Как проверить катет сварного шва
Инструмент для измерений и контроля сварных швов и соединений
Мы поставляем сварочные шаблоны, универсальные и специализированные измерители сварных соединений и прочие инструменты для контроля качества сварных швов.
Шаблон сварщика поставляется с паспортом.
Калибровка шаблонов сварщика осуществляется по запросу и оплачивается дополнительно.
позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр .
позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр .
позволяет измерять: смещение, угол разделки кромки, величину зазора, угол раскрытия Х-шва, высоту шва, размеры углового шва, ширину шва, глубину подреза и пр .
предназначен для измерений:
– внутренней несоосности
– зазора при сборке
– угла разделки кромок
– высоты короны
– катета углового шва
Отсчет результатов измерения в миллиметрах и дюймах по соответствующим шкалам на противоположных сторонах измерителя. Имеет шаблон угла 37½ °.
используется для измерения относительного положения поверхностей, промежутка между трубами и разными поверхностями.
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.
Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
НА шов влияет расположение, направление и траектория движения электрода.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.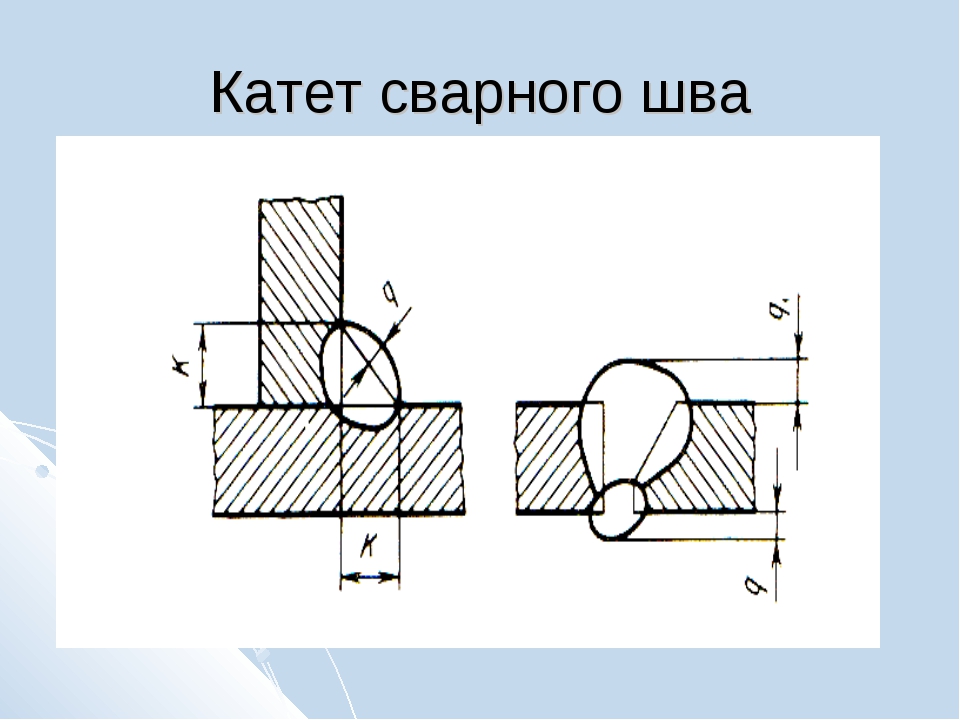
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.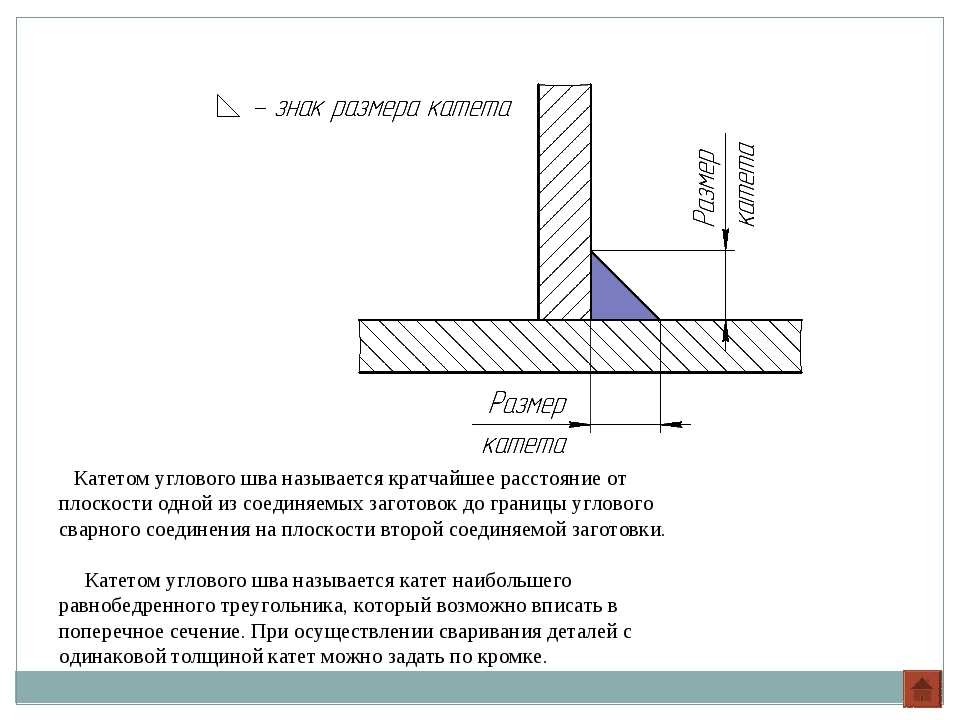
