Конус Морзе: размеры, габариты, характеристики, назначение
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Переходные оправки и втулки
Переходные втулки конусов Морзе. Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Гладкий;
С резьбой;
С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Конусы с конусностью 1 : 30 и 1 : 50
В инструментальном деле и в общем машиностроении приняты, конусы с конусностью 1 : 30 и 1 : 50.
Конусность 1 : 30 имеют отверстия в насадных развертках и зенкерах. Коническая форма отверстий в этих инструментах необходима для лучшего центрирования и прочности посадки их на оправках. Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Конусность 1 : 50 имеют установочные штифты, применяемые в случае, когда необходимо, чтобы две детали машины, скрепленные болтами, не могли перемещаться одна относительно другой (например, фартук суппорта и его продольные салазки).
Установочные штифты входят в отверстия, высверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность таких штифтов принята равной 1 : 50, что соответствует углу уклона α = 0° 34′.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.
Содержание
1 Конус Морзе и метрический конус 1.1 Метрический конус
1.2 Укороченные конуса Морзе
2 Конус 7:24
3 HSK, КМ
4 Capto
5 Brown & Sharpe, Jacobs, Jarno
6 R8
7 Переходные оправки и втулки
8 Другие конусы, применяемые в машиностроении
8.2 Конус 1:30
8.3 Конус 1:16
8.4 Конус 1:10
8.5 Конус 1:7
8.6 Конус 1:5
8.7 Конус 1:4
8.8 Конус 1:1,866
8.9 Конус 1:0,866
8.10 Конус 1:0,652
8.11 Конус 7:64
9 Примечания
Ко́нус инструмента́льный
— конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.
Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).
В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
HSK, КМ
HSK
-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F
. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM
— конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.
Приложение А.1 (рекомендуемое). Конусы Морзе N 0 — N 6 и конусы Браун Шарп N 1 — N 3
Приложение А.1 (рекомендуемое)
Таблица А.1
Размеры в дюймах
Наименование конуса
Конус Браун и Шарп
Конус Морзе
Обозначение конуса
0
1
2
1
2
3
4
5
6
Конусность
0,502:12= =1:23,904= =0,04183
0,502:12= =1:23,904= =0,04183
0,502:12= =1:23,904= =0,04183
0,59858:12= =1:20,047= =0,04988
0,59941:12= =1:20,02= =0,04995
0,60235:12=
=1:19,922= =0,0502
0,62326:12= =1:19,254= =0,05194
0,63151:12= =1:19,002= =0,05263
0,62565:12= =1:19,18= =0,05214
0,23922
0,29968
0,37525
0,475
0,7
0,938
1,231
1,748
2,494
Наружный конус
3/32
3/32
3/32
1/8
3/16
3/16
1/4
1/4
1/16
*
0,243 14
0,30360
0,37917
0,48120
0,70940
0,94740
1,2440
1,76120
2,51030
—
—
—
0,3937
0,5906
0,8268
1,1024
1,5748
2,2047
*
0,20000
0,25000
0,31250
0,3690
0,5720
0,7780
1,0200
1,47500
2,1160
**
—
—
—
UNC 1/4
UNC 3/8
UNC 1/2
UNC 5/8
UNC 5/8
UNC 1
*
0,18954
0,23693
0,29681
0,35340
0,5533
0,7529
0,9908
1,43880
2,0639
11/64
7/32
9/32
11/32
17/32
23/32
31/32
113/32
2
11/64
7/32
9/32
11/32
17/32
23/32
31/32
113/32
2
—
—
—
0,25197
0,41338
0,51181
0,66929
0,82677
1,02362
—
—
—
0,31496
0,49212
0,59055
0,78740
1,02362
1,22047
—
—
—
0,33464
0,51968
0,68929
0,86614
1,181 10
1,41732
15/16
13/16
11/2
21/8
2 9/16
3 3/16
41/16
53/16
71/4
11/32
19/32
119/32
21/4
2 3/4
33/8
45/16
57/16
79/16
13/16
11/2
17/8
27/16
215/16
311/16
45/8
57/8
81/4
19/32
119/32
131/32
29/16
31/8
3 7/8
47/8
61/8
89/16
—
—
—
19/32
25/32
1 9/64
117/32
2
33/16
—
—
—
13/16
111/32
119/64
23/16
223/32
329/32
—
—
—
0,15748
0,19685
0,21653
0,32283
0,39370
0,45275
—
—
—
—
1,06299
1,41732
1,85039
2,36220
3,54330
—
—
—
1/8
11/64
13/64
9/32
21/64
13/32
h22
0,12500
0,15620
0,18750
0,20310
0,25000
0,31250
0,46870
0,62500
0,75000
***
1/4
5/16
3/8
11/32
13/32
17/32
5/8
3/4
11/16
0,38100
0,45500
0,53200
0,5200
0,66000
0,83
0,96000
1,15
1,58
—
—
—
1/2
3/4
0,94488
11/4
11/4
1,85040
3/16
3/16
3/16
3/16
1/4
9/32
5/16
0,47244
0,70866
1/32
1/32
3/64
3/64
1/16
5/64
3/32
1/8
5/32
1/8
1/8
1/8
3/16
3/16
1/4
1/4
5/16
3/8
Внутрен- ний конус
Н11
0,203
0,255
0,319
0,37800
0,58800
0,79700
1,044
1,502
2,15748
—
—
—
9/32
7/16
9/16
11/16
11/16
11/8
—
—
—
17/32
49/64
31/32
117/64
147/64
231/64
1
11/4
19/16
23/16
221/32
39/32
45/32
55/16
73/8
29/32
11/8
113/32
21/16
21/2
31/16
37/8
415/16
7
—
—
—
43/64
7/8
17/32
139/64
23/32
317/64
—
—
—
11/16
117/64
139/64
23/32
241/64
313/16
—
—
—
—
1,06299
1,41732
1,85039
2,3622
3,5433
h22
0,141
0,172
0,203
0,2230
0,27
0,33300
0,493
0,65
0,78
13/32
9/16
23/32
3/4
7/8
11/8
11/4
11/2
17/8
—
—
—
1/8
11/64
13/64
9/32
21/64
13/32
****
0,04
0,04
0,04
0,0393
0,03930
0,03930
0,03930
0,0393
0,0393
* Для и или приблизительные значения даны только для руководства. (Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ) ** — номинальный диаметр резьбы UNC. В каждом случае на детали должен быть промаркирован соответствующим символ UNC. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром.
_______________ Соответствует оригиналу. — Примечание изготовителя базы данных.
Особенности построения уклона и конусности
Область черчения развивалась на протяжении достаточно длительного периода. Она уже много столетий назад применялась для передачи накопленных знаний и навыков. Сегодня изготовление всех изделия может проводится исключительно при применении чертежей. При этом ему больше всего внимания уделяется при наладке массового производства. За длительный период развития черчения были разработаны стандарты, которые позволяют существенно повысить степень читаемости всей информации. Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.
Различные понятия, к примеру, сопряжение, уклон и конусность отображаются определенным образом. При этом учитывается область применения разрабатываемой технической документации и многие другие моменты.
К особенностям построения угла и конусности можно отнести следующие моменты:
Основные линии отображаются более жирным начертанием, за исключением случая, когда на поверхности находится резьба.
При проведении работы могут применяться самые различные инструменты. Все зависит от того, какой метод построения применяется в конкретном случае. Примером можно назвать прямоугольный треугольник, при помощи которого выдерживается прямой угол или транспортир.
Отображение основных размеров проводится в зависимости от особенностей чертежа. Чаще всего указывается базовая величина, с помощью которой определяются другие. На сегодняшний день метод прямого определения размеров, когда приходится с учетом масштаба измерять линии и углы при помощи соответствующих инструментов практически не применяется. Это связано с трудностями, которые возникают на производственной линии.
В целом можно сказать, что основные стандарты учитываются специалистом при непосредственном проведении работы по построению чертежа.
Часто для отображения уклона в начертательной геометрии создаются дополнительные линии, а также обозначается угол уклона.
В проектной документации, в которой зачастую отображается конусность, при необходимости дополнительная информация выводится в отдельную таблицу.
Конус инструментальный
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Гладкий;
С резьбой;
С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
В настоящее время самыми качественными конусами для сверлильного станка считаются те, которые изготовлены под брендами Капто и Кеннаметал. Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.
Крупнейшим разработчиком конусов Капто является компания Сандвик Коромант. На сегодняшний день конус продвигается в качестве аналога HSK высшего класса. Секущая часть имеет треугольную форму, а также края с выгибами и округленными сторонами. При этом способ производства такого пролювия отличается особой сложностью, таким образом, становится более дорогим удовольствием для конечного покупателя.
Основные названия, которые имеет пролювий-адаптер Капто: от C3 до C10. Изначально данный конус Морзе изготавливался в первую очередь для зажимов цанговым методом. Выпускается всего лишь один типовой размер данного конусоида. Штифты для установки инсталлируются в секущие отверстия, которые просверлены и развернуты под необходимым углом в детали стандартного габарита.
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями.
Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
Все еще могут быть актуальны советские и старые российские стандарты:
ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
NFE 62540 — французский стандарт.
IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца
DF примерно одинаков у всех конструктивных разновидностей.
Конус с фланцем для автоматической смены инструмента
Конус
D
L
Резьба
DF
10
15,87
21,8
15
19,05
26,9
25
25,40
39,8
30
31,75
49,2
M12
50
35
38,10
57,2
40
44,45
65,6
M16
63
45
57,15
84,8
M20
80
50
69,85
103,7
M24
97
55
88,90
132,0
M24
130
60
107,95
163,7
M30
156
65
133,35
200,0
M36
195
70
165,10
247,5
M36
230
75
203,20
305,8
M40
280
80
254,00
390,8
M40
350
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
1. Размеры и являются теоретическими, вытекающими соответственно из диаметра и номинальных размеров и .
2. Угол конуса 2 подсчитан по величине конусности с округлением до 1″.
3. Предельные отклонения размеров укороченных конусов — по ГОСТ 2848-75.
4. Центровые отверстия для конусов Морзе В12, В18, В24, В32 и В45 — формы Р по ГОСТ 14034-74. Допускается изготовление центрового отверстия размерами, указанными в рекомендуемом приложении.
ПРИЛОЖЕНИЕ (рекомендуемое). РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА
ПРИЛОЖЕНИЕ Рекомендуемое
мм
Обозначение конуса Морзе
В12
М6
8,0
8,5
16
В18
М10
12,5
13,2
24
В24
М12
15,0
17,0
28
В32
М16
20,0
22,0
32
В45
М20
26,0
30,0
40
Текст документа сверен по: официальное издание М. : Издательство стандартов, 1987
Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной фиксации режущего инструмента и предотвращения проворачивания имеет паз для лапки конуса. Сквозное поперечное отверстие предназначено для установки в паз клина, и нетрудного извлечения конусной оправки инструмента.
Основные размеры наружных инструментальных метрических и Морзе конусов
Наименование конуса
N конуса
Конусность
D, мм
D1, мм
d1, мм
a, мм
Lmax, мм
lmax, мм
emax, мм
Метрический
4
1:20
4
4,1
—
2
—
6
6
6,2
3
Морзе
0
1:19,212
9,045
9,2
6,1
3
59,5
56,5
10,5
1
1:20,047
12,065
12,2
9
3,5
65,5
62
13,5
2
1:20,020
17,780
18
14
5
80
75
16
3
1:19,992
23,825
24,1
19,1
99
94
20
4
1:19,254
31,267
31,6
24,5
6,5
124
117,5
24
5
1:19,002
44,399
44,7
35,7
156
149,5
29
6
1:19,180
63,348
63,8
51
8
218
210
40
Метрический
80
1:20
80
80,4
69
8
228
220
48
100
100
100,5
87
10
270
260
58
120
120
120,6
105
12
312
300
68
160
160
160,8
141
16
396
380
88
200
200
201
177
20
480
460
108
Диаметры D1 и d1 являются теоретически-расчётными и зависят от номинальных размеров D, a и l.
Основные размеры внутренних инструментальных метрических и Морзе конусов
Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
КМ – это горнитос Морзе, который спроектирован компанией Кеннаметал. И в настоящее время является одним из наиболее часто используемых креплений инструмента. Такое положение дел является следствием длительного периода использования именно данного пролювия, ибо диапазон размеров в высшей степени зависит от того, насколько эффективно используется инструмент.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.
По внешнему виду и сферам применения похожи на конуса Морзе. Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.
В инструментальном деле и в общем машиностроении приняты, конусы с конусностью 1 : 30 и 1 : 50.
Конусность 1 : 30 имеют отверстия в насадных развертках и зенкерах. Коническая форма отверстий в этих инструментах необходима для лучшего центрирования и прочности посадки их на оправках. Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Конусность 1 : 50 имеют установочные штифты, применяемые в случае, когда необходимо, чтобы две детали машины, скрепленные болтами, не могли перемещаться одна относительно другой (например, фартук суппорта и его продольные салазки).
Установочные штифты входят в отверстия, высверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность таких штифтов принята равной 1 : 50, что соответствует углу уклона α = 0° 34′.
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Кол-во блоков: 26 | Общее кол-во символов: 26142 Количество использованных доноров: 7 Информация по каждому донору:
https://prompriem. ru/stati/konus-morze.html: использовано 4 блоков из 6, кол-во символов 4291 (16%)
http://docs.cntd.ru/document/464633225: использовано 2 блоков из 4, кол-во символов 1785 (7%)
https://tokar.guru/hochu-vse-znat/chto-takoe-konus-morze-i-kak-opredelyayutsya-ego-razmery.html: использовано 2 блоков из 4, кол-во символов 2921 (11%)
https://metmastanki.ru/konus-morze-razmery-gost: использовано 3 блоков из 5, кол-во символов 3572 (14%)
https://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%83%D1%81_%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BC%D0%B5%D0%BD%D1%82%D0%B0%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9: использовано 6 блоков из 10, кол-во символов 10367 (40%)
http://td-vmp.ru/spravka/hvostoviki-instrumenta-morse-metric.html: использовано 2 блоков из 6, кол-во символов 2297 (9%)
http://stavincom.ru/stanochnaya-osnastka/conus_morse: использовано 2 блоков из 6, кол-во символов 909 (3%)
ГОСТ 25557-82 Конусы инструментальные. Основные размеры
Текст ГОСТ 25557-82 Конусы инструментальные.
Основные размеры
Цена 3 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 25557—82 JCT СЭВ 147—75J
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
к ГОСТ 25557—82 Конусы инструментальные. Основные размеры (Пере издание, февраль 1986 г.)
В каком месте
Напечатано
Должно быть
Пункт 2. Для конуса конусность
Таблица. Морзе 3
1:19,992=0,05020
1:19,922=0,05020
(МУС № 8 2001 г.)
УДК 621.9.02—434.5:006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ Основные размеры
Machine tool tapers.
Basic dimensions
ГОСТ
25557-82
(СТ СЭВ 147—75J
ОКП 39 0000
Постановлением Государственного комитета СССР по стандартам от 28 декабря 1982 г. № 5172 срок введения установлен
с 01.01.84
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе.
Стандарт полностью соответствует СТ СЭВ 147—75.
2. Основные размеры инструментальных метрических конусов и конусов Морзе должны соответствовать указанным на черт. 1, 2 и в таблице.
* Размеры Du d и d2 являются теоретическими и зависят от диаметра D ** Диаметр лапки d3 может по длине превышать размер с при условии, что
Пример условного обозначения конуса Морзе 3,
Морзе 3 АТ8 ГОСТ 25557—82 То же, метрического конуса 160, степени точности АТ7:
Метр.
160 АТ7 ГОСТ 25557—82
3. Неуказанные размеры концов конусов с резьбовым отвер-
4. Предельные отклонения размеров конусов — по ГОСТ
Продолжение
в мм
зе
Метрический
4
5
6
80
100
120
160
200
26,5
38,2
54,6
71,5
90
108,5
145 Л
182,5
18
23
27
33
39
52
107
135
188
202
240
276
350
424
98
125
177
186
220
254
321
388
11,9
15,9
19
26
32
38
50
62
32
38
47
52
60
70
90
110
и номинальных размеров а, h и /3.
Стгх — 6.
степени точности АТ8:
стием — по ГОСТ 14034—74. 2848—75.
Редактор В. С. Бабкина Технический редактор Э. В. Митяй Корректор С. И. Ковалева
Сдано в наб. 17.06.86 Подп. в печ. 15.10.86 0,75 уел. п. л. 0,75 уел. кр.-отт. 0,39 уч.-изд. л.
Тираж 12 000 Цена 3 коп.
Ордена «Знак Почета> Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12! 14, Зак. 3745.
ГОСТ 2682-86 — Оправка с конусом Морзе для сверлильных патронов. Конструкция и размеры
ГОСТ 2682-86 (СТ СЭВ 5163-85)
Группа Г27
ОКП 39 2880
Дата введения 1987-01-01
Постановлением Государственного комитета СССР по стандартам от 23 апреля 1986 г. N 1044 срок введения установлен 01.01.87
ВЗАМЕН ГОСТ 2682-72
ПЕРЕИЗДАНИЕ. Октябрь 1987 г.
1. Настоящий стандарт распространяется на оправки с конусом Морзе, предназначенные для крепления сверлильных патронов на станках.
Стандарт полностью соответствует СТ СЭВ 5163-85.
2. Конструкция и размеры оправок должны соответствовать указанным на чертеже и в таблице.
Размеры, мм
Обозна- чение оправки
Применяе- мость
Испол- нение
Обозна- чение конуса Морзе
Обозна- чение укороченного конуса Морзе
, не более
Масса, кг, не более
6039-0001
1
0
В 10
9,045
10,094
80
0,4
0,03
6039-0002
2
1
12,065
86
0,6
0,06
6039-0003
2
17,780
105
1,6
0,14
6039-0004
1
0
В 12
9,045
12,065
84
0,6
0,06
6039-0005
3
1
12,065
90
—
0,07
6039-0006
2
2
17,780
106
1,6
0,15
6039-0022
3
23,825
124
0,28
6039-0007
1
1
В 16
12,065
15,733
99
0,09
6039-0008
2
2
17,780
112
0,6
0,16
6039-0009
3
23,825
134
1,6
0,32
6039-0010
4
31,267
156
0,59
6039-0011
1
1
В 18
12,065
17,780
107
0,11
6039-0012
3
2
17,780
120
—
0,19
6039-0013
2
3
23,825
140
1,6
0,34
6039-0014
4
31,267
164
0,64
6039-0015
5
44,399
196
1,55
6039-0016
1
2
В 22
17,780
21,793
130
0,26
6039-0017
2
3
23,825
149
0,6
0,40
6039-0018
4
31,267
176
1,6
0,73
6039-0019
5
44,399
206
1,64
6039-0023
3
3
В 24
23,825
23,825
157
—
0,44
6039-0020
2
4
31,267
186
1,6
0,79
6039-0021
5
44,399
221
1,69
Пример условного обозначения оправки с конусами Морзе 0 и В 10:
Оправка 6039-0001 ГОСТ 2682-86
3. Материал — сталь марки 40Х по ГОСТ 4543-71. Допускается применение сталей других марок с механическими свойствами не ниже, чем у стали марки 40Х.
