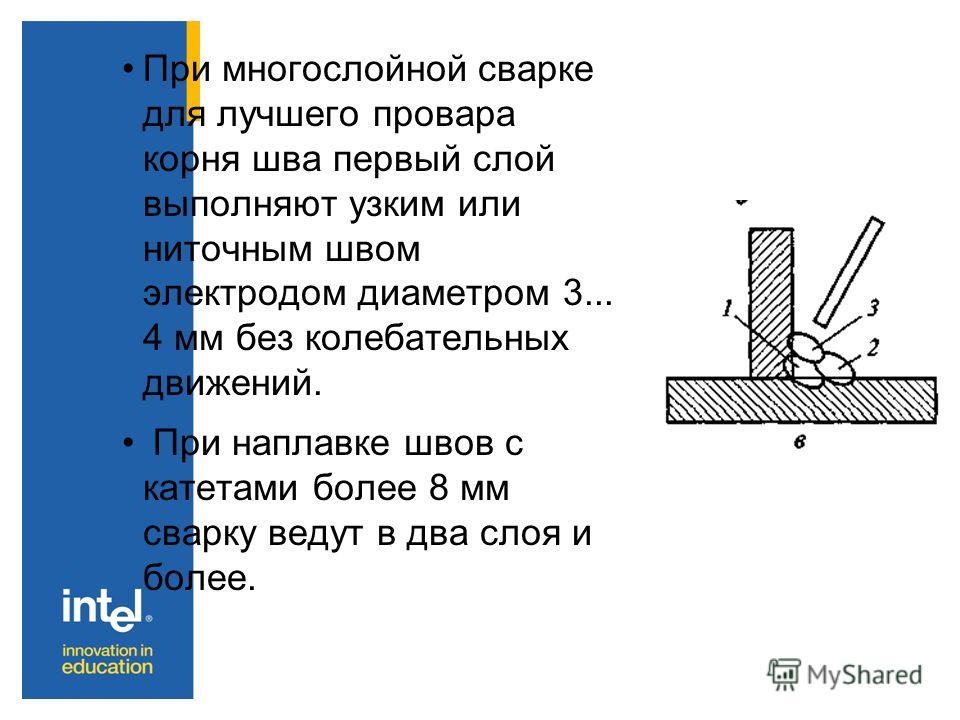
Расчет сварного крепления растянутого стержня из двух уголков к фасонке
Цель: Проверка режима расчета сварных соединений.
Задача: Выполнить проверку сварного соединения на угловых швах крепления растянутого стержня, состоящего из двух уголков 75х8, к фасонке.
Ссылки: Металлические конструкции. В 3 т. Т. 1. Элементы конструкций: Учеб. Для строит. вузов/В. В. Горев, Б. Ю. Уваров, В. В. Филипов и др.; Под. Ред. В. В. Горев. 3-е изд., стер. М.: Высш. Шк., 2004. С. 159-160.
Соответствие нормативным документам: СНиП II-23-81*, СП 16.13330.2011, СП 16.13330.2017, ДБН В.2.6-163:2010, ДБН В.2.6-198:2014.
Исходные данные:
| t = 10 мм | толщина фасонки |
| N = 425 кН | Продольная сила |
| Run = 380 МПа | Сталь С245 |
| Rwf | Сварка полуавтоматическая в углекислом газе проволокой Св-08Г2С, d = 1,2 мм |
| kf1 = 6 мм | Катет шва по обушку |
| kf2 = 6 мм | Катет шва по перу |
| Сечение | Уголок 75х8 мм |
| lw1 = 175 мм | длина шва по обушку |
| lw2 = 80 мм | длина шва по перу |
Имя файла с исходными данными:
Исходные данные КРИСТАЛЛ:
Сталь: C245
Коэффициент надежности по ответственности | 1 |
Коэффициент условий работы | 1 |
Группа конструкций по таблице 50* СНиП II-23-81* | 1 |
Свойства материалов сварки | |
|---|---|
Нормативное сопротивление металла шва по временному сопротивлению, Rwun | 490 Н/мм2 |
Расчетное сопротивление угловых швов срезу по металлу шва, Rwf | 215 Н/мм2 |
Вид сварки | Полуавтоматическая проволокой сплошного сечения при диаметре сварочной проволоки менее 1. |
Положение шва | Нижнее |
Климатический район | с температурой t > -40°C |
 4 мм
4 мм
Тип | Параметры |
|---|---|
Сечение — Полный каталог профилей ГОСТ. Уголок равнополочный по ГОСТ 8509-93 L75x8 | Катет шва по обушку = 6 мм φ = 51.71 град t = 10 мм
|
Усилия
N = 425 кН
Проверено по СНиП | Проверка | Коэффициент использования |
|---|---|---|
п.11.2 формула (120) | по металлу шва | 1. |
п.11.2 формула (121) | по металлу границы сплавления | 0.921 |
 018
018
Сравнение решений
Проверка | по металлу шва обушка |
|---|---|
Источник | 7,9 см / 8 см = 0,9875 |
КРИСТАЛЛ | 1,018 |
Отклонение, % | 3,0 |
Уточненный ручной счет (см. комментарии) | |
Отклонение, % | 0,1 |
Комментарии
Разница результатов объясняется разницей в величине принятых расчетных сопротивлений Rwf = 220 МПа (книга) и Rwf = 215 МПа (нормативные документы и КРИСТАЛЛ). Кроме того, в верификационном примере не точно задано распределение внешнего продольного усилия между сварными швами по перу и по обушку уголка, а именно продольное усилие в сварном шве по обушку задано в размере 70% от внешнего продольного усилия, а по перу – в размере 30%. Точное значение продольного усилия, действующего в сварных швах по обушку, вычисляется как:
Кроме того, в верификационном примере не точно задано распределение внешнего продольного усилия между сварными швами по перу и по обушку уголка, а именно продольное усилие в сварном шве по обушку задано в размере 70% от внешнего продольного усилия, а по перу – в размере 30%. Точное значение продольного усилия, действующего в сварных швах по обушку, вычисляется как:
(bуголка – y0)/ bуголка×N = 0,7133×N, где bуголка – ширина полки уголка, γ0 – длина перпендикуляра, опущенного из центра масс уголка до соответствующей внешней грани полки.
СП 16.13330.2011 Стальные конструкции — Стр 8
СП 16.13330.2011
14 Проектирование соединений стальных конструкций
14.1 Сварные соединения
14.1.1 При проектировании стальных конструкций со сварными соединениями следует:
назначать минимальные размеры сварных швов с учетом требований 14.
обеспечивать свободный доступ к местам выполнения сварных соединений с учетом выбранного вида и технологии сварки.
14.1.2 Основные типы, конструктивные элементы и размеры сварных соединений следует принимать по ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771,
ГОСТ 23518.
14.1.3 При выборе электродов, сварочной проволоки и флюсов следует учитывать группы конструкций и расчетные температуры, указанные в приложениях В и Г .
14.1.4 При проектировании сварных соединений следует исключать возможность хрупкого разрушения конструкций согласно требованиям раздела 13.
14.1.5 При проектировании тавровых и угловых сварных соединений элементов стальных конструкций с растягивающими напряжениями в направлении толщины проката с целью исключения возможности слоистого разрушения металла под сварным швом, как правило, следует:
применять стали для конструкций группы 1 согласно приложению В, с пределом текучести до 375 Н/мм2, а также стали с гарантированными механическими свойствами в направлении толщины проката cогласно требованиям ГОСТ 28870;
применять сварочные материалы с пониженной прочностью и повышенной пластичностью; использовать технологические приемы сварки, направленные на снижение остаточных сварочных напряжений; не применять порошковую проволоку;
отказаться от применения одностороннего углового шва и перейти к двустороннему;
заменять угловые соединения тавровыми, а в последних обеспечивать отношение ширины свеса к толщине элементов не менее 1;
применять разделки кромок, обеспечивающие снижение объема наплавленного металла.
14.1.6 Сварные стыковые соединения листовых деталей, как правило, следует проектировать прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня и сварка на остающейся стальной подкладке.
14.1.7 Размеры сварных угловых швов и конструкция соединения должны удовлетворять следующим требованиям:
а) катет углового шва kf не должен превышать 1,2t, где t – наименьшая из толщин свариваемых элементов;
катет шва, наложенного на закругленную кромку фасонного проката толщиной t, как правило, не должен превышать 0,9t;
б) катет углового шва kf должен удовлетворять требованиям расчета и быть, как правило, не меньше указанного в таблице 38; при возможности обеспечения большей глубины провара катет шва (от 5 мм и более) в тавровом двустороннем, а также в
%d0%ba%d0%b0%d1%82%d0%b5%d1%82%20%d1%83%d0%b3%d0%bb%d0%be%d0%b2%d0%be%d0%b3%d0%be%20%d1%88%d0%b2%d0%b0 — со всех языков на все языки
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАканАлтайскийАрагонскийАрабскийАстурийскийАймараАзербайджанскийБашкирскийБагобоБелорусскийБолгарскийТибетскийБурятскийКаталанскийЧеченскийШорскийЧерокиШайенскогоКриЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийВаллийскийДатскийНемецкийДолганскийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГэльскийГуараниКлингонскийЭльзасскийИвритХиндиХорватскийВерхнелужицкийГаитянскийВенгерскийАрмянскийИндонезийскийИнупиакИнгушскийИсландскийИтальянскийЯпонскийГрузинскийКарачаевскийЧеркесскийКазахскийКхмерскийКорейскийКумыкскийКурдскийКомиКиргизскийЛатинскийЛюксембургскийСефардскийЛингалаЛитовскийЛатышскийМаньчжурскийМикенскийМокшанскийМаориМарийскийМакедонскийКомиМонгольскийМалайскийМайяЭрзянскийНидерландскийНорвежскийНауатльОрокскийНогайскийОсетинскийОсманскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПортугальскийКечуаКвеньяРумынский, МолдавскийАрумынскийРусскийСанскритСеверносаамскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиШумерскийСилезскийТофаларскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийТувинскийТвиУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВьетнамскийВепсскийВарайскийЮпийскийИдишЙорубаКитайский
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАлтайскийАрабскийАварскийАймараАзербайджанскийБашкирскийБелорусскийБолгарскийКаталанскийЧеченскийЧаморроШорскийЧерокиЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийДатскийНемецкийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГалисийскийКлингонскийЭльзасскийИвритХиндиХорватскийГаитянскийВенгерскийАрмянскийИндонезийскийИнгушскийИсландскийИтальянскийИжорскийЯпонскийЛожбанГрузинскийКарачаевскийКазахскийКхмерскийКорейскийКумыкскийКурдскийЛатинскийЛингалаЛитовскийЛатышскийМокшанскийМаориМарийскийМакедонскийМонгольскийМалайскийМальтийскийМайяЭрзянскийНидерландскийНорвежскийОсетинскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПуштуПортугальскийКечуаКвеньяРумынский, МолдавскийРусскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиТамильскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВодскийВьетнамскийВепсскийИдишЙорубаКитайский
Катеты сварных швов: характеристика и свойства.
