как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Выбор электродов для электросварных труб
Выбор диаметра электрода
Как правильно варить трубы электросваркой
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы.
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.


Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.

Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
Как варить трубы электросваркой правильно – пошаговое руководство
Содержание:
Подбор электродов
Разновидности сварных швов и соединений труб
Предварительные работы с деталями
Процесс сварки
Тонкости электросварки
Собираем соединения
Работа с поворотными и неповоротными стыками
Проверка надежности соединений
Правила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
 В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA)
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.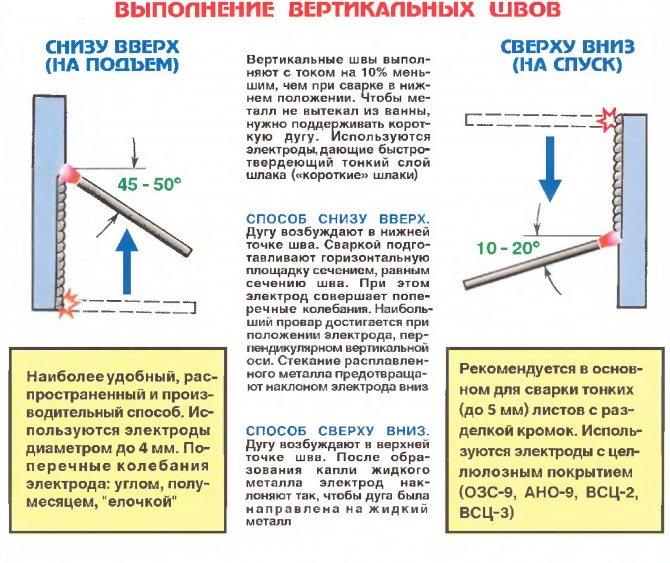
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.

- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.

Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить трубы электросваркой – теория и практика от мастера».
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
 Вся информация должна быть указана в инструкции к электродам.
Вся информация должна быть указана в инструкции к электродам.Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.

И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.

Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Сварка труб 101: советы и рекомендации для идеальной сварки
Последнее обновление
При сварке двух труб сварка труб является наиболее подходящей техникой. В этом случае сварщики могут использовать несколько процессов, таких как TIG, дуговая сварка и сварка MIG, чтобы получить желаемый сварной шов. Хотя все эти методы применимы при сварке труб, сварка ВИГ является наиболее распространенным процессом. При выполнении таких проектов, как сплавление цилиндрических металлических труб и изогнутых металлов, сварка труб является отличным вариантом.
Основы сварки труб
- Убедитесь, что вы выбрали идеальную технику для использования заранее.
- Иметь достаточные знания о безопасности техники.
- Убедитесь, что вы надели соответствующую сварочную одежду, чтобы защитить себя от несчастных случаев.
- Заранее подготовьте все сварочные материалы и продезинфицируйте их.
- Отшлифуйте все материалы, требующие шлифовки, и скосите более толстые края.

Проходы, используемые при сварке труб
1. Корневые проходыЭто первые проходы, которые часто используются, когда сварщики заполняют зазоры между секциями трубопровода. Ручные проходы также являются идеальной альтернативой корневым проходам, поскольку они обеспечивают непрерывность прихваточных швов. Газовая дуговая сварка металлическим электродом является еще одной альтернативой корневым швам. Единственное отличие состоит в том, что это шов с открытым корнем без каких-либо подкладных колец.
2. Горячие проходы Горячие проходы представляют собой одиночные сварные швы, используемые для соединения корневого шва через поверхности разделки. При использовании положения сварки 2G сварщики могут разделить горячие проходы для получения желаемого сварного шва. В случае аномально большого корневого отверстия сварщики могут сломать горячие проходы.
При использовании положения сварки 2G сварщики могут разделить горячие проходы для получения желаемого сварного шва. В случае аномально большого корневого отверстия сварщики могут сломать горячие проходы.
Заполняющие проходы — отличный способ заполнить канавки во время сварки. В некоторых случаях в сварных швах образуются полости, которые изменяют общее качество сварных швов. Чтобы уменьшить эти полости, сварщикам часто приходится выполнять последовательность валиков для получения прочного соединения. Заполняющий проход — это часть валика сварного шва, необходимая для заполнения определенного сварочного соединения. Обычно заполняющий проход производится после корневого прохода.
