Рейсмусы строгальные, и деревообрабатывающие станки
Рейсмус предназначен для того, чтобы выстрогать брус или доску больших размеров и в большом количестве. Конечно это можно сделать и с помощью электрорубанка или деревообрабатывающего станка, но рейсмус справится с этой задачей более качественно и в больших объёмах. Рейсмусы могут совмещать в себе функцию строгального станка. Конструктивно такие рейсмусы имеют дополнительную площадку сверху. Основными характеристиками рейсмуса являются максимальная высота обрабатываемой заготовки и максимальная ширина строгания. Обычными параметрами для большинства рейсмусов считаются следующие: высота строгания до 100 мм, а ширина строгания 200-235 мм.
На изображениях представлены рейсмусы (слева комбинированный с функцией строгального станка, справа обычный рейсмус.
Почему нельзя совместить функцию распиловки и строгания в одном инструменте? — Не только можно, но это широко используется в бытовом (любительском) сегменте.
Совсем наоборот обстоят дела в любительском сегменте, поэтому здесь и нашли своё применение комбинированные деревообрабатывающие станки. Они сочетают в себе распиловочный станок, строгальный станок (фуганок), и даже стационарный фрезер (например для изготовления перил, половой доски, оконных рам). Казалось-бы как можно совместить такие непохожие инструменты как циркулярная пила, рейсмус и фрезер? Ведь все эти инструменты должны использовать разную частоту оборотов и по-разному нагружаться, а следовательно должны использоваться разные передаточные числа и приводы. Не смотря на все эти различия комбинированные деревообрабатывающие станки совмещают эти функции с усреднёнными характеристиками, поэтому выполняют они их далеко не идеально, в отличие от специализированных станков. Наиболее распространённым и узнаваемым деревообрабатывающим станком является станок «Могилёв», модели с мощностью 2,2-2,4 кВт.
Казалось-бы как можно совместить такие непохожие инструменты как циркулярная пила, рейсмус и фрезер? Ведь все эти инструменты должны использовать разную частоту оборотов и по-разному нагружаться, а следовательно должны использоваться разные передаточные числа и приводы. Не смотря на все эти различия комбинированные деревообрабатывающие станки совмещают эти функции с усреднёнными характеристиками, поэтому выполняют они их далеко не идеально, в отличие от специализированных станков. Наиболее распространённым и узнаваемым деревообрабатывающим станком является станок «Могилёв», модели с мощностью 2,2-2,4 кВт.
Деревообрабатывающий станок «Могилёв», завода «Техноприбор» — мощность 1,2; 1,7; 2,2; 2,4 кВт
Модели 2,2 и 2,4 кВт наиболее производительные и пользуются наибольшим спросом. Эти модели хорошо известны столярам и плотникам. Технические характеристики этих станков позволяют им вести как продольную так и поперечную распиловку диском с внешним диаметром 250 мм, позволяют строгать пиломатериал шириной до 250 мм, имеет прижимное устройство и может работать со всеми видами и наборами фрез с посадочным диаметром 32 мм. Посадка оснастки организована на шайбу посаженую на конус
Посадка оснастки организована на шайбу посаженую на конус
Главная -> Деревообрабатывающие станки JET -> Рейсмусы -> JWP-12 Описание
Технические характеристики настольного рейсмуса
Принадлежности для настольного рейсмуса
Настольный рейсмус удобен в обращении. Другие станки из этой группы: |
 )
) снятие стружки
снятие стружки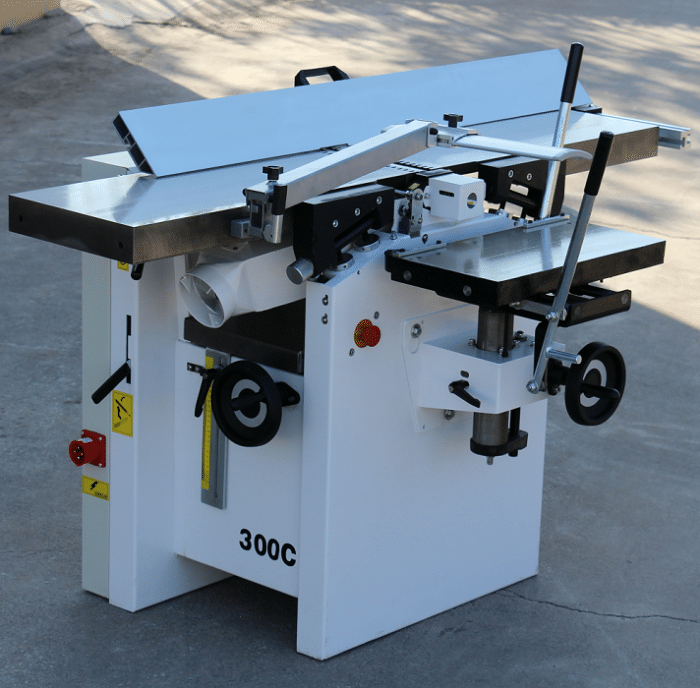 Как выглядит настольный рейсмус можно посмотреть выше.
Как выглядит настольный рейсмус можно посмотреть выше.Рейсмус разметочный из нержавеющей стали.
Рейсмус разметочный из нержавеющей стали.
Limited Edition означает — ограниченная серия. А выпуск данного рейсмуса приурочен ещё и к юбилею фирмы — производителя, замечательного производителя. В наличии этот рейсмус будет лишь до тех пор, пока не будет продан последний.
Этот разметочный рейсмус — очень красив. Его форма — гармонична не только сама по себе, она точно повторяет форму вашей ладони, когда вы сжимаете рейсмус в руке. Приходите — посмотрите и попробуйте, такой формой и эргономичностью не обладает ни один другой рейсмус.
Это — не какой-нибудь легкий рейсмус, выполненный из алюминия или латуни, материалов лёгких в обработке. Этот рейсмус целиком выточен из нержавеющей стали — материала очень сложного в обработке. Несмотря на это, рейсмус выполнен превосходно, детали рейсмуса отполированы до шелковистого блеска.
| Винт фиксации с латунной вставкой | Латунное окончание винта фиксации |
Стержень рейсмуса также выточен из нержавеющей стали — он всегда будет абсолютно ровный и не подвержен корозии. Внутри корпуса рейсмуса — кольцо из силиконоподобного материала, которое удерживает стержень рейсмуса от выпадания и делает движение стержня в корпусе рейсмуса очень плавным, что положительно сказывается на разметке: безо всяких дополнительных нагромождений на корпусе рейсмуса вы сможете выставить необходимый размер быстро, легко и очень точно.
Наш разметочный рейсмус является режущим — он снабжён очень острым колёсиком-резаком из очень твёрдого сплава. Благодаря твёрдости колеса и очень острой заточке, колёсико рейсмуса оставляет волосяную линию разметки, лишь разрезая волокна древесины, не разрывая их, а именно разрезая. Колёсико рейсмуса настолько твёрдое, что им можно производить разметку на аллюминии и даже на стали. На древесине остаётся тонкая линия разреза — и в продольном, и в поперечном волокнам направлении. Колёсико рейсмуса убирается в корпус рейсмуса, что способствует его сохранности, а так же позволяет рейсмусу стоять на его основании.
| Колёсико рейсмуса выдвинуто | Колёсико спрятано в корпусе рейсмуса |
На стержне рейсмуса может быть закреплено дополнительное (сменное) разметочное колёсико обратной конфигурации (поставляется дополнительно по заказу). У колёсика обратной конфигурации режущая кромка обращена к корпусу рейсмуса, а скос колёсика — от рейсмуса. Наличие двух режущих колёсиков позволяет всегда получить точную линию разметки с вертикальным резом на той части заготовки, которая останется чистовой, а смятую, скошенную часть линии разметки — на той части заготовки, которая отпиливается, отрезается или сфрезеровывается.
Наличие двух режущих колёсиков позволяет всегда получить точную линию разметки с вертикальным резом на той части заготовки, которая останется чистовой, а смятую, скошенную часть линии разметки — на той части заготовки, которая отпиливается, отрезается или сфрезеровывается.
Ни один карандаш не сравнится по точности разметки с точной, ровной и тонкой линией, которая остаётся на заготовке при разметке данным рейсмусом. Точная разметка важна всегда, но особенно критично точно провести линию, когда мы размечаем шипы перед тем, как их выполнить вручную или на шипорезке. Проведя линию по толщине ответной заготоки мы гарантированно получим шипы, которые идеально совпадут с толщиной ответной заготовки, а следовательно, изделие получится очень точным, а нам не придётся заниматься бессмысленной сошлифовкой неточно выполненных шипов. Приходите к нам и мы покажем вам, как это делается и какой получается результат.
Кроме точности разметки важно и то, что, подрезав древесину по линии, которая является основанием будущих шипов, мы страхуем себя от сколов древесины при изготовлении шипов стамеской или фрезером. Сколов — не будет.
Сколов — не будет.
Диаметр основания корпуса рейсмуса — 48 мм — это даёт большую устойчивость при разметке.
Максимальное выдвижение разметочного стержня — 150 мм.
Разметочный рейсмус сделан ограниченным тиражом в Канаде.
Такой рейсмус будет прекрасным подарком вам или вашему знакомому, любому мастеру, понимающему, что инструмент должен быть приятен, точен и красив. Ограниченная серия его выпуска сделает этот подарок уникальным.
Какой рейсмус выбрать для столярки
Что нужно знать о рейсмусах, выбор и техника безопасности. О том, какой выбрать рейсмус для столярки, рассказал ведущий канала “HeARTwood”. Это будет серия видео с обзорами рейсмуса. Первая часть общая ознакомительная. В двух последующих рассмотрены конкретные модели.
Что такое рейсмус, его функции и устройство
Правильно называется “рейсмусный станок”. Относительно одной базы делаем разметку или строгание. Makita 2012 nb. Будет снят обзор и рассказано об отдельных его особенностях, плюсах и минусах.
Относительно одной базы делаем разметку или строгание. Makita 2012 nb. Будет снят обзор и рассказано об отдельных его особенностях, плюсах и минусах.
Вначале рассмотрим, для чего нужен рейсмус, что может делать этот инструмент? Нужно это потому, что по сей день встречаются вопросы, например, зачем мне нужен фуганок, если имеется рейсмус. То есть люди уверены, что если мы в этот инструмент закладываем какую-то доску, то неважно, насколько она кривая или ровная, на выходе мы получаем идеально калиброванную. Это глубочайшее заблуждение, незнание принципа действия рейсмуса.
Рассмотрим теоретическую часть и школьный курс геометрии. Это инструменты для калибровки пиломатериалов по толщине. Он не выравнивает заготовку, может слегка подровнять, но не может делать базу. Задача только в том, чтобы построгать доску, обеспечить одинаковую толщину по всей длине и ширине.
Принцип действия рейсмуса для столярки
Относительно горизонтально расположенного стола столярки натягивается пиломатериал. Подача осуществляется автоматически вальцами. Навстречу вращается строгальный вал. На нём расположены два режущих ножа. Иногда их может быть 3. В чём заключается принцип обработки древесины? Заготовка протягивается между неподвижным столом и валом. Вальцы, помимо того, что осуществляют автоподачу, прижимают заготовку к столу. Усилие прижатия очень большое, потому что если она будет недостаточным, заготовка приподнимется и съем будет происходить больше, чем нужно.
Подача осуществляется автоматически вальцами. Навстречу вращается строгальный вал. На нём расположены два режущих ножа. Иногда их может быть 3. В чём заключается принцип обработки древесины? Заготовка протягивается между неподвижным столом и валом. Вальцы, помимо того, что осуществляют автоподачу, прижимают заготовку к столу. Усилие прижатия очень большое, потому что если она будет недостаточным, заготовка приподнимется и съем будет происходить больше, чем нужно.
Заготовка должна иметь жесткое позиционирование.
Можно ли сделать рейсмус из рубанка?
К этой же теме относится и заблуждения по поводу того, что можно сделать рейсмус из электрорубанка. Просто берут какую-то основу, взвешивают на ней электрорубанок и пропускаю заготовки. Так не бывает. Если вы прогоните одну и ту же заготовку 10 раз через рейсмус, толщина не изменится, так как доска калибруется при первом проходе и на втором проходе съем практически не происходит. В случае, если у нас не строгальный вал с вальцами, а просто электрорубанок, нет никакого ограничителя от того, чтобы заготовка чуть-чуть поднялась. В любом случае вы будете пропускать и каждый раз доска будет ложиться по-своему. Соответственно, съем произведете непредсказуемо. Можно ограничиться тем, что если мы используем электрорубанок, то надо вывести переднюю подошву максимально вверх, наклеить пористую резину, обязательно сделать металлическую лыжу. Она прижмет заготовку к основанию. Только в этом случае будет подобие рейсмуса. Это единственный вариант.
В любом случае вы будете пропускать и каждый раз доска будет ложиться по-своему. Соответственно, съем произведете непредсказуемо. Можно ограничиться тем, что если мы используем электрорубанок, то надо вывести переднюю подошву максимально вверх, наклеить пористую резину, обязательно сделать металлическую лыжу. Она прижмет заготовку к основанию. Только в этом случае будет подобие рейсмуса. Это единственный вариант.
Способен ли рейсмус выравнивать заготовки?
Следующий вопрос касается выравнивания заготовки, рейсмус эту функцию выполнять не умеет. Эта задача реализуется только на фуганке. Обеспечивается только за счет того, что доска свободно проходит без деформации по идеально выровненный столам. Происходит съемка только выступающих частей. Когда мы прогоняем доску через рейсмус, она сильно деформируется. Вальцы её прижимают к столу, даже если она была горбатая, выпрямляется. После того, как доска выходит из рейсмуса, вновь и выгибается и первоначальный вид принимает. Этим объясняется то, что если вы заправили рейсмус пропеллер, то на выходе вы получите тот же пропеллер, только калиброванный. Также сабли, лыжи и подобные изогнутые детали.
Также сабли, лыжи и подобные изогнутые детали.
Предложение на видео с пятой минуты о том, как и какой выбрать рейсмус, чтобы установить его в столярке (в начале статьи).
Обзор рейсмусного станка Варриор 206
Рейсмус DeWALT DW 733. Характеристики и настройка
Обзор рейсмусных станков
Объединение бесконечных обзоров и спецификаций продукции для поиска правильного строгального станка – непростая задача.
Выбор идеального строгального станка для ваших нужд важен как для опытных, так и для начинающих. Это может означать разницу во времени завершения проекта и повышение точности в работе.
Особенности рейсмусового станка
В идеале, процесс исследования начинается с поставленной цели. Решение о том, какие особенности строгального станка абсолютно необходимы, поможет найти лучший строгальный станок. Некоторые универсальные факторы строгального станка, которые следует учитывать при оценке потенциальной покупки, включают двигатель, качество конструкции и допуск на толщину. Другие факторы включают мобильность, особенно для настольных моделей. Так как это инвестиции, посмотрите на гарантию и найдите компанию, с которой вы готовы работать снова в будущем, если это необходимо.
Некоторые универсальные факторы строгального станка, которые следует учитывать при оценке потенциальной покупки, включают двигатель, качество конструкции и допуск на толщину. Другие факторы включают мобильность, особенно для настольных моделей. Так как это инвестиции, посмотрите на гарантию и найдите компанию, с которой вы готовы работать снова в будущем, если это необходимо.
- Мотор – Мотор будет играть огромную роль в определении мощности строгального станка. Если станок идеальной толщины должен прорезать все, от мягкой сосны до твердого дуба, обратите внимание на более высокие обороты в минуту при скорости двигателя.
- Конструкция – Твердый строгальный станок также будет иметь прочную конструкцию. Хороший строгальный станок сможет выдерживать строгое и непрерывное использование. Он должен быть в состоянии хорошо работать даже при высоких уровнях тряски и вибрации. Вообще говоря, лучшие строгальные станки изготавливаются из тяжелых металлов, таких как чугун.

- Пособие – Еще одна универсальная особенность, о которой следует помнить, это припуск на толщину. Это самая большая ширина древесины, с которой может работать строгальный станок. В идеале, шесть дюймов припуска хороши для портативного рубанка. Опять же, это то, что должно быть в состоянии приспособиться к индивидуальным потребностям и проектам.

Итак, теперь, когда детали экспертов были обсуждены, пришло время начать исследование. Вместо того чтобы прокручивать бесконечные обзоры и веб-сайты, здесь представлены пять лучших рейсмусовых станков для любого бюджета и проекта.
