Составление карты технологического процесса — Энциклопедия по машиностроению XXL
Детальное проектирование. При детальном проектировании производится разработка технологического процесса термообработки путём составления карт технологического процесса на каждую деталь (табл. В) или общей ведомости на все термически обрабатываемые детали. Основой для разработки технологического процесса термообработки служит чертёж детали с указанием номера детали, наименования её, марки материала по ГОСТ или ведомственным ТУ, рода заготовки, чистого и чёрного веса, твёрдости поверхности в различных её местах и сердцевины, условий химико-термической обработки, а также допусков на коробление и др. [c.136]УКАЗАНИЯ ПО СОСТАВЛЕНИЮ КАРТ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ ДЕТАЛЕЙ [c.87]
Составление карты технологического процесса начинается с составления чертежа поковки и подбора заготовки по чертежу поковки.
Для ознакомления с составлением карт технологического процесса обработки деталей на токарных станках рассмотрим процессы обработки ступенчатого валика и нажимной гайки. [c.403]
Количество потребной производственной рабочей силы для окрашивания изделий определяется, исходя из заданной производственной программы изделий и норм трудозатрат на единицу изделия при принятом технологическом процессе окрашивания. Нормы трудозатрат на единицу изделия определяются по принятым удельным нормам трудозатрат на 1 обрабатываемой поверхности и проставляются при составлении карт технологического процесса.
Составление карты технологического процесса [c.94]
В процессе обработки детали должна быть соблюдена строгая последовательность операций, предусмотренная в картах технологического процесса. Исходными данными для составления карт технологического процесса являются чертеж детали с техническими условиями, которым должна удовлетворять деталь после обработки, а также сведения о количестве деталей, подлежащих изготовлению, оборудовании, режущем и контрольно-измери-тельном инструментах. [c.211]
[c.211]
Выше было показано значение и возможности применения технологических схем сборки. Поэтому наличие карт технологического процесса не является обязательным. В дополнение к схемам сборки для сборочных участков следует считать полезным составление типовых технологических инструкций, дающих указание по выполнению специальных операций, например, по посадке шарико-и роликоподшипников, гидравлическому испытанию, запрессовке деталей, посадке деталей путем охлаждения, балансировке, испытанию машин обкаткой и т. д.
Технологическую карту механической обработки применяют при составлении укрупненного технологического процесса на деталь. В этой карте отсутствует место для эскиза обработки, а также данные о режимах резания. Технологическую карту (форма № 3) используют в единичном и серийном производстве, а также при проектных работах.
При составлении схемы (карты) технологического процесса учитывают температурные интервалы нагревания лакокрасочных покрытий, а также дополнитель- ные требования, предъявляемые к ним (повышенная влажность, агрессивная среда и т. д.). Фосфатирование поверхности и грунтование применяют для покрытий, работающих при температурах не выше 200—250 °С (термостойкие покрытия). Термостойкие покрытия, как правило, наносят на металлическую поверхность, очищенную механическим способом, без предварительного грунтования. При получении термостойких покрытий, работающих в помещении, обычно наносят не более двух-трех слоев лакокрасочных материалов. В этом
д.). Фосфатирование поверхности и грунтование применяют для покрытий, работающих при температурах не выше 200—250 °С (термостойкие покрытия). Термостойкие покрытия, как правило, наносят на металлическую поверхность, очищенную механическим способом, без предварительного грунтования. При получении термостойких покрытий, работающих в помещении, обычно наносят не более двух-трех слоев лакокрасочных материалов. В этом
Технологическую карту механической обработки применяют при составлении укрупненного технологического процесса и при проектных работах. В этой карте отсутствуют эскизы по отдельным переходам, а также данные о режимах резания. Для различных производственных условий применяются различные формы карт. В табл. 10 приведена технологическая карта механической обработки штуцера (рис. 115). [c.211]
Сокращенное наименование операций, употребляемое при составлении маршрутной карты технологического процесса, выражается именем прилагательным, производным от вида оборудования, или именем существительным, соответствующим наименованию вида обработки, например токарная , металлизация и т.
Обработка результатов опыта и составление отчета. Отчет о проделанной работе должен содержать 1) цель работы 2) задание 3) необходимое оборудование, инструмент и материалы 4) карту технологического процесса 5) необходимые эскизы. [c.164]
При передаче комплекта документов на микрофильмирование или с одного предприятия (организации) на другое обязательным является составление ведомости технологических документов согласно ГОСТ 3.1106—74. Порядок и последовательность записи обозначений деталей и сборочных единиц производят по ГОСТ 2.108—68. Наименования видов технологических документов записывают по ГОСТ 3.1102—74 в последовательности, указанной в маршрутной карте или карте технологического процесса. При этом обязательны для применения в документациях всех видов термины согласно ГОСТ 3.1109—73.
Рассмотренные методы вызывают большой интерес и позволяют глубоко овладеть чтением чертежа. Каждый метод, взятый отдельно, не решает поставленной задачи до конца, но вместе взятые они могут составлять некоторую методику для целеустремленного чтения чертежа.
Для серийного и массового производства технологические процессы изготовления отдельных деталей разрабатываются подробно, с освещением всех указанных факторов и составлением технологических карт, в которых фиксируются все необходимые сведения по вышеперечисленным вопросам.
Следует отметить тенденцию к механизации и автоматизации статистического управления качеством изделий. Созданы средства, которые вычисляют статистические характеристики х, R, s и др. Это облегчает нанесение точек на контрольную карту. Создают устройства, которые позволяют обходиться без составления контрольных карт, так как контроль в них осуществляется автоматически и автоматически подается команда на регулирование технологического процесса. Для управления качеством продукции все шире применяют ЭВМ. [c.100]
После того как основные положения машинного технологического процесса разработаны и намечена принципиальная технологическая схема проектируемой машины, составляется технологическая карта машинного процесса. Затем переходят к завершающей стадии подготовительного этапа — к составлению технического задания на проектируемую машину.
Технологический процесс производства разрабатывается технологом, в обязанности которого входит составление единой технологической карты на каждую деталь. [c.36]
[c.36]
В последние годы наметилась тенденция механизации и автоматизации статистического регулирования технологических процессов. Создаются специальные приборы, которые по результатам отдельных измерений контролируемых параметров вычисляют медианы, средние квадратические отклонения, размахи и т. п. Такие приборы облегчают нанесение точек на контрольную карту или даже автоматизируют ее составление. При этом решение о подналадке оборудования принимается оператором на основе контрольной карты.
Дальнейшее развитие техники приводит к созданию полных автоматов, которые уже обходятся без составления контрольной карты и не требуют участия операторов в решении вопроса о необходимости подналадки оборудования. В этом случае автоматически осуществляется контроль качества и выдаются команды на регулировку технологического процесса. [c.11]
Отработкой конструкции на технологичность занимается весьма обширная и ответственная служба, возглавляемая главным технологом завода.
Производственная программа называется точной, когда номенклатура всех подлежащих изготовлению изделий и их деталей (включая сюда и запасные части) точно установлена и обеспечена рабочими чертежами, спецификациями и техническими условиями.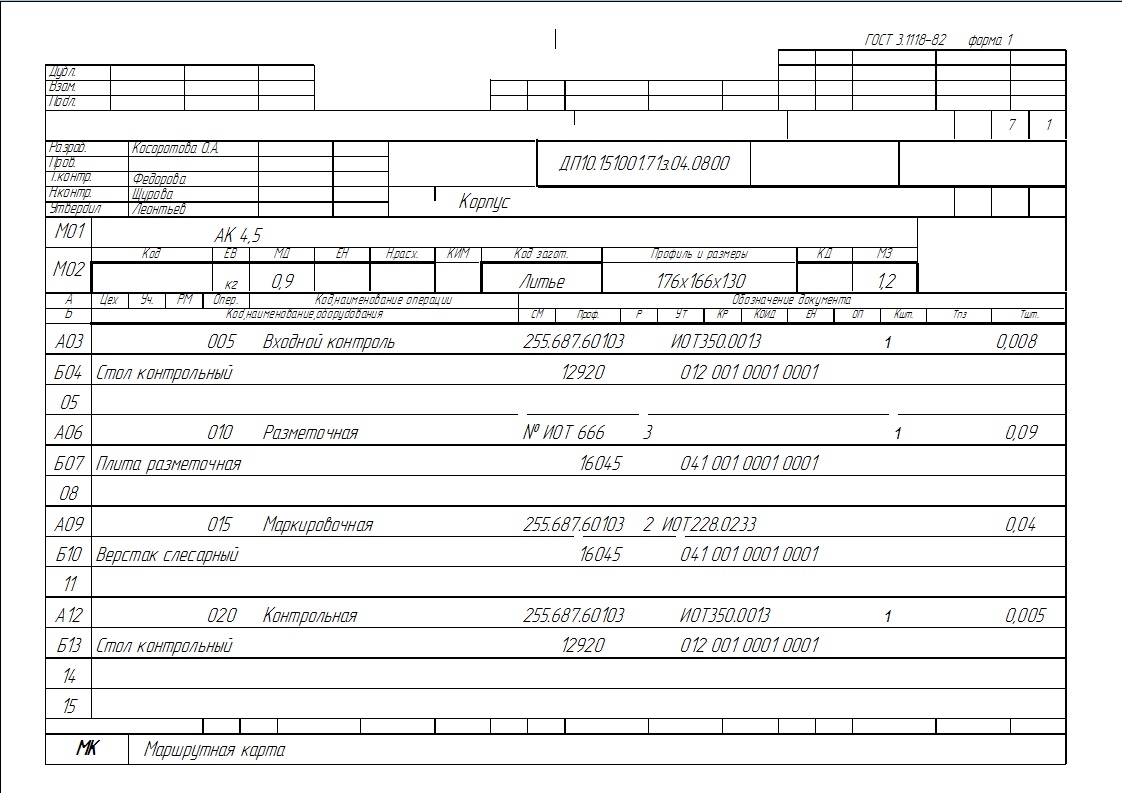 Проектирование по точной программе с подробной разработкой технологических процессов изготовления каждой детали и сборки машин, с составлением подетальных и сборочных технологических карт целесообразно для цехов массового и крупносерийного производства. При проектировании цехов мелко- и среднесерийного производства подробная разработка технологических процессов выполняется только для основных и наиболее характерных и сложных деталей и машин. Для прочих деталей и машин составляются операционные ведомости, намечающие общий ход (маршрут) технологических процессов обработки и сборки.
