выбираем художественные кованые узоры для заборов и накладки на деревянные изделия
Первым делом при визите в другой дом вас встречают ограждение, ворота и калитка. Именно по этой причине они считаются настоящим лицом своего владельца, демонстрируя его вкусовые предпочтения и статусное положение.
Хозяева особняков серьезно заинтересованы, чтобы их ворота выполняли свое главное предназначение – защищали от посягательств извне, и плюс ко всему еще были и красивыми. Внешний вид ворот с коваными вставками лишь подтверждает, что это наиболее интересное решение, которое обеспечивает необходимую надежность и высокую эстетичность. Разнообразие всевозможных кованых деталей помогает выбрать оптимальную идею для любого клиента, гарантируя авторский подход к созданию каждого изделия и полностью раскрывая его оригинальный смысл.
Особенности и преимущества
Положительными сторонами выбора новых ворот, имеющих кованые детали, можно назвать:
- Оригинальное оформление.
 Такого рода ворота придадут оригинальный вид любому участку, могут сделать его максимально благородным. Они выглядят очень эффектно, престижно и солидно. Так как подобные конструкции чаще всего выпускаются в ручном варианте, они наполнены эксклюзивностью. Любое из них производится по авторскому проекту, потому и получает свой неповторимый вид и параметры.
Такого рода ворота придадут оригинальный вид любому участку, могут сделать его максимально благородным. Они выглядят очень эффектно, престижно и солидно. Так как подобные конструкции чаще всего выпускаются в ручном варианте, они наполнены эксклюзивностью. Любое из них производится по авторскому проекту, потому и получает свой неповторимый вид и параметры. - Кованые изделия исключительно надежны и долговечны, хоть иногда кажутся достаточно хрупкими. Они будут отменно защищать имущество своих владельцев.
- Удачное соединение со многими известными материалами позволит применять с ковкой почти все интересные задумки дизайнеров. Художественная ковка неповторимо дополнит древесину, кирпич, металл, а также камень и бетон.
- Экологические качества материала. Его, кстати, можно спокойно применять на улице. Броско смотрятся ворота с такими популярными элементами, как кованые фонари для улицы, высокие лестничные пролеты, садовые беседки, скамеечки и мебельные наборы для улицы.
 Такого рода ворота придадут оригинальный вид любому участку, могут сделать его максимально благородным. Они выглядят очень эффектно, престижно и солидно. Так как подобные конструкции чаще всего выпускаются в ручном варианте, они наполнены эксклюзивностью. Любое из них производится по авторскому проекту, потому и получает свой неповторимый вид и параметры.
Такого рода ворота придадут оригинальный вид любому участку, могут сделать его максимально благородным. Они выглядят очень эффектно, престижно и солидно. Так как подобные конструкции чаще всего выпускаются в ручном варианте, они наполнены эксклюзивностью. Любое из них производится по авторскому проекту, потому и получает свой неповторимый вид и параметры.
- Процесс монтажа довольно сложен. Это изделие массивное, требующее участия нескольких человек и времени для установки. Плюс нужно иметь должный опыт и высокое мастерство исполнения.
- Высокая цена. Для специалиста процесс производства одного только изделия – существенный труд, который не может цениться ниже определенной планки.
- Чтобы новые ворота стильно смотрелись на любом приусадебном участке, были прочными и выглядели эстетично, их должен создать настоящий профессионал с годами практики за плечами. При помощи этих ворот можно существенно откорректировать архитектурную композицию, добавив в нее грацию или сдержанность.
Виды
В зависимости от тех элементов, что могут отменно комбинироваться с изделиями из металла, ворота могут быть следующих видов:
- Деревянные изделия с элементами стильной ковки. Выглядят так, будто охраняют вход в древний замок, где вас встретят рыцари в начищенных доспехах. Такие изделия смотрятся всегда просто, но с особым вкусом. Когда есть необходимость приобрести красивое, но не дорогостоящее изделие, то ворота из дерева с художественной ковкой подойдут просто идеально. Дерево – один из самых недорогих материалов, экономия на нем явно компенсирует цену кованых ворот, а такой натуральный и «живой» материал никогда не перестанет быть модным.
- Металлические изделия с элементами ковки – из привычных глазу и малопривлекательных конструкций быстро могут перевоплотиться в эксклюзивное произведение искусства, если его украсить кованым декором из железа. Подобного рода ворота с железными элементами декора – это мощь, солидность и величие, по этой причине создание таких изделий всегда выгодно. В изделиях можно применять единичные элементы ковки или полноценное декорирование орнаментом из металла.
- Ворота из профлиста. Данный материал обладает благородным видом, если к нему добавить кованые элементы. Изделия из профнастила практичны и прослужат вам долгие годы, прочны и недороги, удобны в применении и имеют привлекающий внимание красивый вид.
- Ворота из поликарбоната с коваными деталями. В данном случае незамысловатый, на первый взгляд, материал может стать привлекательной и максимально надежной защитой вашего дома. Листы поликарбоната станут отменным фоном для металлических элементов. В итоге это сочетание получится просто потрясающим.
 Выглядят так, будто охраняют вход в древний замок, где вас встретят рыцари в начищенных доспехах. Такие изделия смотрятся всегда просто, но с особым вкусом. Когда есть необходимость приобрести красивое, но не дорогостоящее изделие, то ворота из дерева с художественной ковкой подойдут просто идеально. Дерево – один из самых недорогих материалов, экономия на нем явно компенсирует цену кованых ворот, а такой натуральный и «живой» материал никогда не перестанет быть модным.
Выглядят так, будто охраняют вход в древний замок, где вас встретят рыцари в начищенных доспехах. Такие изделия смотрятся всегда просто, но с особым вкусом. Когда есть необходимость приобрести красивое, но не дорогостоящее изделие, то ворота из дерева с художественной ковкой подойдут просто идеально. Дерево – один из самых недорогих материалов, экономия на нем явно компенсирует цену кованых ворот, а такой натуральный и «живой» материал никогда не перестанет быть модным. Данный материал обладает благородным видом, если к нему добавить кованые элементы. Изделия из профнастила практичны и прослужат вам долгие годы, прочны и недороги, удобны в применении и имеют привлекающий внимание красивый вид.
Данный материал обладает благородным видом, если к нему добавить кованые элементы. Изделия из профнастила практичны и прослужат вам долгие годы, прочны и недороги, удобны в применении и имеют привлекающий внимание красивый вид.По своей конструкции ворота подразделяются на такие виды, как:
- Распашные. Самый часто встречающийся вид, при нем ставни распахиваются в разные стороны. Эти конструкции весьма просты при использовании, смотрятся всегда элегантно. Их можно встретить в жилищах, которые украшены в любом из известных стилей, но наиболее идеально смотрятся с традиционным домом.
- Откатные. Это цельное полотно, которое откатывается при открывании вдоль ограждения. Оно удобно тем, что помогает сэкономить место на участке. Поэтому его вполне можно смонтировать на небольшом пространстве дворовой территории.
- Автоматические. Вышеописанные изделия распашного и откатного типа можно дополнить автоматикой. Этот наиболее комфортный способ открывания ворот, который существенно облегчит их постоянное использование. Управление на дистанции поможет открыть ворота, даже не выходя из машины. А если вы ждете гостей, то для их встречи не придется выходить из теплого жилища на улицу.
 Их можно встретить в жилищах, которые украшены в любом из известных стилей, но наиболее идеально смотрятся с традиционным домом.
Их можно встретить в жилищах, которые украшены в любом из известных стилей, но наиболее идеально смотрятся с традиционным домом.Довольно популярными сегодня являются ворота сварные, созданные своими руками – чаще всего они смотрятся достаточно массивно и не боятся никаких внешних воздействий, достойно охраняя покой своих хозяев.

Материалы
Для выпуска кованых ворот чаще всего выбирают сталь, а срок ее эксплуатации продлевают благодаря специальному покрытию из патины или нитрокраски. Винтажный цвет можно получить, если нанести на уже имеющуюся на воротах краску такой вид напыления, как термический. Кованые части в местах сварки качественно обрабатываются нитрокраской, чтобы спрятать все места стыков.
Лучшие конструкции из металла – это те, что были своевременно обработаны веществами против коррозии и защищающими их также от влаги.
Для производства кованых конструкций сегодня активно применяют как горячий, так и холодный способ ковки.
При горячем методе металл разогревают до определенной температуры, чтобы материал стал более податливым и был мягче.
Такой метод воздействия на металл считается сложным, довольно трудоемким, потребует наличия специализированных инструментария и знаний всех свойств выбранных металлов.
Куда более упрощенный, но не менее затратный в плане труда метод обработки металлов без нагревания. При холодной ковке металл можно согнуть при помощи большого давления.
Чтобы произвести холодную ковку, понадобятся профессиональные инструменты.
Очень оригинально смотрятся металлические ворота с коваными деталями из профтрубы – с их помощью можно создать весьма интересные узоры и изображения.
Специальные накладки из ковки на ворота считаются прекрасным решением для декорирования изделий из дерева. Все они имеют высокое качество, так как обрабатываются грунтовкой против коррозии и окрашиваются эмалью, а также покрываются патиной, что позволяет усилить сопротивляемость разным термальным факторам.
Все они имеют высокое качество, так как обрабатываются грунтовкой против коррозии и окрашиваются эмалью, а также покрываются патиной, что позволяет усилить сопротивляемость разным термальным факторам.
Накладки на деревянные ворота имеют отменную прочность и очень впечатляющий дизайн. Среди вариантов оформления таких накладок для ворот большей популярностью пользуются такие типы дизайна, как стильные образы растительности, популярные фантазийные композиции и орнаменты, фигуры геометрического плана.
Варианты узоров
Любая деталь на изделиях с ковкой играет свою особую роль – например, защищает или же применяется как удачный декор. Этот элемент будет отличаться прочностью, при этом гарантируя привлекательный вид воротам на длительный срок.
Для декорирования уже полностью готового изделия применяют такие кованые элементы, как петли, ручки, пики, уголки и многое другое.
Вместе они могут создать единую конструкцию, а кованые узоры на конструкции ворот сделают их полотно изящным и роскошным. Вы сможете подобрать уже приготовленные изделия, которые были выполнены с использованием штамповки для ускорения процесса воспроизводства и серьезно уменьшив цену изделия.
Широкий ассортимент позволяет вам приобрести ковку для ворот на любой вкус. Можно подобрать и строгие линии, которые имеют лишь небольшой набор частей, нужных для исполнения определенных функций, так и потрясающие по красоте украшения из множества декоративных частей – корзинки, павлины, розы и листочки.
Каждая деталь при этом должна полностью соответствовать выбранному стилю всего сложившегося ансамбля. Ворота могут быть оформлены во всевозможных видах дизайна, который всегда можно придумать самому или уже в готовом виде выбрать у мастера в каталоге. Но чем сложней и смелей будет выбранный орнамент, тем намного дороже будет и цена изделия. Так как подобного рода ворота являются авторским исполнением, то их аналогов вы не больше не встретите нигде.
Подбирая узоры, можно найти свой особый вариант, подходящий конкретно вам.
Конечно, ажурные украшения из металла более стильно и броско выглядят при сквозных узорах, но чаще всего хозяева частных домов дополняют кованые элементы профнастилом, металлом, а также поликарбонатом. Это необходимо для того, чтобы укрыть от посторонних взглядов свою недвижимость.
Это необходимо для того, чтобы укрыть от посторонних взглядов свою недвижимость.
Для создания стильных композиций с художественной ковкой можно использовать такие элементы ковки, как: волюты и завитки, корзинки, пики и интересные наконечники, цветы и листочки, вставки, поковки, заклепки, накладки, розеты, шары, кольца, балясины, элементы решеток. Вставки на столбы, которые изготавливаются на заказ из стали, несут лишь декоративные функции в данной конструкции. Вставки увеличивают эстетику предметов и объектов, деталями которых они являются.
Подробнее о производстве кованых элементов для ворот узнаете из следующего видео.
Как украсить?
К разновидностям украшений ворот из металла можно отнести: кованые пики и шары, декоры в виде различных цветов и листьев, виноградных лоз и гроздьев, корзиночек, изображений животных и птиц, геральдики, различного рода символики.
Кроме эстетической составляющей, такие декоры могут помогать заполнять кованые решетки, чтобы обеспечить их непрозрачность, спрятать элементы соединений (совершенно неэстетичные поворотные части, стыки и замки отменно скрываются с помощью красивого узора) и организовать защиту (пики сверху ворот).
Навершие на забор – это украшение верхней части ограждения, которое производится преимущественно из металла путем художественной ковки из стальной профильной трубы (колпаки, шапки, пики).
Если вы хотите стильно украсить свои кованые ворота, то сможете также при помощи холодной ковки создать такие элементы из профтрубы:
- Дуги. Это наиболее популярный вид обработки. Из этих заготовок делаются парники, каркасы для сложных конструктивных решений.
- Спиральные элементы и завитушки. Отличаются от прутка довольно большим радиусом изгиба. Используются для заборов, ворот и решеток.
- Объемные спирали. Они часто становятся основами для различных декоративных решений.
Уход
Ворота с элементами из металла не требуют для себя постоянной обработки спецсредствами, так как мастера изначально позаботились об их стойкости к различным негативным воздействиям климата и окружающей среды. По этой причине ворота с ковкой нуждаются лишь в покраске (раз в 2 года) и периодической смазке всех движущихся частей.
.
Часто кованые конструкции сочетают в себе разные материалы: стекло и пластик, дерево и многие другие. В таком случае качественный уход нужен не столько ковке, сколько именно этим материалам.

Красивые идеи
Сегодня вы без труда сможете приобрести красивые ворота, которые выглядят, как стильные «воздушные» конструкции с ажурными деталями и позволяют сделать изделие изящным и броским.
Рациональное сочетание бюджета и неповторимого дизайна, с помощью которого вы сможете визуально выделить новое изделие – ворота из поликарбоната с коваными деталями.
Деревянные ворота с коваными элементами всегда привлекают всеобщее внимание благодаря своему необычному виду. С помощью опытного мастера вы сможете быстро подобрать эскиз нужного изделия и в минимальные сроки обзавестись надежными воротами с оригинальным оформлением и декором.
Кованые узоры для украшения домашнего интерьера — Блог Lestnitza.
 ru Автор:Drevo
ru Автор:DrevoКованые узоры для украшения домашнего интерьера
Металл сам по себе является очень долговечным и надежным материалом, а при правильной обработке он приобретает превосходные эстетические качества. На сегодняшний день, в домашнем интерьере все чаще можно встретить кованые элементы отделки или отдельные декоративные аксессуары из металла.
Кованые узоры для украшения домашнего интерьера
Различие технологий создания кованых узоров
При выборе изделий с элементами художественной ковки, обязательно стоит поинтересоваться, какая технология обработки металла была применена. Стоит знать, что горячая ковка считается более качественной и смотрится красивее и дороже, нежели работы холодной обработки. Конечно, изделия ручной работы, выполненные методом горячей ковки, являются далеко не дешевым удовольствием, но это действительно того стоит.
Горячая ковка предусматривает долгий и кропотливый процесс обработки металла, который выполняется целым набором специалистов. В процессе создания кованых шедевров участвуют: кузнец, шлифовщик, сварщик и художник. Именно поэтому, цена кованых изделий имеет высокую стоимость.
В процессе создания кованых шедевров участвуют: кузнец, шлифовщик, сварщик и художник. Именно поэтому, цена кованых изделий имеет высокую стоимость.
Отдельно стоит отметить кованые ограждения межэтажных лестниц. Это венец интерьерного применения ковки в строительстве.
Особенности выбора и применения кованых элементов
В домашнем интерьере особенно популярны кованые люстры и светильники, которые просто завораживают своей красотой. Использование ковки в осветительных приборах придает помещению особый шарм и загадочную обстановку. В качестве дополнения для особых случаев и праздников можно использовать кованые подсвечники, которые позволят создать в домашней обстановке теплую атмосферу и уют от живого огня.
Зачастую, в классических интерьерах ковка художественная используется совместно с литыми металлическими элементами, которые могут быть выполнены в форме животных, растений или геометрических фигур. При выборе готовых кованых изделий для украшения интерьера не стоит забывать о разнице горячей и холодной технологии ковки, так как недобросовестные производители могут нередко выдавать штампованные изделия холодной ковки за ручную работу, при этом в разы, увеличивая стоимость изделий.
Основным критерием отличия горячей и холодной технологии является проверка стыков. Если стыки открыты – то изделие является продуктом холодной ковки и состоит из отдельных частей, а если места соединения закрыты декоративными накладками, то ковка выполнена вручную.
«Кованые узоры» адрес, телефон
УТВЕРЖДАЮ
Директор ООО «Регион центр»
Нарыков А.Н.
г. Орел
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Положение об обработке персональных данных (далее — «Положение») издано и применяется ООО «Регион центр» (далее — «Оператор») в соответствии с п.2 ч.1 ст.18.1 Федерального закона от 27.07.2006 № 152-ФЗ «О персональных данных», Федеральным законом «Об информации, информационных технологиях и о защите информации» № 149-ФЗ от 27.07.2006 года.
ООО «Регион центр» является администратором следующих порталов: www.vOrle.ru, www.vTule.ru, www.GorodLip.ru, www.vVoronezhe.ru, www.vKurske.com, www.vBelgorode.com, www.vBryanske. com, www.vKaluge.ru, www.vRyazani.ru, www.vSmolenske.ru, www.vTveri.ru, www.vYaroslavle.ru.
com, www.vKaluge.ru, www.vRyazani.ru, www.vSmolenske.ru, www.vTveri.ru, www.vYaroslavle.ru.
Настоящее Положение определяет политику, порядок и условия Оператора в отношении обработки персональных данных, устанавливает процедуры, направленные на предотвращение и выявление нарушений законодательства Российской Федерации, устранение последствий таких нарушений, связанных с обработкой персональных данных.
Все вопросы, связанные с обработкой персональных данных, не урегулированные настоящим Положением, разрешаются в соответствии с действующим законодательством Российской Федерации в области персональных данных.
1.2. Оператор собирает и хранит только ту персональную информацию, которая необходима для предоставления сервисов порталов или заключения, исполнения соглашений и договоров с Посетителем. Оператор собирает данные только в объеме, необходимом для достижения названной цели.
Персональные данные являются конфиденциальной, строго охраняемой информацией.
1. 3. Основные понятия, используемые в Положении.
3. Основные понятия, используемые в Положении.
Обработка персональных данных – любое действие (операция) или совокупность действий (операций), совершаемых с использованием средств автоматизации или без использования таких средств с персональными данными, включая сбор, запись, систематизацию, накопление, хранение, уточнение (обновление, изменение), извлечение, использование, передачу (распространение, предоставление, доступ), обезличивание, блокирование, удаление, уничтожение персональных данных.
Посетитель — лицо, осуществляющее с использованием телекоммуникационных каналов доступ к содержанию и сервисам порталов ООО «Регион центр» и прошедшее процедуру регистрации на портале.
Распространение персональных данных — действия, направленные на передачу персональных данных определенному кругу лиц (передача персональных данных) или на ознакомление с персональными данными неограниченного круга лиц, в том числе обнародование персональных данных в средствах массовой информации, размещение в информационно-телекоммуникационных сетях или предоставление доступа к персональным данным каким-либо иным способом.
Использование персональных данных — действия (операции) с персональными данными, совершаемые оператором в целях принятия решений или совершения иных действий, порождающих юридические последствия в отношении субъекта персональных данных или других лиц либо иным образом затрагивающих права и свободы субъекта персональных данных или других лиц.
Блокирование персональных данных — временное прекращение обработки персональных данных (за исключением случаев, если обработка необходима для уточнения персональных данных).
Уничтожение персональных данных — действия, в результате которых становится невозможным восстановить содержание персональных данных в информационной системе персональных данных и (или) в результате которых уничтожаются материальные носители персональных данных.
Обезличивание персональных данных — действия, в результате которых становится невозможным без использования дополнительной информации определить принадлежность персональных данных конкретному субъекту персональных данных.
1.4. В рамках настоящего Положения под персональной информацией Посетителя понимаются:
1.4.1. Персональная информация, которую Посетитель предоставляет о себе самостоятельно при регистрации (создании учетной записи) или в процессе использования сети порталов ООО «Регион центр», включая персональные данные Посетителя.
1.4.2. Данные, которые автоматически передаются сервисам сети порталов Оператора в процессе их использования с помощью установленного на устройстве Посетителя программного обеспечения, в том числе IP-адрес, информация о браузере Пользователя (или иной программе, с помощью которой осуществляется доступ к сервисам сети порталов Оператора), технические характеристики оборудования и программного обеспечения, используемых Пользователем, дата и время доступа к сервисам сети портал Оператора, адреса запрашиваемых страниц и иная подобная информация.