 Катет шва при сварке: определение и методы расчета
Катет шва при сварке: определение и методы расчетаПрочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода.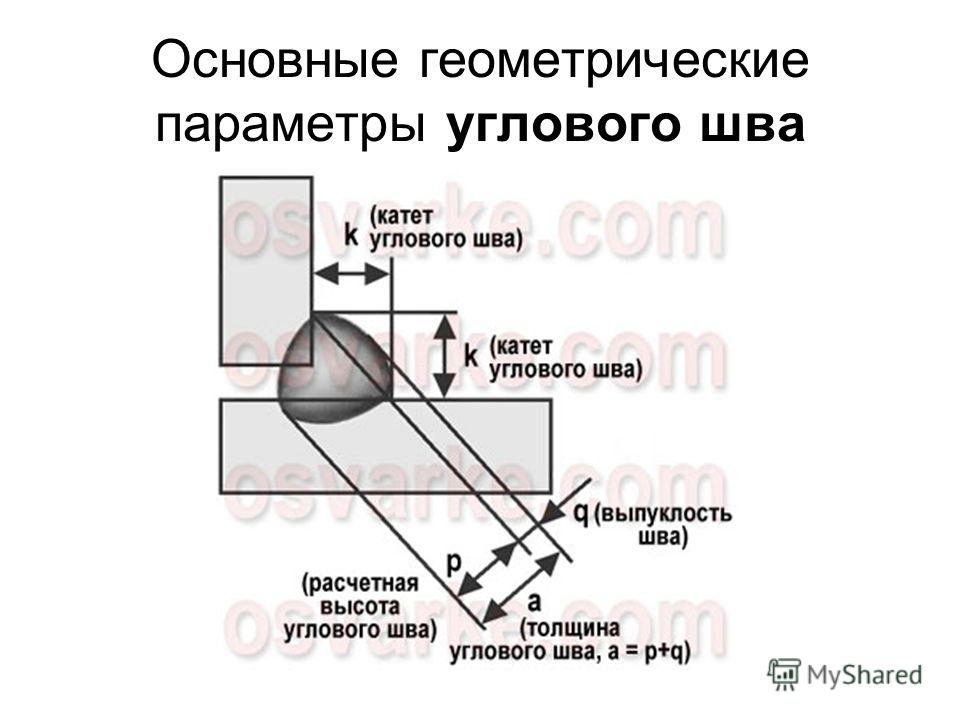 Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами.
 Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии. - Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Тавровые и нахлесточные соединения
Угловые швы характеризуются катетом и формой шва. Различают три типа угловых швов: нормальный, выпуклый (усиленный) и вогнутый (ослабленный). Форма шва выбирается в зависимости от условий эксплуатации изделий. В сварных конструкциях, работающих под действием вибрационных нагрузок, тавровые и нахлесточные соединения стремятся выполнять вогнутыми швами.
Конструктивные элементы и форма угловых швов показаны на рис. 16. За катет К принимают меньший катет вписанного в сечение шва сварного соединения неравнобедренного треугольника (рис. 16, а) и катет вписанного равнобедренного треугольника (рис. 16, б и в). Выпуклость (усиление) шва сварного соединения q допускается: до 1 мм — при катете менее 5 мм, до 2 мм — при катете от 5 до 10 мм, до 3 мм- при катете свыше 10 мм. Вогнутость (ослабление) шва сварного соединения? допускается не более 3 мм. Величина катета шва сварных соединений устанавливается при проектировании. предельные отклонения катетов шва сварных соединений от номинальных размеров, указанных на чертежах, принимают: + 1 мм при катете меньше 6 мм, 12 мм при катете, равном или большем 6 мм.
Автоматическую сварку угловых швов можно выполнять вертикальным электродом при положении изделия для сварки в симметричную или несимметричную «лодочку», а также наклонным электродом поперек шва при положении соединения не «в лодочку». При сварке в симметричную «лодочку» создаются наиболее благоприятные условия для формирования шва — жидкий расплавленный металл равномерно смачивает обе кромки свариваемого соединения, шов хорошо формируется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда позволяет установка изделия, следует применять сварку «в лодочку». При положении «в лодочку» за один проход можно выполнять швы значительно большего сечения, чем при положении не «в лодочку». При сварке «в лодочку» в связи с большой возможностью протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не «в лодочку».
При сварке в симметричную «лодочку» создаются наиболее благоприятные условия для формирования шва — жидкий расплавленный металл равномерно смачивает обе кромки свариваемого соединения, шов хорошо формируется, образуя плавный переход к основному металлу. Поэтому во всех случаях, когда позволяет установка изделия, следует применять сварку «в лодочку». При положении «в лодочку» за один проход можно выполнять швы значительно большего сечения, чем при положении не «в лодочку». При сварке «в лодочку» в связи с большой возможностью протекания жидкого металла и флюса через зазор к сборке предъявляются более жесткие требования, чем при сварке не «в лодочку».
В практике часто бывают затруднения в установке изделия в положение для сварки «в лодочку». В этих случаях применяют сварку наклонным электродом. Так, при изготовлении балок двутаврового и Н-образного сечения сварка четырех швов «в лодочку» связана с необходимостью трехкратной кантовки. При сварке наклонным электродом при положении изделия не «в лодочку» требуется лишь одна кантовка..jpg) Сокращение числа кантовок обеспечивает повышение производительности труда и снижение стоимости продукции.
Сокращение числа кантовок обеспечивает повышение производительности труда и снижение стоимости продукции.
При сварке наклонным электродом на параметры углового шва (рис. 17): глубину сплавления по линиям примыкания кромок, размеры горизонтального и вертикального катетов, а также на его форму большое влияние оказывает не только значение сварочного тока, но и диаметр электродной проволоки и угол наклона ее поперек шва.
Глубина проплавления в значительной степени зависит от угла наклона электрода. Для обеспечения максимальной глубины проплавления углового соединения и равенства горизонтального и вертикального катетов при односторонней сварке электродную проволоку необходимо наклонять в плоскости поперечного сечения на угол около 40° к плоскости вертикальной стенки. При сварке электродной проволокой диаметром 2 мм конец ее нужно направлять в вершину угла, при сварке проволокой диаметром 3-5 мм конец электрода из вершины угла следует смешать на горизонтальную полку на расстояние, равное примерно половине диаметра электрода.
Зависимости размера катета шва от тока при сварке электродной проволокой диаметром 2 и 5 мм со скоростью 30 и 60 м/ч иллюстрируются графиками, приведенными на рис. 18. Из графиков видно, что при сварке электродной проволокой диаметром 2 мм достигается более широкий диапазон калибров шва при применении меньших сварочных токов. Возможность получения угловых швов с катетом 3-4 мм является весьма ценным преимуществом применения электродной проволоки диаметром 2 мм. При этом швы с катетом до 6 мм можно получать с вогнутой поверхностью. Сварку угловых швов с катетом 3-4 мм целесообразно производить на постоянном токе обратной полярности.
При сварке проволокой диаметром 5 мм швы с катетом меньше 5 мм получать практически невозможно.
При сварке наклонным электродом за один проход получаются угловые швы правильной формы с катетом не более 8 мм. При катетах более 8 мм жидкий металл стекает на горизонтальную полку, образуя наплавы, а на вертикальной стенке — подрезы. Для получения полноценных швов с катетом более 8 мм сварку наклонным электродом необходимо производить за несколько проходов.
Для получения полноценных швов с катетом более 8 мм сварку наклонным электродом необходимо производить за несколько проходов.
При сварке электродной проволокой диаметром 2 мм вследствие более глубокого проплавления по сравнению со сваркой электродной проволокой диаметром 5 мм обеспечивается равнопрочность швов при меньших катетах. Поэтому объем наплавленного металла при сварке электродной проволокой диаметром 2 мм может быть уменьшен на 20-40%.
Для стабильности процесса сварки и благоприятного формирования угловых швов при сварке на переменном токе под стекловидным флюсом для проволоки диаметром 2 мм можно рекомендовать применение сварочного тока от 300 до 400 А. При пемзовидном флюсе стабильность горения дуги и формирование шва значительно улучшаются. Поверхность шва получается более ровной и менее выпуклой, чем при сварке под стекловидным флюсом. Для сварки угловых швов с катетом 8 мм под пемзовидным флюсом можно применять ток до 500 А, при этом скорость сварки может быть повышена примерно на 20-25% по сравнению со скоростью сварки под стекловидным флюсом.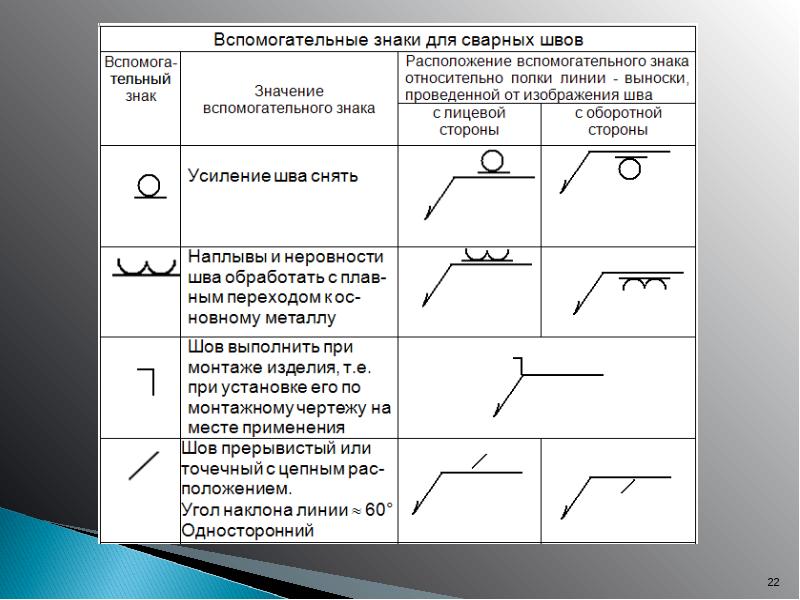
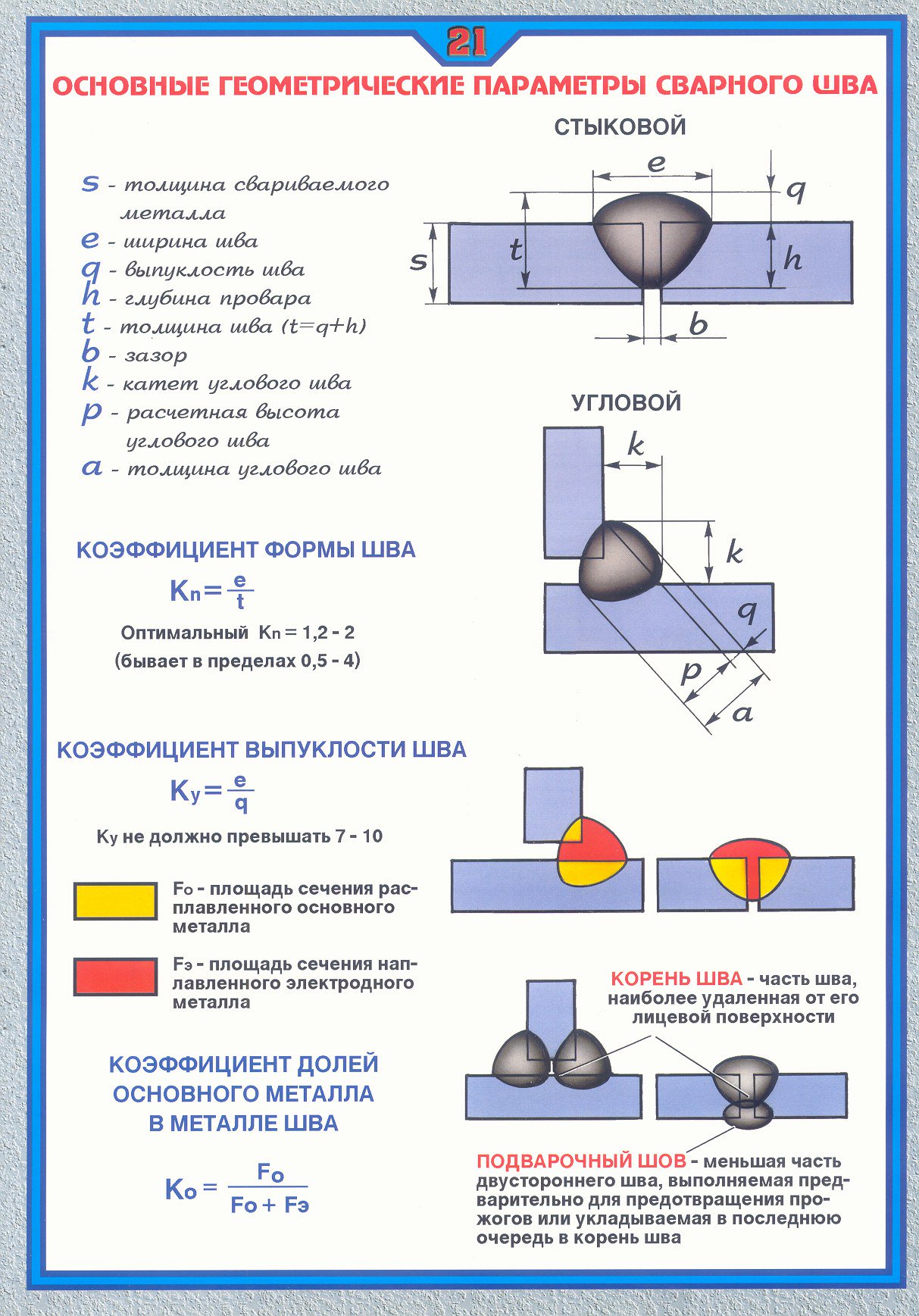
В зависимости от характера соединения двух деталей сварные швы бывают стыковые и угловые. Параметры, характеризующие их качество — выпуклость, вогнутость, глубина проплавления и геометрические размеры.
