz
Лезвия из дамасской стали требуют изготовления лезвий, соответствующих химическому составу,
обладают характерным дамасским поверхностным рисунком и одинаковыми внутренними
микроструктура, которая вызывает узор на поверхности.
 4
4 | б |
| Рис. 1. (a) Реконструированный дамасский клинок с дамасским рисунком поверхности, содержащим комбинацию лестницы Мухаммеда и узора розы. (b) Продольный разрез того же лезвия, показывающий полосы частиц цементита, ответственные за рисунок поверхности. |
 Структура стальной матрицы варьируется в зависимости от того, как кузнец подвергал лезвие термической обработке, но, как правило, это перлит. Полосы лежат параллельно плоскости поковки лопаток. Манипулируя углом поверхности лезвия относительно плоскости лент, кузнец может создавать множество извилистых узоров пересечения лент с поверхностью лезвия. При полировке и травлении частицы Fe 3 C заставляют полосы казаться белыми, а стальная матрица — почти черной; таким образом создается поверхностный узор.В недавней работе была разработана технология производства лезвий, которые соответствуют лучшему музейному качеству лезвия из дамасского волокна как по внешнему виду, так и по внутренней микроструктуре. На рисунке 1 представлен клинок, недавно сделанный одним из авторов, А.Х. Пендреем, с характерным дамасским рисунком на поверхности. Он был специально подготовлен для включения знаменитого рисунка лестницы Мухаммеда, который присутствует на многих более качественных музейных мечах и клинках.
Структура стальной матрицы варьируется в зависимости от того, как кузнец подвергал лезвие термической обработке, но, как правило, это перлит. Полосы лежат параллельно плоскости поковки лопаток. Манипулируя углом поверхности лезвия относительно плоскости лент, кузнец может создавать множество извилистых узоров пересечения лент с поверхностью лезвия. При полировке и травлении частицы Fe 3 C заставляют полосы казаться белыми, а стальная матрица — почти черной; таким образом создается поверхностный узор.В недавней работе была разработана технология производства лезвий, которые соответствуют лучшему музейному качеству лезвия из дамасского волокна как по внешнему виду, так и по внутренней микроструктуре. На рисунке 1 представлен клинок, недавно сделанный одним из авторов, А.Х. Пендреем, с характерным дамасским рисунком на поверхности. Он был специально подготовлен для включения знаменитого рисунка лестницы Мухаммеда, который присутствует на многих более качественных музейных мечах и клинках. Круглый узор между лестницами часто называют рисунком розы, он также иногда встречается на высококачественных музейных лезвиях. 4 Также показан продольный разрез соседней части этого лезвия, который иллюстрирует совмещенные полосы сгруппированных частиц цементита, типичные для музейных лезвий лучшего качества.
Круглый узор между лестницами часто называют рисунком розы, он также иногда встречается на высококачественных музейных лезвиях. 4 Также показан продольный разрез соседней части этого лезвия, который иллюстрирует совмещенные полосы сгруппированных частиц цементита, типичные для музейных лезвий лучшего качества. Подробное графическое описание процесса производства этого клинка было недавно опубликовано. 14 Кроме того, методика была полностью описана в литературе, 15-17 , и было показано, что лезвия, обладающие высококачественными дамасскими узорами, могут быть повторно изготовлены с использованием этой техники.Этот метод, по сути, является простым воспроизведением общего метода, описанного ранее исследователями. Небольшой стальной слиток правильного состава (Fe + 1,5C) получают в закрытом тигле, а затем выковывают его в форму лезвия. Однако сейчас уточняются некоторые ключевые факторы. К ним относятся запись времени / температуры подготовки слитка, температура операций ковки, а также тип и уровень примесных элементов в стали Fe + 1. 5C. Представляется, что наиболее важным фактором является тип примесных элементов в стальном слитке.Недавняя работа 17-18 показала, что полосы сгруппированных частиц Fe 3 C могут быть образованы в лопатках путем добавления очень малых количеств (0,03% или меньше) одного или нескольких карбидообразующих элементов, таких как V , Mo, Cr, Mn и Nb. Элементы ванадий и молибден, по-видимому, являются наиболее эффективными элементами, вызывающими образование полос. Возникает очевидный вопрос, поднятый этими результатами: присутствуют ли эти элементы в низких количествах в дамасских клинках 16-18 веков?
5C. Представляется, что наиболее важным фактором является тип примесных элементов в стальном слитке.Недавняя работа 17-18 показала, что полосы сгруппированных частиц Fe 3 C могут быть образованы в лопатках путем добавления очень малых количеств (0,03% или меньше) одного или нескольких карбидообразующих элементов, таких как V , Mo, Cr, Mn и Nb. Элементы ванадий и молибден, по-видимому, являются наиболее эффективными элементами, вызывающими образование полос. Возникает очевидный вопрос, поднятый этими результатами: присутствуют ли эти элементы в низких количествах в дамасских клинках 16-18 веков?
| Рисунок 2. Макрофотографии клинков мечей Зшокке. |
 Редкий пример, когда дамасские лезвия музейного качества были переданы в дар науке для изучения, описан в статье Zschokke 1924 года. 13 Знаменитый исследователь и коллекционер Анри Мозер собрал коллекцию из примерно 2 000 дамасских клинков и пожертвовал два кинжала и четыре меча Зшокке для изучения. Коллекция Мозера сейчас выставлена в Историческом музее Берна в Швейцарии, а остатки четырех мечей из исследования Чокке остаются там. Недавно Эрнст Клай из Бернского музея передал в дар небольшой образец каждого меча для дальнейшего изучения.
Редкий пример, когда дамасские лезвия музейного качества были переданы в дар науке для изучения, описан в статье Zschokke 1924 года. 13 Знаменитый исследователь и коллекционер Анри Мозер собрал коллекцию из примерно 2 000 дамасских клинков и пожертвовал два кинжала и четыре меча Зшокке для изучения. Коллекция Мозера сейчас выставлена в Историческом музее Берна в Швейцарии, а остатки четырех мечей из исследования Чокке остаются там. Недавно Эрнст Клай из Бернского музея передал в дар небольшой образец каждого меча для дальнейшего изучения. В данной статье представлены результаты исследования этих четырех образцов.Кроме того, были приобретены и включены в комплект четыре дополнительных лезвия из дамасского войлока, которым, как считается, несколько сотен лет. Следовательно, всем изученным здесь клинкам более двух столетий, и они предположительно были изготовлены из вутц-стали. Эти лезвия упоминаются как подлинные лезвия Wootz Damascus, чтобы отличать их от реконструированных лезвий Wootz Damascus, изготовленных по методике, разработанной авторами.
С одного конца каждого образца вырезали кусочки тонкой алмазной пилой.Отрезок длиной 2 см отрезали для исследований химического анализа, а образец длиной 8 мм использовали для анализа микроструктуры. Химические анализы были выполнены с использованием эмиссионной спектроскопии на калиброванной машине Nucor Steel Corporation. В таблице I представлены результаты химического анализа, а также значения, указанные Zschokke. Согласие между анализом, проведенным Zschokke в 1924 г. , и настоящими данными достаточно хорошее.
, и настоящими данными достаточно хорошее.
| Таблица I. Сравнение текущих химических анализов с анализами Жокке 13 * | ||||||||
|---|---|---|---|---|---|---|---|---|
| Меч 7 | Меч 8 | Меч 9 | Меч 10 | |||||
| Материал | Текущий | Zschokke | Текущий | Zschokke | Текущий | Zschokke | Текущий | Zschokke |
| С | 1.71 | 1,87 | 0,65 | 0. 60 60 | 1,41 | 1,34 | 1,79 | 1,73 |
| Mn | 150 | 50 | 1,600 | 1,590 | <100 | 190 | 300 | 280 |
| п. | 1,010 | 1,270 | 1 975 | 2,520 | 980 | 1,080 | 1,330 | 1,720 |
| S | 95 | 130 | 215 | 320 | 60 | 80 | 160 | 200 |
| Si | 350 | 490 | 1,150 | 1,190 | 500 | 620 | 500 | 620 |
* Анализы даны в частях на миллион по массе, за исключением C, который выражается в% по массе. | ||||||||
Меч 8 является доэвтектоидным и, следовательно, не может быть настоящей дамасской сталью, потому что такие стали не будут образовывать частицы Fe 3 C при охлаждении. Металлографическое исследование подтвердило это ожидание и показало, что рисунок поверхности, видимый на этом мече (рис. 2), обусловлен полосами феррита в перлитной матрице. Следовательно, этот меч не будет считаться подлинным дамасским мечом в последующем обсуждении.