[c.192]
Проектирование по точной программе с подробной разработкой технологических процессов изготовления каждой детали и сборки машин, с составлением подетальных и сборочных технологических карт целесообразно для цехов массового и крупносерийного производства. При проектировании цехов мелко- и среднесерийного производства подробная разработка технологических процессов выполняется только для основных и наиболее характерных и сложных деталей и машин. Для прочих деталей и машин составляются операционные ведомости, намечающие общий ход (маршрут) технологических процессов обработки и сборки.
[c.192]
При проектировании сборочных цехов серийного производства по приведённой программе технологические процессы сборки с составлением технологических карт разрабатывают тольк>о для расчётных машин, а для остальных составляют операционные ведомости, намечающие общий ход технологического процесса с определением затраты времени по коэфициентам приведения. [c.193]
Для составления технологической схемы и технологической карты прежде всего расчленяют весь технологический процесс на элементы операций так, чтобы каждый отдельный элемент операции в машине выполнял один рабочий орган, т.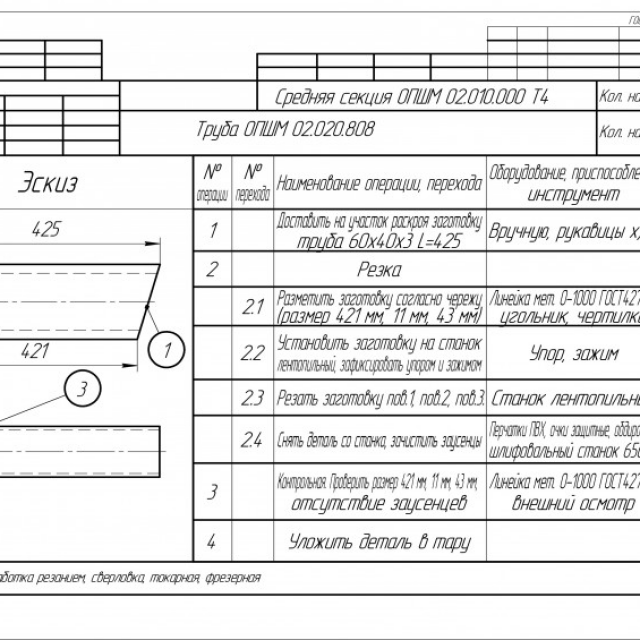 е. чтобы расчленение технологического процесса было увязано с механикой машины. После этого выполняются отдельные схемы (кадры) взаимного расположения обрабатываемого объекта или перерабатываемого продукта и рабочих органов во время их взаимодействия, как это представляется в натуре.
[c.7]
е. чтобы расчленение технологического процесса было увязано с механикой машины. После этого выполняются отдельные схемы (кадры) взаимного расположения обрабатываемого объекта или перерабатываемого продукта и рабочих органов во время их взаимодействия, как это представляется в натуре.
[c.7]
Составление технологической карты. Технологическая карта для обработки деталей на фрезерных станках с цифровым программным управлением имеет вид таблицы, содержащей все сведения, необходимые для изготовления программы. Форма этой карты и ее содержание несколько изменяется в зависимости от системы управления станка, для которого проектируется процесс, но имеется и ряд общих для всех систем положений. [c.286]
Организация работы технологического транспорта полностью подчинена требованиям общей схемы технологического процесса и ее разрабатывают при составлении технологических карт на строительно-монтажные или заготовительные работы.
[c. 24]
24]
Штамповка осаживанием в открытых штаммах. Выбор линии разъема, составление эпюры диаметров и сечений, определение размеров расчетной и исходной заготовки, составление чертежа поковки, определение напусков, проектирование ручьев, выбор радиусов закруглений, соотношения размеров предварительного и окончательного ручьев, конструирование замков, литниковых канавок и выемок под клещевину (при необходимости), составление карты технологического процесса производятся так же, как и при штамповке на молотах (см. гл. III). Припуски иа механическую обработку и допуски на размер, штамповочные уклоны и профиль облойной каиавки, основные размеры ручьев отличаются от принятых при штамповке на молотах. [c.183]
Для составления карты технологического процесса на обработку валика насоса из стали марки 20Х (ав=65 кГ1мм при годовой программе 5000 шт., а с учетом запасных частей 5200 шт.) принимаем количество деталей в партии 220 шт. и, учитывая конфигурацию детали (с малым перепадом ступеней), выбираем заготовку из проката. При выбранном припуске 1,5 мм на сторону на наибольший диаметр 25 мм получим диаметр прутка 28 мм.
[c.403]
При выбранном припуске 1,5 мм на сторону на наибольший диаметр 25 мм получим диаметр прутка 28 мм.
[c.403]
Проведение (получение) консультаций по разрабатываемому технологическому процессу. 5. Поиск и анализ технической информации. 6. Продумывание (подготовка) технологических и других решений. 7. Технологическая отработка (согласование) конструкторской документации. 8. Разработка карты технологического процесса. 9. Доработка технологического процесса. 10. Расчет (проверка) режимов резайия, норм времени, расхода материала. 11. Выполнение эскизов. 12. Копирование чертежа и текста (выдача и получение заказов). 13. Составление заданий на проектирование оснастки. 14. Нор-мализационный контроль технологической документации. [c.63]
Единых для всех кузнечно-прессовых цехов стандартных форм или бланков технологической карты пока не существует. Это объясняется тем, что на каждом заводе условия работы, состав оборудования, типы поковок, объемы производства и ряд других факторов различны. Однако карта технологического процесса, составленная для кузнечного цеха любого завода, должна дать полное и ясное представление о пбрядке и последовательности выполнения операций и переходов ковки, нагревов и подогревов, норм расхода материалов, использования отходов и т. п.
[c.153]
Однако карта технологического процесса, составленная для кузнечного цеха любого завода, должна дать полное и ясное представление о пбрядке и последовательности выполнения операций и переходов ковки, нагревов и подогревов, норм расхода материалов, использования отходов и т. п.
[c.153]
Единых форм технологических карт не существует, что объясняется различным техническим уровнем кузнечных цехов, разнородностью изготовляемых поковок,различной степенью серийности и рядом других причин. В качестве примеров в статье прйведены 1) по дробная технологическая карта для изделий, изготовляемых из слитков (табл. 37) при недостатке места на одном листе применяются вкладные листы 2) сокращённая технологическая карта (поковочная карта) для изделий, изготовляемых из слитков согласноимеющейся общей инструкции или по установленному типовому технологическому процессу, а также для поковок простой конфигурации и вообще поковок, для которых составление подробной карты по тем или другим причинам нерационально (табл. 38) 3) сокращённая технологическая карта (поковочная карта) для изделий, изготовляемых из кованой или катаной заготовки (табл. 39).
[c.337]
38) 3) сокращённая технологическая карта (поковочная карта) для изделий, изготовляемых из кованой или катаной заготовки (табл. 39).