1.4.3. Оператор не контролирует и не несет ответственности за сайты третьих лиц, на которые Посетитель может перейти по ссылкам, доступным на сети порталов Оператора.
2. ОБРАБОТКА И ХРАНЕНИЕ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОСЕТИТЕЛЕЙ
2.1. Обработка персональных данных Оператором заключается в получении, систематизации, накоплении, хранении, уточнении (обновлении, изменении), использовании, распространении, обезличивании, блокировании, уничтожении и в защите от несанкционированного доступа.
2.2. Обработка персональных данных Посетителя осуществляется без ограничения срока любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств. Обработка персональных данных Пользователей осуществляется в соответствии с Федеральным законом от 27.07.2006 N 152-ФЗ «О персональных данных».
2.3. К обработке персональных данных Посетителей могут иметь доступ только сотрудники ООО «Регион центр», допущенные к работе с персональными данными Посетителей и ознакомленные с настоящим Положением и законодательством РФ о персональных данных.
2.4. Персональные данные Посетителей в электронном виде хранятся базе данных на сервере.
Персональные данные Посетителей в электронном виде хранятся базе данных на сервере.
3. ИСПОЛЬЗОВАНИЕ И ПЕРЕДАЧА ПЕРСОНАЛЬНЫХ ДАННЫХ ПОСЕТИТЕЛЕЙ
3.1. Использование персональных данных Посетителей осуществляется исключительно для достижения целей, определенных п. 1.2 настоящего Положения.
3.2. При передаче персональных данных Посетителей Оператор должен соблюдать следующие требования:
3.2.1. Предупредить сотрудников, получающих персональные данные Посетителей, о том, что эти данные могут быть использованы лишь в целях, для которых они сообщены, и требовать от этих сотрудников подтверждения того, что это правило соблюдено. Сотрудники, получающие персональные данные Посетителей, обязаны соблюдать режим конфиденциальности. Данное положение не распространяется в случае обезличивания персональных данных и в отношении общедоступных данных.
3.3. Не допускается отвечать на вопросы, связанные с передачей информации, содержащей персональные данные, по телефону, факсу или электронной почте.
3.4. Оператор вправе предоставлять или передавать персональные данные Посетителей третьим лицам в следующих случаях:
— если раскрытие этой информации требуется для соблюдения закона, выполнения судебного акта;
— для оказания содействия в проведении расследований, осуществляемых правоохранительными или иными государственными органами;
— для защиты законных прав Посетителей и ООО «Регион центр».
4. ЗАЩИТА ПЕРСОНАЛЬНЫХ ДАННЫХ ПОСЕТИТЕЛЕЙ ОТ НЕСАНКЦИОНИРОВАННОГО ДОСТУПА. КОНФИДЕНЦИАЛЬНОСТЬ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОСЕТИТЕЛЕЙ
4.1. Оператор обязан при обработке персональных данных Посетителей принимать необходимые организационные и технические меры для защиты персональных данных от несанкционированного или случайного доступа к ним, уничтожения, изменения, блокирования, копирования, распространения персональных данных, а также от иных неправомерных действий.
4.2. Для эффективной защиты персональных данных Посетителей необходимо:
4.2.1. соблюдать порядок получения, учета и хранения персональных данных Посетителей;
4. 2.2. привлекать к дисциплинарной ответственности сотрудников, виновных в нарушении норм, регулирующих получение, обработку и защиту персональных данных Посетителей.
2.2. привлекать к дисциплинарной ответственности сотрудников, виновных в нарушении норм, регулирующих получение, обработку и защиту персональных данных Посетителей.
4.3. Защита доступа к электронным базам данных, содержащим персональные данные Посетителей, обеспечивается:
— использованием лицензионных программных продуктов, предотвращающих несанкционированный доступ третьих лиц к персональным данным Посетителей;
— системой паролей. Пароли устанавливаются системным администратором и сообщаются индивидуально сотрудникам, имеющим доступ к персональным данным Посетителей.
4.4. Копировать и делать выписки персональных данных Посетителя разрешается исключительно в служебных целях с письменного разрешения директора ООО «Регион центр».
4.5. ООО «Регион центр» не несет ответственности за возможное нецелевое использование персональных данных Посетителей, произошедшее вследствие:
— технических неполадок в программном обеспечении и в технических средствах и сетях, находящихся вне контроля Оператора;
— в связи с намеренным или ненамеренным использованием порталов Оператора не по их прямому назначению третьими лицами;
— передачи паролей доступа, иной информации с Порталов самими Посетителями другим лицам, не имеющим доступа к данной информации.
4.6. ООО «Регион центр» обеспечивает конфиденциальность персональных данных и обязан не допускать их распространения третьим лицам без согласия Посетителя либо наличия иного законного основания.
4.7. Все меры конфиденциальности при сборе, обработке и хранении персональных данных Посетителей распространяются на все носители информации как на бумажные, так и на автоматизированные.
5. ОБЯЗАННОСТИ ОПЕРАТОРА
5.1. Оператор обязан:
5.1.1. Осуществлять обработку персональных данных Посетителей исключительно в целях оказания законных услуг Посетителям.
5.1.2. Получать персональные данные Посетителя непосредственно у него самого либо через сеть порталов ООО «Регион центр». Если персональные данные Посетителя возможно получить только у третьей стороны, то Посетитель должен быть уведомлен об этом заранее и от него должно быть получено письменное согласие.
5.1.3. Не получать и не обрабатывать персональные данные Посетителя о его расовой, национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни, за исключением случаев, предусмотренных законом.
5.1.4. Предоставлять доступ к своим персональным данным Посетителю или его законному представителю.
5.1.5. Ограничивать право Посетителя на доступ к своим персональным данным, если:
1) обработка персональных данных, в том числе персональных данных, полученных в результате оперативно-розыскной, контрразведывательной и разведывательной деятельности, осуществляется в целях обороны страны, безопасности государства и охраны правопорядка;
2) обработка персональных данных осуществляется органами, осуществившими задержание субъекта персональных данных по подозрению в совершении преступления либо предъявившими субъекту персональных данных обвинение по уголовному делу, либо применившими к субъекту персональных данных меру пресечения до предъявления обвинения, за исключением предусмотренных уголовно-процессуальным законодательством Российской Федерации случаев, если допускается ознакомление подозреваемого или обвиняемого с такими персональными данными;
3) предоставление персональных данных нарушает конституционные права и свободы других лиц.
5.1.6. Обеспечить хранение и защиту персональных данных Посетителя от неправомерного их использования или утраты.
5.1.7. В случае выявления недостоверных персональных данных или неправомерных действий с ними оператора при обращении или по запросу субъекта персональных данных обязан осуществить блокирование персональных данных, относящихся к соответствующему субъекту персональных данных, с момента такого обращения или получения такого запроса на период проверки.
5.1.8. В случае подтверждения факта недостоверности персональных данных Оператор на основании документов, представленных субъектом персональных данных, обязан уточнить персональные данные и снять их блокирование.
5.1.9. В случае выявления неправомерных действий с персональными данными Оператор в срок, не превышающий трех рабочих дней с даты такого выявления, обязан устранить допущенные нарушения. В случае невозможности устранения допущенных нарушений оператор в срок, не превышающий трех рабочих дней с даты выявления неправомерности действий с персональными данными, обязан уничтожить персональные данные. Об устранении допущенных нарушений или об уничтожении персональных данных оператор обязан уведомить субъекта персональных данных или его законного представителя, а в случае, если обращение или запрос были направлены уполномоченным органом по защите прав субъектов персональных данных, также указанный орган.
Об устранении допущенных нарушений или об уничтожении персональных данных оператор обязан уведомить субъекта персональных данных или его законного представителя, а в случае, если обращение или запрос были направлены уполномоченным органом по защите прав субъектов персональных данных, также указанный орган.
5.1.10. В случае достижения цели обработки персональных данных Оператор обязан незамедлительно прекратить обработку персональных данных и уничтожить соответствующие персональные данные в срок, не превышающий трех рабочих дней с даты достижения цели обработки персональных данных, если иное не предусмотрено федеральными законами, и уведомить об этом субъекта персональных данных, а в случае, если обращение или запрос были направлены уполномоченным органом по защите прав субъектов персональных данных, также указанный орган.
6. ПРАВА И ОБЯЗАННОСТИ ПОСЕТИТЕЛЯ
6.1. Посетитель имеет право на:
— доступ к информации о самом себе, в том числе содержащей информацию подтверждения факта обработки персональных данных, а также цель такой обработки; способы обработки персональных данных, применяемые Оператором; сведения о лицах, которые имеют доступ к персональным данным или которым может быть предоставлен такой доступ; перечень обрабатываемых персональных данных и источник их получения, сроки обработки персональных данных, в том числе сроки их хранения;
— определение форм и способов обработки его персональных данных;
— запрет на распространение персональных данных без его согласия.
6.2. Пользователь обязан:
6.2.1. Предоставить информацию о персональных данных, необходимую для пользования порталами ООО «Регион центр».
6.2.2. Обновлять, дополнять предоставленную информацию о персональных данных в случае изменения данной информации.
6.3. Размещая фотографию на конкурс пользователь соглашается с ее дальнейшим размещением на сайте Организатора и подтверждает, что является законным представителем участницы конкурса, обладает необходимыми правами для публикации изображения и передачи прав на его использование третьим лицам. Размещая фотографию на конкурс Пользователь принимает на себя всю ответсвенность за нарушение любых прав и законных интересов третьих лиц, связанных с неправомерным размещением фотографии.
7. ОТВЕТСТВЕННОСТЬ ЗА НАРУШЕНИЕ НОРМ, РЕГУЛИРУЮЩИХ ОБРАБОТКУ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОСЕТИТЕЛЕЙ
7.2. Сотрудники, виновные в нарушении норм, регулирующих получение, обработку и защиту персональных данных Посетителей, несут дисциплинарную, административную, гражданско-правовую или уголовную ответственность в соответствии с федеральными законами.
8. ЗАКЛЮЧИТЕЛЬНЫЕ ПОЛОЖЕНИЯ
8.1. Администрация порталов вправе вносить изменения в настоящее Положение без согласия Посетителя.
8.2. Настоящее Положение вступает в силу с даты его утверждения.
8.3. Настоящее Положение распространяется на все субъекты правоотношений с Оператором, а также сотрудников ООО «Регион центр», имеющих доступ и осуществляющих действия с персональными данными Посетителей.
Кованые узоры. Накладные декоративные узоры.
Накладные кованые узоры в наше время широко используются для украшения металлических конструкций. Обладая потрясающим и невероятно красивым дизайном, они идеально подходят для декорирования ворот или ограждений, решеток на окна, каминных порталов, а также различных элементов внутри здания. Такие узоры невероятно стойко переносят любые нагрузки, а их эксплуатационный срок исчисляется десятилетиями.
Если вы хотите купить кованые узоры, но не знаете где лучше это сделать, то можете обратиться к специалистам нашей компании «Bizzon». У нас представлен огромный выбор такой продукции. Благодаря использованию сложной техники ручной ковки мастерам удается превратить твердый и холодный металл в «живую» материю, которая может обретать самые различные формы и становиться настоящим украшением.
У нас представлен огромный выбор такой продукции. Благодаря использованию сложной техники ручной ковки мастерам удается превратить твердый и холодный металл в «живую» материю, которая может обретать самые различные формы и становиться настоящим украшением.
Что представляют собой кованые узоры?
Декоративные кованые узоры – это яркие и оригинальные изделия из металла, обладающие определенным рисунком. В большинстве случаев они не выполняют лишь функцию украшения, делая внешний вид других металлических конструкций более оригинальным и неповторимым, а являются несущим основанием всей конструкции в целом. Кроме того, их можно сочетать с изделиями из других материалов, например, натурального или искусственного камня, керамики, дерева и прочего.
Кованые узоры на ворота и заборы
Воротные и оградительные конструкции защищают участок от проникновения посторонних лиц, транспорта и животных, визуально ограждая территорию. Кроме того, они являются своеобразной «визитной карточкой» вашего дома или коттеджа. Именно поэтому многие владельцы загородных участков стараются сделать все возможное, чтобы получить полностью эксклюзивный и неповторимый дизайн ворот и заборов.
Именно поэтому многие владельцы загородных участков стараются сделать все возможное, чтобы получить полностью эксклюзивный и неповторимый дизайн ворот и заборов.
К слову, самый простой способ добиться такого эффекта – это заказать кованые узоры на ворота, обратившись к нашим специалистам. Мы готовы предложить вам множество уже готовых вариантов оформления таких изделий на выбор. Также в каталоге на нашем интернет-сайте представлены и кованые узоры на заборы, способные раз и навсегда изменить и усовершенствовать дизайн оградительных конструкций.
Кованые узоры на решетки для окон
Решетки для окон – это прочные и надежные конструкции, которые защищают оконный проем от проникновения посторонних лиц в то время, когда хозяев нет дома. В наши дни такие изделия получили огромное распространение и используются в частных загородных домах, а также устанавливаются на окнах первых этажей в зданиях жилого и муниципального типа. Конечно, у старых моделей решеток есть один недостаток, а именно достаточно простой и неинтересный внешний вид.
При желании вы можете усовершенствовать свои решетки на окнах, подарив им полностью эксклюзивный и яркий дизайн, используя декоративные кованые узоры, созданные специалистами нашей компании «Bizzon». Мы предлагаем для своих клиентов широкий выбор таких изделий. Все что нужно – это просто приобрести понравившеюся вам модель у нас.
Важно отметить, что, используя кованые узоры на решетки на окна, вы сможете не только улучшить внешний вид таких конструкции, но и повысить их стойкость ко взлому, сделав более массивными и прочными.
Почему именно наша компания?
Сотрудники предприятия «Bizzon» являются профессионалами высокого класса и считаются лучшими мастерами в сфере создания изделий металла с применением техники художественной ковки в Казахстане. Выбрав нас, вы сможете рассчитывать на такие преимущества, как:
- Огромный выбор уже готовых металлических элементов, выполняющих декоративную функцию. Достаточно лишь просмотреть каталог на нашем сайте и сразу же становится понятно, что найти столь широкий ассортимент кованых узоров будет совсем непросто;
- Большой перечень дополнительных услуг. Обращаясь к нам, вы сможете рассчитывать также на доставку продукции по нужному вам адресу.
 Обращаясь к нам, вы сможете рассчитывать также на доставку продукции по нужному вам адресу.
Обращаясь к нам, вы сможете рассчитывать также на доставку продукции по нужному вам адресу.Кроме того, мы предлагаем наиболее выгодные цены на кованые узоры высокого качества. Звоните нам уже сегодня, и мы ответим на все ваши вопросы и поможем с выбором продукции. Обращайтесь!
Кованый узор на дверь — Морской флот
Эскизы ковки на двери. Ваша дверь скучна и «как у всех»? Вы можете украсить вашу дверь красивой и ажурной ковкой! Ваши соседи точно вам будут завидовать, а вы по праву будете гордиться вашей дверью с кованым узором! Узоры ковки на дверь можно разработать вместе с вами, по вашим идеям. Посмотрите несколько вариантов готовых эскизов:
Ремесло художественной ковки зародилось еще в Древнем Египте. На протяжении многих столетий кованые изделия не теряют свою популярность. Коваными элементами украшают не только окна и мебель, но и входные и межкомнатные двери. В данной статье будут рассмотрены особенности кованых дверей.
Кованые двери можно подразделить на различные категории:
- По месту установки различают входные и межкомнатные модели. Так как коваными элементами чаще всего украшают уличные изделия, нежели интерьер помещения, входные кованые двери встречаются куда чаще, чем межкомнатные. По конструкции выделяют двухстворчатые и одностворчатые двери.
- По способу открытия дверного полотна различают распашные и раздвижные изделия. Наиболее распространённым вариантом являются распашные системы. Такие изделия просты в установке и менее громоздкие, по сравнению с раздвижными моделями. Дизайн распашной двери дополняется большими петлями. Раздвижные системы более массивны и громоздки.
 Так как коваными элементами чаще всего украшают уличные изделия, нежели интерьер помещения, входные кованые двери встречаются куда чаще, чем межкомнатные. По конструкции выделяют двухстворчатые и одностворчатые двери.
Так как коваными элементами чаще всего украшают уличные изделия, нежели интерьер помещения, входные кованые двери встречаются куда чаще, чем межкомнатные. По конструкции выделяют двухстворчатые и одностворчатые двери.По конструкции можно выделить следующие виды:
- с цельным дверным полотном;
- с составным дверным полотном.
Дверные полотна изготавливают как глухими (из одного материала), так и с дополнительными элементами. Двери нередко декорируются элементами ковки в комплекте со стеклом или другими материалами.
Стекло визуально делает кованые двери менее грузными.
 Также популярны комбинированные модели с верхней вставкой и кованым элементом.
Также популярны комбинированные модели с верхней вставкой и кованым элементом.Материалы
Основным материалом для изготовления кованых дверных конструкций является металл. Железные изделия производители часто дополняют закаленным или бронированным стеклом, что обеспечивает прочность входной двери. Можно выделить следующие разновидности технологий изготовления стекла, используемого для декорирования кованых моделей:
- Сталинит. Такое стекло отличается от обычного технологией производства. При изготовлении стекло сначала подвергают воздействию высоких температур, а затем равномерному охлаждению поверхности с двух сторон. Данный способ производства обеспечивает стеклу высокую прочность и устойчивость к термическому и механическому воздействию.
- Тиффани. Техника Тиффани отличается от других способом соединения стекол. После обтачивания стекла обрамляют медной лентой и соединяют между собой при помощи припоя из олова. Готовый витраж покрывается патиной.
 Готовый витраж покрывается патиной.
Готовый витраж покрывается патиной.- Витраж считается отдельным видом декоративного искусства. Он комбинируется из стекол разного цвета и выполняет функцию исключительно декоративного элемента.
- Фьюзинг. При такой технологии стекло сначала нагревается, а затем некоторое время выдерживается под воздействием определенной температуры. Когда изделие принимает нужную форму, его подвергают быстрому охлаждению.
Менее популярным вариантом являются вставки из пластика. Преимуществом модели с элементами из пластика является относительно небольшой вес двери. Также кованые двери отличаются не только внешней, но и внутренней отделкой.
Внутренняя сторона изделия часто обшивается деревом. Популярны деревянные модели с коваными металлическими накладками.
Размеры
За размер двери в первую очередь отвечает ее конструкция. Двустворчатые изделия являются более тяжеловесными. Неправильная установка такого изделия может способствовать повреждению стены. При монтаже двери в качестве каркаса необходимо устанавливать крепкие металлические пластины. Такая модель подходит для широких дверных проемов.
Неправильная установка такого изделия может способствовать повреждению стены. При монтаже двери в качестве каркаса необходимо устанавливать крепкие металлические пластины. Такая модель подходит для широких дверных проемов.
Несмотря на то, что металл кажется довольно грубым и массивным, существуют также модели небольших размеров с аккуратными легкими формами. Чаще всего это одностворчатые двери с коваными накладками или стеклянными вставками.
Кованые двери — это входные декорированные художественной ковкой элементы защиты для вашего дома. Безукоризненный внешний вид кованых изделий украсит любое здание, сооружение, привнесет изысканность и уют.
Изящно смотрятся входные кованые двери со стеклом
Самая надежная элегантность вашего дома — это металлические двери с коваными узорами.
Кованые металлические двери решетки
Благодаря неуемной фантазии мастеров художественной ковки вы можете создать изделие своей мечты.