4. Твердость — 41,5…46,5 HRC.
5. Конусы Морзе — по ГОСТ 25557-82, укороченные конусы Морзе — по ГОСТ 9953-82.
6. Маркировать: обозначение и товарный знак предприятия-изготовителя.
7. Технические требования — по ГОСТ 17166-71.
Конус 7 24 размеры угол в градусах. Конус инструментальный. Переходные втулки с конусом R8
Конус Морзе – это одно из самых распространенных средств для закрепления инструмента на станке. Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Область применения конуса Морзе – это машиностроение. С его помощью можно быстро и очень точно закрепить режущий инструмент. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.
Габариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
Преимущества:
заклинивание хвостовиков в шпинделе гораздо меньше;
меньшие размеры;
улучшенный упор по оси;
простота закрепления;
автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Скачать ГОСТ 25557-82
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.
Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
BI – внутренний, имеется паз;
ВЕ – наружный, имеется лапка;
AI – внутренний, имеется отверстие по оси;
АЕ – наружный, имеется отверстие по оси с резьбой;
BIK – внутренний, имеются паз и отверстие для подачи ;
ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.
Представленные ниже названия означают, что конус был укорочен:
B7 — до 14 мм;
B10 — до 18 мм;
B12 — до 22 мм;
B16 — до 24 мм;
B18 — до 32 мм;
B22 — до 45 мм;
B24 — до 55 мм;
B32 — до 57 мм;
B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Для уменьшения номенклатуры инструмента, который применяется в промышленном металлообрабатывающем оборудовании, выпускаются разнообразные переходники из одних конусов в другие — для инструмента с коническим хвостовиком, а также конического отверстия шпинделя.
Переходник типа «наружный конус — внутренний конус» именуют переходной втулкой. Переходник типа «наружный конус — наружный конус» именуют переходной оправкой
.
Переходные втулки с конусом 7:24
Основная сфера применения инструментального конуса 7:24 – станки с ЧПУ оснащённые узлом для автоматической смены инструмента. Данный тип конуса лишён основного недостатка присущего конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Также конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом.
Переходные втулки с конусом Морзе
Эти конуса изготавливаются в соответствии со стандартами Морзе (Стивен А.Морзе — американский изобретатель 19 века).
Стандартные конуса такого типа имеют несколько соответствующих типоразмеров, которые обозначаются цифрами 0,1,2,3,4,5,6. Подбор номеров переходных втулок осуществляется в соответствии с теми номерами, которые имеют конуса режущего инструмента.
Фиксация конического хвостовика в специально предусмотренном отверстие шпинделя достигается за счет действия силы трения, которая возникает между коническими поверхностями. Обеспечивают высокую точность центровки инструмента, а также обеспечивают быструю его смену — с помощью специального клина.
Переходные втулки Морзе имеют два варианта исполнения: короткий и длинный.
Переходные втулки с HSK-конусом
HSK-конус (от нем. Hohlschaftkegel, полый конус) используется во фрезерных и токарно-фрезерных обрабатывающих центрах. Конусность 1:10.
HSK-конус имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160).
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
Переходные втулки с конусом R8
Конус R8 разработан компанией Bridgeport Machines для своего оборудования. Создавался специально для цанговых зажимов, впоследствии стал использоваться как инструментальный конус. Существует только один типоразмер.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации,
3. Стандарт соответствует международному стандарту ИСО 297-88 в части размеров хвостовиков инструментов с конусом 7:24 и полностью соответствует ИСО 7388-1-83
Исполнение 1
Предельное отклонение положения основной плоскости.
/ — основная плосхость; 2 — зона крепления инструмента
Размеры для справок
Размеры соответствуют ИСО 297-88. кроме размеров.
Таблица 1
t. не Солее
Л *»с ■еиее
г. не более
заключенных в скобках (см. =D ~о,5.
4. По согласованию с потребителем допускается увеличение размера D t до значений равных диаметру наружной поверхности конца шпинделя по ГОСТ 30064-93.
* Предельное отклонение положения основной плоскости.
** Размеры определяют пространство для захвата инструмента.
Размеры хвостовиков, соответствующие ИСО 7388-1-83 (см приложение).
Примечания:
1. Величина диаметра цилиндрической части /) 5 должна удовлетворять следующему соотношению:
Между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глуби-по ГОСТ 8820 . Ширина канавки для конусов 30 и 40-1,6 мм. для конусов 45 и 50-3.0 мм;
Увеличение размера / при условии выполнения соотношения при этом пазы под шпонку шириной b могут быть нссквознымн с параллельными сторонами длиной не менее значения / 44
Примечания:
1. Канавка для выхода шлифовального круга — по ГОСТ 8820 .
2. По согласованию с потребителем допускается:
Между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глубиной по ГОСТ 8820, ширина канавки для конуоов 30 и 40 — 1.6 мм, для конусов 45 и 50 — 3.0 мы;
Увеличение размера / до значения, не превышающего: /+Л, при этом пазы под шпонку шириной Ь могут изготовляться несквозяыми с параллельными сторонами длиной не менее значения /;
Изготовление паза с размером / а.
3. Размеры и форма центрового отверстия должны соответствовать указанным на черт. 4 и в табл. 4.
4. Неуказанные предельные отклонения размеров: Н14, Ы4, IT 14
5. Степень точности конусов АТ4, АТ5, допуски угла и формы конуса — по ГОСТ 19860 . Отклонение угла конуса от номинального располагать в «плюс».
  Таблица не распространяется на угловые размеры конусов. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.
НОРМАЛЬНЫЕ КОНУСНОСТИ и УГЛЫ КОНУСОВ (ГОСТ 8593-81)
  Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
  Примечание. Значения конусности или угла конуса, указанные в графе «Обозначение конуса»,
приняты за исходные при расчете других значений, приведенных в таблице. При выборе конусностей или
углов конусов ряд 1 следует предпочитать ряду 2.
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ (ГОСТ 9953-82)
  Стандарт распространяется на укороченные инструментальные конусы Морзе.
  *z — наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D от теоретическогот положения.   ** размеры для справок.
Обозначение конуса
Конус Морзе
D
D 1
d
d 1
l 1
l 2
a, не более
b
c
B7
0
7,067
7,2
6,5
6,8
11,0
14,0
3,0
3,0
0,5
B10 B12
1
10,094 12,065
10,3 12,2
9,4 11,1
9,8 11,5
14,5 18,5
18,0 22,0
3,5 3,5
3,5 3,5
1,0 1,0
B16 B18
2
15,733 17,780
16,8 18,0
14,5 16,2
15,0 16,8
24,0 32,0
29,0 37,0
5,0 5,0
4,0 4,0
1,5 1,5
B22 B24
3
21,793 23,825
22,0 24,1
19,8 21,3
20,5 22,0
40,5 50,5
45,5 55,5
5,0 5,0
4,5 4,5
2,0 2,0
B32
4
31,267
31,6
28,6
—
51,0
57,5
6,5
—
2,0
B45
5
44,399
44,7
41,0
—
64,5
71,0
6,5
—
2,0
Размеры D 1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров а и l 1
КОНУСНОСТЬ НАРУЖНЫХ И ВНУТРЕННИХ КОНУСОВ И КОНУСОВ С РЕЗЬБОВЫМ ОТВЕРСТИЕМ
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ НАРУЖНЫЕ (ГОСТ 25557-2006)
Тип конуса
Метрический
Морзе
Метрический
Обозн.
4
6
0
1
2
3
4
5
6
80
100
120
160
200
D
4,0
6,0
9,045
9,065
17,78
23,825
31,267
44,399
63,348
80
100
120
160
200
D 1
4,1
6,2
9,2
12,2
18,0
24,1
31,6
44,7
63,8
80,4
100,5
120,6
160,8
201,0
d*
2,9
4,4
6,4
9,4
14,6
19,8
25,9
37,6
53,9
70,2
88,4
106,6
143
179,4
d 1
—
—
—
М6
М10
М12
М16
М20
М24
М30
М36
М36
М48
М48
d 4 max
2,5
4,0
6,0
9,0
14,0
19,0
25,0
35,7
51,0
67,0
85,0
102,0
138,0
174,0
l min
—
—
—
16,0
24,0
24,0
32,0
40,0
47,0
59,0
70,0
70,0
92,0
92,0
l 1
23,0
32,0
50,0
53,5
64,0
81,0
102,5
129,5
182,0
196,0
232,0
268,0
340,0
412,0
l 2
25,0
35,0
53,0
57,0
69,0
86,0
109,0
136,0
190,0
204,0
242,0
280,0
356,0
432,0
l 11
—
—
—
4,0
5,0
5,5
8,2
10,0
11,5
—
—
—
—
—
* — размер для справок. — угол конусов Морзе №0-№5 соответствует углу укороченных конусов Морзе; №6 — 1:19,180 = 0,05214 — угол метрических конусов — 1:20 = 0,05.
  Профиль резьбового отверстия соответствует отверстию центровому форма Р по ГОСТ ГОСТ 14034-74 .
  В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице. Стандарт также определяет размеры пазов канавок и отвестий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
  В зависимости от конструкции инструментальный хвостовик может иметь соответствующее обозначение:
BI — внутренний конус с пазом; BE — наружный конус с лапкой; AI — внутренний конус с отверстием по оси; АЕ — наружный конус с резьбовым отверстием по оси; BIK — внутренний конус с пазом и отверстием для подачи СОЖ; ВЕК — наружный конус с лапкой и отверстием для подачи СОЖ; AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ; АЕК — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ ВНУТРЕННИЕ (ГОСТ 25557-2006)
КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7: 24 (ГОСТ 15945-82)
  Допуски конусов внутренних и наружных конусностью 7:24 по ГОСТ 19860-93.
КОНУСЫ ИНСТРУМЕНТОВ Предельные отклонения угла конуса и допуски формы конусов (ГОСТ 2848-75)
  Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.
  Примечания:   1. Отклонения угла конуса от номинального размера располагав в «плюс» — для наружных конусов, в «минус» — для внутренних.   2. ГОСТ 2848-75 для наружных конусов предусматривает также степени точности АТ4 и АТ5. Допуски по ГОСТ 2848-75 распространяются на конусы инструментов по ГОСТ 25557-2006 и ГОСТ 9953-82.
  Пример обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-2006
  То же метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-2006
  То же укороченного конуса В18, степени точности АТ6:
Морзе В18 АТ6 ГОСТ 9953-82
Похожие документы:
ГОСТ 2848-75 — Конусы инструментов. Допуски. Методы и средства контроля ГОСТ 7343-72 — Конусы инструментов с конусностью 1:10 и 1:7. Размеры ГОСТ 10079-71 — Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция и размеры ГОСТ 22774-77 — Конусы и трубки шлифовальные. Типы и размеры ГОСТ 25548-82 — Основные нормы взаимозаменяемости. Конусы и конические соединения. Термины и определения
И исполнению.
Конус Морзе и метрический конус
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году .
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7
, нем. MK0-MK7
) . Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper
). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6
) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200
).
Конструктивных различий между конусом Морзе и метрическим нет.
Размеры наружного и внутреннего конуса (по ГОСТ 25557-2006), мм
Таблица 1
Обозначение конуса
Конусность
D
D 1
d
d 1
d 2
d 3 max
d 4 max
d 5
l 1 max
l 2 max
l 3 max
l 4 max
l 5 min
l 6
Метрический
№ 4
1:20
4
4,1
2,9
—
—
—
2,5
3
23
25
—
—
25
21
№ 6
1:20
6
6,2
4,4
—
—
—
4
4,6
32
35
—
—
34
29
Морзе
КМ0
1:19,212
9,045
9,2
6,4
—
6,1
6
6
6,7
50
53
56,3
59,5
52
49
КМ1
1:20,047
12,065
12,2
9,4
M6
9
8,7
9
9,7
53,5
57
62
65,5
56
52
КМ2
1:20,020
17,780
18
14,6
M10
14
13,5
14
14,9
64
69
75
80
67
62
КМ3
1:19,922
23,825
24,1
19,8
M12
19,1
18,5
19
20,2
80,1
86
94
99
84
78
КМ4
1:19,254
31,267
31,6
25,9
M16
25,2
25,2
24
26,5
102,5
109
117,5
124
107
98
КМ5
1:19,002
44,399
44,7
37,6
M20
36,5
35,7
35,7
38,2
129,5
136
149,5
156
135
125
КМ6
1:19,180
63,348
63,8
53,9
M24
52,4
51
51
54,6
182
190
210
218
188
177
КМ7
1:19,231
83,058
—
285. 75
294.1
Метрический
№ 80
1:20
80
80,4
70,2
M30
69
67
67
71,5
196
204
220
228
202
186
№ 100
1:20
100
100,5
88,4
M36
87
85
85
90
232
242
260
270
240
220
№ 120
1:20
120
120,6
106,6
M36
105
102
102
108,5
268
280
300
312
276
254
№ 160
1:20
160
160,8
143
M48
141
138
138
145,5
340
356
380
396
350
321
№ 200
1:20
200
201
179,4
M48
177
174
174
182,5
412
432
460
480
424
388
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
B7 — укороченный до 14 мм КМ0 .
B10 , B12 — укороченный до 18 и 22 мм соответственно КМ1 .
B16 , B18 — укороченный до 24 и 32 мм соответственно КМ2 .
B22 , B24 — укороченный до 45 и 55 мм соответственно КМ3 .
B32 — укороченный до 57 мм КМ4 .
B45 — укороченный до 71 мм КМ5 .
Патрон по ГОСТу для дрели и сверлильного станка с укороченным переходником размеры B16
Сегодня обзор не совсем обычного для Mysku товара. Но я знаю, что тут есть люди которые работают руками и имеют некоторый станочный парк, думаю им будет интересно. Предвосхищая возгласы о том что можно купить старый советский патрон у дедушки на рынке и он будет ого-го! — я сделал сравнение и уверен на 110%, что произвольный патрон из СССР будет не лучше. Возможно, и найдётся сопоставимый, но придётся поискать.
Патрон поставляется в двух коробочках: собственно патрон с ключом и хвостовик.
Начнем с хвостовика.
Красивый хорошо шлифованный хвостовик под конус Морзе-2 с одной стороны и конус Морзе инструментальный укороченный B16 с другой (почитать подробнее можно например тут). Есть небольшие дефекты на плоской части, но она ни на что не влияет. Поставляется в пластиковой коробочке.
Теперь собственно патрон. Патрон в картонной коробке с качественной полиграфией. Патрон и ключ в разных пакетах. Присутствует инструкция на английской и китайском.
На патроне есть надписи BRIED B16 0.5-13mm.
На фото всё бликует, не получилось толком сфотографировать.
Максимально сведенные и разведенные губки
Надо сказать, что в описании на сайте цифры более правильные — от 1 до 13мм. то есть 0.5мм сверло входит в патрон с лёгким натягом, сверлить им не получится. 0.7мм — уже вроде как затягивается, но реально уверенно пожалуй только от 1мм. Впрочем, 0.7 я сверлить не пробовал. Максимальный диаметр — 13.5мм.
Так выглядит патрон в сборе с хвостовиком:
А так в сравнении с аналогом «родом из СССР»
Как видим, аналог заметно меньше в диаметре при тех же заявленных размерах свёрел. Но! Эти патроны НЕСРАВНИМЫ по точности.
Сравнивать будем на вот таком сверлильно-фрезерном станке Гомельского производства
В патроны зажат вал от бензонасоса. Калёный, полированный, ровный, диаметром 6мм. При проверках положение узлов станка не изменялось, за исключением перемещения стола для замены патрона.
Как видим, биение не более полутора соток, что я считаю просто феноменальным результатом. По сути можно использовать вместо цангового патрона для фрезерования чего-то не особо твердого и малыми диаметрами фрез.
