Как правильно варить вертикальный шов электродуговой сваркой?
Технология сварки, это сложный процесс, требующий предельной аккуратности и точности, и прежде чем решить вопрос как правильно варить вертикальный шов электросваркой, необходимо знать азы технологии в принципе. Первоначально необходимо выправить деталь, после чего потребуется произвести зачистку элементов стыковки. Появление технологических дефектов для вертикального сварочного шва сталкиваются с такими видами возможных загрязнений поверхностей:
- Наличие ржавчины.
- Появление масла.
- Возникновение окалин.
Пример сварки вертикального шва электродуговой сварки
В первую очередь, необходимо зачистить те места, где будут проводиться сварочные мероприятия. Это относится ко всем кромкам детали, а также в местах, где есть возможные щели или зазоры. Удалять грязь можно любым доступным методом, металлической щёткой, горячей струёй воздуха, или сильнейшим пламенем горелки. В качестве вариантов очистки поверхности используют следующие технологии и инструменты:
- Щетка, с усиленным металлическим ворсом.

- Игловые фрезы.
- Гидравлические пескоструйные технологии.
- Мелкая рабочая дробь.
- Промышленная горелка.
- Стандартный шлифовальный круг.
- Метод проплавления.
- Растворители.
Теперь, для подготовки вертикального шва электродуговой сваркой сверху вниз или наоборот, необходимо разобраться с принципами начала работы, и на первое место выходит возбуждение дуги.
Сварка вертикального шва сверху вниз
Запуск дуги для работы
Рассмотрим два наиболее вероятных варианта, которые предпочтительны для техники сварки вертикальных швов.
- Сварщик, используя держак, где встроен электрод, начинает постепенное движение, где потребуется прикоснуться к металлической поверхности. Далее необходимо быстро отвести электрод назад, примерно на 2-4 мм. В результате появится необходимое пламя дуги. Рабочая долина дуги обеспечивается медленным опусканием устройства. Принцип задачи как варить вертикальный шов дуговой сваркой, зависит, прежде всего, от параметра расплавления. Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
- Сварщик быстро проводит по металлической поверхности кончиком электрода, а затем точно также быстро отодвигает держак на себя, но примерно на 2 мм от поверхности металлического изделия. В определённый момент, между электродом и поверхностью образуется электрическая дуга. В процессе выполнения задачи как варить вертикальный шов электродом, необходимо придерживаться одинаковой длины дуги. Сама дуга на начальном этапе, должна быть исключительно короткой. Возле шва образуются небольшие рабочие капли металла. Процесс плавления будет максимально плавным и спокойным. Шов получается глубокий и ровный. Если рабочая длина дуги будет слишком длинной, то основная поверхность металла не проплавиться до конца. Металлическая поверхность электрода начнётся окисляться, появятся значительные брызги на поверхности металла. Шов после проведения сварки будет выглядеть совершенно неровным, имеющий многочисленные окисловые вкрапления.
- Общую длину рабочей дуги можно определить по своеобразному звуку, который характерен для процесса как правильно сварить вертикальный шов ручной дуговой сваркой. Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.
 Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.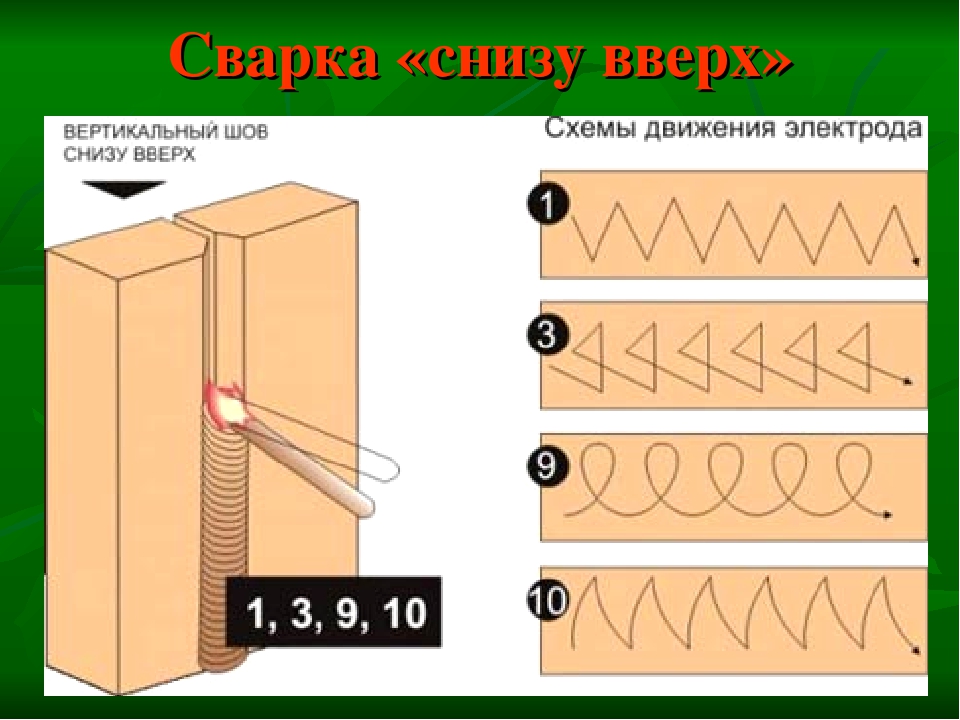
«Обратите внимание!