Лучшие рубанки
1. DEWALT DW735X Двухскоростной рейсмусовый станок
Двухскоростной строгальный станок DEWALT DW735X
Начиная с этой части оборудования, мы представляем высокопроизводительный и долговечный строгальный станок. Ножевая головка с тремя ножами дает очень мощный результат. Это также двигатель на 20 000 оборотов в минуту. Благодаря двухскоростной коробке передач пользователи могут изменять скорость подачи для оптимизации резки. Максимальная глубина резания составляет 1/8 дюйма при полной емкости 6 дюймов в глубину и 13 дюймов в ширину.
Максимальная глубина резания составляет 1/8 дюйма при полной емкости 6 дюймов в глубину и 13 дюймов в ширину.
Недостатком этого рубанка является две формы: цена и вес. Он находится на более высоком конце ценового спектра, что делает его серьезным вложением. Вот почему он идеально подходит для профессионального или интенсивного пользователя. Три ножа также имеют короткий срок службы при высокой стоимости замены. Некоторые рецензенты решили приобрести разные ножи, чтобы получить более качественные результаты, но это будет отдельная покупка, основанная на индивидуальных потребностях.
С другой стороны, рубанок DeWalt также обеспечит надежное обслуживание клиентов и трехлетнюю гарантию. Обзоры строгального станка свидетельствуют о качестве обслуживания клиентов и качестве оборудования, при этом 75% опрошенных присуждают пять звезд. Большинство обзоров указывают, что это стоит ценника.
DEWALT DW735X Плюсы
- 20 000 об / мин
- Ножевая головка с тремя ножами
- Двухскоростная коробка передач
- Идеально для профессионалов
- 3 года гарантии
DEWALT DW735X Минусы
- Вес не подходит для портативности
- Высокая цена
- Сменные ножи стоят дорого
Фуговальный станок DEWALT, двухскоростной, 13 дюймов (DW735X)
- Мощный мотор 15 AMP, 20 000 об / мин (скорость ножевой головки 10 000 об / мин) легко обрабатывает большие разрезы в более широких материалах
- Режущая головка с тремя ножами продлевает срок службы ножа на 30 процентов, вентилятор выталкивает стружку из стружечной головки и вытягивает ее из машины
- Двухскоростная коробка передач позволяет пользователям изменять скорость подачи на оптимизацию порезов на дюйм при 96 или 179 CPI
- Максимальная глубина резания 1/8 дюйма, глубина 6 дюймов, ширина 13 дюймов
- Включает в себя столы для подачи и выгрузки, а также дополнительный набор ножей. Снизьте скорость подачи до 14 футов / мин. Тип самолета: стационарный
 Снизьте скорость подачи до 14 футов / мин. Тип самолета: стационарный
Снизьте скорость подачи до 14 футов / мин. Тип самолета: стационарный2. Makita 2012NB 12-дюймовый станок
Makita 2012NB 12-дюймовый станок
В противоположность весу DeWalt DW735X есть Makita 2012 NB. Эта машина имеет компактную конструкцию, что усиливает ее мобильность. Если проект нуждается в транспортировке на разные рабочие места, это хороший вариант. Он также имеет низкий уровень шума, что делает его более удобным и безопасным в эксплуатации. В целях безопасности станок оснащен светодиодной подсветкой, указывающей, когда он подключен к источнику питания и готов к работе.
Не позволяйте размеру одурачить вас – это по-прежнему мощное оборудование. Makita имеет двигатель 8500 об / мин, а максимальная ширина входа составляет 12 дюймов. Глубина реза составляет 1/8 дюйма. Глубина планирования составляет 1/16 дюйма. Отзывы показывают, что им легко пользоваться, что делает его подходящим выбором для новых деревообрабатывающих предприятий. Он имеет годовую гарантию. Эта покупка поставляется с двойными лезвиями строгального станка, гаечными ключами и ящиком для инструментов.
Эта покупка поставляется с двойными лезвиями строгального станка, гаечными ключами и ящиком для инструментов.
Как и у DeWalt DW735X, оборотной стороной является цена. Тем не менее, есть несколько вариантов финансирования, доступных в некоторых розничных магазинах. Капюшон для сбора пыли также продается отдельно, что создает еще одну покупку. Некоторые обзоры также сообщают, что замена лезвия может быть трудной.
Makita 2012NB Плюсы
- Двигатель 8500 об / мин
- Компактный дизайн подходит для транспортировки
- Низкий уровень шума
- 1 год гарантии
Makita 2012NB Минусы
- Дорого
- Капюшон для сбора пыли продается отдельно
3. DEWALT DW734 15 Amp 12-1 / 2-дюймовый настольный строгальный станок
DEWALT DW734 15 Amp 12-1 / 2-дюймовый настольный строгальный станок
Передайте привет мощному DeWalt DW734. Этот настольный строгальный станок имеет 20 000 оборотов в минуту и способен обрабатывать большие, глубокие пропилы в лиственных пород. У этого также есть ножевая головка с 3 ножами с одноразовыми и обратимыми стальными ножами. Мощность этого строгального станка обеспечивает 96 резов на дюйм – один из лучших показателей в портативных рубанках.
У этого также есть ножевая головка с 3 ножами с одноразовыми и обратимыми стальными ножами. Мощность этого строгального станка обеспечивает 96 резов на дюйм – один из лучших показателей в портативных рубанках.
В дополнение к его мощности, цена также хорошо подходит для многих бюджетов. Это отличная альтернатива более дорогим моделям на рынке. Он долговечен и рассчитан на многие проекты. Большинство обзоров строгальных станков показывают, что это солидная инвестиция для деревообрабатывающих предприятий. Он также имеет 3-летнюю гарантию.
Конечно, есть и недостатки. Подобно DW 735, этот строгальный станок лучше всего подходит для настольного использования. Это тяжело, несмотря на то, что считается портативным. Стандартные лезвия со временем изнашиваются и требуют замены. В некоторых обзорах указывалось, что система сбора пыли оставляет желать лучшего.
DEWALT DW734 Плюсы
- 20 000 об / мин
- Ножевая головка с тремя ножами
- Ценовой ориентир
- 3 года гарантии
DEWALT DW734 Минусы
- Вес не подходит для портативности
- Система сбора пыли
- Сменные ножи стоят дорого
Настольный строгальный станок DEWALT, односкоростной, 15-амперный, 12-1 / 2-дюймовый (DW734)
- Режущая головка с тремя ножами и скоростью вращения 10 000 об / мин обеспечивает 96 разрезов на дюйм, что является одним из лучших вариантов любого портативного рубанка
- Одноразовые, реверсивные ножи увеличивают срок службы ножа на 30 процентов и позволяют быстро и легко заменить нож
- Четырехколонный фиксатор каретки резко уменьшает движение, которое вызывает укол
- Очень длинные столы подачи и выхода обеспечивают 33-1 / 2 дюйма материальной поддержки
- Мощный 15,0 А, 20 000 об / мин, двигатель обрабатывает более крупные и глубокие срезы в лиственных породах.

4. Delta Power Tools 22-555 Портативный рейсмусовый станок
Перфоратор Delta Power Tools 22-555
Для небольших проектов или более случайных пользователей, есть строгальный станок Delta. Эта модель имеет небольшой, но мощный 15-амперный мотор, идеально подходящий для небольшого магазина. Максимальная глубина резания составляет 3/32 ”; максимальная ширина подачи составляет 13 дюймов. Он имеет регулируемую подачу и разгрузку, чтобы уменьшить обрезку и обрабатывать длинные куски. Ножи с двойным лезвием и одноразовые. Он имеет низкую цену, что делает его очень выгодным. Он точный и прочный, с легкой заменой лезвия и небольшим производством отстрела. Он также имеет пятилетнюю ограниченную гарантию от известного бренда: Delta работает уже почти 90 лет!
Эта часть подходит для более случайного пользователя, так как его недостаток мощности не подходит для профессиональных или активных пользователей. Он не достаточно мощный, чтобы работать с более твердыми лесами. С учетом цены, гарантии и предполагаемого использования, это будет безопасная покупка.
С учетом цены, гарантии и предполагаемого использования, это будет безопасная покупка.
Электроинструмент Delta 22-555 Плюсы
- 15-амперный мотор
- Двойные ножи
- Низкая цена
- Пятилетняя гарантия
- Хорошо подходит для обычного пользователя
Электроинструмент Delta 22-555 минусов
- Не достаточно мощный для профессионального или интенсивного пользователя
- Не подходит для более твердых пород дерева
Электроинструмент Delta 22-555 13 в портативном строгальном станке
- Мощный 15А мотор, способный справляться с самыми сложными задачами
- Конструкция с четырьмя колоннами обеспечивает превосходную стабильность для плавного и точного планирования
- Быстросменная система ножей с одноразовыми ножами с двумя лезвиями позволяет менять ножи без использования сложных центрирующих приспособлений
- Регулируемые столы подачи и разгрузки для лучшей поддержки длинных частей и уменьшения снайпера
- Реверсивный пылесборник позволяет собирать стружку с правой или левой стороны строгального станка. Размеры станка: 21-5 / 8 x 23-5 / 8 x 20-1 / 8 дюймов
 Размеры станка: 21-5 / 8 x 23-5 / 8 x 20-1 / 8 дюймов
Размеры станка: 21-5 / 8 x 23-5 / 8 x 20-1 / 8 дюймов5. WEN 6552 3-лезвный настольный рейсмусовый станок
Настольный строгальный станок WEN 6552 с 3 лезвиями и 15 амперами
Другой вариант для случайного пользователя или начинающего плотника – модель WEN 6552. Этот 15-амперный мотор может работать с плоскими досками толщиной до 6 дюймов и шириной 13 дюймов. Двигатель способен производить 25 500 резов в минуту. Благодаря конструкции с тремя лезвиями легко работать со всеми типами древесины – даже с твердыми. Он также имеет 2-летнюю гарантию и весит 66 фунтов: с более легкой стороны для рейсмусовых станков. Продукты WEN также поддерживаются сетью сервисных техников по всей стране.
Покупка также поставляется с чугунным основанием, регулируемыми по высоте столами подачи / выхода, портом для пыли с вентилятором и многим другим. Вспомогательный вентилятор отлично подходит для удаления стружки и опилок на рабочем месте. Комбинация чугунного основания и бортового планировочного инструмента создает прочный строгальный станок – не нужно беспокоиться о шаткой работе. Эта модель также по отличной цене, и рецензенты указывают, что качество не жертвует ценой.
Эта модель также по отличной цене, и рецензенты указывают, что качество не жертвует ценой.
Размер и мощность этого строгального станка не подходят для профессионального использования. Дом или случайный пользователь получат большую выгоду от этой покупки.
WEN 6552 Плюсы
- Мощный мотор на 15 ампер
- Способный 25 500 сокращений в минуту
- Трехлопастная конструкция
- Способен обрабатывать различные породы древесины
- Ценовой ориентир
- 2 года гарантии
WEN 6552 Минусы
- Размер и мощность не подходят для профессионального использования
WEN 6552 Строгальный станок с 3 лезвиями и 3-лезвиями на 15 ампер, 13 ”
- Встроенный датчик удаления материала информирует пользователей о глубине резания каждого прохода
- Плоские доски толщиной до 6 дюймов и шириной 13 дюймов
- Двигатель 15А генерирует 25 500 резов в минуту со скоростью подачи 8м в минуту
- Конструкция с тремя лезвиями облегчает работу даже в самых твердых лесах
- Вентиляционное отверстие для пыли удаляет опилки с заготовки
Выбор правильного строгального станка
Проведя исследование и взвесив все варианты, вернитесь к своей базе операций. Подумайте о будущих проектах и посмотрите, как будут выглядеть потребности. Это поможет решить, какой тип инвестиций сделать. Выберите сначала в зависимости от спроса, а затем от цены и других факторов.
Подумайте о будущих проектах и посмотрите, как будут выглядеть потребности. Это поможет решить, какой тип инвестиций сделать. Выберите сначала в зависимости от спроса, а затем от цены и других факторов.
Если вы только вступаете в деревообрабатывающий мир, правильные инвестиции сейчас могут привести к более интенсивному интересу в дальнейшем. Подумайте об инструменте, который научит вас быть лучшим плотником. Если вы профессиональный или заядлый пользователь, подумайте об инструменте, который может обрабатывать творческие проекты или различные проекты. Самое главное, не уходите от впечатлений поверхностного уровня в одиночку. Покупайте этот продукт с уверенностью в том, что вы делаете правильный выбор для своих планов деревообработки.
Интересный строгальный станок тут.
Назначение и виды рубанков – уникального инструмента для обработки древесины
Рубанок – что это такое?
Рубанок (от немецкого слова Raubank) — ручной деревообрабатывающий инструмент для строгания. Применяется для придания поверхностям деревянных деталей нужной шероховатости, прямолинейности, плоскостности, формы, уменьшения размеров деталей, а также для создания в деталях протяжённых выемок различной формы («четвертей», «шпунтов» и пр.). (Википедия).
Применяется для придания поверхностям деревянных деталей нужной шероховатости, прямолинейности, плоскостности, формы, уменьшения размеров деталей, а также для создания в деталях протяжённых выемок различной формы («четвертей», «шпунтов» и пр.). (Википедия).
При каждом прохождении по поверхности рубанок срезает слой материала на толщину, определяемую величиной выдвижения резца, а также углом его наклона.
Рубанок – древнее изобретение (есть находки археологов в Помпеях, определена дата – I век нашей эры). Распространился в среде столяров ремесленников в 15-16 веках. Первые рубанки имели деревянную колодку, а лезвие фиксировалось деревянным клином. В наше время в условиях производства и в быту применяются широко электрорубанки.
Номерная размерная маркировка рубанков и фуганков
В свое время еще в 19 веке был разработан размерный ряд рубанков и фуганков, каждый из которых для своих задач. У каждого есть значок номера от 1 до 8. От самого маленького рубанка до самого большого фуганка.
Сразу отметим отличие рубанков и фуганков. Если первый для создания ровной и гладкой поверхности дерева, то фуганок используется в подгонке досок, например, при их склеивании.
Рубанок с размером № 4 – самый популярный
Самый распространенный рубанок, который чаще всего можно увидеть у мастера, – это средний в ряду, – на нем №4. Рекомендован он, во-первых, для начала столярной практики. Этот размер самый популярный в столярном обиходе. Он предназначен для гладкого строгания. Нужно отметить, что рубанки позволяют получить ровную и гладкую поверхность. Эти понятия не тождественны. То, что линейно ровно, – это ровно, а то что гладко на ощупь – гладкая.
Женский (юниорский) рубанок № 3
Чем длиннее подошва, тем поверхность должно получаться ровнее. Чем отличается рубанок №3? У №4 ширина 50 мм, а у №3 – 45 мм. Казалось бы разница небольшая. Но в работе они отличаются за счет того, что у одного уже лезвие и он чуть-чуть уже и легче. С большими даже сильный мастер справляется не всегда, женщинам это тем более актуально. №3 считается женским или юниорским.
№3 считается женским или юниорским.
Рубанок для детей № 2
№2. По аналогии можно сказать, что он детский. Он для строгания именно детскими руками.
Самый маленький рубанок – № 1
№1 самый маленький рубанок, это джентльменский инструмент для разных деликатных работ и дело в том, что если двоечку трудно взять в руку, то единичку можно взять не совсем привычным хватом за рукоятку, но она возьмется ладонью и будет удобно.
Общие сведения
Родовым понятием в нашем случае будет рубанок. Это появившееся в далеком прошлом изобретение применяется для строгания дерева. С помощью подобного инструмента можно выровнять поверхность материала, откорректировать форму и размер заготовки, а при необходимости проделать протяженные выемки. Так выглядит рубанок, который традиционно используется в столярном обиходе:
Рубанок
Но поскольку задачи при обработке материала могут стоять разные, то и видов популярного приспособления существует немало. Они различаются размерами, особенностями устройства и дополнительным оснащением. Приведем несколько примеров: шерхебель
Они различаются размерами, особенностями устройства и дополнительным оснащением. Приведем несколько примеров: шерхебель
, предназначенный для обтесывания заготовок, только что вышедших из-под пилы или топора;
медведка
, которой управляют два плотника;
фальцгебель
, служащий для обработки выемок. Фуганок тоже является подвидом рубанка. Вот этот инструмент:
Фуганок
Полуфуганки, их разновидности
Считается, что все, что до 50 см длиной – полуфуганки. Рассмотрим номерную классификацию этого интересного инструмента.