[c.337]
Многолетний опыт разработки технологических процессов на погрузочно-разгрузочные, транспортные и складские работы показал, что без подробного описания элементов этих работ, их нормирования и регламентации безопасных условий производства нельзя достичь значительных результатов и внедрить прогрессивные технологические процессы. Поэтому в отличие от существующих методик, которые не в полном объеме отвечают требованиям составления и внедрения технологических процессов погрузочно-разгрузочных, транспортных и складских работ, специалистами завода были разработаны описанные выше формы технологической документации. Одним из основных направлений в описанной технологической документации является разработка как типовых, так и операционных карт на все виды ПРТСР. [c.305]
Этап П. Разр Выбор последовательности обработки детали аботка маршрутн Типовые и групповые технологические процессы вй технологии обр Сводная карта маршрута операционные эскизы аботки детали иа станке с ЧПУ Составление и согласование маршрута обработки детали выделение поверхностей, обрабатываемых на станках с ЧПУ определение зон обработки выбор последовательности выполнения операций составление операционного эскиза
[c.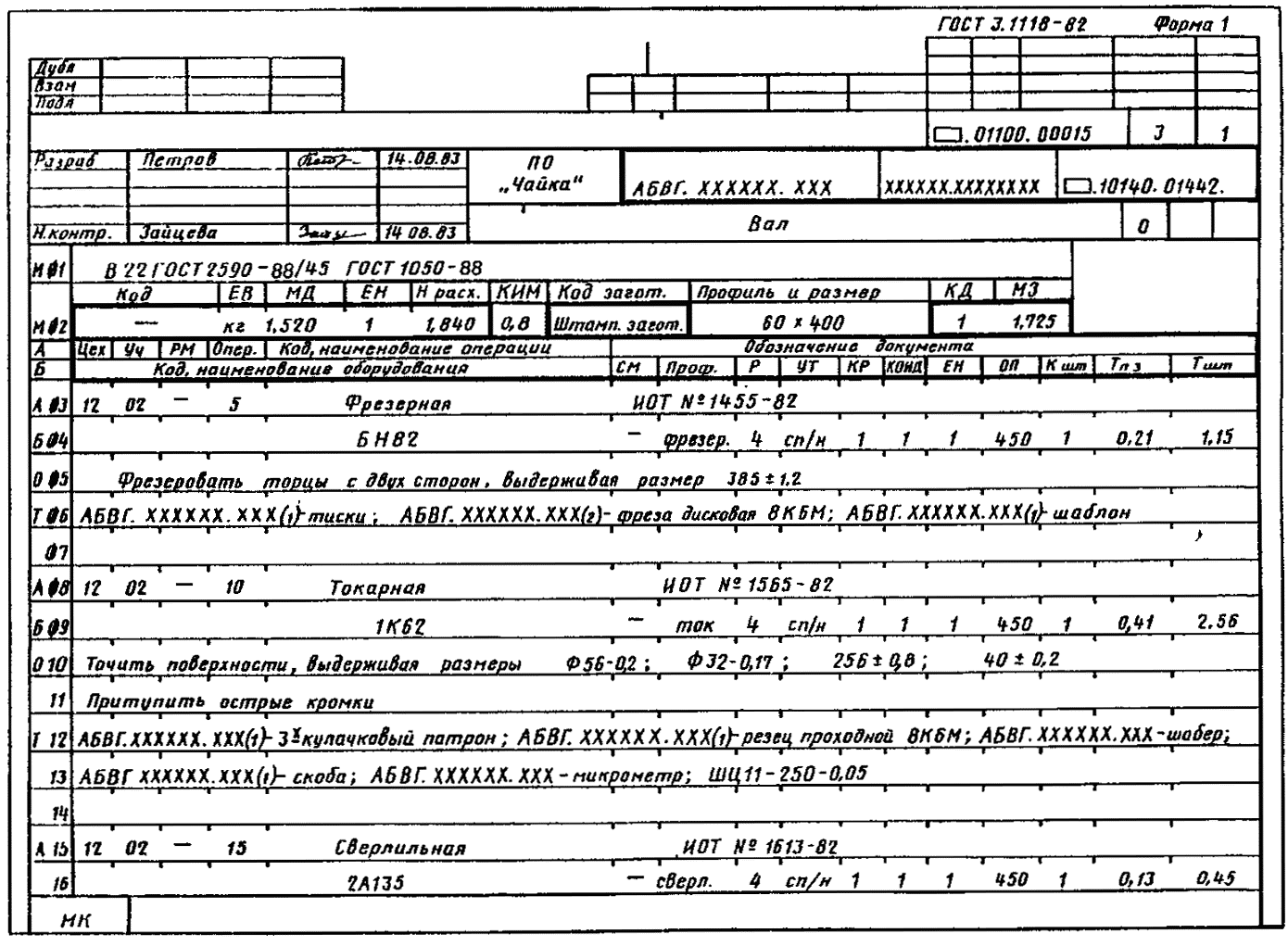 803]
803]
Технологическая подготовка производства включает в себя планирование технологической подготовки производства изделий (с применением сетевых и других методов) составление карт тёхнологической подготовки производства деталей, узлов, перспективных планов разработки прогрессивных технологических процессов внедрение системы единой технологической документации механизацию разработки технологических процессов изготовления основной продукции расчет экономической эффективности разработанного технологического процесса механизацию разработки маршрутной технологии на изделия, узлы и детали с выдачей маршрутно-операционных карт, ведомости закрепления деталей и узлов за цехами-изготовителями и комплектовочных карт проектирование технологической оснастки с выдачей чертежно-технической документации и спецификации составление перечней приспособлений, пресс-форм, штампов, инструмента, необходимых для производства изделия расчет параметров оригинального инструмента составление спецификаций на инструмент, оснастку, нестандартное оборудование, комплектующие изделия механизацию разработки технологических процессов изготовления оснастки расчет экономической эффективности разработанного технологического процесса изготовления оснастки. [c.48]
[c.48]
Настройка автоматов — комплексный процесс и включает разработку технологии изготовления детали на автомате, составление расчетно-технологической карты наладки, выбор инструментов, нормальной сиециальной оснастки. Процесс [c.143]
Тепловая труба состоит из пяти основных частей, как это показано на рис. III.1, а именно корпуса, фитиля, торцевой крышки, заливной трубки и теплоносителя. Выбор теплоносителя, материала и определение размеров составных частей тепловой трубы достаточно подробно были обсуждены в ч. I и ч. II. В настояшей части описывается методика изготовления тепловых труб. На рис. III.2 схематически представлена карта последовательности основных технологических процессов изготовления тепловой трубы, составленная на основе материалов, опубликованных Эдельстейном и Хаслеттом [14]. Главными этапами изготовления, как можно видеть из этого рисунка, являются изготовление деталей, промывка и очистка, сборка и сварка, откачка и заливка, заварка заливной трубы и приемные испытания. Все эти этапы являются предметом описания гл. 8.
[c.165]
Все эти этапы являются предметом описания гл. 8.
[c.165]
Карта технологического процесса
Таблица 10 – Карта технологического процесса ремонта полюсов тягового двигателя
Наименование операции | Технические условия или требования | Технологич. оснастка, инструмент | Профессия исполни-теля | Разряд работы | Норма време-ни, мин. | Кол-во рабочих |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Произвести осмотр сопротивления изоляции кронштейнов щеткодержателей | Измеренное
мегаомметром, должно быть не менее
100 Мом. | Переносная лампа | Слесарь | 4 | 15 | 1 |
Осмотреть гребенки кранштейна | При повреждении не более 20% площади резьбы гребенки кронштейна разрешается гребенку восстанавливать расчисткой впадин. Корпус кронштейна окрасить электроэмалью. | Щетки, электроэмаль | Слесарь | 4 | 20 | 1 |
Осмотреть изоляторы кронштейнов | Изоляторы
кронштейнов с трещинами,сколотыми
краями, поврежденной глазурью заменить. | Переносная лампа, Щетки | Слесарь | 4 | 15 | 1 |
 (пониженное сопротивление
изоляции, просущить до получения
сопротивления указанной величины)Кронштейны
с пробегом изоляции, ослабленными
пальцами, а также с трещинами, излом
корпуса или повреждением резьбовых
отверстий отремонтировать или
заменить.
(пониженное сопротивление
изоляции, просущить до получения
сопротивления указанной величины)Кронштейны
с пробегом изоляции, ослабленными
пальцами, а также с трещинами, излом
корпуса или повреждением резьбовых
отверстий отремонтировать или
заменить. Разрешается оставлять изоляторы,имеющие
точечные повреждения глазури от
воздействия брызг расплавленного
металла.
Разрешается оставлять изоляторы,имеющие
точечные повреждения глазури от
воздействия брызг расплавленного
металла.Продолжение таблицы 10
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Проверить состояние шпилек для крепления щеткодержателей | Шпилька
с сорванной и смятой резьбой
заменить. | Набор ключей. | Слесарь | 4 | 10 | 1 |
Осмотреть пальцы кронштейна | Ремонтировать по утвержденной технологии.Пальцы кронштейна из песочного материала АГ-4 очистить шлифовкой, нагреть до 79 градусов и пропитать лаком ГФ-95 или ФЛ-98 с запеканием лаковой пленки в печи при температуре 120-130 градусов С в течении 5 часов | Наждачная бумага, щетки, печь, лаковая пленка, индукционный нагреватель | Слесарь | 5 | 310 | 2 |
Проверить пальцы конштейна после ремонта | Проверку
пальцев кронштейна после ремонта
испытать на электрическую прочность
изоляции напряжение, установленное
для проверки отремонтированной
электрической машины после капитального
ремонта. | Напряжение 250 В, постоянного тока | Слесарь | 5 | 30 | 1 |
 Проверить резьбу для крепления
перемычек траверс
Проверить резьбу для крепления
перемычек траверс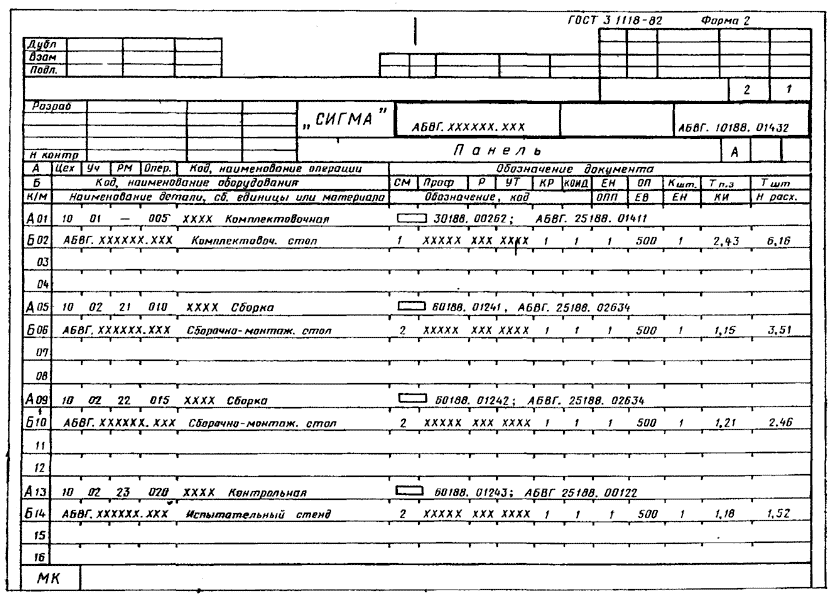
Продолжение таблицы 10
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Проверить щеткодержатели | Щеткодержатели
разобрать, все детали их очистить от
загрязнений и проверить. | Щетка, наждачная бумага, штангенциркуль, глубиномер, щуп | Слесарь | 4 | 15 | 1 |
Проверить гнёзда для щеток | Имеющие
заусенцы, местные износы или
непараллельность относительно
поверхности гребенки, восстановить
опиловкой с последующим доверием
размеров до установленных нормами
допусков и износов. Разрешается
восстанавливать изношенные гнезда
гальваническим способом с последующей
протяжкой,а так же обжатием на
специальном приспособлении по калибру. | Штангенциркуль, глубиномер, щуп, напильник, калибры. | Слесарь | 4 | 20 | 1 |
Проверим оси в местах посадки | Оси в местах посадки в корпус щеткодержателя не должны иметь выработку более 0.5 мм. Диаметр отверстий под шплинты должен соответствовать диаметру отверстий в корпусе. В противном случае ось заменить. | Штангенциркуль, глубиномер, щуп. | Слесарь | 4 | 10 | 1 |
 Корпус
щеткодержателя очистить от
оплавлений.Детали с трещинами и
другими дефектами или изношенные
более,чем это допускается нормами
допусков и износов восстановить или
заменить исправным.