Если дуга неожиданно оборвалась, ее можно возбудить снова.»
В месте, где образовался кратер, тщательно заваривают, иначе есть риск нарушения общего принципа технологической работы. Если потребуется сварить узел, который используется для основной эксплуатации в общем технологическом процессе, то возможно появление, так называемой технологической «усталости». Категорически запрещено возбуждать дугу в данном месте, иначе вертикальный шов электродуговой сваркой, вызывает так называемый рабочий «ожог» металла. В данном месите, во время эксплуатации конструкционной детали, в будущем возможно разрушение.
Первые шаги
Если вы хотите научиться варить, то специалисты рекомендуют проводить опыты на металлических валиках.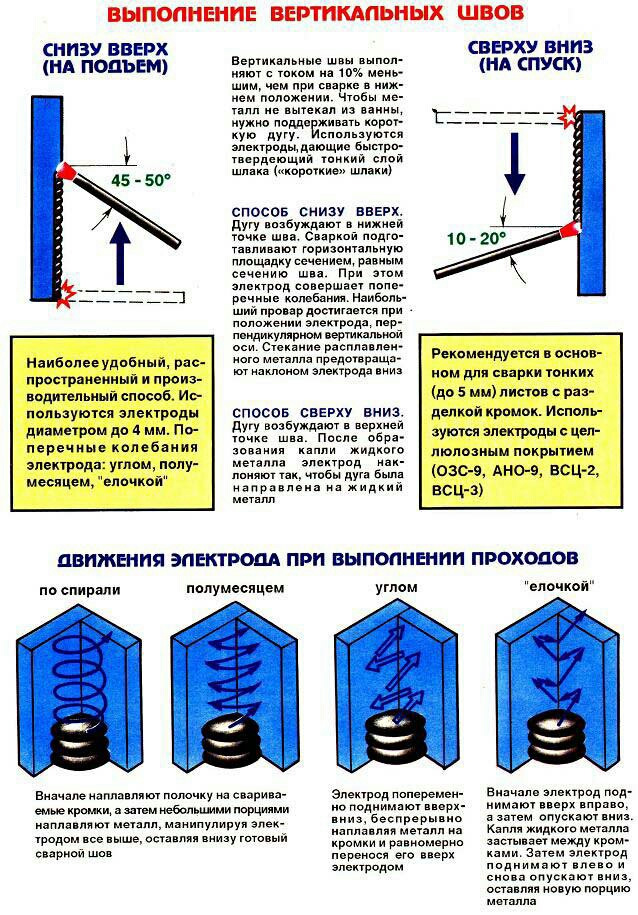 Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва. Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Какие валики используются для работы
Теперь попробуем определиться, как варить вертикальный шов без отрыва, используя валики. В данном случае, необходимо вставить электрод рабочий держак. Для того чтобы создать требуемый ток в электроде, необходимо создать минимальное трение между электродом и металлической поверхностью. Для этих целей, достаточно создать усилие трения по поверхности или без усилия постучать по рабочей части металла.
Когда появится электрическая дуга, вертикальный шов электродуговой сваркой толстого металла, при помощи электрода, направляется на заготовку, где необходимо выдержать минимальный зазор между рабочей зоной электрической дуги и поверхностью металла.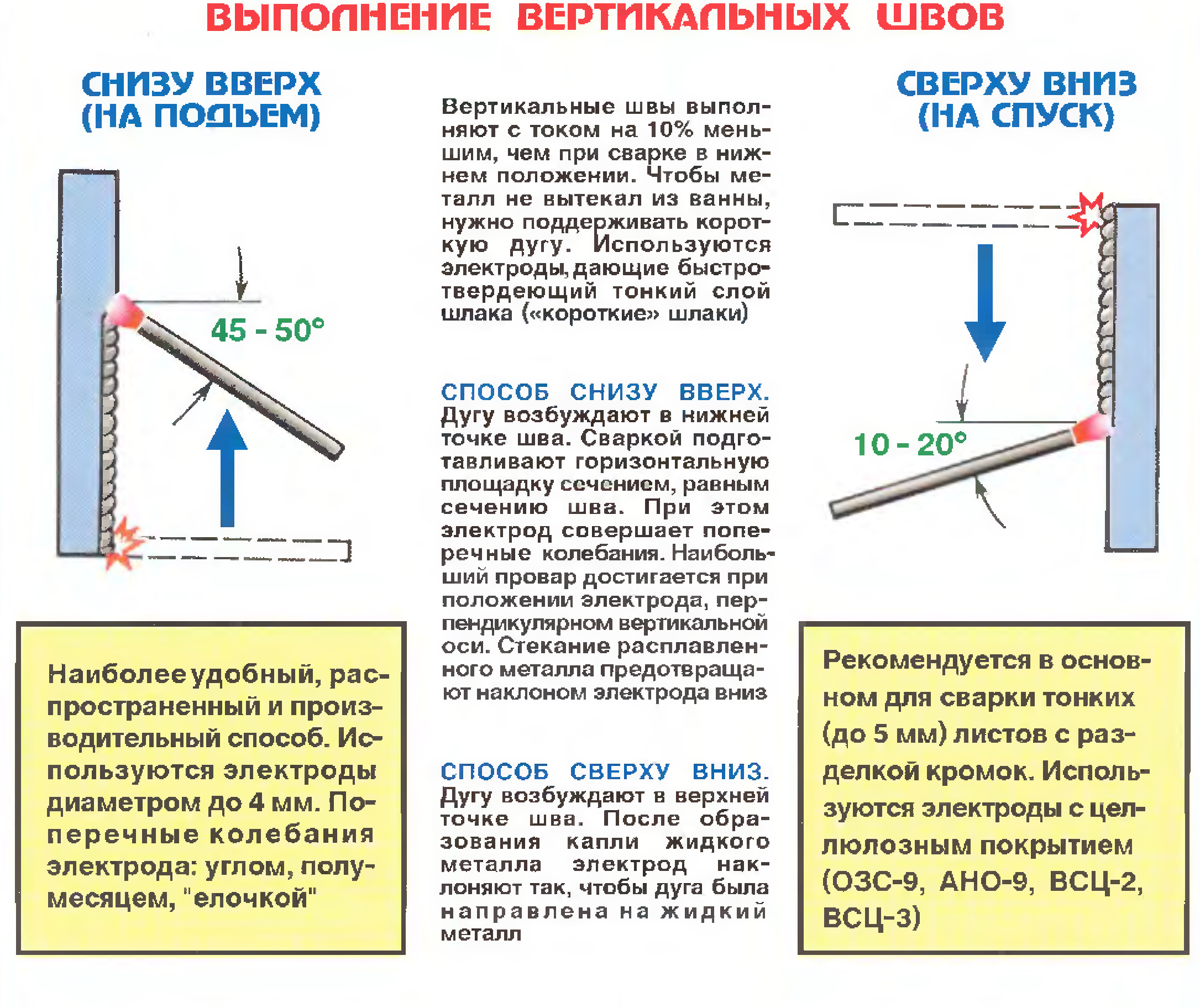 Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.
«Важно!
Помните, чтобы добиться такого качества шва, необходимо постоянно придерживаться одного и того размера дуги, и дуговая сварка вертикальных швов позволяет соблюдать данные требования. Резкие отклонения чреваты появлению дефектов, что негативно оказывает влияние на металл, а также на характеристики прочности готового изделия.»
Варианты получения качественного шва
Теперь необходимо определить, какой метод отлично создаётся при сварке вертикальных швов. В качестве варианта необходимо использовать один из нижеперечисленных методов. В данном случае обращаем внимание, что отличный результат может показать только опытный практикант или специалист широкого профиля:
- Технология лесенка (зигзагообразная).
- Методика ёлочка.
Движение электрода методом «ёлочки»
- Петлевидная система.
- Серповидная система.