Полуфуганок № 5
№5 – очень интересный инструмент. Рубанки не сильно различаются между собой, также и полуфуганки. А вот разница между полуфуганками №5 и №6 очень большая. У них большая разница по ширине лезвия на целый сантиметр. С одной стороны, их можно расположить рядом, но можно классифицировать иначе. Логика отнести полуфуганок №5 к рубанкам очень простая – ширина железки такая-же. Логика отнести №6 к фуганкам тоже такая-же – ширина лезвия. Но тем не менее, – это полуфуганок.
Но тем не менее, – это полуфуганок.
Несколько слов по поводу №5. Дело в том, что если в России характерен самый распространенный типоразмер четверки, то в западной традиции, например, у англичан были не менее популярны многоцелевые рубанки №5. В английской традиции мастер на все руки который может делать все, назывался Джеком. Это литературное название связано с названием рубанка №5 – джек. Со всеми самыми распространенными задачами пятерка справляется великолепно. Он, благодаря своей длине и ширине лезвия строгает легче и ровнее, чем другой номер.
Если лезвие рубанка затупилось
Как ранее было отмечено, даже при применении инструментальной стали при изготовлении лезвия не позволяет обеспечить требуемый уровень износостойкости. При длительной эксплуатации режущая часть незамедлительно истирается, поэтому приходится проводить своевременную заточку под требуемым углом. Среди особенностей подобной процедуры отметим следующее:
- На момент работы лезвие должно быть расположено под правильным углом относительно обрабатываемой поверхности.
- Заточка режущего инструмента проводится исключительно на специальном бруске, который крепится на верстаке. На момент заточки по бруску водят нижней частью режущей кромки.
- На момент выполнения подобной процедуры нельзя изменять угол заточки, так как есть вероятность появления горбатости. Строгание, проведенное шерхебель с дефектами не позволяет достигнуть требуемого результата.
- Заточка становится причиной образования заусенец, которые легко определить. Нельзя применять шерхебель с небольшими заусенцами, поэтому их снятие проводится путем точения с обратной стороны нескольким движениями.
- Заключительный этап связан с правкой лезвия на смоченном водой оселке. Рекомендуется проводить круговые движения, которые исключают вероятность допущения ошибок и дефектов.

При обнаружении даже несущественного перекоса следует справить его, так как подобные дефекты зачастую становятся причиной быстрого износа рабочей поверхности при применении инструмента.
Фуганки
Казалось бы, они больше по размеру и предназначены для еще более ровного строгания. Это действительно так. Но его оснавная задача – фуговать поверхности. Для чего нужно прифуговывание? Как только мы видим в столярном деле деталь толще 50 мм, 90% случаев это переклейка. Например, крышка, собранная из пяти деталей нуждалась в прифуговывании, то есть при подгонке поверхностей деталей друг к другу перед склейкой.
Это действительно так. Но его оснавная задача – фуговать поверхности. Для чего нужно прифуговывание? Как только мы видим в столярном деле деталь толще 50 мм, 90% случаев это переклейка. Например, крышка, собранная из пяти деталей нуждалась в прифуговывании, то есть при подгонке поверхностей деталей друг к другу перед склейкой.
Фуганки также, как рубанки, отличаются размерами, то есть длиной и шириной. Они для одних и тех же работ, но разумный выбор среднестатистического мастера, – семерка. Восьмерка, – это тяжелый надежный инструмент, который уже одним своим весом прижимается к детали, и его нужно только толкнуть.
Как формировать инструментарий рубанков начинающему мастеру?
Если вы мастер, то начинайте с №4, если вы начинающий мастер и пока вам трудно справляться с работой на рубанке, или вы субтильная барышня, то берите №3. А дальше от четверки рекомендуется делать шаг вправо или влево.
Начнем с шага влево. Восьмерку мы не обсуждаем, так как это очень тяжелый рубанок (фуганок), поэтому рассматривается либо семерка, либо шестерка. Если вы барышня, то после тройки берете шестерку. Этот полуфуганок будет выполнять задачи фуганка. Если вы просто мастер, то берете семерку.
Если вы барышня, то после тройки берете шестерку. Этот полуфуганок будет выполнять задачи фуганка. Если вы просто мастер, то берете семерку.
Теперь шаг вправо. Делаем самый крайний шаг. Оборотник, или шлифтик, то есть рубанок для очень чистого строгания. Они великолепно подходят к обработке торцов изделий. После этого в зависимости от специфики нашей работы мы можем ряд свой заполнить либо №4 либо шестеркой. У каждого свои предпочтения по специализации, поэтому они тоже могут влиять на выбор размера инструмента и формирования рубаночного парка. Как настроить рубанок – другая статья.
Фуганок – ручной механический или электрический инструмент для выравнивания поверхности заготовки из дерева. Он есть у любого столяра, без приспособления не обходится обработка доски и массива.
Меры безопасности при использовании фуговального станка
Безопасность здоровья при проведении любых работ – это очень важное занятие. Не стало исключением и использование фуговального станка. Такое приспособление требует особого внимания.
Такое приспособление требует особого внимания.
Специалисты рекомендуют при работе на самодельном (да и на заводском варианте) фуговальном станке соблюдать следующие рекомендации:
- в первую очередь не начинайте подачу заготовки, пока вал электрорубанка не наберет максимальное количество оборотов;
- если во время работы вам необходимо очистить станок от накопившейся стружки, то вначале нужно остановить его и обесточить. Только после полного прекращения вращения вала можно приступать к удалению стружки. То же самое касается и профилактической смазки или других подобных работ;
- если вам необходимо обработать деталь с малыми размерами (длина до 40 сантиметров и ширина до 5 сантиметров), то делать это нужно с использованием специального упора. Он крепится неподвижно на рабочем столе фуговального станка;
- лучше всего оборудовать станок защитным кожухом. При поступательном движении заготовки он будет открываться, а при прекращении подачи материала закрываться.

Очень важно обеспечить рабочее место хорошим освещением. Это требования касается не только столярных, но и всех других видах работ. Не стоит что-то делать «впотьмах», это неминуемо приведет к получению травм. Соблюдая эти несложные меры предосторожности, вы будете получать от работы только удовольствие.
Виды инструмента
Прибор бывает двух видов: ручной и электрический.
Ручной фуганок
Это металлический или деревянный инструмент, в конструкцию которого входят:
Длина колодки – 90 см, а ширина лезвий – 8 см. У мини-моделей, полуфуганков, длина подошвы не превышает 50 см. Такая удобна для обработки большой детали.
Разновидность фуговочного инструмента – шерхебель. В стандартной комплектации он имеет нож шириной 35 мм. Инструмент используется для первичной обработки заготовки. Шерхебель снимает стружку толщиной 2–3 мм.
Еще одна тип фуганка – фальцебель. Его узкая сменная подошва приспособлена для обработки фальцев, четвертей и выборок. Зензубель оснащен двумя ножами для более чистой шлифовки поверхности мелких деталей.
Зензубель оснащен двумя ножами для более чистой шлифовки поверхности мелких деталей.
Электрический
Это не станок, а ручной электрический прибор.
Для обтесывания заготовки требуется сила. Профессионалы чаще пользуются электрическим фуганком. Он обладает:
- Большей массой и прижимным усилием.
- Точнее обрабатывает заготовки.
- Работа идет намного быстрее.
- Инструмент имеет набор сменных насадок.
Особенность применения электрического фуганка – возможность его крепления к верстаку. Получается станок, заменяющий специальное стационарное оборудование. Он удобен для дома или в небольшой мастерской.
Как сделать фуговальный станок самостоятельно
Первым делом необходимо подготовить проект будущего станка. В нем учитываются размеры имеющегося старого электрорубанка.
Под него делается чертеж деревянного ящика, и подгоняются по размерам листы фанеры. Расчеты нужно делать внимательно, чтобы при создании станка все прошло гладко, и само устройство работало эффективно.
Первым делом делается корпус из деревянных брусьев. Он будет представлять собой обычный ящик без дна. Далее, сверху прибивается лист фанеры. В нем проделывается отверстие, по размеру соответствующее размерам используемого в конструкции электрорубанка.
Далее, по обеим сторонам от прорези крепится еще два листа фанеры. При этом их толщина должна отличаться на один-два миллиметра. Первая лист, тот который тонкий, будет служить подающей поверхности. Второй, толстый лист фанеры, будет являться принимающей стороной. Заготовка подается на вращающийся вал электрорубанка с тонкой стороны, а выходит на более толстую.
Далее, достаточно закрепить на своем месте электрорубанок и сделать выключатель. Для этого используются болты с гайками. Выключатель можно использовать обычный бытовой. Если есть желание и возможность, то можно установить кнопку. При этом выключатель должен полностью обесточивать фуговальный станок.
В итоге у вас в мастерской появится полноценный электрический фуганок или фуговальный станок. С его помощью вы сможете быстрее и с меньшими усилиями обрабатывать большие деревянные заготовки. Такое устройство обойдется дешевле, чем заводской вариант. Но при этом он будет выполнять свою работу не хуже покупного варианта. А значит, у вас появиться больше возможностей делать красивые деревянные изделия, которые станут украшением вашего дома или будут приносить доход семье.
С его помощью вы сможете быстрее и с меньшими усилиями обрабатывать большие деревянные заготовки. Такое устройство обойдется дешевле, чем заводской вариант. Но при этом он будет выполнять свою работу не хуже покупного варианта. А значит, у вас появиться больше возможностей делать красивые деревянные изделия, которые станут украшением вашего дома или будут приносить доход семье.
В этом видео вы увидите интересное решение по изготовлению вертикального фуговального станка из электрорубанка.
Видео: Самодельный фуганок из ручного электрорубанка
Фуганок или рубанок?
Похожие на слух названия инструментов объяснимы: оба предназначены для выравнивания поверхности заготовки. В чем разница?
Рубанок и фуганок отличаются принципом и качеством работы:
Отличие от рейсмуса
Работа стационарного оборудования одинакова у обоих видов: они снимают черновую кромку с древесины. Но суть разная:
- Фуганок снимает слой с доски, делает поверхность плоской, торцевую кромку фуговальный станок делает перпендикулярной к основной.
- Для создания строго параллельных плоскостей изделия нужен рейсмус, но оборудование обрабатывает только предварительно выровненное сырье.

Фуганок и рейсмус работают в связке: один подготавливает, другой – окончательно выравнивает. Но это в случае со станками.
Отличие фуганка электрического стационарного и фуговально-рейсмусового станка
Обработка древесины прочно вошла в производственный цикл выпуска качественного сырья. Выравнивание поверхности производится с помощью ручного, электрического рубанка, фуганка, рейсмуса. Применяется стационарный фуганок и промышленные фуговально-рейсмусовые станки.
Для несложных операций по обработке коротких по длине досок применяют ручной инструмент с электрическим приводом. Для обтесывания поверхности требуется применение большой силы, поэтому к ручному фуганку, рубанку или рейсмусу добавили электрический двигатель и немного усовершенствовали конструкцию. Из-за такого новшества его эксплуатационные характеристики улучшились:
- масса стала больше, увеличилась сила прижима;
- обработка стала точнее;
- работа ускорилась;
- появились сменные насадки в продаваемом комплекте.

Рубанок, фуганок или рейсмус
Все три инструмента выравнивают поверхность дерева, а разница их в различном качестве получаемой поверхности и принципе технологии зачистки:
- Рубанок делает первую проходку при подготовке поверхности, снимает верх на толщину настройки рабочего лезвия. Строгание активно борется с буграми, сучками, другими неровностями. Рубанок в качестве рабочего инструмента содержит нож и колодку. Ножей в конструкции может быть предусмотрено два, тогда они располагаются друг за другом и второй снимает более тонкую стружку, равняя поверхность, но финишную обточку делают другим инструментом.
- Фуганок по своей сути является разновидностью рубанка, у него более усовершенствованное строение. Корпус фуганка длиннее и тяжелее, это дает более плотный прижим к области обработки. Лезвия (2 шт.) настроены на чистовую проходку.
- Часто путают фуганок с рейсмусом, но предназначение этих инструментов различное. Фуганок выравнивает древесину, а рейсмус нужен для переноса на деталь параллельных черт. Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.
 Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.
Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.Как правильно фуговать доски
Фугование – это обработка поверхности деревянной заготовки фуганком любой разновидности.
Для работы ручным инструментом обрабатываемую деталь фиксируют на верстаке. Волокна древесины должны располагаться по направлению движения.
Фуганок нужно взять обеими руками: левой рукой – за ручку, правой – за колодку. Для левшей порядок противоположный. Инструментом ведут по поверхности вдоль волокон, нажимая собственным весом на приспособление, подталкивая его вперед. Поначалу стружка будет разного размера, по мере готовности изделия она станет длинной и ровной по толщине.
Обрабатывается поверхность послойно, чтобы избежать перепадов высот и образования ненужных ям.
Как фуговать электрическим фуганком:
- Зафиксируйте прибор на верстаке с упором для доски.
- Включите питание и заведите доску на лезвие по упору.
- Проведите столько раз, сколько необходимо для получения результата.

При работе с оборудованием необходимо соблюдать меры безопасности:
- Держите руки подальше от лезвия.
- Используйте защитную одежду.
- Для перемещения доски используйте прижимные держатели. Они защитят пальцы от ножа.
Чтобы не срезать лишнего, нанесите на обрабатываемую поверхность меловую линию. Плавность ее исчезновения расскажет о равномерности обтесывания. Линия исчезла – значит, поверхность стала гладкой.
Обработка кромки выполняется так же, как шлифовка основной плоскости. Достаточно перевернуть заготовку нужной стороной к лезвию и повторить действия.
Как обойтись?
Если нет специального инструмента, можно приспособить обычную фрезу. На видео представлен один из способов фугования фрезером.
- Измерьте расстояние до лезвия на инструменте.
- Закрепите доску на верстаке.
- Прикрепите металлическую или ровную деревянную направляющую к доске с верстаком так, чтобы расстояние до кромки совпадало с расстоянием до лезвия. Нужно оставить небольшой припуск 2–3 мм для обработки.
- Запустите фрезер, уверенно возьмите его двумя руками, расположите перпендикулярно кромке, уперев в направляющий профиль.
- Обработайте поверхность. Достаточного одного прохода.
 Нужно оставить небольшой припуск 2–3 мм для обработки.
Нужно оставить небольшой припуск 2–3 мм для обработки.По такому же принципу используется приспособление для выравнивания горизонтальных плоскостей. На видео демонстрируется прием горизонтальной обработки.
Даже сейчас сложно представить себе выполнение каких-либо частных столярных работ без применения специализированных инструментов, по типу рубанка, фуганка, шерхебеля и прочих специальных приспособлений. Каждый из таких видов инструмента имеет свой уникальный характер. Да, сейчас этот инструмент уходит в прошлое, на смену ему приходит массовое производство, где всем заправляют автоматизированные линии, врят ли кто-то из вас делает табуретки в своём гараже, но пора вспомнить уроки труда, и отдать должное старым, добрым рубанкам!
Основными частями рубанка выступают: железко (нож), колодка и клин. В зависимости от размеров, предназначения и оснащения дополнительными приспособлениями рубанки могут разделяться на множество подвидов и типов.
В зависимости от размеров, предназначения и оснащения дополнительными приспособлениями рубанки могут разделяться на множество подвидов и типов.
Среди существующих модификаций выделяют:
- ручные (механические) – производятся из пластмассы, металла, дерева или их комбинаций – по своим функциональным возможностям мало чем отличаются, но технические характеристики напрямую зависят от материала изготовления корпуса строительного инструмента;
- электрические – благодаря дополнительному оснащению электрическим двигателем позволяют выполнять большие объемы работ при высокой скорости обработки.
Наибольшую популярность при обработке дерева в домашнем обиходе получили деревянные рубанки.
Как устроен деревянный и металлический шерхебель?
Колодка шерхебеля может быть выполнена из дерева или металла. В зависимости от материала изготовления колодки, конструкция инструмента будет немного различаться. Деревянные шерхебели выпускаются в соответствии с ГОСТ 14666-79. В соответствии со стандартом, в их конструкцию входит прямоугольный корпус, рога для упора рук во время работы, нож, зажимной клин для лезвия, подошва, пробка. В конструкцию некоторых моделей может дополнительно входить упор для лезвия. Поверхность деревянных элементов в конструкции шерхебеля покрывается лаком, обеспечивающим износоустойчивость и увеличение срока службы инструмента.