Двери и ворота кованые для гаража
Дверь входная железная кованая для дома
Двери распашные металлические кованые с павлином
Модные двери входные кованые
Двери со стеклопакетом входные кованые
Двустворчатые входные кованые двери с вставками из стекла
Изящная кованая дверь оформленная в старинном стиле
Каминные двери кованые в стиле лофт
Каминные двери кованые орнаментом бамбук
Кованая входная дверь своими руками
Кованая входная дверь с рисунком Жар птицы
Кованое кольцо на дверь и другие кованые элементы
Кованые арочные двери
Кованая дверь в дом
Кованая дверь для камина
Кованая дверь без стекла
Кованая цветами дверь под старину
Кованая дверь со стеклом для загородного дома
Кованые двустворчатые двери со стеклопакетом
Кованая железная дверь с кустарником
Оригинальные кованые завесы на двери
Эксклюзивные кованые засовы для дверей
Кованые изделия для входной двери
Красивые кованые козырьки дверей
Кованые петли для дверей под старину
Облегченные кованые решетки для дверей
Кованые решетчатые двери во внутреннем дворике
Завораживающая кованая ручка для дверей
Необычные кованые элементы для дверей
Кованый рисунок на дверь
Изысканные кованые стальные двери
Ажурные кованые узоры на двери
Простые кованые цифры на двери
Кованые стальные двери с фрамугой
Строгие кованые навесы на двери
Удивительные кованые накладки на двери
Стильные кованые окна и двери
Красивые кованые входные двери
Красивые кованые входные двери для ворот
Красивая кованая дверь для калитки
Красивая кованая дверь для дома
Оригинальная кованая дверь по индивидуальному заказу
Уголки на деревянной двери кованые вручную
Уникальная кованая дверь для въезда
Эксклюзивные кованые входные двери арочного типа
Металлические двери с коваными вставками
Кованые задвижки на двери
Великолепные кованые входные двери вы также можете увидеть в представленном ниже видео:
 youtube.com/embed/78fHGuhDHpY?feature=oembed»/>
youtube.com/embed/78fHGuhDHpY?feature=oembed»/>
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Кованые узоры на двери
Владельцы коттеджей, гостиниц, салонов красоты, офисов с выходом на улицу всё чаще присматриваются к дверям с коваными элементами. Такие двери выглядят стильно, модно и изысканно.
Кованые узоры на дверях выполняют сразу несколько функций:
- усиливают прочность металлоконструкции;
- защищают стеклопакеты;
- украшают полотно двери и фрамуги;
- позволяют создать уникальные конструкции для эксклюзивных зданий.
Разновидности кованых узоров
Не стоит думать, что кованые элементы хороши только для экстерьеров под старину. Разные узоры позволяют придерживаться разных стилей, поэтому двери с ковкой можно гармонично вписать в любое здание.
Простые узоры нравятся любителям минимализма. Из простых элементов можно создать оригинальный и красивый рисунок.
Геометрические орнаменты чаще всего набираются именно из простых элементов. Круглые и сложные завитки, спирали, смотрятся изящнее и позволяют создавать сложные растительные и анималистические орнаменты.
Стилистически важно и количество элементов, а также место их размещения. Узоры могут украшать всё полотно либо один его угол, располагаться симметрично или по центру.
Покупка дверей с коваными элементами
Входные двери с ковкой можно выбрать и купить на сайте «Клинского дверника». Эксклюзивным вариантом станет изготовление на заказ. Узоры кованых изделий может выбирать покупатель при оформлении покупки. Заказчик выбирает эскизы, предложенные дизайнерами компании, и получает оригинальное изделие, идеально подходящее ему по габаритам и стилю.
Металлические двери на заказ от высококлассного производителя – лучший вариант для частных домов, ресторанов, офисов, отелей и других бытовых и коммерческих зданий.
При оформлении стальных дверей необходимо тщательно выбирать фурнитуру.
 Она должна сочетаться с коваными элементами по стилю и цвету. В нашем каталоге много замков, ручек, глазков, дверных стукалок, подходящих для моделей любых цветов и стилей.
Она должна сочетаться с коваными элементами по стилю и цвету. В нашем каталоге много замков, ручек, глазков, дверных стукалок, подходящих для моделей любых цветов и стилей.идеи применения, стильные сочетания и лучшие варианты украшений. 120 фото применения и оформления
Узоры на воротах из металла своими руками на фото. Картинки, видео и нарисованные эскизы металлических кованых орнаментов для створок и арок из металлопрофиля. Красивые узоры на металлических воротах.
Рисунки на полотне ворот
Сделать въезд на участок ярким и незабываемым поможет картинка или рисунок. Декор наносится разными по технике способами:
- Граффити с помощью баллончиков.
- Рисунки краской.
- Орнаменты по трафарету.
- Самоклеющаяся пленка с 3D-изображениями.
Кованые узоры на металлических створках
Наносить изображение можно на любой металлопрофиль. Рельеф листа придаст ему загадочность. На даче желательно потренироваться на заборе, изобразить мультяшных героев, природу, цветы.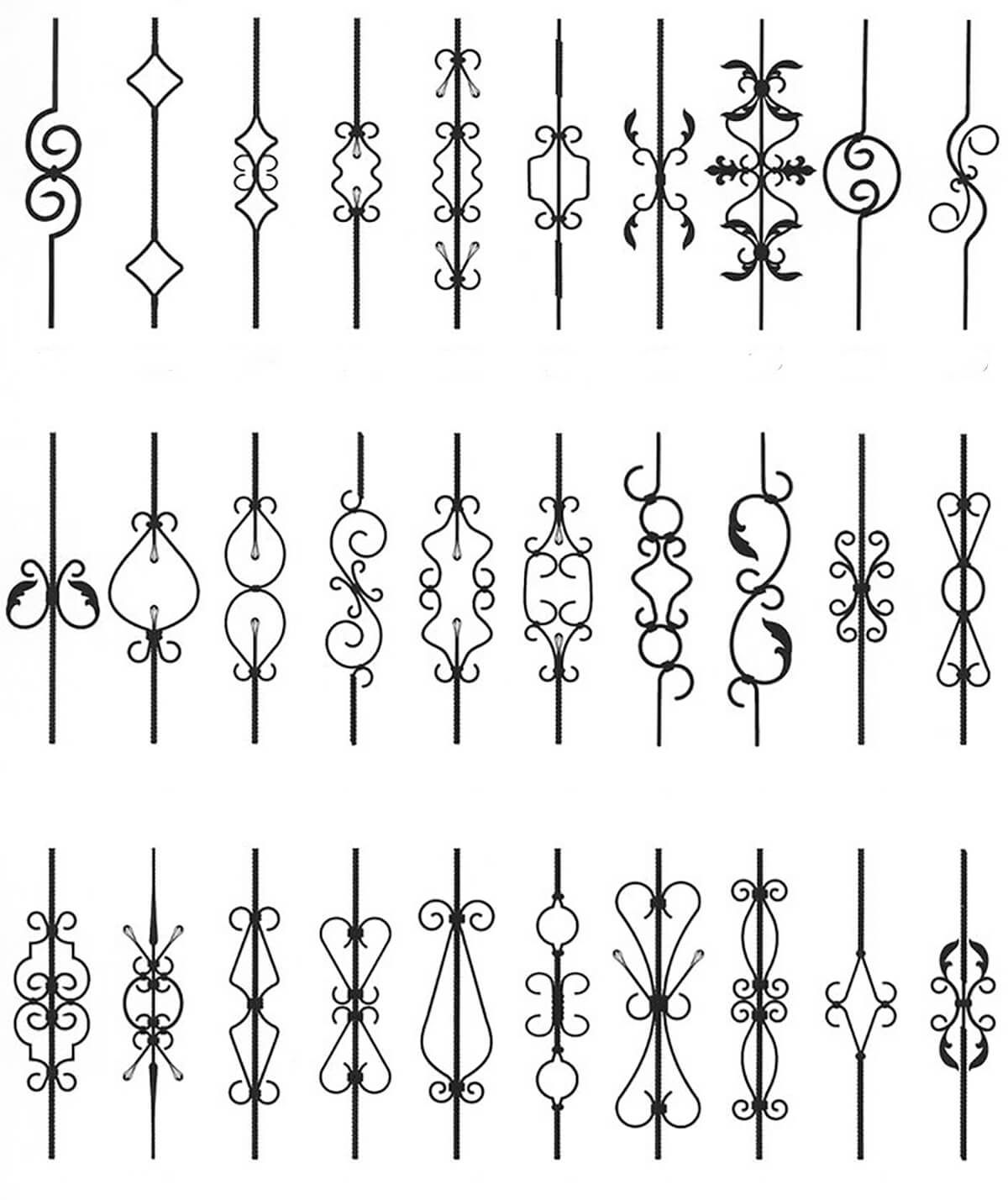 Затем самый хороший рисунок создать на воротах.
Затем самый хороший рисунок создать на воротах.
Владельцы дач, не умеющие рисовать, используют трафарет из пластика или картона.
Узор наносится кисточкой или краской с применением баллончика.
На фото представлены металлические створки.
Узоры из металла на створках
Вернуться к оглавлению
Характеристики кованых ворот
Самое главное преимущество металлических кованых ворот в том, что они объединяют сразу два важных качества. Благодаря металлическим деталям, они прочны и обеспечивают безопасность. И роскошный дизайн сразу же говорит о безупречном вкусе хозяина участка и о богатстве.
Конечно, если вы решили поставить кованые ворота, то не стоит забывать о их высокой стоимости. Но если вы мастер на все руки, то изготавливать их можно самостоятельно. Дело чрезвычайно серьезное и не простое, но слегка подучившись, для собственного участка за долгий срок вы сможете их сделать.
Кроме всего этого, каждый хозяин, желающий установить кованые конструкции должен помнить еще одну их особенность. Они достаточно тяжелые и требуют крепких опор для установки. Даже если вы делаете только калитку, она будет иметь большой вес, что требует прочности крепежа.
Они достаточно тяжелые и требуют крепких опор для установки. Даже если вы делаете только калитку, она будет иметь большой вес, что требует прочности крепежа.
Для того, чтобы установить кованые ворота правильно, нужно сделать верные расчеты. Они помогут определить выбор составных частей.
Для большей точности заранее продумайте, какой узор будет выкован на воротах. Для этого нарисуйте эскиз кованых ворот таким, как вам хочется, либо предоставьте фото мастеру. Если делаете самостоятельно, тоже не стоит пренебрегать точным изображением ворот.
Продажа кованых элементов для ворот в Bogdanoff.market
Bogdanoff.market – интернет-магазин кованых изделий, которые славятся своей эксклюзивностью. Вы можете остановить свой выбор на ажурных плетениях, на витиеватых узорах, на геометрических фигурах или на глухих элементах, изготовленных в стиле барокко и ренессанс. Все они изготавливаются по индивидуальным эскизам, а потому не повторяются в своем исполнении и всегда будут оригинальным дополнением ворот или ограждений в вашем доме.
Производятся кованые комплектующие и узоры исключительно из первосортных материалов, а потому мы можем гарантировать их надежность, стойкость к механическим повреждениям и влаге, долговечность и безупречные эстетические качества.
Кованые ворота: фото изделий, сочетающих эстетику ажура и прочность металла
Ворота кованые – это конструкция, которая не только выполняет свои прямые функции, но и обладает художественной ценностью. При правильном выборе они становятся настоящим украшением участка. Разнообразие решений настолько широко, что у людей часто возникает вопрос о том, какой конструкции отдать предпочтение. Чтобы не ошибиться, рекомендуется изучить несколько аспектов, позволяющих правильно подобрать кованые ворота: фото, типы изделия и особенности установки.
Кованые ворота являются прекрасным украшением для любого участка.
Кованые ворота и калитки: фотографии, картинки, чертежи, эскизы
Наверное, не существует ни одного человека, который остался бы полностью равнодушным при взгляде на ажурный узор из металла. Еще большое восхищение вызывает массивный узор, которым украшены кованые ворота. представляющие собой часть входной группы.
Еще большое восхищение вызывает массивный узор, которым украшены кованые ворота. представляющие собой часть входной группы.
Наличие массивных ворот из металла, украшенных изящными узорами, является не признаком желания отгородиться от окружающих, но служат показателем того, что владелец имеет вкус и задумывается о собственном имидже. При этом кованые ворота очень хорошо способны выполнять свою главную функцию – защищать участок от проникновения непрошенных гостей, чему способствует высота, наличие острых наконечников и прочность. Также практически любые современные ворота могут оснащаться системами видеонаблюдения, что только улучшит их защитные свойства.
Разновидности кованых ворот
Вариантов кованых ворот сейчас огромное количество. Многие при выборе не могут определиться, так как все варианты довольно хороши. Различаются ворота кованые не только по внешнему виду и узору, но и по форме открывания, по материалам и т.д. Кованые ворота должны обязательно сочетаться с забором.
Очень удобными будут ворота, изготавливаемые с использованием металлического профнастила. Данный материал прочный и выглядит гораздо эстетичнее ровного металла.
К тому же, благодаря специальному покрытию он хорошо противостоит коррозии. Профнастил легко крепится к раме будущих ворот при помощи обыкновенных саморезов. После этого уже происходит приваривание кованых деталей.
Существуют так же различия по виду ковки элементов. Бывает холодная и горячая ковка. Первый вариант считается наиболее надежным, но выполнять его вручную нереально.
Такой ковкой пользуются только на крупных предприятиях при использовании специального оборудования. Мелкие мастерские и домашние мастера используют метод горячей ковки. Он намного проще, но при этом детали по внешнему виду ничем не отличаются. Разница только в том, что при горячей ковке детали не такие прочные.
Кроме варианта с покупкой готовых ворот, есть еще один. Вы можете купить кованые детали, а ворота изготовить самостоятельно.
В продаже сейчас можно найти разные варианты изделий в наличии и на заказ. Таким образом и стоимость будет меньше и детали изготовлены будут профессионалами.
Изготовление станка для ковки
На видео ниже приводится инструкция по изготовлению станка холодной ковки своими руками. Просто, быстро и с минимумом затрат. Видео пользуется огромной популярностью.
Узоры на металлических воротах, сделанные из листового проката и железного прутка, выглядят оригинально и упрочняют створки. Такие орнаменты повышают неприступность забора.
Конструкция из профнастила
Ажурный орнамент, установленный выше и ниже металлопрофиля, создает иллюзию воздушности тяжелой металлоконструкции. Элементы контрастного тона на фоне цветного полотна придают объем и эстетичный вид. Декорировать въезд на участок можно полностью или частично своими руками. Используется в основном художественная ковка:
- объемная;
- холодная.

Узоры на створках из металлопрофиля
Для владельцев участков, не имеющих мастерской для ковки, в магазинах продаются готовые элементы украшений. Сначала следует ознакомиться с их ассортиментом, а затем составить рисунок орнамента в натуральную величину. После чего нужно разделить все на простые элементы и каждый выполнить дважды, если ворота распашные и створок две.
Узор выкладывается и сваривается на земле, затем крепится на полотно или к раме. Для украшения орнаментом из металла возраст ворот не имеет значения.
На фото изображена входная группа из металла.
Металлические узоры
Декоративное украшение из листового металла чеканкой
Декорирование коваными элементами из листового металла позволяет создавать объемные изображения и даже картины. Начинающим специалистам рекомендуется собирать узор из простых элементов.
Чеканка
Например, сделать по периметру окантовку из мелких цветов, листьев и изогнутых стеблей. Лепестки формируются в специальном штампе и изготавливаются чеканкой.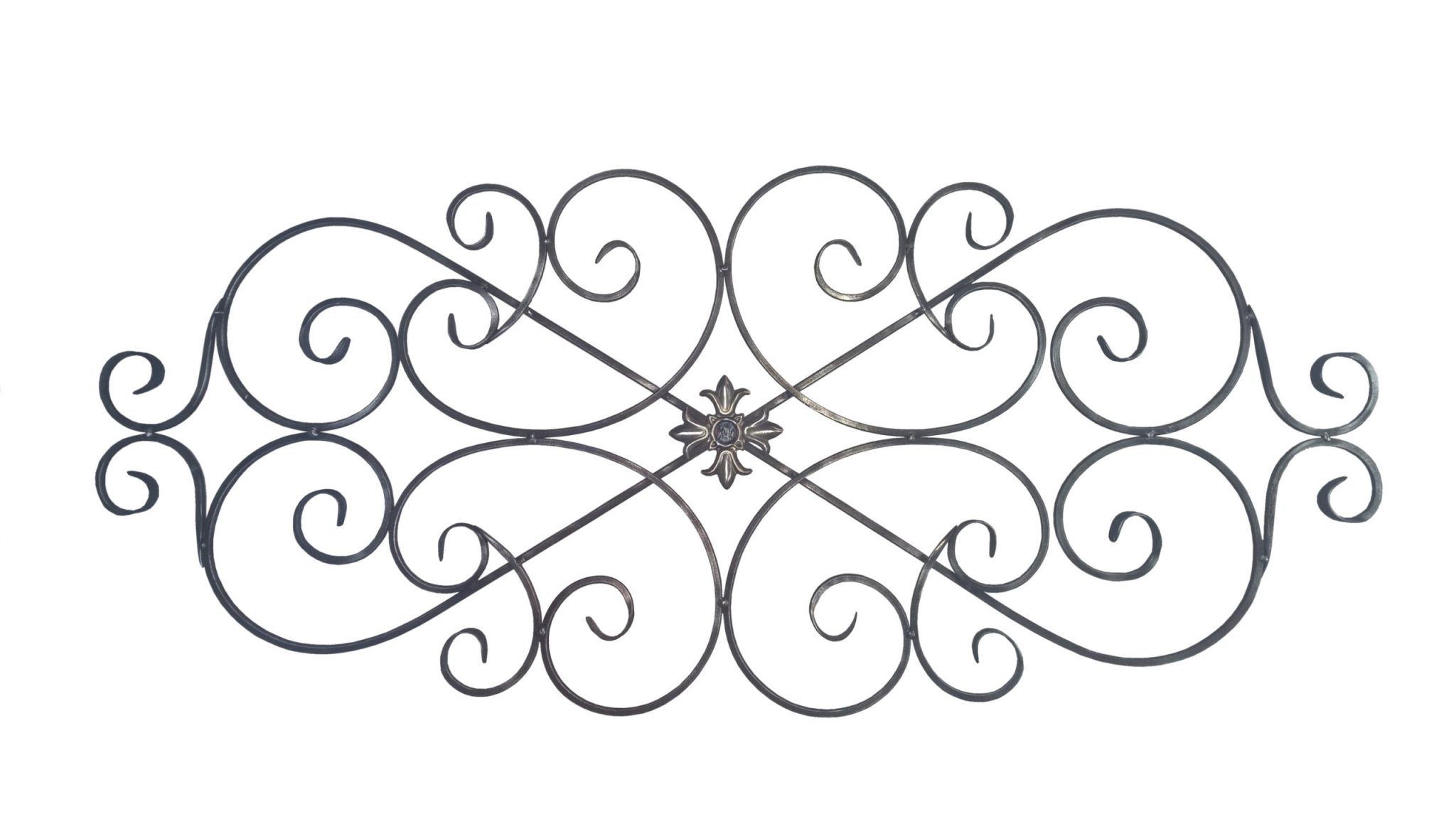 Элементы между собой соединяются сваркой и крепятся на полотнище створок.
Элементы между собой соединяются сваркой и крепятся на полотнище створок.
Объемной ковкой из листа специалисты создают целые картины, на которых изображены:
- животные;
- сказочные герои;
- деревья;
- растения;
- цветы.
Кованые узоры и чеканка
Окрашенные в золотистый или серебристый цвет на темном фоне, кованые рисунки превращают участок в сказку, придают забору роскошный вид.
Фото узоров на воротах из металла демонстрируют неограниченное количество вариантов и красоту въезда во двор.
На даче
Орнаменты из листа
Тонкий лист толщиной 0,8–1 мм в умелых руках превращается в орнамент. Небольшие фрагменты узора крепятся в зоне петель и замков, укрепляя полотнище. Красивый вид создают двухцветные рисунки. Фоном служит материал ворот. Изображение вырезается из листа.
Узоры из листового металла и ковки
На тонкий металл, размеры которого совпадают со створками ворот, наносится рисунок. Отверстия должны иметь замкнутый контур. Затем болгаркой и другими инструментами все вырезается и зачищается. Готовое украшение, сделанное своими руками, крепится к раме створок сваркой или болтами.
Отверстия должны иметь замкнутый контур. Затем болгаркой и другими инструментами все вырезается и зачищается. Готовое украшение, сделанное своими руками, крепится к раме створок сваркой или болтами.
Тема может быть любой. Оригинально выглядят ворота, украшенные деревьями, фантастическими растениями, сложными узорами. Особенно незабываемо смотрятся рисунки из листа, выступающие за пределы металлопрофиля вверху.
На участке
Из них делается ажурная арка и просто воздушная, оригинальная отделка. Количество мелких элементов зависит от умения хозяина работать с металлом. Чем меньше опыт исполнителя, тем крупнее отверстия и больше радиус детали.
Незабываемыми делают ворота композиции, включающие объемные элементы.
Например, крона дерева, собранная из отдельных листьев, слегка изогнутых возле стебелька. Цветы и бутоны подойдут покупные. Главное – правильно разместить их на готовом полотне.
На фото ниже представлены створки из металла на дачном участке.