Новички на первых порах могут взять в качестве экспериментальных материалов, различные валики, где можно поучиться основным принципам проведения вертикальной сварки. Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров. Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями.
Обращаем также внимание на то, как проводится технология сварки, сколько требуется слоёв и прочие технические и физические характеристики. В некоторых случаях, не последнюю роль играет диаметр электрода, который оказывает влияние на нанесение требуемого количества слоя сварки. Соблюдаем минимальные требования пожарной и электрической безопасности при проведении сварочных работ.
Видео: Пример сварки вертикального шва
 youtube.com/embed/LX_DdZxQ3LQ» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/LX_DdZxQ3LQ» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Как правильно варить вертикальный шов инвертором без отрыва?
В рабочем процессе сварки нередко возникает ситуация, когда требуется приварить две детали, расположенные в разных плоскостях. Попробуем детально разобраться, как варить вертикальный шов инвертором, так плоскости, как правило, располагаются в таких плоскостях, где нет возможности использовать обычные методы сварочных технологий. Как правило, одна плоскость располагается в вертикальном положении, а вторая часть в потолочной плоскости. В целом, как правильно варить вертикальный шов полуавтоматом задача непростая, требует сноровки, терпения и большого опыта мастеров – сварщиков. Достаточно упомянуть одну простую истину, даже расплавленный металл, который расположен между двумя плоскостями, подвержен силе закона всемирного тяготения вниз, что приводит в свою очередь к деформации и нарушению конструкционной части деталей.
Начало сварки вертикального шва
Принципиальные варианты проведения вертикальной сварки
Чтобы понять, как правильно варить вертикальный шов инвертором, рассмотрим два принципиальных варианта проведения сварочных работ, которые включают в себя следующие принципы работы:
- В верхней зоне соединения, металл плавится быстрее, чем в ее нижней части, таким образом, проходит быстрая кристаллизация металлоконструкции в частях стыковки и соединения. Особенности сварки вертикальных швов предусматривают использование мелких дисперсионных частичек раскалённого металла, которые можно добиться только в режиме перемещения электродом вглубь, а также наружу, быстрыми и резкими движениями. При этом обязательно уменьшаем длину дуги сварочного аппарата. Образно говоря, в данной ситуации задача, как варить вертикальный шов полуавтоматом, чем – то напоминает постукивание электродом по поверхности обрабатываемых частей.