Корпус
щеткодержателя очистить от
оплавлений.Детали с трещинами и
другими дефектами или изношенные
более,чем это допускается нормами
допусков и износов восстановить или
заменить исправным.
Продолжение таблицы 10
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Проверить состояние шунтов и креплений | Проверяем состояние шунтов и креплений их наконечников к контактным планкам и плоским пружинам. Разрешается оставлять гибкие шунты с обрывом не более 10% жил при отсутствии следов их перегрева. Контактную планку шунта в месте соприкосновения со щеткой запилить. При износе более 10% толщины контактной планки заменить ее. | Штангенциркуль, глубиномер, щуп | Слесарь | 4 | 10 | 1 |
Урок 03. основные виды технологических карт — Технология (девочки) — 7 класс
Ключевые слова:
Технологическая документация, операционная технологическая карта, общая
или маршрутная технологическая карта, карта типового технологического
процесса.
Основные понятия:
— Технологической документацией — это комплект текстовых и графических документов, которые
устанавливают чёткие правила и требования для выполнения технологического процесса производства.
— Операционная технологическая карта — это документ, в котором представлена одна производственная операция. В ней показано, что нужно делать, из чего и с помощью чего делать, чем контролировать.
— Общая или маршрутная технологическая карта является документом, содержащим последовательность прохождения обрабатываемого объекта по цехам и описание всех операций, без выделения для каждой
из них отдельного документа.
— Цикловая технологическая карта — это документ, на котором должны быть представлены все
операции, выполняемые одним рабочим или в одном цехе предприятия.
— Карта типового технологического процесса является документом, содержащим сведения о средствах
технологического оснащения и материальных нормативах для изготовления группы стандартных деталей и сборочных единиц.
Пояснения:
Технологическая карта является основным технологическим документом.
Основными видами технологических карт являются: операционная технологическая карта, общая или маршрутная технологическая карта, цикловая технологическая карта и карта типового технологического процесса.
Единая система технологической документации (ЕСТД) представляет собой комплекс стандартов, в которых устанавливаются обязательные для всех предприятий правила и требования по разработки, оформлению и комплектации технологической документации.
В каждой технологической карте указываются: название операции, схема установки и обработки изделия, применяемые инструменты и приспособления, станки, режим работы (скорость, температурный режим и т. д.), продолжительность обработки, стоимость каждой операции, специальность и разряд рабочего.
К текстовым технологическим документам относятся инструкции, материальные ведомости, ведомости оснастки, описания и другие документы, содержащие сплошной текст, а также табличные документы (технологические карты, ведомости и т. п.).
Литература: — Технология. 7 класс : учеб. для общеобразоват. организаций / [В. М. Казакевич, Г. В. Пичугина,
Г. Ю. Семенова и др.]; под ред. В. М. Казакевича. — М.: Просвещение, 2017.
Краткие теоретические сведения. Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы согласно ГОСТЗЛ118-82 (Формы и правила оформления маршрутных карт).
Маршрутная карта — это документ, предназначенный для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций.
При операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах
К заполнению граф технологических документов предъявляются следующие требования:
1. Каждая строка мысленно делится по горизонтали пополам и
информацию записывают в нижней ее части, оставляя верхнюю часть
свободной для внесения изменений.
2. Для граф, выделенных утолщенными линиями, существует
три варианта заполнения:
а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
б) информация записывается в раскодированном виде;
в) информация дается в виде кодов с их расшифровкой;
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае.
В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов для типов строк в зависимости от размещаемого состава информации, в графах маршрутной карты следует выполнять в соответствии с табл. 1.1.
При заполнении информации на строках, имеющих служебный символ “О”, следует руководствоваться требованиями, которые устанавливают правила записи операций и переходов.
При операционном описании технологического процесса на
маршрутной карте номер перехода следует проставлять в начале строки.
При заполнении информации на строках, имеющих служебный символ «Т», следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки.
Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности:
1) приспособления;
2) вспомогательный инструмент;
3) режущий инструмент;
4) слесарно-монтажный инструмент;
5) специальный инструмент;
6) средства измерения.
Разделение информации по каждому средству технологической
оснастки следует выполнять через знак «;» .Сведения, вносимые в отдельные графы и строки маршрутной карты, выбираются из табл. 1.2. Для удобства поиска соответствующих граф карты номера пунктов таблицы
продублированы выносными линиями на полях рис. 1
Таблица 1.1 Сведения, вносимые в графы, расположенные
на строке маршрутной карты
| Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
| А | Номер цеха, участка, рабочего места, где выполняется операция; код и наименование операции |
| Б | Код, наименование оборудования и информация по трудозатратам |
| К | Информация о комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
| М | Информация о применяемом основном материале и исходной заготовке, о применяемых исходных и комплектующих материалах, кодах единицы величины, единицы нормирования, количестве на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| Р | Информация о режимах обработки |
Примечание: согласно ГОСТ 3.1118-82 литеры «А»,«Б»,«К», применяются только при заполнении форм с горизонтальным расположением поля подшивки), при «вертикальном расположением поля подшивки используются литеры «В»,«Г»,«Д»,«Е», «Л», «Н». Значение которых в данных методических указаниях не рассматривается.
Таблица 1.2 Сведения, вносимые в графы и строки маршрутной карты
| Номер пункта поиска | Наименование (условное обозначение графы) | Служебный символ | Содержание информации |
Продолжение таблицы 1.2
| — | — | Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу | |||
| — | — | Обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому класси-фикатору | |||
| — | — | Код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору | |||
| — | — | Обозначение документа по ГОСТ 3.1201-85 (Система обозначения технологической документации)* | |||
| — | — | Общее количество листов документа | |||
| — | — | Порядковый номер листа документа | |||
| — | — | Литера, присвоенная технологическому документу. При дипломном проектировании записывать «ДП’\при курсовом — «КП» Практичская работа – «ПР» | |||
| — | — | Графа для особых указаний | |||
| Обозначение документа | А | Обозначение документов, применяемых при выполнении данной операции, например, ИОТ- инструкция по охране труда | |||
| Тшт | Б | Норма штучного времени на операцию, мин. | |||
| Тпз | Б | Норма подготовительно-заключительного времени на операцию, мин | |||
| Кшт | Б | Коэффициент штучного времени при много-станочном обслуживании, зависящий от количества обслуживаемых станков: | |||
| Кол. станков ков | |||||
| К шт. | 0,65 | 0,48 | 0,39 | 0,35 | |
| ОП | Б | Объем производственной партии, штуки | |||
| ЕН | М02,Б,К,М | Единица нормирования, на которую установлена норма расхода материала, или норма времени, например, 1,10,100 | |||
| КОИД | Б | Количество одновременно обрабатываемых заготовок при выполнении одной операции | |
| КР | Б | Количество исполнителей, занятых при выполнении операции | |
| УТ | Б | Код условий труда; Включает в себя цифру — условия труда: 1 — нормальные; 2 — тяжелые и вредные; 3 — особо тяжелые, особо вредные; и букву, указывающую вид нормы времени: Р — аналитически-расчётная; И — аналитически-исследовательская; X — хронометражная; О — опытно-статистическая | |
| Р | Б | Разряд работы, необходимый для выполнения операции. Код включает три цифры: первая — разряд работы по тарифно-квалификационному справочнику, две следующие – код формы и системы оплаты труда: 10 — сдельная форма оплаты труда; 11 — сдельная система оплаты труда прямая; 12 — сдельная система оплаты труда премиальная; 13 — сдельная система оплаты труда прогрессивная; 20 — повременная форма оплаты труда; 21 — повременная система оплаты труда простая; 22 — повременная система оплаты труда премиальная | |
| ПРОФ | Б | Код профессии согласно классификатору | |
| СМ | Б | Код степени механизации труда. Указывается цифрой: 1 — наблюдение за работой автоматов; 2 — работа с помощью машин и автоматов; 3 — вручную при машинах и автоматах: 4 — вручную без машин и автоматов; 5 — вручную при наладке машин | |
| Код, наименование оборудования | Б | Код оборудования. Включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Низшая группировка в курсовом проекте условно указывается знаком «ХХХХ» |
Продолжение таблицы 1.2
Продолжение таблицы 1.2
| Код, наименование операции | А | Код операции согласно классификатору технологических операций. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляется код 4103″. После кода операции записывается её наименование | |
| Цех | А | Номер цеха, в котором выполняется операция | |
| Уч | А | Номер участка | |
| РМ | А | Номер рабочего места (В курсовом проекте позиции 23, 24, 25 заполняются условно кодом «ХХ») | |
| Опер | А | Номер операции в технологической последова-тельности изготовления, контроля и перемеще-ния. Рекомендуемая нумерация операций: 000,005,010 и т.д. | |
| Код | М02 | Код материала. Графа не заполняется, ставится прочерк | |
| ЕВ | М02, К,М | Код единицы величины — массы, длины, площади и т. п. детали или заготовки. Для массы, указанной в «кг» — код 166; в «г» — 163; в «т»-168. Допускается вместо кода указывать единицы измерения величины | |
| МД | М02 | Масса детали по конструкторскому документу | |
| ЕН | М02,Б, К,М | Единица нормирования, на которую установлена норма расхода материала или норма времени, например, 1, 10,100 | |
| Нрасх | MО2,КМ | Норма расхода материала | |
| КИМ | М02 | Коэффициент использования материала | |
| Код заготовки | М02 | Код заготовки по классификатору (табл. 6). Допускается указывать вид заготовки (отливка, прокат, штамповка и т.д.) | |
| — | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/», например, Лист БОН-2,5x1000x2500 ГОСТ 19903-74/Ш-1У В ст.З ГОСТ 14637-79 | |
Продолжение таблицы 1.2
| Профиль и размеры | М02 | Обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину, например, 20x50x300, Ǿ 35. Профиль допускается не указывать | |
| КД | М02 | Количество деталей, изготавливаемых из одной заготовки | |
| М3 | М02 | Масса заготовки |
Порядок выполнения
1. Описать назначение маршрутной карты.