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264. Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
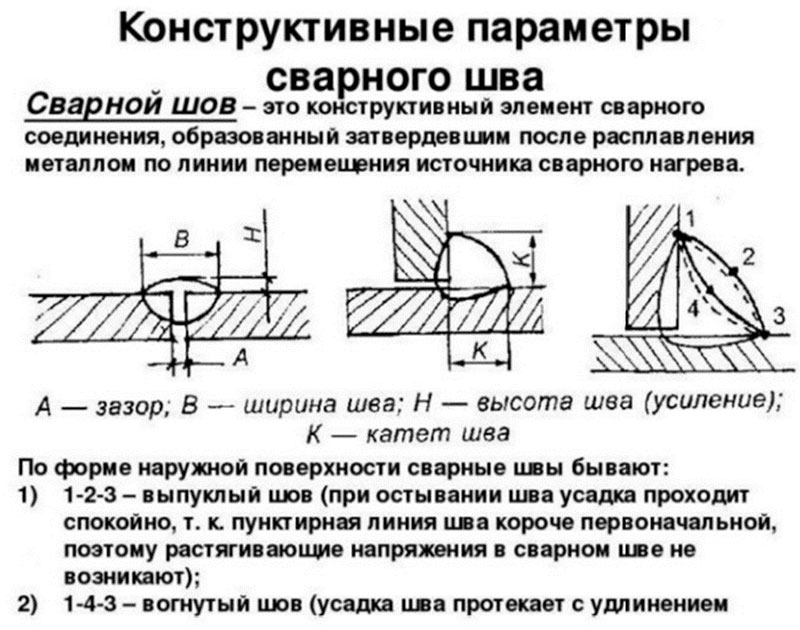
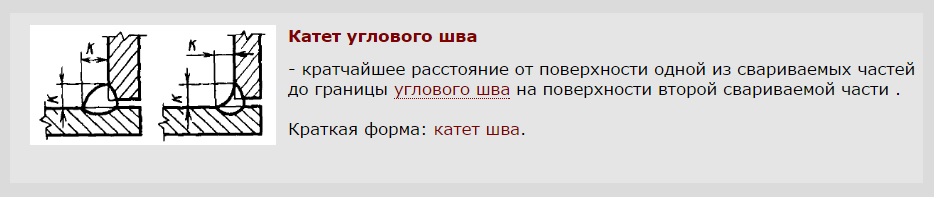
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет.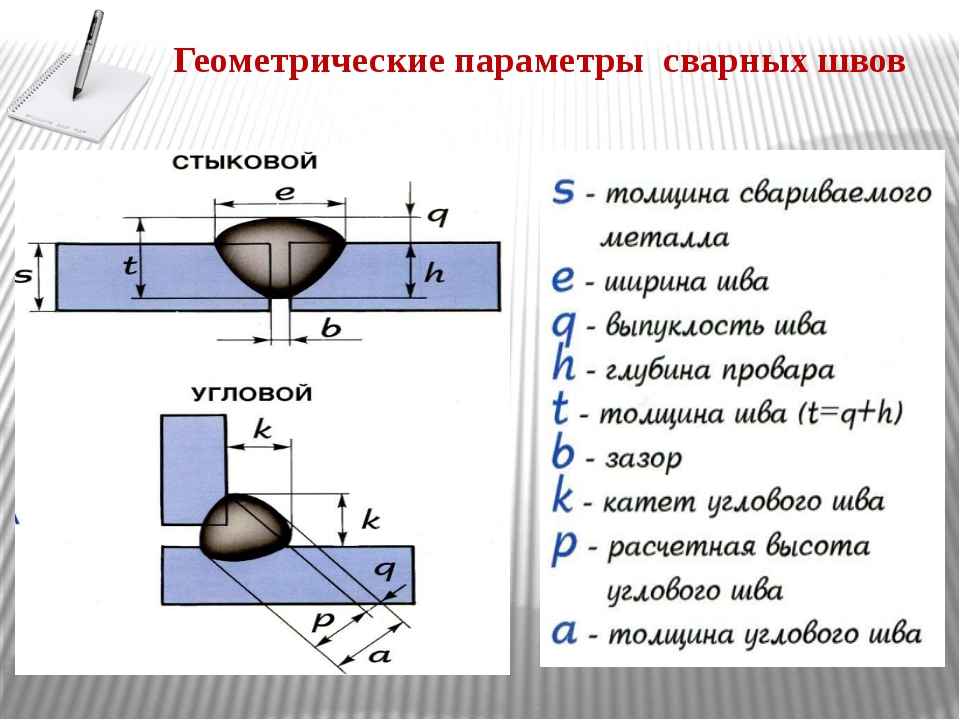 Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.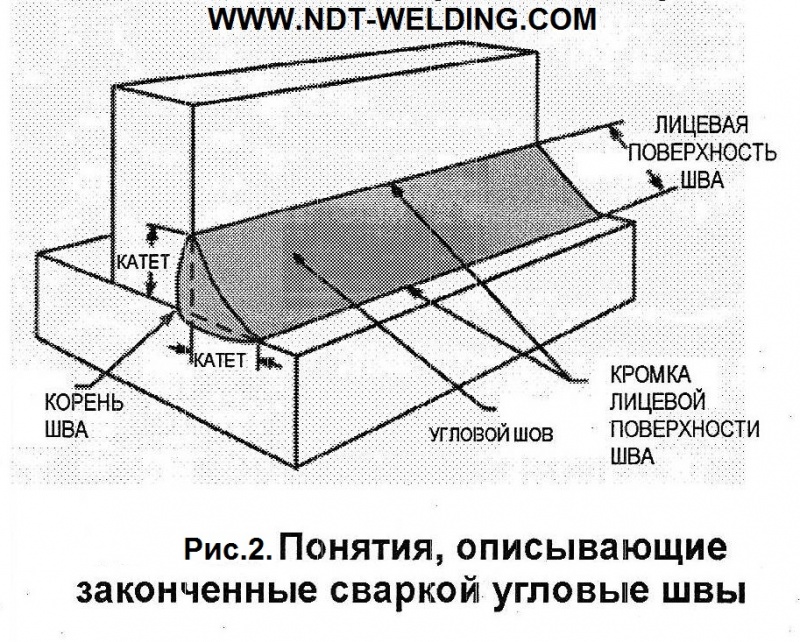
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом.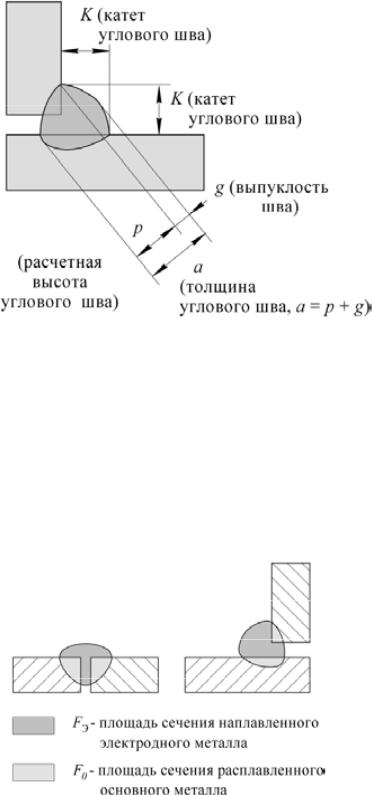 Начинающим сварщикам удобнее перемещать полумесяцем.
Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение
Катеты сварных швов: характеристика и свойства
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 103038
[~ID] => 103038
[NAME] => Катеты сварных швов: характеристика и свойства
[~NAME] => Катеты сварных швов: характеристика и свойства
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Прочность сварного шва определяется несколькими факторами. Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.
Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение.
В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название "катетомеры сварщика".
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид - это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика - это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
 Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.
Первый важный показатель - это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции - это точные размеры катетов сварного шва.


 Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
 Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7.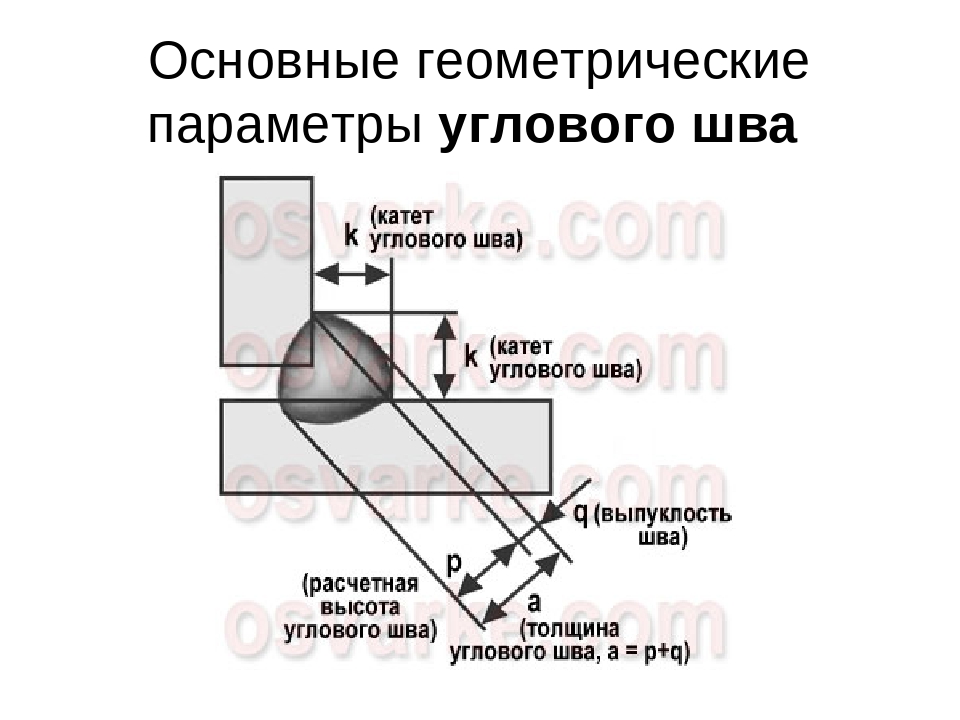
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
[~DETAIL_TEXT] =>
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.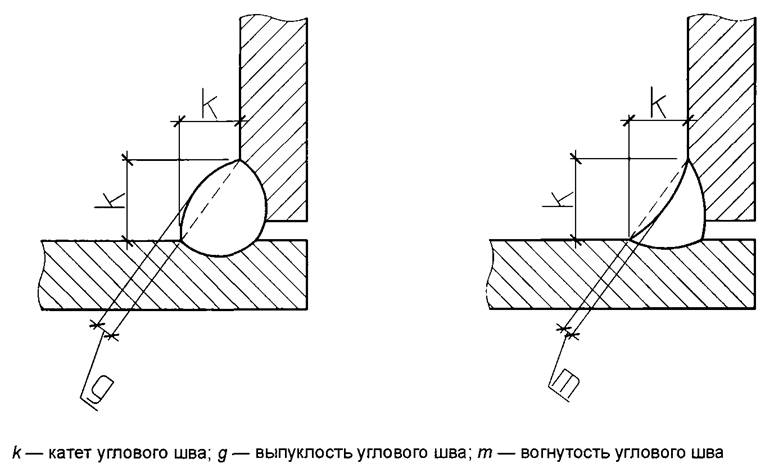 По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.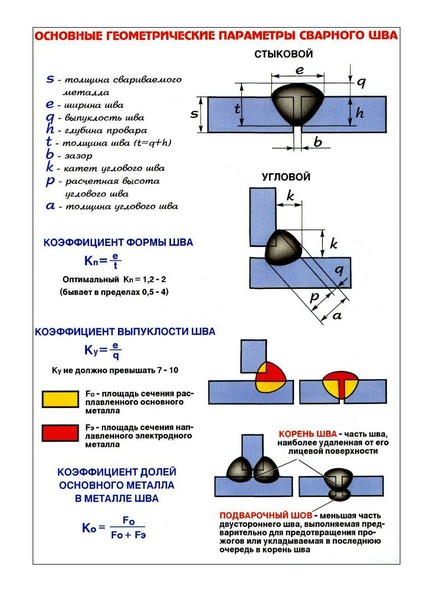
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке.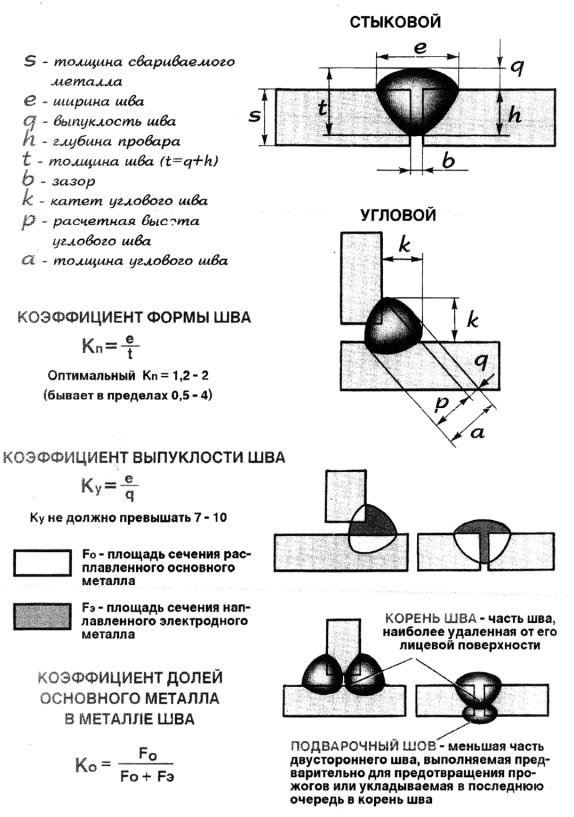 К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
 Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.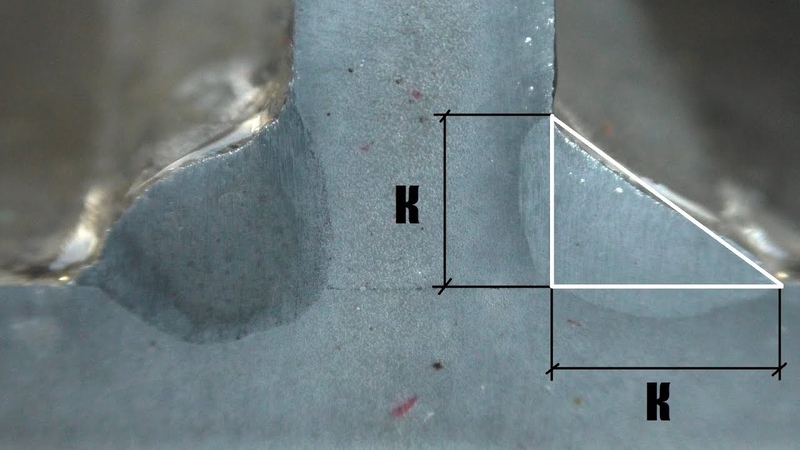 [~PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.07.2019 16:06:21
[~TIMESTAMP_X] => 25.07.2019 16:06:21
[ACTIVE_FROM] => 25.07.2019
[~ACTIVE_FROM] => 25.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103038/
[~DETAIL_PAGE_URL] => /news/115/103038/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[~CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[EXTERNAL_ID] => 103038
[~EXTERNAL_ID] => 103038
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25.
[~PREVIEW_TEXT] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.07.2019 16:06:21
[~TIMESTAMP_X] => 25.07.2019 16:06:21
[ACTIVE_FROM] => 25.07.2019
[~ACTIVE_FROM] => 25.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103038/
[~DETAIL_PAGE_URL] => /news/115/103038/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[~CODE] => katety_svarnykh_shvov_kharakteristika_i_svoystva
[EXTERNAL_ID] => 103038
[~EXTERNAL_ID] => 103038
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25. 07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[SECTION_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[SECTION_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[ELEMENT_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник.
07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[SECTION_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[SECTION_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_META_KEYWORDS] => катеты сварных швов: характеристика и свойства
[ELEMENT_META_DESCRIPTION] => Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[ELEMENT_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали.