Подведем итоги: патрон отличного качества как по исполнению, так и по точности. единственным относительным минусом можно считать достаточно крупные размеры, но это я уже докапываюсь, по правде говоря. То есть даже по ГОСту патрон 1-13мм имеет наружный диаметр 52мм
Несомненно, если у вас есть доступ к складам со списанным или списываемым оборудованием, и в этом «фикспрайсе» «всё за бутылку» широкий выбор нового инструмента из ЗИПов и НЗ — то надо брать на месте. Вдруг будет не хуже? Если же предприятия развалились уже давно и халявы не будет — настоятельно рекомендую к покупке. действительно очень качественный патрон. И это я не п.18 отрабатываю, это совершенно искренне.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Хвостовики инструментов / Shank tool
Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding
Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению
814 Хвостовики инструмента режущего и вспомогательного для металлорежущих станков Присоединительные размеры Инструментальная оснастка с коническим хвостовиком 7:24 и HSK
815 Размеры цилиндрических хвостовиков инструмента для металлообработки DIN 6535 Форма HA Гладкий Форма HB Weldon DIN 6535 HE Хвостовик Whistle Notch с лыской DIN 6535 H
816 Присоединительные размеры цилиндрических хвостовиков инструмента для металлообработки DIN 1835 Форма A Гладкий Форма B Weldon DIN 1835 E Хвостовик Whistle Notch для
817
818
819
306 Хвостовики инструментов Стандартные размеры для обрабатывающих центров и станков с ЧПУ и металлорежущего оборудования с ручным управлением DIN 69871 Конус Морзе
33 Основные типы хвостовиков инструмента Размеры гладких цилиндрических по DIN 6535 HA Хвостовиков с лыской по DIN 6535 HB и косой лыской по DIN 6535 HE
34 Основные размеры инструментальных цилиндрических хвостовиков по DIN 1809 и конических хвостовиков Морзе с резьбовым отверстием по DIN 228 A
35 Размеры конических хвостовиков инструмента с конусом Морзе с лапкой DIN 228 B Гладкие цилиндрические хвостовики с квадратом на конце согласно стандарту DIN 10
36 Цилиндрические хвостовики концевого инструмента по DIN 1835 A С лысками согласно стандарта DIN 1835 B Weldon С резьбой по DIN 1835 D Присоединительные размеры
37 Инструментальные цилиндрические хвостовики Whistle Notch с косой лыской 2 градуса по немецкому техническому стандарту DIN 1835 E Присоединительные размеры
См. также / See also :
Хвостовик (конус) HSK / Hollow taper shank
Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling
Гидравлический патрон / Hydraulic chucks
Термопатроны / Shrink fit chuck
Патроны для метчиков / Tapping chucks
Балансировка инструмента / Tool balancing
Стандартные размеры сверл / Parts of a drill
Размеры фрез по металлу / Mounting dimensions of milling cutters
Примеры страниц из каталогов инструмента для металлообработки
33 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. 33
Основные типы хвостовиков инструмента Размеры гладких цилиндрических по DIN 6535 HA Хвостовиков с лыской по DIN 6535 HB и косой лыской по DIN 6535 HE
Основные типы хвостовиков инструмента Размеры гладких цилиндрических по DIN 6535 HA Хвостовиков с лыской по DIN 6535 HB и косой лыской по DIN 6535 HE _ Для d1 = 6 … 20 мм Цилиндрические хвостовики с косой лыской по DIN 6535 HE. Для d1 = 6 … 20 мм KEzH: Ь а d1 h6 mm 1, +2 mm b, +0,05 mm e, -1 mm ‘2 +1 mm h, h21 mm 2 28 3 28 4 28 5 28 6 36 4,2 18 — 5,1 8 36 5,5 18 — 6,9 10 40 7 20 — 8,5 12 45 8 22,5 — 10,4 14 45 8 22,5 — 12,7 16 48 10 24 — 14,2 18 48 10 24 — 16,2 20 50 11 25 — 18,2 25 56 12 32 17 23,0 32 60 14 36 19 30,0 Для d1 = 25 … 32 мм d, h6 mm 1, +2 mm 1 -1 mm l5 mm Г2 mm а -30’ (ьг) mm (Ьз) mm h3 h21 mm (h4) mm 6 36 25 18 1,2 2° 4,3 — 5,1 — 8 36 25 18 1,2 2° 5,5 — 6,9 — 10 40 28 20 1,2 2° 7,1 — 8,5 — 12 45 33 22,5 1,2 2° 8,2 — 10,4 — 14 45 33 22,5 1,2 2° 8,1 — 12,7 — 16 48 36 24 1,6 2° 10,1 — 14,2 — 18 48 36 24 1,6 2° 10,8 — 16,2 — 20 50 38 25 1,6 2° 11,4 — 18,2 — 25 56 44 32 1,6 2° 13,6 9,3 23,0 24,1 32 60 48 35 1,6 2° 15,5 9,9 30,0 31,2 33 Общая информация
34 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. 34
Основные размеры инструментальных цилиндрических хвостовиков по DIN 1809 и конических хвостовиков Морзе с резьбовым отверстием по DIN 228 A
Основные размеры инструментальных цилиндрических хвостовиков по DIN 1809 и конических хвостовиков Морзе с резьбовым отверстием по DIN 228 A _ Диапазон диаметров d mm 2m “ Е Е l ± IT16 mm r mm 3,0 до 3,5 1,6 2,2 От 3,5 до 4,0 2 2,2 От 4,0 до 4,5 2,2 2,5 0,2 От 4,5 до 5,5 2,5 2,5 От 5,5 до 6,5 3 3 От 6,5 до 8,0 3,5 3,5 От 8,0 до 9,5 4,5 4,5 От 9,5 до 11,0 5 5 От 11,0 до 13,0 6 6 0,4 От 13,0 до 15,0 7 7 От 15,0 до 18,0 8 8 От 18,0 до 21,0 10 10 Конус Морзе с резьбовым отверстием по DIN 228 A Конус Морзе d1 mm d9 l1 max. mm l mm Конусность на мм диаметра 0 9,045 — 50 53 0,05205 1 12,065 M6 53,5 57 0,04988 2 17,780 M10 64 69 0,04995 3 23,825 M12 81 86 0,05020 4 31,267 M16 102,5 109 0,05194 5 44,399 M20 129,5 136 0,05263 6 63,348 M24 182 190 0,05214 34 Общая информация
35 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. 35
Размеры конических хвостовиков инструмента с конусом Морзе с лапкой DIN 228 B Гладкие цилиндрические хвостовики с квадратом на конце согласно стандарту DIN 10
Размеры конических хвостовиков инструмента с конусом Морзе с лапкой DIN 228 B Гладкие цилиндрические хвостовики с квадратом на конце согласно стандарту DIN 10 _ Конус Морзе di mm ‘a -1 mm b h23 mm Г2 mm ‘7 max. mm ‘ mm Конусность на мм диаметра 0 9,045 56,5 3,9 4 10,5 59,5 0,05205 1 12,065 62 5,2 5 13,5 65,5 0,04988 2 17,780 75 6,3 6 16 80 0,04995 3 23,825 94 7,9 7 20 99 0,05020 4 31,267 117,5 11,9 8 24 124 0,05194 5 44,399 149,5 15,9 10 29 156 0,05263 6 63,348 210 19 13 40 218 0,05214 Цилиндрические хвостовики по DIN 10 Диапазон диаметров d h9 mm a h21 mm ‘ mm От 1,32 до 1,50 1,12 4 От 1,50 до 1,70 1,25 4 От 1,70 до 1,90 1,40 4 От 1,90 до 2,12 1,60 4 От 2,12 до 2,36 1,80 4 От 2,36 до 2,65 2,00 4 От 2,65 до 3,00 2,24 5 От 3,00 до 3,35 2,50 5 От 3,35 до 3,75 2,80 5 От 3,75 до 4,25 3,15 6 От 4,25 до 4,75 3,55 6 От 4,75 до 5,30 4,00 7 От 5,30 до 6,00 4,50 7 От 6,00 до 6,70 5,00 8 От 6,70 до 7,50 5,60 8 От 7,50 до 8,50 6,30 9 Диапазон диаметров d h9 mm a h21 mm ‘ mm От 8,50 до 9,50 7,10 10 От 9,50 до 10,6 8,00 11 От 10,6 до 11,8 9,00 12 От 11,8 до 13,2 10,0 13 От 13,2 до 15,0 11,2 14 От 15,0 до 17,0 12,5 16 От 17,0 до 19,0 14,0 18 От 19,0 до 21,2 16,0 20 От 21,2 до 23,6 18,0 22 От 23,6 до 26,5 20,0 24 От 26,5 до 30,0 22,4 26 От 30,0 до 33,5 25,0 28 От 33,5 до 37,5 28,0 31 От 37,5 до 42,5 31,5 34 От 42,5 до 47,5 35,5 38 От 47,5 до 53,0 40,0 42 35 Общая информация резьбовым отверстием
Подборка ссылок иллюстрированных из промышленных каталогов
659 Хвостовики инструментов для станочного оборудования Разновидности по типу подвода СОЖ в инструмент из инструментальной оснастки и станка
820 Шпиндельные головки по DIN 2079 Форма B Присоединительные размеры режущих инструментов и оснастки Отверстия со шпоночным пазом Вспомогательный инструмент ISO 60 50 d
Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images)
Концевые сборные фрезы Pramet для фрезерной обработки прямоугольных уступов в металлических заготовках Чешский фрезерный металлорежущий инструмент крупным
Концевые сборные фрезы Pramet для фрезерной обработки прямоугольных уступов в металлических заготовках Чешский фрезерный металлорежущий инструмент крупным планом
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / Cutting tools and tooling system catalogs
Каковы размеры и углы конусов Морзе и Якобса?
Конус станка, часто называемый «гильзой сверла», представляет собой средство для закрепления державок или режущих инструментов в шпинделе электроинструмента или станка. Штыревой элемент конической формы с конусом входит в гнездо охватывающего элемента, которое имеет соответствующий конус под равным углом. Они держатся за счет трения сопрягаемых поверхностей и заклинивания конуса. Многие шпиндели электроинструментов, как и шпиндели большинства станков, используют конусы как способ крепления инструментов.В этом руководстве будут рассмотрены два наиболее распространенных типа конусов — Джейкобса и Морса — некоторые инструменты, с которыми они работают, а также доступные размеры и углы наклона.
Часто операторам станков необходимо легко и быстро снимать или устанавливать насадки. Будь то сверлильный станок, ручное сверло или токарный станок с патронами (например, сверлильный патрон или цанговый патрон), патрон крепится с помощью конуса. Конус для станка — это простая, универсальная, воспроизводимая и недорогая система крепления инструмента. Конус обеспечивает возможность индексации, так как инструменты можно быстро менять, а также они точно расположены как в осевом, так и в концентрическом направлении за счет конуса.
Конусы Морзе и Джейкобса являются примерами самоудерживающихся конусов. Это означает, что охватываемая и охватывающая части соединяются вместе и связываются друг с другом до такой степени, что силам бурения можно противостоять без дышла. Дышло или шпиндельное дышло — это зажимной механизм для держателей инструментов на станках. Сам резцедержатель или конус станка удерживается дышлом и прикладывает усилие к шпинделю, особенно при вращении на низких скоростях. На холостом ходу инструмент по-прежнему остается в шпинделе из-за дышла.Если требуется смена инструмента, его выбивают клином.
Машинистов учат проявлять большую осторожность при обращении с конусами Морзе и Джейкобса, поскольку они чувствительны к вмятинам, сколам и грязи. При совмещении конуса с охватываемым конусом и охватывающего гнезда, если есть какие-либо дефекты или загрязнения, детали не будут точно располагаться и удерживаться надежно, что приведет к потенциальному колебанию и вибрации заготовки. Конические хвостовики легко протирать. Однако глубокие и недоступные гнезда лучше очищать специальным инструментом для чистки конусов, который вставляется, скручивается, а затем удаляется.
Конус Jacobs, обычно обозначаемый сокращенно JT, чаще всего используется для крепления патронов сверлильного станка к оправке. Углы конуса непостоянны и варьируются от 1,41 ° на сторону для №0 (и неясного №2-1 / 2) до 2,33 ° на сторону для №2 (и №2 короткого). Также существует несколько размеров между №2 и №3: №2 короткий, №6 и №33.
Конус Морзе был назван в честь Стивена А. Морса и был разработан в середине 1860-х годов. Сегодня это по-прежнему один из наиболее широко используемых конусов, который часто используется на хвостовиках спиральных сверл и машинных разверток, в шпинделях промышленных сверлильных станков и в задних бабках токарных станков.Угол конуса конуса Морзе несколько зависит от размера, но обычно составляет 1,49 °. Они бывают восьми размеров, обозначенных целыми числами от 0 до 7, и один, который редко встречается или используется половинного размера, 4-1 / 2. Часто обозначение сокращается как MT, за которым следует цифра (например, конус Морзе номер 4 будет MT4).
Конус Джекобса
Конус Джекобса #
Большой диаметр
Малый диаметр
Длина
0
.250
. 228
.438
1
.384
.333
.656
2 коротких
.549
.488
.750
2
.559
.488
.875
3
.811
.746
1,219
4
1,124
1.037
1.656
5
1,413
1,316
1,875
6
.676
.624
1.000
33
. 624
.561
1.000
Конус Морзе
Конус Морзе #
Большой диаметр
Малый диаметр
Длина
0
.356
.252
1,938
1
.475
0,369
2,063
2
.700
. 572
2,500
3
.938
.778
3,063
4
1,231
1.020
3,875
4-1 / 2
1.500
1,266
4,313
5
1,748
1,475
4,938
6
2. 494
2,116
7.000
7
3,270
2,750
9,500
Проверьте на Zoro.com все ваши конусы Морзе, удлинители конусов Морзе и удлинители конусов Морзе.
Размеры конического хвостовика
Дом
Продукты
Каталожный номер
Книжный магазин
Связаться
Каталог продукции
Механический парадокс Фергюсона Оррери
Миниатюрная внутренняя планета Оррери
Кометарий
Ближайшие звезды
Механический Paradox Demonstrator
Кости Нэпьера
Genaille Lucas Вычислительные линейки
Часы механика
ThinkWeights
Рычаг Paradox
Аккумулятор HP-01
Свойства медного провода AWG
Размеры центровочного сверла
Размер сверла и десятичные эквиваленты
Imperial Tap Chart
Размеры шпоночной канавки
Точки плавления
Метрическая диаграмма отводов
Размеры уплотнительного кольца
Трубная резьба
Винтовые экстракторы
Калибры и веса для листового металла
Винты с головкой под торцевой ключ
Расчет конуса
Конические штифты
Размеры конического хвостовика
Размеры шайб
Калибры проводов
Размеры шурупа
Быстрые ссылки: Морс Джейкобс
Ярно Браун и Шарп Велдон
База знаний org (Wiki) ХорошоOkGetting BetterPretty GoodAwesome Разные количества конусов Морзе немного отличаются друг от друга, но все они составляют примерно 5/8 дюйма на фут (0,05208 дюйма на дюйм). Хвостовики с конусом Морзе используются в различных инструментах, и исключительно на хвостовиках спиральных сверл. Фактически, старые спиральные сверла — недорогой источник конусов Морзе.
Конус
Большой конец
Малый конец
Длина
Конус / Лапка
Конус / дюйм
Угол
От центра
# 0
0.3561
0,2520
2,00
. 6246
.0521
1,4908
№ 1
0,4750
0,3690
2,13
. 5986
. 0499
1,4287
№ 2
0,7000
0,5720
2,56
. 5994
0,0500
1,4307
№ 3
0.9380
0,7780
3,19
.6024
0,0502
1,4377
# 4
1,2310
1. 0200
4,06
.6233
0,0519
1.4876
№ 4-1 / 2
1,5000
1,2660
4,50
.6240
0,0520
1.4894
# 5
1.7480
1.4750
5,19
.6315
.0526
1,5073
№ 6
2.4940
2,1160
7,25
. 6257
.0521
1.4933
№ 7
3,2700
2,7500
10,00
. 6240
0,0520
1.4894
Конусы Jacobs используются для сверлильных патронов.
Конус
Большой конец
Малый конец
Длина
Конус / Лапка
Конус / дюйм
Угол от центра
# 0
0,2500
0,2284
0,44
. 5915
0,0493
1,4117
№ 1
0.3840
0,3334
0,66
. 9251
. 0771
2,2074
№ 2
0,5590
0,4876
0,88
. 9786
.0816
2,3350
# 2 Короткий
0,5488
0,4876
0,75
. 9786
.0816
2,3350
№ 3
0.8110
0,7461
1,22
.6390
0,0532
1,5251
# 4
1,1240
1,0372
1,66
. 6289
0,0524
1,5009
# 5
1.4130
1,3161
1,88
. 6201
.0517
1,4801
№ 6
0.6760
0,6241
1,00
. 6229
0,0519
1.4868
№ 33
0,6240
0,5605
1,00
,7619
.0635
1,8184
Конусы Brown & Sharpe используются для изготовления конических хвостовиков на таких инструментах, как концевые фрезы и развертки, оправки, цанги и шпиндели станков, особенно фрезерных и шлифовальных станков.
Конус составляет приблизительно 1/2 дюйма на фут (0,04167 дюйма на дюйм) для всех размеров, кроме конуса № 10, где конус составляет 0,5161 дюйма на фут (0,04301 дюйма на дюйм). Во многих случаях существует несколько раструбов различной длины, соответствующих одному и тому же количеству конусов; Однако все эти конусы имеют одинаковый диаметр на малом конце.
Конус
Большой конец
Малый конец
Длина
Конус / Лапка
Конус / дюйм
Угол от центра
№ 1
0.2392
0,2000
0,94
. 5020
0,0418
1,1983
№ 2
0,2997
0,2500
1,19
. 5020
0,0418
1,1983
№ 3
0,3753
0,3125
1,50
. 5020
0,0418
1,1983
# 4
0.4207
0,3500
1,69
. 5024
0,0419
1,1992
# 5
0,5388
0,4500
2,13
. 5016
0,0418
1,1973
№ 6
0,5996
0,5000
2,38
. 5033
0,0419
1,2013
№ 7
0.7201
0,6000
2,88
. 5015
0,0418
1,1970
№ 8
0,8987
0,7500
3,56
. 5010
0,0418
1,1959
№ 9
1.0775
0,9001
4,25
. 5009
. 0417
1,1955
№ 10
1.2597
1. 0447
5,00
. 5161
. 0430
1,2320
№ 11
1.4978
1,2500
5,94
. 5010
0,0418
1,1959
№ 12
1,7968
1,5001
7,13
. 4997
. 0416
1,1928
№ 13
2.0731
1,7501
7,75
. 5002
. 0417
1,1940
№ 14
2,3438
2,0000
8,25
. 5000
. 0417
1,1935
№ 15
2,6146
2.2500
8,75
. 5000
. 0417
1,1935
№ 16
2.8854
2,5000
9,25
. 5000
. 0417
1,1935
№ 17
3,1563
2,7500
9,75
. 5000
. 0417
1,1935
№ 18
3,4271
3,0000
10,25
. 5000
. 0417
1,1935
Первоначально предложено Оскаром Дж.Beale of Brown & Sharpe, конусы Ярно основаны на математической зависимости от номера конуса. Большой диаметр составляет одну восьмую дюйма на номер конуса, меньший диаметр составляет одну десятую дюйма на номер конуса, а длина составляет полдюйма на номер конуса. Например, конус Ярно № 7 составляет 7/8 дюйма на большом конце, 0,7000 дюйма на малом конце и 3½ дюйма в длину. Все конусы Ярно имеют конусность 0,6000 дюйма на фут (0,0500 дюйма на дюйм).
Конус
Большой конец
Малый конец
Длина
Конус / Лапка
Конус / дюйм
Угол от центра
№ 2
0. 2500
0,2000
1,00
,6000
0,0500
1,4321
№ 3
0,3750
0,3000
1,50
,6000
0,0500
1,4321
# 4
0,5000
0,4000
2,00
,6000
0,0500
1,4321
# 5
0.6250
0,5000
2,50
,6000
0,0500
1,4321
№ 6
0,7500
0,6000
3,00
,6000
0,0500
1,4321
№ 7
0,8750
0,7000
3,50
,6000
0,0500
1,4321
№ 8
1. 0000
0,8000
4,00
,6000
0,0500
1,4321
№ 9
1,1250
0,9000
4,50
,6000
0,0500
1,4321
№ 10
1,2500
1,0000
5,00
,6000
0,0500
1,4321
№ 11
1.3750
1,1000
5,50
,6000
0,0500
1,4321
№ 12
1,5000
1,2000
6,00
,6000
0,0500
1,4321
№ 13
1. 6250
1,3000
6,50
,6000
0,0500
1,4321
№ 14
1.7500
1,4000
7,00
,6000
0,0500
1,4321
№ 15
1.8750
1,5000
7,50
,6000
0,0500
1,4321
№ 16
2,0000
1,6000
8,00
,6000
0,0500
1,4321
№ 17
2. 1250
1,7000
8,50
,6000
0,0500
1,4321
№ 18
2.2500
1,8000
9,00
,6000
0,0500
1,4321
№ 19
2,3750
1,9000
9,50
,6000
0,0500
1,4321
№ 20
2.5000
2,0000
10,00
,6000
0,0500
1,4321
Конус Морзе
Конус Морзе
Один из нескольких стандартов конических хвостовиков спиральных сверл, разверток и др. вращающихся инструментов, а также для соответствующей розетки на токарном станке, фрезерном станке, сверле
пресс и так далее. Хвостовики конические конические. Одним из преимуществ такого расположения является то, что
центрирует инструмент очень точно. Для хвостовиков размера и степени
конус в серии Морзе, одного трения достаточно, чтобы повернуть инструмент и удерживать
хвостовик в гнезде.