Металлические створки с узорами
Из полос можно вырезать орнамент и украсить им отдельные части створок, например низ, или создать вертикальные узоры на воротах из металла своими руками. Расположенные по краю полотна из тонкого металла, они укрепят его по периметру.
Узоры холодной ковкой
Кованые ворота прочные и красивые. Кружева из проката кажутся воздушными и легкими. Недостатки таких ворот:
- большой вес;
- высокая стоимость;
- прозрачность.
Створки из металла
Чтобы любопытные прохожие не заглядывали во двор, за кованым орнаментом устанавливается фон из поликарбоната, пластика или металлопрофиля.
Узоры, созданные из прутка способом художественной ковки, украсят ворота и весь забор из металла. Фрагменты, закрывающие полотно частично, снизят стоимость ограды, повысив прочность.
Варианты частичного и сплошного украшения ворот можно посмотреть ниже на фото.
Металлические створки
На металлических воротах в деревенском и историческом стиле уместны петли с декоративными пластинами. Большие, с завитками и заклепками, они укрепят полотно в слабых местах и создадут образ старины.
Большие, с завитками и заклепками, они укрепят полотно в слабых местах и создадут образ старины.
Эскизы секций из металла для изготовления своими руками
Оригинально выглядят створки с ажуром снизу и вверху. Сплошной металлический лист, обрезанный фигурно, дополняет композицию, одновременно закрывая от любопытных дом и двор. На фоне металлопрофиля располагаются отдельные элементы. Орнамент вне фона демонстрирует свою ажурность.
Металлический забор с поликарбонатом
Роскошный образ ворот создается из объемных орнаментов, окрашенных в разные тона. Основное переплетение черных лиан и золотые цветы не оставят равнодушными проходящих мимо. Фотография не в состоянии передать объем и игру форм таких узоров, их очарование.
Кроме контраста цветовой гаммы, весьма органичен перелив теней от рельефных элементов декора.
Эскиз для изготовления створок своими руками
Создать сказочные ворота, украсив их орнаментами из кованых фрагментов, может не только кузнец. Достаточно купить все необходимые элементы. Детали, разложенные на рисунке в натуральную величину, свариваются в точках соприкосновения. После зачистки и покраски орнамент крепится на полотно или раму створки.
Достаточно купить все необходимые элементы. Детали, разложенные на рисунке в натуральную величину, свариваются в точках соприкосновения. После зачистки и покраски орнамент крепится на полотно или раму створки.
На фото изображена металлическая конструкция с узорами.
На дачном участке
Вернуться к оглавлению
Фото кованых ворот
Также рекомендуем просмотреть:
- Привод для ворот
- Ворота с калиткой
- Чертеж ворот
- Кованые калитки
- Забор из штакетника
- Красивые заборы
- Гаражные ворота
- Заборы для дачи
- Забор из профнастила
- Зеленый забор
- Забор для дома
- Установка забора
- Калитка из профнастила
- Ворота из профнастила
- Раздвижные ворота
- Ворота своими руками
- Забор своими руками
- Металлические ворота
- Забор из сетки рабицы
- Столбы для забора
- Сварной забор
- Кованые заборы
- Замок на калитку
- Рулонные ворота
- Откатные ворота
- Декоративный забор
- Высота забора
- Калитки своими руками
- Кирпичный забор
- Автоматические ворота
- Бетонный забор
- Забор из камня
- Деревянный забор
- Распашные ворота
- Как сделать забор
Уход
Ворота с элементами из металла не требуют для себя постоянной обработки спецсредствами, так как мастера изначально позаботились об их стойкости к различным негативным воздействиям климата и окружающей среды. По этой причине ворота с ковкой нуждаются лишь в покраске (раз в 2 года) и периодической смазке всех движущихся частей.
По этой причине ворота с ковкой нуждаются лишь в покраске (раз в 2 года) и периодической смазке всех движущихся частей.
.
Часто кованые конструкции сочетают в себе разные материалы: стекло и пластик, дерево и многие другие. В таком случае качественный уход нужен не столько ковке, сколько именно этим материалам.
Изготовление изделий с художественной ковкой
Процесс изготовления ворот довольно сложный, выполнить ковку может только мастер в специальной мастерской, оборудованной горном и наковальней. В качестве материала для ковки используется сталь, которая для продления срока службы покрывается антикоррозийной краской и обрабатывается специальными средствами.
Как отличить настоящие ножи от поддельных из дамасской стали
Ножи из дамасской стали
Ножи из дамасской стали издавна считались идеальными охотничьими ножами. Эти ножи, пришедшие из ближневосточных цивилизаций, были прочными и прочными. Каждый дамасский нож выкован вручную из высококачественных материалов, что делает каждый нож уникальным произведением искусства. Тем не менее, лезвие является самой заметной особенностью этих ножей, поскольку они очень острые и выделяют четкие и сложные узоры.
Каждый дамасский нож выкован вручную из высококачественных материалов, что делает каждый нож уникальным произведением искусства. Тем не менее, лезвие является самой заметной особенностью этих ножей, поскольку они очень острые и выделяют четкие и сложные узоры.
Кроме того, ножи из дамасской стали очень обширны и универсальны. Эти ножи бывают разных форм — фиксированные лезвия, луки, мечи, кукри, карманные ножи и т. Д. Ножи Damascus с фиксированным лезвием подчеркивают функциональность и отлично подходят для множества задач, включая снятие шкуры, рубку дров, нарезку фруктов, разрезание веревки. , и многое другое. Карманные ножи Damascus способны выполнять аналогичные задачи, но при этом особое внимание уделяется портативности и маневренности.Ножи из дамасской стали также изготовлены из различных материалов премиум-класса, таких как — олень, микарта, кость, бараний рог, орех, тигровая кожа и т. Д.
Эти качества делают ножи из дамасской стали очень востребованными благодаря своей функциональности, универсальности, качеству и изысканному дизайну. Тем не менее, вы обнаружите, что ножи из дамасской стали предлагаются в широком диапазоне цен — некоторые из них очень дешевы, а другие непомерно высоки. Таким образом, частый вопрос, который задают многие люди, когда они получают в руки дамасковый клинок: настоящий или фальшивый мой нож из дамасской стали?
Тем не менее, вы обнаружите, что ножи из дамасской стали предлагаются в широком диапазоне цен — некоторые из них очень дешевы, а другие непомерно высоки. Таким образом, частый вопрос, который задают многие люди, когда они получают в руки дамасковый клинок: настоящий или фальшивый мой нож из дамасской стали?
Этот вопрос очень важен, так как есть много поддельных дамасских ножей.Хотя это не самый простой вопрос — есть много контрольных признаков, которые могут помочь пользователю распознать, настоящий ли его дамасский клинок или подделка. Прежде чем описывать некоторые из этих признаков, важно провести различие между различными методами, используемыми для изготовления ножей из дамасской стали.
Методы изготовления ножей из дамасской стали
Ковка Wootz Steel — Сталь Wootz выплавляется в основном из железа и стали, а также из различных материалов, включая песок и стекло.Этот процесс включал плавку кусков железа и стали с деревянной стружкой. Впоследствии деревянная стружка станет углеродом, который затем будет поглощен расплавленным железом. Нагрев, давление, контролируемое охлаждение и повторяющийся процесс ковки будут продолжаться до тех пор, пока не будет достигнуто содержание углерода 1%, однако внутри лезвий будут присутствовать примеси. Выполнение этих шагов привело к образованию более длинных слоев концентрированных осадков, проходящих через сталь, что придает лезвию знаменитый волнистый узор (т.э., дамасские складки). Хотя лезвие естественно представляло собой дамасские складки, они были тонкими и менее заметными. В результате после полировки лезвия будут подвергаться кислотному травлению, чтобы рисунок стал более заметным.
Впоследствии деревянная стружка станет углеродом, который затем будет поглощен расплавленным железом. Нагрев, давление, контролируемое охлаждение и повторяющийся процесс ковки будут продолжаться до тех пор, пока не будет достигнуто содержание углерода 1%, однако внутри лезвий будут присутствовать примеси. Выполнение этих шагов привело к образованию более длинных слоев концентрированных осадков, проходящих через сталь, что придает лезвию знаменитый волнистый узор (т.э., дамасские складки). Хотя лезвие естественно представляло собой дамасские складки, они были тонкими и менее заметными. В результате после полировки лезвия будут подвергаться кислотному травлению, чтобы рисунок стал более заметным.
Этот метод был историческим методом изготовления подлинных дамасских ножей. Поэтому дамасские ножи, изготовленные из вутц-стали, считаются настоящей дамасской сталью.
Сварка по шаблону — Сварка по шаблону — это современная технология, которая включает в себя наслаивание нескольких листов железа и стали и применение чрезмерной термообработки с повторной ковкой. В частности, два слоя железа и стали объединяются, нагреваются и забиваются молотком до тех пор, пока два листа не будут сплавлены вместе, чтобы сформировать заготовку или пруток. Затем пруток складывают, нагревают и снова забивают молотком. Этот процесс продолжается до тех пор, пока не будет сформировано несколько слоев. Лезвия, сваренные по типовой схеме, состоят примерно из 40 слоев. Лезвия обработаны кислотным травлением после полировки, чтобы сделать дамасские складки более заметными, что сделало знаменитые волнистые и скрученные узоры более заметными.
В частности, два слоя железа и стали объединяются, нагреваются и забиваются молотком до тех пор, пока два листа не будут сплавлены вместе, чтобы сформировать заготовку или пруток. Затем пруток складывают, нагревают и снова забивают молотком. Этот процесс продолжается до тех пор, пока не будет сформировано несколько слоев. Лезвия, сваренные по типовой схеме, состоят примерно из 40 слоев. Лезвия обработаны кислотным травлением после полировки, чтобы сделать дамасские складки более заметными, что сделало знаменитые волнистые и скрученные узоры более заметными.
Хотя сварные по шаблону лопатки из дамасской стали содержат менее 1% углерода, они превосходят свои старые аналоги из Wootz стали, поскольку содержат гораздо меньше примесей и сделаны с однородными слоями.Эта процедура сварки по шаблону является основным методом, используемым в наши дни для изготовления ножей из дамасской стали.
Эксклюзивное кислотное травление — Мы видели, как при сварке по образцу и ковке стали применять кислотное травление на лезвия из дамасской стали, чтобы выделить воду и узор скручивания. Однако некоторые производители имитируют сварку по шаблону, применяя кислотное травление или лазерное травление для лезвий из углеродистой или нержавеющей стали. Они считаются поддельными лезвиями из дамасской стали, поскольку они в основном сделаны с целью эстетического запечатления узоров в дамасском стиле на более дешевых лезвиях.В результате они не обладают качествами, присущими клинку из дамасской стали.
Однако некоторые производители имитируют сварку по шаблону, применяя кислотное травление или лазерное травление для лезвий из углеродистой или нержавеющей стали. Они считаются поддельными лезвиями из дамасской стали, поскольку они в основном сделаны с целью эстетического запечатления узоров в дамасском стиле на более дешевых лезвиях.В результате они не обладают качествами, присущими клинку из дамасской стали.
Мой нож из дамасской стали настоящий или подделка?
Трудно определить, является ли ваш нож из дамасской стали настоящим ножом из дамасской стали или подделкой, просто осмотрев нож невооруженным глазом. Чтобы определить подлинность клинка из дамасской стали — нужно отполировать фрагмент клинка до тех пор, пока узор не исчезнет. Затем вы погружаете лезвие в кислотный раствор.В дамасской стали Wootz или стали, сваренной по шаблону, первоначальный рисунок будет проявляться снова после погружения лезвия в раствор кислоты. У поддельного дамасского ножа лезвие будет однородным, оставляя произвольно отмеченную поверхность.
Подлинные исторические методы изготовления ножей из дамасской стали из вутц-стали — это утерянное искусство. В наши дни узорчатая сварка является наиболее распространенным методом изготовления ножей из дамасской стали. Таким образом, если у вас есть сваренный по шаблону нож из дамасской стали с кислотным травлением, это настоящий нож из дамасской стали.
Кроме того, как указывалось ранее, ножи из дамасской стали, сваренные по шаблону, прочнее, чем их исторические аналоги, поскольку они содержат меньше примесей и изготовлены из однородных слоев.
Как узнать, настоящий ли мой дамасский нож?
Существует множество контрольных признаков, по которым вы можете определить, настоящий ли ваш дамасский нож или подделка. Прежде всего, если дамасский нож выделяет очень сложные, детализированные и неестественные рисунки (а не общие водянистые, складчатые, лестничные, волнистые, завитки, капли дождя или перья), это, скорее всего, незаконно.
Кроме того, просто проверив последовательность узоров на вашем ноже, вы сможете определить, настоящий ли это дамасский нож. Настоящий нож из дамасской стали подчеркнет однородные складки и узоры на лезвии, режущей кромке лезвия, позвоночнике, валике ножа и хвостовике ножа. Кроме того, складки на обухе ножа являются признаком того, что лезвие изготовлено из настоящей дамасской стали.
Настоящий нож из дамасской стали подчеркнет однородные складки и узоры на лезвии, режущей кромке лезвия, позвоночнике, валике ножа и хвостовике ножа. Кроме того, складки на обухе ножа являются признаком того, что лезвие изготовлено из настоящей дамасской стали.
Однако иногда валик, хвостовик и позвоночник ножа (в пределах рукоятки ножа) полируются, что устраняет складки на рукоятке.Следовательно, если узор отсутствует на корешке ножа или частях рукоятки, это не обязательно означает, что нож не является подлинным ножом из дамасской стали.
Распространенные заблуждения
Одно распространенное заблуждение — если на корешке ножа нет складок дамасского узора, это нереально. Это утверждение носит косвенный характер, так как складки дамасской стали можно отполировать, и часто это делается для того, чтобы нож был более эстетичным. В некоторых случаях валик и приклад ножа полируются латунью, в то время как корешок полируется, а затем подвергается обработке для добавления декоративной обработки пилкой. Поэтому важно смотреть на другие признаки вместе, чтобы определить пригодность ножа (например, на плотность складок).
Поэтому важно смотреть на другие признаки вместе, чтобы определить пригодность ножа (например, на плотность складок).
Другое распространенное заблуждение — ножи из дамасской стали, подвергшиеся кислотной обработке, не являются настоящими ножами из дамасской стали. Это неправда, так как лезвия из подлинной вутц-стали и лезвия из дамасской стали, сваренные по настоящему образцу, после полировки подвергаются кислотному травлению, чтобы сделать изгибы и узоры из дамасской стали более заметными. Однако только тогда, когда кислотное травление или лазерное травление выполняется исключительно на более дешевых лезвиях, таких как нержавеющая или углеродистая сталь, без наслоения или плавления стали, дамасский нож считается подделкой.
Заключение
Ножи из дамасской стали бывают разных форм, размеров и цен. Они долгое время считались охотничьими ножами премиум-класса благодаря использованию высококачественных материалов, чрезмерной кузнечной сварке и способности выполнять множество задач. Благодаря повышенной функциональности, универсальности и высокому спросу, эти ножи легко воспроизвести с использованием оригинальных методов. Таким образом, естественно возникает вопрос — настоящий ли мой дамасский нож или поддельный из дамасской стали?
Благодаря повышенной функциональности, универсальности и высокому спросу, эти ножи легко воспроизвести с использованием оригинальных методов. Таким образом, естественно возникает вопрос — настоящий ли мой дамасский нож или поддельный из дамасской стали?
Вот и ответ — ножи из дамасской стали, сваренные по шаблону, являются настоящими ножами из дамасской стали.Сталь Wootz использовалась для изготовления дамасских ножей в исторические времена, однако этот процесс — утерянное искусство. В наше время сварка по образцу — это основной процесс изготовления ножей из дамасской стали. Лезвия, сваренные по шаблону, столь же прочные, если не более сильные, чем их исторические аналоги из стали Wootz. С другой стороны, лезвия из углеродистой или нержавеющей стали, подвергнутые кислотному или лазерному травлению исключительно для изготовления знаменитых узоров из дамасской стали, считаются поддельными дамасскими ножами.
Кроме того, некоторые контрольные признаки, подтверждающие подлинность вашего ножа из дамасской стали, включают последовательные складки на лезвии, режущей кромке, позвоночнике и рукоятке. Тем не менее, также является обычной практикой полировка складок дамасской стали на корешке ножа, латунном валике и обухе ножа — поэтому эта стратегия не является исчерпывающим методом определения подлинности вашего лезвия из дамасской стали.
Тем не менее, также является обычной практикой полировка складок дамасской стали на корешке ножа, латунном валике и обухе ножа — поэтому эта стратегия не является исчерпывающим методом определения подлинности вашего лезвия из дамасской стали.
Если вас интересуют настоящие ножи из дамасской стали, вы можете сделать это на Frontier Blades.
Создание лезвия, сваренного по шаблону
… Один, изобретательный кузнец, может сделать много оружия для использования на войне, когда он выковывает шлем или набедренный меч для человеческого боя, или боевой корсет, сияющий клинок или диск щита, и может приваривать их к полету копья.
из стихотворения Дары мужчин , найденного в Эксетерской книге (ок. 975 г. н.э.), в переводе С.А.Дж. БрэдлиТаков кузнец Роберт П. Шиан-Норвалт из Hammer Forge & File Inc., горячая кузница в самом сердце Соединенных Штатов. Роберт великодушно согласился представить подробное руководство по алхимии, которую он практикует каждый день — изготовлению сварных лезвий с мелким узором, как это практиковалось англосаксами, викингами и многими другими культурами, жизнь которых зависела от их стали.
 В этой первой части руководства рассматриваются современные методы ковки и удаления припусков для новичков. Во второй части будут рассмотрены «Методы периодической сварки по образцу». Часть третья будет называться «От печи и руды до лезвия».Я очень рад представить работу этого талантливейшего кузнеца клинков. Октавия Рэндольф
В этой первой части руководства рассматриваются современные методы ковки и удаления припусков для новичков. Во второй части будут рассмотрены «Методы периодической сварки по образцу». Часть третья будет называться «От печи и руды до лезвия».Я очень рад представить работу этого талантливейшего кузнеца клинков. Октавия Рэндольф Лезвие, сваренное по шаблону, часто имитируется с использованием современных методов травления, но никогда не повторяется в его величии.
Роберт П. Шьян-Норвалт
Я слышал так много романтических объяснений этого феномена. Почему любой мужчина решил любить эту сталь так, как я, в тот день и в том возрасте, в котором я родился? Вулканец сошел бы с ума, пытаясь понять это! Для Джима Боуи и Дэви Кроше это имеет смысл.Для Александра Македонского и Ганнибала? О чем интересно? Они использовали атомную бомбу своего времени: сталь, сваренную по образцу!
Когда я был маленьким мальчиком, мне едва исполнилось пять лет, я увидел в словаре изображение кентавра. Получеловек, наполовину лошадь, и в руке у него был меч. И меня зацепило. И я посмотрел старые фильмы Стива Ривза «Геркулес», и меня зацепило еще глубже. Затем постеры Францетты «Конан-варвар» и комиксы Роя Томаса и Барри Виндзор-Смита. Затем вышел первый фильм Арнольда о Конане, и еще до того, как закончились вступительные титры, я знал, чем буду заниматься всю оставшуюся жизнь.Загадка стали!
Получеловек, наполовину лошадь, и в руке у него был меч. И меня зацепило. И я посмотрел старые фильмы Стива Ривза «Геркулес», и меня зацепило еще глубже. Затем постеры Францетты «Конан-варвар» и комиксы Роя Томаса и Барри Виндзор-Смита. Затем вышел первый фильм Арнольда о Конане, и еще до того, как закончились вступительные титры, я знал, чем буду заниматься всю оставшуюся жизнь.Загадка стали!
Мое официальное знакомство с оружием людей, помимо охоты на белок с дядей Доном и стрельбы по глиняным голубям со старшеклассником, пришло на три недели моей базовой военной подготовки весной 1979 года. Это была не мощная винтовка, но она потрясающая. , способность убивать на дальних дистанциях и разрушительный эффект этого патрона 7,62 в стальной оболочке, который потряс меня — так же сильно, как и штык, который зажимает конец. Близко и лично.
Я уволился со службы в ВДВ армии США в июле 1994 года.В том же году я пошел на реконструкцию гражданской войны недалеко от Эльноры, штат Индиана, и увидел кузнеца, работающего над кабарским стилем — Боуи, как я узнал позже, — ножом, и наблюдал за ним часами. Казалось, что сталь шевелится сама по себе.
Казалось, что сталь шевелится сама по себе.