Микрофотографии поверхности и поперечных сечений остальных трех мечей показаны на рисунке 3.Микрофотографии поверхностей, по сути, представляют собой конические сечения полос, видимых на микрофотографиях сечений, и, как и ожидалось, ширина полос увеличена на видах поверхности.
Таблица II представляет собой сводку микроструктурных наблюдений сталей. Все три дамасских меча показывают расстояние между полосами в диапазоне 40-50 мм. Меч 7 содержит графитовые стрингеры, не показанные на микрофотографиях.
 Меч 10 содержит смесь крупных и мелких частиц в полосах.Меч 9 показывает наиболее отчетливые полосы на микрофотографиях, а также дает наиболее привлекательный дамасский узор (рис. 2). Полосы наиболее отчетливы, поскольку в этой лопатке наименьшее количество частиц Fe 3 C, находящихся между карбидными полосами. Интересно, однако, что Zschokke оценил разрушительное качество четырех мечей и сообщает о мече 10 как «самый красивый и самый ценный из четырех». Были разрезаны три других лезвия музейного качества: 8, , и карбидные ленты похожи на меч 9, будучи более отчетливыми, чем у мечей 7 и 10, и без крупных частиц цементита у меча 10.
Меч 10 содержит смесь крупных и мелких частиц в полосах.Меч 9 показывает наиболее отчетливые полосы на микрофотографиях, а также дает наиболее привлекательный дамасский узор (рис. 2). Полосы наиболее отчетливы, поскольку в этой лопатке наименьшее количество частиц Fe 3 C, находящихся между карбидными полосами. Интересно, однако, что Zschokke оценил разрушительное качество четырех мечей и сообщает о мече 10 как «самый красивый и самый ценный из четырех». Были разрезаны три других лезвия музейного качества: 8, , и карбидные ленты похожи на меч 9, будучи более отчетливыми, чем у мечей 7 и 10, и без крупных частиц цементита у меча 10. Данные о твердости по шкале С по Роквеллу были взяты вдоль средней линии поперечных сечений всех четырех мечей, чтобы более полно их охарактеризовать. Был обнаружен большой разброс твердости, который представлен в Таблице II. Твердость коррелировала с микроструктурой матрицы. В матричной структуре лопаток произошел переход от перлита на тонком острие к разведенному эвтектоидному ферриту + цементит на толстом конце (толщина = 3-4 мм). Эти структуры согласуются с недавними кинетическими исследованиями эвтектоидной реакции в заэвтектоидных сталях. 19-20 Исследования показывают, что в двухфазных сталях (аустенит + Fe 3 C) преобразование разведенного эвтектоида (DET) преобладает при низких скоростях охлаждения, а перлитная реакция — при более высоких скоростях охлаждения; DET предпочтительнее, поскольку плотность частиц Fe 3 C в трансформирующемся аустените увеличивается. Следовательно, микроструктуры матрицы указывают на то, что лезвия охлаждались воздухом с преобладанием перлита вблизи режущей кромки с более быстрым охлаждением. Преобладание матричной структуры DET в мечах 7 и 10, вероятно, является результатом большего количества межзонного Fe 3 C, присутствующего в этих мечах.
Эти структуры согласуются с недавними кинетическими исследованиями эвтектоидной реакции в заэвтектоидных сталях. 19-20 Исследования показывают, что в двухфазных сталях (аустенит + Fe 3 C) преобразование разведенного эвтектоида (DET) преобладает при низких скоростях охлаждения, а перлитная реакция — при более высоких скоростях охлаждения; DET предпочтительнее, поскольку плотность частиц Fe 3 C в трансформирующемся аустените увеличивается. Следовательно, микроструктуры матрицы указывают на то, что лезвия охлаждались воздухом с преобладанием перлита вблизи режущей кромки с более быстрым охлаждением. Преобладание матричной структуры DET в мечах 7 и 10, вероятно, является результатом большего количества межзонного Fe 3 C, присутствующего в этих мечах.
| Таблица II. Данные о микроструктуре и твердости мечей Wootz Zschokke | ||
|---|---|---|
| Меч | Микроструктура | Диапазон твердости |
| 7 | Диффузные полосы вытянутых частиц Fe 3 C в матрице. Значительные графитовые стрингеры. Расстояние между полосами = 42 мкм. Матрица: перлит, выступающий на 7 мм от режущей кромки; остаток = DET | R c = 32, Перлитная матрица R c = 8, матрица DET * |
| 9 | Очень отчетливые полосы частиц Fe 3 C в матрице. Расстояние между полосами = 50 мкм. Матрица: перлит, за исключением тонкой области DET около толстого конца | R c = 23, Перлитная матрица R c = 9, матрица DET * |
| 10 | Отчетливые полосы частиц Fe 3 C в матрице. Расстояние между полосами = 46 мкм. Перлит, выступающий на 3 мм от режущей кромки; остаток = DET | R c = 37, Перлитная матрица R c = 5, матрица DET * |
* Матрица с разделенной эвтектоидной трансформацией, дающая частицы Fe 3 C в феррите. | ||
Из-за уникальной исторической ценности этих лезвий было проведено довольно тщательное исследование, чтобы охарактеризовать морфологию карбидных частиц, составляющих полосы, образующие дамасские узоры. Грани на образцах длиной 2 см, используемых для анализа эмиссионного спектрографа, были закреплены, отполированы и протравлены в пикрале. Эти лицевые поверхности вместе с поперечными и продольными сечениями мечей, подготовленными с помощью аналогичной металлографии, были затем исследованы с помощью цифровой камеры высокого разрешения.Программное обеспечение для анализа изображений использовали для определения средней площади, максимального диаметра и минимального диаметра частиц Fe 3 C (Таблица III). Для каждого зарегистрированного измерения были исследованы три региона. Среднее значение из 20 самых больших несвязанных частиц в поле образца из 500-600 частиц было определено в каждой области, а в таблице представлено среднее значение трех средних измерений.
 Результаты представляют собой количественную меру анизотропии формы частиц, которая видна на рисунке 3.
Результаты представляют собой количественную меру анизотропии формы частиц, которая видна на рисунке 3.В мечах 7 и 10 частицы имеют преимущественно пластинчатую форму с тонким направлением, выровненным в плоскости ковки лезвий меча. Следовательно, площадь частиц на лицевой стороне меча обычно больше, чем на секциях. Стандартное отклонение данных постоянно находилось в диапазоне 20-25%, так что различия в площадях на трех поверхностях проблематичны, тогда как различия в минимальном и максимальном диаметрах значительны. Для лезвий 7 и 10 максимальное / минимальное соотношение размеров частиц в среднем составляет около трех на поперечном и продольном сечениях и около двух на лицевых сторонах меча.Для лопатки 9 соотношения немного меньше, что отражает более шаровидную форму частиц и тот факт, что продолговатые частицы не имеют хорошо выровненной широкой поверхности в плоскости поковки, как у лопаток 7 и 10.
Таблица III. Резюме измерений размера частиц Fe 3 C * Резюме измерений размера частиц Fe 3 C * | ||||
|---|---|---|---|---|
| Раздел | ||||
| Меч | Размер | Лицо | продольный | Поперечный |
| 7 | Диаметр (макс./ мин.) Площадь | 13 / 7,4 88 | 16 / 4.6 69 | 10 / 3,230 |
| 9 | Диаметр (макс. / Мин.) Площадь | 11 / 5,7 59 | 12 / 5,6 65 | 11 / 3,9 41 |
| 10 (малый) | Диаметр (макс. / Мин.) / Мин.) Площадь | 13 / 6,6 76 | 16/4.8 62 | 15.4.9 63 |
| 10 (большой) | Диаметр (макс. / Мин.) Площадь | 54/27 1,300 | 44/14 590 | 46/15 640 |
| Kard Blade | Диаметр (макс. / Мин.) Площадь | 8,0 / 4,0 30 | ||
| * Диаметр измеряется в мм; площадь в мм 2 . | ||||
Крупные частицы в лезвии 10 представляют значительно большую площадь на поверхности лезвия, и можно ожидать, что они улучшат дамасский узор. Это усиление не было обнаружено на образце, повторно отполированном для этого исследования.