На конце стержня имеется плоский выступ, называемый «хвостовиком».
или (старое употребление) «язык». Для высвобождения хвостовика из гнезда используется клин (ключ
с конусом 1,75 дюйма 12) нарезается через паз в нижней части
разъем. Он нажимает на нижнюю часть хвостовика и освобождает инструмент.
Конус Морзе изначально задумывался как 5/8 дюйма на фут (0,625). Так как
точность улучшилась, стало ясно, что существующие шаблоны не совсем
соответствовать этому идеалу.Вместо уже используемого бесхозного оборудования
слегка отклоняющиеся спецификации продолжали использоваться.
Конус
, дюйма на фута
диаметр торцевой патрубок
длина хвостовика, до низа хвостовика
глубина заглушки
MT 0
0,62460
0,3561
2 11/32
2
MT 1
0,59858
0.475
2 9/16
2 1/8
MT 2
0,59941
0,700
3 1/8
2 9/16
MT 3
0.60235
0,938
3 7/8
3 3/16
MT 4
0,62326
1,231
4 7/8
4 1/16
MT 5
0,63151
1,748
6 1/8
5 3/16
MT 6
0.62565
2.494
8 9/16
7 1/4
MT 7
0,62400
3,270
11 5/8
10
Эти данные предназначены для того, чтобы читатели могли идентифицировать инструмент. Для подробного
спецификации, обратитесь к справочной информации, такой как Справочник по машинному оборудованию .
Kwik-Switch был разработан Universal Engineering. Collis производит полностью совместимые инструменты, которые они называют Rapid-Switch. SPI и Smith Tool также производят совместимые инструменты.
Размер
А
Б
К
E
Факс
H
Дж
К
л
М
100
0.875
1,44
0,16
0,312
0,250
1,12
1,56
0,375
1,06
0,68
200
1,312
2,50
0,22
0. 375
0,312
1,75
2,12
0,500
1,68
0,97
300
1,625
2,94
0,28
0,438
0,375
2,00
2.50
0,500
1,94
1,22
400
2,250
3,62
0,34
0,500
0,438
2,81
3,25
0,625
2,75
1. 7
Продажа инструментов Kwik-Switch:
[Вернуться к началу страницы]
Хвостовик SPI Quick Change
Измеренные значения в реальных единицах измерения (в основном предоставлены Брайаном и Томом из Scorpion Technologies Ltd.)
Размер
SPI №
Никкен №
Yuasa №
D1
D2
D3 макс. *
L1
L2
L3
L4
L5
3
75-3xx
хх30-хх
?
0. 70
1,24
1,34
1,88
2,17
0,19
0,35
1,57
4
75-4xx
хх40-хх
?
0,85
1,50
1.65
2,24
2,54
0,22
0,45
1,97
5
75-5xx
хх50-хх
?
1,28
2,25
2,6
3,38
3. 81
0,37
0,615
2,81
* Я не знаю, каково фактическое максимальное значение D3. Приведенные значения являются максимальными из нескольких измеренных значений, и должно быть близко к фактическому максимальному значению. [В начало страницы]
CAT, CV или V-образный фланец, конус
также: ANSI B5.50, стандарт Caterpillar «V-образный фланец», ISO 7388-1, IS 11173 (TC), DIN 69871, NFE 62540.Узлы , изготовленные в соответствии с международными стандартами (DIN, ISO и NFE), обычно считаются взаимозаменяемыми с хвостовиками ANSI (Caterpillar). Однако есть несколько отличий.
ANSI B5.50 (из каталога Kennametal 7060)
Размер
D1
D2
D3
л
F1
F2 мин.
А
G
30
1.250 (31,75)
1,812 (46,02)
1,250 (31,75)
1,875 (47,63)
0,750 (19,05)
1,375 (35,00)
0,125 (3,18)
1 / 2-13 резьба
40
1,750 (44,45)
2,500 (63.05)
1,750 (44,45)
2,687 (68,25)
0,750 (19,05)
1,375 (35,00)
0,125 (3,18)
5 / 8-11 резьба
45
2,250 (57,15)
3,250 (82,50)
2,250 (57,15)
3. 250 (82,55)
0,750 (19,05)
1,375 (35,00)
0,125 (3,18)
3 / 4-10 резьба
50
2,750 (69,85)
3,875 (98,41)
2,750 (69,85)
4.000 (101,60)
0,750 (19.05)
1,375 (35,00)
0,125 (3,18)
1-8 резьба
60
4,250 (107,95)
5,500 (139,70)
4,250 (107,95)
6,375 (161,93)
0,750 (19,05)
1,500 (38,10)
0. 125 (3,18)
1 1 / 4-7 резьба
ISO 7388-1, DIN 69871, NFE 62540
Размер
D1
D2
D3 макс.
л
F1
F2 мин.
А
G
30
31.75
50
45
47,8
15,9
35
3,2
M12
40
44,45
63,55
50
68,4
15,9
35
3. 2
M16
45
57,15
82,55
63
82,7
15,9
35
3,2
M20
50
69,85
97,5
80
101.75
15,9
35
3,2
M24
[Вернуться к началу страницы]
NMTB (Quick Change) Хвостовик
ANSI B5.18, Национальная ассоциация производителей станков, 1927. DIN 2080 / IS 2340, ISO R 290-2583 Также называется Quick Change, NMTB, MM, National Standard, American Standard Machine Taper и т. Д. Устройства, созданные для Стандарты ISO обычно считаются взаимозаменяемыми с единицами ANSI.Однако у есть несколько отличий. (См. Таблицы ниже). Большинство (но не все) хвостовиков NMTB совместимы со шпинделями Erickson Quick-Change соответствующего размера. (См. Обсуждение под таблицами).
ANSI B5.18 (из каталога Kennametal 7060)
Размер
D1
D2
D3
D4 макс.
D5 *
L1
L2
L3
L4
L5
L6
G
30
1. 250 [31,75]
0,655 [16,24]
0,673 [17,09]
1,380 [35,05]
1,812 [46,02]
2,690 [68,33]
0,810 [20,57]
0,125 [3,18]
0,076 [1,93]
0,344 [8,74]
0,359 [9.12]
1 / 2-13 резьба
40
1,750 [44,45]
0,935 [23,75]
0,984 [25,00]
1,890 [48,0]
2,500 [63,5]
3,690 [93,73]
1,180 [29,97]
0,188 [4,78]
0. 076 [1,93]
0,313 [7,95]
?
5 / 8-11 резьба
50
2,750 [69,85]
1,495 [37,97]
1,545 [39,24]
2,760 [68,6]
3,500 [88,9]
5.000 [127.0]
1.000 [25,4]
0,188 [4,78]
0,141 [3,58]
0,453 [11,51]
?
1-8 резьба
* Это размеры Kennametal. D5 различается в зависимости от производителя. Мой Erickson Quick-Change 30 master может принимать фланец диаметром до 1,86 дюйма. Некоторые импортные инструменты NMTB-30, которые я видел, имеют размер до 1,96 дюйма.
ISO R 297-2583 и DIN 2080
Размер
D1
~
D3
D4 макс.
D5
L1
L2
~
L4
L5
L6 мин.
G
30
31.75
~
?
?
50
68,39
?
~
1,62
8
?
M12
DO40
44,45
~
22. 63
50
63
93,40
?
~
1,6
10
11,0
M16
45
57,15
~
?
?
80
106.8
?
~
3,2
12
?
M20
DT50
69,85
~
34,25
78
97,5
126,8
25
~
3. 2
12
16,0
M24
Размер
D6
D7
L7
L8
L9
DO40
24.0
21,05
7,0
4,4
7,0
DT50
38,00
~
7,0
10
7,0
Совместимость хвостовика NMTB со шпинделями Erickson с быстрой заменой: Хвостовик NMTB был разработан для использования в шпинделе NMTB, в котором используется тяговая штанга для втягивания хвостовика в шпиндель. Толщина фланца инструмента, расстояние от измерительной линии конуса до внешней поверхности фланца и диаметр фланца не являются критическими размерами при использовании в шпинделе NMTB. В результате эти размеры не совпадали между всеми производителями инструментов NMTB. Компания Erickson Tool Company разработала шпиндель Erickson Quick-Change для использования уже существующих державок NMTB 30, 40, 45 и 50. В системе контроля качества Erickson не используется тягово-сцепное устройство, в ней используется «контргайка» на четверть оборота, чтобы протолкнуть и удерживать конус инструмента в шпинделе.Две «кромки» в гайке прижимаются к внешней поверхности фланца инструмента. Ключевым размером (измерительным расстоянием), из-за которого некоторые держатели NMTB не работают в шпинделе Erickson Quick-Change, является расстояние между линией конуса и внешней поверхностью фланца (измерительное расстояние = L4 + L5 в таблицах выше). Измерительное расстояние на некоторых держателях NMTB слишком велико, что не позволяет «выступам» гайки QC входить в контакт с внешней поверхностью фланца. Другая проблема заключается в том, что диаметр фланца (D5) на некоторых держателях NMTB (в основном более дешевых импортных) слишком велик, чтобы поместиться в горловину гайки шпинделя с быстрой заменой Erickson. Все держатели NMTB производства Erickson работают нормально (они помечены как Quick-Change), все держатели Universal Engineering работают нормально, и я читал, что держатели Kennametal, Collis и Valenite работают нормально (по крайней мере, те, которые были изготовлены за последние 20 лет или так). Под вопросом совместимость других держателей. Однако еще не все потеряно, фланцы неработающих инструментов можно слегка приточить, и тогда они будут нормально работать в шпинделе Эриксона, не влияя на работу шпинделя NMTB. (См. Процедуру шлифования Эриксона) «Хвост» хвостовика NMTB не требуется при установке в шпиндель с быстрой заменой Эриксона.Таким образом, инструменты с конусом 30 и 40 без хвостовика работают нормально, если размеры фланца правильные. Инструменты DO40 и DT50 также можно использовать в шпинделях Erickson Quick-Change, но вам может потребоваться немного снять хвостовые «ребра» на некоторых инструментах для обеспечения зазора в шпинделе Erickson QC.
[Вернуться к началу страницы]
FL Конический хвостовик с быстрой заменой
Я не знаю, существует ли отраслевой стандарт. Я предполагаю, что он является собственностью FL Tool Holders . «Хвост» имеет 2 лыски для положительного привода. Информацию об инструментах с этим хвостовиком см. В каталоге держателей инструмента FL.
Значения взяты из каталога держателей инструментов FL (если не указано иное)
Серия
D1
D2 *
л *
Т
А *
1002
0. 6875 «
?
?
7 / 8-12
?
2002
1.000 «
?
?
1,25-12
?
3002
1,250 «
?
?
1.5-12
?
4002
1,750 «
?
?
2-12
?
5002
2,250 «
1,45 дюйма
4 «
2,5-12
17
6002
2. 750 «
?
?
3-12
?
* Это мои размеры штангенциркуля из имеющихся у меня единиц. [Вернуться к началу страницы]
BT Конус
Также известен как: JMTBA AS-403 «BT», JIS B 6339 — 1986, JIS B6339 — 1992, ISO 7388/1 — 1983.
Размер
D1
D2
D3
л
Факс
А
G
BT30
1. 250 (31,75)
1,811 (46,00)
()
1,906 (48,40)
0,866 (22,00)
0,079 (2,00)
M12 резьба
BT35
1,500 (38,10)
2,087 (53,00)
()
2.224 (56,50)
0,945 (24,00)
0,079 (2,00)
M12 резьба
BT40
1,750 (44,45)
2,480 (63,00)
()
2,575 (65,40)
1,063 (27,00)
0,079 (2,00)
M16 резьба
BT45
2. 250 (57,15)
3,346 (85,00)
()
3,260 (82,80)
1,299 (33,00)
0,118 (3,00)
M20 резьба
BT50
2,750 (69,85)
3,937 (100,00)
()
4.008 (101,80)
1.496 (38.00)
0,118 (3,00)
M24 резьба
[Вернуться к началу страницы]
R8 Хвостовик
Также называется конусом M1TR. Хвостовик удерживается дышлом.
[Вернуться к началу страницы]
Конический хвостовик Морзе
Обычно называется MTx (то есть MT3 для конуса Морзе №3). Диапазон конусности от # 0 до # 7, и хотя все они имеют разную конусность, они составляют примерно 5/8 дюйма на фут. С выступом он такой же, как DIN 228, форма B.
MT Размер
D1 (1) Диаметр манометра.
D2 (2)
L2 (3)
Конус на фут.
L1
L3
H
Заглушка L1 (4)
Заглушка L3
Заглушка H
0
0,3561
0,252
2
0. 62460
2-11 / 32
1/4
0,1562
~
~
~
1
0,475
0,369
2-1 / 8
0,59858
2-9 / 16
3/8
0.2031
1-5 / 16
5/16
13/64
2
0,700
0,572
2-9 / 16
0,59941
3-1 / 8
7/16
0,2500
1-11 / 16
7/16
19/64
3
0. 938
0,778
3-3 / 16
0.60235
3-7 / 8
9/16
0,3125
2
9/16
25/64
4
1,231
1.020
4-1 / 16
0.62326
4-7 / 8
5/8
0,4787
2-3 / 8
11/16
33/64
4,5
1,500
1,266
4-1 / 2
0,62400
?
?
?
~
~
~
5
1. 748
1,475
5-3 / 16
0,63151
6-1 / 8
3/4
0,6250
3
15/16
3/4
6
2.494
2,116
7-1 / 4
0.62565
8-9 / 16
1-1 / 8
0,7500
~
~
~
7
3,270
2.750
10
0,62400
11-5 / 8
1-3 / 8
1. 1250
~
~
~
(1)
D1 (диаметр измерительной линии хвостовика) — это диаметр горловины муфты MT.
(2)
D2 — диаметр дна раструба на глубине L2 от устья (D1).
(3)
L2 — длина (глубина) конуса гнезда.
(4)
D1 и конус втулки (короткий) Хвостовик MT такой же, как хвостовик MT стандартной длины. (хвостовики вставляются в гнезда стандартной длины, но выступ не входит в прорезь гнезда гнезда)
[Вернуться к началу страницы]
Конус Джекобса
Обычно обозначается как JTx (т.е. JT3 для конуса Якобса № 3).
Размер
Большой Конец
Малый Концевой диам.
Конус Длина
Конус на фут
JT0
0,2500 «
0,2284 «
0,44 дюйма
0,5915
JT1
0,3840 «
0,3334 «
0,66 дюйма
0.9751
JT2 короткий
0,5488 «
0,4876 «
0,75 дюйма
0,9786
JT2
0,5590 «
0,4876 «
0,88 «
0,9786
JT33
0,6240 «
0. 5605 «
1,00 «
0,7619
JT6
0,6760 «
0,6241 «
1,00 «
0,6229
JT3
0,8110 «
0,7461 «
1,22 дюйма
0,6390
JT4
1.1240 «
1.0372 «
1,66 дюйма
0,6289
JT5
1.4130 «
1,3161 «
1.88 «
0,6201
[Вернуться к началу страницы]
B-конус (DIN ISO 239)
Размер
Большой Конец
Малый Концевой диам.
Конус Длина
Конус на фут **
B6
6350 мм 0,2500 «
5,85 мм 0,2303 «
10 мм 0,3937 «
0,6
B10
10,094 мм 0,3974 «
9,4 мм 0.3701 «
14,5 мм 0,5709 «
0,5743
B12
12,065 мм 0,4750 «
11,1 мм 0,4370 «
18,5 мм 0,7283 «
0,6259
B16
15,733 мм 0,6194 «
14,5 мм 0,5709 «
24 мм 0. 9449 «
0,6165
B18
17,780 мм 0,7000 «
16,2 мм 0,6378 «
32 мм 1,2598 «
0,5925
B18 *
17 431 мм 0,6863 дюйма
16,2 мм 0,6378 «
25 мм 0,9843 «
0.5909
B22
21,793 мм 0,8580 «
19,8 мм 0,7795 «
40,5 мм 1,5946 «
0,5905
B24
23,825 мм 0,9380 «
21,3 мм 0,8386 «
50,5 мм 1,9882 «
0,6
* 7 мм до DIN ISO 239 ** 12 ((D-d) / L)
[Вернуться к началу страницы]
Ярно Конус
Размер
Большой Конец
Малый Концевой диам.
Конус Длина
Конус на фут
№ 2
0,2500 «
0,2000 «
1,00 «
0,6000
№ 3
0,3750 «
0,3000 «
1,50 «
0.6000
№ 4
0,5000 «
0,4000 «
2,00 «
0,6000
№ 5
0,6250 «
0,5000 «
2,50 дюйма
0,6000
№ 6
0,7500 «
0. 6000 «
3,00 «
0,6000
№ 7
0,8750 «
0,7000 «
3,50 дюйма
0,6000
№ 8
1.0000 «
0,8000 «
4,00 «
0,6000
№ 9
1.1250 «
0,9000 «
4,50 дюйма
0,6000
№ 10
1,2500 «
1.0000 «
5,00 «
0,6000
№ 11
1,3750 «
1,1000 «
5,50 «
0. 6000
№ 12
1,5000 «
1,2000 «
6,00 «
0,6000
№ 13
1,6250 «
1,3000 «
6,50 дюйма
0,6000
№ 14
1.7500 «
1.4000 «
7,00 «
0,6000
№ 15
1.8750 «
1,5000 «
7,50 дюйма
0,6000
№ 16
2,0000 «
1,6000 «
8,00 «
0,6000
№ 17
2. 1250 «
1,7000 «
8,50 «
0,6000
№ 18
2,2500 «
1,8000 «
9,00 «
0,6000
№ 19
2.3750 «
1,9000 «
9,50 «
0.6000
№ 20
2,5000 «
2,0000 «
10,00 «
0,6000
[Вернуться к началу страницы]
Коричневый и конус Шарпа
Размер
Большой Конец
Малый Концевой диам.