В соответствии со стандартом, в их конструкцию входит прямоугольный корпус, рога для упора рук во время работы, нож, зажимной клин для лезвия, подошва, пробка. В конструкцию некоторых моделей может дополнительно входить упор для лезвия. Поверхность деревянных элементов в конструкции шерхебеля покрывается лаком, обеспечивающим износоустойчивость и увеличение срока службы инструмента.
В соответствии с ГОСТ для изготовления шерхебелей применяются следующие материалы:

В металлическом исполнении корпус изготавливается литым. В нем наглухо закрепляется рукоятка-рог. Для упора рук столяра во время работы устанавливается большая ручка. Нож фиксируется с помощью винтового соединения между прижимом и основанием корпуса. В отличие от деревянных моделей, металлические отличаются большей износоустойчивостью. Тем не менее, мастера предпочитают использовать деревянные столярные инструменты, так как они обеспечивают лучшее качество обработки.
Первопроходцы в деревянных заготовках
Наиболее яркими представителями ручного столярного инструмента являются:
- Шерхебель – настоящая «тяжелая артиллерия» среди всего разнообразия столярных инструментов. Он широко применяется при строгании древесины, которая ранее не подвергалась обработке. Это достаточно массивное и тяжелое устройство с металлическим корпусом. Основное назначение – грубая первичная обработка с получением изделий необходимого размера (формы) и строгание на большую глубину для снятия толстого слоя древесины. Добиться ровной и гладкой поверхности с помощью шерхебеля не получится. Для этих целей зачастую применяют иные виды рубанков. Конструкция инструмента напоминает внешний вид обычного рубанка, но железко шерхебеля устанавливается под углом в 45 градусов по отношению к подошве и имеет закругленное лезвие. За один раз инструмент снимает слой до 3мм. При этом в местах обработки шерхебеля остаются глубокие ложбины, которые требуют дальнейшего выравнивания. Благодаря оснащению шерхебеля овальной режущей кромкой можно строгать древесину поперек ее волокон без предварительного продольного разрыва. В зависимости от твердости обрабатываемой древесины угол заточки шерхебеля может отличаться;
 Добиться ровной и гладкой поверхности с помощью шерхебеля не получится. Для этих целей зачастую применяют иные виды рубанков. Конструкция инструмента напоминает внешний вид обычного рубанка, но железко шерхебеля устанавливается под углом в 45 градусов по отношению к подошве и имеет закругленное лезвие. За один раз инструмент снимает слой до 3мм. При этом в местах обработки шерхебеля остаются глубокие ложбины, которые требуют дальнейшего выравнивания. Благодаря оснащению шерхебеля овальной режущей кромкой можно строгать древесину поперек ее волокон без предварительного продольного разрыва. В зависимости от твердости обрабатываемой древесины угол заточки шерхебеля может отличаться;
Добиться ровной и гладкой поверхности с помощью шерхебеля не получится. Для этих целей зачастую применяют иные виды рубанков. Конструкция инструмента напоминает внешний вид обычного рубанка, но железко шерхебеля устанавливается под углом в 45 градусов по отношению к подошве и имеет закругленное лезвие. За один раз инструмент снимает слой до 3мм. При этом в местах обработки шерхебеля остаются глубокие ложбины, которые требуют дальнейшего выравнивания. Благодаря оснащению шерхебеля овальной режущей кромкой можно строгать древесину поперек ее волокон без предварительного продольного разрыва. В зависимости от твердости обрабатываемой древесины угол заточки шерхебеля может отличаться;Сравнительная характеристика
- Поскольку фуганок является одной из разновидностей рубанка, отличий между ними не так много. Оба изделия применяются для снятия «излишков» материала с заготовок с целью получения идеально ровной поверхности. Главное отличие заключается в степени обработки изделия
.
- Рубанок используется как инструмент для первичной обработки
. Толщина снимаемого древесного слоя, как правило, задается при настройке оборудования. Строгание древесины, в первую очередь, предназначено для устранения сучков, бугров и других неровностей. Сама конструкция всегда отличается простотой: 2 элемента – колодка и нож.
- Фуганок, как правило, имеет более длинный корпус
, обеспечивающий очень плотное прижимание изделия к обрабатываемой древесине. Чаще всего фуганок оборудуется двумя лезвиями, позволяющими добиться чистовой обработки.
Чем отличается шерхебель от рубанка?
По сути шерхебель это тот же рубанок, только предназначенный для грубой обработки дерева. От рубанка шерхебель отличается полукруговой заточкой лезвия, а также его шириной – у шерхебеля лезвие меньше, чем у рубанка. При этом оно выступает из колодки на 2-3мм.
- Фуганок – ручной рубанок с двойным резцом. Предназначение устройства – окончательная и точная обработка дерева при выравнивании плоскости значительного объема за счет более длинной колодки, а также для прифуговки кромок. В среднем длина колодки может превышать в 2-3 раза размера стандартного рубанка. Нож фуганка снабжен стружколомателем и ручкой для облегчения работы с устройством. Фуганок может выпускаться, как с одиночным, так и двойным ножом.
Разные модификации
Обратим внимание на самые разные типы столярного инструмента:
- Механический или ручной. Его иногда выполняют из пластмассы. Но чаще из дерева и металла. Бывают разновидности из комбинированного материала. Качество корпуса напрямую связано с тем, что лежит в основе фуганка. Его функциональные возможности также зависят от вида древесины, которую нужно шлифовать;
- Электрический. Его функциональный режим шире. Работа выполняется быстрее благодаря электрическому двигателю. Высокая скорость обработки позволяет отшлифовать большое количество дерева.
Деревянный фуганок получил самое широкое применение в домашних условиях, у столяра в мастерской. Рассмотрим ниже, чем отличается рубанок от других подобных приспособлений для обработки деревянной поверхности.
Что было первым?
Изначально появился шерхебель. Такие приборы отличаются только названием от других подобных инструментов. Но пополняют их разнообразие. Применяют шерхебели при строгании дерева, которое еще не обрабатывалось. Можно сказать, что это черновая обработка.
Выглядит он массивно, вес очень тяжелый, так как его корпус выполнен из металла. Главным назначением является первичная обработка, чтобы получить из дерева нужного размера изделие, придав ему форму. Если, например, это корыто или будущая цельная лодка, то применяют именно шерхебель, так как он строгает на большую глубину.
Ровная поверхность не получится, но для этого есть другие инструменты. Выглядит он как обычное столярное устройство. Только его нож установлен под углом в сорок пять градусов, который имеет внизу закругление. Так можно за раз снять до трех миллиметров стружки. Глубокие ложбины потом следует обработать и выровнять. Овальная режущая кромка позволяет работать без продольного разрыва. Твердость дерева определяет, на какой угол лучше повернуть железо, чтобы добиться более качественной обработки. Сделать это очень просто. Нужно всего лишь, воспользовавшись отверткой, установить нож на нужный градус.
Отличие шерхебеля от другого инструмента в том, что у него есть одна особенность. Он предназначен для грубой обработки древесины. У него полукруговая заточка лезвия, также оно уже, чем у других столярных приспособлений. Выступает из колодки железо на два или три миллиметра.
Фуганок имеет два резца. Это ручной инструмент, который предназначен для окончательной и точной обработки древесины. Он выравнивает плоскость больших объемов за короткое время. Это возможно благодаря длинной колодке, прифуговке кромок.
Длина устройства достигает размеров больших в два или три раза, чем у обычного инструмента. Нож у него обладает стружколомателем. Есть в наличии ручка, делает работу более легкой и приятной. Может быть как один, так и два ножа.
Разница между фуганком и рубанком в том, что у первого лезвий бывает два, тогда как у второго всегда только одно. Строение корпуса у них одинаковое, правда, у первого он длиннее. Поэтому обрабатывать древесину можно с большей скоростью, затратив минимум времени на большую площадь.
Чем отличается фуганок от рубанка?
Главным отличием фуганка от рубанка является количество лезвий: у рубанка – одно, а у фуганка – два. Само строение конструкции фуганка мало чем отличается от рубанка, но его корпус значительно длиннее. Благодаря этому с помощью фуганка можно обработать гораздо большую площадь за меньшее количество времени, чем рубанком.
Согласно существующей классификации столярный инструмент для обработки древесины условно подразделяют на:
- рубанки плоского строгания;
- рубанки фигурного строгания
Основные виды рубанков плоского строгания
- Полуфуганок – укороченная версия фуганка, поскольку значительно уступает его размерам. Колодка или подошва полуфуганка достигает 60см, а ширина резца – до 8см, как и фуганка. Его назначение – обстругивание крупных деталей из дерева.
- Медведка – в отличие от обычных типов рубанков имеет парные боковые поперечные ручки, большую ширину и длину. Железко в таком инструменте удерживается специальным клином. С медведкой, как правило, работают два человека, одновременно держась вдвоем за ручки. Применяется такая медведка при выстругивании больших площадей древесины, например, доски наружной обшивки домов, потолков или пола. Медведка снимает слой древесины в 1мм.
- Шлифтик – предназначен для завершающей зачистки деревянных поверхностей и исправления дефектов, возникших после предыдущего обстругивания. С помощью шлифтика проводят зачистку мест вокруг сучков, торцов, неправильного строения древесины и др. Нож в таком рубанке устанавливается двойной со стружколомом и прямолинейным лезвием с углом присадки ножа в 60 градусов.
- Цинубель – используется для придания обрабатываемым деревянным поверхностям небольшой шероховатости, а также для обстругивания свилеватой древесины. Это позволяет при обустройстве клеевого соединения деталей улучшать уровень их сцепления. На ножах цинубеля размещены бороздки, которые при заточке образуют зубчики. Благодаря размещению ножа в колодке под углом в 80 градусов даже свилеватую древесину можно обрабатывать без появления задиров. В цинубеле устанавливаются одинарные ножи с прямолинейным зазубренным лезвием. Средняя длина колодки составляет 20см, ширина – 6,5см и высота – 6,5см.
- Рубанок торцовый – применяют при строгании небольших поверхностей древесины с путаным строением, а также для обработки торцов.
- Рубанок одиночный – используют для вторичного строгания древесины. При работе стружка образуется без излома, а на поверхности древесины могут оставаться небольшие отколы или задиры.
- Рубанок двойной – помимо установленного ножа имеет стружколом, который улучшает качество строгания.
Классификация
В соответствии с действующей классификацией по своему назначению виды рубанков условно подразделяются на две группы:
- Плоского строгания;
- Фигурного строгания.
Рубанки плоского строгания, типы
- Полуфуганок. Это укороченный вариант фуганка, предназначенный для обстругиваниякрупных элементов. Длина подошвы полуфуганка составляет 60 см, ширина резца, как и у фуганка, может достигать 8 см. Применяется, как и фуганок, для пригонки различных деталей.
- Медведка больше по ширине и длине и имеет по бокам парные поперечные ручки. Обычно медведкой одновременно работают два человека. Железков медведке закреплено специальным клином и снимает пласт в 1 мм. Применяется медведка для выстругивания таких элементов, как доска для наружной обшивки, для полов или потолков.
Виды рубанков фигурного строгания
- Зензубель – предполагает наличие двойного ножа, в связи, с чем качество обрабатываемых поверхностей становится достаточно высоким. Инструмент используют для зачистки четвертей и обстругивания перпендикулярных поверхностей. Ширина ножа колеблется в пределах 33мм, а его форма напоминает лопатку. Находится в «ближайшем родстве» с фальцебелем.
- Федергубель – выполняет продольные выступы по кромке деревянных заготовок. Отличается особой формой лезвия, которое образует прямоугольный выступ вдоль кромки изделия.
- Фальцебель – осуществляет зачистку четвертей. Оснащен одинарными ножами прямой или косой формы. Рубанок имеет ступенчатую подошву, которая в некоторых моделях бывает съемной. Это позволяет подбирать фальцы необходимого профиля и размера под форму дерева.
- Штабгобель или штабгалтель – придает деревянным деталям закругленную форму за счет установки ножей вогнутой формы.
- Шпунтубель – осуществляет продольные пазы по кромкам заготовок. Рубанок состоит из двух колодок, которые соединяются между собой специальными железными винтами. Одна из колодок является направляющей, а другая – закрепляющей и удерживает собой ножи.
- Калевка – основное назначение данного рубанка: фигурная обработка дерева и придание особенной формы заготовкам. Чаще всего используется при производстве карнизов из дерева, багетов или дверных проемов. Такой тип рубанка имеет особые резцы с фигурными кромками и многоступенчатую подошву, устанавливаемую в зависимости от формы профиля, который нужно получить.
- Грунтубель – проводят выстругивание пазов поперек волокон трапециевидного сечения. Представляет собой колодку, в которую сбоку вставлен заостренный крючок в виде резца.
- Горбач – имеет криволинейную колодку, позволяющую обрабатывать поверхности выпуклой или вогнутой формы с внутренними и внешними диаметрами.
В столярном деле редко можно обойтись одним видом рубанка. Ведь при обработке деревянных заготовок приходится выполнять не один тип операций с использованием различных строительных инструментов. Так, некоторыми рубанками работают только в паре, например федергубель и шпунтубель. Или же рубанки применяются последовательно: при черновой обработке – шерхебель, а при финишной – фуганок.
Как работать ручным электрофуганком?
Следует отметить, что для успешного использования ручного электрического фуганка потребуются практические навыки. Подготовительными операциями являются:
- Настройка электрофуганка на необходимую глубину и ширину. В бытовых моделях возможна обработка плоскостей шириной 50…110 мм. Имеется зависимость между мощностью агрегата и допустимой шириной строгания. Например, электрические фуганки мощностью 450…600 Вт хорошо обрабатывают материал шириной до 80…85 мм, 600…1000 Вт – до 100…110 мм. Глубина строгания выставляется по упору, и зависит от параметров древесины. Из вала лезвия должны выступать не более, чем на 2 мм, а при первых опытах работы с агрегатом стоит устанавливать глубину не более 1…1,5 мм, постепенно увеличивая её до рекомендуемой (обычно не выше 2,5 мм за один проход);
- Проверка числа оборотов двигателя. Ручные электрические фуганки оснащаются приводом от 10000 мин-1. Бытует мнение, что с повышением оборотистости электромотора функциональность агрегата возрастает. Это не так. Чем больше число оборотов, тем меньше крутящий момент и усилие, что может оказать негативное влияние на обработку особо прочной древесины. Правильнее другая рекомендация. С увеличением числа оборотов уменьшается рабочая глубина, но возрастает скорость перемещения электрического фуганка по заготовке;
- Определение скорости подачи. При увеличении числа оборотов двигателя чистота поверхности однородной и сравнительно мягкой древесины увеличиваются. Поэтому практическая подача может составлять до 25…30 мм в секунду при глубине внедрения ножей до 1,5 мм, и 10…20 мм – свыше 1,5 мм.
Перед началом работ следует надёжно и удобно закрепить заготовку на верстаке. Работы рекомендуется начинать с торцевой части доски, и на минимальной глубине внедрения. Убедившись в положительном результате первого прохода (отсутствие вырывов древесины, рывков агрегата при его перемещении и т. д.) подачу и глубину можно увеличить. Перед этим агрегат отключают от электропитания, и дожидаются полной остановки ножевого барабана. Обязателен также предварительный осмотр доски, чтобы исключить наличие в ней гвоздей и иных металлических предметов.
Для прямолинейности перемещения стоит выполнять разметку доски сплошной линией (например, цветными мелками). Кроме дополнительной гарантии прямолинейности перемещения подошвы, это определяет равномерность обработки: там, где разметка сохранилась, глубина внедрения ножей оказалась меньше требуемой.
Сделать бас и не облажаться: где берут дерево, пилорама, Химки, рейсмус, сушка, список заготовок: mux22 — LiveJournal
[1] [2] [3] [4] [5] […]В нашем деле есть категория общих вопросов, на которые трудновато сходу нагуглить ответ. Они могут сильно беспокоить начинающего гитаростроителя. Вот хороший пример:
откуда берется дерево для solidbody-гитар?
Сколько всего написано в интернете — жуть. Оказывается, на электрогитары идет только древесина, которую выдерживают десятилетиями под навесом на свежем воздухе (люди это пишут об американских серийных гитарах. Я не шучу, и они тоже. Роща имени Лео Фендера). Или вот есть мнение, что промышленность сушит дрова в микроволновках, в процессе сушки пар разрывает волокна — и дерево перестает звучать. Про звук поговорим в следующих выпусках, а сейчас хочу подробно описать процесс поиска, покупки, подготовки и других слов на «П».