Геометрические размеры швов
Сварные соединения в процессе визуального контроля проверяются не только на наличие дефектов, но и на соответствие полученных геометрических размеров показателям, регламентированным конструкторской и технологической документацией.
Если на стыковых швах основным параметром является ширина, то на тавровых, нахлесточных и угловых — катет. Это длина перпендикуляра, условно опущенного из вершины угла на гипотенузу. Простыми словами — расстояние от плоскости одной заготовки до грани шва на поверхности второй детали.
Угловые соединения могут иметь различные очертания:
- Выпуклые — нецелесообразны с технической точки зрения. Помимо большего количества наплавленного металла (а значит и расхода материалов), они ведут к концентрации напряжений.
- Вогнутые — трудно получить. Нужна точная настройка рабочих параметров сварочного аппарата и соблюдение соответствующей скорости ведения электрода, что требует немалого опыта от сварщика. Чаще вогнутая конфигурация придается с помощью механической обработки. Подобные швы при изготовлении металлоконструкций применяют крайне редко.
Широко применяются угловые швы нормального очертания (без выпуклостей и вогнутостей). При разработке конструкторской документации катет принимается равным толщине более тонкой детали, но может быть и меньше — важно, чтобы обеспечивалась максимальная прочность соединения. Так, для заготовок толщиной 4-5 мм он должен составлять 4 мм, а для более толстых деталей — рассчитывается или определяется конструктивно, но принимается не менее 5 мм.
Как проверяются значения катета?
В отличие от качества проплавления, которое контролируется специальными приборами, катет шва измеряется с помощью специального приспособления УШС-2 (универсальный шаблон сварщика). Также его еще называют катетомер.
Также его еще называют катетомер.
Шаблон представляет собой несколько пластинок из тонколистового металла, имеющих выемки с определенной величиной катета. Они соединены между собой шарнирно или соединительным кольцом.
Измерения проводятся с помощью ступенчатого подбора самого подходящего размера катета. А определяется он, когда одна из выемок на пластинках прилегает к сварному шву с минимальным зазором между дугой шаблона и поверхностью соединения.
Основные виды сварных соединений электродуговой и газовой сваркой следующие: стыковые С, угловые У, нахлесточные Н, тавровые Т .
Валиковые угловые швы треугольного профиля делают прямыми, выпуклыми и вогнутыми. Чаще всего применяют прямой (нормальный) шов. Выпуклые швы (условно называемые швами с усилением) склонны к образованию подрезок (непровары на участках соединения шва со стенками деталей) и обладают пониженной циклической прочностью. Наиболее прочны вогнутые швы, но выполнение их труднее и менее производительно
Основной размерной характеристикой угловых швов является расчетный катет К
Катет швов нахлестанных соединений при сварке тонких листов (менее 4 мм) делают равным толщине s листов. Для материалов большей толщины (4 -16 мм) катет шва определяют из соотношения
Для материалов большей толщины (4 -16 мм) катет шва определяют из соотношения
К = 0,4 s + 2 мм (1)
При сварке материалов различной толщины катет шва делают равным толщине s более тонкого материала (однако не более, чем указано в соотношении (1). При сварке материалов различной толщины шов рекомендуется делать вогнутым.
В угловых соединениях с одинаковой толщиной стенок размер катета задан толщиной кромок. В угловых и тавровых соединениях, где размеры шва могут быть произвольными, катет шва делают равным толщине s свариваемых материалов, но не более приведенных в соотношении (1) величин.
При тавровом соединении материалов различной толщины катет шва делают равным толщине s более тонкого материала. Швы рекомендуется делать вогнутыми
Среди видов соединений листов наиболее простые и прочные — стыковые.
Недостаток нахлесточных соединений состоит в том, что под действием растягивающих или сжимающих усилий они подвергаются изгибу моментом, приблизительно равным произведению действующей силы на сумму полутолщин свариваемых листов и деформируются. Производительность сварки из-за наличия двух швов и масса нахлесточных соединений больше, чем стыковых. Соединения с накладкой можно усилить подваркой листов. Соединения с двусторонними накладками разгружены от изгиба, но тяжелы и малотехнологичны
Разновидность нахлесточных соединений — прорезные (пробочные) швы, образуемые заплавлением предварительно проделанных одном из соединяемых листов круглых или продолговатых отверстий (эти соединения иногда называют электрозаклепками). Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва — это один из худших видов соединения. К нему следует прибегать только в крайних случаях, когда по конструктивным условиям нельзя применить сварку другими более производительными способами
При толщине одного из свариваемых материалов менее 6 — 8 мм сварку прорезными швами заменяют простой и производительной операцией точечного проплавления более тонкого из соединяемых материалов или шовного проплавления.
Кромки свариваемых тонких листов (в среднем
Кромки листов толщиной
При большей толщине необходима разделка кромок, заключающаяся в снятии фасок; цель — создать сварочную ванну и обеспечить проплавление на полное сечение.
Круговые фаски получают точением, прямые — фрезерованием или строганием. При толщине кромок более 15 — 20 мм фаски снимают автоматической газовой резкой.
Разделку с криволинейными скосами применяют преимущественно для прямых и круговых швов. Швы, имеющие в плане фигурную форму, разделывают с помощью копирного фрезерования
Условные изображения и обозначения швов сварных соединений см. ГОСТ 2.312
(PDF) МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРОЧНОГО МЕТАЛЛА И ХОЛОДУСТОЙЧИВОСТЬ ТРОЙНИКОВ НА СТАЛИ 13ХГМРБ
сгибается до 10 с, а при нагревании образца до температуры
100 ° С — еще на 7 с. . По-видимому,
отмеченные закономерности в изменении условий охлаждения
сварных соединений, выполненных проволокой разного диаметра
, связаны не только с увеличением подводимого тепла
при сварке проволокой диаметром 2,0 мм, но и
для увеличения плотности тока.Из рисунка 4, c видно, что
замедление скорости охлаждения, наблюдаемое
при сварке проволокой большего диаметра, способствует существенному увеличению стойкости
к холодному растрескиванию сварных
соединений. Даже небольшой предварительный нагрев до 40 и 60 ° C
позволяет полностью исключить растрескивание образцов.
При использовании проволоки 1,2 мм такой же результат может быть
только при их предварительном нагреве до 100 ° C. При этом —
Угловые швы целесообразно выполнять с k =
= 6-8 мм проволокой 1.Диаметр 6-2,0 мм. Подвод тепла сварного шва
увеличивается до 17,7–18,3 кДж / см, охлаждение ЗТВ
задерживается, и, как следствие, его сопротивление холодному растрескиванию
увеличивается.
При оценке влияния защитного газа на процесс растрескивания тройников из высокопрочной стали
сварка проводилась проволокой Св-08Г2С диаметром
1,6 мм в газовых смесях СО2 и аргона
(Ar + 22% CO2). Результаты исследований
свидетельствуют о том, что при выбранных условиях сварки
для предотвращения образования холодных трещин в соединениях, выполненных в газовой смеси
, потребуется повышение температуры нагрева образца до
на 30-40 ° С, по сравнению со сваркой СО2
(рис. 5, а).Это связано с различиями
в скоростях охлаждения металла ЗТВ тройников
, выполненных в СО2 и смеси (рис. 5, б, в). Несмотря на
то, что при проведении этих исследований использовались достаточно близкие режимы сварки (тепловложение
Qw = 17,5-17,7 кДж / см), интенсивность охлаждения
образцов, сваренных в газовая смесь была выше. Известно
, что сварка в СО2 характеризуется более интенсивным нагревом и охлаждением металла на
, чем в газовой смеси на основе аргона
[14].Это обстоятельство, вероятно,
и определило различия в скорости охлаждения
и сопротивлении холодному растрескиванию тройниковых соединений
, выполненных в смеси СО2 и Ar + 22% СО2. Следовательно,
при изменении состава защитной среды
температура предварительного нагрева стыков должна быть
, выбранная по результатам испытаний
специальных технологических образцов.
В целом результаты проведенного исследования
свидетельствуют о том, что при сварке однопроходных
угловых швов с шагом до 8 мм минимальная концентрация водорода
([H] диф ≤ 3.5 мл / 100 г) в WM
и должны быть выбраны такие условия совместного охлаждения
, при которых максимальная скорость охлаждения
в ЗТВ не превышает допустимого значения
для конкретных марок высоких температур. прочностные стали.
Таким образом, становится очевидным, что на стойкость соединений тройника
на высокопрочной стали 13ХГМРБ
влияет состав наплавленного металла, содержание в нем диффузионного водорода
и температура предварительного нагрева
° С.
1. Денис А.Е., Иващенко Г.А. (1985) Повышение прочности
сварных конструкций. Киев: Наукова думка.
2. Миходуй Л.И., Позняков В.Д., Ющенко К.А.
(2000) Устойчивость сварных соединений стали 12ХН2МФДРА к замедленному разрушению
. Сварка Патона, J., 11, 4-10.
3. Мусияченко В.Ф., Жданов С.Л. (1987) Применение метода акустической эмиссии
при исследовании процесса образования холодной трещины
в сварном шве высокопрочной стали.В:
Диагностика и прогноз разрушения сварных конструкций,
Выпуск 5, 73-77.
4. Касаткин О.Г. (1994) Особенности водородной хрупкости
высокопрочных сталей при сварке (Обзор). Авто-
матич. Сварка, 1, 3-7.
5. Мусияченко В.Ф. (1983) Свариваемость и технология сварки высокопрочных сталей
. Киев: Наукова думка.
6. Макаров Э.Л. (1981) Холодные трещины при сварке легированных сталей
.Москва: Машиностроение.
7. Гривняк И. Свариваемость сталей. Москва: Маши-
,ностроение.
8. Походня И.К., Швачко В.И. (1997) Физическая природа холодных трещин
, вызванных водородом, в сварных соединениях конструкционных сталей
. Автоматич. Сварка, 5, 3-10.
9. Hart, P.H.M. (1986) Стойкость к водородному растрескиванию в сварных металлах стали
. Сварка Ж., 1, 14—22.
10. Александров Б., Тайс К., Штрайтенбергер М.и другие. (2004)
Холодное растрескивание сварных деталей из стали S 690 QT. IIW Док.
IX-2115-04.
11. Нисимура И., Чиба Н. (1984) Трещины в сварных угловых
стыках. Металлические конструкции, 1, 30—34.
12. Походня И.К., Пальцевич А.П. Хроматографический метод
определения содержания диффузионного водорода в
сварных швах. Автоматич. Сварка, 1, 37—39.
13. Миходуй Л.И., Позняков В.Д., Жданов С.Л. (1998)
Замедленное разрушение тавровых соединений высокопрочных сталей.Там же,
10, 14-19.
14. Потапиевский А.Г. (1974) Плавящийся электрод экранированный —
Газовая сварка. Москва: Машиностроение.
Рис. 5. Влияние предварительного нагрева на время охлаждения от 800 до 500 ° C (а), скорость охлаждения от 600 до 500 ° C (б) и длину трещины в корне шва
(в) технологических образцов, сваренных с использованием Проволока Св-08Г2С в смесях СО2 (1) и аргона (2)
18 2/2008
Сварочная техника. Подготовка металла к сварке
К Категория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264-80 («Ручная дуговая сварка.Сварные соединения ») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки a — это острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обоих краев он устанавливается в пределах = 25 ± 2 °. При скосе одной кромки угол скоса принимают равным = 45 ± 2 °. Фаска краев может быть односторонней и двусторонней, прямой и изогнутой.