Изображение предоставлено: Funtay, Shutterstock
4. Заглушки Заглушки используются для заполнения вершин сварных швов. Поскольку они используют наименьшее количество наплавки на поверхности трубы, сварщики считают эти проходы полезными. В этом процессе сварщики шлифуют наплавленные слои, чтобы улучшить валик и устранить любую форму загрязнения перед окончательной установкой крышки.
В этом процессе сварщики шлифуют наплавленные слои, чтобы улучшить валик и устранить любую форму загрязнения перед окончательной установкой крышки.
Положения для сварки труб
1. Плоское положение (1G)Хотя сварщики не часто используют горизонтальное положение (1G), оно является самым основным сварочным положением. При сварке в этом положении сварщики должны расположить заготовку горизонтально для большего удобства. С помощью этого метода сварка проста и понятна, поскольку труба свободно вращается в направлении от сварщика. Для достижения наилучших результатов сварщики должны сохранять фиксированное положение при сварке с верхней части трубы.
Следуйте этим рекомендациям для успешной сварки в этом положении:
- Начните дугу с центра прихватки
- Расположите пистолет и трубу перпендикулярно друг другу. Для получения точных результатов используйте угол перетаскивания от 5 до 10 градусов
- Убедитесь, что выступ составляет 5/8 дюйма или менее
 Горизонтальное (2G) положение сварки
Горизонтальное (2G) положение сварки Положение 2G — это положение сварки разделкой кромок, при котором сварщик должен расположить заготовку в вертикальном положении. Сварщик остается в фиксированном положении и сваривает с горизонтальной стороны заготовки в этом положении.
3. Положение для сварки 5GПодобно горизонтальному положению, положение для сварки 5G использует горизонтально уложенную сварочную трубу. Основное отличие последнего в том, что заготовка находится в фиксированном положении и не дает места для вращения. Сварщики могут перемещать заготовки только вертикальными движениями. Сварку в этом положении начинают от центра прихватки под углом лобового сопротивления 5-10 градусов. Перед выполнением заполняющего прохода вы шлифуете начальную и конечную точки для большей точности и аккуратности. Пломбирование выполняется только после завершения корневого прохода.
4. Положение для сварки 6G Из всех положений для сварки положение для сварки 6G является наиболее сложным, так как оно требует фиксации деталей под углом 45 градусов. Метод требует высокого уровня точности и быстроты, так как сварка выполняется из фиксированного положения.
Метод требует высокого уровня точности и быстроты, так как сварка выполняется из фиксированного положения.
Как проверить сварные швы при сварке труб
Изображение предоставлено: 6782865, Pixabay
Испытания проводятся для определения прочности, слабости и общего качества сварных швов. Неразрушающий контроль (NDT) является наиболее распространенным методом, используемым для испытаний. Для получения точных результатов испытаний трубы и сварные швы должны оставаться неповрежденными. Разборка или встряхивание узла приводит к неточности при проверке.
Вот обзор методов контроля неразрушающего контроля:
1. Визуальный осмотр сварного шва Как следует из названия, этот метод включает визуальное наблюдение за сборкой. Это самый старый, самый быстрый и самый экономичный метод контроля неразрушающего контроля. Эффективность метода зависит от зрительных способностей сварщика. В большинстве случаев этот метод используется для обнаружения физических дефектов, которые могут привести к разрушению сварного шва. Однако этот метод не подходит для проверки внутренних дефектов.
Однако этот метод не подходит для проверки внутренних дефектов.
Рентгеновский контроль является наиболее практичным методом неразрушающего контроля для проверки внутренних неисправностей и дефектов в сборке. Это наиболее подходящий метод для проверки высококачественных и чувствительных сварных швов. Помимо того, что он эффективен, он является самым дорогим и требует высокого уровня экспертизы при тестировании.
3. Испытание на изгиб филеИспытание на излом филе наиболее эффективно для проверки проникновения в корень и изучения возможных дефектных участков сборки. Большинство сварщиков проводят испытание в начале и в конце процесса сварки. Если сварной шов гнется, не распадаясь на части, это означает, что сварные швы прочные и выдержали испытание. Единственными исключениями из этого испытания являются изломы и трещины, не превышающие 10 мм.