Конус Длина
Конус на фут
№ 1
0,2392 «
0,2000 «
0,94 дюйма
0,5020
№ 2
0,2997 «
0,2500 «
1,19 дюйма
0.5020
№ 3
0,3753 «
0,3125 «
1,50 «
0,5020
№ 4
0,4207 «
0,3500 «
1,69 дюйма
0,5024
№ 5
0,5388 «
0. 4500 «
2,13 «
0,5016
№ 6
0,5996 «
0,5000 «
2,38 дюйма
0,5033
№ 7
0,7201 «
0,6000 «
2,88 дюйма
0,5010
№ 8
0.8987 «
0,7500 «
3,56 дюйма
0,5010
№ 9
1.0775 «
0,9001 «
4,25 дюйма
0,5009
№ 10
1,2597 «
1. 0447 «
5,00 «
0.5161
№ 11
1.4978 «
1,2500 «
5,94 дюйма
0,5010
№ 12
1.7968 «
1.5001 «
7,13 «
0,4997
№ 13
2,0731 «
1.7501 «
7,75 дюйма
0,5002
№ 14
2.3438 «
2,0000 «
8,25 дюйма
0,5000
№ 15
2,6146 «
2,2500 «
8,75 дюйма
0,5000
№ 16
2. 8854 «
2,5000 «
9,25 дюйма
0,5000
№ 17
3,1563 дюйма
2.7500 «
9,75 дюйма
0,5000
№ 18
3,4271 «
3.0000 «
10,25 дюйма
0.5000
[Вернуться к началу страницы]
Автомобильный хвостовик
Автомобильный хвостовик состоит из модифицированного прямого хвостовика со свистком, секции с резьбой Acme и ключа Вудраффа для установки и установки хвостовика в держателе. Резьба используется для установки желаемой глубины , на которой автомобильный держатель инструмента с хвостовиком может быть вставлен в автомобильный адаптер, регулируя хомут (гайку) , который перемещается по резьбе. Именуется хвостовиком Auto, хвостовиком Acme или хвостовиком регулируемого адаптера. Хвостовики с резьбой Acme соответствуют автомобильному стандарту ANSI / ASME B5.11 (1987).
D1 Хвостовик Размер
D2 Гайка Диаметр.
L1 Ключ Расположение
Woodruff Размер ключа
L2 Гайка Ширина
L3 Плоское Длина
L4 Хвостовик Длина
H Плоское Глубина
1/2 — 16
0.88
0,50
1/8 x 5/8
0,38
1,50
3,00
0,06
5/8 — 16
1,00
0,50
5/32 x 5/8
0,38
1,50
3,00
0. 06
3/4 — 12
1,25
0,50
5/32 x 5/8
0,38
1,50
3,00
0,06
7/8 — 12
1,25
0,63
3/16 x 3/4
0.38
1,88
3,63
0,06
1–12
1,50
0,63
3/16 x 7/8
0,38
1,88
3,63
0,06
1 1/16 — 12
1,56
0. 63
3/16 x 7/8
0,38
1,88
3,63
0,06
1 1/4 — 12
1,75
0,69
?
0,38
2,63
4,63
0,06
1 3/8 — 12
1.88
0,69
1/4 x 1 «
0,38
2,63
4,63
0,06
1 7/8 — 12
2,63
0,75
5/16 x 1-1 / 4
0,50
3,00
5,63
0. 06
[Вернуться к началу страницы]
Хвостовик VDI
Размер
D1
L1
D2
D3
h3
L2
L3
L32
L4
L5
R1
25
0.983 (25)
1,9 (48,3)
0,394 (10,0)
2,28 (57,9)
0,925 (23,5)
? (?)
1,35 (34,3)
? (?)
? (?)
0,28 (7,1)
? (?)
30
1. 181 (30,0)
2,165 (55,0)
0,551 (14,0)
2,677 (68,0)
1,063 (27,0)
1,169 (29,7)
1,575 (40,0)
0,787 (20,0)
0,079 (2,0)
0,276 (7,0)
0,984 (25.0)
40
1,575 (40,0)
2,480 (63,0)
0,551 (14,0)
3,268 (83,0)
1,417 (36,0)
1,169 (29,7)
1,575 (40,0)
0,787 (20,0)
0,118 (3,0)
0. 276 (7,0)
1,260 (32,0)
50
1,969 (50,0)
3,071 (78,0)
0,630 (16,0)
3,858 (98,0)
1,772 (45,0)
1,406 (35,7)
1,890 (48,0)
0,945 (24,0)
0.118 (3,0)
0,315 (8,0)
1,457 (37,0)
60
2,362 (60,0)
3,701 (94,0)
0,630 (16,0)
4,843 (123,0)
2,165 (55,0)
1,720 (43,7)
2,205 (56,0)
1. 102 (28,0)
0,157 (4,0)
0,394 (10,0)
1,890 (48,0)
[Вернуться к началу страницы]
Хвостовик HSK (система с полым коническим хвостовиком)
Я видел множество ссылок на стандарты для хвостовика HSK, включая: ISO 12164, DIN 69893, DIN 29893-1 и DIN 69063-1. Конус на всех хвостовиках HSK составляет 10: 1. Паз фланца на формах A, B, E и F составляет 60 градусов
HSK-A DIN 69893-1: 1996-01 Для использования на фрезерных станках и фрезерных центрах с автоматической сменой инструмента. Также подходит для ручной смены инструмента. Подача охлаждающей жидкости через центр.
Размер
Форма
D1
D2
L1
L2
L3
B1
B2
B3
h2
h3
32
А
24
32
36
20
5
7
7
9
13
9. 5
40
А
30
40
40
20
6
8
9
11
17
12
50
А
38
50
51
26
7.5
10,5
12
14
21
15,5
63
А
48
63
58
26
10
12,5
16
18
26. 5
20
80
А
60
80
66
26
12
16
18
20
34
25
100
А
75
100
79
29
15
20
20
22
44
31.5
125
А
95
125
92
29
19
25
25
28
55,5
39,5
160
А
120
160
111
31
23
30
32
36
72
50
HSK-B DIN 69893-1: 1996-01 Подача СОЖ через фланец Увеличенный диаметр фланца для повышения жесткости Приводные пазы находятся на фланце Для использования на фрезерных станках, токарных станках и обрабатывающих центрах с автоматической сменой инструмента
Размер
Форма
D1
D2
L1
L2
B2
h2
h3
40
В
24
40
36
20
10
16
?
50
В
30
50
46
26
12
20
?
63
В
38
63
51
26
16
25
?
80
В
48
80
58
26
18
31. 5
?
100
В
60
100
69
29
20
40
?
125
В
75
125
79
29
25
50
?
160
В
95
160
94
31
32
62. 5
?
HSK-C DIN 69893-1: 1996-01 Ручная смена инструмента, тип Для станков специального назначения, транспортных линий и токарных станков. Подача охлаждающей жидкости через центр.
Размер
Форма
D1
D2
L1
L2
L3
B1
32
К
24
32
26
10
5
7
40
К
30
40
30
10
6
8
50
К
38
50
37. 5
12,5
7,5
10,5
63
К
48
63
44,5
12,5
10
12,5
80
К
60
80
56
16
12
16
100
К
75
100
66
16
15
20
HSK-D DIN 69893-1: 1996-01 Ручная смена инструмента, тип Подача СОЖ через фланец Увеличенный диаметр фланца для повышения жесткости Приводные пазы во фланце Для использования на фрезерных станках, токарных станках, сверлильных станках и шлифовальные станки
Размер
Форма
D1
D2
L1
L2
B2
h2
40
D
24
40
36
20
10
16
50
D
30
50
46
26
12
20
63
D
38
63
51
26
16
25
80
D
48
80
58
26
18
31. 5
100
D
60
100
69
29
20
40
HSK-E DIN 69893-1: 1996-01 Высокоскоростные приложения для автоматической смены инструмента. Нет пазов для заднего привода, нет пазов для привода во фланце. Подача охлаждающей жидкости через центр.
Размер
Форма
D1
D2
L1
L2
25
E
19
25
23
10
32
E
24
32
26
20
40
E
30
40
40
20
50
E
38
50
51
26
63
E
48
63
58
26
HSK-F DIN 69893-1: 1996-01 Высокоскоростные приложения для автоматической смены инструмента. Нет пазов для заднего привода, нет пазов для привода во фланце. Увеличенный диаметр фланца для повышения жесткости
Размер
Форма
D1
D2
L1
L2
25
Ф
?
25
?
?
32
Ф
?
32
?
?
40
Ф
?
40
?
?
50
Ф
30
50
46
26
63
Ф
38
63
51
26
[Вернуться к началу страницы]
KM (VM) Хвостовик
Инструмент KM разработан на основе короткого конического хвостовика 10: 1.Самоцентрирующийся конус обеспечивает легкую загрузку и разгрузку инструмента как в ручном, так и в ручном режиме.
автоматические приложения. Инструмент KM предназначен для одновременного контакта конуса и торца. Зажимной механизм KM устанавливается внутри конического хвостовика блока KM и
использует два наклонных отверстия, называемых шариковыми направляющими, которые проходят через хвостовик. Стопорные шарики выталкиваются радиально наружу клиновидной деталью, называемой стопорным стержнем. Хвостовик Valenite VM такой же, как хвостовик Kennametal KM.
Размер
D1
D2
D3
D4
D5
L1
L2
L3
L4 мин.
B1
KM32
1,260 (32,0)
0,945 (24,0)
1,142 (29,0)
1,435 (36,44)
0,138 (3,5)
0,787 (20,0)
0,315 (8,0)
0,197 (5,0)
0.394 (10,0)
0,354 (9,0)
KM40
1,575 (40,0)
1,181 (30,0)
1,457 (37,0)
1,750 (44,44)
0,138 (3,5)
0,984 (25,0)
0,433 (11,0)
0,236 (6.0)
0,472 (12,0)
0,394 (10)
KM50
1,969 (50,0)
1,575 (40,0)
1,681 (42,7)
2,339 (59,40)
0,279 (7,0)
1,260 (32,0)
0,472 (12,0)
0.354 (9,0)
0,630 (16,0)
0,551 (14,0)
км63
2,480 (63,0)
1,969 (50,0)
2,193 (55,7)
2,850 (72,40)
0,276 (4,0)
1,575 (40,0)
0,709 (18.0)
0,394 (10,0)
0,709 (18,0)
0,630 (16,0)
KM80
3,150 (80,0)
2,520 (64,0)
2,862 (72,7)
3,520 (89,40)
0,276 (7,0)
1,772 (45,0)
0.728 (18,5)
0,433 (11,0)
0,866 (22,0)
0,787 (20,0)
[Вернуться к началу страницы]
Хвостовик Monarch
Размер
Диаметр манометра. D1
Шестерня привода D2
Фланец D3
L1
L2 мин.
45
2,250
2,68
1,75
2,88
1,00
[Вернуться к началу страницы]
Хвостовик SDH (Morris Tooling)
размеры в мм
Размер
D1 *
D2 *
L1 *
L2 **
Т **
SDh26
16
29
45
?
?
SDh30
20
36
56
18
8.8
SDh35
25
41
64
?
?
SDh38
28
44
64
19
9,6
SDh46
36
54
82
?
?
* размер из литературы Morris Tooling. ** измерено от реальных единиц
Информация о каталоге Morris Tooling [В начало страницы]
Хвостовик AXA
[К началу страницы]
Комет АБС
Размер ABS
d дюйм (мм)
d1 дюйм (мм)
L дюйм (мм)
D2 (диаметр) дюйм (мм)
P (штифт) дюйм (мм)
АБС 25
0.984 (25)
0,512 (13)
0,787 (20)
? (?)
? (?)
АБС 32
1,260 (32)
0,630 (16)
0,906 (23)
? (?)
? (?)
АБС 40
1,575 (40)
0.787 (20)
1,102 (28)
? (?)
? (?)
АБС 50
1,969 (50)
1,102 (28)
1,220 (31)
0,51 (13)
1/4 (6,4)
АБС 63
2,480 (63)
1,339 (34)
1.496 (38)
0,65 (16,5)
3/8 (9,5)
АБС 80
3,150 (80)
1,811 (46)
1.693 (43)
? (?)
? (?)
АБС 100
3,937 (100)
2,205 (56)
2.165 (55)
? (?)
? (?)
АБС 125
4,921 (125)
2,756 (70)
2,756 (70)
? (?)
? (?)
АБС 160
6,299 (160)
3,543 (90)
3,543 (90)
? (?)
? (?)
[Вернуться к началу страницы]
Неизвестный # 2
Размер
D дюйм (мм)
D1 дюйм (мм)
L дюйм (мм)
D2 (квадрат) дюйм (мм)
T (хвостовик) дюйм (мм)
50
1.97 (50)
1,1 (28)
1,22 (31)
0,47 (12)
0,47 (12)
[Вернуться к началу страницы]
Быстросменный хвостовик Beaver
Единственная информация, которая у меня есть о хвостовике Beaver Quick Change Shank, взята из имеющихся у меня единиц.
Я понятия не имею, существует ли «промышленный стандарт», определяющий хвостовик, или это собственный хвостовик Beaver Tool.Следующие размеры являются средними размерами штангенциркуля, поэтому используйте их соответственно.
[К началу страницы]
Неизвестная конусность № 1
Измеренные значения в реальных единицах измерения.
D1
D2
D3
L1
L2
L3
L4
L5
0.73
1.405
1,415
2,35
2,72
0,32
0,55
2,21
[Вернуться к началу страницы]
Хвостовик Weldon
Стандартный хвостовик Weldon производства компании Weldon Tool. Многие другие производители производят хвостовики с «Weldon Flat».
S
U
В
Вт мин.
Вт макс.
Х
Y
3/8
1-9 / 16
25/32
0.280
0,282
0,050
~
1/2
1-25 / 32
57/64
0,330
0,332
0,060
~
5/8
1-29 / 32
61/64
0.400
0,402
0,065
~
3/4
2-1 / 32
1-1 / 64
0,455
0,457
0,065
~
7/8
2-1 / 32
1-1 / 64
0.455
0,457
0,065
1/2
1
2-9 / 32
1-9 / 64
0,515
0,517
0,075
1/2
1-1 / 4
2-9 / 32
1-9 / 64
0.515
0,517
0,094
1/2
1-1 / 2
2-11 / 16
1-3 / 16
0,515
0,517
0,094
9/16
2
3-1 / 4
1-27 / 32
0.700
0,702
0,100
27/32
2-1 / 2
3-1 / 2
1-15 / 16
0,700
0,702
0,100
27/32
Допуски
Элемент
Диапазон
Направление
Допуск
S
Все размеры
Минус
0.0001 до 0,0005
U
Все размеры
Плюс или Минус
1/32
В
Все размеры
Плюс или Минус
1/64
X
Все размеры
Минус
1/64
Y
от 7/8 дюйма до 2-1 / 2 дюйма
Плюс или Минус
1/32
[Вернуться к началу страницы]
Хвостовик Whistle Notch — DIN6535, форма HE
Ниже приведены образцы хвостовиков Whistle Notch, которые соответствуют стандарту DIN6535, форма HE.
[Вернуться к началу страницы]
Примечание: Технические характеристики и информация, представленные на этой странице, предназначены только для идентификации деталей. Хотя мы считаем, что они верны, размеры не должны использоваться для изготовления детали или проверки.
Вышеуказанная информация была собрана из множества источников, в том числе: Каталог Kennametal «Инструментальная оснастка для обрабатывающих центров». Briney Tooling Systems TSD Tooling Systems Division Конические фрезерные станки от Рика Дуласа Веб-сайт Logan Actuator Обсуждения на форуме практических машиностроителей
Инструмент для конуса Морзе | CDTooling
Конус Морзе
Конус Морзе был изобретен Стивеном А.Морс в середине 1860-х годов. [1] С тех пор он развился, чтобы охватить все меньшие и большие размеры, и был принят в качестве стандарта многими организациями, включая Международную организацию по стандартизации (ISO) как ISO 296 и Немецкий институт стандартизации (DIN) как DIN 228-1. Это один из наиболее широко используемых типов, который особенно часто используется на хвостовиках спиральных сверл с коническим хвостовиком и машинных разверток, в шпинделях промышленных сверлильных станков и в задних бабках токарных станков.[необходима цитата] Размеры
Конусы Морзе бывают восьми размеров, обозначенных целыми числами от 0 до 7, и одного половинного размера (4 1/2 — очень редко встречаются и не показаны в таблице). Часто обозначение сокращается как MT, за которым следует цифра, например, конус Морзе номер 4 будет MT4. Конус MT2 — это размер, который чаще всего встречается в сверлильных станках с усилием до ½ дюйма. Короткие версии с таким же углом конуса, но немногим более половины обычной длины, иногда встречаются для целых чисел размеров от 1 до 5.Для них существуют стандарты, которые, помимо прочего, иногда используются в головных бабках токарных станков, чтобы сохранить сквозное отверстие шпинделя большего размера. Типы концов
Конусы Морзе относятся к разновидности самоудерживающихся и могут иметь три типа концов:
хвостовик (показан) для облегчения снятия с помощью выколотки с резьбой для удержания на месте с помощью дышла плоский (без выступа или резьбовой секции)
Самоудерживающиеся конусы основаны на сильном преобладании осевой нагрузки над радиальной нагрузкой для передачи высоких крутящих моментов.
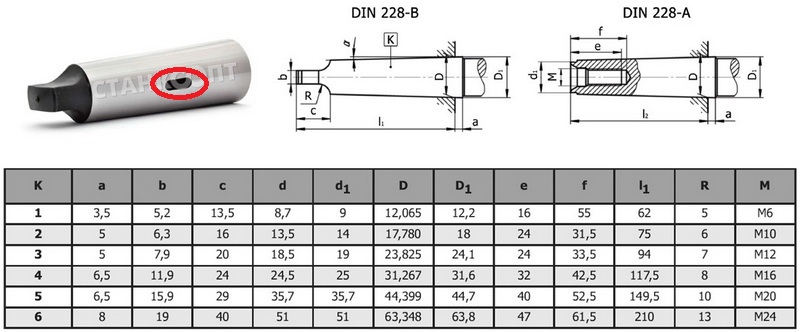 Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

 Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.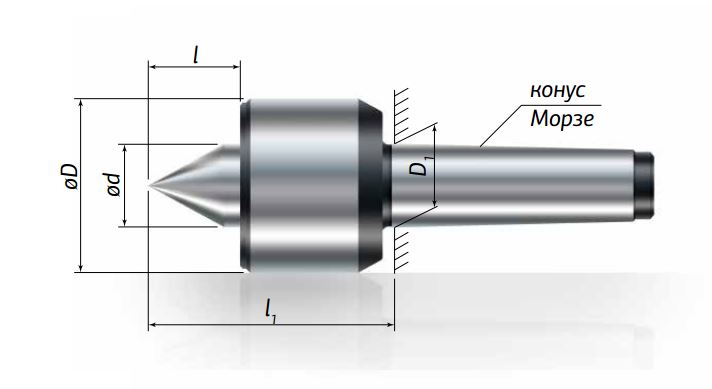

 (Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ) ** — номинальный диаметр резьбы UNC. В каждом случае на детали должен быть промаркирован соответствующим символ UNC. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром.