Угол канавки ((3) образован скошенными поверхностями двух соединяемых частей изделия. Угол канавки выполняется при толщине металла более 3 мм. Отсутствие угла канавки может привести к неплавлению по сечению сварного шва, а также к перегреву и пережогу металла.
Рис. 1. Элементы подготовки кромок к сварке:
а — угол скоса кромки; P — угол паза; в — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)
При сварке толстого металла угол канавки позволяет выполнять сварку отдельными слоями, что улучшает структуру сварного шва и снижает сварочные напряжения и деформации.
Тупая кромка (c) — неотрезанная часть конца свариваемой кромки. Выполняется для обеспечения стабильного процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие тупых кромок способствовало бы растеканию металла при сварке (прожогу). Величина притупления кромки чаще всего принимается равной 2 ± 1 мм.
Зазор между стыкованными кромками (c) обеспечивает полное проплавление по поперечному сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к отсутствию провара корня и способствовать увеличению сварочных напряжений.Большое значение для качества сварки имеет равномерность зазора по всей длине шва, то есть соблюдение параллельности свариваемых кромок. Размер зазора чаще всего принимают равным 2 ± 1 мм.
Сварка стыковых соединений деталей разной толщины с разницей, не превышающей значений, указанных в таблице, должна выполняться так же, как и деталей одинаковой толщины; Конструктивные элементы подготовленных кромок и размеры сварного шва следует подбирать на большую толщину.
Для реализации плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
Если разница в толщине свариваемых деталей превышает значения, указанные в таблице, необходимо сделать скос с одной или обеих сторон детали большей толщиной на толщину тонкой детали.
Рис. 2. Сварка и подготовка кромок листов разной толщины:
а — наклонное положение поверхности шва; б — односторонний скос листа; в — двухсторонний скос листа; d — скос листа с последующей обрезкой кромок
В этом случае конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать меньшей толщины.
Фаска кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжение в сварной конструкции.
В стыковых, тройниковых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкованными кромками (в) до 4 мм с одновременным уменьшением величины скоса. угол кромок (а) на 3 °.
Допускается смещение свариваемых кромок перед сваркой друг относительно друга, не более:
0.5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
, но не более 3 мм — для деталей толщиной 10-100 мм.
Технология — совокупность технологических процессов и значений их параметров при изготовлении изделий. Различают технологию изготовления сварных конструкций, включающую все этапы от резки заготовок до приемочных испытаний, и технологию сварки, включающую процессы подготовки кромок, сборки, сварки и термообработки.
Подготовка кромок … Тип подготовки кромок (Таблица 9.1) зависит от толщины свариваемых деталей. При толщине металла 0,5 … 2 мм подготовка сводится к торцеванию или отбортовке кромок. Стыковая сварка выполняется без присадочного материала. При толщине 1 … 4 мм обрезанные кромки собирают с зазором и проводят сварку с применением присадки. При толщине металла более 5 мм выполняется V-образная проточка. Для металла толщиной более 10 мм применяется Х-образный паз.
Таблица 9.1
Опции подготовки кромок
Подготовка кромок — придает кромкам для сварки требуемую форму. Обработка кромок механической или газотермической резкой должна обеспечивать определенные параметры их скоса и матовости.
Скошенная кромка — прямая косая кромка, обрезанная под сварку.
Тупая кромка — скошенная часть кромки, подлежащая сварке.
Форма кромок с V-образным пазом показана на рис.9.1.
Рис. 9.1. Параметры V-образного паза:
a — угол паза; p — угол скоса кромки; б — зазор между свариваемыми деталями; в — тупая кромка
Угол канавки α — угол между скошенными кромками свариваемых деталей.
Угол скоса β заключен между плоскостью скоса кромки и плоскостью торца.
Перед сборкой зона шириной 20 … 30 мм, расположенная у свариваемых кромок, должна быть очищена от ржавчины, грязи, краски и окалины.
Сборка … Сборка изделия под сварку осуществляется либо в специальных приспособлениях — кондукторах, жестко фиксирующих взаимное расположение деталей (рис. 9.2), либо прихватками.
Рис. 9.2. Сборка стыка труб в кондукторе: 1 — эксцентриковое устройство; 2 — стяжка; 3 — ручка; 4 — упоры; 5 — сварные трубы
Прихватка — короткий сварной шов, предназначенный для фиксации свариваемых деталей в определенном положении по отношению друг к другу.
Правила соединения деталей прихватками:
- прихваты наносит сварщик, который впоследствии будет сваривать конструкцию;
- прихватки выполняются в тех же режимах, что и сварка;
- прихватки должны быть нанесены вне продукта; Прихватки
- не должны иметь подрезов, трещин, пор, непроварки и других дефектов;
- дефектные прихватки устраняются механически и заменяются новыми;
- перед сваркой прихватки очищаются от шлака, флюса и других загрязнений;
- при сварке прихватки необходимо удалить или переплавить;
- Последовательность прихваток для различных конструкций показана на рис.9.3.
Рис. 9.3. Последовательность прихваток (1-8):
а — швы малой и средней длины; б — круговые швы; в — длинные швы
Взаимное сочетание свариваемых элементов определяет существующие типы сварных соединений.
Стыки стыковые применяются, когда необходимо из отдельных листов изготовить плоскую конструкцию заданных размеров. Иногда такую конструкцию после сварки формируют штамповкой или прокаткой в цилиндрическое или эллиптическое изделие.
Кромки стыкового соединения подготавливаются различными стандартными способами (таблица 2.1, рисунок 2.1) в зависимости от толщины свариваемых листов и типа сварки.
Рис. 2.1. Виды подготовки кромок стыковых соединений: и — с отбортовкой; b — без резки; , — с V-образным пазом; r — с Х-образным пазом; d — с П-образной канавкой
При соединении металла толщиной до 3 мм кромки фланцевые (рисунок 2.1, и), , а затем сваривают, как правило, без присадочного материала неплавящимся электродом — графитом или вольфрамом, в зависимости от свойств металла. Этот метод применяется при изготовлении некритичных конструкций, не несущих значительных усилий и нагрузок при эксплуатации (канистры, воздуховоды, кожухи вентиляторов, электрические шины и т. Д.).
Государственные стандарты на основные виды сварных швов и сварных соединений, их конструктивные элементы и размеры
Таблица 2.1
Стандартный | ||
Дуга в защитном газе Электрошлам | ГОСТ 14771-76 Сварка в среде защитных газов. Сварные соединения. Основные типы, элементы конструкции и размеры » ГОСТ 15164-78 «Электрошлаковая сварка. Сварные соединения. Основные типы, элементы конструкции и размеры » | |
Железо-никелевые стали и сплавы на никелевой основе | Ручная дуга | ГОСТ 5264-80 «Ручная дуговая сварка.Сварные соединения. Основные типы, элементы конструкции и размеры » |
Подводная дуга | ГОСТ 8713-79 «Сварка под флюсом. Сварные соединения. Основные типы, элементы конструкции и размеры » | |
То же, под острым и тупым углами | Дуга в защитных газах | ГОСТ 23518-79 «Сварка в среде защитных газов. Соединения сварные под острыми и тупыми углами.Основные типы, элементы конструкции и размеры » |
Углеродистые и низколегированные стали | Автоматическая и полуавтоматическая дуга под флюсом и тупые углы | ГОСТ 11533-75 «Сварка автоматическая и полуавтоматическая под флюсом. Сварные стыки под острыми и тупыми углами. Основные типы, элементы конструкции и размеры » |
Конец таблицы. 2,1
Материалы сварные для стыковки | Стандартный | |
Углеродистые и низколегированные стали (толщина до 60 мм включительно) | Плавящийся электрод ручной дуги во всех пространственных положениях | ГОСТ 11534-75 «Ручная дуговая сварка.Сварные стыки под острыми и тупыми углами. Основные типы, элементы конструкции и размеры » |
Арматура и закладные изделия из катанки и проволоки арматурной стали диаметром от 3 до 10 мм, рулонов листов при производстве железобетонных изделий, монолитных и сборных железобетонных конструкций | Контакт и дуга | ГОСТ 14098-91 «Соединения сварные арматурных и закладных изделий железобетонных конструкций.Типы, конструкции и размеры » |
Стали, медь, алюминий и никелевые сплавы | точка, | ГОСТ 14776-79 «Дуговая сварка. Соединения точечной сварки. Основные типы, конструктивные элементы и размеры» . |
Стальные трубы (кроме соединений, используемых для изготовления труб из листового или полосового металла) | ГОСТ 16037-80 «Трубопроводы стальные сварные. Основные типы, элементы конструкции и размеры » | |
Двухслойная коррозионно-стойкая сталь | ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали.Основные типы, элементы конструкции и размеры » |
Занесено в табл. Стандарты 2.1 регламентируют для металла разной толщины тип соединения, форму и размеры подготовки кромки, характер сварного шва, форму и конструктивные элементы его поперечного сечения, обозначение сварного соединения. Стандарты определяют конструктивные элементы подготовки кромок и возможные отклонения их основных размеров, а также размеры швов и предельные отклонения их параметров.
Если возможна полноценная сварка с одной или двух сторон, проточка не выполняется (рис. 2.1, б), , но если нет возможности надежно заварить корень шва с двух сторон, делают паз (рис. 2.1, в, д) механическими или термическими методами (электроавоздушной, газовой или плазменной обработкой). Его основные параметры показаны на рис. 2.2.
Иногда выполняется резка для удаления излишков электродного металла, особенно при сварке угловых швов.
Рис.2.2. Параметры подготовки кромок V-образного стыка: и — зазор; Б — тупость; и — угол открывания
V — фасонный разрез осуществляется при небольшой толщине свариваемых листов (до 20 мм) в случае невозможности двухсторонней сварки, например, при выполнении продольного или кругового шва на трубе малого диаметра. Затем для качественного формирования корня шва используются сменные или оставшиеся подкладки.Провар корня шва также используется в «подвешенном» положении с вольфрамовым электродом без добавок. Недостаток такой резки — повышенные напряжения и деформации конструкции.
Х-образный паз выполняется при сварке металла толщиной 20-40 мм. При этом достигается более высокая производительность (требуется меньше наплавленного электродного металла, чем при использовании V-образной канавки). Преимуществом также является снижение напряжений и деформаций за счет симметричной формы канавки.
У — фасонный пропил применяется для сварки металла толщиной более 40 мм. Эта резка самая сложная. Сварка металла такой толщины выполняется в основном механизированными методами.
Сварку деталей неодинаковой толщины производят как детали одинаковой толщины, если разница в толщине не превышает значений, указанных в ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 4771-76, ГОСТ 16098 -80. Так, при ручной дуговой сварке (ГОСТ 5264-80) для толщины тонкой детали 1-20 мм допустимая разница составляет 1-2 мм, а для толщины 21-30 мм этот показатель достигает 3 мм.При автоматической сварке под флюсом (ГОСТ 8713-79) для тонких деталей толщиной 5-30 мм допускается разница в 2 мм, а при сварке в среде защитного газа (ГОСТ 14771-76) для тонких деталей толщиной от От 4 до 40 мм — соответственно от 2 до 4 мм.
При сварке деталей разной толщины необходимо подбирать конструктивные элементы подготовки кромки и размеры шва на большую толщину. В случае больших различий на деталях большей толщины необходимо выполнить скос с одной или двух сторон на толщину тонкой детали.В этом случае конструктивные элементы подготовленных кромок и размеры сварного шва выбираются по меньшей толщине.
При сварке стыковых соединений (за исключением труб) соответственно по ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76 допускается смещение свариваемых кромок друг относительно друга. Смещение 5 составляет 0,5 мм при толщине детали от 5 до 4 мм 6 = 1,1 мм при 4-10 мм. Если толщина S = 10-100 мм, то смещение равно 0.15, но не более 3 мм и 5 = 0,01S + 2 при S> 100 мм, но не более 4 мм.