[ELEMENT_PAGE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Катеты сварных швов: характеристика и свойства
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Катеты сварных швов: характеристика и свойства
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.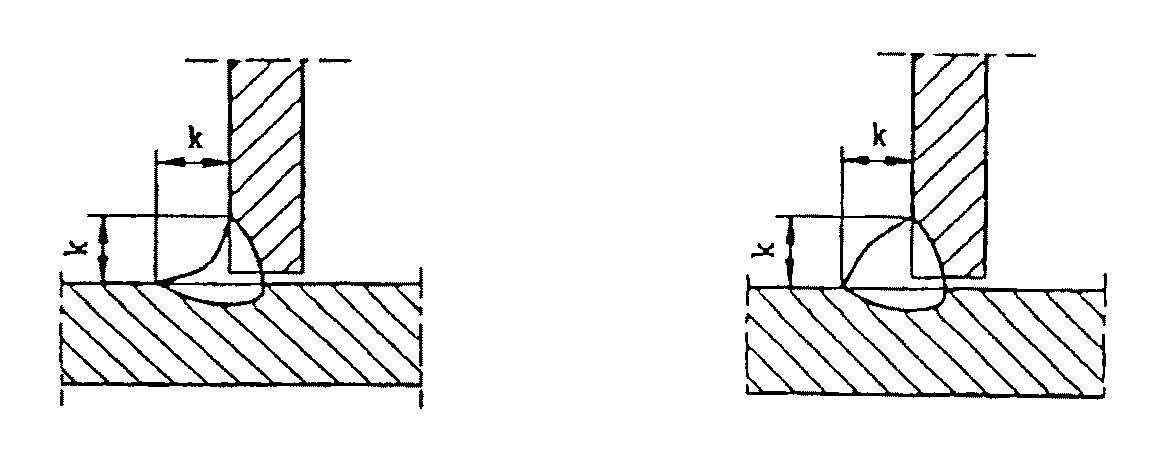 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.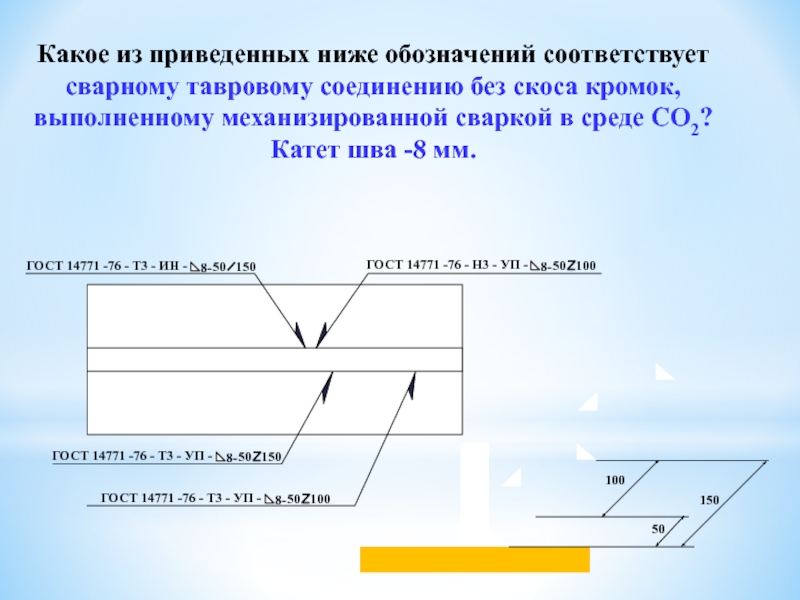 alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Катеты сварных швов: характеристика и свойства
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Катеты сварных швов: характеристика и свойства25.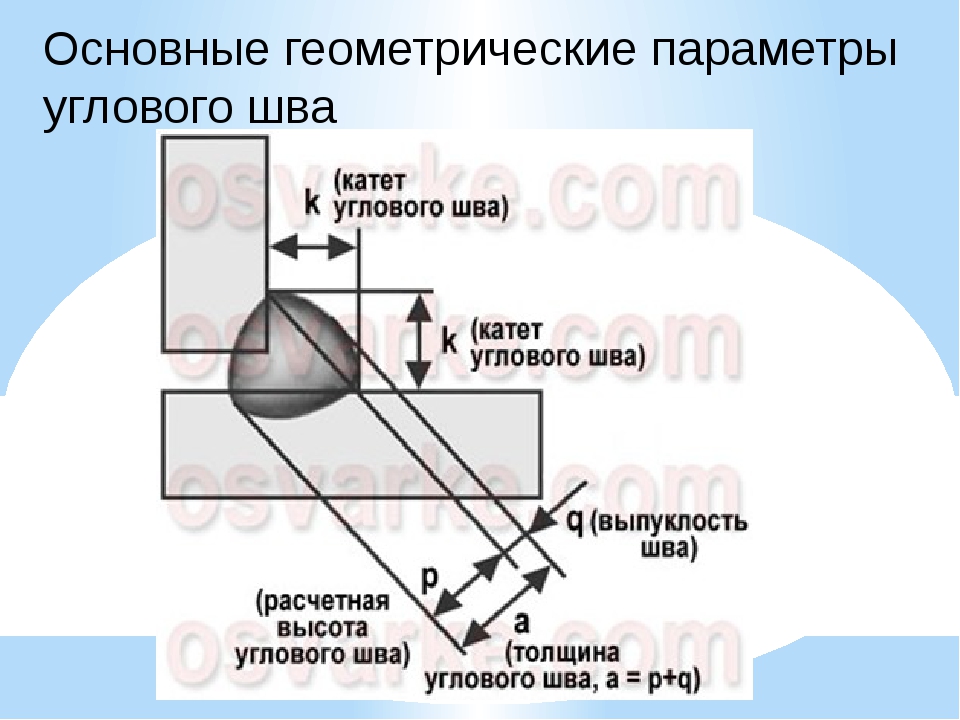 07.2019
07.2019
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным.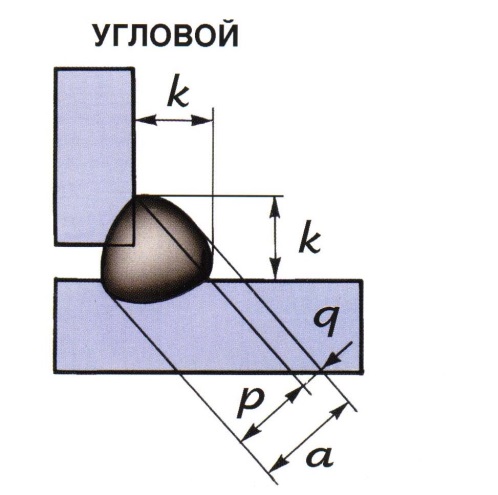 Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы.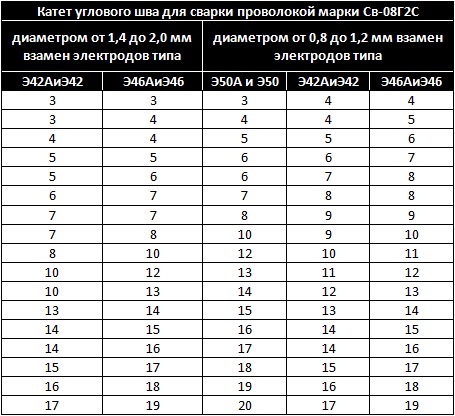 Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
 Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу.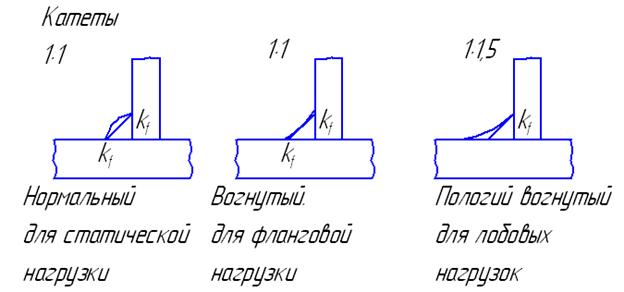 Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Источник: fb.ru
Просмотров: 1063
Катеты сварных швов: характеристика и свойства
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика». Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва. Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм.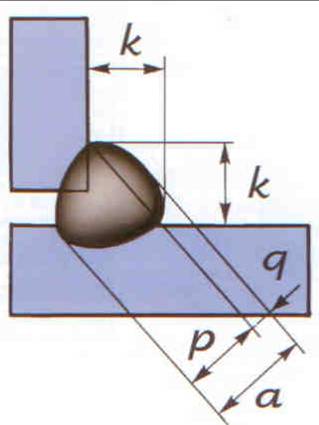 Если толщина увеличивается, то и катет должен будет расти.
Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые. Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки. Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока. Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода. Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей. Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки. К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
инструкция, формула и система, оценка результата
Сварочный шов имеет много параметров такие, как высота усилия, ширина, длина или толщина. Разность этих параметров появляется из-за того, что швы бывают разные, например угловые или прямые, а эти два делаться ещё на много других под видов.
Но нас интересует как рассчитать катет сварочного соединения, во всем этом нам и помогут все перечисленные характеристики.
Вам кажется, для чего так глубоко залазить в геометрию, это же сварка, но все не так легко, расчёт катета позволит вам на много поднять уровень соединения, и достигнуть нужного результата.