 Тем не менее, трудно вызвать потемнение матрицы на лезвиях 7 и 10 из-за большого количества феррита, производимого DET-структурой матрицы в этих лезвиях. При травлении по пикралю поверхности лезвия демонстрируют очень слабый узор из-за этой проблемы, в отличие от блестящего рисунка на лезвии 9 с его перлитной матрицей.При протравливании трикотажным хлоридом железа матрица травится темнее, но все же не такой темной, как лезвие 9, как показано на рисунке 2. Возможно, что Цшокке, который отполировал лезвия для своего исследования 1924 года, использовал превосходную технику травления, которая была способный вытравить DET-матрицу лезвия 10 темнее и, таким образом, произвести более четкие полосы, что привело к заключению, что его дамасский узор лучше, чем у лезвия 9. Чтобы получить лучшую статистическую выборку уровня примесных элементов в настоящих лопатках Wootz Damascus, были проанализированы четыре дополнительных лезвия.Три из лезвий были ранее исследованы, с разрезами, показывающими хорошо выровненные полосы частиц Fe 3 C, сходные по морфологии с мечом 9.
Тем не менее, трудно вызвать потемнение матрицы на лезвиях 7 и 10 из-за большого количества феррита, производимого DET-структурой матрицы в этих лезвиях. При травлении по пикралю поверхности лезвия демонстрируют очень слабый узор из-за этой проблемы, в отличие от блестящего рисунка на лезвии 9 с его перлитной матрицей.При протравливании трикотажным хлоридом железа матрица травится темнее, но все же не такой темной, как лезвие 9, как показано на рисунке 2. Возможно, что Цшокке, который отполировал лезвия для своего исследования 1924 года, использовал превосходную технику травления, которая была способный вытравить DET-матрицу лезвия 10 темнее и, таким образом, произвести более четкие полосы, что привело к заключению, что его дамасский узор лучше, чем у лезвия 9. Чтобы получить лучшую статистическую выборку уровня примесных элементов в настоящих лопатках Wootz Damascus, были проанализированы четыре дополнительных лезвия.Три из лезвий были ранее исследованы, с разрезами, показывающими хорошо выровненные полосы частиц Fe 3 C, сходные по морфологии с мечом 9. Кроме того, поверхности всех лезвий демонстрировали превосходные дамасские узоры. Три лезвия были идентифицированы как Voigt, 21 Figiel, 8 и Old B. 15 Все три были повторно проанализированы для этого исследования на том же эмиссионном спектрометре, который использовался для мечей Zschokke. Результаты анализа, а также полный анализ четырех мечей Zschokke, представлены в Таблице IV.
Кроме того, поверхности всех лезвий демонстрировали превосходные дамасские узоры. Три лезвия были идентифицированы как Voigt, 21 Figiel, 8 и Old B. 15 Все три были повторно проанализированы для этого исследования на том же эмиссионном спектрометре, который использовался для мечей Zschokke. Результаты анализа, а также полный анализ четырех мечей Zschokke, представлены в Таблице IV.| Таблица IV. Химический анализ семи лезвий Wootz Damascus * | |||||||
|---|---|---|---|---|---|---|---|
| Элемент | 7 | 9 | 10 | Старый B | Фигиэль | Voigt | Кард |
| С | 1,71 | 1. 41 41 | 1,79 | 1,51 | 1,64 | 1,00 | 1,49 |
| Mn | 150 | <100 | 300 | 100 | 200 | 500 | 100 |
| п. | 1010 | 980 | 1,330 | 950 | 1,620 | 260 | 1,440 |
| S | 95 | 60 | 160 | 53 | 85 | 115 | 90 |
| Si | 350 | 500 | 500 | 470 | 460 | 975 | 500 |
| Ni | 600 | 400 | 700 | <100 | 180 | <100 | 200 |
| Cr | <100 | <100 | <100 | <100 | <100 | <100 | <100 |
| Пн | <100 | <100 | <100 | <100 | <100 | <100 | <100 |
| Cu | 1,750 | 900 | 1830 | 330 | 780 | 300 | 900 |
| Al | <10 | <10 | 10 | 12 | 8 | 25 | 30 |
| В | 145 | 50 | 270 | 40 | 40 | <10 | 60 |
| Nb | <100 | <100 | <100 | <100 | <100 | <100 | <100 |
| Пб | <10 | <10 | <10 | <10 | 10 | 10 | 40 |
| Sn | <10 | 10 | <10 | <10 | <10 | 15 | <10 |
| Ti | 9 | 11 | 6 | 13 | 16 | 7 | 19 |
| Zr | <10 | <10 | <10 | <10 | <10 | <10 | <10 |
| B | <1 | <1 | <1 | <1 | 2 | <1 | <1 |
| Ca | 19 | 17 | 15 | 11 | 2 | 13 | <1 |
* Все анализы даны в массовых частях на миллион, за исключением C, который выражен в массовых процентах. | |||||||
Клинок карда, упомянутый в таблицах III и IV, представляет собой нож в стиле персидского карда, недавно полученный от Л. Фигиэля. У него есть рукоять из моржовой кости (известная как шамони) и резьба на поверхности лезвия, которая примыкает к рукоятке, как показано на рис. 4. Он был приобретен в Индии Фигилом и считается настоящим дамасским клинком Wootz, произведенным в 18-ый век. Этот клинок был изучен с целью расширения базы данных и демонстрации возможности получения данных химического анализа с использованием эмиссионного спектрометрического анализа без постоянной потери дамасского рисунка.Электрическая дуга, используемая в этом анализе, создает обесцвеченный диск в форме кратера диаметром около 1 см на поверхности, на которой испаряются поверхностные атомы, а узор разрушается. Для успешного выполнения дуги лезвия необходимо очистить обе стороны лезвия, окружающие область кратера, наждачной бумагой для достижения надлежащего электрического контакта.
 На рис. 4а показана поверхность лезвия кард после легкой полировки наждачной бумагой и искры в эмиссионном спектрометре. Впоследствии он был отполирован наждачной бумагой, чтобы удалить мелкую область кратера; затем поверхность была повторно протравлена методом трения / хлорида железа.
На рис. 4а показана поверхность лезвия кард после легкой полировки наждачной бумагой и искры в эмиссионном спектрометре. Впоследствии он был отполирован наждачной бумагой, чтобы удалить мелкую область кратера; затем поверхность была повторно протравлена методом трения / хлорида железа.| б |
| Рис. 4. (a) Поверхность лезвия карты, показывающая царапины наждачной бумагой и следы ожога, нанесенные анализом эмиссионного спектрографа. (b) Область возле ожога после повторной отделки. |
 Цифровые микрофотографии поверхности лезвия карда были исследованы с помощью того же метода анализа изображений, что и для лезвий Zschokke.Результаты, представленные в нижней части таблицы III, показывают значительно меньшую площадь частиц Fe 3 C в лезвии карда по сравнению с лезвиями Zschokke. Дамасские лезвия музейного качества с наиболее привлекательными рисунками поверхности часто демонстрируют рисунок лестницы Мохаммеда, аналогичный рисунку лезвия на рисунке 1 и мечу Зшокке 9 на рисунке 2. Появилось несколько теорий относительно того, как были созданы эти рисунки лестниц. Ранние авторы, такие как Zschokke, 13 , поддерживали теорию, приписываемую Чернову, о том, что они возникли в результате радиальных дендритов в стальных корках, которые были выровнены поперек лезвий, пробивая слитки и раскрывая их на начальных этапах ковки.Смит 5 утверждает, что этот процесс маловероятен, и предполагает, что они были получены путем вырезания или шлифования неглубоких канавок на почти готовом клинке с последующей плоской ковкой лезвия, метод, который он приписывает Massalski 22 и Де Люинсу.