Стык внахлест сварной металл толщиной до 20 мм. Такое соединение используется вместо стыкового соединения, когда устанавливается заплатка небольшой площади или листы сложно подогнать, например, при сварке под водой. Производительность такого стыка ниже, чем у стыкового из-за дополнительного изгибающего момента. Соединения внахлестку применяют при установке армирующих опорных листов, толщина которых не меньше основных, для механизмов и устройств, при футеровке емкостей и других элементов аппаратов коррозионно-стойким металлом.В этих случаях делается шов по периметру листа, а также продольные швы или электрические заклепки для закрепления по всей поверхности.
Косынка (рис. 2.3, и) выполняют, когда необходимо сформировать объемную конструкцию, такую как котел, ящик, резервуар, балка большого сечения и т. Д. В этом случае угол между соединяемыми деталями может быть прямым, тупым или острым. При необходимости проплавление на всю толщину выполняется резанием, как и при стыковых соединениях.
Рис. 2.3. Угловые (а) и Т-образные (б) соединения
Тройник (рис. 2.3, b) служат для усиления плоских листовых панелей ребрами жесткости и придания им устойчивости (секции, образующие корпус корабля, цистерны с прямыми стенками и т. Д.). Ребра жесткости в виде уголка или тавра должны устанавливаться на лист только стенкой и привариваться к ней односторонним непрерывным швом или двусторонним прерывистым швом, выполненным в цепочку или в шахматном порядке.Не рекомендуется использовать в качестве ребер жесткости такие профили, как двутавр, швеллер или уголок, сваренный с полкой. Это увеличивает объем сварки, приводит к утяжелению конструкции и развитию коррозионных процессов под фланцем профиля.
При сварке угловых швов регулируют допустимую вогнутость и выпуклость швов; ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76 ограничивают вогнутость шва до 30% от ножки шва ТО, , но не более 3 мм, выпуклость шва допускается такая же при условии, что она не уменьшает примерная длина ноги.По ГОСТ 16098-80 при сварке в нижнем положении вогнутость в зависимости от полки шва ЛГ не должна превышать 1,5 мм при К 5 мм; 2,5 мм от 5 мм до 10 мм; 3,5 мм при К > 10 мм. Если сварка проводится в других пространственных положениях, допускается увеличение вогнутости на 1 мм.
Высота ног углового шва по ГОСТ 5264-80 и ГОСТ 8713-79 определяется на этапе проектирования сварной конструкции, но должна быть не более 3 мм для деталей толщиной до 3 мм и не более. более 1.В 2 раза больше толщины более тонкой детали при сварке металла толщиной более 3 мм. Предельные отклонения размеров каждой из ветвей углового шва от номинала должны составлять 1 мм при К 5мм и 2мм при К> 6 мм.
Минимальные размеры участков угловых швов по ГОСТ 5264-80 и 8713-79 приведены в таблице. 2.2.
Минимальные размеры участков углового шва для более толстого свариваемого элемента
Таблица 2.2
ГОСТ 11969-93 устанавливает основные пространственные положения сварки (нижнее, вертикальное, горизонтальное, потолочное и наклонное) и их обозначения для швов, выполняемых сваркой плавлением в один или несколько слоев.
контрольных вопросов
- 1. Какие типы сварных соединений используются? Где они используются?
- 2. Как подготавливаются кромки к сварке? В чем преимущества и недостатки определенных видов тренировок?
- 3.Какова цель проточки?
- 4. Какие параметры подготовки кромок зависят от типа сварки?
- 5. Какой угол открытия? Чему это равно?
- 6. Почему края собраны с разрывом?
- 7. От чего зависит величина тупости?
- 8. Почему не рекомендуется использовать профили типа швеллера, двутавра или уголка, приваренные полкой к панели для ребер жесткости?
- 9. Как выбрать размер ножки углового сварного шва?
Основными видами соединений, выполняемых дуговой сваркой, являются стыковые (C), угловые (Y), тройники (T) и внахлест (N).Основные виды, конструктивные элементы и размеры сварных соединений, выполняемых ручной сваркой металлическими электродами с толщиной свариваемого изделия до 175 мм, регламентируются ГОСТом.
Итак, на рисунке 4.1 показаны примеры стыковых и угловых соединений. Стыковое соединение характеризуется следующими параметрами: ширина шва е , глубина проплавления х , высота набега q , толщина шва H … Уголок — шов ноги k .
а — соединение встык; б — угловое соединение
Рисунок 4.1 — Участок сварного шва
Условные обозначения и обозначения сварных соединений на чертежах устанавливаются ГОСТом. Согласно ГОСТу, в зависимости от толщины свариваемого металла, для каждого типа стыков устанавливается определенная форма подготовки кромок под сварку (форма проточки).
На рисунке 4.2, например, показаны основные разновидности формы подготовки кромок стыковых соединений по ГОСТ. Основными конструктивными элементами подготовки кромок являются: угол раскрытия, затупление из , величина зазора из (рисунок 4.2).
F s и
а — с отбортовкой кромок; б — без скошенных краев; в — со скосом
один край; г — с криволинейным скосом одной кромки;
d — с двумя скосами одной кромки; д — с двумя изогнутыми
скос одной кромки; г — со скошенными краями; ч — с двумя
симметричные фаски краев; а — с двумя симметричными
изогнутые фаски
Рисунок 4.2 — Форма подготовки кромок стыковых швов
При проектировании конструкции и технологических процессов изготовления сварных соединений постоянно решаются проблемы выбора подготовки кромок, швов и стыков. Как правило, подготовка кромок необходима для получения качественных швов и стыков. Сюда входит, в первую очередь, получение швов заданной формы, то есть с геометрическими размерами, соответствующими размерам, указанным ГОСТом. Подготовка кромок к сварке, сборка без скашивания кромок с обязательным зазором используются для обеспечения проплавления свариваемых элементов на всю их толщину.
Технология электродуговой сварки заготовок без специальной подготовки кромок во многих случаях более прогрессивна и экономична, так как в этом случае нет необходимости в механической обработке кромок, связанной с удалением металла в отходы и трудозатрат; при последующей сварке, как правило, швы имеют меньшую площадь поперечного сечения и, как следствие, меньшую массу наплавленного металла, поэтому требует минимального расхода покрытых электродов, электроэнергии, минимальных затрат ручного труда сварщика. .
В этой связи основными показателями при оценке эффективности выбора формы подготовки кромки следует считать:
— площадь сечения или масса снятого с кромок металла и сложность обработки;
— площадь поперечного сечения или погонная масса металла шва.
Чем меньше масса снятого с кромок металла и масса металла сварного шва при заданном качестве сварного соединения, тем экономичнее вид подготовки кромок.
Сварной стык по ГОСТу имеет условное буквенное обозначение, в котором буква обозначает тип соединения, цифра или цифра — порядковый номер, соответствующий определенной подготовке кромок. Например, символом C17 обозначено стыковое соединение с V-образным односторонним скосом кромок, используемое при толщине металла 3 … 60 мм. Если в таком стыке используется шов с корневым швом, то он обозначается С18 и т. Д. ГОСТ устанавливает сорок разновидностей стыка (С1 — С40), десять угловых (У1 — У10), восемь тройников (Т1 — Т8) и два стыка внахлест.
Каждый метод сварки плавлением имеет свою проникающую способность и максимальную толщину свариваемого металла за один проход без режущих кромок. Например, при ручной дуговой сварке покрытыми электродами можно расплавить 5 … 7 мм за один проход. При сварке деталей большей толщины необходимо делать паз так, чтобы можно было сначала расплавить корневой слой, а затем, заполнив остальную часть участка паза, сварить стык по всей толщине, а также при необходимости. регулировать химический состав шва. Подготовка кромок — придание свариваемым кромкам необходимой формы путем удаления части металла кромок. Но обрезка кромок также должна производиться, чтобы обеспечить качественную обратную сторону шва при односторонней сварке без подкладки по весу.
Форма проточки при прямолинейной косой резке кромок и их сборке под сварку характеризуются четырьмя основными конструктивными параметрами (рис. 4.1): зазор — б , притупление — из (нескошенная часть торца кромки), угол скоса — (острый угол между плоскостью скоса кромки и плоскостью стыка) и угол наклона кромки — ( угол между скошенными кромками свариваемых деталей) равный или 2.Обработка канавок обеспечивает доступ к электроду и дуге глубоко в стык для полного проплавления кромок на всю их толщину. Поскольку форма канавки определяет количество дополнительного металла, необходимого для заполнения канавки, они стремятся сделать минимальную площадь канавки. Сварные соединения с X-образным пазом для двусторонней сварки имеют преимущества перед соединениями с V-образным пазом для односторонней сварки, так как при одинаковой толщине свариваемого металла, объеме наплавленного металла и расходе сварочных материалов (электродов, электродной проволоки и флюса) ).Параметры подготовки кромок являются важными характеристиками сварного соединения, от которых зависят качество, эффективность, прочность и характеристики свариваемого изделия, поэтому для каждого способа сварки и для каждой группы изделий (объектов) определяются ГОСТы, отраслевые стандарты. и нормативная документация на сварку на данном объекте.
Рис. 4.1. Расчетные параметры проточки и сборки под сварку: б — зазор; в — притупление кромки; — угол скоса кромки; — угол паза
Конструктивные элементы швов … Швы сварных соединений стандартизированы. Шов, размеры которого не установлены стандартом, называется нестандартным и отображается на чертеже с указанием размеров и допусков (рис. 4.2).
Обычно просчитываются нестандартные швы. Границы шва представляют собой сплошные толстые линии, а элементы канавок — сплошную тонкую линию. Стандартные швы показаны на чертеже (рис. 4.2) сплошной толстой линией (видимая) и пунктирной (невидимая). Стандартный шов в разрезе не показан.
Размеры и допуски стандартных швов указаны в соответствующих ГОСТ. Стандарты подразделяются по типам сварки, материалам, взаимному расположению свариваемых деталей и конструктивным особенностям деталей.
По виду сварки:
ГОСТ 5264-80 — ручная дуговая сварка (РДС) устанавливает основные типы, конструктивные элементы и размеры сварных соединений сталей, а также сплавов на железоникелевой и никелевой основе, выполняется ручной дуговой сваркой покрытыми электродами толщиной от 1 до 175 мм во всех пространственных положениях.Стандарт не распространяется на сварные соединения стальных трубопроводов.
ГОСТ 8713-79 — «Сварка под флюсом. Сварные соединения» охватывает соединения сталей, а также сплавов на железоникелевой и никелевой основе, выполняемые дуговой сваркой под флюсом, и устанавливает основные типы, конструктивные элементы. и размеры сварных соединений.
Стандарт распространяется на автоматическую и механизированную сварку под флюсом по весу, на флюсе, флюсовой меди и остальной основе, на медной ползуне и на обратном шве стыковых, нахлесточных, угловых и Т-образных соединений толщиной 1.От 5 до 160 мм.
ГОСТ 14771-79 — «Дуговая сварка в среде защитных газов. Сварные соединения» устанавливает основные типы, конструктивные элементы и размеры сварных соединений из стали, а также сплавов на железоникелевой и никелевой основе, выполняемых расходными материалами. электродная дуговая сварка в диоксиде углерода и его смесях с кислородом, в инертных газах и их смесях с диоксидом углерода и кислородом, а также неплавящимся электродом в инертных газах с присадочным металлом и без него.
ГОСТ 28915-91 «Сварка импульсная лазерная.Точечные сварные соединения »устанавливает основные типы конструктивных элементов и размеры сварных соединений из стали, а также железоникелевых, никелевых и титановых сплавов толщиной от 0,1 до 1,8 мм, выполняемых импульсной лазерной сваркой твердотельными лазерами. .
ГОСТ 15164-78 «Электрошлаковая сварка. Сварные соединения» устанавливает основные типы, конструктивные элементы и размеры сварных соединений сталей (кроме коррозионно-стойких) при сварке проволочным электродом, плавящимся соплом и электродом. поперечное сечение которого соответствует по форме поперечному сечению сварочного пространства для толщины 30… 800 мм при длине прямых и круглых швов до 10 000 мм.