(Действительные значения получаются из действительных значений и или соответственно с учетом коэффициента конусности и основного размера ) ** — номинальный диаметр резьбы UNC. В каждом случае на детали должен быть промаркирован соответствующим символ UNC. *** Допускается увеличивать длину до размера . **** — максимально допустимое отклонение при проверке конуса калибром. Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.
Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.

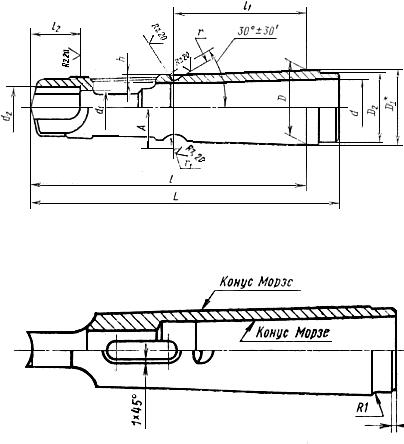 Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
 Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047. Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.
Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.

 Дюймовая размерность, конструктивно аналог ISO 297.
Дюймовая размерность, конструктивно аналог ISO 297.
 Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F). Размеры и являются теоретическими, вытекающими соответственно из диаметра и номинальных размеров и .
Размеры и являются теоретическими, вытекающими соответственно из диаметра и номинальных размеров и . 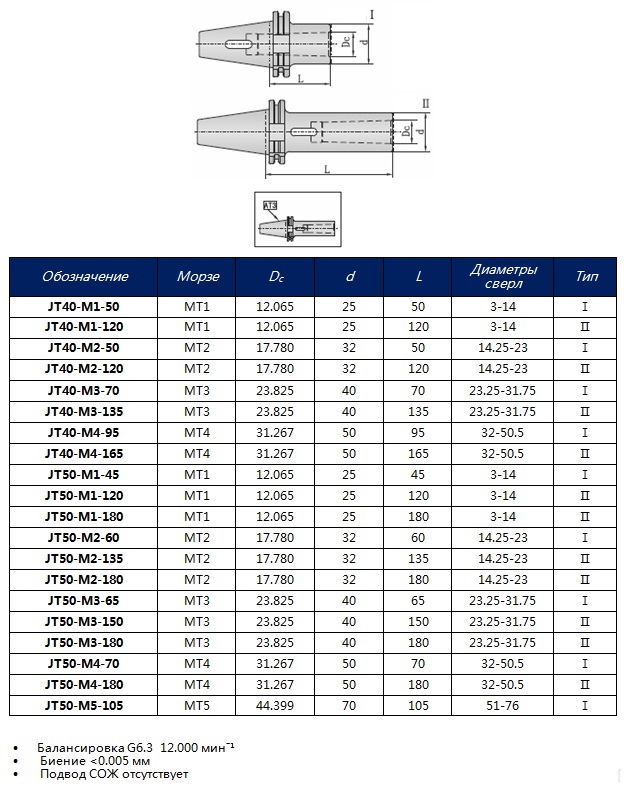 : Издательство стандартов, 1987
: Издательство стандартов, 1987
 ru/spravka/hvostoviki-instrumenta-morse-metric.html
ru/spravka/hvostoviki-instrumenta-morse-metric.html
 Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′.
Такую же конусность имеют и рабочие концы оправок для разверток и зенкеров. Угол уклона при конусности 1 : 30 составляет 0° 55′. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса. ru/stati/konus-morze.html: использовано 4 блоков из 6, кол-во символов 4291 (16%)
ru/stati/konus-morze.html: использовано 4 блоков из 6, кол-во символов 4291 (16%) Основные размеры
Основные размеры № 5172 срок введения установлен
№ 5172 срок введения установлен 6
6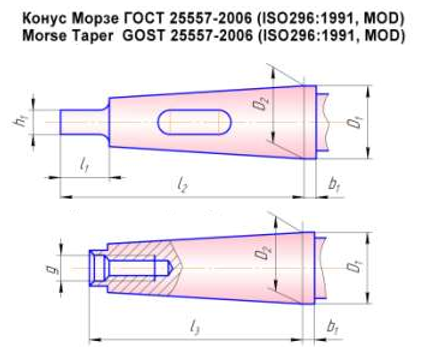 9
9 160 АТ7 ГОСТ 25557—82
160 АТ7 ГОСТ 25557—82
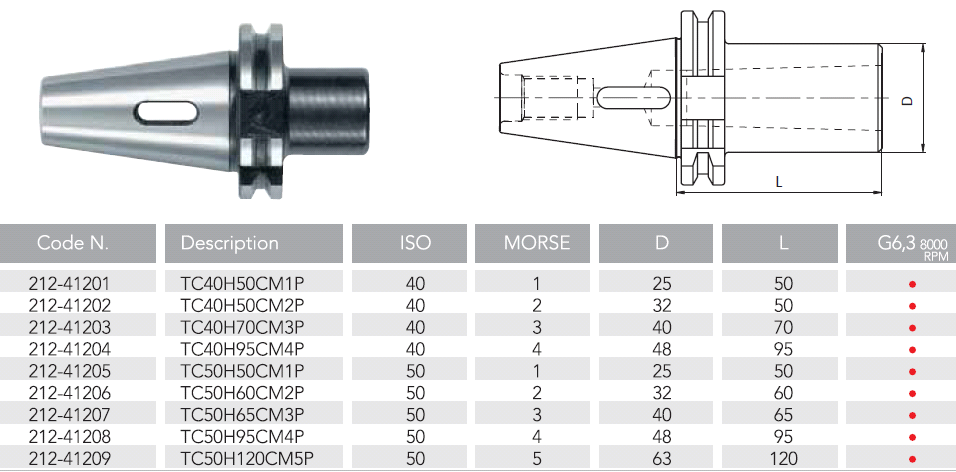
 Материал — сталь марки 40Х по ГОСТ 4543-71. Допускается применение сталей других марок с механическими свойствами не ниже, чем у стали марки 40Х.
Материал — сталь марки 40Х по ГОСТ 4543-71. Допускается применение сталей других марок с механическими свойствами не ниже, чем у стали марки 40Х. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.
Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.
Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.



 Данный тип конуса лишён основного недостатка присущего конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Также конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом.
Данный тип конуса лишён основного недостатка присущего конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Также конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом.
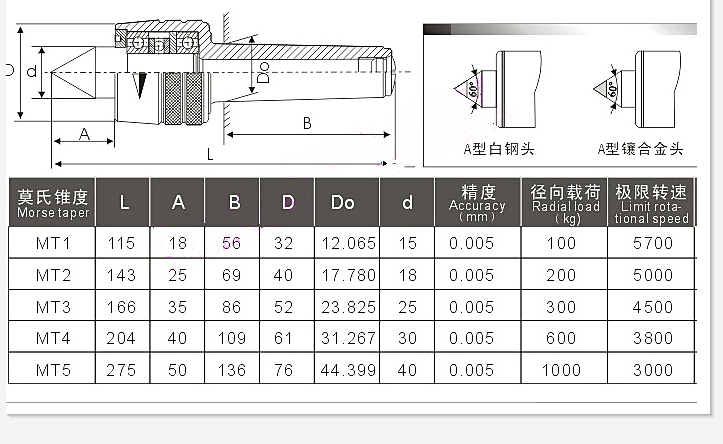 не Солее
не Солее =D ~о,5.
=D ~о,5.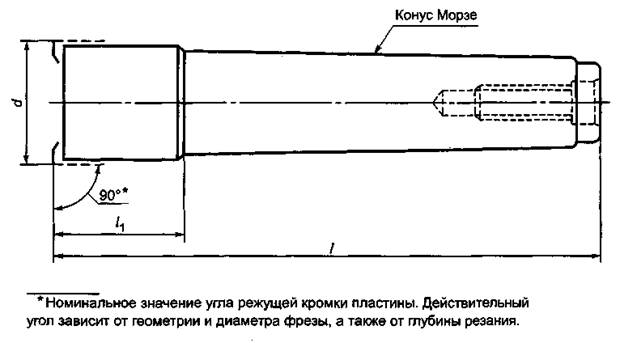 Канавка для выхода шлифовального круга — по ГОСТ 8820 .
Канавка для выхода шлифовального круга — по ГОСТ 8820 . При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.
При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.

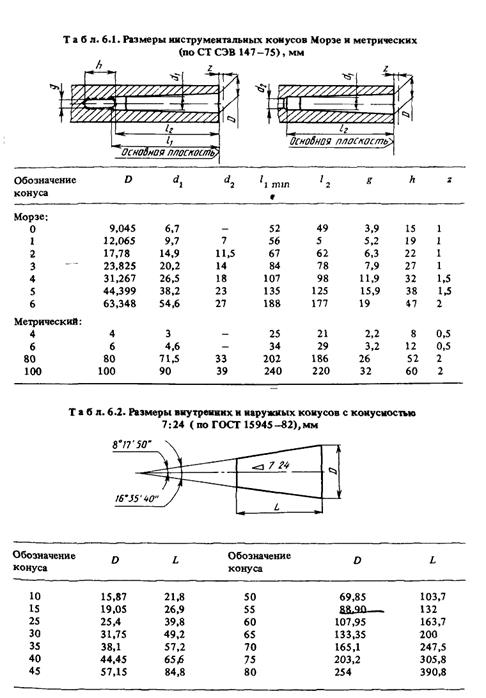
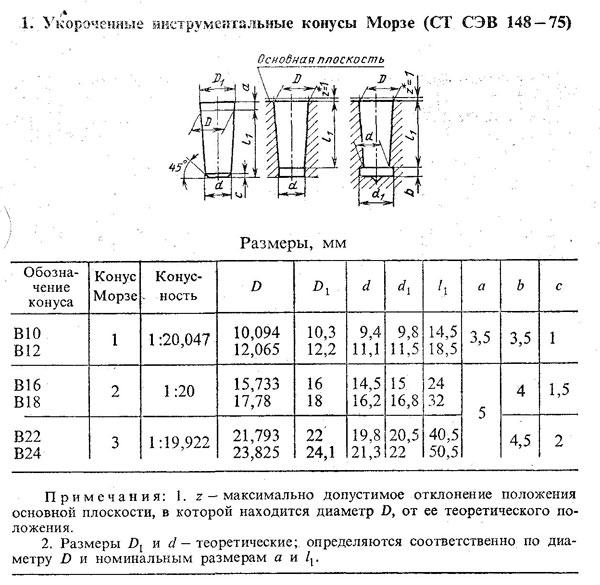
 75
75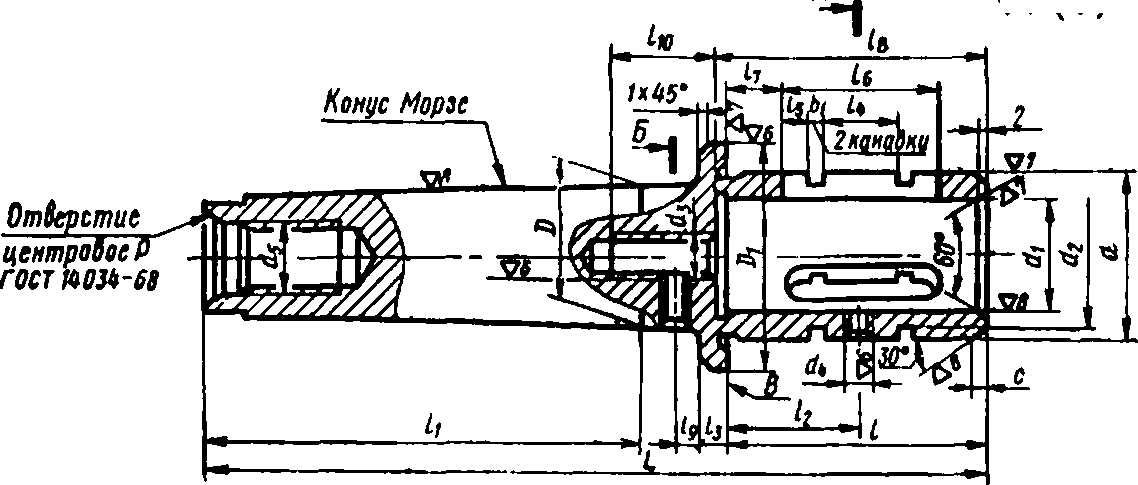 Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». Предвосхищая возгласы о том что можно купить старый советский патрон у дедушки на рынке и он будет ого-го! — я сделал сравнение и уверен на 110%, что произвольный патрон из СССР будет не лучше. Возможно, и найдётся сопоставимый, но придётся поискать.
Предвосхищая возгласы о том что можно купить старый советский патрон у дедушки на рынке и он будет ого-го! — я сделал сравнение и уверен на 110%, что произвольный патрон из СССР будет не лучше. Возможно, и найдётся сопоставимый, но придётся поискать. youtube.com/embed/iruSLdAKR7E?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/iruSLdAKR7E?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»/>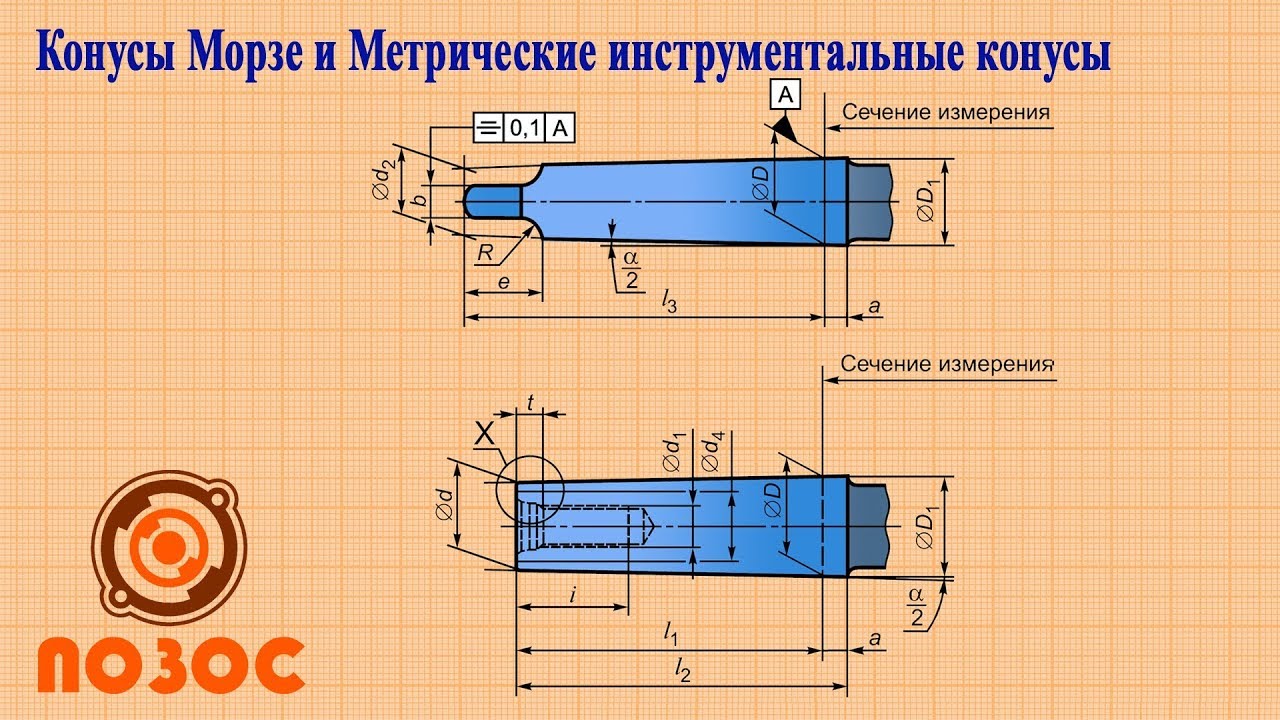
 также / See also :
также / See also : 33
33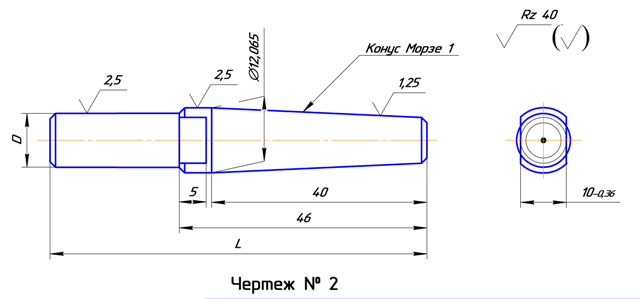 34
34 35
35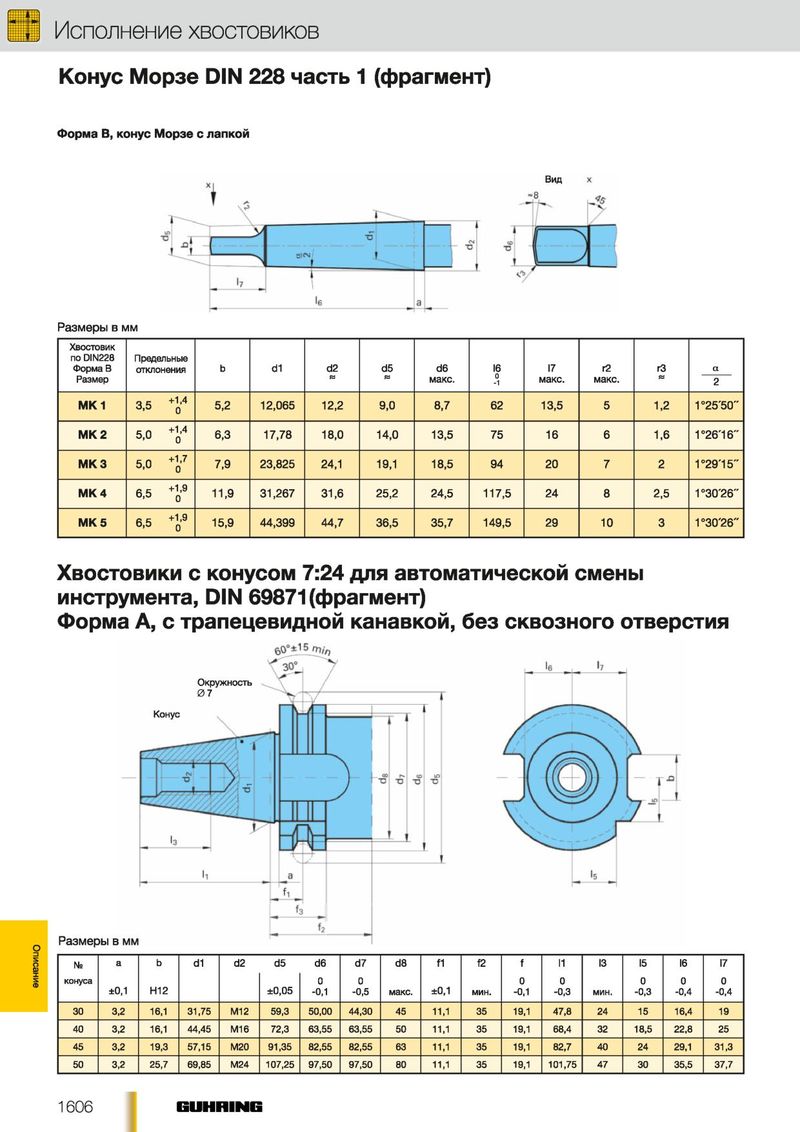 69
69 Они держатся за счет трения сопрягаемых поверхностей и заклинивания конуса. Многие шпиндели электроинструментов, как и шпиндели большинства станков, используют конусы как способ крепления инструментов.В этом руководстве будут рассмотрены два наиболее распространенных типа конусов — Джейкобса и Морса — некоторые инструменты, с которыми они работают, а также доступные размеры и углы наклона.