- Сварочный процесс как варить вертикальный угловой шов при помощи переменного тока осуществляется исключительно снизу вверх. Тут потребуется постепенное заполнение кратера обрабатываемого шва, причём наполняемость будет производиться исключительно снизу. Образно говоря, нижняя плоскость металла будет подставкой для заполнения раскалённого металла, который поступает сверху, рабочая плоскость ванны наполняется постепенно.
 Особенности сварки вертикальных швов предусматривают использование мелких дисперсионных частичек раскалённого металла, которые можно добиться только в режиме перемещения электродом вглубь, а также наружу, быстрыми и резкими движениями. При этом обязательно уменьшаем длину дуги сварочного аппарата. Образно говоря, в данной ситуации задача, как варить вертикальный шов полуавтоматом, чем – то напоминает постукивание электродом по поверхности обрабатываемых частей.
Особенности сварки вертикальных швов предусматривают использование мелких дисперсионных частичек раскалённого металла, которые можно добиться только в режиме перемещения электродом вглубь, а также наружу, быстрыми и резкими движениями. При этом обязательно уменьшаем длину дуги сварочного аппарата. Образно говоря, в данной ситуации задача, как варить вертикальный шов полуавтоматом, чем – то напоминает постукивание электродом по поверхности обрабатываемых частей.Требования к сварке в вертикальном положении
Ради справедливости, не всегда есть вероятность того, что необходимо только сварка вертикальных швов без отрыва. Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
«Важно!
Чтобы капли раскалённого металла не стекли вниз, потребуется соблюдение ряда условий для определения задачи, как варить вертикальный шов инвертором металл 1.5 мм.»
- Электрическая дуга должна быть исключительно короткой.
- В начале режима поджига, электрод должен располагаться только перпендикулярно, причём одновременно двум рабочим плоскостям имеющихся заготовок.
- В процессе варке, электрод наклоняется вниз относительно основного корпуса держака. Электрод должен располагаться только под острым углом наклона относительно основной части сварочного шва. Дуга обязательно должна «ловить» капли раскалённого металла, для предотвращения стекания вниз.
- В некоторых случаях сварка полуавтоматом вертикальных швов не может остановить стекание раскалённых участков обрабатываемой поверхности металла. Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.
 Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.
Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.Вышеописанная технология является намного легче, чем аналогичный вариант проведения сварки сверху вниз. Но, данная методика показывает, что качество сварки будет в несколько раз хуже, чем предыдущий вариант исполнения.
Способы проведения сварочных работ
Теперь рассмотрим вопрос, как правильно варить вертикальный шов. Для этих целей берём во внимание одну из разновидностей работы – треугольник, ёлочка или лесенка.
Схема сварки вертикального шва
- Технология треугольник. Для этой технологии используем металл, который имеет толщину не более чем 2 мм. Для выполнения технологического процесса, максимально притупляем кромки. В основе это работы, лежит технология сварки снизу вверх, но жидкий метал должен застывать сверху. Такой расплавленный металл постепенно стекает в нижнюю часть, аккуратно кристаллизируется образующийся металлический корпус шовного валика. Шлак, который стекает вниз, не препятствует проплавлению имеющихся кромок на части металла, так как происходит перемещение по уже застывшей ванне. По своей сути, форма ванны имеет вид треугольника, и это указывает на основное пояснение названия данной технологии. В данном случае необходимо правильно двигать электродом, чтобы можно было заполнить форму ванны, точнее ее стык. К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.
- Технология ёлочка. Этот вариант оптимален только для материала стали, которая имеет толщину в диапазоне 2-3 мм. Здесь используются очень сложные схемы перемещения электродом. Сварочные работы необходимо начинать в одной из плоскостей кромки. По одной стенке необходимо наплавлять раскалённый металл на себя, таким образом, формируем толщину зазора. Далее не останавливаясь, направляем электрод в глубину зазора. После этого необходимо опять же не останавливаясь задержаться в верхней части зазора на некоторое время, и опять же не останавливаясь отправлять электрод к другой части кромки. По идее, этот процесс напоминает больше петлю, где нужно каждый шаг отрабатывать до автоматизма. Таким образом, вы добьётесь равномерного распределения расплавленных частей в зазоре металла. В этом процессе необходимо предотвратить образование порезов кромок, а также образования подтёков.
- Технология лесенка. Этот метод можно использовать только в том случае, если вы обеспечите образование максимального размера шва при минимально возможном притуплении кромок. Сам процесс заключается в переходе от одной части кромки к другой при минимальном режиме подъёма электрода. Образно говоря, сварочная технология выполняется зигзагообразными действиями от одной кромки к другой, причём снизу – вверх. В данном случае рекомендуется электрод надолго задерживать на основаниях кромки на определённое время, после этого быстро обеспечивать переход к другой кромке там опять задерживаемся и быстро переходим к другой части и т.д. Данная технология актуальна для металла, который имеет толщину до 4 мм.