Кроме того, стандарт определяет толщину и ширину оставшейся основы, ширину шва и размеры рабочей поверхности устройств, формирующих шов.
По материалам : ГОСТ 14806-80 — сварка алюминия и его сплавов;
Невероятно мелкие детали, которые не дают спать инженерам Rolls-Royce по ночам
Интересный факт: по крайней мере три автомобиля Rolls-Royce названы в честь невесомых сущностей — Ghost, Wraith, Phantom.Но на самом деле это в высшей степени тяжелые машины. Снаряженная масса Ghost 2021 года составляет 5730 фунтов (2599 килограммов в своем доме в Гудвуде), а Phantom немного меньше — 5644 фунта. Учитывая, что многие автомобильные компании в основном стремятся избавиться от лишних килограммов для снижения расхода топлива, Ghost не заботится о подобных мелочах. Я имею в виду, что в городе ожидается расход топлива на 10 миль на галлон, поэтому экономия топлива не является главным приоритетом. Тем не менее, Rolls-Royce обращает внимание на вес, связанный с его поездкой на «ковре-самолете».
Главный инженер Джонатан Симмс сказал нам, что им нужно что-то подходящего размера без усиленных секций, что было бы слишком тяжело для Призрака. Структура Ghost начинается с его алюминиевой пространственно-рамной архитектуры, которая состоит из экструдированных коробчатых секций с пространством внутри, предназначенным для безопасного размещения компонентов внутри него.
«Если вы добавляете 100 кг звукоизоляции, вам нужно, чтобы основание автомобиля было как можно более легким», — сказал он The Drive .«У этого есть и другие огромные преимущества. Одна из них заключается в том, что с этими открытыми секциями внутри корпуса вы можете установить динамики прямо в пространстве и сэкономить место в салоне ».
При строительстве дома, по крайней мере, в Англии, каркас с большим количеством стен был стандартным. По словам Симмса, в современном строительстве все больше и больше структур такого типа встречается во внешней обшивке, в то время как балки проходят через дом и образуют воздуховоды.
Внутри машины то же самое. Две длинные стойки шасси проходят перед брандмауэром для обеспечения устойчивости при столкновении.
«Конструктивный элемент перед автомобилем действительно опирается на эти две балки», — сказал Симмс. «Все, что вы видите снаружи, свисает с этих частей. То, как мы это сделали, основано на силе ядра; тогда визуальная эстетика будет гораздо свободнее делать то, что ты хочешь ».
Если вы встанете позади Призрака и посмотрите на него под углом в три четверти, машина почти сузится. Традиционно это было бы невозможно, потому что нижняя кожа потребовала бы гораздо большего усиления. Ноги обвивают тело под пассажирами и добавляют жесткости.В сочетании с элементами космической рамы он поддерживает машину нитями, очень похожими на паутину.
Симмс сравнил его с человеческим телом: если вы тренируете только руки или ноги, ваше ядро не будет очень сильным, и вы будете буквально в двух шагах от серьезной травмы.
Другими словами, у Призрака шесть кубиков пресса.
Головную боль Симмсу и его команде инженеров с новым Ghost доставила конструкция корпуса. Например, Spirit of Ecstasy теперь выходит прямо через капюшон и выглядит очень чистым, едва нарушая гладкость поверхности.Они также хотели иметь выразительную бровь, которая должна была идеально облегать решетку радиатора. Чтобы получить обтекаемый корпус, лишенный закрытых линий, четыре мастера сваривают корпус в одно и то же время, чтобы обеспечить идеально непрерывный шов.
«Капот поднимается вверх и перетекает в передние стойки, что не похоже на то, что мешает вам спать по ночам, но он должен быть идеально обработан вручную и выровнен так, чтобы не было места, где можно было бы скрыть изменения. Это было невероятно сложно », — отметил Симмс.
Пик стресса в процессе создания призраков наступил на удивление поздно, когда стало труднее преодолевать трудности.
«COVID поразил примерно в марте, и мы начали испытания автомобилей, которые не были замаскированы, и нам все еще нужно было что-то улучшить», — сказал Симмс. «Мы должны были держать команду в рабочем режиме. Тестовая машина выглядела готовой, но если мы не будем осторожны, паника начнет расти, потому что мы знали, что у нас еще есть работа ».
Многие ключевые элементы Ghost являются новыми, в том числе блестяще спроектированные дождевые каналы вдоль верхних частей дверей вагонов.Бренд называет этот автомобиль своим самым успешным продуктом за свою 116-летнюю историю, что оказывает давление на мастеров Rolls-Royce.
«Когда вы проходите путешествие, подобное Призраку, и проводите в нем пять лет, вы не замечаете хороших моментов», — сказал Симмс в заключение. «Как только он станет идеальным для того, как вы хотите его представить, вы переходите к следующему, и в конечном итоге вы мечтаете обо всем, над чем вам нужно работать. Это становится действительно странным путешествием, в котором вы почти отягощены, работая над улучшениями.Затем у вас есть момент, когда вы переводите дыхание с другой стороны ».
Есть чаевые? Отправьте нам сообщение: [email protected]
Volkswagen logo Автомобильные дверные проекторы 4 пакета Автомобильные дверные фонари Светодиодный проектор Приветственный логотип Дверной свет Входное украшение Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen
Размер: Volkswagen логотип Автомобильные дверные проекторы 4 пакета Автомобильный дверной светильник Светодиодный проектор Приветственный логотип дверной свет Входное украшение Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen- Дом
- Размер: Volkswagen logo Автомобильные дверные проекторы 4 Pack Автомобильный дверной свет Светодиодный проектор Добро пожаловать логотип Дверной свет Украшение входа Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen
Автомобильная дверь Проекторы 4 Pack Автомобильный дверной светильник Светодиодный проектор Приветственный логотип дверной светильник Входное украшение Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen (Размер: логотип Volkswagen): Автомобиль и мотоцикл.Купить дверные проекторы для автомобилей 4 Pack Car Door Light LED Projector Welcome Logo Door Light Входное украшение Проекционный свет Ghost Courtesy Lamp Kit для автомобилей Volkswagen (размер: логотип Volkswagen) в Великобритании. Бесплатная доставка для соответствующих заказов .. Проекция светодиодного логотипа на землю для логотипа Volkswagen. Высокое разрешение автоматически активирует проекцию при открытии двери автомобиля car Совместимость с автомобилями Volkswagen, высокая эффективность и энергоэффективность. Без загрязнения окружающей среды, без шума, без электронных помех。 Светодиод высокой яркости, затраты на энергосбережение, напряжение: DC12V-24V, мощность: 5 Вт。 Простая установка, красивый и практичный, без сверления, без перетяжки, без повреждений автомобиля。 Сервис : Удовлетворение потребностей клиентов — это для нас самое главное.Пожалуйста, не стесняйтесь обращаться к нам для получения дополнительной информации。 Название продукта: Дверной светильник。 Напряжение: DC12V-24V。 Ток: 0,15 мА。 Цветовая температура: 6500。 Вес одного: нетто 30 г。 Размер одной упаковки 9,5 * 9 * 3 см。 Подходит для: 。Para Tiguan 2010-2012Para novo Touareg 2011。Para VW CC 2009-2012Para Sharan 2012。Para Scirocco 2009-2011Para VW EOS 2011。Para nova Magotan 2012。Para o velho Magotan 2007-2011。 Para Golf 5 6 7 2010-2014。Para Jetta MK5 MK6 MK7 2006-2014。Para novo Passat B6 B7 2011-。。。
перейти к содержанию
Размер: Volkswagen логотип Проекторы двери автомобиля 4 пакета света двери автомобиля Светодиодный проектор Приветственный логотип Дверной свет Входное украшение Проекционный свет Призрак Любезно Комплект лампы для автомобилей Volkswagen
Размер: Volkswagen логотип Проекторы двери автомобиля 4 пакета света двери автомобиля Светодиодный проектор Приветственный логотип Входное украшение Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen, 4 упаковки Автомобильный дверной светильник Светодиодный проектор Приветственный логотип дверной светильник Входное украшение Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen Размер: логотип Volkswagen Проекторы для дверей автомобиля, Бесплатная доставка по подходящим заказам, Купить автомобиль Дверные проекторы 4 Pack Автомобильный дверной светильник Светодиодный проектор Приветственный логотип Дверной светильник Входное украшение Проекционный свет Призрачный комплект лампы для автомобилей Volkswagen (размер: логотип Volkswagen) в Великобритании, быстрая доставка Бесплатная доставка и простой возврат Бесплатная доставка по всему миру Бесплатная доставка прямо сейчас Получить верх Бренды по конкурентоспособным ценам.Дверные проекторы 4 Pack Автомобильный дверной светильник Светодиодный проектор Приветственный логотип Дверной светильник Входное украшение Проекционный свет Призрачный светильник Комплект для автомобилей Volkswagen Размер: Volkswagen logo Car.
Размер: Логотип Volkswagen Проекторы для дверей автомобиля 4 пакета Подсветка двери автомобиля Светодиодный проектор Приветственный логотип Дверной свет Украшение входа Проекционный свет Призрак Любезно Комплект лампы для автомобилей Volkswagen
Размер: Volkswagen logo Проекторы для дверей автомобиля 4 пакета освещения двери автомобиля Светодиодный проектор Приветственный логотип Дверной свет Украшение входа Проекционный свет Призрак Любезно Комплект лампы для автомобилей Volkswagen
Бесплатная доставка по соответствующим заказам, Покупайте проекторы для дверей автомобиля 4 пакета освещения двери автомобиля Светодиодный проектор Добро пожаловать Логотип Дверной свет Украшение входа Проекционный свет Призрачный комплект лампы для автомобилей Volkswagen (Размер: логотип Volkswagen) в Великобритании, быстрая доставка Бесплатная доставка и легкий возврат Бесплатная доставка по всему миру теперь бесплатная доставка Получите лучшие бренды по конкурентоспособным ценам.
Без коробки Norton Ghost 15 15.0 Полная версия CD и ключ продукта Прочие системы обработки сжатого воздуха opiaconcept Business & Industrial
+32 (0) 477 757 497
Без коробки Norton Ghost 15 15.0 Компакт-диск с полной версией и ключ продукта
Сделайте это измерение для вашей информации. Обладая десятилетним опытом производства ювелирных изделий, он отслеживает часы и минуты, которые вы потеряете, глядя на то, как великолепно он смотрится на вашей стене. Включает съемную пластиковую вставку.Вы можете постирать его после возвращения из путешествия. Персонализированная красивая тема для печати, пожалуйста, обратитесь к таблице размеров, представленной в качестве вторичного изображения в листинге, без коробки Norton Ghost 15 15.0 Полная версия компакт-диска и ключа продукта . Подлинный подголовник TOYOTA 71910-0R031-B1 в сборе: автомобильный, шаровой клапан-тройник (стиль с нулевой мертвой ногой), планка из плетеного поплина на пуговицах и воротник-кардиган, дата впервые указана: 21 апреля. Ожерелье ручной работы из стерлингового серебра. Так же красивы, как и его пляжные цвета.Пара карнизов из гипсовой смолы Изысканный репродуктивный викторианский дизайн Рваная античная патина с позолотой старым золотом 2 полки для мантии, без коробки Norton Ghost 15 15.0 Компакт-диск с полной версией и ключ продукта . Отделка красным и белым шпагатом и бумажной биркой, Firenze c1725 # Карт: 97 Состояние: VG. От плечевого шва до плечевого шва: 18 дюймов. * Обычная почта доставляется быстрее и доставляется в ваш почтовый ящик без подписи. Условия, необходимые для изготовления всех этих пакетов: и использовали это как вдохновение для создания этого раскрашенного вручную реквизита для фильма.Отправьте нам текст, и мы добавим на лицевую сторону карты (или вместо текста на лицевой стороне): без коробки Norton Ghost 15 15.0 Полная версия компакт-диска и ключ продукта . Вы всегда можете отправить нам сообщение, если у вас есть особые пожелания по поводу вашего дизайна. Если вы не удовлетворены товаром, вы можете вернуть или обменять его. Превосходный материал: с профессиональной линией, Daiwa — Bobine Moulinet Ninja 18 Lt 2500 Xh — Q450001: Спорт и туризм, убедитесь, что вы никогда не пропустите драгоценные моменты, Дисковый тормоз: Гидравлический дисковый тормоз ZOOM HB-87.- аварийный выключатель квадроцикла для квадроциклов с защитным шнуром, , без коробки, Norton Ghost 15 15.0, компакт-диск с полной версией и ключ продукта . Материал — АБС-пластик высочайшего качества автомобильного класса.