2. Привести таблицу с примером заполнения блоков информации.
3. Заполнить маршрутную карту на примере процесса подкатки и выкатки тележек локомотива (Допускается оформление маршрутной карты на любую другую тему, связанную с ремонтной тематикой, железнодорожного транспорта, выданную преподавателем).
Примечание: Маршрутную карту выполнять на бланке по форме 2.
При описании процесса необходимо учитывать требования нормативно – технической документации, предъявляемые к конкретному технологическому процессу.
Содержание отчета
1. Поясните сущность и предназначение маршрутных карт.
2. Поясните очерёдность заполнения карт и способы внесения информации
3. Укажите значения основных применяемых литер.
4. Сведения, вносимые в графы и строки маршрутной карты
5. Выводы.
Контрольные вопросы
1. Какая информация вносится в строку под литерой «А»?
2. Какая информация вносится в графу «Ев»?
3. В какой последовательности вносится информация о применяемой технологической оснастке?
4. Каким образом обозначается информация о применяемом технологическом оборудовании?
5. Является ли обязательной простановка служебных символов для условного выражения состава информации, размещаемой в графах маршрутной карты?
Рис. 1 Пример заполнения маршрутной карты.
Технологическая карта — это… Что такое Технологическая карта?
Технологическая карта – документ, содержащий описание всего технологического процесса с указанием операций и их составных частей, материалов, производственного оборудования, технологических режимов, времени и квалификации работников.
[Райзберг Б. А., Лозовский Л. Ш., Стародубцева Е. Б.. Современный экономический словарь. — 2-е изд., испр. М.: ИНФРА-М. 479 с.. 1999.]
Технологическая карта (ТК) – организационно-технологический документ, разрабатываемый для выполнения технологического процесса и определяющий состав операций и средств механизации, требования к качеству, трудоемкость, ресурсы и мероприятия по безопасности.
[МДС 12-29.2006]
Рубрика термина: Технологии
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. — Калининград. Под редакцией Ложкина В.П.. 2015-2016.
гост 3.1403-85 межгосударственный стандарт единая система технологической
ГОСТ 3.1403-85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА
ОФОРМЛЕНИЯ ДОКУМЕНТОВ
НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
И ОПЕРАЦИИ КОВКИ И ШТАМПОВКИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ОПЕРАЦИИ КОВКИ И ШТАМПОВКИ Unified system for technological documentation. Forms and rules of making documents on technological processes and operations of forging and stamping | ГОСТ 3.1403-85 |
Дата введения 01.01.87
Настоящий стандарт устанавливает виды и комплектность документов, применяемых при разработке и оформлении комплектов документов на технологические процессы ковки и штамповки, а также формы и правила оформления технологических документов.
1.1. Виды и назначение технологических документов (далее — документов), разрабатываемых с применением различных методов проектирования на технологические процессы (далее — процессы) ковки и штамповки, приведены в табл. 1.
Таблица 1
Условное обозначение вида документа по ГОСТ 3.1102 | Обозначение формы | Применение документа на стадии | Указание по применению | ||
предварительного проекта | опытного образца (опытной партии) | серийного (массового) производства | |||
КТП | 1, 1а, 2, 2а | Выполняет функции двух документов. В качестве карты технологического процесса (КТП) следует применять при разработке ЕТП ковки и горячей штамповки. В качестве карты технологической информации (КТП/КТИ) следует применять при разработке ТТП (ГТП) ковки и горячей штамповки дополнительно к карте типового (группового) технологического процесса (КТТП) взамен ведомости деталей к типовому (групповому) технологическому процессу (операции) (ВТП) для указания переменных данных по детали одного обозначения с привязкой к выполняемым операциям | |||
МК по ГОСТ 3.1118 | 1, 1а, 1б, 3, 3б, 5, 5а | Допускается применять взамен отдельных видов документов Выполняет функцию КТП (МК/КТП). Применяется при разработке ЕТП холодной штамповки Выполняет функцию КТТП (МК/КТТП). Применяется при разработке ТТП (ГТП) ковки и штамповки. В этом случае графы по трудовому нормированию не заполняют | |||
2, 1б, 4, 3б, 6, 5а | |||||
1, 1а, 1б, 3, 3б, 5, 5а | Выполняет функцию КТИ (МК/КТИ). Применяется при разработке ТТП (ГТП) холодной штамповки | ||||
2, 1б, 4, 3б, 6, 5а | Выполняет функцию карты типовой (групповой) операции (МК/КТО). Применяется при разработке типовой операции холодной штамповки для указания последовательности выполнения переходов и общих данных о средствах технологического оснащения. В этом случае в документе не указывают информацию по трудовому нормированию | ||||
МК | 2, 1б, 4, 3б, 6, 5а | Выполняет функцию операционной карты (МК/ОК). Применяется при описании технологической операции холодной штамповки с указанием последовательного выполнения переходов, данных о средствах технологического оснащения и трудовых затратах. В этом случае в графы Тп.з., Тшт. следует вносить информацию То, Тв | |||
КТТП по ГОСТ 3.1121 | 1 и 1а | гост 3.1404-86 межгосударственный стандарт единая система технологической документации формы и правила оформления документов на технологические процессы и операции обработки резанием ипк издательство стандартов »Читайте также Популярные документы | |||
| Пошаговое руководство по созданию карты процесса
Планируете новую стратегию? Хотите повысить уровень удовлетворенности клиентов? Хотите узнать, почему некоторые из ваших проектов терпят неудачу?
Отображение процессов — это первый шаг к тому, чтобы выяснить, как и почему нужно ответить на эти вопросы.
В этом руководстве по отображению процессов мы покажем вам;
Что такое карта процесса?
Карта процесса наглядно показывает этапы рабочего действия и людей, участвующих в выполнении каждого этапа.
При отображении процесса вы просто рисуете рамку для каждого шага и соединяете их стрелками, чтобы показать поток. Вы можете использовать онлайн-инструмент, чтобы легко создать карту процесса. Базовая карта процесса будет выглядеть так:
Обозначения карты процессов
Каждый шаг процесса представлен фигурой на карте процесса. Эти фигуры также называются фигурами блок-схемы.
Существует около 30 стандартных форм, которые могут использовать при отображении процесса. Однако мы думаем, что большинству людей будет легче понять использование нескольких наиболее распространенных форм.
Полный набор форм карты / блок-схемы процесса находится внизу данного руководства.
Типы карт процессов
Ниже приведен список различных типов карт процессов с кратким описанием и указанием того, когда их можно использовать. Выберите тип карты процесса, наиболее подходящий для вашей цели.
Базовая блок-схема
Базовая блок-схема — это простая карта, визуализирующая шаги процесса, включая его входы и выходы.
Когда использовать:
- для планирования новых проектов
- для моделирования и документирования процесса
- для решения проблем
- , чтобы помочь командам лучше обмениваться идеями
- Для анализа и управления рабочими процессами
Как рисовать:
Вот окончательная блок-схема, которая поможет вам научиться их рисовать.
Карта процесса высокого уровня
Это также известно как карта цепочки создания стоимости или карта сверху вниз. Он показывает основные действия процесса. Он не содержит подробных сведений о точках принятия решений, цикле доработки, задействованных ролях и т. Д.
Когда использовать:
- для разработки и определения бизнес-процессов
- для определения ключевых шагов и ключевых деталей процесса
Как рисовать:
- перечислить самые основные шаги в процессе (не более 5-6 шагов)
- упорядочить их по горизонтали
- перечислить каждый подэтап (опять же, не более 5-6 шагов) под основными шагами
Подробная карта процесса
Блок-схема, показывающая развернутую версию процесса.Это означает, что все детали подпроцессов содержатся в этом типе карты.
Когда использовать:
- , чтобы предоставить все подробности (входы и выходы), относящиеся к этапу процесса
- для документирования точек принятия решения в процессе
Как рисовать:
- определить границы процесса
- что запускает процесс? Используйте SIPOC для идентификации входов процесса
- определите, что происходит сразу после каждого ввода (постоянно спрашивайте «что будет дальше?», Пока не дойдете до вывода).
Кросс-функциональная блок-схема
Блок-схема, которая показывает отношения между этапами процесса и ответственными за них функциональными единицами (командами / отделами) с плавательными дорожками.Это также известно как блок-схема развертывания.
Когда использовать:
- для определения ключевых ролей, ответственных за процесс, и того, как они соотносятся друг с другом
- , чтобы показать, как процесс проходит через границы компании
- для выявления потенциальных сбоев процесса, дублирования, задержек, переделок, чрезмерных проверок и т. Д.
Как рисовать:
- Собрать компетентную и актуальную кросс-функциональную команду
- Определите заинтересованные стороны
- перечислить заинтересованные стороны процесса (в зависимости от того, насколько они близки к потребителю процесса), начиная с потребителя процесса
- добавить дорожки для плавания, чтобы разделить столбцы между каждой заинтересованной стороной
- добавить шаги, выполняемые каждой заинтересованной стороной на своей соответствующей дорожке
- соедините ступени со стрелками, чтобы указать поток
SIPOC
SIPOC показывает ключевые элементы процесса, такие как поставщики, входы, процесс, выходы и клиенты.