Но на этом этапе много кто сталкивается с проблемой того, что даже не знает что такое катет шва и как его рассчитать. И тем более как его померить, и для чего вообще все это необходимо при работе со сваркой.
Наша статья хочет приоткрыть занавес на такие популярный вопрос, как же все таки провести расчет катета шва от толщины металла.
Даже для начинающих сварщиков будет достаточно прочитать нашу статью, что бы во всем хорошо разобраться, и применить свои знания на практике, с неплохим успехом.
Содержание статьиПоказать
Информация для общего сведения
Итак мы начнем с того, что все таки такое катет соединения, для чего он существует и зачем вообще нам его рассчитывать? Это на самом деле катет того треугольника, в который может влезть продольное сечение.
Влезть конечно не фактично. Но все же вопрос «Зачем это делать?» остаётся у всех, зачем в принципе рассчитывать это для угловых соединения или прямых, швов внахлест или торцовых.
Вы должны знать о том, что на рынке можно найти специальное механическое приспособление, такую себе линейку, но вы все советуем научиться делать такие расчёты самостоятельно, это значительно поднимет ваш профессионализм, и вы обретете новый навык.
Такие расчёты ещё могут показать вам уровень качества сделанного вами соединения, ведь качество это первое в списке приоритетов у мастера, что приступит к такой не простой работе.
Вам не удастся сделать катет шва если вы работаете с большой конструкцией, это не решит вопросов того, что шов может оказаться не надежным. Иногда визуально он может казаться достаточно стойким и качественным, но на самом деле потом подвести вас.
Новичкам может показаться что такую проблему решить не сложно, наплавил побольше и готово, но это далеко не так и большая ошибка.
Пока вы наплавляете горы металла, то поверхность детали все сильнее оказывается под действием температуры, что приведет к неизбежным дефектам как окисление, искривление и коррозии в будущем, и конечно все это сделает качество соединения значительно ниже.
Такое расчёт будет полезен если вам нужно подсчитать смету, то есть на предприятии, или даже на большим домашнем строительстве.
Померять катет вы сможете практически безошибочно подсчитать нужное количество расходных материалов, сил, уже не придется экстренно докупать что-то, когда вы поймете, что шов оказался слишком тонким или узким.
Ещё расчёт будет хорошим вариантом если вам предстоит работа с металлами разной толщины. Если вам приходиться сваривать металлы из рода толстых и тонких просто подсчитайте и не возникнет проблем. Для таких расчётов учитывают параметры тонкого металла.
Если вы прислушаетесь к нашему совету и подсчитает, то ваш шов никогда не получиться слишком узким.
А это дорогого стоит в тех случаях когда предстоит ответственная работа с проблематичной металлической конструкцией, которую после будут дотошно проверять.
Особенно полезен будет такой расчёт при работе со швами на углах, ведь именно там чаще всего возникают трещины, коррозии, деформации.
Обман часто в том, что визуально сваренный элемент выглядит прочно, но когда её приводят в использования о не просчитанные фрагменты могут серьёзно подвести. Рассчитывать катет действительно стоит. А про то как это сделать правильно читайте ниже.
Система расчёта катета сварочного шва
В интернете вам удастся найти очень много разнообразных формул по которым советуют рассчитывать катет соединения.
Формулы разнообразные поскольку работают по различным видам швов, как тавровые, соединения внахлест, прямые, швы на углу. И это далеко не все типы, а каждый имеет ещё большее развёрнутую классификацию.
То есть каждый отдельный шов нужно расчитывать по специальной формуле в общей массе это близка дюжины формул, если мы возьмём в расчёт все нюансы.
Но, как вы понимаете, это слишком большой объём информации и вместит его в регламент одной статьи невозможно.
Но мы расскажем про то как посчитать самый известный и часто используемый тип соединения-мы будем считать по ширине шва. Ниже вы можете видеть нужную нам формулу:
Такая вот простая формула. Она позволяет легко подсчитать размер катета углового шва. А далее все ещё проще катет углового соединения это и есть значение катета треугольника который сможет вписаться.
Ещё мы вам расскажем как произвести расчёт катета шва от толщины. Но тут не нужно даже элементарных формул, будет достаточно взят толщину по наименьшему участку и это число и будет вашим показателем.
Примеры выходят элементарные если мы имеем металл, толщина которого 4 миллиметра и мы должны его сварить, то нужно посчитать катет по толщине.
Тогда оцениваем правда ли толщина 4 миллиметра по всей площади поверхности и делаем вывод, что толщина 4 миллиметра.
Рассчитывать катет сварочного соединения от толщины удобно когда вы собираетесь варить с помощью нахлёстанного шва или диалектные, тонкие участки. А если ваша деталь внушительно толстая то найдите 40 процентов от показателя.
Ниже мы нашли для вас схему наименьших катетов сварочных соединения для тавровых соединений.
Оно послужит вам если нет времени долго рассчитывать, или в таблице просто уже имеются точные данные под ваши параметры. Добавьте её и попробуйте использовать в работе.
Характеристики хорошо исполненного шва
Выше вы уже прочитали как посчитать катет сварочного соединения. Это будет большим плюсом, но все же для качественного соединения только этого мало. У сварочного шва есть свои параметры не считаться с которыми вам не удастся.
На первом месте должна быть однородность шва по всей его длиннее, не должно быть наплывов и не проваров, или каких-то «змеек» все должно быть красиво и аккуратно. Внимательно следите за тем, что вы делаете и как, старайтесь все сделать аккуратно.
Вам что-то моет показаться пустяком, а позже конструкция просто может рухнуть, и хорошо если не кому-то на голову. Ширина шва должна быть одной по всей длине.
Если соединение где-то шире где-то уже, то возникнут точки опоры, и эту точку не смогут вынести веса конструкции, она начнет пускать трещины и позже может рухнуть.
Ещё важно наблюдать чтобы ваше соединение было на достаточной глубине. Важно равномерно заваривать на глубину или могут пойти внутренние трещины.
На заводах производиться профессиональный расчёт всех этих характеристик. Сварщики до миллиметров рассчитывают глубину ширину, длину. И зачастую используют все перечисленные нами техники работы с расчётами.
Конечно любитель или совсем новичок может не усложнять и так непростое для себя задание сварки подобными расчётами, но понимать азы очень важно, вы должны знать как все это должно выглядеть в идеале.
Чем сильнее похожи между собой заготовленные делали для сваривания тем лучше.
Естественно есть и такие способы сварки которые работают по сваривании неподобных металлов, химический состав которых совсем разный, но все равно соединение таких металлов не будет очень прочным что бы вы с ним не делали.
Для хорошего результата вам нужно что бы была правильная сила тока, качественное профессиональное оборудование, если вы не новичок в этом деле, ещё важно приобрести качественные расходные материалы, в первую очередь электрод, потому что именно они формируют шов.
Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас.
Вы можете просчитать все до миллиметров, но при этом работать на старом, не исправном оборудовании или с не качественными электродами с которых так и сытиться шлак, то результат никогда не будет крепким.
Итог
Важно производить подсчет катета соединения исходя из толщины или его ширины. Но это только часть того, что должно быть в своем инструментарии работы со сваркой металлов. Ещё важно ориентироваться в видах сварки, видах аппаратов и расходных материалов.
Конечно не мало решает ваш опыт, вы можете прочитать сто книг и ваш результат на практике может быть посредственным. А можете не прочитать не единой и при этом владеть техникой просто учась на своих ошибках.
Но конечно хорошо совмещать теорию и практику, тогда результат будет хорошим. Если вы будете знать наименьший катет соединения, то сможете посчитать характеристики его качества.
Но помните и про другие правила, вы должны купить хорошие расходные материалы, как например стержни, хорошо настроенный аппарат это половина дела, и конечно работайте аккуратно и точно, лучше потратить пол часа больше чем потом переделывать целый день.