 В основе это работы, лежит технология сварки снизу вверх, но жидкий метал должен застывать сверху. Такой расплавленный металл постепенно стекает в нижнюю часть, аккуратно кристаллизируется образующийся металлический корпус шовного валика. Шлак, который стекает вниз, не препятствует проплавлению имеющихся кромок на части металла, так как происходит перемещение по уже застывшей ванне. По своей сути, форма ванны имеет вид треугольника, и это указывает на основное пояснение названия данной технологии. В данном случае необходимо правильно двигать электродом, чтобы можно было заполнить форму ванны, точнее ее стык. К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.
В основе это работы, лежит технология сварки снизу вверх, но жидкий метал должен застывать сверху. Такой расплавленный металл постепенно стекает в нижнюю часть, аккуратно кристаллизируется образующийся металлический корпус шовного валика. Шлак, который стекает вниз, не препятствует проплавлению имеющихся кромок на части металла, так как происходит перемещение по уже застывшей ванне. По своей сути, форма ванны имеет вид треугольника, и это указывает на основное пояснение названия данной технологии. В данном случае необходимо правильно двигать электродом, чтобы можно было заполнить форму ванны, точнее ее стык. К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер. Здесь используются очень сложные схемы перемещения электродом. Сварочные работы необходимо начинать в одной из плоскостей кромки. По одной стенке необходимо наплавлять раскалённый металл на себя, таким образом, формируем толщину зазора. Далее не останавливаясь, направляем электрод в глубину зазора. После этого необходимо опять же не останавливаясь задержаться в верхней части зазора на некоторое время, и опять же не останавливаясь отправлять электрод к другой части кромки. По идее, этот процесс напоминает больше петлю, где нужно каждый шаг отрабатывать до автоматизма. Таким образом, вы добьётесь равномерного распределения расплавленных частей в зазоре металла. В этом процессе необходимо предотвратить образование порезов кромок, а также образования подтёков.
Здесь используются очень сложные схемы перемещения электродом. Сварочные работы необходимо начинать в одной из плоскостей кромки. По одной стенке необходимо наплавлять раскалённый металл на себя, таким образом, формируем толщину зазора. Далее не останавливаясь, направляем электрод в глубину зазора. После этого необходимо опять же не останавливаясь задержаться в верхней части зазора на некоторое время, и опять же не останавливаясь отправлять электрод к другой части кромки. По идее, этот процесс напоминает больше петлю, где нужно каждый шаг отрабатывать до автоматизма. Таким образом, вы добьётесь равномерного распределения расплавленных частей в зазоре металла. В этом процессе необходимо предотвратить образование порезов кромок, а также образования подтёков. Образно говоря, сварочная технология выполняется зигзагообразными действиями от одной кромки к другой, причём снизу – вверх. В данном случае рекомендуется электрод надолго задерживать на основаниях кромки на определённое время, после этого быстро обеспечивать переход к другой кромке там опять задерживаемся и быстро переходим к другой части и т.д. Данная технология актуальна для металла, который имеет толщину до 4 мм.
Образно говоря, сварочная технология выполняется зигзагообразными действиями от одной кромки к другой, причём снизу – вверх. В данном случае рекомендуется электрод надолго задерживать на основаниях кромки на определённое время, после этого быстро обеспечивать переход к другой кромке там опять задерживаемся и быстро переходим к другой части и т.д. Данная технология актуальна для металла, который имеет толщину до 4 мм.Варить вертикальный шов в принципе очень тяжело. Только опытным путём, настоящий профессионал может выполнить качественную работу.
«Обратите внимание!
Примечательно, чтобы научиться данной технологии, понадобится несколько месяцев практических навыков.»
Большое количество вариантов шва позволяет обеспечить высокое соединение стыковых соединений. Вертикальный шов, один из немногих, который позволяет добиться высокого качества соединения разнородных по группе металлов и конструкционных решений.
Видео: Как научится варить вертикальный шов?
как правильно варить электродуговой сваркой снизу вверх? Сварочный шов дуговой ручной сваркой и другими способами
С появлением электросварки стало возможным соединение любых металлов. Этот процесс объединяет металлические структуры за счет нагрева и расплавления электрической дугой. Электросварка широко применяется в различных сферах. Однако данная технология требует некоторых знаний, умений и навыков. В зависимости от видов металлов и вариантов соединений есть разные способы сварки, типы электродов, скорость их движения, амплитуда.
Особенности
Сварка вертикальных швов имеет достаточно много особенностей. Так, при воздействии тепла на сплав, происходит образование металлических капель, которые постоянно стремятся укатиться вниз. Данный процесс является вполне естественным, но при этом создает немало трудностей. Например, эти капли не дают качественно воздействовать на зону, которая обрабатывается. Специалисты считают, что для вертикальных швов лучше подходит дуга меньшей длины. Это способствует тому, что силы поверхностного натяжения делают переход электрода в шов более простым. Чтобы капля затвердела непосредственно при сварке, надо стержень убирать немного в сторону. Как только тепло уходит, металл очень быстро застывает.
При этом важно учесть, что верхняя зона ускоряет процесс плавки металла. Также более быструю кристаллизацию можно наблюдать на месте стыков и различных соединений. Среди важных параметров следует отметить силу тока. Как правило, выбирают ее более низкое значение, чем обычно.
Также не стоит забывать про точечную технологию, которая позволяет низко закрепить два элемента.