Цифровые микрофотографии поверхности лезвия карда были исследованы с помощью того же метода анализа изображений, что и для лезвий Zschokke.Результаты, представленные в нижней части таблицы III, показывают значительно меньшую площадь частиц Fe 3 C в лезвии карда по сравнению с лезвиями Zschokke. Дамасские лезвия музейного качества с наиболее привлекательными рисунками поверхности часто демонстрируют рисунок лестницы Мохаммеда, аналогичный рисунку лезвия на рисунке 1 и мечу Зшокке 9 на рисунке 2. Появилось несколько теорий относительно того, как были созданы эти рисунки лестниц. Ранние авторы, такие как Zschokke, 13 , поддерживали теорию, приписываемую Чернову, о том, что они возникли в результате радиальных дендритов в стальных корках, которые были выровнены поперек лезвий, пробивая слитки и раскрывая их на начальных этапах ковки.Смит 5 утверждает, что этот процесс маловероятен, и предполагает, что они были получены путем вырезания или шлифования неглубоких канавок на почти готовом клинке с последующей плоской ковкой лезвия, метод, который он приписывает Massalski 22 и Де Люинсу. 23 Panseri провел эксперименты с лопатками, сваренными по шаблону, в которых он создал поперечные канавки в почти готовом клинке путем резки и ковки с помощью штампа в форме долота. 24 Он показал, что обе техники производят лестничный узор, и утверждал, что узоры из кованых канавок больше напоминают узоры на лезвиях из дамасского камня, чем узоры из вырезанных канавок.Этот вопрос о том, как были созданы лестничные узоры, также обсуждается Фигилом, 4 , который представляет несколько превосходных фотографий различных лестничных узоров.
23 Panseri провел эксперименты с лопатками, сваренными по шаблону, в которых он создал поперечные канавки в почти готовом клинке путем резки и ковки с помощью штампа в форме долота. 24 Он показал, что обе техники производят лестничный узор, и утверждал, что узоры из кованых канавок больше напоминают узоры на лезвиях из дамасского камня, чем узоры из вырезанных канавок.Этот вопрос о том, как были созданы лестничные узоры, также обсуждается Фигилом, 4 , который представляет несколько превосходных фотографий различных лестничных узоров.| Рис. 5. (a) Продольный разрез после надреза поперек лезвия- (b) Деформация карбидных лент в результате ковки. (c) Схематическое изображение поверхности лопатки, показывающее расстояние между полосами после потока ковки. |
 Для заданного расстояния между полосами в лезвии расстояние между полосами на поверхности лезвия, S, регулируется углом между плоскостями лент с поверхность лезвия, показанная как a на рисунке 5. При увеличении a расстояние между полосами на поверхности уменьшается. Именно систематическое изменение этого угла a приводит к колебаниям расстояния между полосами на поверхности лезвия и вызывает характерный волнистый узор дамасского полотна.Эксперименты показывают, что волнистость рисунка может быть значительно увеличена путем простого использования закругленных или закаленных головок молотков для увеличения вариаций a. После прорезания канавки на почти готовом лезвии последующая ковка заставляет металл в основании канавки заполнять полость канавки. Направление этого ковочного потока показано вертикальной стрелкой на фиг. 5а. Этот поток деформирует ленты, вызывая увеличение локальных углов a на поверхности лопасти в местах расположения стенок надреза. Результирующее уменьшение расстояния между поверхностями S в этих двух местах показано на рисунке 5c.
Для заданного расстояния между полосами в лезвии расстояние между полосами на поверхности лезвия, S, регулируется углом между плоскостями лент с поверхность лезвия, показанная как a на рисунке 5. При увеличении a расстояние между полосами на поверхности уменьшается. Именно систематическое изменение этого угла a приводит к колебаниям расстояния между полосами на поверхности лезвия и вызывает характерный волнистый узор дамасского полотна.Эксперименты показывают, что волнистость рисунка может быть значительно увеличена путем простого использования закругленных или закаленных головок молотков для увеличения вариаций a. После прорезания канавки на почти готовом лезвии последующая ковка заставляет металл в основании канавки заполнять полость канавки. Направление этого ковочного потока показано вертикальной стрелкой на фиг. 5а. Этот поток деформирует ленты, вызывая увеличение локальных углов a на поверхности лопасти в местах расположения стенок надреза. Результирующее уменьшение расстояния между поверхностями S в этих двух местах показано на рисунке 5c. Если канавки широкие, суженный интервал между полосами появляется вдоль двух стенок канавки, а не на дне, в зависимости от глубины канавки. Детали рисунка являются сложной функцией ширины и глубины полости канавки и формы полости канавки.
Если канавки широкие, суженный интервал между полосами появляется вдоль двух стенок канавки, а не на дне, в зависимости от глубины канавки. Детали рисунка являются сложной функцией ширины и глубины полости канавки и формы полости канавки. Были проведены эксперименты на реконструированных лопастях из дамасского уотца, на которых рисунок лестницы и розетки был изготовлен как методом нарезания канавок, так и методом ковки. Узоры на лезвии на Рисунке 1 были сделаны с помощью техники вырезания канавок, и недавно были опубликованы подробные фотографии этого процесса (Рисунок 6a). 14 Эти узоры можно сравнить с аналогичными узорами «лестница / розетка», изготовленными методом штамповки (рис. 6b). Круговой узор на рисунке 6b (называемый розовым узором на древних лезвиях) был получен с помощью полого цилиндрического штампа, а узор на рисунке 6а был получен путем удаления металла твердым сверлом специальной формы. В случае штампованных моделей гребни, образовавшиеся в результате осадки штампа, были удалены с помощью ленточно-шлифовального станка перед дополнительной ковкой.
Сравнение схем лестниц, полученных путем шлифовки и ковки, показывает почти идентичные характеристики (рис. 6).Фигиль отмечает, что в нескольких примерах, представленных в его книге, наблюдается большой разброс в узоре полос. 4 Таким образом, это исследование позволяет сделать вывод о том, что древние кузнецы создавали схемы лестниц, делая параллельные канавки на поверхности почти готовых лезвий, ковкой или резкой / шлифованием.
| б |
| Рисунок 6. Рисунок лестницы и розетки, образованный (a) канавками, прорезанными на поверхности почти законченного лезвия, и (b) канавками, выкованными на поверхности почти законченного лезвия. |
 Эксперименты показали, что такие низкие уровни ванадия, как 40 частей на миллион по массе (ppmw), достаточно эффективны для образования полос сгруппированных частиц Fe 3 C. Данные таблицы III показывают, что все заэвтектоидные стали содержат ванадий на этом уровне или выше, за исключением лезвия Фойгта. Тем не менее, лезвие Voigt содержит марганец на уровне 500 ppmw, и эксперименты 18 показывают, что образование полос возникает при уровне марганца всего 200 ppmw. Таким образом, анализ семи настоящих дамасских сталей Wootz из Таблицы III согласуется с теорией, согласно которой низкие уровни карбидообразующих элементов, по-видимому, в основном ванадия и в меньшей степени марганца, важны для формирования рисунка поверхности этих лезвий.Мы полагаем, что именно микросегрегация этих элементов во время затвердевания заставляет частицы Fe 3 C группироваться в полосы во время ковки, которые, в свою очередь, создают дамасские узоры.