Когда использовать:
- для определения ключевых элементов процесса перед составлением подробной карты
- для определения объема сложных процессов
- можно использовать на этапе измерения методологии DMAIC
Как рисовать:
- Нарисуйте таблицу из 5 столбцов для поставщиков, входов, процессов, выходов и клиентов
- Начните с отображения процесса в 5-6 шагов высокого уровня
- Определить выходы
- Определить клиентов
- Определить входы процесса
- Определите поставщиков каждого из исходных материалов
- Проверьте диаграмму SIPOC с руководителем проекта и другими заинтересованными сторонами
Карта потока создания ценности
Карты потока создания ценностивизуализируют поток материалов и информации, необходимых для доставки вашего продукта покупателю.
Когда использовать:
- для записи измерений входов и выходов этапов процесса
- для выявления отходов внутри и между процессами
- для документирования, анализа и улучшения потока информации и материалов
- для понимания процесса принятия решений и процесса
- , чтобы определить, на чем сосредоточить будущие проекты или подпроекты
Как рисовать:
Вот подробное руководство по отображению потоков создания ценности, чтобы научиться их рисовать.Обратите внимание, что карты потока создания ценности имеют другой набор форм, но принципы отображения процессов остаются теми же.
Как создать карту процесса | Шаги отображения процесса
Теперь, когда вы знаете, что такое символы отображения процессов и какие типы карт процессов существуют, готовы ли вы создать карту процессов? Вот шаги, которые вам нужно выполнить,
Шаг 1. Определите процесс, необходимый для сопоставления
Решите, с чего вы хотите начать. Это связано с неэффективным процессом? Важен ли процесс для вашей новой стратегии? Или процесс напрямую влияет на удовлетворенность клиентов?
И дайте ему имя.
Шаг 2: Соберите правильную команду
Вклад всех участников процесса необходим, чтобы убедиться, что вы охватываете все аспекты процесса при его отображении. Правильная команда должна включать тех, кто выполняет и управляет процессом и предоставляет исходные данные .
Шаг 3. Соберите всю необходимую информацию
- Где начинается и заканчивается процесс?
- Какие шаги между этими двумя точками?
- Каковы входы и выходы процесса?
- Кто чем занимается? Когда, где и как?
Шаг 4. Организуйте шаги в последовательном порядке
Попросите свою команду расположить каждый шаг в последовательном порядке от начала до конца.
Шаг 5. Постройте карту базового процесса
Нарисуйте карту процесса, которая показывает текущую карту. Помните о <передовых методах картирования процессов.>
Шаг 5. Проанализируйте карту, чтобы найти области для улучшения
Выявление неэффективности и узких мест в процессах. Какие шаги следует устранить? Где можно улучшить?
Шаг 6: Внедрение улучшений и их мониторинг
Сначала внедрите улучшения в меньшем масштабе.Если они работают лучше, вы можете применить их в большем масштабе. Следите за новым и улучшенным процессом, чтобы увидеть, как он работает и нуждается ли в дальнейшей оптимизации.
Рекомендации по отображению процессов
- Прежде чем определять шаги процесса, начните с определения начальной и конечной точек процесса. Это помогает с установкой пределов
- Сделайте ваши карты процессов максимально легкими и простыми для чтения и понимания любым в вашей компании
- Храните на карте только необходимую информацию.Не меньше или больше, чем необходимо для определения областей, требующих улучшений
- Во избежание путаницы убедитесь, что вы используете правильные символы карты процесса при рисовании.
- Включите всех ключевых заинтересованных лиц при составлении схемы процесса, чтобы не упустить важную информацию или шаги
- Используйте программное обеспечение для отображения бизнес-процессов, которое позволяет быстро рисовать, а также сотрудничать с вашей командой в режиме реального времени для повышения эффективности
Еще лучшие практики картирования процессов?
Преимущества отображения процессов
Поскольку вы уже читаете о картировании процессов, мы предполагаем, что вы знаете по крайней мере несколько преимуществ этого.Однако внимательно прочтите этот раздел, так как он поможет вам убедить других!
- Облегчает понимание процесса и обмен информацией между командами, заинтересованными сторонами или клиентами
- Служит полезным инструментом для тестирования сценариев и оценки возможных вариантов
- Может использоваться в качестве маркетингового инструмента, чтобы доказать вашим инвесторам или промышленным клиентам надежность ваших бизнес-процессов.
- Является требованием многих типов стандартов и сертификатов, таких как ISO 9000
- Делает документацию процесса более удобной для чтения
- Распространение информации о ролях и обязанностях тех, кто вовлечен
- Помогает выявлять недостатки в процессе и требовать улучшения
- Вспомогательные группы проводят мозговой штурм идей по улучшению или новым изменениям, которые помогут решить такие проблемы, как удержание сотрудников, снижение доходов и т. Д.
- Помогает снизить затраты, связанные с разработкой продуктов и услуг
- Повышение эффективности команды и удовлетворенности сотрудников
- Может использоваться как учебный материал для обучения новых сотрудников
- Помогает измерить эффективность рабочих процессов
Шаблоны карты процессов
Ниже приведены несколько шаблонов карт процессов, которые вы можете редактировать онлайн с помощью редактора Creately.
Шаблон 1
Щелкните шаблон, чтобы отредактировать его в Интернете
Шаблон 2
Шаблон 3
Хотите больше бесплатных редактируемых шаблонов карт процессов?
Символы отображения процесса (продолжение)
В дополнение к основным символам, которые мы обсуждали ранее, отображение процесса также использует следующие символы.
Обозначения процесса / операций
Разветвление и управление символами потока
Обозначения входа и выхода
| Форма | Имя | Использовать |
|---|---|---|
| Данные | Для представления входов и выходов процесса | |
| Несколько документов | Для представления нескольких документов | |
| Дисплей | Для представления данных, отображаемых для чтения на экране или дисплее | |
| Ручной ввод | Для представления шагов процесса, которые будут выполняться вручную человеком |
Символы файлов и хранилищ информации
| Форма | Имя | Использовать |
|---|---|---|
| Сохраненные данные | Для представления сохраненных данных | |
| База данных | Для представления базы данных | |
| Хранилище прямого доступа | Для обозначения жесткого диска | |
| Внутренняя память | Для представления внутреннего запоминающего устройства |
Символы обработки данных
| Форма | Имя | Использовать |
|---|---|---|
| Разобрать по копиям | Для представления шага, на котором данные организованы стандартным образом | |
| Сортировка | Для представления сортировки товаров в определенном порядке |
Что вы думаете о руководстве по отображению процессов?
Карты процессов — это не только важная часть документации процессов, но и популярная методология улучшения бизнес-процессов.
Следуйте руководству по созданию эффективных карт бизнес-процессов и поделитесь с нами любыми проблемами, которые могут у вас возникнуть, даже если это еще один метод картирования процессов, который вы используете лично.
В нашем следующем руководстве мы обсудим диаграммы, которые можно использовать для повышения эффективности управления персоналом.
Учебное пособие по составлению карты потока создания ценности| Разъяснение карт потока создания ценности
Этот учебник по картированию потока создания ценности призван помочь вам познакомиться с концепцией картирования потока создания ценности.Он предлагает подробный обзор всего, что связано с VSM, от его происхождения до шагов, которым вы должны следовать при проведении анализа карты потока создания ценности.
Картирование потока создания ценности— это инструмент бережливого производства, который используется для визуализации производственного процесса. Это помогает повысить ценность продукта или услуги за счет выявления узких мест и устранения потерь.
В этом учебном пособии по картированию потока создания ценности вы узнаете
Истоки картографии потока создания ценности
Происхождение картирования потока создания ценности (тогда известного как «потоки материалов и информации») можно проследить до техники визуального картирования, которую Toyota Motor Corporation использовала для понимания потоков материалов и информации внутри организации.
Термин «поток создания ценности» впервые был введен Джеймсом Вомаком, Дэниелом Джонсом и Дэниелом Роосом в их книге « Машина, которая изменила мир в 1990 году». Дэниел Джонс в 1996 году.
Согласно им, поток создания ценности — это «набор конкретных действий, необходимых для реализации определенного продукта через три критических задачи управления любого бизнеса… задача решения проблем,… задача управления информацией,… задача физической информации».
В книге «Учимся видеть» (1998) Майк Ротер и Джон Шук подробно объяснили применение этого метода в производстве. Затем, в 2004 году, Бо Кейт и Дрю Локер обсудили расширенное применение картографии потока создания ценности в офисных и административных процессах.
Что такое карта потока создания ценности?
Проще говоря, карта потока создания ценности — это способ визуализировать шаги, необходимые для преобразования запроса клиента в товар или услугу, или, другими словами, путь производства продукта от поставщика к потребителю.
Карта потока создания ценности, которая предлагает целостное представление о процессе или системе, может быть нарисована в любом масштабе; чтобы отобразить простой административный процесс, а также сложный процесс производства и продаж на глобальном уровне. Это помогает выявить шаги, не добавляющие ценности, которые следует исключить, и области в процессе, которые следует улучшить для достижения лучших и быстрых результатов при меньших затратах в более безопасной рабочей среде.
Карту потока создания ценности можно разделить на 3 сегмента,
- Производство или последовательность операций
В этом разделе, как и в традиционной блок-схеме процесса, поток процесса изображен слева направо.Если есть подзадачи или параллельные задачи, их также следует рисовать слева направо под основным потоком. Нарисованный таким образом, легче отличить основные задачи, которые возникают снова и снова на протяжении всего процесса, от второстепенных шагов.