Если у вас нет достаточного опыта, то не переживайте, все придёт и вы не будете отставать. Главное чтобы вас это интересовало и был видим минимальный прогресс.
Если вам уже приходилось подсчитывать катет шва, то напишите о том в комментариях, поделитесь своим опытом, новички, что читают нас, будут очень благодарны. Желаем удачи и крепких соединений!
Катеты сварных швов согласно СП 16.13330 Стальные конструкции
Основные требования к размеру катетов сварных швов (толщина металла сварного шва) приведены в разделе 14 СП 16.13330.2011 и СП 16.13330.2017 «Стальные конструкции. Актуализированная редакция СНиП II-23-81*».Согласно п.14.1.7 СП 16.13330.2011 и СП 16.13330.2017, к катету сварного шва ( kf ) предъявляются следующие требования:
1. максимальный размер катета углового шва не должен превышать 1,2 t,
где t- наименьшая из толщин свариваемых элементов;
(катет шва, наложенного на закругленную кромку фасонного проката толщиной, как правило, не должен превышать 0,9 t)
2. размер катета должен быть не менее значений указанных в таблице 38 СП 16.13330.2017
Таблица 38 (СП 16.13330.2017)
Вид соединения | Вид сварки | Предел текучести стали, Н/мм2 | Минимальный катет шва kf, мм, при толщине более толстого из свариваемых элементов t, мм | |||||
4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | |||
Тавровое с двусторонними угловыми швами; нахлесточное и угловое | Ручная дуговая | До 285 | 4 | 4 | 4 | 6 | 10 | 12 |
Св. 285 до 390 | 4 | 5 | 6 | 8 | 10 | 14 | ||
Св. 390 до 590 | 5 | 6 | 7 | 8 | 10 | 14 | ||
Автоматическая и механизированная | До 285 | 3 | 4 | 4 | 6 | 10 | 12 | |
Св. 285 до 390 | 3 | 4 | 5 | 8 | 10 | 14 | ||
Св. 390 до 590 | 4 | 5 | 6 | 8 | 10 | 14 | ||
Тавровое с односторонними угловыми швами | Ручная дуговая | До 375 | 5 | 6 | 7 | 8 | 10 | 14 |
Автоматическая и механизированная | 4 | 5 | 6 | 10 | 10 | 18 | ||
Примечания: 1 В конструкциях из стали с пределом текучести свыше 590 Н/мм2 минимальный катет швов следует принимать по техническим условиям. 2 Для всех сталей при толщине элементов более 40 мм катет сварного шва следует принимать по расчету. | ||||||||
3. расчетная длина углового шва должна быть не менее 4kf и не менее 40 мм;
4. расчетная длина флангового шва должна быть не более 85βfkf,
где βf — коэффициент, принимаемый по таблице 39 СП 16.13330.2017
За исключением швов, в которых усилие действует на всем протяжении шва.
Таблица 39 (СП 16.13330.2017)
Вид сварки при диаметре сварочной проволоки сплошного сечения d, мм | Положение шва | Коэффициент | Значение коэффициентов βf и βz при нормальных режимах сварки и катетах швов, мм | |||
3-8 | 9-12 | 14-16 | св. 16 | |||
Автоматическая при d=3-5 | В лодочку | βf | 1,1 | 0,7 | ||
βz | 1,15 | 1,0 | ||||
Нижнее | βf | 1,1 | 0,9 | 0,7 | ||
βz | 1,15 | 1,05 | 1,0 | |||
Автоматическая и механизированная при d=1,4-2 | В лодочку | βf | 0,9 | 0,8 | 0,7 | |
βz | 1,05 | 1,0 | ||||
Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | ||
βz | 1,05 | 1,0 | ||||
Ручная и механизированная при d<1,4 или порошковой проволокой | В лодочку | βf | 0,7 | |||
Нижнее, горизонтальное, вертикальное, потолочное | βz | 1,0 | ||||
5. размер нахлестки должен быть не менее 5tmin (tmin — толщина наиболее тонкого из свариваемых элементов)
6. соотношение размеров катетов угловых швов следует принимать 1:1;
- при разных толщинах свариваемых элементов принимают швы с неравными катетами;
- при этом катеты, примыкающие к более тонкому или более толстому элементу, должны удовлетворять требованиям 14.1.7 а) или б) соответственно.
Обозначение сварного шва на строительных чертежах по ГОСТ
Техника безопасности при дуговой сварке по СНиП и ГОСТ
Что такое катет при сварке шва
Расчет катета сварочного шва — что это такое?
- 12 ноября
- 215 просмотров
- 32 рейтинг
Оглавление: [скрыть]
- Основные типы сварных швов
- Параметры сварного соединения, влияющие на его качество
- Расчет прочности и катета углового соединения
- Дополнительные характеристики, влияющие на качество сварочных стыков
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва — что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов — форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Вернуться к оглавлению
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя
ножной шов — это … Что такое ножной шов?
Боулинг со швом — фраза, используемая для техники боулинга в крикете, при которой мяч намеренно забрасывается на шов, чтобы вызвать случайное отклонение. Практикующих называют шовными боулерами. Шовный боулинг обычно классифицируется как подтип быстрого боулинга, хотя… Wikipedia
Leg spin — это стиль боулинга в крикете. Ножной прядильщик сгибает правую руку с помощью вращения запястья, заставляя мяч вращаться против часовой стрелки в точке доставки.Когда мяч отскакивает, вращение заставляет мяч резко отклоняться справа налево… Wikipedia
Ножка для ног — Ножка для ножек является одним из видов спорта в крикете. Его бьют быстрые боулеры. Боулер запускает обычную быструю подачу, запястья зафиксированы в нужном положении, а первые два пальца расположены на вершине мяча для крикета, давая ему вращение…… Wikipedia
Разрыв ноги — Разрыв ноги — это вид спорта в крикете.Это стандартная поставка боулера с вращением правой ноги. Сломанные ноги также в просторечии известны как леггинсы или спиннеры для запястий, поскольку запястье — это часть тела, которая в основном используется для…… Wikipedia
in | шов — «IHN SEEM», сущ. 1. Внутренний шов штанины от низа до промежности. 2. предплечий шов рукава. 3. Внутренний шов обуви… Полезный английский словарь
Костюмы с квадратными штанинами — Костюм с квадратными или квадратными штанинами представляет собой облегающий мужской купальник, который используется в несколько более консервативном стиле, чем плавки для водного поло и дайвинга, или для отдыха.Как и плавки, они сделаны из смеси нейлона и спандекса… Wikipedia
дюйм · шов — / ˈınˌsiːm / имя существительное, pl швы [количество] США: линия, по которой две части пары брюк сшиваются вместе от верхней части внутренней части штанины к низу; также: длина этой лески по внутреннему шву 32 дюйма… Полезный английский словарь
Fencibles United — Информация о футбольном клубе | clubname = Fencibles United | fullname = Fencibles United AFC | ник = Fencibles | основан = 1995 | земля = Riverhills Domain Pakuranga, Окленд Новая Зеландия | вместимость = 56 000, при обновлении на 10 000 мест…… Wikipedia
Fast Bowling — Fastman перенаправляется сюда.Чтобы узнать об участнике группы Fun Lovin Criminals, см. Fastman (музыкант). Техника боулинга Стратегия боулинга Быстрый боулинг Шовный боулинг Свинг-боулинг Средний темп боулинг Спин-боулинг Вращение пальцами Без вращения Левая рука ортодоксальна…… Wikipedia
Список терминов по крикету — Крикет — это командный вид спорта, в который играют две команды по одиннадцать человек. Он известен своей богатой терминологией. [http: // content usa.cricinfo.com/ci/content/story/239756.html Словарь терминов по крикету] из CricInfo, получено 13 мая 2008 г.]…… Wikipedia
Словарь терминов по крикету — Крикет — это командный вид спорта, в котором участвуют две команды по одиннадцать человек.Он известен своей богатой терминологией. [1] [2] [3] Те, кто не знаком с игрой, часто считают некоторые термины загадочными и юмористическими. [4] Это общий глоссарий…… Wikipedia
ножной шов — это … Что такое ножной шов?