«Что это такое»? — спросил я, указывая на лезвие.
Он инстинктивно знал по тону моего голоса, что я не спрашивал, что это за «за» нож и к какой эпохе он принадлежал. Он знал, что я спрашиваю о самой стали. «Это Дамаск», — сказал он.
«Научи меня»? Я спросил.Но я не спрашивал. Я требовал, и он знал это. Он игнорировал меня несколько часов. Наконец, ближе к концу дня, когда я простоял в шоке и молчал в течение многих часов и не собирался уходить, он пригласил меня в свой магазин на несколько уроков. Прошло 16 лет, а меня это до сих пор пугает.
Я решил сначала показать современный метод, который поможет большему количеству людей начать работу раньше, с меньшим количеством суеты и путаницы. Многие люди разочаровываются еще до того, как они начали, по любому количеству причин.Может, кузнецу негде. Или они предполагают, что это будет непомерно дорого. Или без Учителя, который учил бы их на практике, им не хватало уверенности. В конце концов, когда они действительно начинаются, неизбежные неудачи воспринимаются как постоянные, и люди сдаются.
В конце концов, когда они действительно начинаются, неизбежные неудачи воспринимаются как постоянные, и люди сдаются.
Все дело в желании. Если вы действительно хотите сделать лезвие, сваренное по шаблону, вы можете это сделать. А проявив немного терпения, времени и силы духа, сделайте клинок, которым можно будет гордиться. Позже мы сделаем серию: «От печи до лезвия», выплавляя и железо, и сталь, и сваря по образцу наши собственные лезвия периода миграции, используя методы древних гауликов, римлян, франкских меровингов и викингов.Мы сравним это с японскими и филиппино-индонезийскими методами и будем благословлены жребием.
Можно получить сколь угодно «аутентичный» и «пуристический», следуя традиционным методам, о которых мы поговорим позже, без неуважения со стороны автора. Я люблю делать это, «как они». Но если говорить о чистой прибыли и доходах, по крайней мере, о налогах, это не всегда такая уж хорошая идея. Я считаю, что каждому представителю этого жанра есть что предложить. Некоторые — вроде меня — иногда в этом Путешествии по кузнечному делу находят время, чтобы перейти от необработанной руды к блестящему острому лезвию, отбросив все мысли о прибыли и «получить то, что стоит».Древнее кузнечное дело … Это азарт, не похожий ни на какой другой, и он вызывает уважение к мастерам старины. Я начал с угольной жаровни за 5 долларов, женского фена за 10 долларов, двухдолларов использованных и подвергшихся злоупотреблению молотка с шаровой головкой и бесплатного шестидюймового куска железнодорожных путей в качестве наковальни. Это не было необычно. Я не работал быстро. Но это сработало.
Некоторые — вроде меня — иногда в этом Путешествии по кузнечному делу находят время, чтобы перейти от необработанной руды к блестящему острому лезвию, отбросив все мысли о прибыли и «получить то, что стоит».Древнее кузнечное дело … Это азарт, не похожий ни на какой другой, и он вызывает уважение к мастерам старины. Я начал с угольной жаровни за 5 долларов, женского фена за 10 долларов, двухдолларов использованных и подвергшихся злоупотреблению молотка с шаровой головкой и бесплатного шестидюймового куска железнодорожных путей в качестве наковальни. Это не было необычно. Я не работал быстро. Но это сработало.
Другие, в том числе и я, покупают современные материалы и используют их для снятия чистых материалов. Иногда вначале мой бюджет был ограничен, и я был вынужден использовать вторсырье.Например: я могу использовать ряд металлолома, начиная от переработанного кованого железа, листовых рессорных сталей для легковых автомобилей, рессорных сталей для сельскохозяйственных машин, инструментальных сталей и т. Д., А также размещать заготовки и кузнечно сваривать их, а затем использовать съем и методы обработки, позволяющие создавать прекрасные экзотические узоры на самой стали. С функциональной и эстетической точки зрения, некоторые из самых красивых, упругих и прочных лезвий, когда-либо сделанных в истории человечества, были сварены по шаблону. И, как я показываю здесь, утилизированная старая сталь с осей грузовиков, пильных полотен, плуговых ножниц может быть использована для преобразования современной стали в меч, копье, топор, саксофон или нож.С появлением современного оборудования и тем фактом, что большинство читающих людей будут «горожанами», я полагаю, мы также должны признать напряженные бюджеты, ограниченное время и тесноту нашего современного мира и каким-то образом найти осуществимый подход, чтобы сделать древнее искусство. Не у всех есть доступ к угольной кузнице. Не все живут в местах, где это разрешено. Может быть, вы найдете школы, в которых разрешены газовые кузницы на отделении искусств? Может быть, у вас есть семья, которая живет в сельской местности, которая позволит вам открыть небольшую кузницу по оружию?
Д., А также размещать заготовки и кузнечно сваривать их, а затем использовать съем и методы обработки, позволяющие создавать прекрасные экзотические узоры на самой стали. С функциональной и эстетической точки зрения, некоторые из самых красивых, упругих и прочных лезвий, когда-либо сделанных в истории человечества, были сварены по шаблону. И, как я показываю здесь, утилизированная старая сталь с осей грузовиков, пильных полотен, плуговых ножниц может быть использована для преобразования современной стали в меч, копье, топор, саксофон или нож.С появлением современного оборудования и тем фактом, что большинство читающих людей будут «горожанами», я полагаю, мы также должны признать напряженные бюджеты, ограниченное время и тесноту нашего современного мира и каким-то образом найти осуществимый подход, чтобы сделать древнее искусство. Не у всех есть доступ к угольной кузнице. Не все живут в местах, где это разрешено. Может быть, вы найдете школы, в которых разрешены газовые кузницы на отделении искусств? Может быть, у вас есть семья, которая живет в сельской местности, которая позволит вам открыть небольшую кузницу по оружию?
Есть много способов подойти к лопатке, полученной сваркой по шаблону и с дифференциальной закалкой. Но давайте не будем смешивать узорную сварку с вутцем или дамасской сталью. Все эти методы, кельтские, персидские / арабские, франкские, германские, скандинавские, японские, филиппинские и т. Д., В некоторой степени связаны, но мало изменились на протяжении веков, подчиняются законам физики и все же различаются по подходам. и окончательный результат.
Но давайте не будем смешивать узорную сварку с вутцем или дамасской сталью. Все эти методы, кельтские, персидские / арабские, франкские, германские, скандинавские, японские, филиппинские и т. Д., В некоторой степени связаны, но мало изменились на протяжении веков, подчиняются законам физики и все же различаются по подходам. и окончательный результат.
Лезвие, сваренное по узору, часто имитируется с использованием современных методов травления, но никогда не повторяется в его величии. Большинство из этих методов и процедур были подробно рассмотрены многими великими кузнецами, историками, металлургами, документалистами, реконструкторами и коллекционерами по всему миру.В конце этого веб-урока мы предложим заинтересованным студентам библиографию, чтобы глубже погрузиться в мир изготовления лезвий, сваренного по образцу. Ежегодно по обе стороны пруда проводятся десятки книг, кассет и демонстраций. Немного покопавшись в Интернете, вы можете найти буквально сотни сайтов и производителей лезвий, которые помогут вам. Один из самых простых способов продвинуться вперед в этом жанре — просто купить журнал Blade в местном газетном киоске.
Один из самых простых способов продвинуться вперед в этом жанре — просто купить журнал Blade в местном газетном киоске.
Куда бы я ни пошел, я встречаю новую школу, которая «заново изобрела» и «воскресила» искусство изготовления лезвий, сваренных по шаблону.Не так. Искусство никогда не вымирало полностью в Малой Азии и Индонезии, а за последние 45 лет бурно развивалось в США, Великобритании и Европе.
Давай перейдем к делу. Вам, естественно, захочется прочитать все, прежде чем что-либо начинать, чтобы вы могли получить представление о том, как разворачивается процесс. И, конечно же, вы будете соблюдать высочайшие стандарты безопасности, защиты собственного здоровья и окружающей среды. Огонь есть огонь.
Современный метод сварки образцов путем штабелирования и складывания заготовок.
1. Стальная подготовка. Сначала выберите стали, которые «любят» сваривать. Оставайтесь в диапазоне от умеренного до высокого содержания углерода. Теперь я американец, а точнее Hoosier, шотландского происхождения. Итак, я расскажу о стали от нашего Американского института черной металлургии (AISI) и Общества автомобильных инженеров (SAE). Некоторые металлы, особенно в широком диапазоне инструментальных сталей, очень трудно поддаются ковке-сварке легко вручную каждый раз, и они могут создавать чрезмерное напряжение друг относительно друга при отпуске.С другой стороны, из этих высокоуглеродистых сплавов получаются отличные кромки и очень прочные и упругие лезвия, которые могут удерживать кромку без поломки.
Итак, я расскажу о стали от нашего Американского института черной металлургии (AISI) и Общества автомобильных инженеров (SAE). Некоторые металлы, особенно в широком диапазоне инструментальных сталей, очень трудно поддаются ковке-сварке легко вручную каждый раз, и они могут создавать чрезмерное напряжение друг относительно друга при отпуске.С другой стороны, из этих высокоуглеродистых сплавов получаются отличные кромки и очень прочные и упругие лезвия, которые могут удерживать кромку без поломки.
Каждая стальная полоса должна быть очищена от масла, ржавчины или любых загрязнений, которые позже проявятся в виде включений шлака. На этом изображении я разрезал по длине и ширине, различной толщины от 0,030 до 1/4 дюйма прутки из кованого железа 1860-х годов, полученного трижды луженной лужей, из высокоуглеродистого сплава L6 и стали 1084- 1095. Это та «заготовка», с которой мы начинаем.Обязательно держите утюг посередине заготовки. Это позволит получить три разных цвета в окончательном травлении с большим цветовым контрастом между железом и сталью. Уловка здесь с таким совершенно другим продуктом заключается в термической обработке, о которой мы подробнее поговорим позже.
Уловка здесь с таким совершенно другим продуктом заключается в термической обработке, о которой мы подробнее поговорим позже.
Я очищаю каждую полосу с помощью шлифовальной ленты с зернистостью 80, затем очищаю раствором TSP (тринатрийфосфат, доступен в любом хозяйственном магазине). Затем я складываю их в рыхлую заготовку, используя низкоуглеродистую проволоку, следя за тем, чтобы область и руки были чистыми.Я помещаю стопку в тиски и очень плотно стягиваю ее. «X» оборачивают проволоку, и как только я отпускаю, напряжение в пружинной стали увеличивается, чтобы плотно прилегать к проволоке. Здесь я сделал 7 заготовок по 28 слоев каждая, для начальной заготовки 196, после того, как все они были сварены и вытянуты, я снова сложил партию и с двумя стержнями 1/4 дюйма из 1095 на финальном внешнем сварном шве, чтобы гарантировать меньшие потери шлака от окисления.
Переработанные материалы, вид сверху. Использование переработанных материалов — это нормально и помогает с бюджетом, но недостатком является то, что время от времени вы думаете, что у вас есть «такая-то» сталь, а при термообработке вы обнаружите другое.
В качестве примера, это 15-слойная заготовка «короткого стека» для защиты. Обратите внимание на это фото на сердечник из темного кованого железа.
Работайте с одной стороны, затем с другой.
Вы можете начать с 7-10 очень толстых слоев, горячей резки и складывания. Вы можете сделать, как я здесь, и начать с 20-50 очень тонких слоев, сварить их, очистить и снова сложить. Нет такой вещи, как «жульничество», если только вы не выставляете счет определенным образом. Позже мы покажем изображения обоих этих методов, и вы выберете то, что подходит именно вам.
Теперь поговорим о флюсовании и первом критическом сварном шве. Если вы когда-нибудь замечали, каждый современный сварочный электрод покрыт красивым ровным слоем флюса. Не углубляясь в современный урок по сварке сердечника из флюса, магния, с высоким содержанием никеля, чугуна, MiG, TiG, пайки и всех флюсов для каждого свариваемого материала, я дам общий обзор флюса, используемого в лопатках для узорчатой сварки. из высокоуглеродистых сталей. При современной сварке, когда электрод ударяется о заземленную металлическую поверхность, в системе на 220 ампер электрическая дуга образует мгновенную лужу расплавленной стали, тем самым плавя присадочный стержень в «желобе», создаваемом силой электрического тока и, следовательно, «Бусинка» проходит по стали.Сплав присадочного металла смешивается со свариваемой сталью, и, поскольку флюс сохраняет сварной шов в чистоте, он способствует качественному, прочному, долговечному соединению одного металла с другим. Это не подходящее для школы определение, но оно объясняет причину, по которой мы, как сварщики по моделям, производители дамасской стали и т. Д.,… Должны иметь жизнеспособный флюс при выполнении кузнечных сварных швов.
из высокоуглеродистых сталей. При современной сварке, когда электрод ударяется о заземленную металлическую поверхность, в системе на 220 ампер электрическая дуга образует мгновенную лужу расплавленной стали, тем самым плавя присадочный стержень в «желобе», создаваемом силой электрического тока и, следовательно, «Бусинка» проходит по стали.Сплав присадочного металла смешивается со свариваемой сталью, и, поскольку флюс сохраняет сварной шов в чистоте, он способствует качественному, прочному, долговечному соединению одного металла с другим. Это не подходящее для школы определение, но оно объясняет причину, по которой мы, как сварщики по моделям, производители дамасской стали и т. Д.,… Должны иметь жизнеспособный флюс при выполнении кузнечных сварных швов.
Flux — это не волшебство. Флюс — это флюс, и он НИЧЕГО не делает, НО поддерживает чистоту слоев до тех пор, пока у вас не появится возможность в кузнице сварить их в твердую металлическую «заготовку».В кузнечном мире можно услышать всякую фантастическую чушь. Какой-то парень закапывал металлические опилки. Не годится для меня. Я не хочу потом металлургических сюрпризов при шлифовании. Некоторые говорят, что нужно смешивать такое же количество кварцевого песка с флюсовой смесью, и хотя это приводит к резкому «всплеску» при сварке, я не смог определить, действительно ли это помогает сварке. С другой стороны, то, что я использую, работает. Это относительно недорого, и я уже упоминал — работает. Я использую старый стандарт, но с небольшой поправкой.Я использую мыло Mule Team Borax. Я беру мыло и готовлю его на кислородно-ацетиленовой горелке, пока оно не начнет пузыриться, влага из мыла не рассеется, образуя сухую массу. После варки до получения твердой массы, то есть без воды, она просеивается и смешивается с одной 10-й частью борной кислоты и 2 фунтовой банкой высокотемпературного многоцелевого сварочного флюса, такого как Harris brand ™ здесь, в Америке. Подойдет любой хороший сильный тепловой поток, предназначенный для черных металлов. Свою я покупаю в местном дилерском центре по сварке.
Какой-то парень закапывал металлические опилки. Не годится для меня. Я не хочу потом металлургических сюрпризов при шлифовании. Некоторые говорят, что нужно смешивать такое же количество кварцевого песка с флюсовой смесью, и хотя это приводит к резкому «всплеску» при сварке, я не смог определить, действительно ли это помогает сварке. С другой стороны, то, что я использую, работает. Это относительно недорого, и я уже упоминал — работает. Я использую старый стандарт, но с небольшой поправкой.Я использую мыло Mule Team Borax. Я беру мыло и готовлю его на кислородно-ацетиленовой горелке, пока оно не начнет пузыриться, влага из мыла не рассеется, образуя сухую массу. После варки до получения твердой массы, то есть без воды, она просеивается и смешивается с одной 10-й частью борной кислоты и 2 фунтовой банкой высокотемпературного многоцелевого сварочного флюса, такого как Harris brand ™ здесь, в Америке. Подойдет любой хороший сильный тепловой поток, предназначенный для черных металлов. Свою я покупаю в местном дилерском центре по сварке. Я все это очень хорошо перемешиваю, просеиваю и перемешиваю каждый раз, когда работаю.
Я все это очень хорошо перемешиваю, просеиваю и перемешиваю каждый раз, когда работаю.
Осторожно: в целях безопасности всегда надевайте защитные очки, рассчитанные на высокую ударопрочность, и никогда не касайтесь флюса голыми руками. Тогда… не трогайте себя или кого-либо еще, предварительно не вымывшись. Не прикасайтесь к глазам, носу, рукам,… э,… частям тела флюсом на голых пальцах. Ой.
Борная кислота любит вкус огнеупора, и под этим я подразумеваю, что борная кислота легко разъедает внутренности вашей газовой кузницы, и я так выложил свои кузницы керамической пластиной, чтобы не приходилось слишком часто заменять кузницы, но если вы много свариваете кузницу, вам время от времени придется повторно огнеупать свои газовые кузницы.Я использую текучие огнеупоры с температурой 2800 градусов. Я также настоятельно рекомендую приобрести очки из дидима, когда температура ковки превысит вишнево-красный цвет. Все, что превышает 900 градусов F (480 c), лучше всего иметь защиту от высоких температур для ваших глаз.
Не все современные флюсы подходят для того, что мы делаем здесь с высокоуглеродистыми сталями, хотя многие флюсы для припоя из серебра могут сделать весь гамбит. Но по цене и объему, для того, что мы делаем, — для железа с высоким содержанием углерода и железа с низким содержанием углерода все вышеперечисленное работает отлично.Не используйте флюс, предназначенный ТОЛЬКО для нержавеющей стали, алюминия или припоя, или ТОЛЬКО для латуни, бронзы или меди. Следуя отраслевым спецификациям, вы не ошибетесь, ребята.
Я не просто сую заготовку в огонь. Я кладу его на крышку кузницы, пока она поднимает температуру, вешаю перед дверью и перемещаю взад и вперед. Это для того, чтобы металл не был внезапно сотрясаемым. Я поднимаю заготовку выше вишнево-красного цвета в (нейтральное пламя) и вскоре перехожу к (карборирующему пламени).После этого я вынимаю его и наношу первую порцию флюса на всю заготовку, стараясь попасть в слои. Я использую для этого столовую ложку и держу заготовку над пустой банкой из-под кофе. Сначала нанесенный флюс может скручиваться и отслаиваться, но как только заготовка достигает температуры, близкой к температуре сварки, флюс будет полностью жидким, шипящим и пузырящимся в кузнице.
Сначала нанесенный флюс может скручиваться и отслаиваться, но как только заготовка достигает температуры, близкой к температуре сварки, флюс будет полностью жидким, шипящим и пузырящимся в кузнице.
Вот несколько снимков операции. В этом первом снимке я уже сделал «более прохладное» 1-е приложение и очень обильно добавляю его к оранжевой тепловой заготовке.Он будет возвращаться в кузницу до тех пор, пока хорошо не пропитается заготовкой на ОБЕИХ СТОРОНАХ.
Как я уже упоминал, у меня есть старый контейнер для кофейных банок, который я использую для повторного просеивания флюса каждый раз, когда использую его. Я ковую и кладу его в ведро с песком, чтобы потом вычерпать остатки. Немного песка никогда не повредит флюсу. Теперь снова в огне.
Флюс «шипит», заготовка, прошедшая оранжевый нагрев, превращается в темно-соломенно-желтый, но не совсем чистый белый цвет. Это очень слабое искрение, но не красное замыкание и не «поджигание» стали.Многие из действительно высокоуглеродистых сталей любят накоротко на вас и «рассыпаются» по краям. Кованое железо такое, и у меня тоже много проблем со сталью для шарикоподшипников (серия 52100). Температурный диапазон очень важен, и вы испортите немало, прежде чем приступить к работе. В очках из дидима ваша заготовка должна быть ЕДИНОЙ по цвету, без более темных пятен. Удалите заготовку быстро, но безопасно и надежно, расположив наковальню очень близко к кузнице, а молоток установлен сверху и предварительно нагревая поверхность наковальни до черного тепла, пока вы ждали, пока заготовка будет готова, а теперь , подари ей маленький приятный поцелуй.Это единственный способ объяснить это. Не ударяйте молотком, доказывая свою мужественность. Просто позвольте молотку упасть, я использую трехфунтовку для начальных сварных швов, когда делаю это вручную, с «чуть-чуть» позади него. Теперь, если я использую восьмифунтовый молоток. Я называю это своей «большой собакой на маленькой палке», а потом просто позволяю молотку упасть сама по себе. Он идеально подходит для первой поездки по заготовке.