Они держатся за счет трения сопрягаемых поверхностей и заклинивания конуса. Многие шпиндели электроинструментов, как и шпиндели большинства станков, используют конусы как способ крепления инструментов.В этом руководстве будут рассмотрены два наиболее распространенных типа конусов — Джейкобса и Морса — некоторые инструменты, с которыми они работают, а также доступные размеры и углы наклона. Это означает, что охватываемая и охватывающая части соединяются вместе и связываются друг с другом до такой степени, что силам бурения можно противостоять без дышла. Дышло или шпиндельное дышло — это зажимной механизм для держателей инструментов на станках. Сам резцедержатель или конус станка удерживается дышлом и прикладывает усилие к шпинделю, особенно при вращении на низких скоростях. На холостом ходу инструмент по-прежнему остается в шпинделе из-за дышла.Если требуется смена инструмента, его выбивают клином.
Это означает, что охватываемая и охватывающая части соединяются вместе и связываются друг с другом до такой степени, что силам бурения можно противостоять без дышла. Дышло или шпиндельное дышло — это зажимной механизм для держателей инструментов на станках. Сам резцедержатель или конус станка удерживается дышлом и прикладывает усилие к шпинделю, особенно при вращении на низких скоростях. На холостом ходу инструмент по-прежнему остается в шпинделе из-за дышла.Если требуется смена инструмента, его выбивают клином.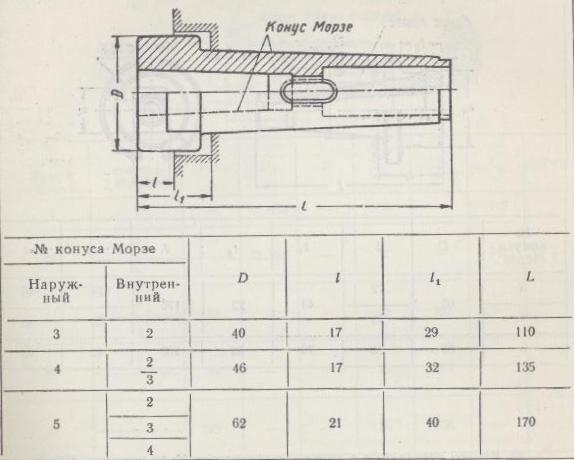

 624
624 494
494
 05
05 0526
0526 25
25 335
335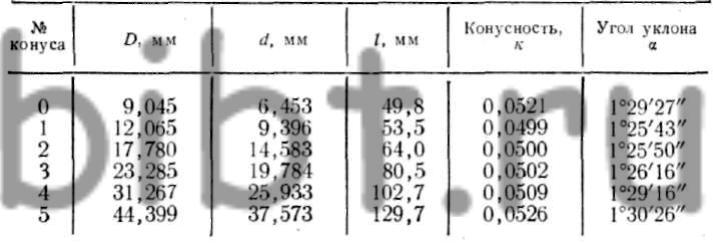 624
624 38
38 5161
5161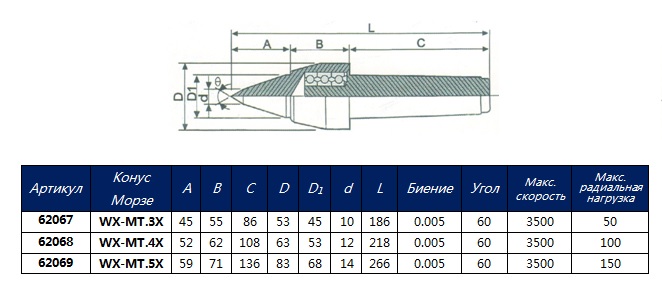 25
25 25
25 5
5 5
5 1
1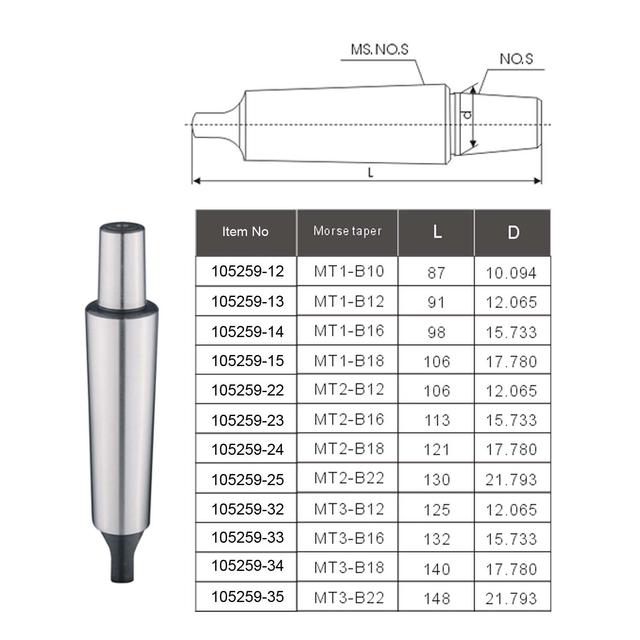 5
5 375
375 33
33 075
075 База знаний org (Wiki) ХорошоOkGetting BetterPretty GoodAwesome
База знаний org (Wiki) ХорошоOkGetting BetterPretty GoodAwesome  6246
6246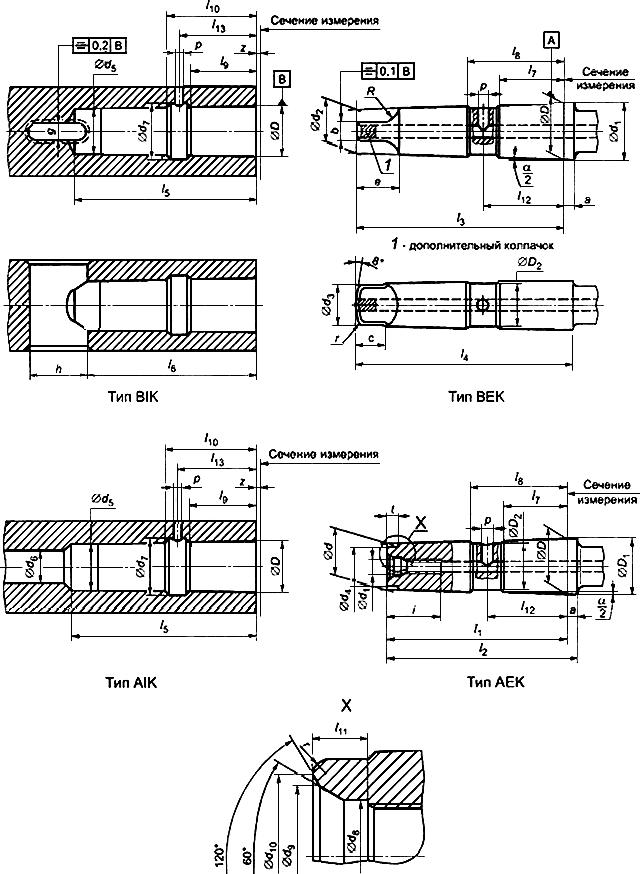 0200
0200 6240
6240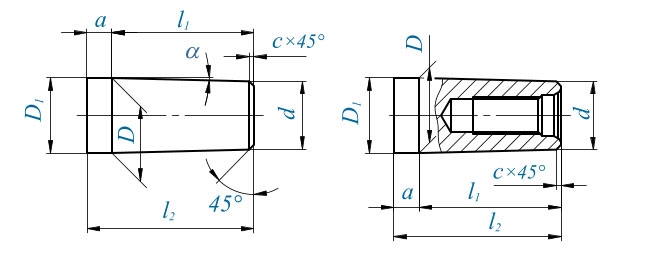 9251
9251 6289
6289
 5020
5020 5033
5033 0447
0447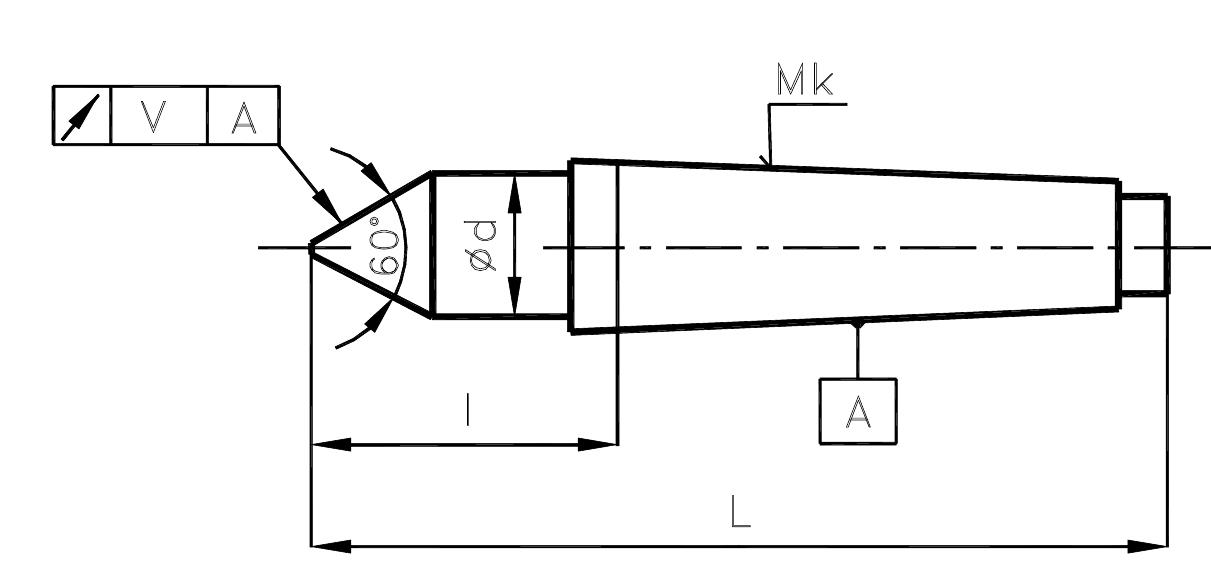 5000
5000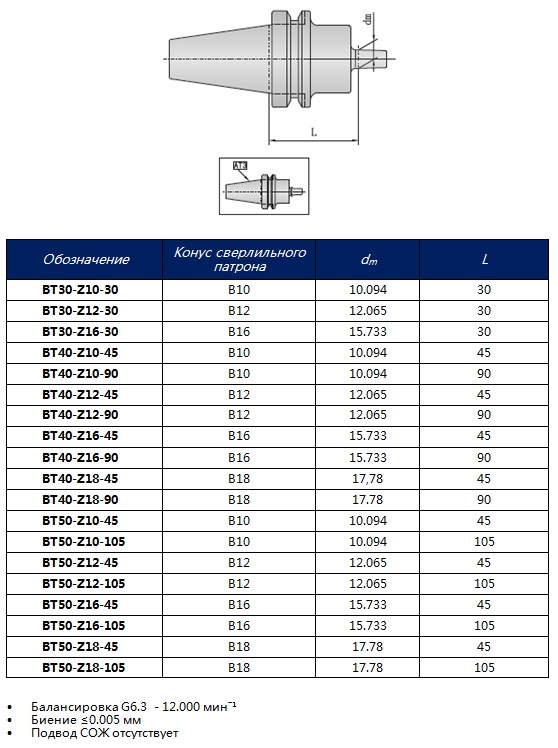 5000
5000 2500
2500 0000
0000 6250
6250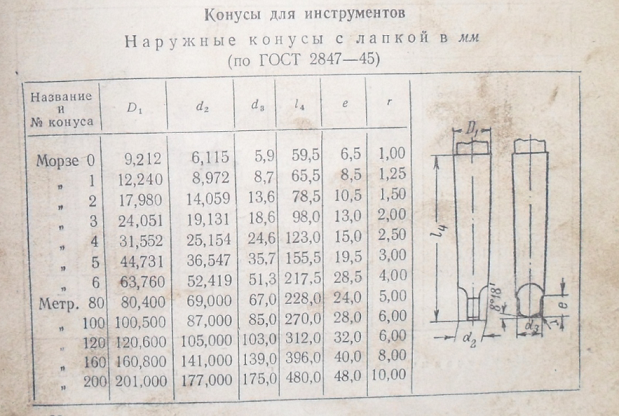 1250
1250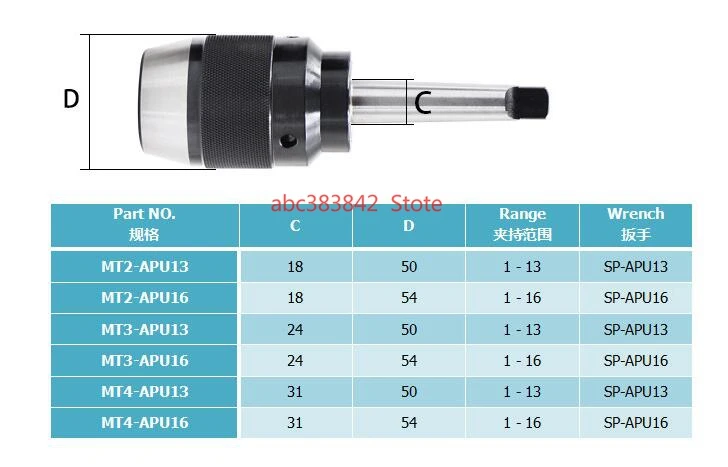 вращающихся инструментов, а также для соответствующей розетки на токарном станке, фрезерном станке, сверле
пресс и так далее. Хвостовики конические конические. Одним из преимуществ такого расположения является то, что
центрирует инструмент очень точно. Для хвостовиков размера и степени
конус в серии Морзе, одного трения достаточно, чтобы повернуть инструмент и удерживать
хвостовик в гнезде.
вращающихся инструментов, а также для соответствующей розетки на токарном станке, фрезерном станке, сверле
пресс и так далее. Хвостовики конические конические. Одним из преимуществ такого расположения является то, что
центрирует инструмент очень точно. Для хвостовиков размера и степени
конус в серии Морзе, одного трения достаточно, чтобы повернуть инструмент и удерживать
хвостовик в гнезде.
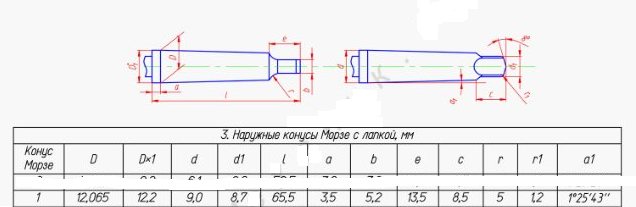 Для подробного
спецификации, обратитесь к справочной информации, такой как Справочник по машинному оборудованию .