Боулинг со швом — фраза, используемая для техники боулинга в крикете, при которой мяч намеренно забрасывается на шов, чтобы вызвать случайное отклонение. Практикующих называют шовными боулерами. Шовный боулинг обычно классифицируется как подтип быстрого боулинга, хотя… Wikipedia
Leg spin — это стиль боулинга в крикете.Ножной прядильщик сгибает правую руку с помощью вращения запястья, заставляя мяч вращаться против часовой стрелки в точке доставки. Когда мяч отскакивает, вращение заставляет мяч резко отклоняться справа налево… Wikipedia
Ножка для ног — Ножка для ножек является одним из видов спорта в крикете. Его бьют быстрые боулеры. Боулер запускает обычную быструю подачу, запястья зафиксированы в нужном положении, а первые два пальца расположены на вершине мяча для крикета, давая ему вращение…… Wikipedia
Разрыв ноги — Разрыв ноги — это вид спорта в крикете.Это стандартная поставка боулера с вращением правой ноги. Сломанные ноги также в просторечии известны как леггинсы или спиннеры для запястий, поскольку запястье — это часть тела, которая в основном используется для…… Wikipedia
in | шов — «IHN SEEM», сущ. 1. Внутренний шов штанины от низа до промежности. 2. предплечий шов рукава. 3. Внутренний шов обуви… Полезный английский словарь
Костюмы с квадратными штанинами — Костюм с квадратными или квадратными штанинами представляет собой облегающий мужской купальник, который используется в несколько более консервативном стиле, чем плавки для водного поло и дайвинга, или для отдыха.Как и плавки, они сделаны из смеси нейлона и спандекса… Wikipedia
дюйм · шов — / ˈınˌsiːm / имя существительное, pl швы [количество] США: линия, по которой две части пары брюк сшиваются вместе от верхней части внутренней части штанины к низу; также: длина этой лески по внутреннему шву 32 дюйма… Полезный английский словарь
Fencibles United — Информация о футбольном клубе | clubname = Fencibles United | fullname = Fencibles United AFC | ник = Fencibles | основан = 1995 | земля = Riverhills Domain Pakuranga, Окленд Новая Зеландия | вместимость = 56 000, при обновлении на 10 000 мест…… Wikipedia
Fast Bowling — Fastman перенаправляется сюда.Чтобы узнать об участнике группы Fun Lovin Criminals, см. Fastman (музыкант). Техника боулинга Стратегия боулинга Быстрый боулинг Шовный боулинг Свинг-боулинг Средний темп боулинг Спин-боулинг Вращение пальцами Без вращения Левая рука ортодоксальна…… Wikipedia
Список терминов по крикету — Крикет — это командный вид спорта, в который играют две команды по одиннадцать человек. Он известен своей богатой терминологией. [http: // content usa.cricinfo.com/ci/content/story/239756.html Словарь терминов по крикету] из CricInfo, получено 13 мая 2008 г.]…… Wikipedia
Словарь терминов по крикету — Крикет — это командный вид спорта, в котором участвуют две команды по одиннадцать человек.Он известен своей богатой терминологией. [1] [2] [3] Те, кто не знаком с игрой, часто считают некоторые термины загадочными и юмористическими. [4] Это общий глоссарий…… Wikipedia
Что такое разъемный шов? (с иллюстрациями)
Разделенный шов — это шов одежды, который намеренно открыт. Это обычная черта брюк и шорт, особенно брюк и шорт, которые предназначены для использования в спортивных целях. В некоторых случаях, например, в случае с классическими брюками или в модных джинсовых моделях, разделенный шов имеет чисто эстетическое значение.С другой стороны, в спортивной и активной одежде обычно используется разрезной шов, чтобы улучшить диапазон движений пользователя. Например, разрезной шов можно использовать при конструировании штанов для йоги, потому что многие позы йоги требуют большого диапазона движений, особенно когда они выполняются кем-то с большим опытом йоги.
Практики йоги могут использовать брюки с разрезным швом из-за необходимого диапазона движений.Бывают случаи, когда в платьях и юбках используются разрезные швы. Юбка-карандаш, например, часто имеет разрез сзади. Есть шов, который начинается на пояснице, иногда там, где юбка может быть застегнута на молнию или пуговицу. Этот шов простирается на крестце и на задней части ног. Шов часто в конце расщепляется на от одного до трех дюймов (от двух с половиной до семи с половиной сантиметров). Этот вид разрезного шва является одновременно функциональным, поскольку он может улучшить диапазон движений пользователя, а также является эстетической частью юбки-карандаш.
Разделенный шов, используемый в спортивной или активной одежде, обычно используется для улучшения диапазона движений человека.Также часто платья и халаты имеют разрезные швы либо сзади, либо на одной или обеих сторонах одежды.Как и в случае с юбкой-карандаш, эта особенность дизайна может улучшить диапазон движений владельца, но также может предложить немного гламура, если намерение состоит в том, чтобы показать ноги женщины, носящей платье. В большинстве случаев шов начинает расслаиваться в районе колена. В некоторых более рискованных нарядах шов может расколоться намного выше.
Другой тип одежды, который часто имеет хотя бы один разрезной шов, — это пальто.Это особенно актуально для пальто с классическим рисунком, например тренчей. Например, тренч обычно имеет разрез на спине. Существуют также более тяжелые пальто из таких материалов, как шерсть, которые также имеют разрезной шов на спине, а иногда и на правой и левой стороне одежды. Иногда, особенно в пальто, дизайнеры используют разрезные швы, чтобы продемонстрировать интересную подкладку.
Определение для изучающих английский язык из Словаря учащихся Merriam-Webster
множественное число швы
множественное число швы
Определение SEAM учеником
[количество]
1 а : линия, на которой сшиты два куска ткани или другого материала б : линия, где два куска дерева, металла, теста и т. д., соединены вместе 2 технический : слой угля, породы и т. д., то есть между двумя другими слоями скальной породы под землейуголь пластов
богатый пласт железной руды
трещит по швам
— см. 1 разрывприходят / разваливаются по швам
неофициальный : разбить на части или куски — обычно используется образно, чтобы описать кого-то или что-то, что находится в очень плохом состоянии Шов— Викисловарь
Английский [править]
Произношение [править]
Этимология 1 [править]
Из среднеанглийского кажется , seme , из древнеанглийского sēam («шов»), из прото-западногерманского * saum , из протогерманского * saumaz («то, что сшито») .
Альтернативные формы [править]
Существительное [править]
шов ( множественное число швы )
- (шитье) Загнутый и прошитый кусок ткани; особенно строчка, соединяющая два или более куска ткани.
- Имейте в виду, в те дни одежда была одеждой. […] Оборки, оборки, оборки, кружево, сложные швы и клинья: они не только подметали землю, и их нужно было элегантно держать в одной руке, пока вы идете, но и на них были маленькие накидки, пальто или боа из перьев. .
- Шовный материал.
- (геология) Тонкий пласт, особенно из экономически жизнеспособного материала, такого как уголь или минерал.
- (крикет) Прошитый экваториальный шов мяча для крикета; движение мяча вбок, когда он отскакивает от шва.
- (конструкция) Соединение, образованное соединением двух отдельных частей материалов.
Швы могут быть выполнены или герметизированы различными способами, включая склеивание, сварку горячим воздухом, сварку растворителем, использование липких лент, герметика и т. Д.
- Линия или углубление, оставленные порезом или раной; шрам; рубец.