Кованое железо такое, и у меня тоже много проблем со сталью для шарикоподшипников (серия 52100). Температурный диапазон очень важен, и вы испортите немало, прежде чем приступить к работе. В очках из дидима ваша заготовка должна быть ЕДИНОЙ по цвету, без более темных пятен. Удалите заготовку быстро, но безопасно и надежно, расположив наковальню очень близко к кузнице, а молоток установлен сверху и предварительно нагревая поверхность наковальни до черного тепла, пока вы ждали, пока заготовка будет готова, а теперь , подари ей маленький приятный поцелуй.Это единственный способ объяснить это. Не ударяйте молотком, доказывая свою мужественность. Просто позвольте молотку упасть, я использую трехфунтовку для начальных сварных швов, когда делаю это вручную, с «чуть-чуть» позади него. Теперь, если я использую восьмифунтовый молоток. Я называю это своей «большой собакой на маленькой палке», а потом просто позволяю молотку упасть сама по себе. Он идеально подходит для первой поездки по заготовке. Обратите внимание, что мы достигли почти белого каления на моей газовой кузнице с двумя горелками; при расходе пропана 12–15 фунтов на квадратный дюйм, для достижения тепла при сварке требуется 15–30 минут.Я должен сказать, что для достижения этой температуры мне пришлось модифицировать форсунки внутри газовой трубки. Я взял мой кислородно-ацетиленовый очиститель для горелок и развернул отверстия, пока не смог получить 2300+ градусов, которые мне нужны для этой операции. У меня есть еще одна кузница для декоративных работ, в которой я не просверливал отверстия для распыления, и работает с давлением всего 4-6 фунтов. Но для кузнечной сварки я использую «полнопроходной». Это громко, жарко и, можно сказать, опасно. Десять лет назад, когда был сделан этот снимок, у меня в магазине стояли танки с противопожарными одеялами.Теперь у меня есть 250-галлонный «резервуар для свиней» (газовый баллон, пропановый или натуральный, который стоит вертикально и вроде как, как вы догадались, свинья) снаружи, с отдельными регуляторами и обратными клапанами.
Обратите внимание, что мы достигли почти белого каления на моей газовой кузнице с двумя горелками; при расходе пропана 12–15 фунтов на квадратный дюйм, для достижения тепла при сварке требуется 15–30 минут.Я должен сказать, что для достижения этой температуры мне пришлось модифицировать форсунки внутри газовой трубки. Я взял мой кислородно-ацетиленовый очиститель для горелок и развернул отверстия, пока не смог получить 2300+ градусов, которые мне нужны для этой операции. У меня есть еще одна кузница для декоративных работ, в которой я не просверливал отверстия для распыления, и работает с давлением всего 4-6 фунтов. Но для кузнечной сварки я использую «полнопроходной». Это громко, жарко и, можно сказать, опасно. Десять лет назад, когда был сделан этот снимок, у меня в магазине стояли танки с противопожарными одеялами.Теперь у меня есть 250-галлонный «резервуар для свиней» (газовый баллон, пропановый или натуральный, который стоит вертикально и вроде как, как вы догадались, свинья) снаружи, с отдельными регуляторами и обратными клапанами. Я ни разу не попал в аварию, но я слышал о парне, который попал в аварию, и «слова мудрым достаточно».
Я ни разу не попал в аварию, но я слышал о парне, который попал в аварию, и «слова мудрым достаточно».
Как вам все эти поты? Красиво сочетается с боевыми ботинками, не правда ли?
Теперь ниже мы смотрим на угол наклона молотка. Неважно, являетесь ли вы изящной кузнецкой, или подростком, или большим синяком с 22-дюймовым бицепсом, если ваш молоток не будет прямым, сливовым, ровным и в правильной ориентации относительно заготовки, вы испортите его.
Я слышу все это « делать, » про долбление. Не кладите палец на ручку. Не давитесь ручкой. Не позволяйте большому пальцу находиться слишком высоко. Все это великие знания, и от этого мастера-кузнецы чувствуют себя еще более «виртуозными», но на самом деле? Используйте больше запястий, меньше плеч? Больше плеч меньше локтя? Что бы вы ни делали и какой бы «философии молотка» вы ни придерживались, сделайте мне одолжение. Молоток прямой и точный и НЕ оставляет следов молотка на пластичной стали. Понятно? И не разрушайте свое тело из-за плохой кинезиологии. Используйте все свои суставы в ударе. Плечевая манжета ротора не зажата, локоть на линии не затянут, запястье задействовано, но не несет нагрузки, бедра прямо выровнены, и никогда не спускайте глаз с стали. Если это означает, что, как и я, обычно работаю в одиночку, отлично. Только не отвлекайся и, таким образом, … обижайся.
Используйте все свои суставы в ударе. Плечевая манжета ротора не зажата, локоть на линии не затянут, запястье задействовано, но не несет нагрузки, бедра прямо выровнены, и никогда не спускайте глаз с стали. Если это означает, что, как и я, обычно работаю в одиночку, отлично. Только не отвлекайся и, таким образом, … обижайся.
Здесь я повторно флюсую после нескольких начальных сварных швов. Имейте в виду, что не все снимки находятся в точном хронологическом порядке, потому что у меня под рукой нет профессиональных фотографов каждый день.
Теперь я провожу быстрое обследование без очков из дидима, чтобы убедиться, что я хорошо разглядываю вещи, и после очистки старого флюса я вижу, что сварной шов твердый, и я не получаю “ свет »между слоями. Если я начинаю светиться, сейчас, пока она еще горячая, самое время внести поправки. Убедитесь, что все области покрыты флюсом, а затем снова наденьте дидимиевые очки, чтобы убедиться, что я не имею дело с холодным шунтом. Холодный шунт — это пропущенный участок, обычно не заметный невооруженным глазом, из-за которого конечная заготовка в некоторых местах остается несваренной.Вот почему я настаиваю на равномерном нагревании и использую модные очки, чтобы убедиться, что меня не обманут. Другая заготовка в другой день, но это хороший снимок заготовки после первоначальной сварки, и после удаления старого флюса наносится новый.
Холодный шунт — это пропущенный участок, обычно не заметный невооруженным глазом, из-за которого конечная заготовка в некоторых местах остается несваренной.Вот почему я настаиваю на равномерном нагревании и использую модные очки, чтобы убедиться, что меня не обманут. Другая заготовка в другой день, но это хороший снимок заготовки после первоначальной сварки, и после удаления старого флюса наносится новый.
Я также скажу здесь пару слов о гидратации. При таких температурах в магазине может достигать 130–150 градусов по Фаренгейту (54–65 ° C), и за очень короткое время можно серьезно истощить электролиты. Так что пейте много воды или электролитного напитка и будьте осторожны.Теперь, после двух или трех походов в кузницу, она начинает вытягиваться, и я даю кузнице остыть до рабочей температуры , . Около 1000 градусов. Обратите внимание, насколько горячие эти щипцы? Почти как красный у заготовки! Вот почему вы видите кузнецов клинков с перчатками, кевларовыми рукавами и ведрами для воды только для щипцов, тогда как генерал Смит может уйти без перчаток вообще. Не я, папа! Мне нужно было всего один раз, чтобы капля горячего расплавленного шлака стекала по моему ботинку, и я коснулся только ОДНОЙ горячей заготовки голыми руками.В нашем бизнесе паранойя = меньше шрамов, меньше боли.
Не я, папа! Мне нужно было всего один раз, чтобы капля горячего расплавленного шлака стекала по моему ботинку, и я коснулся только ОДНОЙ горячей заготовки голыми руками.В нашем бизнесе паранойя = меньше шрамов, меньше боли.
Давайте поговорим о планировке магазина. Очень важно, чтобы закалочные ковши, резервуары — все, что вы в конечном итоге использовали — были рядом с местом работы во время кузнечной сварки. Я делаю это несколько проще и менее раздражающим, имея почти все в моем магазине на колесах. У меня наковальня и пень, когда они не используются, находятся сбоку на четырехколесной промышленной тележке, поэтому, когда мне это нужно, бах и кончиками от платформы, чтобы затвердеть, пока я работаю. Одна газовая кузница, резервуары, сварочные аппараты, резаки, вакуум, прессы, пильные столы, ящики для инструментов и все остальное, с чем я могу справиться, находится на роликах.В моем магазине мало места, и я считаю, что это помогает мне поддерживать порядок.
Мой прокатный комплект из трех вертикальных закалочных ванн.
Затем у меня есть прокатный комплект из трех вертикальных закалочных резервуаров для более длинных лезвий. Самый высокий и самый короткий — это масло, а тот, что слева, старая кислородная бутылка, — это рассол, и у меня также есть 4-дюймовая трубка из ПВХ для очистки от окалины в моей травильной комнате в подвале фермы. жилой дом. Я купил все это на свалке по цене 0,20 фунта.Пластина размером 1/4 дюйма была подарком друга, а цельнометаллические колесики стоили около 7 долларов каждая. Неплохая установка. Не на этой картинке, но теперь у него есть подвижная ручка и крышки верха с подкладкой из кайо-шерсти, которые помогают при вспышках. Поскольку я обычно выполняю закалку лезвий на открытом воздухе, в прокатной кузнице, это не имеет большого значения.
У меня есть одна 33-галлонная ванна из нержавеющей стали — см. Выше под моей основной кузницей — заполненная старым моторным маслом, и то же самое в небольшом фермерском ведре для небольших работ вне поля зрения.
Также имейте под рукой несколько огнетушителей, так как расплавленный шлак будет разбрызгиваться на 360 градусов — это может быть опасно, даже если вы защитили свою рабочую зону от огня. См. ниже.
См. ниже.
Это 100-фунтовый баран «Биг Блю». Я использовал его, всего год назад, у Джеффа Вудса из Франкфурта, штат Индиана, не было времени на это, и однажды я исправил некоторые конструктивные недостатки поршня, установил его на бетон и исправил воздушный цилиндр, чтобы он не работал. из головы барана она хорошо служила мне почти десять лет. Я использую двухступенчатый вертикальный воздушный компрессор на 17,5 лошадиных сил и объемом 80 галлонов (см. Ниже). Пока я не стою на нем часами, этого достаточно для рисования, обжима, штамповки, долбления, разделки и других задач.Я слышал, что сейчас ребята из Big Blue устранили эти проблемы, и, по словам Ури Хофи, с новой моделью вы можете сделать еще больше и лучше. Для меня, как для сварщика по шаблону, это больше не бесполезно. Вы можете производить сварку с помощью силового молота с приводом от двигателя или пневматического молота, но это требует практики, навыков, внимания к деталям и мягкости. Пусть вас не обманет вид этого «маленького» молотка. Конечно, по сравнению со старыми 250-500-фунтовыми баранами наших предков, она определенно легкая, НО она все равно прижмет ваши локти к глазным яблокам и оторвет вам запястья, если вы выровняете заготовку.Однажды и только однажды, , к моему огорчению , я позволил себе отвлечься на ученика в середине инсульта, и около года у меня было сухожилие в локте, держащем язык за мою глупость.
Конечно, по сравнению со старыми 250-500-фунтовыми баранами наших предков, она определенно легкая, НО она все равно прижмет ваши локти к глазным яблокам и оторвет вам запястья, если вы выровняете заготовку.Однажды и только однажды, , к моему огорчению , я позволил себе отвлечься на ученика в середине инсульта, и около года у меня было сухожилие в локте, держащем язык за мою глупость.
Отметим закалку маслом и рассолом. Я экспериментировал с трансмиссионной жидкостью, использовал легкое моторное масло, тунговое масло, льняное масло, арахисовое масло — все с разной степенью успеха для каждого типа стали. Для разных сталей необходимы разные закалочные среды. Некоторые из них предназначены для масла, поэтому «O» в O1, O2 и т. Д.«W» в W2, очевидно, означает тушение водой. «А» для воздуха. Лично я подогреваю масло и воду с помощью обогревателя, который можно купить в магазинах Farm и Country. Я нагреваю масло примерно до 100 градусов F (37 c), а воду примерно до 180 градусов (82 c), особенно зимним утром, когда масло загустевает.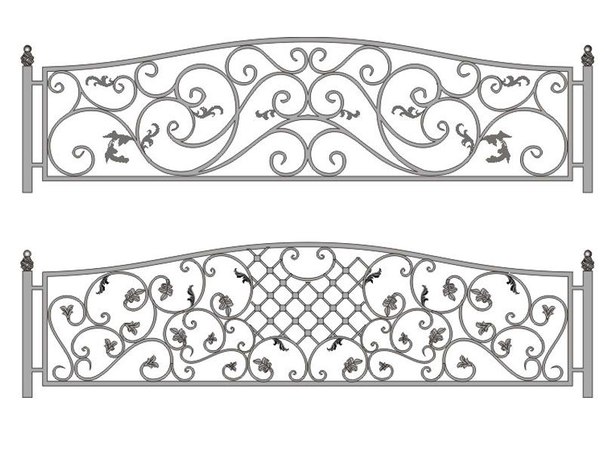 Почему? Чтобы не шокировать мою сталь. Подумайте обо всех этих маленьких атомах, движущихся так быстро после того, как вы их нагреете в холодный день в Индиане с отрицательными температурами, а затем взорвите их, вы потрясете их холодной водой. Вы бы тоже взломали.Также на картинке выше мой полировальный молоток, рабочая станция, «английское» колесо комбо, сделанное мистером Джимом МакКлэром из Нью-Лиссабон, Индиана, великим кузнецом и гениальным человеком. Никаких чертежей. Просто делает такие сумасшедшие вещи, и я очень благодарен за его мудрость. Моя щелевая мельница Бёрка, воздушный компрессор и всегда чудесная перфорированная доска. У меня есть 16-дюймовая двутавровая балка, идущая по ширине магазина, с пневмоподъемником, шкивами, рельсовыми направляющими, чтобы перемещать эти вещи, когда мне нужно. Так было не всегда, и мне приходилось поступать нелегко.Заметьте, у меня есть мощность для современных дугосварочных машин и 220 для шлифовального станка с квадратным колесом, висящего посреди цеха.
Почему? Чтобы не шокировать мою сталь. Подумайте обо всех этих маленьких атомах, движущихся так быстро после того, как вы их нагреете в холодный день в Индиане с отрицательными температурами, а затем взорвите их, вы потрясете их холодной водой. Вы бы тоже взломали.Также на картинке выше мой полировальный молоток, рабочая станция, «английское» колесо комбо, сделанное мистером Джимом МакКлэром из Нью-Лиссабон, Индиана, великим кузнецом и гениальным человеком. Никаких чертежей. Просто делает такие сумасшедшие вещи, и я очень благодарен за его мудрость. Моя щелевая мельница Бёрка, воздушный компрессор и всегда чудесная перфорированная доска. У меня есть 16-дюймовая двутавровая балка, идущая по ширине магазина, с пневмоподъемником, шкивами, рельсовыми направляющими, чтобы перемещать эти вещи, когда мне нужно. Так было не всегда, и мне приходилось поступать нелегко.Заметьте, у меня есть мощность для современных дугосварочных машин и 220 для шлифовального станка с квадратным колесом, висящего посреди цеха.
Существуют также стали с воздушной закалкой, и ОЧЕНЬ важно иметь правильную среду, используемую при правильной температуре и правильным образом. В противном случае вы здесь это «TINK», и у вас будет действительно хорошая трещина от напряжения на лезвии, на которое вы потратили много долгих часов, кузнечную сварку, шлифовку, долбление, травление и т. Д. Проблема с узорной сваркой в том, что вы скоро поймете, что просто о необходимости получения степени бакалавра металлургии для постоянной закалки и отпуска стали правильно .Иногда смешивание определенных закалочных сплавов в масле с закалкой на воздухе может быть уловкой, позволяющей получить нужное количество пружины, правильную вязкость и желаемую твердость по Роквеллу по желаемой шкале «с».
Стали, которые использовали наши мастера, не были современными сверхвысоколегированными. Но мы находим сегодня, какой философии создания лезвий вы придерживаетесь? — стандарт производительности установлен в месте, с которым могут сравниться только современные сплавы .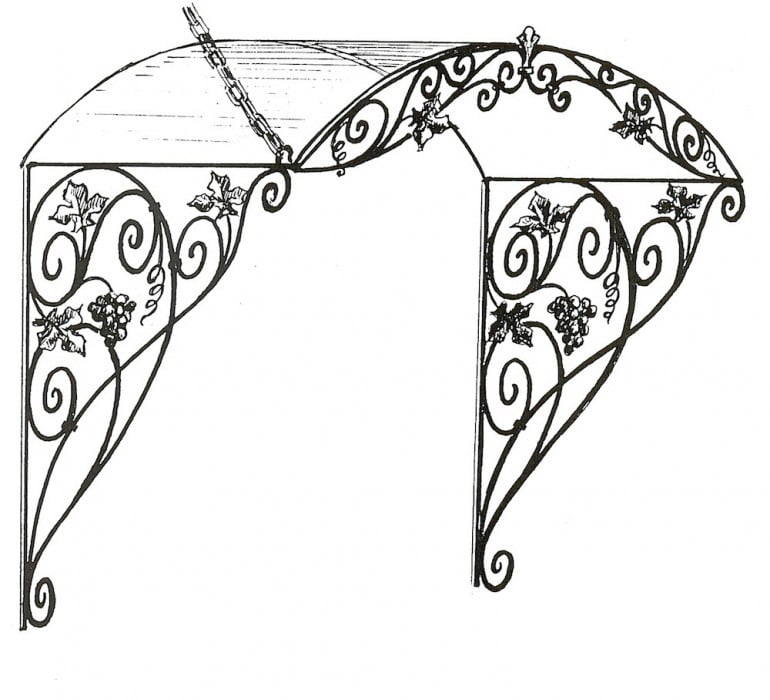 Несчастный случай для парня, пытающегося быть «традиционалистом» кузнецом клинка.Сделайте клинок по старинке из материалов периода миграции, и вы поймете, о чем я. Попробуйте убедить клиента использовать только кованое железо и умеренно углеродистую сталь 1050 в лезвии, а затем объясните, почему лезвие не прорезает шлакоблоки, деревья диаметром три фута и не обеспечивает большей устойчивости, чем hastalloy без 100 градусов. согнуть и привязать к истине Только не ожидайте, что пружинная сталь из умеренного углерода будет обладать всеми качествами 52100, и вы не разочаруетесь.
Несчастный случай для парня, пытающегося быть «традиционалистом» кузнецом клинка.Сделайте клинок по старинке из материалов периода миграции, и вы поймете, о чем я. Попробуйте убедить клиента использовать только кованое железо и умеренно углеродистую сталь 1050 в лезвии, а затем объясните, почему лезвие не прорезает шлакоблоки, деревья диаметром три фута и не обеспечивает большей устойчивости, чем hastalloy без 100 градусов. согнуть и привязать к истине Только не ожидайте, что пружинная сталь из умеренного углерода будет обладать всеми качествами 52100, и вы не разочаруетесь.
Для общих знаний и отличной справочной информации я НАСТОЯТЕЛЬНО рекомендую три книги полковника Джима Хрисуласа из Оружейной Саламандры: «Сваренный по образцу клинок», «Полного кузнеца клинков», а также «Мастер-кузнец клинков».[ISBN 0 = 87364-430-1 для начала] Его книги и видеоматериалы сделали для меня больше, чем кто-либо другой, но я также трублю в рог для этих великих мастеров. Погуглите эти имена и будьте готовы некоторое время сидеть и читать: Винс Эванс, Уильям «Билл» Моран, Дон Фогг, Дэрил Мейер, Кевин Кэшен, Чарльз Кейн, Уолли Хейс, Билли Марретт, Джейк Пауннинг, Патрик Барта из Чешской Республики , Айвор Лоутон из Великобритании и Йошиндо Йошихара — фантастический японский мастер-кузнец. Кто самый лучший, величайший, самый талантливый? У меня нет возможности судить, но это Мастера, которые помогли мне, и, надеюсь, когда-нибудь я смогу стать тем парнем для нескольких хороших мужчин и женщин-сварщиков моделей.
Кто самый лучший, величайший, самый талантливый? У меня нет возможности судить, но это Мастера, которые помогли мне, и, надеюсь, когда-нибудь я смогу стать тем парнем для нескольких хороших мужчин и женщин-сварщиков моделей.
Вернуться к нашему клинку. На этом этапе я взял 7 заготовок, как указывалось ранее, сварил их все в сплошную массу, придал им форму прутка и, используя отрезную пилу, нарезал их на полезные отрезки.
Недостатком отрезной пилы является то, что она удаляет много материала. Не столько факел, сколько больше, чем ленточная пила. У меня есть все три, но возьмите подбрасывание между 1/6 дюйма или около того потерей материала и временем, необходимым для настройки ленточной пилы для каждого пропила. Ваш опыт может отличаться, и здесь нет правильного или неправильного.