Эксперименты показали, что такие низкие уровни ванадия, как 40 частей на миллион по массе (ppmw), достаточно эффективны для образования полос сгруппированных частиц Fe 3 C. Данные таблицы III показывают, что все заэвтектоидные стали содержат ванадий на этом уровне или выше, за исключением лезвия Фойгта. Тем не менее, лезвие Voigt содержит марганец на уровне 500 ppmw, и эксперименты 18 показывают, что образование полос возникает при уровне марганца всего 200 ppmw. Таким образом, анализ семи настоящих дамасских сталей Wootz из Таблицы III согласуется с теорией, согласно которой низкие уровни карбидообразующих элементов, по-видимому, в основном ванадия и в меньшей степени марганца, важны для формирования рисунка поверхности этих лезвий.Мы полагаем, что именно микросегрегация этих элементов во время затвердевания заставляет частицы Fe 3 C группироваться в полосы во время ковки, которые, в свою очередь, создают дамасские узоры. Хорошо известно 25-28 , что образование полос феррит / перлит в доэвтектоидных сталях является результатом микросегрегации элемента X в сплавах Fe-C-X, где X обычно представляет собой марганец, фосфор или добавку сплава. Для примера X = P установлено, что микросегрегация фосфора в междендритных областях (IR) вызывает зарождение феррита преимущественно в IR.Если скорость охлаждения достаточно низкая, феррит растет как блочные аллотриоморфы на границах зерен и выталкивает углерод перед фронтом роста до тех пор, пока перлит не образуется между соседними IR. По-видимому, деформация прокаткой или ковкой весьма эффективна для совмещения IR кристаллов затвердевших слитков в плоские массивы, поскольку феррит выглядит как плоские полосы, параллельные плоскости деформации, разделенные полосами перлита. Ферритно-перлитные ленты меча 8, вероятно, были образованы этим типом полос, вызванным, скорее всего, микросегрегацией фосфора.
Для примера X = P установлено, что микросегрегация фосфора в междендритных областях (IR) вызывает зарождение феррита преимущественно в IR.Если скорость охлаждения достаточно низкая, феррит растет как блочные аллотриоморфы на границах зерен и выталкивает углерод перед фронтом роста до тех пор, пока перлит не образуется между соседними IR. По-видимому, деформация прокаткой или ковкой весьма эффективна для совмещения IR кристаллов затвердевших слитков в плоские массивы, поскольку феррит выглядит как плоские полосы, параллельные плоскости деформации, разделенные полосами перлита. Ферритно-перлитные ленты меча 8, вероятно, были образованы этим типом полос, вызванным, скорее всего, микросегрегацией фосфора.
Получено убедительное доказательство 16-18 , которое поддерживает теорию о том, что слоистые структуры в обычных заэвтектоидных дамасских сталях образуются по механизму, аналогичному механизму, вызывающему образование полос из феррита / перлита в доэвтектоидных сталях с одним важным отличием в феррите. / перлитная окантовка, полосы образуются за один термический цикл. Например, полосы феррита / перлита могут быть разрушены путем полной аустенизации при низких температурах (чуть выше температуры A 3 ) с последующим быстрым охлаждением и затем риформингом за один нагрев до аустенита с последующим достаточно медленным охлаждением. 26 (Низкотемпературная аустенизация необходима, чтобы избежать гомогенизации микросегрегированного элемента X.) Карбидные ленты из дамасской стали Wootz разрушаются полной аустенизацией при низких температурах (чуть выше температуры A см ) с последующим охлаждением любой скоростью, медленной или быстрой. Однако, если сталь затем многократно подвергать циклической обработке до максимальных температур примерно 50-100 ° C ниже A см , полосы карбида начнут развиваться после нескольких циклов и станут прозрачными после 6-8 циклов.
/ перлитная окантовка, полосы образуются за один термический цикл. Например, полосы феррита / перлита могут быть разрушены путем полной аустенизации при низких температурах (чуть выше температуры A 3 ) с последующим быстрым охлаждением и затем риформингом за один нагрев до аустенита с последующим достаточно медленным охлаждением. 26 (Низкотемпературная аустенизация необходима, чтобы избежать гомогенизации микросегрегированного элемента X.) Карбидные ленты из дамасской стали Wootz разрушаются полной аустенизацией при низких температурах (чуть выше температуры A см ) с последующим охлаждением любой скоростью, медленной или быстрой. Однако, если сталь затем многократно подвергать циклической обработке до максимальных температур примерно 50-100 ° C ниже A см , полосы карбида начнут развиваться после нескольких циклов и станут прозрачными после 6-8 циклов.
Механизм образования карбидов, селективно сгруппированных вдоль ИК-диапазона во время циклического нагрева процесса ковки, не решен. Однако кажется вероятным, что это связано с процессом избирательного укрупнения, в результате чего частицы цементита, лежащие на ИК-области, медленно становятся больше своих соседей, лежащих на участках дендритов, и вытесняют их. Была представлена модель такого избирательного процесса укрупнения. 17 Во время стадии нагрева каждого термического цикла более мелкие частицы цементита будут растворяться, и только более крупные частицы останутся при температуре ковки, которая находится чуть ниже температуры A см .Модель требует, чтобы сегрегированные примесные атомы, лежащие в ИК-диапазоне, избирательно снижали подвижность границ раздела цементит / аустенит в этих областях. В этом случае более крупные частицы будут появляться в ИК-диапазоне при температуре ковки. Они, вероятно, сохраняют свое доминирование при охлаждении, потому что нельзя было ожидать, что мелкие частицы, которые растворились, будут повторно образовывать ядра при охлаждении в присутствии соседних частиц цементита.
Однако кажется вероятным, что это связано с процессом избирательного укрупнения, в результате чего частицы цементита, лежащие на ИК-области, медленно становятся больше своих соседей, лежащих на участках дендритов, и вытесняют их. Была представлена модель такого избирательного процесса укрупнения. 17 Во время стадии нагрева каждого термического цикла более мелкие частицы цементита будут растворяться, и только более крупные частицы останутся при температуре ковки, которая находится чуть ниже температуры A см .Модель требует, чтобы сегрегированные примесные атомы, лежащие в ИК-диапазоне, избирательно снижали подвижность границ раздела цементит / аустенит в этих областях. В этом случае более крупные частицы будут появляться в ИК-диапазоне при температуре ковки. Они, вероятно, сохраняют свое доминирование при охлаждении, потому что нельзя было ожидать, что мелкие частицы, которые растворились, будут повторно образовывать ядра при охлаждении в присутствии соседних частиц цементита. Эти расположенные поблизости частицы обеспечат места для роста цементита до адекватного локального переохлаждения, достаточного для зарождения новых частиц.
Эти расположенные поблизости частицы обеспечат места для роста цементита до адекватного локального переохлаждения, достаточного для зарождения новых частиц.
Основываясь на этом опыте, кажется вероятным, что доля индийской тигельной стали, которая была успешно выкована в поврежденные лезвия, была, вероятно, довольно маленькой; Большинство сохранившихся клинков из дамасского войлока, вероятно, имеют некачественный рисунок поверхности. Крэддок 29 пришел к такому же выводу на основе анализа литературы по сталям с дамасским узором. Результаты исследования четырех лезвий Moser, изученных Zschokke, подтверждают тот же вывод. Предположительно, эти клинки представляли собой высококачественные дамасцированные клинки с востока, и все же из четырех только меч 9 имеет высококачественные ленты Fe 3 C, характерные для лучших клинков из дамасского войса музейного качества.
Крэддок 29 пришел к такому же выводу на основе анализа литературы по сталям с дамасским узором. Результаты исследования четырех лезвий Moser, изученных Zschokke, подтверждают тот же вывод. Предположительно, эти клинки представляли собой высококачественные дамасцированные клинки с востока, и все же из четырех только меч 9 имеет высококачественные ленты Fe 3 C, характерные для лучших клинков из дамасского войса музейного качества.
 Ч. / Млн примеси ванадия. По-видимому, примесь содержится в ильменитовой руде. Это предполагает возможность того, что низкие уровни ванадия, обнаруженные в настоящих лопастях Wootz в Таблице III, могли быть результатом рудных месторождений в Индии, где производились стали Wootz.