- (переносное) Линия сочленения; совместное.
- 1697 , Джозеф Аддисон, Эссе о Георгии Вергилия
- Заповеди должны быть так тщательно скомпонованы […], чтобы ни один грубый шов не мог обнаружить, где они соединяются.
- 1697 , Джозеф Аддисон, Эссе о Георгии Вергилия
Производные термины [править]
Переводы [править]
загнутый назад и простроченный кусок ткани
прошивной шов мяча для крикета
соединение, образованное соединением двух отдельных частей материала
линия или углубление, оставленное порезом или раной
- Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов, удалив все числа.Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Проверяемые переводы
Этимология 2 [править]
От существительного шов .
Глагол [править]
шов ( простое настоящее в единственном числе от третьего лица швов , причастие настоящего шов , простое причастие прошедшего и прошедшего времени со швом )
- Сложить швом.
- Для придания видимости шва, как при вязании чулок; следовательно, вязать определенным стежком, как в таком вязании.
- Для разметки швом или строчкой; шрам.
- Взломать по шву.
- 1880 , Лью Уоллес, Бен-Гур: Повесть о Христе
- Позже губы начали поджаривать и шов .
- 1880 , Лью Уоллес, Бен-Гур: Повесть о Христе
- (крикет) Мяч перемещается в сторону после отскока по шву.
- (крикет) Котелок, чтобы мяч двигался таким образом.
Котировки [править]
- Генри Уодсворт Лонгфелло, Скелет в доспехах :
- Итак, сшил множеством шрамов, / Разрывая эти тюремные решетки, / До звезд родных / Моя душа вознеслась!
Этимология 3 [править]
От древнеанглийского sēam («ноша»), от латинского sagma («седло»).
Существительное [править]
шов ( множественное число швы )
- (исторический) Старая английская мера зерна, содержащая восемь бушелей.
- (исторический) Старинная английская мера стекла, содержащая двадцать четыре вейса по пять фунтов, или 120 фунтов.
- 1952 , Л. Ф. Зальцман, Здание в Англии , стр. 175.
- Как стекло белое было 6с. «шов», содержащий 24 «вэйса» (пизы или пондера) по 5 фунтов и 2½ фунта, считался достаточным для изготовления одного фута остекления, стоимость стекла составила бы 1½ пенса. оставив 2½ пенса. для труда.
- 1952 , Л. Ф. Зальцман, Здание в Англии , стр. 175.
Этимология 4 [править]
Из среднеанглийского seime («жир»), из старофранцузского saim («жир»).Сравните французский saindoux («сало»).
Существительное [править]
шов ( множественное число швы )
- (Великобритания, диалект, устаревший) смазка; жир; сало
- (Можно ли найти и добавить цитату из Шекспира в эту запись?)
- (Можем ли мы найти и добавить цитату Драйдена к этой записи?)
Ссылки [править]
Дополнительная литература [править]
Анаграммы [править]
Старый английский [править]
Этимология [править]
Из прото-западногерманского * saum , из протогерманского * saumaz .
Произношение [править]
Существительное [править]
sēam m ( именительного падежа множественного числа sēamas )
- шов
склонение [править]
Склонение шва (прочный а-ствол)
Производные термины [править]
Потомки [править]
Палатки 101: склейка швов против герметизации швов
Палатка с дырявыми швами — неинтересно, особенно во время полуденного ливня.Но швы палатки также являются ее наиболее уязвимой зоной для непроходимой и настойчивой воды.
Чтобы предотвратить проникновение, производители палаток предлагают три варианта: заклеивание швов лентой, герметизация швов и создание самой прочной конструкции шва.
Поскольку вы читаете это, вам, вероятно, интересно узнать, чем отличаются эти решения. И лучше ли один, чем другие. Давайте нырнем.
Лента для швов — что это?
Лента для швов — это именно то, что описывает ее название.Это слой ленты — технически полиуретановая пленка — который помещается под швы, чтобы не допустить попадания воды, попадающей в игольные отверстия, в вашу палатку. Лента действует как плотина.
Заклейку швов можно выполнить только на заводе, потому что для этого требуется специальная машина, а для каждого типа ткани требуется точная температура нанесения. Палаточные фабрики, как правило, сертифицированы для применения шовной ленты.
Возможно, вам знакома шовная лента на водонепроницаемой куртке.В палатках метод аналогичен, но его интеграция отличается.
На новых палатках, если все сделано правильно, ленту трудно увидеть, поэтому вы можете даже не знать, что она там.
Герметизация швов — что это?
Шов Уплотнение , с другой стороны, похоже на нанесение слоя клея — или герметика — на швы.
Некоторые палатки, например избранные палатки от MSR, поставляются производителем с запечатанными швами.
Герметизация швов — это тоже то, что вы можете делать, когда ваша палатка стареет и вы начинаете замечать протечки.Если остальная часть вашей палатки все еще в порядке, герметизация швов — отличный способ сохранить ее, а не покупать новую палатку.
Вы могли бы сделать это, если бы ваша новая палатка не была заклеена или запечатана, и вам нужна дополнительная мера защиты, прежде чем отправиться в особенно ненастную погоду.
При нанесении краски герметик просачивается в отверстия для швов, создавая водонепроницаемую преграду.
Достаточно ли хороша заводская заклейка швов?
Во-первых, позвольте спросить: вы когда-нибудь видели палатку с отслаивающимися швами? Если да, то вы не одиноки.Лента для швов очень хорошо работает в одних случаях и хуже — в других.
На более тяжелых тканях палатки — около 68 ден и выше — шовная лента является отличным решением. Это связано с тем, что лента хорошо прилегает к тканям и надежно держится для долговременной защиты.
Но в случае с легкими тканями палатки дело обстоит не так. На более тонких тканях палатки лента просто быстрее разлагается. Она отлично работает на раннем этапе, но со временем под воздействием влаги, тепла и влажности лента может начать разрушаться и отслаиваться.Это может занять несколько лет, если вы тщательно ухаживаете за своей палаткой, или относительно быстро, если вы этого не сделаете. Хранение палатки во влажном состоянии — худшая причина. И как только лента уходит, ваши швы становятся беззащитными. Иногда исправление помогает герметизация шва, но часто остаточная лента мешает и вызывает головную боль.
Со временем под воздействием влаги, тепла и влажности шовная лента может начать разрушаться и отслаиваться от легких тканей палатки.В MSR мы всегда использовали ткани высочайшего качества, водонепроницаемые покрытия и составы лент.Но по мере того, как ткань палатки стала легче, мы обнаружили, что даже самая лучшая шовная лента не соответствует нашим стандартам долговечности. В течение 10 лет мы искали решение этой проблемы со швом ленты на легких палатках. Теперь, в 2019 году, мы рады расширить наше новое водонепроницаемое покрытие Xtreme Shield, которое включает в себя точно прошитые и запечатанные на заводе швы. Эта конструкция шва намного более долговечна, чем традиционные проклеенные швы, и ее можно поддерживать в течение долгого времени, чтобы вы могли гарантировать, что ваши швы останутся водонепроницаемыми на протяжении всего срока службы вашей палатки.
Стоит ли зашивать палатку швом?
Самый простой ответ — да. Герметизация швов создаст водонепроницаемый барьер и продлит срок службы палатки. Если ваши швы были заклеены на заводе, это может быть непросто, поскольку остатки ленты могут помешать нанесению.
Если ваши швы прошиты и запломбированы на заводе, как в случае с серией MSR Hubba, но со временем из-за износа участки стали протекать, герметизация швов сделать намного проще.
Вы зашиваете шов внутри или снаружи палатки?
Нанесите герметик на изнаночную / внутреннюю (или блестящую) сторону ткани.
Лучшие уплотнители швов палатки?
Мы работаем редукторами и протестировали ряд имеющихся герметиков для швов.