- Информационный или коммуникационный поток
В этом разделе (в верхней части карты) показаны все коммуникации, как формальные, так и неформальные, которые происходят в потоке создания ценности. Не существует стандартизированного потока коммуникации, поскольку коммуникация может течь в любом направлении.
- График времени и расстояния перемещения
Временные рамки отображаются в нижней части карты потока создания ценности. Этот набор линий передает временные данные, измеренные при улучшении процесса. В то время как верхняя строка указывает время выполнения процесса, нижняя строка указывает общее время цикла (некоторые карты содержат трудозатраты вместо времени цикла ; в этом случае строка называется общим объемом работы ). Другая линия, расположенная внизу карты, показывает расстояние, пройденное (продукта, работы или людей) в процессе.
Как эффективный инструмент для оценки существующего бизнеса или рабочих процессов, картографирование потока создания ценности может быть выгодным для компаний любого уровня;
- Они позволяют взглянуть на точку зрения клиента
- Общий язык для наблюдения и изучения потока создания ценности
- Обеспечьте целостное представление обо всем процессе, необходимом для доставки продукта покупателю
- Быстрое обнаружение неэффективности процесса
- Помогите сотрудникам лучше понять систему работы
- Мощный инструмент для улучшения производственных процессов
Символы отображения потока создания ценности
При составлении карт потока создания ценности используются стандартные символы.Обычно их можно использовать для отображения производственных процессов. Однако в VSM вы можете разработать свои собственные символы для представления различных компонентов в процессе для облегчения понимания. Если команда, участвующая в процессе составления карты, знакома с используемыми символами, вы можете создавать свои собственные символы в соответствии с потребностями вашей организации.
Ниже приведены наиболее часто используемые символы VSM.
Условные обозначения процесса картирования потока создания ценности
Значок клиента / поставщика При размещении в верхнем левом углу он представляет поставщика, а при размещении в правом верхнем углу символизирует покупателя. | |
| Значок выделенного процесса Обозначает непрерывный поток материала через отдел, процесс, операцию или машину. | |
| Значок общего процесса Представляет процесс, операцию, рабочий центр или отдел, которые используются другими семействами потока создания ценности. | |
| Значок окна данных Размещается под значками, содержащими важные данные (например, количество произведенных за день, количество отходов, время цикла и т. Д.) необходимо для анализа и наблюдения за системой. | |
| Значок рабочей ячейки Используется для обозначения нескольких процессов, интегрированных в производственную рабочую ячейку. |
Обозначения материалов для картирования потока создания ценности
| Инвентарные значки Представляет инвентаризацию между двумя процессами. | |
| Значок отгрузки Символизирует движение сырья от поставщика к фабрике и готовой продукции от фабрики к покупателю. | |
| Нажмите значок стрелки Может использоваться для обозначения «проталкивания» материала от одного процесса к другому. | |
| Значок супермаркета Также известный как склад Канбан, это символ супермаркета. | |
| Значок вытягивания материала Этот значок используется, когда супермаркеты подключаются к последующим процессам. | |
| Значок полосы FIFO Представляет систему инвентаризации в порядке очереди, ограничивающую ввод.«MAX» указывает максимальное количество элементов, которые могут проходить через полосу FIFO. | |
| Значок страхового запаса Представляет собой страховой запас, который можно использовать для защиты системы при сбоях, таких как простои, сбои системы и т. Д. | |
| Значок внешней отгрузки Обозначает отгрузку сырья от поставщика или готовой продукции покупателю. |
Отображение потока создания ценности Информационные символы
| Значок управления производством Обозначает центральный отдел планирования или контроля производства. | |
| Значок информации вручную Представляет общий поток информации из служебных записок, отчетов и т. Д. | |
| Значок электронной информации Отображает поток электронной информации, такой как Интернет, LAN, WAN и т. Д. | |
| Производство Значок Канбан Используется для обозначения количества, которое будет произведено заказчиком. | |
| Значок Канбан вывода Обозначает инструкции о передаче запчастей из супермаркета в процесс получения. | |
| Значок Канбан сигнала Используется для обозначения количества товаров в партии, которые необходимо произвести, чтобы пополнить их запасы в супермаркете. | |
| Значок сообщения Канбан Представляет место, где находятся сигналы Канбан для перехвата. | |
| Значок последовательного извлечения Представляет вытягивающую систему, которая предлагает инструкции процессам сборки для производства продукта без использования супермаркета. | |
| Значок выравнивания нагрузки Инструмент, который можно использовать для пакетной обработки Канбанов для выравнивания объема производства. | |
| Значок MRP / ERP Обозначает календарное планирование с использованием планирования материальных ресурсов и планирования ресурсов предприятия | |
| См. Значок Относится к использованию визуальных средств для сбора информации | |
| Значок словесной информации Обозначает поток устной и личной информации. |
Отображение потока создания ценности Общие символы
| Значок всплеска кайдзен Используется для выделения улучшений, которые необходимо сделать в определенных процессах для достижения карты будущего состояния. | |
| Значок оператора Обозначает требование присутствия оператора в определенном месте. | |
| Значок другой информации Значок для обозначения другой информации, которая является полезной или потенциально может быть полезной |
Анализ карты потока создания ценности и передовой опыт
Карта потока создания ценности очерчивает последовательность от ввода сырья до доставки готовой продукции или услуг заказчику.Это событие сопоставления можно разделить на 4 этапа, которые подробно описаны ниже.
Препарат
Подготовительный этап имеет решающее значение для успешной реализации идеальной карты состояния. Этот шаг включает в себя сбор компетентной команды для выполнения процесса картирования. В то время как в команду должны входить многофункциональные участники, наличие менеджера потока создания ценности, который возглавит команду и установит руководящие принципы, упростит задачу.
В течение подготовительного периода команда и менеджер должны измерить масштаб мероприятия по картированию, решить бизнес-цели и подготовить планы на случай трудностей, с которыми может столкнуться команда.
Не менее важно определить семейство продуктов, которое будет отображено. Семейство продуктов включает группу продуктов услуг, которые используют одни и те же этапы процесса. Рисование всех потоков продуктов на одной карте усложнило бы задачу; поэтому всегда выделяйте одно семейство продуктов на одной карте.
Совет: используйте матрицу продуктов или услуг для определения семейств продуктов или услуг
Карта текущего состояния
Карта текущего состояния служит отправной точкой для улучшения процесса.Карта текущего состояния визуализирует процесс в его существующем состоянии. Это помогает обнаружить неэффективные и расточительные практики в существующей системе и найти способы их устранения.
Для построения карты текущего состояния требуется сбор информации о производственном пути продукта. Для этого вам нужно пройти по пути, по которому продукт проходит через производственную фабрику.
Во-первых, нарисуйте грубый набросок всего потока создания ценности (потока информации и материалов), чтобы помочь всем участникам понять структуру карты.
Начните с самых последующих процессов (со стороны клиента) и двигайтесь вверх по мере рисования карты текущего состояния. По мере продвижения собирайте следующие данные:
- Регулярно планируемые простои, например перерывы на обед или встречи
- Количество занятых в процессе
- Количество работ, выполняемых человеком в течение дня
- Количество вариантов продукта
- Время цикла (от начала процесса до его завершения)
- Время ожидания (как долго рабочая единица ожидает, пока последующий процесс не будет готов работать над ним)
После сбора данных процесса можно переходить к рисованию карты текущего состояния
Шаг 1
Начните с рисования внешнего (или внутреннего) покупателя и поставщика вверху страницы.Если покупатель и поставщик разделены, нарисуйте значок поставщика в верхнем левом углу и значок покупателя в верхнем правом углу. Затем перечислите их требования.
Шаг 2
Нарисуйте процессы входа и выхода в поток создания ценности (крайняя правая и крайняя левая части страницы).
Шаг 3
Создайте оболочку карты, нарисовав процессы (начиная с самой дальней точки вниз по потоку) между процессами входа и выхода.
Шаг 4
Перечислить все атрибуты процессов.
Шаг 5
Добавьте время очереди между каждым процессом. Используйте одну и ту же единицу измерения для всего времени ожидания в очереди (часы или дни).
Шаг 6
Приступите к отображению всех коммуникационных потоков, которые происходят в потоке создания ценности.
Шаг 7
Чтобы определить тип рабочего процесса, добавьте значки вытягивания или вытягивания.
Шаг 8
Добавьте любые другие данные, оставшиеся для завершения карты
Хотя эта последовательность шагов является общей, вы всегда можете изменить ее, чтобы она соответствовала потребностям потока создания ценности вашей организации.(Пример карты текущего состояния см. В шаблоне 2)
Карта будущего состояния
После того, как карта текущего состояния задокументирована и определены показатели бережливого производства (которые необходимы для достижения поставленных вами целей бережливого производства), следующим шагом будет построение карты будущего состояния. Нарисовывая карту текущего состояния, вы сможете определить области перепроизводства и потерь в текущей производственной системе. Собранная вами информация станет основой вашей карты будущего состояния.
Планирование и реализация
Последний шаг — создание плана действий по реализации идеального производственного пути, который вы разработали с помощью карты будущего состояния. Лучший способ сделать это — разбить карту будущего состояния на более мелкие сегменты и приступить к реализации изменений в пределах одного сегмента за раз.
План работы должен иметь измеримые цели, а также контрольные точки. Когда карта будущего состояния будет реализована, вы сможете создать новую и улучшенную карту текущего состояния, и для продолжения получения лучших результатов цикл должен продолжаться.
Совет: проводите ежегодный анализ потока создания ценности для отслеживания улучшений
Ошибки при картировании потока создания ценности, которых следует избегать
- Разделение задачи картографирования между различными отделами в надежде соединить отдельные сегменты вместе позже, в конце. Это все усложняет. При проведении анализа потока создания ценности очень важно иметь многофункциональную команду, которая работает вместе во время картирования. Убедитесь, что все, кто участвует в картографировании, имеют хорошее образование в VSM.И должен быть руководитель (менеджер карты потока создания ценности), который будет руководить командой на протяжении всего процесса.