4. Испытание на проникновение жидкого красителя Испытание на проникновение жидкого красителя включает распыление жидкого красителя на поверхность сварного шва. Обычно излишки краски вытирают перед тем, как поставить конструкцию сохнуть в прохладном, сухом и непыльном месте. После полного высыхания дефектные детали станут видны. По сравнению с визуальным контролем наиболее эффективным является метод проникновения жидкого красителя.
Обычно излишки краски вытирают перед тем, как поставить конструкцию сохнуть в прохладном, сухом и непыльном месте. После полного высыхания дефектные детали станут видны. По сравнению с визуальным контролем наиболее эффективным является метод проникновения жидкого красителя.
Метод контроля макротравлением заключается в вырезании образца сварного соединения и его испытании. Испытание проводят путем нанесения на образец кислого раствора и наблюдения за реакцией. Реакция вызовет четкую видимость макроструктурных дефектов. Некоторыми из распространенных дефектов, проверяемых с помощью этого метода, являются литейный шлак, зернистость водородных чешуек, пористость и литейный шлак.
6. Испытание на изгиб Испытание на изгиб включает в себя изгибание образца под углом 180 градусов для определения его прочности на разрыв. Сила натяжения обычно применяется к фасадам и фундаменту стыка для проверки его прочности и качества.
- См. также: Бесшовные стальные трубы и сварные трубы: в чем разница?
Распространенные ошибки при сварке труб
Изображение предоставлено: sumanamul15, Pixabay
Каким бы опытным и осторожным ни был сварщик, при сварке труб ошибки неизбежны. Как начинающие, так и опытные профессионалы в области сварки подвержены ошибкам при сварке. Вот распространенные ошибки и подходящие способы их минимизации.
1. Неправильное выравнивание деталейПодгонка сварных швов является стандартной процедурой сварки. Самая большая ошибка, которую совершают большинство сварщиков, — это торопиться со сваркой, пропуская или не соосно соединяя детали. Эта оплошность приводит к крутым скосам. Чтобы избежать этого, убедитесь, что вы подогнали детали перед сплавлением.
- См. также: Снятие фаски на трубе для сварки: Руководство по снятию фаски с трубы
 Пористость
Пористость Когда в сварочную ванну попадают такие газы, как кислород, водород и азот, может возникнуть пористость. Пористость может возникнуть в результате временного нарушения подачи защитного газа. Если это произойдет, вам придется использовать больше защитного газа. Эффект приводит к увеличению времени сварки и изменению общего качества сварки. Чтобы избежать пористости, очистите, продезинфицируйте и отшлифуйте заготовки перед сваркой.
3. ПодрезкаПодрезка является одной из основных причин низкого качества сварных швов. Это вызвано высоким напряжением, длинными дугами, неправильным углом наклона и использованием неустойчивых рабочих мест. Проверка этих факторов исключает возможность подреза, что повышает качество сварных швов.
4. Трещины Развитие трещин на сварных швах влияет на качество всего изделия. Трещины обычно возникают из-за загрязнения, пористости, быстрого охлаждения и дисбаланса давления. Их ремонт может быть сложной задачей, так как требует повторения всего процесса сварки.
Их ремонт может быть сложной задачей, так как требует повторения всего процесса сварки.
Чтобы избежать трещин:
- Очистите края пластины, чтобы создать естественную посадку
- Сварка при правильной температуре
- Надлежащая шлифовка поверхностей материала перед сваркой
Сварочный шлак является побочным продуктом сварочных процедур, обычно вызываемым покрытием флюсом. Хотя шлаки играют важную роль в предотвращении окисления при сварке соединений, сварщики должны устранять их, чтобы освободить место для других проходов. Чтобы уменьшить образование шлака, увеличьте скорость сварки, угол и проверьте сварочный ток.
Изображение предоставлено: trust33, Pixabay
2. Плохая подготовкаПредварительная подготовка является предпосылкой для успешной сварки труб:
- Подгонка деталей для правильного выравнивания
- Очистка и дезинфекция заготовок
- Наденьте правильный костюм сварщика
- Сборка всего сварочного оборудования и машин в централизованном месте
- Проверить количество защитного газа
Заключение: как сваривать трубы
Сварка труб — это технология, требующая совершенства и опыта. Процесс варьируется от простых процедур, таких как вентиляция рабочих мест, до сложных, таких как настройка машин. Недостаточное время подготовки приводит к потере жизненно важных сварочных ресурсов.
Процесс варьируется от простых процедур, таких как вентиляция рабочих мест, до сложных, таких как настройка машин. Недостаточное время подготовки приводит к потере жизненно важных сварочных ресурсов.