Как вообще получаются маленькие аккуратные брусочки, пригодные для изготовления музыкальных инструментов хотя бы по габаритам? Вот типа таких:
(заготовка для грифа из красного дерева. Картинка со stewmac.com)
Их, конечно, не отрезают такими прямо от ствола.
Сперва ствол спиленного дерева распускается (т.е. продольно распиливается) на пилораме. Получившиеся доски также проходят через мощный промышленный рейсмусовый станок (рейсмус), который доводит их толщину до стандарта — скажем, 50 или 30 мм, такие доски легче всего встретить. Как выглядят пилорама и промышленный рейсмус, и как они умеют работать? Например, так:
Меня сейчас мало волнует, какие у этих машин режимы работы и какие варианты. Потому что мы будем иметь дело только с вышедшей из них древесиной, но не с самими станками. Если вы когда-нибудь дойдете до собственноручного выбора стволов, режимов пилорамы и толщины досок — этот текст вам уже не понадобится.
Доски, полученные в результате роспуска бревен, простой смертный уже может купить. Большая часть столичных организаций, торгующих древесиной такого формата, сосредоточена в Химках. Самые известные — Bohmans и Woodstock. В плане ольхи и клена меня очень выручает Орис-трейд. Доски делятся на две категории — необрезные, у которых в наследство от ствола остались неровные края с корой, и обрезные, у которых края отпилены под прямым углом (какие именно выбирать — вопрос не первой важности; обычно жрешь, что дают). Еще эти доски обычно очень длинные, редко бывают меньше двух с половиной метров. Не во всякую машину влезет. И таскать неудобно. На фото — необрезная ольховая доска, упирающаяся мне в плечо, несмотря на внушительную длину лесовоза.
Промышленные станки оставляют после себя неровную, «волосатую» поверхность, которая активно собирает грязь. Мягкая светлая древесина вроде ольхи быстро темнеет снаружи и становится неприятна и на вид, и на ощупь. При покупке на складе иногда трудно рассмотреть рисунок дерева — один мой знакомый даже берет с собой рубаночек, чтобы очищать приглянувшиеся доски. Нашел фотку у себя в архиве — обрезная доска выглядит примерно так:
(Обратите внимание, насколько различается цвет узкой и широкой грани)
Поэтому, чтобы из большой грязной доски получилась маленькая и чистая, ее приходится строгать и снова засовывать в рейсмус, только на этот раз уже в мелкий, компактный — он менее производителен, чем промышленный, но оставляет после себя аккуратную поверхность. Заодно в процессе «очистки» доски ее толщина доводится до нужной (например, из 50мм делаются 43, для электрогитарного корпуса), а также снимаются все искривления древесины, возникшие в процессе усушки больших досок. Это можно делать и одним ручным рубанком, но рейсмус очень ускоряет процесс.
Для сравнения — доска с верхней фотографии, но уже попиленная и побывавшая в мелком рейсмусе:
И все. Дальше, собственно, кончается подготовка и начинается изготовление инструмента.
Разумеется, можно не париться с покупкой длинных уродских досок и доведением их до нужного состояния — есть много мест, где вам продадут готовые аккуратненькие дрова нужного размера. Собственно, на том же stewmac.com полным-полно заготовок. Из отечественных вспоминается rare-shop.ru. Два минуса:
1) получается значительно дороже
2) при дистанционном заказе трудно проконтролировать положение волокон, отсутствие сучков и т.д. — что пришлют, то и пришлют.
Тем не менее, для мелкого гитаростроения это очень хороший вариант. Но я все равно предпочитаю закупаться дровами с большим-большим запасом по всему. Пусть лежат, заодно подсохнут. Мелкого рейсмуса и фуговальника я пока не завел, поэтому вожу деревяшки на финишную доводку к разным своим знакомым — или к незнакомым, за деньги.
========================================
Кстати, я ни разу не встречал в продаже достаточно высушенную древесину. В первую зиму, с падением влажности воздуха, доски сильно крючит, но после этого они более-менее стабилизируются — то есть, после зимы с ними можно уже достаточно безопасно работать. Конечно, древесина всегда будет немного менять размеры из-за колебаний влажности. Но зимняя сухость хотя бы выгоняет из нее «свободную» влагу (free water на картинке), которая уже не возвращается обратно в нормальных условиях.
Картинка из хорошего текста о влажности древесины — рекомендую.
Ольху и клен для своего баса я почти сразу после приобретения свозил к знакомым в большую столярную мастерскую. Там был и фуговальный, и рейсмусовый, и какой угодно станок, так что мы с товарищем быстро обстрогали все дрова до нужной толщины и красоты. Это было летом. Зимой оказалось, что заготовки слегка повело (тот самый выход свободной влаги), так что я очень рад, что полгода ковырял в носу, а не делал бас. Заготовку легче обстрогать, чем готовый инструмент.
Конечно, зимы ждать не обязательно. Есть специальный бытовой прибор — осушитель. Типа кондиционера, но не охлаждает, а сосет влагу из воздуха (ее периодически приходится сливать). Достаточно поставить такой прибор в плотно закрытый чулан с дровами — и скоро они отлично высохнут. Вот как устроена сушилка у Лепского:
Более того: существуют даже компактные измерители влажности древесины. Чтобы уж наверняка.
Все эти вещи выходят за рамки рассказа об изготовлении баса, и дальше углубляться я не буду. Упомянул я их, чтобы чтобы донести главное: не надо использовать совсем свежую древесину, ее гарантированно поведет при «зимней» влажности (20-30%). Продавцам, рассказывающим об идеальной сухости их дерева, лучше не доверять. Если вы гитарничаете дома, то никуда не торопитесь и дайте деревяшкам отлежаться хотя бы зиму, чтобы потом не строгать гриф.
И напоследок: уберите уже куда-нибудь вот эту одержимость «музыкальной древесиной». Конторы, торгующие «звучащим деревом» для электрогитар и басов, покупают его там же, где и я — в Химках. Ну, может, всякую экзотику везут из-за бугра. Нет и не может быть никакого специального звучащего ясеня. Просто звучащий ясень — есть, из него делают мебель и паркет, и гитары вот иногда. Если гитара не играет как надо, то это точно не из-за того, что дерево, из которого она сделана, в прайс-листе называлось «пиломатериалом», а не «tonewood».
========================================
Вернемся к басу.
Ольху на его корпус я нашел в «Орисе». Там как раз был завоз очень качественной ольхи — однородной, без сучков и свилеватостей, вооот такой ширины.
Клен на гриф — честно говоря, не помню, где покупал. Кажется, в «Вудстоке». С обычным кленом нет никаких проблем, под гриф нужны маленькие заготовки, и такие размеры всегда находятся. Как обычно, заготовки на гриф выбираются без сучков, и без подозрительных мест вообще. (про волокна, радиал, тангентал и т.д. мы еще поговорим).
С топом было хитрее. Хороших кленовый досок нужной ширины (под распил книжкой) у меня в запасах не нашлось, и в Химках тоже. Утомившись, я заказал их в рейр-шопе. Два раза. Почему два — еще напишу.
Макассаровая дощечка для накладки грифа приехала с ебея. Вообще-то, особых проблем с черным деревом и в химкинских магазинах нет. Трудность в том, чтобы купить его МАЛО. Менеджер вудстока может предложить только здоровое бревно по соответствующей цене. Опять же, на больших масштабах это, наверное, отличная тема. Но мне много не надо, а отдельные накладочки удобнее таскать из-за бугра. Смешно также, что на момент заказа я даже не знал, что это макассар. В описании лота было написано, что это просто эбони. Тем приятяее было обнаружить характерные рыжевато-серые прожилки на приехавших накладочках. Причем Владимир был согласен на любое черное дерево, но мечтал именно о макассаре. Повезло.
Пластину для морды головы грифа я выпилил из куска пау ферро. Очень жесткая и тяжелая древесина, в большинстве прайсов идет как «палисандр сантос», хотя к палисандру — ботанически — не имеет отношения. Это просто недорогая и полноценная замена последнему. Я когда-то купил в вудстоке несколько длинных досок с радиальным распилом, рассчитывая настричь из них накладок — но в итоге пока стригу только пластины 🙂
Пока эти дрова сохли, я не торопясь чертил бас. Об этом — в следующей части.
[1] [2] [3] [4] [5] […]
Рама для фрезерного рейсмуса на слайдерах своими руками
Здравствуйте, уважаемые читатели и самоделкины!Эта статья будет интересна столярам и мастерам, работающим с деревом. В ней Андрей, автор YouTube канала «Столярное КБ», представит Вам технологию сборки рамы — рейсмуса для фрезера. Эта рама предназначена для облегчения обработки больших слэбов (древесных плит) и выравнивания плоскостей.
Итак, Андрей Вам покажет слегка необычный фрезерный рейсмус, который ему заказали изготовить.
Область применения подобных механизмов достаточно обширна.
Продаются заготовки для слэбов, еще продаются просто доски, скажем, из ясеня или дуба.
В некоторых случаях бывают доски из кедра, достаточно толстые. Такие исходные материалы всегда требуют дополнительной обработки по плоскости. Так же может потребоваться выравнивание, если они горбатые, либо закручены «винтом».
Для того, чтобы выровнять широкую большую плоскость нужно использовать какой-то специальный механизм.
Механизм, который изготовил автор, движется на слайдерах в двух направлениях — поэтому разнообразные вибрации и люфты фрезера сведены к минимуму. Это и отличает предлагаемый механизм от типовой конструкции в которой, как правило, используются прорезиненные ролики, например, от роликовых коньков.
А это не совсем хорошо — получаются полосы, с которыми впоследствии приходится бороться той же шлифовкой. Это достаточно трудоемкая операция, связанная с большим количеством пыли, не всегда это выходит качественно и удобно выполнить.
Инструменты, использованные автором.
— Нейлер (пневмостеплер) и гвозди для него длиной 30 мм
— Струбцины
— Кисть, молоток.
Материалы.
— Нарезанные рейки из ламинированного МДФ толщиной 18 мм
— Алюминиевый уголок
— Дубовые бруски
— Саморезы
— Клей ПВА.
Процесс изготовления.
Для начала автор изготавливает раму. Для нее все детали уже подготовлены.
Наносит клей на подготовленные детали из ламинированного МДФ. Это будет корпус рамы.
Приступает к сборке. Приклеивает борта направляющей. Так же вклеивает ребра жесткости внутрь корпуса направляющей, чтобы со временем она не провисла от нагрузки, либо от других каких-то факторов.
Предварительно стянув направляющую струбцинами в области ребер жесткости, простукивает молотком для более плотной усадки.
Затем дополнительно фиксирует детали при помощи пневмостеплера.
Приклеив последнюю грань, зажимает струбцинами и так же фиксирует нейлером. И оставляет на время высыхания клея.
Современный ПВА Д3 позволяет на короткий промежуток времени стягивать заготовки. А после минут 20-30 сушки можно отпускать струбцины, если температура окружающего воздуха больше 20°C.
Итак, склеены основные части большой рамы. Собственно говоря, Андрей изготовил такие четыре конструкции для рамы и две для направляющих.
Именно вот так выглядит рама 1750Х1590 мм.
И туда вот, под раму, проходит заготовка толщиной 75 мм. Можно и более длинные, чем 1700 мм вкладывать.
Теперь остается сделать сам слайдер, который будет перемещать фрезер над заготовкой.
Автор нарезал из дубовых брусков треугольные рейки. Рейки будут закреплены вот таким образом.
На две дополнительные склеенные направляющие приклеил рейки, и прижал их струбцинами.
На рейки устанавливает алюминиевый уголок. Фиксирует его при помощи саморезов. Он помягче чем сталь, движется по нему каретка мягче. Даже если сильно стянуты направляющие — со временем каретка выбирает минимальную дорожку, и движется всегда мягко.
Так выглядит подвижная каретка.
Автор показывает со всех сторон, как она сделана. В нижней части каретки установлена подошва из оргстекла, толщиной 4 мм. К ней на 5 мм мебельных стяжках прикреплена фанерная рама и склеена.
Далее ставится фрезер с фрезой, которая работает по плоскости. Это круглая пазовая фреза. Можно устанавливать и фрезы побольше, с четырьмя ножами и 60 мм диаметром например. Глубина обработки будет порядка одного миллиметра.
Сейчас вся эта конструкция лежит на листе МДФ размером 1500Х2800 мм.
Так это все выглядит издалека катается каретка легко. В общем вот такая каретка с рейсмусом для плоскостей.
Спасибо Андрею за интересный проект!
Всем хорошего настроения!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Что такое измеритель поверхности?
В мире производства и металлообработки измеритель поверхности — это инструмент для разметки — что в основном является точным способом измерения — линий на определенных фиксированных материалах. Эти инструменты также иногда называют машинистскими калибрами или блоками разметки, и они особенно полезны, когда дело доходит до таких вещей, как определение того, являются ли плоскости действительно горизонтальными. Они также могут помочь определить точный центр цилиндров, что действительно полезно при выполнении ряда механических настроек и работ, требующих точности сборки.Этот термин также имеет некоторое значение в мире автомобилестроения, хотя его значение здесь, как правило, действительно иное. Транспортные средства часто имеют поверхностные датчики на их приборных панелях, чтобы указать, как транспортное средство работает в различных показателях, и пользователи воспринимают их более или менее как подвижные циферблаты. Название то же самое, но очень мало информации о функциональности и удобстве использования.
Физические характеристики
Инструмент обычно имеет стальную основу, на которой установлен регулируемый вертикальный рычаг.В большинстве случаев на руке монтируется один или два разметчика; В этом контексте «черчитель» — это острый инструмент, используемый для маркировки или иного царапания материала с целью отметить точную точку измерения. Обычно их можно отрегулировать как с помощью грубой, так и с тонкой регулировкой, и выбор между ними чаще всего зависит от обстоятельств и материала.
Для манометров меньшего размера эти регулировки могут составлять 4 дюйма и 7 дюймов (около 10 см и 18 см), а для датчиков большего размера — 9 дюймов и 12 дюймов (около 23 см и 30 см).При использовании для маркировки материала скрайберы могут соскрести линии на поверхности или удалить верхний слой краски; оба они более или менее постоянны, но они не изменяют функциональность маркированного материала, и в большинстве случаев маркировка выполняется в труднодоступных местах, которые не будут заметны. В некоторых моделях рисовальщик можно заменить карандашом, чтобы разметить линии менее стойко.
Использование для выравнивания
Возможно, наиболее часто этот инструмент используется для определения, является ли поверхность объекта действительно горизонтальной.Этого требует производство различной электроники и оборудования, а также сборка большинства высокотехнологичного оборудования. Когда предметы не выровнены, может показаться, что части подходят друг к другу, но обычно это происходит таким образом, что долговременная функциональность может быть повреждена или, по крайней мере, отрицательно повлияна.
Чтобы получить точные показания, машинист обычно вручную перемещает датчик по поверхности объекта.Датчик точно скажет машинисту, как далеко поверхность объекта находится от его основания. Если число меняется, поверхность не идеально горизонтальна.
Цилиндрический измерительный
Еще одно частое применение — найти центр цилиндра.Это более распространено, чем многие думают, особенно в мире механического ремонта и сборки оборудования. Инструмент можно использовать для поиска центра объекта с круглым поперечным сечением. Предмет, обычно цилиндрический стержень, помещается в так называемый «V-образный держатель», который удерживает стержень горизонтально. Измеритель поверхности измерит расстояние между вершиной круга от низа, определением и отметкой середины круга. Затем цилиндр поворачивается примерно на 90 градусов в клиновидном блоке, и процесс повторяется.Результатом является «x», который отмечает точный центр цилиндрической поверхности.
Сравнение чертежей
Эти инструменты также можно использовать для сравнения размеров различных деталей, чтобы убедиться, что они имеют точно такие же размеры.Это особенно важно в машинах и других объектах, которые построены в тандеме, с двумя частями, которые должны быть одинаковыми или зеркальными отображениями друг друга. Обычно важно убедиться, что они равны , ровно еще до того, как продолжить, чтобы подготовить почву для бесперебойной работы, и этот датчик может довольно легко сделать эту оценку. Его также можно использовать для рисования параллельных линий, которые могут помочь сборщикам знать, где разместить различные детали.