Для подробного
спецификации, обратитесь к справочной информации, такой как Справочник по машинному оборудованию . 267
267
 375
375 7
7 70
70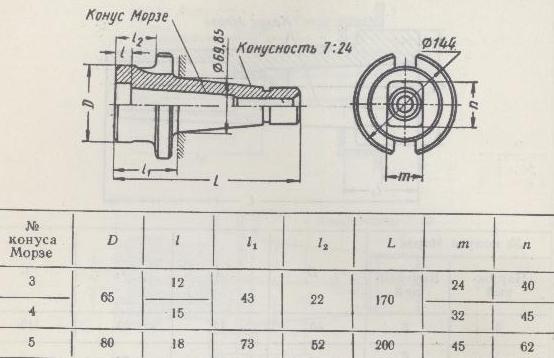 81
81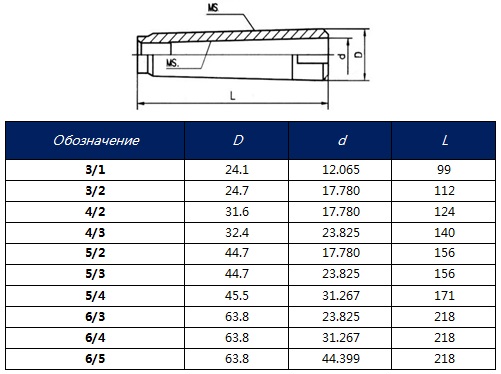
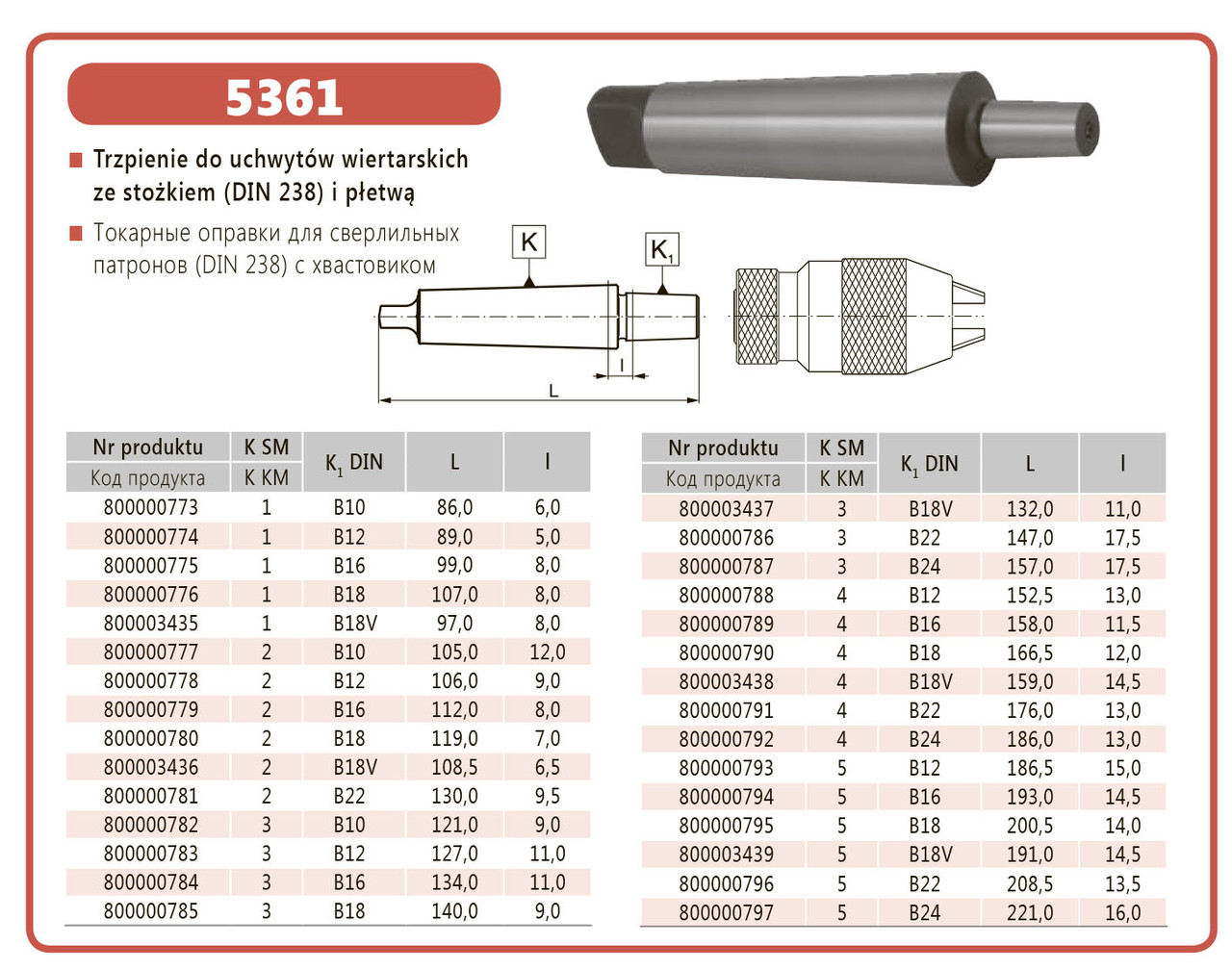 250
250 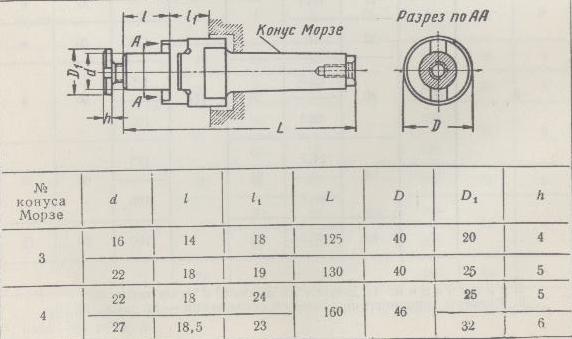 125
125  2
2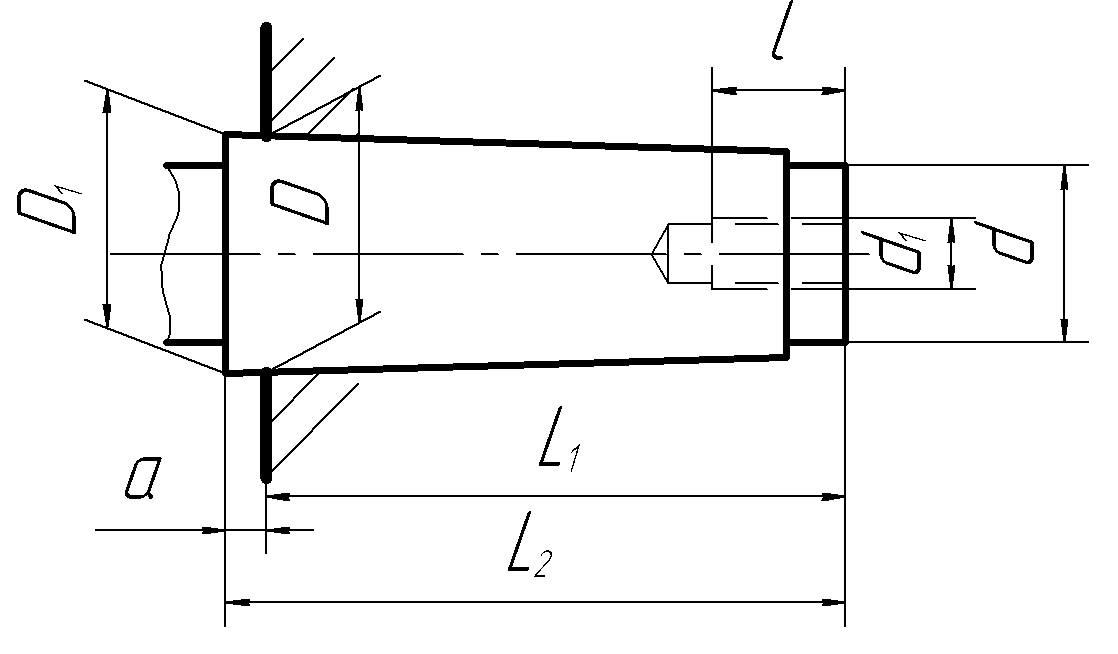 DIN 2080 / IS 2340, ISO R 290-2583
DIN 2080 / IS 2340, ISO R 290-2583  250
250 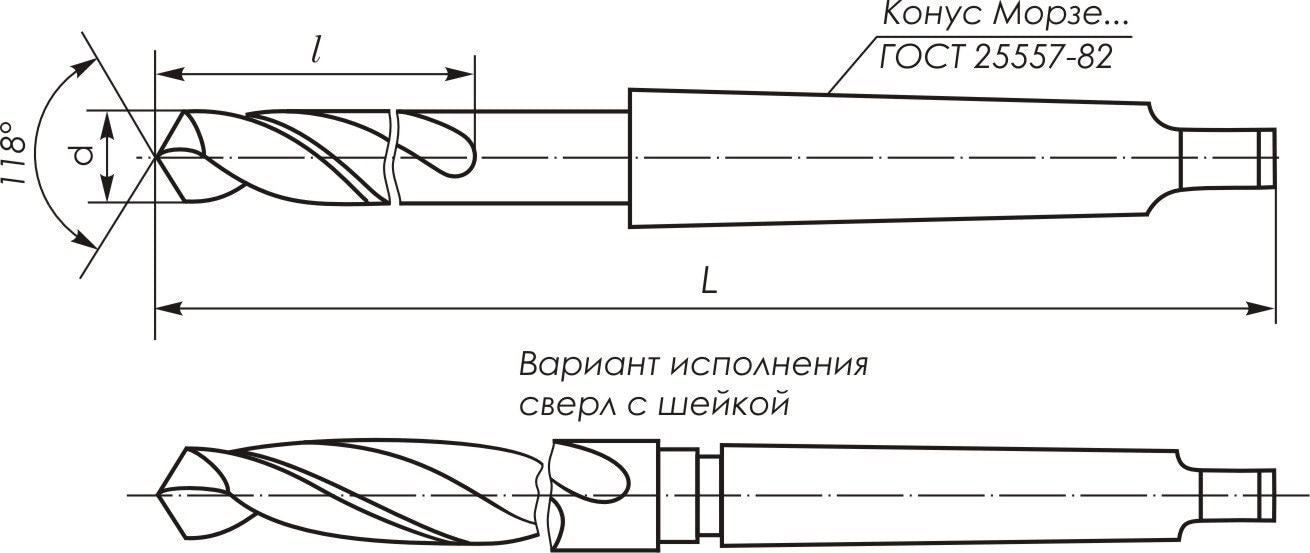 076
076  Некоторые импортные инструменты NMTB-30, которые я видел, имеют размер до 1,96 дюйма.
Некоторые импортные инструменты NMTB-30, которые я видел, имеют размер до 1,96 дюйма. 63
63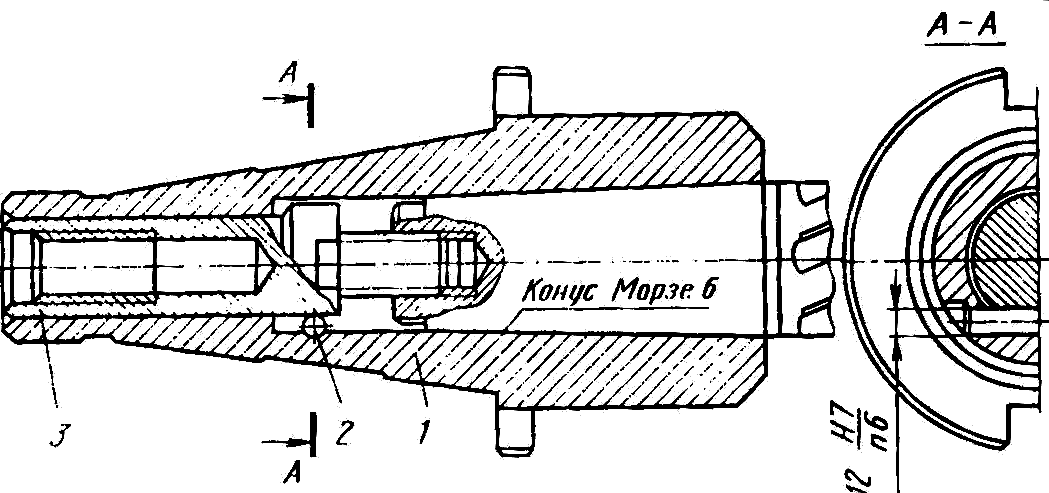 2
2 Толщина фланца инструмента, расстояние от измерительной линии конуса до внешней поверхности фланца и диаметр фланца не являются критическими размерами при использовании в шпинделе NMTB. В результате эти размеры не совпадали между всеми производителями инструментов NMTB.
Толщина фланца инструмента, расстояние от измерительной линии конуса до внешней поверхности фланца и диаметр фланца не являются критическими размерами при использовании в шпинделе NMTB. В результате эти размеры не совпадали между всеми производителями инструментов NMTB. 
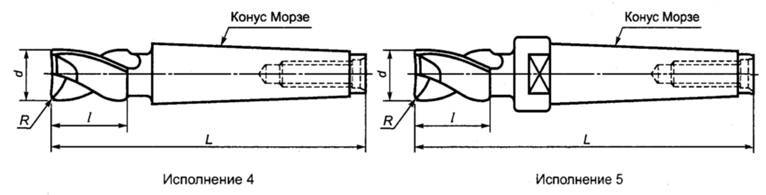
 6875 «
6875 « 750 «
750 « 250
250  250
250 
 62460
62460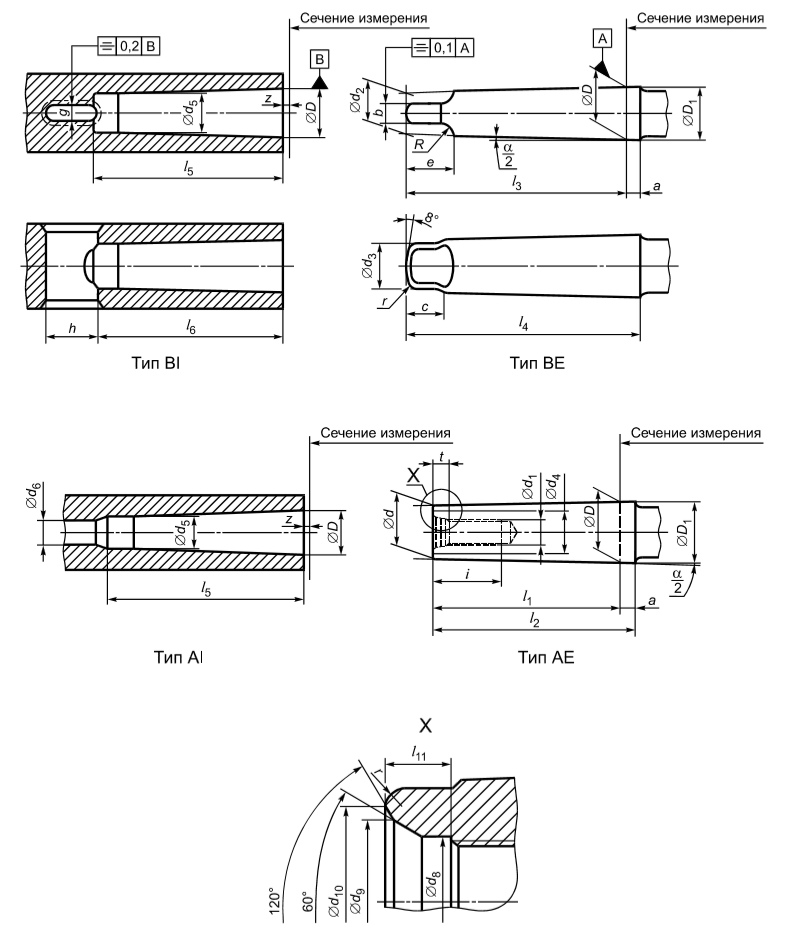 938
938 748
748 1250
1250
 5605 «
5605 «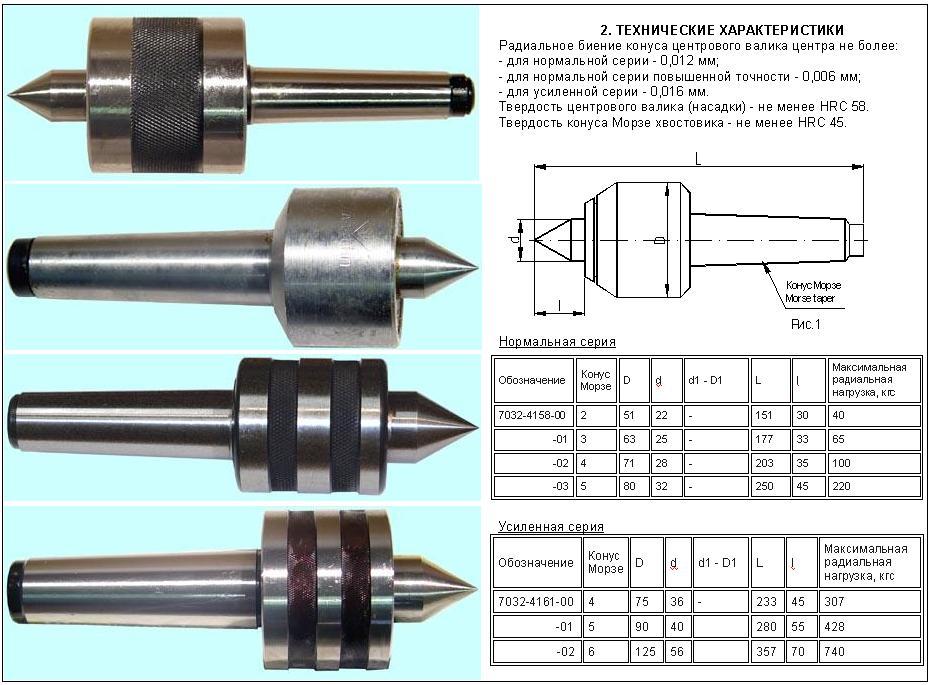
 9449 «
9449 «
 6000 «
6000 « 6000
6000 1250 «
1250 «
 4500 «
4500 « 0447 «
0447 « 8854 «
8854 «
 06
06 63
63 06
06 181
181 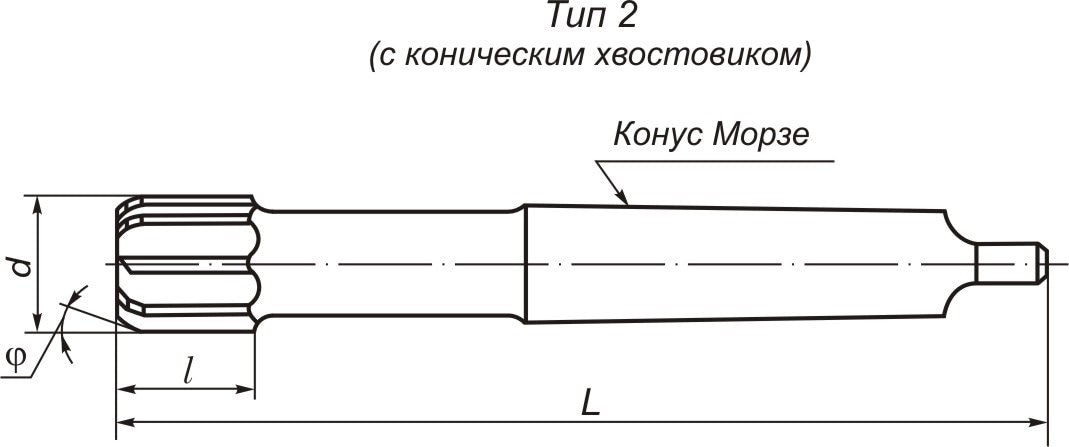 276
276  102
102  5
5 5
5 5
5 5
5 5
5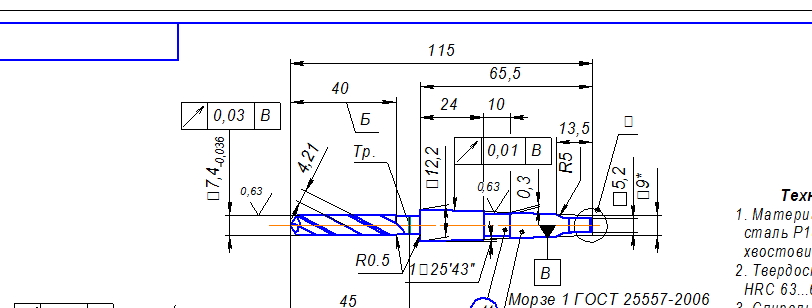 5
5