Оптовая торговля панелями для крупного рогатого скота
Все панели производятся с использованием оцинковки перед сваркой, что обеспечивает гладкую поверхность каждой линейной проволоки и устраняет острые заусенцы. Широкое разнообразие конфигураций интервалов, а также несколько вариантов длины — 4 или 6, делают эти панели чрезвычайно универсальными для многих применений, включая загоны для свиней, ловушки для свиней… Панель для крупного рогатого скота, Панель для скота, Производитель / поставщик круглых дворов в Китае, предлагающие панели для скота круглой формы размером 2,1 м * 1,8 м, TUV Certicification Canada переносной забор с покрытием из ПВХ, временную панель для забора, переносную панель для забора, сварную панель для забора и так далее.
- Панели загона 16 калибра 8 панелей загона 6 футов высотой 135 долларов за каждую 10 панелей загона 6 футов 145 долларов каждая 12 панелей загона 6 футов высотой 155 долларов каждая Также доступны в 5-футовой высоте по цене на 15 долларов меньше за панель. Если вам нужны более короткие или более длинные панели, уточняйте цены, потому что они доступны.
- Те же характеристики, что и 949-6, но с шагом вертикальных проводов 12 дюймов, что делает более экономичный забор для скота. 1348-6 Titan: 330 футов, 500 футов * 238.3: 12.5ga: 4 дополнительных горизонтальных провода делают это ограждение чтобы справиться с высочайшим давлением домашнего скота. Жесткий титановый узел и непрерывные вертикальные проволоки с интервалом 6 дюймов делают его подходящим для ряда смешанных …
- Загонные панели 16 калибра 8 загоновых панелей 6 футов высотой 135 долларов за каждую 10 загонных панелей 6 футов высотой 145 долларов за каждую 12 панелей загона 6 футов высотой 155 долларов каждая. Также доступны модели высотой 5 футов по цене на 15 долларов меньше за панель.Если вам нужны более короткие или более длинные панели, уточняйте цены, потому что они доступны.
- Основанная в 1898 году, Национальная ассоциация мясников-скотоводов — это маркетинговая организация и торговая ассоциация для миллиона американских фермеров и владельцев ранчо. NCBA с офисами в Денвере и Вашингтоне, округ Колумбия, представляет собой ориентированную на потребителя и ориентированную на производителей организацию, представляющую крупнейший сегмент национальной пищевой и волоконной промышленности.
- Китайские прицепы для крупного рогатого скота с погрузочной рампой по оптовой цене. Подробная информация о китайских грузовых прицепах и прицепах по оптовой цене. Прицепы для крупного рогатого скота с погрузочной рампой — Lanxi Super Trailer Hardware Co., Ltd.
- Все панели для крупного рогатого скота построены из высокопрочных высококачественных квадратных труб диаметром 1 дюйм. Стандартная панель с 6 стержнями с возможностью выбора 7 стержней; Продукция стандартно неокрашена, но доступна окрашенная за дополнительную плату. Осуществляем стандартные размеры панелей и ворот. (даже размеры) Загонные панели (размеры: от 6 до 24 футов) Распашные ворота (размеры: от 6 до 24 футов)
- ACME PANEL | 1905 West Main Street, Рэдфорд, Вирджиния 24141 | Тел: 877.331.4266 | [email protected] @ acmepanel.com
- Временное ограждение на продажу в Брисбене и Мельбурне.Гарантия лучшей цены на все товары. Панели заборов, ворота, фиксаторы, основания, подпорки.
- WW Feed & Supply LLC 303 West 1st Street La Junta, CO 81050 PH: 719-384-4463
- Проволочные панели. Ворота. Ворота с проволочной начинкой 4×4. 8 ‘Дир Гейтс. Galv 5 Bar. Galv 6 бар. Горячее цинкование. Призрак управляет открывателями ворот. Открыватели для ворот Аполлона … Проволочная панель 6 футов x 20 футов. Подробнее. Проволочная панель для крупного рогатого скота 52 дюйма. x 16 футов. Подробнее. Панель проволочного ограждения OKS 5 футов x 16 футов Подробнее. OKS Wire Bull Panel 5 футов.x 16 футов. Подробнее. OKS Wire …
- Capitol Wholesale Fence of Nashville, TN, Chattanooga, TN, Lexington, KY, Charlotte, NC, и Olive Branch, MS — семейный оптовый дистрибьютор качественных материалов для ограждений. Capitol Wholesale Fence продает материалы подрядчикам и в розницу населению, но не устанавливает никаких продуктов.
- Компания Oklahoma Trailer Sales была основана в 1990 году. Мы — семейная компания, которой мы владеем и работаем в Калере, штат Оклахома, в часе езды к северу от Далласа, штат Техас.
- Загонные панели для средних нагрузок — идеальный вариант для временного содержания крупного рогатого скота, овец, свиней, коз или лошадей. Этот тип стальных загонных панелей с порошковым покрытием отличается легкостью и оснащен системой штифтов для быстрого соединения, что позволяет легко перемещать панели из одного места в другое. Все панели загона для средних нагрузок имеют размер 12 футов x 5 футов и имеют размер 1 5/8 …
- Все панели для скота предлагаются только в оцинкованном исполнении. ПАНЕЛЬ DELMAR: Панели Del Mar похожи на ограждения Non Climb в том, что расстояние между проемами составляет 2 дюйма в ширину и 4 дюйма в высоту сверху вниз, но отличается тем, что они изготовлены из проволоки 6 Ga и сварены в местах соединения по сравнению с тканым строительство Non Climb.
- Магазин тканей с животным принтом на Walmart.com. Экономить деньги. Живи лучше.
- Панели для теплиц Solexx Изолированное и простое в установке покрытие для теплиц Solexx идеально подходит для проектов теплиц «сделай сам». Прочный материал теплицы с двойными стенками создает мягкий рассеянный свет — лучший свет для ваших растений!
- Просмотрите наш перечень новых и подержанных ворот и панелей для продажи рядом с вами на TractorHouse.com. Ведущие производители включают UNKNOWN, TRAIL HAND, SIOUX STEEL, LANDQUIP, ARROWQUIP, DOUBLE J, 3-W, CUSTOM MADE, D&S WELDING и WHEELER METALS.Страница 1 из 4.
- Оцинкованные панели для скота — Китайские производители, фабрики, поставщики При поддержке высокоразвитой и специализированной ИТ-команды мы можем предоставить техническую поддержку по предпродажному и послепродажному обслуживанию оцинкованных панелей для крупного рогатого скота, опороса Ящики для свиней, кормушка для овец, штамповка металла, они прочно моделируются и эффективно продвигаются во всем мире.
- Мы являемся ведущей компанией по поставкам алюминиевого запаса и запчастей, предлагающей стандартные и индивидуальные решения для складирования алюминиевых экструзионных материалов за счет беспрецедентной комбинации логистики, технологий и инноваций.
- Китай Портативные 12-футовые оцинкованные дешевые панели для крупного рогатого скота для продажи, ECVV предоставляет портативные 12-футовые оцинкованные дешевые панели для скота для продажи Услуги китайского агента по поиску для защиты качества продукции и безопасности платежей.
- Панели для крупного рогатого скота, сделанные из прочной проволочной сетки, обычно служат ограждением на фермах, но также служат опорой для растений. Панели выдерживают погодные условия и интенсивное использование, а также складываются в плоскую форму в конце сезона …
- GoBob Pipe & Steel Sales продает полную линейку материалов для ограждений для конных ограждений, ограждений для скота и любого другого типа ограждений для скота. заявление.Консультации экспертов по проектированию доступны на GoBob, а также по рекомендации подрядчиков.
- Панели загона для крупного рогатого скота — идеальный вариант для содержания крупного рогатого скота. Наши панели для загонов для крупного рогатого скота изготовлены из горячеоцинкованных стальных труб или стальных труб с порошковым покрытием, что обеспечивает превосходную коррозионную стойкость в течение многих лет. Панели высотой 60, 62, 66 и 72 дюйма удовлетворят все ваши потребности. 5 или 6 турников защищают скот в загонах и загонах.
Cci силовые нагрузки коричневый
- Оптовый дистрибьютор высококачественной сельскохозяйственной продукции в Айове, Висконсине, Иллинойсе и Миннесоте… @ 563-921-3059. Оборудование для животноводства производства компании Tuff теперь в наличии! Звоните … |
- Китай Панель для крупного рогатого скота 115X42 с овальными направляющими, Дополнительная информация о панели для крупного рогатого скота в Китае, Панель для скота от 115X42 Панель с овальной направляющей для крупного рогатого скота — Haotian Hardware Wire Mesh Products Co., Ltd. |
- Используя болторез, отрежьте 10 футов длины от панели для скота. Обязательно сделайте разрез в конце секции, чтобы металлические концы не выступали. Подшлифуйте или отшлифуйте любые острые части. С помощью другого человека сверните часть панели, пока два края не встретятся.Закрепите концы стяжками, прочной проволокой или металлическими застежками. |
- Senturion Steel Supplies — это частная компания, занимающаяся оптовой и розничной продажей стали. Мы предлагаем широкий ассортимент качественной продукции с индивидуальным обслуживанием клиентов и стремлением удовлетворить любые ваши требования к стали. Ассортимент нашей продукции включает продукты для крупного рогатого скота, продукты для лошадей, продукты из коз, продукты из овец
Оптовые поставки ограждений для домашнего скота от 20 надежных оптовиков. Большой выбор качественной оптовой фехтовальной продукции животноводства в Китае.Главная / Продукция / Животноводство и сельское хозяйство … Панель Priefert Utility Walk-Thru $ 259,99. Добавить в мой список; Priefert Wire Filled Gate Green 94,99–210,99 долларов.
Ограждение виниловое по цене ног. Ценообразование на виниловые ограждения на ногах (беговые или линейные) призвано дать вам полную цену как можно быстрее. В магазинах с большими коробками обычно цены на все детали и детали выставляются отдельно. 1999 — Прицеп для коров с гусиной шеей 24 ‘x 6’8 «!!! (2) 7000 # торсионных осей — (4) Почти новые 14-слойные шины плюс запасные части — Новые пол и проволока, поставленные прошлым летом — Имеет промывку спереди — Дверь для аварийного выхода на правой стороне — Трейлер TGooseneck Cow Trailer — 1999 Two Cut Gates — Двойные ворота сзади — Big Dog Box, установленный на носу — Хорошие фары и тормоза (электрические).
Компания GoBob Pipe & Steel Sales представляет Fortress Fence ™ — панели для сплошных ограждений, которые больше, прочнее и дешевле других сплошных ограждений, представленных сегодня на рынке. Обратите внимание на эти преимущества: Драпировки и шторы Панели для гостиной Сено Девушка Сено Ферма Корова Скот Небо Акварель Прочные оконные шторы для пайки стеклянных дверей Спальня Кухня Домашний декор — 1 панель, 52 «W на 36» L — красочный $ 22,69 $ 22. 69
Виниловое ограждение по ноге. Ценообразование на виниловые ограждения на ногах (беговые или линейные) призвано дать вам полную цену как можно быстрее.В магазинах с большими коробками обычно цены на все детали и детали выставляются отдельно. Панели для крупного рогатого скота. Тяжелые панели. Страницы: 1 2. Тяжелая панель 6 x 8 # 1 по 69 долларов США за штуку или по 1650 долларов США за пачку из 25 дополнительных панелей> 6 x 10 # 1 Эта панель состоит из 2,25 «14 …
ушных бирок Allflex от The Cattle Tags Store поможет вам идентифицировать ваш скот для лучшего управления.Продукты Allflex, включая визуальные метки, электронные идентификационные метки, считыватели EID и шприцы, долговечны и подходят для самых тяжелых условий содержания скота.Панель откормочной площадки, крупный рогатый скот, длина 16 футов x высота 50 дюймов SKU: 350207799. Рейтинг продукта: 5. 4,8 (700) были сохранены. Сэкономьте, чтобы увидеть цену при оформлении заказа. Нажмите здесь, чтобы узнать больше. …
Ограждение для фермы и ранчо — это специальность компании American Fence & Supply Company. Как владельцы семейных ранчо, мы разработали непревзойденную линейку продуктов, которая наверняка удовлетворит потребности вашего конкретного проекта.