Использование в автомобилях, не связанное с этим
Датчик поверхности на приборной панели автомобиля — это табличка, на которой водителю отображаются различные показатели эффективности.Это включает в себя датчик MPH (миль в час) или KPH (километров в час), который показывает скорость автомобиля, датчик RPM (оборотов в минуту), который показывает обороты двигателя, и датчик уровня топлива, который показывает, насколько полон или опустошен бензобак. является. Другие общие индикаторы производительности автомобиля включают датчик температуры двигателя, датчик уровня масла и индикатор батареи. Эти инструменты на самом деле ничего не помечают, а измеряют только в режиме реального времени. Их основная цель — дать водителям больше контроля, что никак не связано с точностью производства.
Изменение измерителя поверхности для измерения прямоугольности: 5 шагов
Честное предупреждение, я на самом деле не знаю, как называется эта деталь…
Теперь для этой детали вам понадобится крошечный кусочек металла, примерно 1/4 дюйма толщиной, 2 дюйма шириной и 1 дюйм высотой, но ни один из этих размеров не является критическим. Вам просто нужно, чтобы он был толще, чем прорезь, которую вы прорезаете в основании, такой же ширины, как и основание, и достаточно высокой, чтобы вырезать радиус на поверхности. Здесь я использую горячекатаную низкоуглеродистую сталь 1/4 дюйма.
На первом этапе вставьте кусок стали в тиски длинным краем вверх, затем выполните очистку, чтобы у вас была плоская поверхность, с которой можно было бы ссылаться наверху.Следишь за мной так далеко? Хороший. Теперь, когда у вас есть эталонная поверхность, опустите концевую фрезу на глубину прорези, которую вы прорезали в основании, минус около 0,010 дюйма, и сделайте очень маленький проход вдоль задней стороны детали, оставив примерно 0,030 дюйма. «губа.
Теперь, когда у вас будет разрез с обратной стороны, вам нужно переместить концевую фрезу к передней стороне детали на определенное расстояние. Если вы еще не поняли, то, что я делаю здесь, по сути, создаю шип на этом куске стали, чтобы он поместился в дадо, который мы вырезали в основании на последнем этапе, если использовать некоторые термины обработки дерева.Теперь величина, на которую вам нужно сдвинуть деталь, будет определяться размером концевой фрезы, которую вы используете, и толщиной шипа, который вам нужен. Итак, я использую концевую фрезу 1/2 дюйма, мне нужен шип 0,1875, и мы хотим, чтобы было немного места, чтобы подкрасться к размеру, поэтому прибавьте 0,010 к этому, чтобы получить 0,5 + 0,1875 + 0,01. = 0,6975, поэтому я собираюсь отодвинуть заготовку на 0,6975 дюйма от себя, чтобы поставить концевую фрезу перед деталью и начать резку второй грани. Введите свои числа для размера используемой концевой фрезы и ширины паза вашей детали, важно, чтобы шип плотно прилегал к пазу.Не пытайтесь откусить сразу весь кусок, делайте небольшие проходы, пока не наберете нужное количество.
Как только вы наберете то число, которое мы рассчитали на вашем УЦИ / шкалах и т. Д., У вас должен появиться красивый маленький шип на краю вашей заготовки. Попробуйте совместить с прорезью, которую вы прорезали в основании калибра. Вы хотите, чтобы он был прилично запрессован, вам не понадобится молоток, чтобы его вставить, но он должен быть довольно плотно прилегающим и не выпадать. Если шип слишком толстый и не подходит, снимите еще немного металла.Если посадка слишком свободная, начните с лица. Подгонка важна
Вы будете знать, что с шипом бампера закончили, когда вы можете вставить шип в прорезь, не забивая его молотком, но при этом удерживая узел за бампер, не выпадая из основания датчика. Вы также хотите, чтобы выступы шипа прилегали непосредственно к поверхности основания, так, чтобы шип не выходил за дно в прорези. Если ваш шип выходит за нижнюю часть, снимите немного с его верха.
Методы измерения профиля поверхности в поле
Автор: Джон Флетчер, менеджер службы технической поддержки
Сопутствующие продукты >>>> Загрузить полный PDF
РЕФЕРАТ
При нанесении защитных покрытий на конструкции важно, чтобы поверхность была чистой и сухой, чтобы предотвратить преждевременное разрушение покрытия и обеспечить полный срок службы покрытия.Во многих ситуациях, как при новом строительстве, так и при ремонте конструкций, требуется струйная очистка поверхности для удаления загрязнений и создания анкерного рисунка для улучшения адгезии системы покрытия к основанию. Измерение профиля важно для достижения технических требований, но также для обеспечения того, чтобы процесс струйной очистки находился под контролем и не производил неадекватную или чрезмерную высоту профиля.
Существуют два стандарта ASTM, которые касаются оценки профиля поверхности: D 4417, Стандартные методы испытаний для полевых измерений профиля поверхности стали, очищенной струйной очисткой, и D 7127, Стандартный метод испытаний для измерения шероховатости поверхности металлических поверхностей, очищенных абразивно-струйной очисткой, с использованием Портативный инструмент-стилус.
D 4417 описывает три метода оценки профилированной поверхности: метод A — компаратор поверхности или измерение высоты профиля: метод B — глубиномер и метод C — реплика ленты. D 7127 описывает метод измерения щупа, дающий результаты как для высоты профиля, так и для максимальной плотности.
В этом документе описывается оборудование, которое в настоящее время доступно для этих методов испытаний, и обсуждаются различия как в методах, так и в результирующих измерениях, включая калибровку поверхностных компараторов.Значимость этих различий будет проанализирована в контексте типичных поверхностей, подвергнутых пескоструйной очистке.
ВВЕДЕНИЕ
Пескоструйная очистка стальных поверхностей для удаления прокатной окалины, ржавчины, загрязнений, таких как масла, жиры и растворимые соли, является обычным процессом для стальных конструкций всех типов. Доступно несколько различных методов, включая сухую абразивоструйную очистку, влажную абразивоструйную очистку, ручную очистку и очистку механическим инструментом и т. Д. В целом оценка поверхности на предмет удаления ржавчины после процесса проводится путем визуального сравнения со стандартами чистоты, такими как Шведский стандарт ржавчины, ISO 8501-1 или SSPC VIS 1, VIS 3 или VIS 5.
Однако эти процессы очистки подложки также предназначены для придания шероховатости поверхности для создания профиля или рисунка закрепления, к которому покрытие будет сцепляться сильнее, чем если бы оно было нанесено на гладкую поверхность. Помимо удаления загрязнений, создание профиля влияет на другие аспекты процесса нанесения покрытия, такие как адгезия и покрытие краской, следовательно, объем покрытия, используемый для достижения заданной толщины.
Измерение высоты от пика до впадины для профиля является важным параметром, который следует учитывать при контроле процесса нанесения покрытия, чтобы предотвратить чрезмерное использование краски при слишком большой высоте профиля или недостаточную адгезию, когда высота профиля слишком велика. низкий.
ASTM D4417 — 11, «Стандартные методы испытаний для полевых измерений профиля поверхности взрыва. Очищенная сталь »описывает три метода оценки или измерения профиля, одним из которых является метод визуального / тактильного сравнения. Два других метода измеряют высоту от пика до впадины в различные пути.
ASTM D7127 — 05, «Стандартный метод испытаний для измерения шероховатости поверхности абразива. Пескоструйная очистка металлических поверхностей с использованием портативного стилуса »описывает метод, основанный на дальнейшая методика, и этот метод в настоящее время рассматривается подкомитетом ASTM D01.46, Промышленная защитная окраска.
Профили, очищенные струйной очисткой, представляют собой сложные трехмерные поверхности, и на рисунке 1 ниже показаны ожидаемые масштабы и вариации профиля.
Рис. 1 — Трехмерный вид поверхности после абразивоструйной обработки (любезно предоставлено Corus)
Рисунок 2 — Компаратор ISO для песка.
МЕТОДЫ ИЗМЕРЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ
D4417 перечисляет три метода измерения профиля поверхности в полевых условиях: Метод A — обработанная струйная очистка поверхность визуально сравнивается со стандартами, подготовленными с различной глубиной профиля поверхности и определенным диапазоном, Метод B — Глубина профиля измеряется с помощью тонко заостренного зонда на количество точек и определено среднее арифметическое. Метод C — композитная пластиковая лента вдавливается в поверхность, очищенную струйной очисткой, образуя обратное изображение профиля и максимальное расстояние от пика до впадины. расстояние измеряется микрометром.
Метод A обычно называют компаратором поверхностей, и наиболее часто используемой версией является «компаратор поверхностей ISO», который соответствует требованиям ISO 8503-1. Существует две версии этого компаратора: одна для поверхностей, обработанных пескоструйной очисткой, а другая для поверхностей, обработанных дробеструйной очисткой. Разницу можно увидеть в форме профиля, профиль зерна угловатый, а профиль дроби более округлый. На рисунке 2 показан типичный компаратор ISO.
Каждый компаратор ISO имеет четыре сегмента, представляющих степень глубины профиля.Компаратор используется либо для визуального, либо для тактильного сравнения с исследуемой поверхностью, и определяются два сегмента, которые ограничивают испытательную поверхность.
Рис. 3. Компаратор Keene-Tator (1) с лупой (3) и дисками для дробления, абразива и песка. Поверхностные компараторы Руберта (2)
Рисунок 5 — Принцип измерения профиля поверхности
Рисунок 7 — Комплект ленты с репликой, показывающий ленты слева и шкальный индикатор справа
Рисунок 8 — Метод с использованием ленты с репликой
Другие аналогичные компараторы включают компаратор поверхности Keene-Tator, компаратор поверхности Rubert и компаратор поверхности Rugotest.Они реже используются после публикации метода испытаний ISO, но, поскольку характеристики краски имеют относительно долгий срок службы, они все еще используются. На рисунке 3 показаны компараторы поверхности Кина-Татора и Руберта.
Метод B описывает глубинный микрометр с круговой шкалой, также известный как измеритель профиля поверхности. Этот датчик измеряет глубину впадин относительно пиков с помощью заостренного зонда. Основание стопы опирается на выступы, а подпружиненный заостренный зонд или наконечник выступает в впадины.Наконечник определяется как имеющий угол 60 ° с номинальным радиусом 50 мкм. На рис. 4 показана текущая версия измерителя профиля поверхности с возможностью выбора встроенного зонда или отдельного зонда.
На рисунке 5 показан метод измерения измерителем профиля поверхности и показана ступня, сидящая на вершинах, а заостренная наковальня находится в впадине для трех разных высот от пика до впадины.
Рисунок 4 — Цифровой измеритель профиля поверхности
Цифровой измеритель профиля поверхности доступен с памятью, статистикой и беспроводной связью, поэтому данные можно передавать в безбумажные системы управления данными для стандартизированной отчетности.Среднее (среднее) значение группы показаний и диапазона доступно в виде значений на дисплее для простого и быстрого принятия решений относительно предварительно установленных пределов, если это необходимо.
Последние разработки цифрового измерителя профиля поверхности включают в себя отдельную версию датчика, которая позволяет держать датчик в одной руке, чтобы на дисплее можно было постоянно видеть, в то время как датчик другой рукой используется для измерения профилей на дальних сторонах лучей и нижняя сторона фланцев.
Опции отдельных датчиков также были расширены и теперь включают датчик для выпуклых поверхностей, таких как внешние поверхности труб.На рис. 6 показан зонд с выпуклой поверхностью в работе на трубе малого диаметра, очищенной струйной очисткой.
Управление данными важно для составления отчетов по проектам инспекций для управления процессами и обеспечения гарантий клиентов. Во многих случаях такие отчеты теперь являются контрактным требованием. Для цифровых датчиков это требование может быть облегчено за счет использования программного обеспечения для управления данными с беспроводной связью Bluetooth® с программным обеспечением, позволяющим передавать отдельные пакеты данных из памяти датчика в программное обеспечение через «облачные» вычисления для обеспечения быстрого и быстрого доступа. простой и позволяет просматривать данные инспекций в разных местах, в разных странах или даже на разных континентах без выделенной сети.
Рисунок 6 Цифровой измеритель профиля с датчиком выпуклой поверхности
Метод C — это метод дублирования ленты, при котором копия профиля снимается с помощью диска из пенопласта под диском из жесткого пластика. Лента накладывается на профиль и полируется закругленным инструментом, чтобы разбить пузыри во вспененном пластике и сформировать копию. Общая высота реплики и жесткого диска измеряется, а толщина жесткого диска (2 мил / 50 мкм) вычитается, чтобы получить максимальную высоту профиля (Rt) в измеренной области.На рис. 7 показан набор копий ленты, а на рис. 8 показан метод в схематической форме.
Полоса ленты имеет размер 19 x 54 мм (0,75 x 2,13 дюйма), но площадь пенопласта определяется за исключением круглого окна диаметром 10 мм (~ 0,4 дюйма). Это устанавливает размер области оцениваемого профиля.
В методе, описанном в D7127, используется инструмент для отслеживания профиля иглы для измерения Rt и Pc, где Rt — это расстояние между самым высоким пиком и самой низкой впадиной в пределах любой оценочной длины, а Pc (Peak Count) — количество пар пиков / впадин на единицу. длина.Метод ограничен измерением шероховатости поверхности, где Rt находится в диапазоне от 10 до 150 мкм (от 0,4 до 6,0 мил), а количество пиков составляет менее 180 пиков / см (450 пиков / дюйм). Типичный стилус показан на рисунке 9.
Рисунок 9 — Портативный измеритель профиля щупа
ПРОВЕРКА
Поверхностные компараторы
Полевая проверка наземных компараторов ограничивается проверкой состояния компаратора.ISO 8503-2 описывает калибровку поверхностного компаратора, определенного в ISO 8503-1, с использованием одного из двух методов. Метод 1 — это метод фокусирующего микроскопа, при котором микроскоп сначала фокусируется на вершине пика, а затем на следующей впадине, а разница в положении фокусирующего нониуса составляет высоту от пика до впадины в этой точке (h max). Метод 2 — это метод стилуса с использованием Rtm в качестве параметра измерения. Однако стоимость проведения этих измерений на компараторе намного превышает стоимость нового компаратора, и замена, а не повторная калибровка является нормой.Таким образом, проверка в полевых условиях выполняется пользователем, гарантируя, что компаратор находится в хорошем состоянии и не имеет повреждений.
Глубиномер с круговой шкалой
Проверка измерителей профиля поверхности также во многом зависит от пользователя, который должен убедиться, что измеритель находится в хорошем состоянии, с особым вниманием к состоянию наконечника. Изготовленные из карбида вольфрама для обеспечения износостойкости, эти наконечники могут треснуть, материал, падающий с наконечника, делает его непригодным для использования.Простой визуальный осмотр гарантирует, что наконечник находится в хорошем состоянии, и перед использованием датчик следует установить на ноль, поместив ножку на кусок плоского стекла, например предметное стекло микроскопа, чтобы совместить наконечник и ножку и убедиться, что датчик установлен. установить на ноль.
Калибровка и повторная калибровка этих манометров возможна с использованием согласованных пар измерительных блоков для контроля высоты стопы относительно наконечника зонда, одного блока с каждой стороны наконечника и использования одноразового измерительного блока для удержания наконечника на месте, пока проверяется показание манометра.Сертификат калибровки может быть выдан на основании показаний, полученных с использованием стопки мерных блоков, и, поскольку эти калибровочные блоки сами сертифицированы с возможностью отслеживания в Национальной физической лаборатории в Великобритании или в NIST в США, в сертификате также есть этот след. -способность.
Полевые проверки могут выполняться с использованием керамической прокладки, при этом измерение толщины выполняется так же, как и измерение толщины покрытий. Прокладка номинально имеет толщину 500 мкм, но измеряется в четырех точках вокруг отверстия в центре прокладки, через которое наконечник проходит к базовой пластине, такой как стеклянная пластина, используемая для установки датчика на ноль.Датчик должен показывать то же значение, что и керамическая прокладка, чтобы подтвердить правильность измерения.
500 мкм — это верхний предел шкалы цифрового измерителя профиля поверхности, но было обнаружено, что более тонкие керамические прокладки недостаточно прочны для этой цели и легко трескаются. Другие материалы, кроме керамики, недостаточно прочные, чтобы можно было вырезать отверстие, не оставив заусенцев на краю отверстия, что приведет к ошибкам измерения.