Ч. / Млн примеси ванадия. По-видимому, примесь содержится в ильменитовой руде. Это предполагает возможность того, что низкие уровни ванадия, обнаруженные в настоящих лопастях Wootz в Таблице III, могли быть результатом рудных месторождений в Индии, где производились стали Wootz. Одна из самых больших загадок дамасской стали заключается в том, почему было утрачено искусство изготовления этих лезвий. Уровни ванадия составляют основу теории. Основываясь на наших исследованиях, ясно, что для создания дамасских узоров музейного качества дамасского клинка кузнец должен выполнить как минимум три требования. Во-первых, слиток Wootz должен был происходить из рудного месторождения, которое содержало значительные уровни определенных микроэлементов, в частности, Cr, Mo, Nb, Mn или V.Эта идея согласуется с теорией некоторых авторов 30 , которые полагают, что лезвия с хорошими узорами были произведены только из слитков, сделанных в южной Индии, по-видимому, около Хайдарабада. Во-вторых, данные Таблицы IV подтверждают предыдущие знания о том, что лезвия из дамасского войлока с хорошими рисунками характеризуются высоким уровнем фосфора. Это означает, что слитки этих лезвий будут сильно короткими, что объясняет, почему кузнецы 19-го века Брэнта 9 в Париже не могли ковать слитки Wootz.Следовательно, как было показано ранее, успешная ковка 15 потребует разработки методов термообработки, обезуглероживающих поверхность, чтобы получить пластичный поверхностный обод, достаточный для удержания горячих коротких внутренних областей. В-третьих, кузнец, который разработал технику термообработки, которая позволила выковать горячие короткие слитки, возможно, еще не научился создавать поверхностные узоры, потому что они не появляются до тех пор, пока поверхность с декарбовой областью не стачивается с лезвий; этот процесс измельчения — непростое дело.
Это означает, что слитки этих лезвий будут сильно короткими, что объясняет, почему кузнецы 19-го века Брэнта 9 в Париже не могли ковать слитки Wootz.Следовательно, как было показано ранее, успешная ковка 15 потребует разработки методов термообработки, обезуглероживающих поверхность, чтобы получить пластичный поверхностный обод, достаточный для удержания горячих коротких внутренних областей. В-третьих, кузнец, который разработал технику термообработки, которая позволила выковать горячие короткие слитки, возможно, еще не научился создавать поверхностные узоры, потому что они не появляются до тех пор, пока поверхность с декарбовой областью не стачивается с лезвий; этот процесс измельчения — непростое дело.
Кузнецы, которые производили высококачественные лезвия, скорее всего, держали бы процесс изготовления этих лезвий в строжайшем секрете, чтобы передавать его только своим ученикам. Кузнецы смогут научить учеников второму и третьему перечисленным пунктам, но первый пункт — это то, чего они не знали. Нет никакой разницы во внешнем виде между слитком с присутствующими надлежащими второстепенными элементами и слитком без них. Предположим, что в течение нескольких поколений все слитки из Индии происходили из рудного тела с надлежащим количеством присутствующих второстепенных элементов и производились лезвия с хорошими узорами.Затем, по прошествии нескольких столетий, источник руды мог быть исчерпан или стал недоступен для кузнецов; следовательно, техника больше не работала. Со временем кузнецы, которые знали об этой технике, вымерли, не передав ее своим ученикам (так как она больше не работала), поэтому, даже если позже был найден аналогичный источник, знаний для его использования уже не было. Возможная обоснованность этой теории могла бы быть исследована, если бы были доступны данные об уровне карбидообразующих элементов в различных рудных месторождениях в Индии, используемых для производства вутц-стали.
Нет никакой разницы во внешнем виде между слитком с присутствующими надлежащими второстепенными элементами и слитком без них. Предположим, что в течение нескольких поколений все слитки из Индии происходили из рудного тела с надлежащим количеством присутствующих второстепенных элементов и производились лезвия с хорошими узорами.Затем, по прошествии нескольких столетий, источник руды мог быть исчерпан или стал недоступен для кузнецов; следовательно, техника больше не работала. Со временем кузнецы, которые знали об этой технике, вымерли, не передав ее своим ученикам (так как она больше не работала), поэтому, даже если позже был найден аналогичный источник, знаний для его использования уже не было. Возможная обоснованность этой теории могла бы быть исследована, если бы были доступны данные об уровне карбидообразующих элементов в различных рудных месторождениях в Индии, используемых для производства вутц-стали.
 Марк Шмидт выполнил химический анализ на заводе в Дарлингтоне Nucor Steel Corporation. Хэл Сейлсбери из лаборатории Эймса выполнил большую часть металлографии. Исследование финансировалось совместно грантом Nucor Steel Corporation и Управления фундаментальных энергетических исследований Министерства энергетики США через лабораторию Эймса, Университет штата Айова, контракт W-7405-ENG-82. 1. M. Sache, Damascus Steel, Myth, History, Technology Applications (Дюссельдорф, Германия: Stahleisen, 1994).
Марк Шмидт выполнил химический анализ на заводе в Дарлингтоне Nucor Steel Corporation. Хэл Сейлсбери из лаборатории Эймса выполнил большую часть металлографии. Исследование финансировалось совместно грантом Nucor Steel Corporation и Управления фундаментальных энергетических исследований Министерства энергетики США через лабораторию Эймса, Университет штата Айова, контракт W-7405-ENG-82. 1. M. Sache, Damascus Steel, Myth, History, Technology Applications (Дюссельдорф, Германия: Stahleisen, 1994). 2. Б. Бронсон, «Создание и продажа Wootz», Archeomaterials, 1 (1986), стр. 13-51.
3. В. Ростокер и Б. Бронсон, «Доиндустриальное железо, его технология и этнология», Монография по археоматериалам № 1 (Филадельфия, Пенсильвания: Археоматериалы, 1990), с. 127.
4. Л.С. Figiel, On Damascus Steel (Atlantas, FL: Atlantas Arts Press, 1991).
5. C.S. Smith, История металлографии , главы 3 и 4 (Кембридж, Массачусетс: MIT Press, 1988).
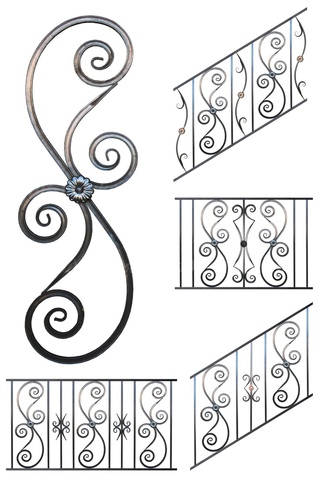
6. C.S. Smith, «Damascus Steel», Science, 216 (1983), стр. 242-244.
7. Дж. Уодсворт, О.Д. Шерби, «Damascus Steel-Making», Science, 216 (1983), стр. 328-330.
8. Дж. Д. Верховен и Д. Т. Петерсон, «Что такое дамасская сталь?» Мат. Char., 29 (1992), стр. 355-341.
9. М. Бреант, «Описание процесса изготовления булатной стали», Annals of Philosophy, 8 (1824), стр.267-271.
10. П. Аносов, О. Булатах, Горный журнал (2) (1841), стр. 157-318.
11. N.T. Белаев, «Убер Дамаст», Металлургия, 8 (1911), стр. 449-456; «Damast, seine Struktur und Eigenschaften», Metallurgie, 8 (1911), стр. 699-704; «Damascene Steel», J. Iron and Steel Inst., 97 (1918), стр. 417-439.
12. Дж. Уодсворт, О.Д. Шерби, «Возвращение к булат-дамасской стали», Прогр. Мат. Sci., 25 (1980), стр. 35-68.
13. Б. Зшокке, «Du Damasse et des Lames de Damas», Rev. Met., 21 (1924), стр. 635-669.
14. Дж.
 Д. Верховен и А. Х. Пендрей, «Тайна дамасского меча», Muse, 2 (2) (апрель 1998 г.), стр. 35-43.
Д. Верховен и А. Х. Пендрей, «Тайна дамасского меча», Muse, 2 (2) (апрель 1998 г.), стр. 35-43. 15. J.D. Verhoeven и A.H. Pendray, «Эксперименты по воспроизведению узора лезвий из дамасской стали», Mat. Char., 29 (1992), стр. 195-212.
16. J.D. Verhoeven, A.H. Pendray, P.M. Берге, «Исследования лезвий из дамасской стали: Часть II, Разрушение и реформирование узора», Матем.Char., 30 (1993), стр. 187-200.