Окончательная вытяжка на одной из семи заготовок, обращая особое внимание на то, чтобы она не была тоньше 3/8 дюйма. Это последний раз, когда я работаю с этой конкретной сталью в таком горячем состоянии до следующей кузнечной сварки.
Финальная розыгрыш одной из семи заготовок.
Теперь я уберу срезанные слои с помощью угловой шлифовальной машины. У меня есть друг, у которого есть хороший шлифовальный станок для этого этапа, который делает заготовку намного чище, ровнее и однороднее, что является огромным преимуществом с точки зрения исключения включений шлака .
Я провел небольшое научное испытание на включениях шлака, когда я только начинал, и проверял ли я стержни горячей резки, гнутые или скрученные — как мы это сделаем в руководстве по Period Technique — или как здесь холодная резка и повторная укладка , Я обнаружил, что для меня количество и частота включений принципиально одинаковы. Проблема в том, что горячая резка, складывание и повторная сварка на месте требует трех вещей: вы делаете ставку, подмастерье, который не против того, чтобы его выстреливали, и по крайней мере один или, может быть, два ученика с молотком в руке и знания, терпение, мудрость и здравый смысл для их использования.И «это не всегда возможно». На самом деле, если вы не находитесь на ярмарке Возрождения, на мероприятии Общества творческого анахронизма или в колледже, это почти никогда не возможно. Два моих лучших ученика — винтовой пресс и молоток.
Очистка срезанных слоев с помощью угловой шлифовальной машины.
Справа шесть заготовок. Всего шесть. Я потерял одну из-за плохой сварки. И есть еще один, который находится на «грани». Посмотрите на четвертую слева. Видите эту неприятную маленькую черную полоску наверху и «завиток» на той же стороне внизу? Плохой шов.Похоже, что средние слои были немного длиннее верхних, и это «ступенчато». Я знал, что могу это исправить, и, к счастью, исправил, но это ловушка, связанная с переработанными материалами, и начинать с менее однородных срезов стали. Но то же самое происходит и с идеально обработанной сталью. Помните об этом, не оправдывайтесь и не игнорируйте это, но в отличие от многих моих друзей, которые просто бросают это в кучу металлолома как полную потерю, я стараюсь исправить как можно больше ошибок. В итоге я сделал следующее: ковка этой заготовки очень тонкой, отрезание холодного шунта, повторная резка, очистка и просто включение еще трех отрезков обратно в смесь.Что, как дар от дурака, увеличило мой счетчик слоев до более чем 200.
Шесть кузнечно-сварных заготовок по 25 слоев каждая
Итак, вот шесть, которые остались, у меня осталось примерно 168 слоев. Сейчас говорю примерно из-за «шлака». Независимо от степени окисления вашего пламени в газовой или угольной кузнице, как только горячая заготовка ударится о теплую наковальню и начнет остывать, и вы начнете обрабатывать сталь, у вас будет довольно много шлака. У меня есть друзья, которые берут на себя труд «обернуть» заготовку трубкой из мягкой стали, применять инертный газ во время ковки (технический, очень продвинутый метод), и другие, которые оборачивают заготовку в фольгу из нержавеющей стали тем же способом. как термообработчик, но я не могу себе позволить ни один из этих процессов, и, скорее всего, вначале большинство из вас не будет, поэтому научитесь справляться со шлаком.И я объясняю это перед тем, как начать. Я начал с 28 слоев на заготовку в надежде сэкономить 25 из них. Я часто оставляю более низкий углеродный слой на внешней стороне заготовки, обычно из кованого железа, или самый низкий уровень углерода из сталей, выбранных, например, 1010-1018, поэтому удаление шлака не так сильно сказывается на моих высокоуглеродистых слоях. От других, включая двух моих наставников, меня учили прямо противоположному. Но прежде всего они не были кузнецами мечей . Это хорошо работает до тех пор, пока вы не сэкономите высокоуглеродистую сталь для своей кромки.Я делаю дополнительный шаг и привариваю края после предпоследнего рисования на клинке меча или ножа. Наличие низкоуглеродистого материала снаружи в начале сварных швов позволяет «мусору» стекать и оставлять как можно больше «хорошего материала», пока край « очень хороший материал» не приваривается отдельно. У меня были случаи, когда я хотел притвориться, будто мы каждый раз на 100% бьем по тарелке. Но правда в том, что то и дело идет не так . Та же сталь. Такая же жара. Та же техника.Та же кузница. Такое же внимание к деталям, тот же кузнец клинков, и все же время от времени все идет просто FUBAR. Для определения FUBAR см. Фильм Джорджа Лукаса: Спасение рядового Райана. Он имеет рейтинг R и, возможно, не подходит для сайта Октавии.
Видно ниже: это другая заготовка, которая была давно, но я хотел показать изображение плохой заготовки, испорченной чрезмерным нагревом. Обратите внимание на правую часть изображения. Он прочный и хорошо сваривается. Но я сжег верхний слой рессорной стали 5160 с листовой рессоры старого пикапа слева внизу, которая обнажила L6.У меня не было падения давления газа. Я подготовил всю заготовку таким же образом, и все же слои слева, однажды обгоревшие, НЕ СЛЕДУЛИ ПОВТОРНО СВАРИВАТЬ. Я довел эту заготовку до белого каления, пытаясь спасти ее, и получил ответный огонь в унизительной манере. Просто один из тех уроков, которые мне нужно было усвоить. Я закончил тем, что отрезал «хорошее», скрутил при температуре сварки и использовал для защиты руки от меча викингов. Я всегда стараюсь сделать лимонад из лимонов, иначе это меня отпугнет.
Плохая заготовка, испорченная чрезмерным нагревом.
К сожалению, у меня есть только одно изображение этого, и это после того, как все слои подделаны. Глянь сюда. Далее следует заключительный этап кузнечной сварки для этого конкретного метода.
Заключительный этап кузнечной сварки
Одна вещь, которую я хочу упомянуть еще раз, — убедитесь, что вы смахиваете проволочной щеткой весь шлак и старый флюс между сваркой КАЖДОГО шва или нагревом . Это сохраняет заготовку свежей, и вы можете видеть, с чем вы работаете. Вы можете видеть, есть ли у вас «свет» между слоями, и это также позволяет вам повторно применить новый поток туда, где он должен быть.Все 200+ слоев, сварены сплошные, немного остывают и ждут рабочей температуры. Высокоуглеродистые сплавы, такие как L6, 1095, 5160, 15n20 и т. Д., Не «любят» работать при температуре выше 1800 градусов. Вы можете получить «рассыпанные» края, которые в отрасли называют «коротким замыканием», и это необратимо. В случае сомнений следуйте отраслевым спецификациям.
Не оскорблять ваш интеллект, но постарайтесь отвести поток от вас. Особенно, если вы, как я, большую часть времени избегаете фартуков.
Очистка шлака щеткой
Отодвинуть от себя
Давайте еще раз поговорим о безопасности.Это потому, что я научился на собственном горьком опыте. Боль имеет тенденцию к «выучить » очень хорошо. Посетите достаточное количество конференций по кузнечному делу художников, местных молотков, шоу клинков и демонстраций, и вы начнете видеть восьми и девятипалых кузнецов. Ребята со стеклянными глазами и в заплатках. Даже парни на костылях, рассказывающие у костра истории о тех, кто поднимает маргаритки, которым не так повезло. Даже после 30 секунд кузнечной сварки заготовка все еще остается очень горячей, что подводит меня к проповеди.
У меня расплавленный шлак прожигал кроссовки и даже некоторые более дешевые кожаные ботинки.В тот день я танцевал джигу! Я никогда не выполняю сварку без ботинок со стальным носком, а также с длинными штанами или изолентой на манжете, закрывающей верх ботинка. Таким образом, я герметизирую верх ботинка на ноге, чтобы шлак не попал внутрь.
На большинстве этих картинок вы заметите следующее. Перчатки. Рукава кевларовые, короткие и длинные. Что касается кузнечной сварки, я делаю это сейчас — некоторым из этих снимков семь лет, прежде чем я устал от ожогов 1/8 дюйма на руках от шлака и брызг. Я ТЕПЕРЬ надеваю ГОРЯЧИЕ ПЕРЧАТКИ для всех операций кузнечной сварки , когда горячий флюс и шлак стреляют, как пушка. Теперь я ношу фартук для кузнечной сварки и штамповки. Не нравится. Это неудобно, и у меня возникает клаустрофобия. Ну что ж, как только вам в пах ударит заряд горячего шлака, вы измените свое мнение НАВСЕГДА.
Мои защитные очки НИКОГДА не сходят с моего лица, и если одного из моих учеников дважды поймают без них, он / она исчезнет навсегда . Если они друзья или семья, их вежливо просят уйти на день. Даже в постоянных защитных очках я дважды ходил к окулисту, чтобы удалить осколки шлифовки или осколки, которые отскакивали от моего лба и попадали в глаз.Не весело.
Заготовка очень крупная
Я видел сотни демонстраций общего кузнечного дела, в которых ребята отказались от использования даже сварочных перчаток, работая голыми руками. Для такой кузнечного дела не обязательно нужны перчатки, так как тепло очень сильно локализуется на изделии. Каким-то образом раздувается некоторая гордость мачо от того, что можно держать полугорячие щипцы голыми руками. Это свободная страна, но она не должна быть невежественной. Не я, Джек. У меня есть перчатки горячего стана для кузнечной сварки, обычные изолированные перчатки сварщика для обычных кузнечных работ и около пяти пар их, которые пригодятся для замены.При кузнечной сварке заготовок с температурой более 2300 градусов F (1260 c) даже пропитанные водой перчатки сварщика сядут от тепла прямо на ваших руках, и вам придется быстро их сдернуть. Я использую защитные очки, полнолицевые маски, респираторы, одобренные OSHA, при шлифовании стали или ручек, а также использую средства защиты глаз и наушники / заглушки для ударных работ, шлифования, пиления, ленточной пилы или когда компрессор работает на полную мощность. Это не всегда удобно. Сложно говорить, не крича друг на друга.Но после 16 лет кузнечного дела у меня все еще есть глаза, средний или средний слух и все мои пальцы рук и ног.
Прежде чем мы перейдем к формированию конечной рассматриваемой лопатки, я хотел бы немного сказать о плюсах и минусах ковки более крупных заготовок.
Многие из вас, возможно, уже задавали себе вопрос, почему он просто не перескочил к исходной посылке, вместо того, чтобы «сделать семь-десять маленьких заготовок, когда он мог бы просто сделать одну большую?» И я делаю это время от времени, но это сложно, а если вы терпите неудачу, это полный провал с потерей времени, материалов и усилий.Я не знаю, как это для всех, но если я спущу в унитаз материалы на сумму от 50 до 100 долларов, у меня в глубине живота появится тошнотворное чувство.
Мой винтовой пресс — жемчужина.
Это скорее игра, но веселье. Этот медведь был 2,5 дюйма шириной, толщиной 2 дюйма и длиной 20 дюймов. Окончательный рисунок был более четырех футов на 3,5 дюйма в ширину и состоял из 58 слоев 1050 и 15n20. 15n20 — это очень дорого, и его сложно подвергнуть термообработке, особенно рядом с умеренно углеродистой сталью, такой как 1050. Но я подумал, что 1050 близок к периоду, что является подлинным, и мне нужно было попробовать его хотя бы один раз.У меня получилось 50/50, потому что один работал, а один превратился в 20 ботинок. Деньги… деньги, но надежда заключалась в том, чтобы получить два очень больших несущих меча. «Лимонад… возьми ледяной лимонад»!
Исключения. Как и во всем, я однажды пошел против моей доктрины «низкоуглеродистая за пределами заготовки», потому что я подумал, что, как только он будет прочно сварен, я просто поверну его на , это открытая сторона, и нарисую окончательно, два больших куска толщиной 1/4 дюйма из улучшенной стали 1095 для ножниц для плуга на внешней кромке для самой кромки отвала .Это сработало хорошо, но в следующий раз я выберу более тонкую начальную основу в «сэндвиче», чтобы было больше слоев, и уменьшу ее до 3/16 после выкройки. У меня не хватило предусмотрительности, чтобы не оставить свои обычные 3/8, и я сделал довольно много ненужного измельчения на этих двух. Я сделал двух таких больших собак.
После финальной розыгрыша
Рисование этого чувака было таблеткой. Во-первых, это тяжело. Требовалось много набить на длину, потому что за шесть-семь часов он весил десять фунтов, я был очень утомлен.
Я выполнил начальные сварные швы на своем шнековом прессе, получив ровный, прочный сварной шов, 4 дюйма за раз, насколько позволяет моя матрица, затем начал наполнять и вытягивать.
Мой винтовой пресс — жемчужина. Когда вы управляете изолированным магазином для одиноких волков, это лучший помощник в городе.
Рисование такой большой заготовки требует некоторой силы и пристального внимания к деталям. Не отрывай от этого глаз ни на секунду, а если она все-таки ускользнет от тебя, не держись за нее … УБИРАЙТЕСЬ. Как только он станет небесно-красным, снова в кузнице.Нет смысла рисковать и поранить руки.
Демонстрация использования двойных щипцов для точного отвода. Я использую вытягивание вперед только тогда, когда у меня уже сформированы ответвления.
Это была последняя протяжка первой заготовки перед шлифовкой и фрезерованием моего шаблона в первую. В этом кадре мой сын держался изо всех сил. Даже после снятия шлака он был все еще 8,5 фунтов. Что также показывает, сколько материала вы можете потерять за день ковки.
Ниже показан прототип съемника материала из высокоуглеродистой стали, который я сделал для лезвия в форме фантастического листового лезвия Шайана-Норвальта, которое представляет собой Жало мистера Фродо. Жало только для чуть большего Хоббита.
Фэнтезийный клинок на основе Укуса мистера Фродо
Навершие в стиле викингов, 2 1/4 на кончике, лезвие 27 дюймов, ручка 12 дюймов, из розового дерева, фигурного клена, рога буйвола, с пластиной из искусственной слоновой кости между двумя дамасскими щитками с рисунком птичьего глаза.
Деталь рун и узора. Простите за мутную фотографию.
Деталь с изображением рун, начертанных на фэнтезийном клинке
В следующем разделе я расскажу о проволочном дамаске и покажу множество примеров лезвий, сваренных по шаблону.
Авторские права на текст: Роберт П. Шиан-Норвалт, 2006 г. Авторские права на фотографии, 2006 г. — Мелисса Шайан-Норвалт. Мелисса Шайан-Норвалт утверждает, что имеет моральный авторитет ассоциировать ее имя с фотографиями.
BC Кованые моноблочные колеса HW16 17-22 дюйма
Расположение болтов: Обязательно Выберите Параметры Я напишу Год / Марка / Модель в примечаниях к оформлению Свяжитесь со мной для получения информации о году / марке / модели У меня есть индивидуальная настройка ступицы.Свяжитесь со мной для получения подробной информации. У меня есть OEM-диски с центральным замком. Свяжитесь со мной, чтобы узнать год / марку / модель (+ $ 500.00). У меня есть индивидуальный центральный замок. Свяжитесь со мной для подробностей (+ $ 800.00)
Передний размер: Обязательно Выберите Параметры (+ 100,00 долл.) 18×10,0 (+ 100,00 долл.) 18×10,5 (+ 100,00 долл.) 18×11.0 (+ 100,00 долл.) 18 x 11,5 (+ 300 долл.) 18 x 12,0 (+ 300 долл.) 18 x 12,5 (+ 300 долл.) 18 x 13,0 (+ 300 долл.) 19 x 8,0 (+ 200 долл.) 19 x 8,5 (+ 200 долл.) 19 x 9,0 (+ 200,00 долл.) 19×9,5 (+ 200,00 долл.) 19×10,0 (+ 200 долл.) 19×10,5 (+ 200 долл.) 19×11,0 (+ 200 долл.) 19×11,5 (+ 400 долл.) 19×12,0 (+ 400 долл.) 19×12,5 ( + 400,00 долл.) 19×13,0 (+ 400,00 долл.) 20×8,0 (+ 300 долл.) 20×8,5 (+ 300 долл.) 20×9,0 (+ 300 долл.) 20×9,5 (+ 300 долл.) 20×10,0 (+ 300 долл.) 20×10,5 (+ 300,00 долл.) 20×11,0 (+ 300,00 долл.) 20×11,5 (+ 500 долл.) 20×12,0 (+ 500 долл.) 20×12,5 (+ 500 долл.) 20×13,0 (+ 500 долл.) 21×8,0 (+ 400 долл.) 21×8,5 (+ 400 долл. .00) 21×9,0 (+ 400,00 долл.) 21×9,5 (+ 400,00 долл.) 21×10,0 (+ 400,00 долл.) 21×10,5 (+ 400,00 долл.) 21×11,0 (+ 400,00 долл.) 21×11,5 (+ 600,00 долл.) 21×12,0 (+ 600,00 долл. ) 21×12,5 (+ 600,00 долл.) 21×13,0 (+ 600,00 долл.) 22×8,0 (+ 500,00 долл.) 22×8,5 (+ 500,00 долл.) 22×9,0 (+ 500,00 долл.) 22×9,5 (+ 500,00 долл.) 22×10,0 (+ 500,00 долл.) 22 x 10,5 (+ 500 долл. США) 22 x 11,0 (+ 500 долл. США) 22 x 11,5 (+ 700 долл. США) 22 x 12,0 (+ 700 долл. США) 22 x 12,5 (+ 700 долл. США) 22 x 13,0 (+ 700 долл. США)
Размер задней части: Обязательно Выберите Параметры 17×7.017×7.517×8.017×8.517×9.017×9.517×10.017×10.517×11.017×11.5 (+ 200,00 долларов США) 18×8,0 (+ 100,00 долларов США) 18×8,5 (+ 100,00 долларов США) 18×9,0 (+ 100,00 долларов США) 18×9,5 (+ 100,00 долларов США) ) 18×10,0 (+ 100,00 долларов США) 18×10,5 (+ 100,00 долларов США) 18×11,0 (+ 100,00 долларов США) 18×11,5 (+ 300,00 долларов США) 18×12,0 (+ 300,00 долларов США) 18×12,5 (+ 300,00 долларов США) 18×13,0 (+ 300,00 долларов США) 19×8,0 (+ 200,00 долл.) 19×8,5 (+ 200,00 долл.) 19×9,0 (+ 200,00 долл.) 19×9,5 (+ 200,00 долл.) 19×10,0 (+ 200,00 долл.) 19×10,5 (+ 200,00 долл.) 19×11,0 (+ 200 долл.) 19×11 .5 (+ 400,00 долл.) 19×12,0 (+ 400,00 долл.) 19×12,5 (+ 400,00 долл.) 19×13,0 (+ 400 долл.) 20×8,0 (+ 300 долл.) 20×8,5 (+ 300,00 долл.) 20×9,0 (+ 300 долл.00) 20×9,5 (+ 300,00 долл.) 20×10,0 (+ 300,00 долл.) 20×10,5 (+ 300,00 долл.) 20×11,0 (+ 300,00 долл.) 20×11,5 (+ 500,00 долл.) 20×12,0 (+ 500,00 долл.) 20×12,5 (+ 500,00 долл. ) 20×13,0 (+ 500,00 долларов США) 21×8,0 (+ 400,00 долларов США) 21×8,5 (+ 400,00 долларов США) 21×9,0 (+ 400,00 долларов США) 21×9,5 (+ 400,00 долларов США) 21×10,0 (+ 400,00 долларов США) 21×10,5 (+ 400,00 долларов США) 21×11,0 (+ 400,00 долл.) 21×11,5 (+ 600,00 долл.) 21×12,0 (+ 600,00 долл.) 21×12,5 (+ 600,00 долл.) 21×13,0 (+ 600,00 долл.) 22×8,0 (+ 500,00 долл.) 22×8,5 (+ 500,00 долл.) 22×9 .0 (+ 500,00 долларов США) 22×9,5 (+ 500,00 долларов США) 22×10,0 (+ 500 долларов США) 22×10,5 (+ 500 долларов США) 22×11,0 (+ 500 долларов США) 22×11,5 (+ 700 долларов США) 22×12,0 (+ 700 долларов США) 22×12.5 (+ 700,00 долл.) 22×13,0 (+ 700,00 долл.)