Рисунок 10 — Измеренные стандарты толщиномера покрытия
Реплика ленты
Единственная проверка, которая может быть проведена для реплики ленты, — это циферблатный индикатор, используемый для измерения ленты после того, как реплика была сформирована.Показания индикатора часового типа можно проверить с помощью фольги или прокладок той же измеренной толщины, которые предусмотрены для датчиков толщины покрытия, с использованием значений в диапазоне от 50 до 250 мкм. Типичный набор пленок показан на рисунке 8. Фольги этого типа могут поставляться с сертификатом калибровки, а измерения соответствуют NIST или другим национальным стандартам, таким как Национальный
.В рамках процесса проверки важно убедиться, что для измерения данного профиля используется точная копия ленты.У каждой ленты есть верхний и нижний предел диапазона высоты профиля. В таблице 1 ниже показаны диапазоны профилей для трех обычно используемых лент.
| Тип ленты | |||
|---|---|---|---|
| Тип ленты | Диапазон профиля (метрическая система) | Диапазон профиля (дюймовая) | |
| Грубый | 20-50 мкм | 0,8 — 2,0 мил | 38 — 114 мкм | 1,5 — 4,5 мил |
| X-Coarse Plus | 115 — 152 мкм | 4.5 — 5,8 мил | |
Измерительные щупы обычно поставляются с контрольным элементом, который можно использовать для подтверждения правильности работы измерительного щупа. Следует отметить, что контрольный образец обычно измеряется методом средней шероховатости Ra. Это определяется как среднее арифметическое абсолютных значений отклонений высоты профиля, зарегистрированных в пределах оценочной длины и измеренных от средней линии. Это не то же самое, что значение Rt, необходимое для оценки профилей, полученных при абразивно-струйной очистке.Rt — максимальная высота профиля на оценочной длине, определяемой расстоянием от наивысшего пика до самой низкой впадины. Тем не менее, контрольный элемент гарантирует, что прибор работает правильно.
СТРУЙНАЯ ОЧИСТКА ПОВЕРХНОСТЕЙ
Поверхность, очищенная абразивно-струйной очисткой, представляет собой сложную трехмерную структуру, и существует множество способов определения шероховатости или текстуры поверхности. Документ ASME B46.1-2002 Surface Texture (Surface Roughness, Waviness and Lay) описывает классификацию и обозначение качеств поверхности с особым вниманием к различным методам измерения поверхности и используемым параметрам поверхности.
Поверхности, очищенные абразивно-струйной очисткой перед нанесением защитных красок, требуют особого внимания, так как условия, при которых создаются профили, враждебны для инструментов, часто присутствуют пыль, загрязнения и вода, а также из-за риска «высыпания ржавчины» на поверхность. только что обработанная поверхность, необходимость оптимальной скорости определения глубины профиля для обеспечения соответствия спецификации. По этой причине методы, используемые для измерения профиля, должны быть простыми, быстрыми в использовании и понятными для инспектора.
Многие методы, описанные в ASTM B46.1-2002, предназначены для относительно гладких поверхностей, таких как поверхности, полученные после обработки металлов, например токарной обработки или фрезерования. Профиль на поверхности, очищенной абразивно-струйной очисткой, находится в верхней части диапазона для методов измерения профиля.
Одним из наиболее важных аспектов пескоструйной очистки поверхности защитной краски является влияние на степень укрывистости краски. Площадь с гладкой поверхностью может иметь эффективную площадь, увеличенную в 3 раза с грубым профилем, а объем краски для получения толщины сухой пленки 100 мкм на гладкой поверхности может быть соответственно увеличен за счет профиля и требование для достижения 100 мкм толщина по пикам профиля.Таким образом, определение профиля имеет большое значение при использовании краски для проекта и связанных с этим материальных затрат.
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
Два пилотных исследования проводятся в отношении двух документов ASTM, D4417 и D7127. Первое исследование относится к описанию наконечника в D4417. В настоящее время это определяет угол 60 ° с номинальным радиусом 50 мкм, однако австралийский стандарт для измерения профиля поверхности определяет более острый наконечник и рабочую группу в рамках подкомитета D01.46 считает, что такая подсказка может дать другие результаты, чем указанная, и желает подтвердить или опровергнуть эту теорию. Подготовлен протокол для сравнения датчиков, и ожидается, что испытания состоятся в четвертом квартале 2009 года.
Пилотное исследование метода щупа, описанного в D7127, направлено на определение того, могут ли разные операторы, использующие три различных инструмента щупа, доступные на рынке, производить измерения высоты профиля и количества пиков с воспроизводимостью, приемлемой для циклического перебора. требуется для этого метода.Ранние эксперименты показали, что трудно получить воспроизводимые значения с одного и того же прибора на одной и той же пластине из-за различий в профиле поверхности пластин.
ВЫВОДЫ
Для контроля процесса абразивно-струйной очистки важно измерять высоту профиля поверхности от пика до впадины, чтобы получить соответствующий профиль для хорошей адгезии покрытия, но чтобы профиль не был слишком глубоким, чтобы увеличить объем краски, необходимой для получения толщины по пикам.При оценке высоты профиля в поле скорость считывания и простота метода являются ключевыми аспектами, поскольку задержка между струйной очисткой стальной поверхности и нанесением первого защитного слоя покрытия жизненно важна для предотвращения коррозии поверхности.
Все методы, описанные в текущей версии D4417, имеют преимущества в отношении скорости измерения или оценки, при этом компаратор просто требует визуального осмотра. Тем не менее, метод компаратора оценивает качество поверхности и всегда зависит от интерпретации отдельного инспектора.
Лента реплики требует, чтобы реплика была снята, а затем измерена, а полировка может занять несколько секунд, но опытный инспектор может получить значения в течение получаса, а реплику ленты можно сохранить в записной книжке инспектора в качестве постоянной записи теста. .
Показания с помощью цифрового глубиномера можно снимать со скоростью более 40 отсчетов в минуту. Для получения среднего значения, для которого изменение стандартного отклонения дополнительных показаний является небольшим, рекомендуется использовать среднее значение из 15 показаний, снятых на участке диаметром 75 мм (3 дюйма).Однако на практике было обнаружено, что среднего значения 5 показаний достаточно для оценки поверхности, так как среднее значение 5 показаний обычно изменяется менее чем на 5 мкм при снятии 6-го показания. Это несущественное изменение в отношении стандартного отклонения высоты профиля, как показано данными калибровки для поверхностных компараторов.
Время, необходимое для измерения поверхности с помощью щупа, как определено в D7127, зависит от типа и фактической высоты профиля.Очень важно выровнять инструмент по оси стальной пластины, чтобы избежать «наклона» пластины по отношению к датчику, из-за которого инструмент показывает выход за пределы диапазона. Поскольку эти датчики показывают значения, близкие к максимальному диапазону на поверхности, очищенной абразивно-струйной очисткой, инструменты иногда могут работать, занимая несколько секунд, чтобы завершить трассировку, только чтобы сообщить, что поверхность выходит за пределы диапазона датчика. Однако этот метод — единственный способ определить количество пиков.
Пилотные исследования, проводимые рабочими группами в рамках ASTM D01.46 предоставили информацию, которая будет иметь отношение к последующему набору циклических тестов (ILS), которые предоставят обновленные утверждения о точности и смещении для обоих методов тестирования.
Сопутствующие товары) Загрузить полный PDF-файлИзмерители высоты
и выходы из него.Знайте свои высотомеры для эффективных и точных измерений.
Измеритель высоты выполняет именно то, что указано в его названии — измеряет высоту заготовки. Высотомер — это измерительный прибор, в котором ползун с измерительной иглой перемещается относительно измерительной шкалы на балке и в котором это движение происходит вдоль единственной вертикальной оси, номинально перпендикулярной плоскости отсчета на основании прибора.
Измерители высоты обычно используются на гранитной плите для измерения и / или разметки деталей детали от базовой плоскости. Как правило, для обнаружения измеряемого элемента используются разметчик, тестовый индикатор, контактный щуп или датчик типа КИМ. Высотомеры — незаменимый инструмент для контроля качества.
В зависимости от потребностей и бюджета компании существует несколько типов механических и электронных высотомеров.
Механические высотомеры уже много лет используются в плоских плитах.Существует три основных типа механических высотомеров:
- Нониусные высотомеры доступны от 6 дюймов до 6 футов в высоту, что является главным преимуществом по сравнению с другими высотомерами. Он может иметь одну или две шкалы (дюймовые и метрические) на балке.
- Измерители высоты шкалы обычно доступны только для размеров менее 12 дюймов / 300 мм. Его легче считывать, чем высотомер Vernier, а небольшой размер делает его идеальным в качестве личного высотомера, который можно хранить в ящике для инструментов машиниста.
- Цифровые счетчики высоты со шкалой и двузначными счетчиками сокращают время, необходимое для раскладки детали. Мало того, что циферблат легче читается, чем шкала Вернье, но и двухзначные счетчики позволяют устанавливать один счетчик на исходную точку отсчета, а другой использовать как плавающий ноль.
Электронные высотомеры можно разделить на три отдельные группы.
- Первая группа по точности аналогична механическим высотомерам. Как правило, они имеют преобразование дюймов в метры, абсолютный ноль и плавающий ноль, а также вывод данных.
- Вторая группа включает в себя все характеристики первой группы, однако точность инструмента на порядок выше и может иметь дополнительные функции, такие как настройка допуска, измерение ID / OD, макс. / Мин., TIR и зонд. компенсация.
- В целом последняя группа обладает всеми характеристиками второй группы и имеет более высокий рейтинг точности. Большинство высотомеров этого класса будут иметь воздушные подшипники, моторизованный контактный щуп, возможность создавать и сохранять программы обработки деталей и компьютерный интерфейс, позволяющий использовать SPC.Они также могут измерять элемент детали в двух измерениях, вращая деталь. Используйте эти высотомеры, когда требуется более высокая точность или чтобы снизить нагрузку на вашу КИМ.
Проведение измерений
Большинство измерителей высоты поставляются с разметкой, которая служит для определения верхней части заготовки. Когда требуются более точные измерения, можно использовать тестовый индикатор или высокоточный зонд LVDT. Для высотомеров с циферблатом можно использовать разметчик или тестовый индикатор, а цифровые измерители могут быть оснащены разметчиком или измерительным щупом.Измерительный щуп позволяет оператору автоматически определять ноль, а также разницу между двумя расстояниями.
При использовании цифровых высотомеров опция контактного щупа позволяет отправлять результаты измерений на сборщик данных или указывает, что измерение завершено и можно снять показания. Измерительный щуп помогает исключить человеческую ошибку.
Использование цифрового дисплея на высотомере имеет ряд явных преимуществ: его легче читать, чем циферблатный индикатор, легко переключаться между единицами измерения и разрешения, установка нуля в любом месте и возможность использования электронного сборщика данных.
Обычные высотомеры с разметкой за одно измерение имеют трудности с измерением расстояния между центрами. Этот недостаток был устранен с появлением высотомера с расчетной мощностью. Это позволяет высотомеру запоминать самую высокую и самую низкую точки в пределах развертки. Этот высотомер по-прежнему является двухмерным, но пики и впадины могут быть сохранены и вызваны нажатием кнопки. Шариковый зонд можно заменить на более мелкие, чтобы добраться до узких щелей. Большинство высотомеров с разметкой использовались для измерения ступеней или высоты, обращенных вверх.Измерение нижнего края паза или канавки не было вариантом, пока шариковый зонд не был объединен с микропроцессором для компенсации диаметра шарика, что сделало процесс измерения расстояний, например, между центрами, более быстрым и легким.
В то же время следует использовать набор мерных блоков для проверки всех размеров, измеряемых высотомером. С измерительными блоками — наиболее точным эталоном артефактов — высотомер больше не измеряет снизу вверх. Вместо этого он служит в качестве передаточного стенда и сравнивает неизвестную деталь с известной мерной колодкой.
Перед измерением
Наличие мерных колодок на гранитной плите обязательно. Убедитесь, что поверхность гранитных пластин и нижняя часть высотомера содержатся в чистоте. Плохие условия на контактных поверхностях повлияют на результат.
Перед выполнением измерений рекомендуется перевернуть манометр на бок, чтобы можно было проверить дно. Для удаления заусенцев, царапин и других деформаций используйте каучуковый или керамический камень.Очистите основу денатурированным спиртом, чтобы удалить остатки от процесса побивания камнями. Поверхность пластины также следует протереть, чтобы удалить пыль, масло или другие загрязнения, которые могут вызвать прилипание датчика к пластине.
Чтобы проверить правильность совмещения поверхностей, установите тестовый индикатор на разметчик и поднесите индикатор к поверхности или эталонной детали. Обнулите датчик, а затем осторожно нажмите на углы основания. Если индикатор перемещается, поверхность неровная, и ее следует восстановить до получения гладкой поверхности.
Так же, как и основание и гранитная поверхность, необходимо регулярно обслуживать колонну (и) высотомеров. Камни и протрите колонны, чтобы удалить заусенцы и царапины. Для стойки на колонне используйте мягкую щетку, чтобы удалить налет. Несоблюдение этого правила может привести к неравномерному перемещению шестерни, что приведет к неправильному счету циферблатных и цифровых измерителей высоты.
Знание типа высотомера, а также правильное обслуживание высотомера помогут обеспечить эффективные и точные измерения.
Майк Грозенбах (Mike Grosenbach) — специалист по поддержке распределенных продуктов в Mitutoyo America Corp.
A Микрорегулируемый датчик поверхности
Микрорегулируемый датчик поверхности
Датчик поверхности является важным помощником для точной разметки. Что необходимо, так это устойчивая основа с плоским дном с опорой и зажимом для удержания разметчика, позволяющая делать линии действительно параллельными верху поверхностной пластины.У такого устройства есть много других применений, таких как помощь в наладке работы в четырехкулачковом патроне или в любой другой задаче, где требуется возможность «пометить» точку в пространстве концом разметчика.
Обычный «черчитель на столбе» работает хорошо, но иногда требуется более надежное устройство или, возможно, полезна возможность точной регулировки высоты черчения. Дизайн, который был разработан (с множеством вариаций деталей) сотнями учеников на протяжении многих лет, является ответом, и он основан на том факте, что столб не обязательно должен быть вертикальным.Пока основание тела плоское и нигде нет люфта, все по своей сути точно (по крайней мере, в евклидовом пространстве — и если ваша мастерская находится на краю черной дыры, у вас могут быть другие заботы!) В конструкции на чертежах используется наклонная планка на тяжелом основании. Размеры не указаны, сделайте детали под те обрезки, которые у вас есть.
План уровнемера
Стойка установлена на наклонной планке, удерживаемой между двумя шарикоподшипниками.Серебряная сталь диаметром 1/4 дюйма (или 6 мм) подходит для колонны, не закалывайте ее, так как это может вызвать деформацию. Для стойки подойдет и шлифованная низкоуглеродистая сталь. Я привел в порядок кусок стального прутка, сняв концы на мельнице и вытягивая опилку. Отверстие для стойки лучше всего сделать на токарном станке, как и поперечное отверстие для оси, но резьбовое отверстие для регулятора не критично. Проденьте резьбу в отверстие и стойку, чтобы они совпадали: 1/4 дюйма BSW, 0BA или M6 подойдут. Осторожно откройте верхнюю часть отверстия так, чтобы часть полного диаметра столба вошла в отверстие, удерживая его на одной линии.Вы также можете использовать принудительную посадку, удерживающий клей или даже установочный винт, чтобы зафиксировать стойку на месте.
Оба конца шарнирного отверстия необходимо зенковать, используя центрирующее сверло того же диаметра, что и шарикоподшипники для шарниров, проделайте потайное отверстие на полный диаметр сверла, но не просверливайте конусную часть дрель. Затем используйте сверло того же размера, что и наконечник центрального сверла. Теперь переверните планку и аккуратно совместите отверстие со сверлом, прежде чем закрепить планку на месте.Теперь вернитесь к центральному сверлу и создайте еще одну зенковку.
Установка высоты манометра по правилу
Основание представляет собой пруток из мягкой стали, снятый со всех сторон (на токарном станке или фрезерном станке), чтобы получить квадратную форму. V-образный паз в основании можно фрезеровать подходящей фрезой, удерживая основание в паре V-образных блоков, как на фотографии. Это позволяет основанию сидеть на изогнутой поверхности (или на станине с перевернутой буквой V моего токарного станка), но если все, что вам нужно, — это убедиться, что блок правильно сидит на плоской поверхности, тогда достаточно простой выемки.