17. J.D. Verhoeven, A.H. Pendray, E.D. Гибсон, «Wootz Damascus Steel Blades», Мат. Char., 37 (1996), стр. 9-22.
18. J.D. Verhoeven и др., «Микросегрегация и образование полос в сверхэвтектоидной стали: дамасская сталь», ISS Trans., 25 (в печати).
19. E.M. Taleff et al., «Перлит в сверхвысокоуглеродистых сталях: термическая обработка и механические свойства», Met. Мат. Пер. A, 27A (1996), стр. 111-118.
20. Дж.Д. Верховен, Э. Гибсон, «Разведенное эвтектоидное преобразование (DET) в стали», Met. Мат.
 Пер. A, 29A (1998), стр. 1181-1189.
Пер. A, 29A (1998), стр. 1181-1189. 21. Д. Т. Петерсон, Х. Х. Бейкер, Дж. Д. Верхувен, «Дамасская сталь, характеристика одного меча из дамасской стали», Матем. Char., 24 (1990), стр. 355-374.
22. Massalski, «Preparation de l’acier Damasse en Perse», Ann. Du Journal des Mines de Russie (1841), стр. 297-308.
23. H.T.P. J. duc de Luynes, Memoire sur la Fabrication de l’acier Foundu et Damassee (Париж: 1844 г.).
24. К. Пансери, «Дамасская сталь в легендах и реальности», Gladius, IV (1965), стр. 5-66.
25. Р.А. Grange, «Эффект микроструктурных полос в стали», Met. Мат. Пер. А, 2 (1971), стр. 417-426.
26. L.E. Samuals, Оптическая микроскопия углеродистой стали (Metals Park, OH: ASM, 1980), стр. 154-161.
27. S.W. Томпсон и П.Р. Хауэлл, «Факторы, влияющие на полосчатость феррита / перлита и происхождение крупных перлитных конкреций в доэвтектоидной пластинчатой стали», Матем.Sci. Tech., 8 (1992), стр.
 777-784.
777-784. 28. Р. Гросстерлинден и др., «Формирование перлитных полосчатых структур в ферритно-перлитных сталях», Steel Research, 63 (1992), стр. 331-336.
29. P.T. Крэддок, «Чугун, оцинкованное железо, тигельная сталь: жидкое железо в древнем мире», Prehistory of Mining and Extractive Metallurgy, ed. P.T. Крэддок и Дж. Лэнг (Лондон: Британский музей, в печати).
30. Х. Марион, «Сварка образцов и натягивание лезвий меча-Часть 2», J.Междунар. Inst. по сохранению хист. and Art Works, 5 (1960), стр. 52-60.
ОБ АВТОРАХ
J.D. Verhoeven в настоящее время является профессором материалов Департамент науки и техники в Айове Государственный университет. А.Х. Пендрей в настоящее время является президентом Гильдии мастеров ножей. МЫ. Даукш ушел с поста вице-президента и генерального директора Nucor. Стальная корпорация.
За дополнительной информацией обращайтесь к J.Д. Верховен, Университет штата Айова, факультет материаловедения и инженерии, 104 Wilhelm Hall, Ames, Iowa 50011; (515) 294-9471; факс (515) 294-4291; jver@iastate. edu.
edu.
Авторское право принадлежит Обществу минералов, металлов и материалов, 1998 год
Направляйте вопросы об этой или любой другой странице JOM по адресу [email protected].
Как он получил свое название и как это сделано
Дамасская сталь — это знаменитый тип стали, который можно распознать по водянистому или волнистому светлому и темному рисунку металла.Дамасская сталь не только была красивой, но и ценилась за то, что оставалась острой, но при этом была твердой и гибкой. Оружие, сделанное из дамасской стали, значительно превосходило оружие, сделанное из железа! Хотя современные высокоуглеродистые стали, изготовленные с использованием бессемеровского процесса XIX века, превосходят по качеству дамасскую сталь, она остается выдающимся материалом, особенно для своего времени. Дамасская сталь бывает двух типов: литая дамасская сталь и дамасская сталь, полученная методом узорчатой сварки.
Место, где дамасская сталь получила свое название
Непонятно, почему именно дамасская сталь называется дамасской сталью. Три популярных вероятных источника:
Три популярных вероятных источника:
- Относится к стали, изготовленной в Дамаске.
- Это сталь, купленная или проданная в Дамаске.
- Это относится к сходству стального узора с дамасской тканью.
Хотя в какой-то момент сталь, возможно, производили в Дамаске, а узор действительно несколько напоминает дамасский, это, безусловно, правда, что дамасская сталь стала популярным предметом торговли для города.
Литая дамасская сталь
Никто не повторил оригинальный метод изготовления дамасской стали, потому что она была отлита из вутца, типа стали, первоначально производимой в Индии более двух тысяч лет назад.Индия начала производить вуц задолго до Рождества Христова, но оружие и другие предметы, сделанные из вуца, стали по-настоящему популярными в 3-м и 4-м веках в качестве торговых предметов, продаваемых в городе Дамаск, на территории современной Сирии. В 1700-х годах методы изготовления вуц были утеряны, поэтому исходный материал для дамасской стали был утерян.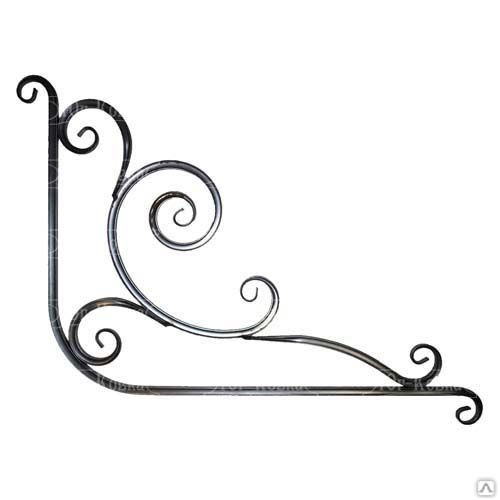 Несмотря на то, что большое количество исследований и обратного инжиниринга пытались воспроизвести литой дамасской стали, никто не смог успешно отлить подобный материал.
Несмотря на то, что большое количество исследований и обратного инжиниринга пытались воспроизвести литой дамасской стали, никто не смог успешно отлить подобный материал.
Литая сталь Wootz была изготовлена путем плавления железа и стали вместе с древесным углем в восстановительной атмосфере (с низким содержанием кислорода или без него).В этих условиях металл поглощал углерод из древесного угля. Медленное охлаждение сплава привело к образованию кристаллического материала, содержащего карбид. Дамасская сталь была сделана путем ковки из мастеров мечей и других предметов. Чтобы получить сталь с характерным волнистым рисунком, требовалось немало навыков для поддержания постоянной температуры.
Дамасская сталь, сваренная по шаблону
Если вы покупаете современную дамасскую сталь, вы можете получить металл, который был просто протравлен (поверхность обработана), чтобы получить светлый / темный узор.На самом деле это не дамасская сталь, так как узор стирается.
Ножи и другие современные предметы, изготовленные из дамасской стали, сваренной по образцу, имеют водянистый узор на всем протяжении металла и обладают многими из тех же характеристик, что и оригинальный дамасский металл. Сталь, полученная сваркой по шаблону, изготавливается путем наслаивания железа и стали и ковки металлов вместе путем их обработки молотком при высокой температуре для образования сварного соединения. Флюс герметизирует соединение, чтобы не пропускать кислород. Многослойная кузнечная сварка дает эффект водянистости, характерный для этого типа дамасской стали, хотя возможны и другие формы.
Список литературы
Фигиэль, Лео С. (1991). на дамасской стали . Atlantis Arts Press. С. 10–11. ISBN 978-0-9628711-0-8.
Джон Д. Верховен (2002). Технологии материалов . Исследования стали 73 нет. 8.
К. С. Смит, История металлографии, Издательство Юниверсити, Чикаго (1960).
Годдард, Уэйн (2000). Чудо изготовления ножей . Краузе.С. 107–120. ISBN 978-0-87341-798-3.