На срок службы сваренных конструкций из металла влияние оказывает качество и надежность соединения. В любой конструкции шов может превратиться в одно из наиболее уязвимых мест. Именно по шву смотрят, насколько качественно выполнена сварка. Для мастера с малым опытом вертикальная сварка является весьма сложной технологией. Однако ей стоит научиться, так как она используется достаточно часто. Важно при данном методе соединения металлических конструкций соблюдать ряд правил, иначе можно получить некачественный результат. При вертикальных швах желательно использовать короткую электрическую дугу. В противном случае шов может стечь из-за расплавления.
Когда происходит непосредственно поджог, необходимо постараться рабочую часть располагать перпендикулярно по отношению к поверхностям, которые обрабатываются. Это позволяет сделать соединение высокого качества. Лучше всего в процессе постараться электрод держать с легким наклоном вниз. Именно выдержка острого угла дает возможность задерживать раскаленный металл, чтобы он не стекал вниз. Следует уточнить, что не всегда получается предотвратить стекание металлических капель. Однако можно сделать силу тока выше и быстрее перемещаться по обрабатываемой поверхности.
Но данный метод требует осторожности, чтобы дуга не слишком увеличилась. Также можно передвигать электрод из стороны в сторону для увеличения ширины шва.
Способы
Электрошлаковый
Электрошлаковый способ позволяет соединить детали почти с любой толщиной. При этом их можно сварить всего за один проход.
После того как электрод погружается в нее, проходит ток и происходит нагревание до температуры плавления кромки рабочей области и стержня электрода. В ходе расплава образуется сварочная ванна. Именно после ее остывания металл начинает кристаллизоваться, и получается качественный шов.
Электродуговой
Сваривание вертикальных швов с использованием дуговой электросварки происходит с перемещением расплавленных металлических капель по направлению вниз.
Можно также точечно прикасаться концом стержня к свариваемой области, чтобы он не прилипал к заготовке.
Для получения вертикального соединения хорошего качества применяют следующие способы.
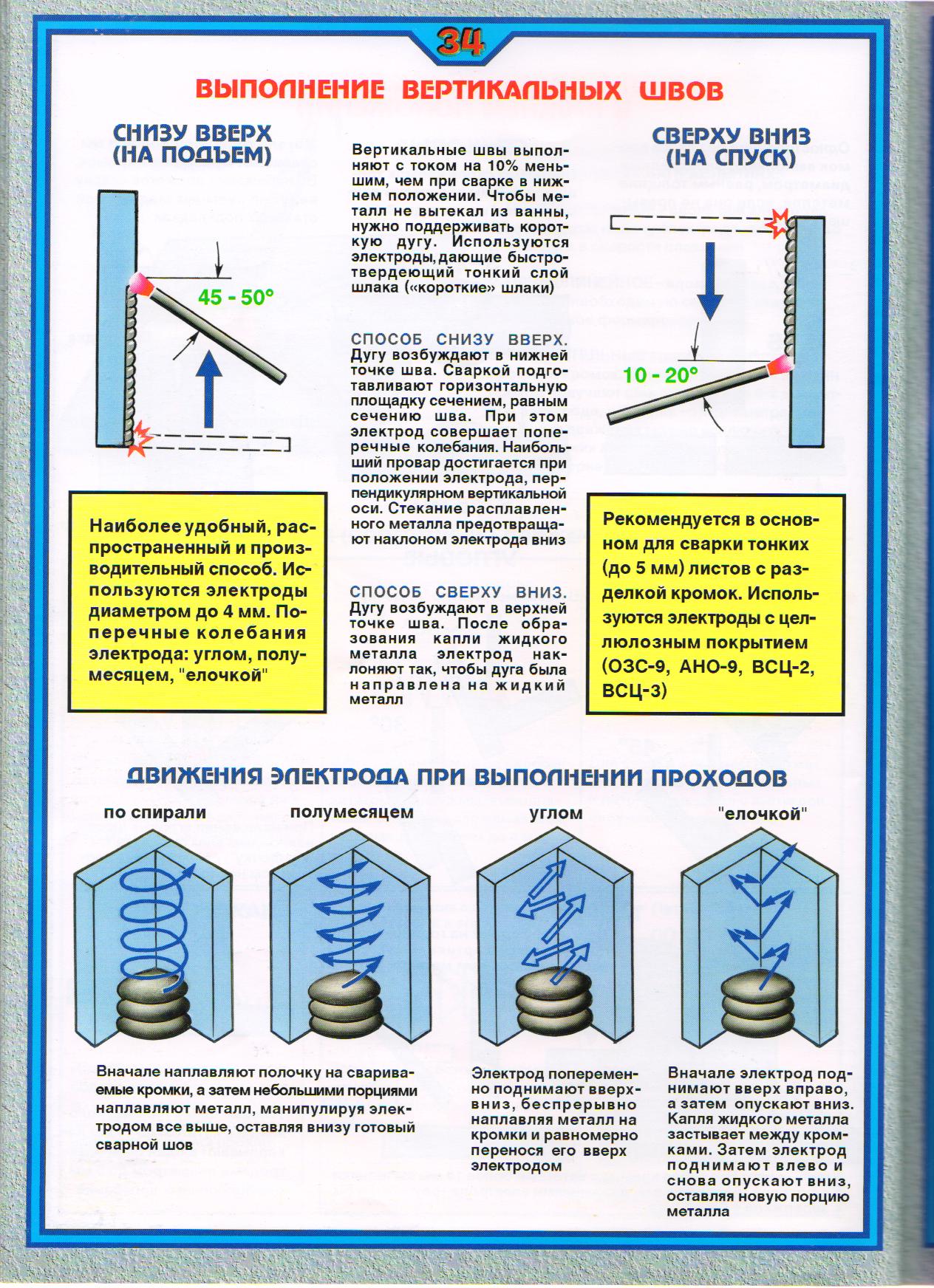
- «Снизу вверх» подразумевает, что сварочная канавка располагается снизу, а расплавленные капли попадают в нее сверху. Для предотвращения утечки жидкого металла электрод желательно располагать не прямо, а под углом к области, где будет соединение. При этом плавящийся конец электрода должен быть выше, чем часть в держателе. Это позволяет поддерживать канавку и предотвращает выплескивание металла. Таким образом, происходит кристаллизация нижних слоев, которые как бы выполняют функцию подставки для сварочной канавки. Эта техника создания шва в вертикальной области называется «ручной дуговой». Следует учесть, что при сварке ток надо устанавливать на значении, при котором кристаллизация будет проходить быстрее, чем электрод и поверхность кромок будут плавиться. Для этого нужна недлинная дуга, чтобы образовывались маленькие металлические капли.