Канавка в верхней части основания должна быть фрезерована для обеспечения скользящей посадки для наклонной планки, но сначала просверлите поперечное отверстие для шарниров, так как важно, чтобы они были на одной линии. Эти отверстия для шарниров должны плотно прилегать к шарнирам подшипников. Для справки, я использовал два шарикоподшипника 1/8 дюйма и нарезал резьбу M5 для некоторых установочных винтов с плоским наконечником. Теперь можно установить наклонный стержень между двумя шарикоподшипниками, удерживаемыми в резьбовых отверстиях с помощью пары установочных винтов. Штанга должна двигаться свободно, даже если подшипники удерживаются достаточно прочно.
Найдите правильное положение ступенчатого отверстия для возврата возвратной пружины под стойку. Возвратная пружина должна быть достаточно сильной, но не должна быть чрезмерно жесткой — при использовании разметка отталкивает регулировочный винт и помогает пружине. Сделайте подходящую декоративную пару гаек с накаткой, одну для зажима, а другую, чтобы закрепить на конце регулировочного винта для наклонной планки. Потратьте немного времени на правильную настройку подшипников, и вы будете вознаграждены плавностью хода, равной любому купленному оборудованию.
Кнут, похожий на кнут с хрустящей накаткой, похож на кнут 🙂
Самый простой и лучший зажим для такого устройства показан на чертежах. Центральный вал имеет резьбу на одном конце и отверстие для разметки на другом. Он продевается через корпус зажима, втулку, установленную вокруг конца разметки, и разметку, вставленную через втулку и вал. Если корпус зажима хорошо сидит на стойке, тогда простая гайка с накаткой на резьбе будет стягивать детали вместе с достаточным усилием, чтобы закрепить все на месте.Латунь — хороший материал для корпуса зажима (который лучше всего обработать протяжкой), в то время как другие части зажима могут быть из мягкой стали.
Детали зажима
Разметчик должен быть сделан из серебристой стали (3/32 дюйма или 2,5 мм — хороший размер), отрезать его до нужной длины и осторожно повернуть конус на каждом конце, заканчивая крошечным острием 60 °. Если вы используете для этого напильники, будьте очень осторожны, убедитесь, что они имеют надежные ручки и вы носите защитные очки — если напильник коснется губок патрона, он может быть брошен вам в лицо.Согните резчик примерно на 30 ° возле одного конца — это поможет при установке низко. Закалить такой длинный и тонкий кусок может быть сложно. Возможно, будет проще нагреть его до ярко-красного цвета по всей длине, используя газовую плиту или походную печь, чем паяльную лампу, подняв ее в центре плоскогубцами и быстро погрузив в миску с водой. Альтернативой является нагревание и закалка каждого конца по отдельности, но это сделает центр скрайбера очень мягким, и он может погнуться при использовании.
Аналогичным образом существует два подхода к отжигу скрайбера.Нагревание центра до тех пор, пока концы не станут темно-соломенного цвета, сделает концы жесткими, а центр — менее жесткими, но я опять же опасаюсь, что центр будет легко сгибаться. Свои скрайберы я готовлю на газовой отметке 5-6, что дает хороший цвет и ровный характер по всей длине. Помните, однако, что газовые печи — это не точные приборы! Я знаю, что моя духовка сильно нагревается, поэтому я предлагаю вам ставить работу на меньшее количество, а затем «настраивать» ее каждые десять или пятнадцать минут, пока вы не получите нужный темно-соломенный цвет «бронзовый».
Как использовать датчик поверхности для покадровой анимации
Последнее, о чем мы собирались говорить, — это надежный наземный датчик. Это очень занижено. Вероятно, это потому, что вы не можете подключить его к компьютеру, нажимать кнопки, которые загораются на нем, или запрограммировать его на создание анимации за вас. Кроме того, измерители поверхности были инструментом для машинистов еще до изобретения первых автомобилей, так что ваш отец или дед мог валять их в мастерских.
Аниматоры покадровой анимации научились использовать датчики поверхности, чтобы отслеживать, где находятся части марионетки в трехмерном пространстве, еще до того, как были изобретены Stop Motion Pro или другие устройства захвата. Причина, по которой они все еще являются жизнеспособным инструментом в арсенале аниматоров сегодня, заключается в том, что даже современные и удобные устройства захвата сегодня не могут отслеживать марионетку в трехмерном пространстве так же надежно, как датчик.
Почему я говорю это? Это просто. Когда вы помещаете марионетку на видеоэкран с помощью камеры, она видит все только в двухмерной плоскости.Когда вы перемещаете руку марионетки, камера будет видеть только движения по оси вверх, вниз, влево и вправо. Никакого движения к камере или от нее не видно. Если вы анимируете прогулку марионетки, используя только видеомонитор с программой захвата, вы заметите, что это выглядит неправильно. Движения будут плавными, но всегда будет что-то странное и непрофессиональное, на что не пальцем уловить. Странное мерцание возникает из-за того, что вы не используете датчик, чтобы увидеть, насколько велико колебание по направлению к камере и от нее.
Использовать манометр довольно просто. Но сначала вам нужно его купить. Хорошее место в Интернете — http://www.ebay.com. В среднем на Ebay ежедневно продается около 20 манометров. Таким образом, вы всегда можете сделать низкую ставку, и если вы не выиграете ставку, вы можете просто сделать ставку на другой маневр на следующий день. Так я получил свой датчик, которому больше 65 лет. Он по-прежнему отлично работает! Другие места, где можно купить эти датчики, — это механические или сварочные мастерские рядом с вашим домом.
Хорошо, где мы были? Ах да, так ты хочешь знать, как пользоваться датчиком? Как я уже сказал, это очень просто и даст вам гораздо лучшие результаты как аниматору.Во-первых, вы хотите настроить марионетку для своего выстрела. Поместите ее в соответствии со своими раскадровками и спланируйте, какой будет следующая поза. Выясните, сколько времени потребуется для выполнения следующей позы, и определите, сколько кадров пленки для этого потребуется. Вам придется разобраться в этой части самостоятельно, так как многие люди делают анимацию с разными кадрами в секунду. Лично мне нравится использовать 24 кадра в секунду, поэтому в этом примере я хотел сказать, что для перемещения руки марионетки из одной позы в другую потребуется 12 кадров или полсекунды.
Если это звучит слишком сложно для вашего понимания, вам следует почитать книгу Гарольда Уитакера «Время для анимации» здесь.
Очевидно, что на объяснение этого предмета ушла целая книга, поэтому я собираюсь преподать только основы.
Хорошо, теперь у нас есть датчик, марионетка и камера. Сначала вы сделаете свой первый снимок марионетки.
(ЩЕЛЧОК) — взят 1 кадр
Теперь поместите датчик на кончик пальца марионетки.Будьте осторожны, если это глиняная марионетка, так как вы можете случайно размять глину датчиком. Хорошо, верхняя часть датчика находится на пальце? Хорошо, теперь переместите всю руку, ухватившись за грудь марионетки левой рукой, чтобы она оставалась устойчивой, и осторожно переместите руку в направлении финальной позы. Только переместите его менее чем на шестнадцатую часть дюйма. Или о расстоянии толщины грифеля карандаша. Это называется «ослаблением». Если вы этого не сделали, рука марионетки будет выглядеть так, как будто по ней ударили бейсбольной битой.Затем снимите датчик.
(ЩЕЛЧОК) — теперь снимается 2 кадра анимации
Затем снова установите датчик так, чтобы острие снова касалось кончика пальца. Повторите первый шаг, за исключением того, что переместите руку вперед так, чтобы расстояние между кончиком датчика и пальцем было немного больше, чем при первом движении. Может быть, 3 ширины грифеля карандаша. Это завершает легкость движения, придавая остальной части анимации плавный вид. Теперь снова снимите датчик.
(ЩЕЛЧОК) — снято 3 кадра анимации и мы завершили легкость хода
Хорошо, для упрощения я объясню, как добиться равномерного движения.Мы сняли три кадра пленки и знаем, что всего у нас 12 кадров. Это означает, что мы должны переместить рычаг еще на 9 кадров, а последние 3 кадра мы «смягчим». Это первый процесс в обратном направлении. Таким образом, нам нужно вычесть 3 хода для удобства из оставшихся 9 кадров. Это означает, что нам нужно разделить движение руки на 6 кадров, чтобы добраться почти до конца нашей следующей позы.
Используя датчик, мы попытаемся мысленно определить требуемые расстояния. Хм, похоже, что шесть движений займут четверть дюйма каждый, чтобы добраться до нашего конечного пункта назначения.Итак, мы поместим наш датчик рядом с нашей марионеткой, снова приложим кончик датчика к пальцу и повторим процесс. Итак, используя глаза, мы снова переместим руку вверх примерно на 1/4 дюйма в направлении финальной позы. Теперь снимите датчик с набора.
(ЩЕЛЧОК) — снято 4 кадра анимации.
Повторите и снова переместите руку на такое же точное расстояние и в том же направлении.
(ЩЕЛЧОК) — снято 5 кадров анимации
Повторите это еще четыре раза…
(ЩЕЛЧОК) (ЩЕЛЧОК) (ЩЕЛЧОК) (ЩЕЛЧОК) — было снято 9 кадров анимации, которые были в конце нашей позы
Теперь помните, что наш снимок займет всего 12 кадров? Это означает, что нам нужно расслабиться или замедлить руку до остановки. Если бы мы пропустили этот процесс, рука выглядела бы так, как будто она ударилась о невидимую стену. У нас есть 3 кадра для этого, поэтому для нашего 10-го кадра мы снова поместим кончик датчика на кончик пальца марионетки в качестве ориентира и переместим его в том же направлении, всего на 3 ширины карандаша, чтобы замедлить его.Снимите датчик.
(ЩЕЛЧОК) — снято 10 кадров анимации, рука тормозит.
Поместите датчик в сцену и повторите, за исключением того, что переместите всю руку и кисть на расстояние примерно в 1 карандаш шириной. Снимите датчик.
(ЩЕЛЧОК) — 11 кадров анимации, и мы почти полностью убрали.
Вставьте датчик обратно и проведите пальцем на руке на ширину карандаша в направлении последнего движения. Теперь вы полностью расслабились. Снимите датчик.
(ЩЕЛЧОК) Сделано 12 кадров пленки, и ваш снимок готов.
Аксессуары для макетов
Аксессуары для макетов Мини-завод ПринадлежностиПлан Принадлежности
Вы являетесь посетителем с 30.03.02.Copyright 2001 Frank J. Hoose, Jr. Home
Мини-токарный станок Мини-мельница ленточнопильный станок Ссылки Безопасность Премиум Содержимое
Мини-завод: Принадлежности Возможности Характеристики Введение Эксплуатация Обслуживание Модификации Проекты Обзоры Варианты установки
Принадлежности: набор для зажима блоков 1-2-3 Цифровые считыватели штангенциркуля Концевые фрезы Концевые фрезы Адаптеры Расположение манометров Фрезерные тиски для красителя Поверхностные столы Parallels для измерения поверхности тиски
Разметка заготовки
Макет — это процесс измерения и маркировки заготовки. с тонкими линиями, которые будут направлять вас в процессе резки.При работе с мельница, вам, как правило, необходимо измерять гораздо более точно, чем вы привыкли чтобы в другом магазине работать. В этом бизнесе 0,010 или десять тысячных дюйма — это считается довольно грубым измерением. Большая часть работы должна быть аккуратно выложена с точностью до +/- .005 или лучше, где 0,001 является целью для высокого качества работы.
Для достижения такого уровня точности вам потребуются как соответствующие инструменты и правильные методы.Тщательно работая, вы, вероятно, сможете добиться размеров с точностью до +/- .005 с использованием правила механиков из нержавеющей стали хорошего качества и поверхностный датчик.
Датчик высоты
Высотомер очень похож на циферблат или цифровой штангенциркуль. монтируется на плоское тяжелое основание с твердосплавным режущим наконечником вместо одной из губок. Он всегда используется на поверхностной плите, которая служит плоской базовый уровень для измерений.Циферблат и прикрепленный к нему писчик можно перемещать вверх и вниз по шкале, а затем зафиксировать на месте. Затем с помощью колесика тонкой настройки сделайте окончательную настройку и зафиксируйте головку на месте вторым стопорным винтом.
Я использовал модель 6 дюймов от Grizzly, артикул G9618, 39,95 долларов США (02.09). Они доступны с другой высотой, например, 8 дюймов и 12 дюймов. Для моей работы, 6 дюймов, было более чем достаточно. Зайдите на сайт Grizzly и выполните поиск по запросу «высота измерять».
Используется для разметки линий с точными размерами на заготовка, которая была подготовлена путем нанесения на нее макетной краски. Указатель высоты установлен на желаемую высоту, скажем 1.000 «, а затем скользнул по поверхности пластины, чтобы разметать линия на заготовке. Затем вы можете написать вторую линию на 2 000 дюймов сброс высотомера и повторение процесса. Измеритель высоты также может быть используется для определения размеров заготовки почти так же, как и с каверномер.
Хотя это не обязательно, когда вы начинаете, высота калибр — это огромная экономия времени при раскладке фрезерного станка. Это также удобен для токарных работ, например, для маркировки обрабатываемой детали по точной длине.
Макет краситель
Макетный краситель представляет собой быстросохнущую окрашенную жидкость, обычно очень темно-синий, который наносится кистью на заготовку, чтобы подготовить ее к выкладке руководящие указания.При разметке острым инструментом для разметки, таким как разметка, измеритель поверхности или измеритель высоты, краситель поверхность прокалывается, оставляя на заготовке блестящую металлическую линию вдоль разметки отметка.
Dykem, вероятно, самая известная торговая марка в области макетирования. краситель. Я держу свой в пластиковом флаконе, специально сделанном для макетной краски с выжимкой лампочка и кисточка встроены в колпачок. Вам нужен только тонкий слой, который быстро высохнет, поэтому перед нанесением удалите излишки краски с кисточки сбоку флакона.
Пинты этого красителя хватит надолго. За большинству любителей, работающих с мелкими деталями, кварты, вероятно, хватило бы на многие годы, поэтому не покупайте большую бутылку, если не уверены, что она вам нужна. Вы также можете купить флакон со средством для удаления красителя, который полезен для удаления красителя с заготовки, когда вы выполняются с операциями механической обработки.
Некоторые машинисты используют маркеры с фломастером вместо красителя.Я предпочитаю краситель для большинства работ, но иногда использую фломастер, чтобы отметить небольшие очереди или когда я слишком нетерпелив, чтобы подождать две минуты или около того, чтобы макет красить до высыхания.
Датчик поверхности
Измеритель поверхности — удобный маленький инструмент для разметки макета. линии на заготовке или для переноса измерений с линейки на заготовку. Это состоит из цементированного и плоского стального основания и регулируемого вертикальный рычаг, на котором держится острая стальная палочка.Винт точной настройки предназначен для установка высоты очень точно. Обычно они бывают как короткими, так и длинными. вертикальный рычаг. Их можно купить примерно за 15 долларов в обычных рекламных проспектах.
Некоторые из них имеют заточенные и закаленные штифты (видны на фото на правый конец основания), которые можно надавить так, чтобы они выступали ниже основания. Они используются для проведения калибра по готовой кромке заготовки для нанесения линии на указанное расстояние от края.
Верх вертикального рычага обычно превращают в небольшой сфера над утопленной горловиной. Когда не используется, острый кончик изогнутого плеча писчик заправлен в это углубление, чтобы вы не проткнули себя острием.
Поверхность плиты
По сути, это просто толстая плита из прецизионного гранита, отшлифованная на верхняя поверхность, поверхностная плита используется в сочетании с высотой измеритель и другие инструменты компоновки, чтобы обеспечить опорную поверхность, с которой будут проводиться измерения. может быть изготовлен.Даже самые низкие, как правило, плоские до 0,0001 по поверхности. Один раз вы знакомы с основными операциями фрезерования, поверхность плиты вместе с высотой датчик поможет вам выполнить точную разметку.
Для домашнего использования, 9х12х3 — удобный размер и может быть куплены менее чем за 20 долларов США у обычных поставщиков. Увидеть гризли Например, артикул G9648. Имейте в виду, что это тяжелые предметы, особенно в больших размеры — и стоимость доставки может быть крутой.
Поверхностные плиты доступны в широком диапазоне размеров от 6x8x2 «от малого до крупных промышленных размеров весом в несколько тонн. лучшие сделаны из розового гранита и стоят 1000 долларов и более. Вот большой, что Дэйв Муха найден у Фаццио в Нью-Джерси:
Мини-токарный станок Мини-мельница ленточнопильный станок Ссылки Безопасность Премиум Содержимое
Мини-завод: Принадлежности Возможности Характеристики Введение Эксплуатация Обслуживание Модификации Проекты Обзоры Варианты установки
.