Цвет колеса: Обязательно Выберите варианты
Накатка седла противоскользящего борта: Обязательно Выберите Параметры Да (50 долларов США / колесо) Нет
Обработка центральной крышки OEM: Обязательно Выберите Параметры Да (100 $ / колесо) Нет
Алмазная обработка торца: Обязательно Выберите Параметры Да (100 $ / колесо) Нет
Керамическое покрытие (доступно только для местных клиентов или для пакетов колесных шин): Обязательно Выберите Опции Да (25 долларов США / колесо) Нет
Перевозки: Обязательно Выберите OptionsGround w / in Continental U.С. — $ 350
Ученые создают настолько сложный узор, что его невозможно воспроизвести
Ученые только что создали образец, который, по мнению исследователей, невозможно воспроизвести или подделать, что могло бы подавить фальшивомонетчиков.
По словам исследователей из Университета Цукуба в Японии, ключ к этим паттернам лежит в двухэтапной системе проверки, которая включает в себя как микрорельефы, так и те же принципы, которые используются в шепчущих галереях.
В традиционной галерее шепота две большие вогнутые тарелки ставятся на противоположных концах длинного коридора. Кто-то, стоящий в другой в коридоре, отчетливо услышит шепот в одну из этих пластиковых тарелок. Целые комнаты также могут быть шепчущими галереями, такими как собор Святого Павла в Лондоне. В нижнем вестибюле Центрального вокзала Нью-Йорка есть также непреднамеренная шепчущая галерея. У всех этих пространств есть несколько общих черт. Все они округлые, а их поверхности излучают звук в неожиданные места.Для новых паттернов, которые невозможно воспроизвести, исследователи использовали световых волн, отраженных внутри микроскопической камеры, вместо звуковых волн в гигантской комнате.
Связано: На фотографиях видны скрытые радужные узоры в обычных камнях
Микрообразцы защиты от подделки, созданные исследователями Цукуба, предназначены для использования в целях аутентификации. Подобные меры безопасности часто включают в себя физические функции продукта во время производственного процесса.В этом случае исследователи смогли встроить явление, вызванное световыми волнами, в микроскопическое изображение.
Чтобы создать узорчатое микроскопическое изображение, описанное 6 мая в журнале Materials Horizons , исследователи вложили световой отпечаток пальца под крохотный рисунок шириной 1 миллиметр Мона Лиза , что составляет примерно одну десятую размером с клавишу на клавиатуре. Это крошечное изображение содержит миллионы равномерно расположенных пикселей на квадратный сантиметр.
Исследователи из Университета Цукубы создают микросхемы миллиметрового размера с уникальными цветными узорами, которые невозможно подделать.(Изображение предоставлено Университетом Цукубы)В каждом из миллионов пикселей находится то, что исследователи называют отпечатком пальца режима шепчущей галереи (WGM), уникальная цветовая подпись, созданная в микроскопической округлой полости с отражающими поверхностями. Каждая из этих отражающих полостей имеет уникальную форму. Формы могут варьироваться от эллиптических, сферических, сплюснутых сферических до полусферических, но они всегда закруглены и всегда имеют отражающую поверхность, которая способствует эффекту камеры шепота.
Подобно человеческим отпечаткам пальцев , никакие две из этих полостей не идентичны. В каждую полость уникальной формы исследователи Цукуба поместили микроскопическую каплю флуоресцентного красителя, химически чувствительного к свету. После того, как краситель был на месте, исследователи направили на него видимый и ультрафиолетовый (УФ) свет случайным и непредсказуемым образом. Световые волны отражаются внутри каждой полости, подобно тому, как звук отражается в галерее шепота, что вызывает реакцию молекул красителя.Разнообразие форм полостей в сочетании с экспонированием уникальных световых паттернов, наносимых на флуоресцентный краситель, приводит к уникальной цветовой сигнатуре в каждом пикселе.
«Это создает сложный цветной узор, который невозможно подделать», — сказал старший автор исследования Йохей Ямамото в заявлении университета.
Последним шагом, предпринятым исследователями, было покрытие всего массива из миллионов отпечатков пальцев WGM другим материалом. Из этого материала они нарисовали крошечное видимое изображение Моны Лизы.
В будущем такие шаблоны, содержащие отпечатки пальцев WGM, могут быть использованы для рисования вашего изображения на ваших кредитных картах и водительских правах. Правительства и предприятия могут использовать шаблоны, созданные в ходе этого процесса, для борьбы с подделкой почти всего, что в настоящее время подвержено этим преступлениям. По словам исследователей, их можно использовать для обеспечения конфиденциальности и предотвращения бесчисленных видов мошенничества. Когда-нибудь эту технологию можно будет использовать для аутентификации бесценных произведений искусства, таких как настоящая Мона Лиза, выставленная в Лувре в Париже.Его использование ограничено только пределами человеческого воображения.
Первоначально опубликовано на Live Science .
Кованые ступицы 6 на 5,5 для цельной оси Corporate 14 | Блокировка дифференциала
Ступицы с 14 болтами были спроектированы и изготовлены при участии клиентов и дилеров для разработки ступиц GM с 14 болтами с улучшенным смещением фланца колеса, чтобы не только преобразовать в 5 или 6 выступов, но и уменьшить общую ширину оси на 2.25 дюймов.
Характеристики
- Ступицы колес созданы для прочности и долговечности.
- Ступицы изготовлены на станке с ЧПУ из поковки.
- Не литая деталь, как у всех других конкурентов.
- Использует стандартные компоненты (шпильки, подшипники, уплотнения), доступные в местных магазинах запчастей.
- Они производятся Solid Axle Industries и не являются слабыми модернизированными OEM-концентраторами.
Льготы
- Подходит к шпинделям GM 14
- Заменяет отлитые элементы
- Преобразуется в 6 на 5.5 колесная база
- Снижает стоимость сборки оси, устраняя необходимость укорачивать корпус.
Примечание: Фланец приводного вала необходимо повернуть, чтобы колесо могло надеть на фланец вала. Они предназначены для замены заводских ступиц длиной 6 дюймов
.Описание продукта:
Ступицы с 14 болтами были спроектированы и изготовлены при участии клиентов и дилеров для разработки ступиц GM с 14 болтами с улучшенным смещением фланца колеса, чтобы не только преобразовать в 5 или 6 выступов, но и сузить общую ширина оси на 2.25 дюймов.
Характеристики
- Ступицы колес созданы для прочности и долговечности.
- Ступицы изготовлены на станке с ЧПУ из поковки.
- Не литая деталь, как у всех других конкурентов.
- Использует стандартные компоненты (шпильки, подшипники, уплотнения), доступные в местных магазинах запчастей.
- Они производятся Solid Axle Industries и не являются слабыми модернизированными OEM-концентраторами.
Льготы
- Подходит к шпинделям GM 14
- Заменяет отлитые элементы
- Преобразуется в 6 на 5.5 колесная база
- Снижает стоимость сборки оси, устраняя необходимость укорачивать корпус.
Примечание: Фланец приводного вала необходимо повернуть, чтобы колесо могло надеть на фланец вала. Они предназначены для замены заводских ступиц длиной 6 дюймов
.Дамасская стальная заготовка, пруток, стальное лезвие, стальная заготовка, кованая
Узор: Роза, Звездный узор, Водная рябь, Спиральный узор , Волновой узор
Размер: 160 * 30 * 3 мм; 220 * 30 * 3 мм; 300 * 50 * 5 мм; 350 * 50 * 4 мм
Материал: кованая сталь с узором (сталь без кислотного травления)
, кованый слой можно увидеть сбоку путем шлифовки и травления.
Около 30 слоев на одной стороне и 60 слоев в целом.
Сталь среднего зажима VG10 [Changjiang Special Steel 10CR15MOVC0], термообработанная до HRC 57-58 градусов. Эта сталь превосходит сталь 1095 / 15n20, особенно с точки зрения ржавчины и прочности. 1095 / 15n20 не имеет такой хорошей ударной вязкости после термообработки.
Двусторонняя сталь ламинирована композиционной сталью 10CR13 + secret, твердость около 24 градусов HRC; Заготовка из стали
MY прошла термообработку и закалку.Когда вы его получите, вы можете сразу приступить к обработке:
1. Выполните плоское шлифование и полировку в соответствии с формой ножа, которую вы хотите, и добавьте воду во время шлифования, чтобы избежать отжига.
2. После завершения полировки используйте лосьон с высокой концентрацией, такой как хлорид железа, серная кислота, соляная кислота и т. Д., Для повторного травления.
Примечание: это материал, который был сплющен и протравлен. Стоимость в 1,5 и более раз превышает стоимость материала без плоского шлифования / травления. [Т.к. плоское шлифование, не менее 0.По 5 мм следует стереть с обеих сторон.]
примечание:
1. Стальной материал был сплющен и просто протравлен. После получения товара его можно формовать / открывать. После формования / открытия v его нужно снова протравить.
2, стальной материал не на 100% прямой, просто небольшая деформация напряжения во время процесса термообработки, которая является характеристикой стального зародыша. Возможно, вам придется использовать кофемолку в процессе самостоятельной работы.
3, новичок своими руками, пожалуйста, следуйте параметрам, найдите соответствующий учебник и затем запустите.
Оценить это описание
Считаете ли вы приведенное выше описание полезным? Сообщите Etsy.
Да, это полезно Нет, это бесполезноFAQ — Liberty Tabletop — Часто задаваемые вопросы о столовых приборах Liberty
В чем разница между качественными линиями?Все наши линии для столовых приборов изготовлены из такой же высококачественной нержавеющей стали 18/10, но по мере того, как вы повышаете качество линий, толщина (толщина) стали увеличивается.Обеденные ножи линий LUX и HERITAGE имеют полую ручку, в отличие от сплошных ножей линий SMI и SHERRILL HOME. Ножи с полой ручкой утяжелены для лучшего баланса и позволяют более четко определять рисунок. Кроме того, по мере прохождения качественных линий узоры становятся более сложными и элегантными. Наконец, более дорогие линии имеют пятизвездочную отделку, лучшую в отрасли.
Что такое европейский размер? Калибревро больше, чем старый американский.Типичная обеденная вилка европейского размера имеет длину 8 1/4 дюйма по сравнению с обеденной вилкой американского размера, которая имеет длину 7 дюймов. Он также шире за счет зубцов. Самые маленькие / самые легкие — это Susanna / Candra (линия SMI) и Chesapeake (линия LUX). Это традиционные американские размеры. У нас также есть много моделей, которые находятся между американскими и европейскими размерами. Это все образцы нашей линии Heritage, за исключением жемчужин и атласного жемчуга. Также посередине между калибровкой находятся Кенсингтон и Шеффилд.Если вы нажмете на любой из рисунков, под описанием появятся размеры, которые вы сможете сравнить.
В чем разница между ножами для стейка и обеденными ножами?У ножей для стейков более глубокие зазубрины, чем у обеденных ножей. Мы называем это «волнистым краем».
Были ли у вас распродажи?У нас часто проводятся распродажи и акции по нашей продукции. Лучший способ узнать о продажах — подписаться на нашу рассылку.Регистрация на нашем сайте. Мы никогда не передаем наши списки подписчиков.
Что такое нержавеющая сталь 18-10?18-10 относится к составу нержавеющей стали. Он состоит из 18% хрома и 10% никеля, что обеспечивает превосходную прочность и коррозионную стойкость. Чтобы узнать больше о стали 18/10, нажмите здесь!
У вас есть фабричный магазин?Хотя у нас нет магазина на месте, у нас есть небольшой выставочный зал, где мы выставляем все наши образцы.Вы можете купить прямо у нас. Пожалуйста, позвоните нам по телефону 315-264-5810, чтобы записаться на прием. Наш адрес:
Столешница Liberty
102 East Seneca St
Sherrill, NY 13461
Наш продукт также доступен в магазине White Begonia Boutique в Шерилле, штат Нью-Йорк.
Телефон бутика White Begonia: (315) 363-3003.
Сколько времени займет получение моего заказа?Заказы, имеющиеся на складе и полученные до полудня, обычно отправляются в тот же день, если нет, то на следующий рабочий день.Мы отправляем все наши наборы столовых приборов приоритетной почтой, и вы получите свой заказ в течение 2-3 рабочих дней. Товар с отсроченным заказом отправляется, как только товар становится доступен. При отправке заказа отправляется электронное письмо с информацией для отслеживания.
Откуда берется нержавеющая сталь?Мы покупаем нашу нержавеющую сталь на сталелитейных заводах в США и настаиваем на том, чтобы ее выплавляли в США.
Какое черное вещество присутствует на некоторых моих столовых приборах? Как мне его удалить?Черная субстанция, которая иногда встречается на наших столовых приборах, представляет собой полировальную пасту после окончательной полировки.Это нетоксичный материал, который легко удаляется. Если вы дадите столовым приборам немного (15-20 минут) замочить в тепле; мыльной водой, любые остатки состава должны легко удаляться.
В чем разница между ножом с твердой и полой ручкой?Цельный нож выкован из цельного стержня из нержавеющей стали 410 и тяжелее ножей с полой ручкой. Ножи с полой ручкой изготовлены из кованого лезвия из нержавеющей стали 410, соединенного с полой ручкой из нержавеющей стали 18-10.Рукоять залита цементом, чтобы прикрепить лезвие и утяжелить нож. Это делает нож с полой ручкой хорошо сбалансированным. Поскольку ручка штампована из нержавеющей стали 18-10, определение рисунка намного четче и может быть сложнее, чем у кованого ножа.
У вас есть суповые ложки во всех ваших выкройках?Суповая ложка с круглой чашей на самом деле такая же, как и ложка для сахара. Его можно найти на странице продукта, и он продается отдельно как в открытом виде или в комплекте из 4 штук.
Как получить образцы? Образцыможно приобрести (3 / 9,95 долларов США), щелкнув вкладку «Магазин» на нашем веб-сайте или прокрутив вниз главную страницу и нажав «Образцы приборов». Образцы рассчитаны на секунды, но дадут вам хорошее представление о размере / весе, деталях рисунка и т. Д. Мы понимаем, что покупка столовых приборов — это крупная покупка, и хотим, чтобы вы были полностью удовлетворены своей покупкой. Мы не отправляем ножи. Вам не нужно возвращать образцы.
Какие у вас самые популярные выкройки?Выбор шаблона — это личное предпочтение, но самые продаваемые в каждой качественной линейке:
люкс — Бетси Росс
Наследие — Жемчуг
Sherrill Home — Селтик
СМИ — Аннаполис
Какова ваша политика возврата?Наша цель — обеспечить нашим клиентам душевное спокойствие при покупке нашей продукции в Интернете.Поэтому, если вы недовольны продуктом по какой-либо причине, за исключением указанных ниже, вы можете вернуть его в Liberty Tabletop в течение 30 дней с момента покупки для получения полного возмещения без каких-либо вопросов. Товар должен быть возвращен неиспользованным и в оригинальной упаковке. Для получения дополнительных инструкций по возврату обратитесь в службу поддержки клиентов по телефону 1-844-386-2338.
Liberty Tabletop оплатит стоимость обратной доставки продукта, который прибывает поврежденным, имеет какие-либо дефекты или не является продуктом, который был заказан.Просто позвоните в отдел обслуживания клиентов по телефону 1-844-386-2338, пн-пт 9:00 — 17:00 EST и запросите этикетку возврата с оплатой почтовых расходов.
Вы несете ответственность за расходы по обратной доставке, если продукт больше не нужен или не желателен, или если был заказан не тот продукт. Пожалуйста, вернитесь на:
Столешница Liberty
102 East Seneca St
STE 510
Sherrill, NY 13461
Liberty Tabletop предоставляется гарантия от производственных дефектов в течение 25 лет с момента покупки.Просто верните нам любой дефектный товар с подтверждением покупки. После этого Liberty Tabletop отправит вам заменяющую деталь или аналогичную заменяющую деталь в случае, если производство вашего выкройки было прекращено. (только приборы)
В чем разница между столовыми приборами и столовыми приборами?Оба используются практически взаимозаменяемо в нашем современном мире. При этом между ними есть техническая разница. Вот почему здесь, в Liberty Tabletop, мы называем производимую продукцию столовыми приборами.Смущенный? Позвольте нам объяснить: разница между столовыми приборами и столовыми приборами.
Что произойдет, если вы откажетесь от выкройки?Мы сохраним небольшой инвентарь выкройки для использования в случае, если клиент потребует замены.
Как мне зарегистрировать учетную запись?В правом верхнем углу есть место, где можно щелкнуть слово «зарегистрироваться»; это позволит вам создать у нас учетную запись. Также есть возможность зарегистрироваться на странице оформления заказа.Обратите внимание, что мы не храним информацию о кредитных картах. Регистрация даст вам возможность только просматривать историю заказов и оформлять заказ, не вводя повторно всю свою контактную информацию.
Как зарегистрироваться на свадьбу?Мы сотрудничаем с «myregistry.com» для свадебных реестров. Вы можете зарегистрироваться на нашем сайте. Нажмите на свадебный реестр на нашей домашней странице, а затем нажмите, как настроить реестр. Или посетите myregistry.com, или выберите свой шаблон и нажмите кнопку «добавить в мой реестр».
Как мне стать подписчиком электронной почты?Есть три способа стать подписчиком электронной почты. Есть форма — Присоединяйтесь к нашему списку рассылки — если вы прокрутите вниз нашу домашнюю страницу, появится всплывающее окно, которое будет появляться при просмотре нашего сайта, и есть возможность зарегистрироваться при выезде. Обратите внимание, что мы уважаем конфиденциальность вашей электронной почты и не будем передавать ее.
У вас есть военная скидка?Как настоящая компания «Сделано в США», мы уважаем и ценим всех, кто служил или в настоящее время служит нашей стране.Пожалуйста, позвоните в нашу службу поддержки клиентов по телефону 1-844-386-2338, чтобы узнать о нашей военной скидке.
Где производятся корзины, разделочная доска, посуда, сундуки и другие предметы?Все, что мы продаем на нашем сайте, произведено в США. Мы тратим много времени на изучение продуктов, прежде чем предлагать их нашим клиентам. Мы обещаем предлагать только продукцию высокого качества, произведенную в США.
Когда вы представите новые выкройки или статьи?Лучший способ оставаться в курсе — стать подписчиком электронной почты Liberty Tabletop, чтобы получать уведомления о распродажах / рекламных акциях и новых продуктах.Кроме того, продолжайте проверять наш сайт.
Можно ли мыть в посудомоечной машине столешницу из нержавеющей стали?Да! Столовые приборы Liberty Tabletop из нержавеющей стали предназначены для использования и удовольствия. Мы рекомендуем вам сполоснуть столовые приборы после использования, прежде чем помещать их в посудомоечную машину. Не рекомендуется использовать любые средства для мытья посуды с добавкой хлора.
Что делать, если у меня есть вода из колодца?Мы рекомендуем вытирать столовые приборы насухо и не допускать испарения воды на предметах.
Нож для десерта отличается от ножа для масла?Да. Десертный нож — нож с полой ручкой, короче обеденного. В настоящее время они доступны как часть супернабора из 125 предметов в линиях качества Lux и Heritage.
Вилка для салата отличается от вилки для десерта?Хотя вилка для салата и вилка для десерта одинаковы, они могут служить двум разным целям. Если вы накрываете официальный стол, поставьте один рядом с тарелкой для салата и один в верхней части тарелки для десерта (вместе с десертным ножом).Если вы не накрываете официальный стол, полезно иметь запасные вилки для десерта, чтобы не мыть их между блюдами.
Какое покрытие на детских ложках?Ложки для кормления ребенка покрыты нефталатным (экологически чистым) пластификатором ПВХ.
Сколько времени займет получение моего заказа?Заказы, полученные до полудня, обычно отправляются в тот же день, если нет, то на следующий рабочий день. Мы отправляем большинство наших заказов приоритетной почтой, и вы получите свой заказ в течение 2-5 рабочих дней.Заказы в APO, PO Boxes, HI, AK или на западное побережье могут занять больше времени.
Что такое открытая акция?Открытый склад означает, что отдельные элементы для сервировки и сервировки можно приобрести отдельно. Это позволяет вам заменять детали, которые могут быть потеряны или повреждены, или со временем добавлять их в ваш набор.
Почему на некоторых нержавеющих материалах появляются пятна?Обесцвечивание может быть вызвано ингредиентами, содержащимися в чае, кофе, заправке для салатов, уксусе и соли.Язвы или пятна обычно возникают из-за жесткой воды или продуктов с высоким содержанием соли.
Как удалить пятна?Используйте высококачественное чистящее средство для нержавеющей стали (мы рекомендуем Bar Keepers Friend) для удаления отложений, вызванных минералами.
Каковы часы вашего обслуживания клиентов?Понедельник — четверг: 9:00 — 17:00 EST и пятница 9:00 — 16:00 EST
.