- Сварка способом сверху вниз является фактически техникой наоборот и предполагает расположение электрода так, чтобы его конец был направлен вверх. При этом сварочная ванна поддерживается за счет электрической дуги и электрода. Важно, чтобы нижний край ванны плавился очень быстро. Что касается верхнего края ванны, то он должен успевать застывать.
Если данный процесс происходит неправильным образом, то необходимо повысить значение сварочного тока и перемещать электрод вниз с большей скоростью. Также можно сделать шов более широким.
Полуавтомат
Полуавтомат (инверторный аппарат) позволяет сделать шов в вертикальной плоскости более качественным, чем обычный сварочный. Это обусловлено тем, что сварочная дуга получается более стабильной. Существует несколько проверенных технологий сварки.
- Треугольная сварка необходима для работы с изделиями толщиной менее 2 миллиметров. При этом следует немного притуплять кромки. Чаще всего данная техника используется для углового сваривания. При движении электрода вверх жидкий сплав будет стекать поверх уже застывшего. Кромки проплавляются отлично, так как шлак движется уже по кристаллам металла. Формирование начинается с полок в самом низу стыка. Далее электрод следует переместить на край, расплавить грани и наполнить сварочную канавку. После этого электрод передвигают на другой край и снова повторяют весь процесс. При этом канавка будет иметь форму треугольника, откуда и получила свое название технология сварки. Желательно выбирать электрод толщиной 3 миллиметра, а сварочный ток устанавливать на значении от 80 до 100 ампер.
- «Елка» подходит для соединения деталей с зазором 2-3 миллиметра. Этот способ считается довольно сложным, так как концом электрода приходится делать замысловатые движения. При работе с вертикальными швами надо начинать от одной из граней, причем из толщины зазора. Получается, что электрод надо как бы вытягивать из толщи металла и наплавлять его на грань. После этого электрод надо снова вернуть внутрь шва и произвести наплавку на другой грани. Так, постепенно будет происходить заполнение вертикальной щели, и получится надежное соединение. Данный процесс надо проводить пока весь зазор не заполнится сплавом.
Важно, чтобы кромки не слишком сильно проплавились и не появились металлические подтеки.
- Лестница может понадобиться, если надо варить швы по вертикали с маленьким зазором и без притупления кромок. Техника заключается в том, что движение электрода надо производить от одной грани до другой. При этом поднятия вверх должны быть минимальными. Движения получаются в виде зигзага, а на кромках необходимо делать очень короткую остановку, чтобы металл успел проплавиться. Данный способ подходит для соединения металлических изделий с толщиной до 4 миллиметров.
Технология
Прежде чем правильно варить вертикальный шов, следует подготовить изделие. Для этого его нужно очистить от каких-либо загрязнений, а затем зашкурить. Важно, чтобы на металле не остались остатки масла, краски или следы ржавчины. Когда подготовка окончена, можно переходить к следующему этапу выбору способа сварки. Лучше всего для вертикального шва выбрать инверторный сварочный аппарат и способ прохода снизу-вверх или наоборот – сверху-вниз. При этом концом электрода следует придерживаться определенных направлений, исходя из ширины будущего шва. Если он будет широким, то направление должно быть в виде полукруга, круга, капли или петель. Причем двигать электродом надо слева направо, а швы накладывать друг на друга.
Для узкого шва желательно делать небольшие отрезки по направлению вверх. Начало каждого следующего отрезка должно начинаться из середины предыдущего. При наиболее больших зазорах лучше всего использовать технику лестницы, а для самых маленьких треугольника или «елочки». Нажимать электродом на соединяемые поверхности надо с определенной продолжительностью. Сварщики с большим опытом работы советуют с каждым нажатием стержня говорить про себя число «22». Именно это время идеально подходит для соприкосновения электрода с металлическим листом.