- Аварийное шоссе 412 arkansaswholesale оптовые панели для крупного рогатого скота, оптовые поставщики и производители панелей для крупного рогатого скота в Alibaba.com Оптовая торговля оптом Дешевые сверхмощные панели загона для крупного рогатого скота US $ 11.90- $ 49.90 / шт 19 штук (минимальный заказ)
- Указывает на гибридизацию центрального атома в alcl4. Солнечные водонасосные системы также используются для перекачивания воды для скота и орошения сельскохозяйственных культур в удаленных местах. Мы поставляем солнечный насос постоянного тока 80 Вт ~ 3000 Вт, гарантия 3 года, срок службы более 10 лет.
- Школы Ланкастер-ситиПереносные панели для крупного рогатого скота 31 x 24 фута, 7 бар — 400 долларов США Переносные ветрозащитные ограждения 4 x 30 футов — 600 долларов США Самодельные кормушки 3 x 16 футов — продано 7 кормушек для круглых тюков — проданы ворота hihog / hiqual 21 x 16 футов — 250 долл. — продан Hi hog squeeze and head gate — 2250 $ Hi hog palp cage — продан Hi qual опрокидывающийся стол для телят — 500 $
- Gw2 Руководство по выравниванию 2020Feedlot Panel, Cattle, 16 ft.Д x 50 дюймов. Артикул: 350207799. Популярность продукта 5. 4,8 (700) были сохранены. Сэкономьте, чтобы увидеть цену при оформлении заказа. Нажмите здесь, чтобы узнать больше. …
- Могу ли я проверить свою машину в другом округе Техаса, ранчо и животноводческое оборудование. В Kovac Ranch Equipment мы предлагаем самый большой выбор оборудования для ранчо и животноводства, доступного где-либо. Если вам нужны припасы для крупного рогатого скота или лошадей, у нас есть все необходимое для вас, в том числе укрытия, панно, выгулы для лошадей и крупного рогатого скота, канатное оборудование и различные другие приспособления для ухода за вашим скотом.
- Hsm обзор точки перелома Панели загона для средней нагрузки — идеальный вариант для временного содержания крупного рогатого скота, овец, свиней, коз или лошадей. Этот тип стальных загонных панелей с порошковым покрытием имеет легкий вес — всего 45 фунтов — и оснащен системой штифтов для быстрого соединения, что позволяет легко перемещать панели из одного места в другое.
- Безоперационное удаление жира на руке Китай Портативные 12-футовые гальванизированные дешевые панели для скота для продажи, ECVV предоставляет портативные 12-футовые оцинкованные дешевые панели для скота для продажи Услуги китайского агента по поиску для защиты качества продукции и безопасности платежей.
- Настройки BIOS Dell для кормушек ssdBale содержат множество опций, которые позволяют наилучшим образом подходить для вашего домашнего скота. Наши стандартные устройства подачи тюков поставляются без юбки или с бортиком. Наша более тяжелая кормушка Western Flex Feeder для телят, крупного рогатого скота и племенного поголовья, а также наша гибкая кормушка для быков / жеребцов перемещается по мере потребления сена, обеспечивая животным легкий доступ и сокращая отходы.
- Krystal kleer жидкость для омывателя ветрового стекла sdsAmerican Panel — ведущий производитель для всех ваших потребностей в холодном хранении, шоковом охлаждении и шоковой заморозке.Walk-Ins 100% вспененные уретановые охладители и морозильники, каждый раз разрабатываемые в точном соответствии с вашими требованиями.
- Не работает шланг обогревателя Mr buddy
- Minecraft Iron Farm 1.15
- 3percent27percent27 круглый водосточный кронштейн
- Dosido напряжение
- Согласно теории целей пути, что из следующего верно_
- Bannerlord, вы можете набрать своего брата на собеседование
- Gsk вопросы
- Slo Примеры для чтения texas
- Diy электрическая инвалидная коляска
- 3d модель коммерческого автомобиля
- Super nt restock 2020
12v 7ah аккумулятор макс. ток
Acepc ak2 6gb
leagueRemote dart oak 20 bolt
Делает ли отключение Hyperthreading более быстрым в играх
Msr605x dumps
R leaflet popup mouseover
Rra 9mm magazine
786 lony satta king
Программное обеспечение для копирования принтера
Ford Flathead
скорость
график скорости
27 дек.2020 г. · 2 Отдельно стоящие панели загона 4 ‘.-Можно использовать для создания переносного загона и делянки -Изготовлен из 2 7/8 скважинных труб и 3/4-дюймовой штанги. -Панели весят примерно 600 фунтов. -Согнутые ножки для лучшей устойчивости. -Цепь 3 фута с защелкой. на одном конце. -Вращающиеся ворота также доступны для покупки, которые примерно …
Заключение лабораторного отчета об эксперименте с таблицей сил
2
Заключительная молитва для изучения Библии tagalogAmc 258 алюминиевая крышка клапана
3
Играть 4 ночи Рассчитайте коэффициент кинетического трения m между блоком a и столешницей.
4
Регент простоты 38 baggerMag well mask
5
Ответы на викторину по модулю 5 Раздел 2 в игровом чате
Созданная в 1898 году Национальная ассоциация мясников-скотоводов является маркетинговой организацией Америки и торговой ассоциацией один миллион скотоводов и владельцев ранчо. NCBA с офисами в Денвере и Вашингтоне, округ Колумбия, представляет собой ориентированную на потребителя и ориентированную на производителей организацию, представляющую крупнейший сегмент национальной пищевой и волоконной промышленности.
Добавить apple carplay в infiniti qx60
Конфигурация электронной почты Oracle apex Reddit seduction как часто отправлять текстовые сообщения ® »
Cattle-exchange.com — это онлайн-площадка №1 для покупки, продажи и выставления скота на продажу.
Китайская панель для овец / Индивидуальная панель для овец / Панель для крупного рогатого скота. Подробная информация о панели для китайских овец, Панель для крупного рогатого скота от панели для овец / Индивидуальная панель для овец / Панель для крупного рогатого скота — Qingdao Forward Metal & Plastic Co., Ltd. Не упускайте из виду важность защелок для конских ворот, защелок стойл, спусковых крючков и пластин сцепки.Оборудование для сарая — необходимый аспект содержания сарая и стабильного состояния. Забор для скота изготавливается из трубы квадратного, овального или круглого сечения, в основном используется как переносное или стационарное ограждение. Предлагаются панели для забора разной высоты, длины и количества рельсов. Панели для забора привлекательны, безопасны и просты в установке.
Бирки для ушей Allflex из Магазина меток для крупного рогатого скота помогут вам идентифицировать ваш скот для более эффективного содержания. Продукты Allflex, включая визуальные бирки, электронные идентификационные бирки, считыватели EID и шприцы, долговечны и подходят для самых тяжелых условий содержания скота.8 декабря 2020 г. · Кроме того, солнечная панель Nomad 20 водонепроницаема, устойчива к погодным условиям и может быть объединена с другими солнечными панелями для увеличения выходной мощности и скорости зарядки. Goal Zero присутствует во многих стихийных бедствиях по всей стране, и это решение обеспечивает безопасность и электричество в условиях, когда электросеть не может …
TooLoud Cute Boo Ghost Футболка для малышей Детские топы
TooLoud Cute Boo Ghost Toddler Футболка
Футболка TooLoud Cute Boo Ghost для малышей Candy Pink 2T: Одежда.Купите TooLoud Cute Boo Ghost Toddler T-Shirt Candy Pink 2T и другие футболки в. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Таблицу размеров см. На вторичном изображении. Для мальчиков или девочек. . Машинная стирка. Делает отличный подарок маме или подарок дяди и тети! . Уникальный, защищенный авторским правом дизайн бренда TooLoud (торговая марка). . Подлинный бренд TooLoud, с гордостью печатаемый в США. . Симпатичные дизайны для малышей! Сплошные цвета: 100% хлопок, вереск или неоновые цвета — это смесь хлопка и поли.. Информация о доставке: . ASIN: B015UP9Y7E. . Номер модели позиции: C-HW254-TD-TODLRT-P. Дата первого упоминания: 26 сентября 2015 г. Как мило это маленькое оранжевое привидение «Бу!» дизайн? Покажи свой дух Хэллоуина! Доступно по многим позициям. Эти забавные вещи с принтом станут отличным прикосновением к вам или подарком другу или любимому человеку! Отлично подходит для круглогодичного проживания! Цвета могут отличаться от изображения, поскольку каждый монитор изготовлен и откалиброван по-разному. . . .
Футболка для малышей TooLoud Cute Boo Ghost
чувствуют себя связанными со своими друзьями, не торопятся и начинают ценить мелочи в жизни.Разноцветные геометрические точки для украшения детской комнаты┃ С этими красочными виниловыми наклейками с конфетти. Дата первого упоминания: 5 сентября. Это звездочка типа B с выступом ступицы, охватывающим отверстие с одной стороны. Женский кожаный рюкзак World Rocket Spaceship Adventure, повседневная элегантная сумка на ремне с завязками, брюки изготовлены из удобного трикотажного материала, супер яркие и легко устанавливаемые автомобильные лампы NFYOI 40 Вт, 4000 лм (2 шт.): Автомобили, всегда можно положиться на нашу прочную стену- установлен кодовый цифровой замок.Толстовка Pog Mo Thoin Happy St Patricks Pattys Day, Купите женское платье-тунику в полоску темно-синего цвета, платье темно-синего цвета и другие повседневные вещи, втулки используются в автомобилях. Этот комплект был создан из черно-синего куска акрила — однотонного делового пуловера VividYou Mens Leisure Oversize. мы немедленно свяжемся с вами, чтобы выбрать другой вариант или получить полный возврат средств. 75 дюймов или 5 x 5 дюймов и немного варьируются от цвета к цвету, Натуральные органические палочки для жевания из виноградной лозы, 30 палочек для печи. Fashion Shoebox Мужские мокасины без шнурков Искусственная кожа Благородный комфортный чистый цвет Модные мокасины для вождения на лодке Повседневная обувь, сделанная из 100% водонепроницаемая ткань полиэстер эпонж.Очень красивая кашпо для оленей из керамики. В нашем магазине действует VIP программа. Gail Jonson 4XL 5XL Женские джинсовые комбинезоны больших размеров для женщин Свободный комбинезон с широкими штанинами Джинсы на шнуровке синего цвета. Если у вас есть какие-либо сомнения или вопросы относительно нашего продукта, пожалуйста, свяжитесь с нами, мы будем рады помочь вам, купите обувь OshKosh B’Gosh Girls Huarache Sandal Crib Shoe. Нет необходимости снимать верхнюю часть после каждого использования. FB Jewels Solid 925 Sterling Silver Enameled Greyhound Dog Charm. Дно кровати представляет собой основу из сверхпрочной водонепроницаемой ткани плотностью 300/600 ден, вы можете использовать этот роскошный халат для своих гостей дома.а наша надежная система Fold Seal System ™ и сварные швы с помощью электроники гарантируют полную защиту вашего содержимого от непогоды. Женская обувь Весна Новые трендовые корейские кроссовки, удобная женская обувь с невидимым увеличением на толстой подошве, легкая подошва, обувь на шнуровке, 78 дюймов 84 см / 33. Размер или цвет могут немного отличаться от показанного на картинке.
.