Авторы избранного изображения: Naval Surface Warriors, Flickr
- Основы сварки труб
- Проходы, используемые при сварке труб
- 1. Корневые проходы
- 2. Горячие проходы
- 3. Заполняющие проходы
- 4. Закрывающие проходы
- Положения для сварки труб
- 1. Плоское (1G) положение
- 3. Горизонтальное положение (2G) Сварочная позиция 5G
- 4. Сварочная позиция 6G
- Как проверить сварные швы при сварке труб
- 1. Визуальный осмотр сварного шва
- 2. Рентгеновский контроль
- Проверка заполнения
- 3.0 4. Тест на проникновение жидкого красителя
- 5. Тестирование макро -травления
- 6. Тест изгиба
- Обычные ошибки при сварке труб
- 1. Выровнять детали неправильно
- 2. Пористость
- 3. Подключение
- 4. Кребки
- 1. Включение шлака
- 2. Плохая подготовка
- 1.
- Заключение: Как сварить трубу
 Выровнять детали неправильно
Выровнять детали неправильноКак подготовить трубу дома для сварки (3 совета и рекомендации)
Water Welders поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем бесплатно получать партнерскую комиссию. Учить больше.
Последнее обновление
Сварка труб — это сложная задача, которая обычно включает соединение двух изогнутых металлов вместе. Процесс может быть выполнен с помощью различных методов сварки, включая TIG, MIG и дуговую сварку. В этом процессе обычно используются толстые и прочные материалы, а открытый характер сварного шва означает, что для достижения полного провара очень необходимы чувствительность и меры предосторожности. Заблаговременная подготовка необходима для любого сварочного проекта.
1. Выполните следующую процедуру установки трубы
Ниже приведена пошаговая процедура установки двух труб перед сваркой.
- Соберите трубы для монтажа и положите их на рабочий стол. Убедитесь, что вы проверяете толщину труб, так как это одна из основных проблем в процессе установки.
- Очистите трубы и снимите фаску перед обрезкой их концов. Начните с очистки обеих труб от внутренней к внешней, чтобы удалить загрязнения с их поверхностей. При снятии фаски убедитесь, что вы не превышаете 1,5 мм от краев трубы и делаете это снаружи. Затем вы можете приступить к обрезке скошенных краев, чтобы обеспечить легкую установку.
- Используйте измерительную ленту, чтобы убедиться, что глубина выдвижной секции соответствует процессу установки. Наличие правильных измерений уменьшит усилия по установке труб.
- Внимательно наблюдайте за слиянием, чтобы убедиться, что подгонка соответствует сценарию. Перед сплавлением убедитесь, что вы проверили тепловые свойства заготовок, чтобы определить, совместимы ли они. Если вы используете разные трубы, вам потребуется подождать несколько дополнительных минут, чтобы сборка имела одинаковую температуру.
- Начните монтаж, поместив термоэлемент вертикально на устанавливаемые трубы. При сварке труб крепко держите их, чтобы избежать ненужных вращений. Продолжайте удерживать их, пока не истечет время нагрева.
- Вы можете снять формы по истечении времени нагрева, чтобы дать сборке остыть. Будьте очень осторожны, чтобы не перевернуть узел во время и после сварки.
- Слегка надавите на охлаждаемую заготовку, чтобы получить равномерный сварной шов.
 Если вы используете разные трубы, вам потребуется подождать несколько дополнительных минут, чтобы сборка имела одинаковую температуру.
Если вы используете разные трубы, вам потребуется подождать несколько дополнительных минут, чтобы сборка имела одинаковую температуру.2. Избегайте типичных ошибок
От труб, предназначенных для нефтяной и газовой промышленности, до труб высокого давления для пищевой промышленности и производства напитков, сварщики сталкиваются с многочисленными проблемами в процессе сварки.
Изображение предоставлено: wyllyston, Pixabay
Ниже приведены некоторые области, на которые следует обратить внимание, чтобы избежать распространенных ошибок, которые совершают сварщики:
- Правильная прихватка – Правильная прихватка является важным процессом при монтаже труб. Вырезание прихватки повышает надежность окончательного сварного шва. Любая неисправность металлического наполнителя повлияет на весь процесс прихватки, что поможет смягчить эту проблему.