- Быстрое выполнение шага отображения текущего состояния. Если команда не потратит достаточно времени на сбор точных данных о текущем состоянии и их тщательный анализ в течение этого периода, реализация карты будущего состояния не будет успешной.
- Составление карт потока создания ценности без метрик. Как упоминалось ранее, VSM состоит из трех частей; рабочий процесс, информационный поток и сроки.Без временной шкалы невозможно измерить время, которое требуется людям в процессе для выполнения задач или выявления ошибок, которые могут привести к организационному хаосу. Без показателей также трудно измерить, насколько вы достигли прогресса.
Шаблоны карты потока создания ценности
Шаблон 1 — Карта потока создания ценности в форме воронки
Щелкните шаблон, чтобы отредактировать его в Интернете
Шаблон 2 — Карта потока создания ценности производственной системы Toyota (текущее состояние)
Щелкните шаблон, чтобы отредактировать его в Интернете
Шаблон 3 — Карта потока создания ценности для управления цепочкой поставок
Щелкните шаблон, чтобы отредактировать его в Интернете
Чтобы найти более профессионально разработанные шаблоны VSM, посетите сообщество Creately Diagramming.
Отзыв об учебнике по составлению карты потока создания ценности
Это руководство по картированию потока создания ценности охватывает все, что вам необходимо знать о картах потока создания ценности. Если у вас есть какие-либо вопросы относительно руководства, оставьте комментарий ниже.
Дополнительные уроки по диаграммам
Методы отображения процессов: руководство по процессу
Чтобы понять, что такое отображение процесса BPM и какие методы используются при отображении процесса, мы должны понять определение процесса:
Процесс — это последовательность задач или действий, которые при выполнении превращают входные данные в результат с добавленной стоимостью.Выполнение бизнес-процесса требует материальных и человеческих ресурсов, которые поступают от внутренних или внешних поставщиков, которые поддерживают процесс. Результатом являются продукты или услуги, отвечающие потребностям клиентов.
Целью метода отображения процесса BPM является определение способа обработки и изменения полученных входных данных, чтобы выполнить этот процесс с полной эффективностью (эффективность + эффективность ).
Чтобы применить методы отображения процессов BPM, вы должны проанализировать все детали процесса.После этого вы можете отобразить и отобразить его на диаграмме, чтобы показать рабочий процесс и взаимосвязи между различными областями и процессами.
Методы, используемые при отображении процессов BPM, упрощают и делают возможным создание систем измерения и показателей эффективности.
Почему?
Позволяет в реальном времени оценивать выполнение задач, измерять результаты, затраты, производство, производительность, риски и многое другое, делая управление более простым и полным.
Посредством этого сопоставления и использования этих методов можно рассчитать общую стоимость процесса, время выполнения, ответственных людей, выделенный персонал, время, посвященное каждому ресурсу, и внедрение улучшений или оптимизаций.
В этой статье я поместил много ссылок на дополнительный контент, который вам может понадобиться.
Этапы картирования процессов BPM и улучшения процессов
Чтобы быть уверенным в том, что вы добьетесь реального улучшения в своей организации, обязательно соблюдайте все передовые практики и методы картирования процессов, чтобы ваши вложения окупились.
Этап 1 — Создание групп, которые могут представить процедуру процесса
Люди, которые участвуют в этой фазе, — это те, кто выполняет этот процесс ежедневно.
Кроме того, на этом этапе должен участвовать персонал процесса поставщика и процесса клиента.
Этап 2 — Определение процессов
Получите исчерпывающие знания об организации, собрав следующую информацию:
- Организационная структура, состав каждого направления и ведущих менеджеров.
- Стратегии роста в каждом секторе.
- Центральные бизнес-процессы.
- Точные ключевые показатели эффективности.
- Информационные системы, используемые организацией.
- Стратегическая приоритезация реализации.
Этап 3 — Схема текущих процессов
Соберите данные о политиках, которые регулируют процессы, выполняемые задачи, время, затраченное на действия, людей, участвующих в каждом действии, которые являются поставщиками и последующими внутренними клиентами и каковы их взаимодействия.
Чтобы завершить этот шаг, воспользуйтесь этим инструментом для моделирования процессов и создайте бесплатную учетную запись.
Этап 4 — Анализ текущего процесса и предложение улучшений
Проведите критический анализ процессов, чтобы выявить корень проблем и возможности улучшения процессов.
См. Некоторые источники проблем и возможностей:
- Метод работы.
- Оборудование и станки.
- Сырье.
- Физическая среда.
- Передачи.
Вот мои рекомендации по чтению для этого этапа:
Кроме того, для этого шага вам понадобится инструмент моделирования.Итак, взглянем на HEFLO . Это также полная BPMN, и вы можете создать бесплатную учетную запись.
Этап 5 — Отображение потоков до
Разработать альтернативные решения проблем процессов. Это один из наиболее важных методов картирования процессов, и мы должны оценить каждый вариант в результате их воздействия в:
- Рентабельность.
- Срок реализации.
- Лучшая альтернатива улучшения.
- Схема новой версии процесса.
Хотите освоить эту тему?
Итак, читайте эти статьи:
Этап 6 — Расстановка приоритетов и автоматизация
Определите основные процессы для внедрения и автоматизации. Определить стратегию автоматизации:
Вам может быть интересно:
«Автоматизация процесса — дорогое удовольствие. Мне нужно вложить много денег в разработку программного обеспечения ».
Хотите узнать самое лучшее?
С облачными вычислениями многое изменилось.Посмотрите видео ниже и убедитесь, насколько проста автоматизация бизнес-процессов.
Этап 7 — Контроль, улучшение и расширение автоматизации
Организовывать периодические встречи для отслеживания индикаторов и предложения улучшений.
- Создание процессов для регистрации и обработки изменений в процессах.
- Создать комитет по совершенствованию процессов.
- Держите под контролем версии процесса.
- Определите новые процессы для автоматизации и повторите предыдущий шаг.
Внешний вид:
Для достижения успеха в проекте картирования процессов важно, чтобы руководство было привержено внедрению BPM. Что происходит в вашей компании?
Знаете ли вы какой-либо другой этап или методику картирования процесса?
Пожалуйста, поделитесь своим опытом с нашими читателями и отправьте нам комментарий!
Карты процессов
Введение
Функцию process_map можно очень легко использовать для создания карты процесса журнала событий.Ниже приведен пример карты процесса для журнала событий пациентов.
библиотека (bupaR)
пациенты%>%
process_map () Профили карт
Частотный профиль
По умолчанию карта процесса аннотирована частотами действий и потоками. Это то, что называется профилем частоты , и его можно создать явно с помощью функции частота . Эта функция имеет аргумент со значением , который можно использовать для настройки отображаемых частот, например, используя относительные частоты вместо абсолютных по умолчанию.
пациента%>%
process_map (type = frequency ("relative")) Отображаемое значение частоты может быть одним из следующих
-
абсолютнаячастота- Абсолютное количество экземпляров действий и потоков
-
absolute_caseчастота- Абсолютное количество обращений за каждым действием и потоком
-
относительная частота- Относительное количество экземпляров на действие
- Относительные исходящие потоки для каждого действия
-
relative_caseчастота- Относительное количество обращений за действие и поток
Примеры приведены ниже.
пациента%>%
process_map (type = frequency ("absolute")) пациента%>%
process_map (type = frequency ("relative_case")) Цвета можно изменить с помощью аргумента color_scale . См. RColorBrewer :: brewer.pal.info для получения информации обо всех вариантах.
пациента%>%
process_map (type = frequency ("relative_case", color_scale = "Purples")) Профиль производительности
Вместо частотного профиля можно также использовать профиль производительности, фокусируясь на времени обработки действий.Профиль производительности имеет два аргумента: аргумент FUN для указания функции, которая будет применяться ко времени обработки (например, минимальное, максимальное, среднее, медианное значение и т. Д.), И аргумент единиц для определения используемой единицы времени.
пациента%>%
process_map (производительность (медиана, «дни»)) пациента%>%
process_map (performance (mean, «часы»)) Есть два разных типа продолжительности, которые могут отображаться по краям.
-
idle_time: время между концом действия from и началом действия to.Может быть отрицательным, если from-activity перекрывается с последовательной активностью. -
inter_start_time: время между началом последовательной активности, включая продолжительность from-activity.
Цвета можно изменить с помощью аргумента color_scale . См. RColorBrewer :: brewer.pal.info для получения информации обо всех вариантах.
Пользовательский профиль
Рядом с конкретными профилями, указанными выше, также можно проецировать настраиваемые числовые атрибуты.Этого можно достичь с помощью специального профиля . Для этого требуется функция агрегирования (среднее значение, медиана, сумма, минимум и т. Д.) И числовой атрибут. Аргумент единиц может использоваться, чтобы указать, как следует интерпретировать значения (например, «USD» для денежных значений.) Для ребер он покажет значения, относящиеся к исходящей активности.
traffic_fines%>%
process_map (type = custom (attribute = "amount", units = "EUR")) Комбинирование разных профилей
Профиль, используемый для ребер и узлов, можно различить с помощью атрибутов type_edges и type_nodes вместо аргумента type .Таким образом, информация о частотах и характеристиках или любое другое значение могут быть объединены на одном графике.
пациента%>%
process_map (type_nodes = frequency ("relative_case"),
type_edges = производительность (среднее значение)) Настройка макета
Макет карты процесса можно дополнительно настроить.
- Вместо компоновки слева-направо (LR) для
rankdirможно установить значение TB (вверху-внизу), BT (внизу-вверху) или RL (справа-слева). - Изменение ширины кромки можно отключить.
- Если для
renderустановлено значениеFALSE, функция вернет необработанный график, который можно изменить.