Изготовление выкройки из дамасской стали — Сарай
Кузнечная сварка
Кузнице нужно время, чтобы нагреться, поэтому не пытайтесь сразу же положить заготовку в кузницу. Заготовке потребуется определенное время «замачивания», в зависимости от ряда факторов, чтобы она все нагрелась. Если ваша заготовка велика по сравнению с кузницей, это займет больше времени. Вы хотите добиться желтого тепла — 1300+ градусов. Если на заготовку начинают сыпаться искры, значит, она слишком горячая.Я использую бура в качестве флюса на заготовке, чтобы кислород не создавал накипи и не мешал процессу сварки.
Бура должна быть обильно нанесена на заготовку на протяжении всего процесса. Когда заготовка нагреется до температуры, быстро извлеките ее из кузни и приварите с перекрытием ударов молотка по наковальне от дальнего конца до зашитой части. Удалите проволоку с помощью бокорезов и повторите процесс для другого конца заготовки после ее повторного нагрева. На выполнение кузнечной сварки у вас есть всего 6-8 секунд.После этого заготовка остыла ниже температуры кузнечной сварки.
На выполнение кузнечной сварки у вас есть всего 6-8 секунд.После этого заготовка остыла ниже температуры кузнечной сварки.
Старайтесь не закрывать слишком большую площадь в процессе кузнечной сварки; лучше убедитесь, что область, которую вы покрываете, хорошо обработана. Бура имеет тенденцию летать повсюду, поэтому необходимо иметь хорошее защитное снаряжение, и не стоит держать девушку рядом с вами в чистом платье. Сварочные очки № 3 являются хорошей защитой глаз и не пропускают блики от кузницы.
Вытяжка
Процесс вытягивания означает удлинение стержня до размера, который затем можно сложить пополам, чтобы повторить процесс сварки и волочения.Поступая так, вы увеличиваете количество слоев на панели до необходимого количества. Я растянул эту планку примерно в 1,5 раза больше, чем начинал.
Затем я беру пруток и обрезаю его концы отрезным диском на болгарке (резка и шлифовка снаружи по состоянию здоровья). Это сделано для того, чтобы удалить два конца, которые изначально были сварены дуговой сваркой, поэтому весь материал, который у нас есть, теперь сварен ковкой.
Затем снова наденьте ручку на один конец штанги. Отметьте планку точно посередине куском мела и прорежьте планку отрезным диском почти насквозь.Оставьте небольшое количество металла в качестве петли. Переверните планку в тисках и отшлифуйте всю эту сторону планки, чтобы удалить окалину.
Теперь поднимите конец стержня, который не удерживается в тисках, и загните его на другой конец. Это означает, что обе стороны земли будут друг против друга, а концы должны совпадать. Еще добавлю, что поковка планки должна быть как можно более ровной, чтобы стороны и края были параллельны.
Если на этом этапе пруток становится слишком холодным, у вас могут возникнуть проблемы со складыванием половинок, и сталь может сломаться.Положите пруток обратно в кузницу. Небольшая часть петли нагревается очень быстро, и вы можете легко ее сложить. Переплавьте стержень и верните его в кузницу. Петля будет удерживать обе части вместе и на одной линии. Я довожу пруток до температуры сварки и на этом этапе сварки использую пресс. Пруток можно забить вручную, чтобы сварить его, как раньше, но сейчас я предпочитаю использовать пресс.
Пруток можно забить вручную, чтобы сварить его, как раньше, но сейчас я предпочитаю использовать пресс.
Процесс кузнечной сварки представляет собой сочетание давления, нагрева, флюса и чистоты стали. Сделайте это правильно, и процесс сварки начнется.После того, как сталь сваривается, происходит уплотнение сварного шва, поскольку с этим куском стали выполняется больше работы. Если сварка не удалась с самого начала, никакое давление или удары молотком не исправят ее. Зона должна быть вскрыта, очищена, залита флюсом и повторно сварена.
Отшлифуйте края с обеих сторон (чтобы одна кромка не выступала за другую) и с той стороны, где находится ручка, по той же причине.
Теперь мы вернулись со штангой, готовой к вытяжке. Исходная полоса имела 11 слоев, но теперь у нас есть 22 слоя в результате сгиба.Просто продолжайте таким же образом, вытягивая, складывая и сваривая кузницу, пока мы не увеличим количество слоев до желаемого количества.
Бруски, которые я делаю, имеют от 20 до 250 слоев в зависимости от их конечного использования. Легко довести количество слоев до тысяч, потому что каждый раз, когда вы складываете металл, вы удваиваете количество слоев. Однако если вы пройдете около тысячи слоев, глаз не сможет их различить.
Легко довести количество слоев до тысяч, потому что каждый раз, когда вы складываете металл, вы удваиваете количество слоев. Однако если вы пройдете около тысячи слоев, глаз не сможет их различить.
Ножницы по кованой стали malco M9 стандартного образца
Для прямой резки и широких поворотов.
Заинтересовал этот товар или вам нужна дополнительная информация?
Часы:
Телефон: (301) 773-4700
Эл. Почта: [email protected]
Не можете найти то, что хотите? Позвоните нам, и мы поможем вам его найти.
Детали
| Каталожный номер | Описание | Длина врезки. (мм) (мм) | Длина, дюйм (см) | Вес нетто, унция. (г) |
|---|---|---|---|---|
| M9 | Ножницы стандартного образца | 3 (76.2) | 12-1 / 2 (32) | 27 (766) |
Дополнительная информация
Производитель: Malco
Keystone Forged® 72-625 — 12-дюймовый шпатель для кирпича с кожаной ручкой с широким лондонским узором
12-дюймовый шпатель для кирпича с кожаной ручкой с широким лондонским узором (72-625) от Keystone Forged®. Этот первоклассный продукт профессионально изготовлен в соответствии со строгими отраслевыми стандартами и предлагает сочетание хорошо сбалансированного дизайна и высокого уровня мастерства. Изготовленный из лучших в отрасли материалов с использованием современного оборудования, он обеспечивает постоянную надежность и неизменную ценность. Этот продукт отличается полной гарантией качества, непревзойденной никем.
Этот первоклассный продукт профессионально изготовлен в соответствии со строгими отраслевыми стандартами и предлагает сочетание хорошо сбалансированного дизайна и высокого уровня мастерства. Изготовленный из лучших в отрасли материалов с использованием современного оборудования, он обеспечивает постоянную надежность и неизменную ценность. Этот продукт отличается полной гарантией качества, непревзойденной никем.
Технические характеристики:
| Тип: Мастерок для кирпича | |||
| Применение: Каменная кладка | |||
| Рисунок: Широкий Лондон | |||
| Длина лезвия: 12 дюймов | |||
| Кованая сталь | Материал лезвия | Материал ручки: кожа | |
| Количество: 1 шт. |
Характеристики:
- Выкован из цельного куска углеродистой стали
- Не ослабляется и не трескается
- Закаленный при нагревании для получения однородной твердости
- Ручная полировка
- Высокое качество по доступной цене
- Изготовлено из высококачественных материалов
- Создано в соответствии с вашими требованиями
Этот продукт профессионально и тщательно разработан для обеспечения высочайшей долговечности, которую вы ищете.Компания не приемлет компромиссов, когда речь идет о качестве, поэтому вы можете быть полностью уверены, что этот продукт не имеет себе равных. Он изготовлен из первоклассных материалов, что обеспечивает исключительную надежность. Этот продукт обеспечивает эффективное и беспроблемное обслуживание на многие годы вперед, что делает его идеальным вариантом для вашего максимального удовлетворения.
Keystone Forged® — ведущая марка мастеров для каменной кладки, которые были оценены профессионалами в строительстве за их прочность и гибкость.Компания Keystone Forged твердо привержена обеспечению максимальной стоимости и соблюдению высочайших стандартов качества изготовления и удовлетворенности клиентов и является надежным поставщиком в отрасли. Продукция компании выкована из цельного куска углеродистой стали особого состава и подвергнута термообработке для получения однородной твердости, которая не ослабнет и не даст трещин. Мастерки Keystone Forged доступны с деревянной, пластиковой или кожаной ручкой, обеспечивающей надежный и удобный захват.