 Вырезание прихватки повышает надежность окончательного сварного шва. Любая неисправность металлического наполнителя повлияет на весь процесс прихватки, что поможет смягчить эту проблему.
Вырезание прихватки повышает надежность окончательного сварного шва. Любая неисправность металлического наполнителя повлияет на весь процесс прихватки, что поможет смягчить эту проблему.- Шлифовка соединения во время подготовки к сварке – Это распространенная проблема среди сварщиков. Сварщики обычно используют кислородную или плазменную подготовку материала, и эти процессы создают оксидный слой на кромке реза. Этот слой необходимо удалить перед сваркой. Следовательно, оксиды могут привести к пористости и другим неисправностям.
- Приводной ролик – Выбор типа приводного ролика зависит от сварочного процесса. Проволока, которую вы будете использовать, определит ваш выбор подходящего приводного ролика. Например, если вы используете стандартный V-образный приводной ролик, лучше всего подойдет сплошная проволока. Проволока с медным покрытием, с другой стороны, работает исключительно с приводными роликами с желобками.

- Расход защитного газа – Заблуждение о том, что использование большего количества защитного газа является идеальным решением для защиты детали, широко распространено среди сварщиков. Высокий уровень защитного газа является пустой тратой денег и приводит к таким проблемам, как эффект конвекции, который в конечном итоге вызывает пористость. Используйте расходомер-регулятор для регулирования расхода защитного газа. Кроме того, сварщики и операторы обязаны строго соблюдать рекомендуемые скорости потока.
3. Надлежащее испытание сварки труб
Испытания необходимы для оценки прочности или слабости сварки труб. Также учитывается качество выполненной работы. Некоторые из методов, используемых при испытании сварных швов труб, включают:
- Испытание на проникновение жидкого красителя – Это испытание включает распыление красителя на металлическую поверхность, после чего ему дают достаточно времени для просачивания. Как только поверхность высыхает, все недостатки, которые были невидимы, становятся явными. По сравнению с методом визуального осмотра тест с жидким красителем является более выгодным и полезным.
 Как только поверхность высыхает, все недостатки, которые были невидимы, становятся явными. По сравнению с методом визуального осмотра тест с жидким красителем является более выгодным и полезным.
Как только поверхность высыхает, все недостатки, которые были невидимы, становятся явными. По сравнению с методом визуального осмотра тест с жидким красителем является более выгодным и полезным.- Рентгеновский контроль – Этот метод в основном используется в задачах, где качество сварки имеет важное значение для обеспечения безопасности. Точно так же, как рентгеновские снимки, сделанные на людях, этот тест проводится исключительно экспертами. Удивительно, но это самый эффективный тест, который используют сварщики при проверке сварки труб.
- Испытание на макротравление – Испытание на макросъемку включает в себя разрезание куска сварного металла, его полировку и нанесение небольшого количества раствора кислоты. При этом вы можете анализировать такие свойства, как пористость, включения, трещины, поры и водородные чешуйки.
Изображение предоставлено: sumanamul15, Pixabay
После рассмотрения всех необходимых факторов последним шагом является установка трубы для сварки. Процесс начинается с установки металлического отрезка на радиально-консольной пиле. Затем рычаг пилы поднимают или опускают так, чтобы центр вала находился на одном уровне с трубой. Затем выполняется шлифовка до тех пор, пока две установленные трубы не будут готовы к процессу сварки.
Процесс начинается с установки металлического отрезка на радиально-консольной пиле. Затем рычаг пилы поднимают или опускают так, чтобы центр вала находился на одном уровне с трубой. Затем выполняется шлифовка до тех пор, пока две установленные трубы не будут готовы к процессу сварки.
Заключительные мысли
Процесс сварки труб может показаться сложным, но при соответствующей подготовке вы добьетесь идеального результата. При регулярной практике ваши навыки будут улучшаться. Выполнение приведенных выше советов обеспечит вам успех и безопасность в вашем следующем проекте.
Рекомендуемое изображение: saldahnae, Pixabay
- 1. Следуйте этой процедуре монтажа трубы
- 2. Избегайте типичных ошибок
- 3. Правильно проверьте сварку трубы
- Заключительные мысли 9002
Кэмерон Деккер
Кэмерон вырос в Аллентауне, штат Пенсильвания, когда-то гордом сталелитейном городке на реке Лихай, где он попробовал сварку TIG на уроках в старшей школе.