При этом если металл более толстый, то «двадцать два» надо проговаривать в более медленном темпе, а если тонкий – то в более быстром.
Чтобы качественно сварить изделие, надо верно подобрать значение ампер. При слабой силе шов получается неэстетичным, а при слишком сильной можно прожечь металл. Рекомендуется на каждый миллиметр электрода устанавливать мощность в 30 А. Еще один важный момент – это удержание электрода относительно обрабатываемой плоскости под углом 45-90 градусов. Сварка вертикального шва будет выглядеть следующим образом.
- Внизу делается нахлест подготовленных поверхностей металла.
- Начинать процесс соединения надо не на месте нахлеста, а выше. Это позволит при ошибке избавиться от лишних исправлений.
- Включить сварочный аппарат и делать нажимы. Не забывать проговаривать про себя цифру «22».
- После того как все швы сделаны, необходимо провести зачистку поверхностей с внутренней и наружной сторон от шлака, который образовался.
- Если есть необходимость, то сварить металлические изделия с обратной стороны.
В следующем видео вас ждет информация об угле наклона электрода при сварке вертикального шва.
Вертикальный шов дуговой сваркой: обзор техник и методов
Вопросы, рассмотренные в материале:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс. В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендовано к прочтению
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области. Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом.
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод.
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры. В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°.
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу. Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов. Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности. После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
3 приема по созданию вертикального шва дуговой сваркой
Как варить вертикальный шов дуговой сваркой? Есть три техники, выбор зависит от ширины зазора, толщины металла, притупления кромок.
- «Треугольник».
В его основе лежит наиболее распространенная методика сварки снизу вверх. В этом случае жидкий металл попадает на застывающий слой, закрывая валик и не пуская другие капли на дорожку.
Данный способ дуговой сварки может использоваться при наложении вертикального шва между элементами толщиной до 2 мм и наличии небольшого зазора. Чтобы добиться прочного скрепления, притупление кромок должно быть в пределах 1-2 мм.
Еще одна тонкость – в процессе работы важно, чтобы ванна оставалась под углом. Именно этим объясняется название способа. Нужный угол создается за счет следующих манипуляций:
- сначала формируют полочку;
- поднимают по стенке сварочную дугу к зазору, при этом кромки притупляются благодаря плавлению;
- спуск осуществляется по правой стенке;
- переходят на левую стенку – шов формируется именно здесь.
Также существует ряд других рекомендации относительно формирования вертикального шва дуговой сваркой способом «Треугольник». Практика показывает, что диаметр электрода должен быть 3 мм, сила электрического тока – 90–100 А. До завершения работы над швом электрод движется по указанной траектории.
Такой способ очень удобен, если требуется выполнить вертикальный шов, находящийся в углу.
Концом электрода совершают сложные движения: его направляют из глубины, проплавляют поверхность кромки. Потом поворачивают внутрь, проплавляют вторую кромку, после чего процедуру проводят снова на небольшой высоте.
Сварка елочкой может использоваться, когда зазор между заготовками равен 2-3 мм, есть притупление кромок. Такой способ обеспечивает малое сечение валика.
Технология такова:
- Движение идет от зазора по кромке. К последней нужно прижимать электрод, подавать его к себе при прохождении всей толщины изделия.
- После подъема электрод возвращают к зазору способом «от себя».
- После поплавки переходят на другую кромку и дублируют описанные действия.
- Операции повторяют до получения готового вертикального шва дуговой сваркой.
При этом используют короткую дугу. В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
Сварщик должен следить, чтобы на кромке шва не формировались подрезы, подтеки металла. Важно избегать чрезмерного наплавления кромок. Рекомендуется вести работу непрерывно, единственной допустимой паузой считается замена электрода. В результате получается вертикальный шов, который по форме напоминает елку.
Данный подход к созданию вертикального шва дуговой сваркой позволяет справиться со значительным зазором (более 2 мм) между свариваемыми заготовками. Метод подходит при отсутствии или незначительном притуплении кромок.
Получить неплохой вертикальный шов способом «Лестница» несложно. Электрод перемещают по зигзагу между кромками, при этом соблюдают постоянную небольшую величину подъема. Шов формируется за счет короткой дуги. Диаметр электрода – 3 мм, сила тока – в пределах 80–100 А. По аналогии с методом «Елочка», работа должна идти без остановок.
Главное отличие технологии в том, что электрод задерживают на кромке в течение продолжительного времени, после чего быстро перемещают на другую кромку. За счет «лесенки» формируют «легкий» валик с небольшим сечением. Поскольку этот способ сварки достаточно прост, с ним могут справиться и начинающие специалисты.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость. Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте.
- Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью. Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как варить вертикальный шов — Ковка, сварка, кузнечное дело
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке. На сайте уже имеются следующие статьи:
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
Вертикальный шов «снизу-вверх без отрыва». Показано положение электрода и варианты движения его кончика.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Вертикальный шов «сверху-вниз без отрыва». Показано положение электрода и варианты движения его кончика.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье «Сварка металлоконструкций» . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Видео
Способы сварки вертикальных швов — Сварка Профи
Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении.
Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
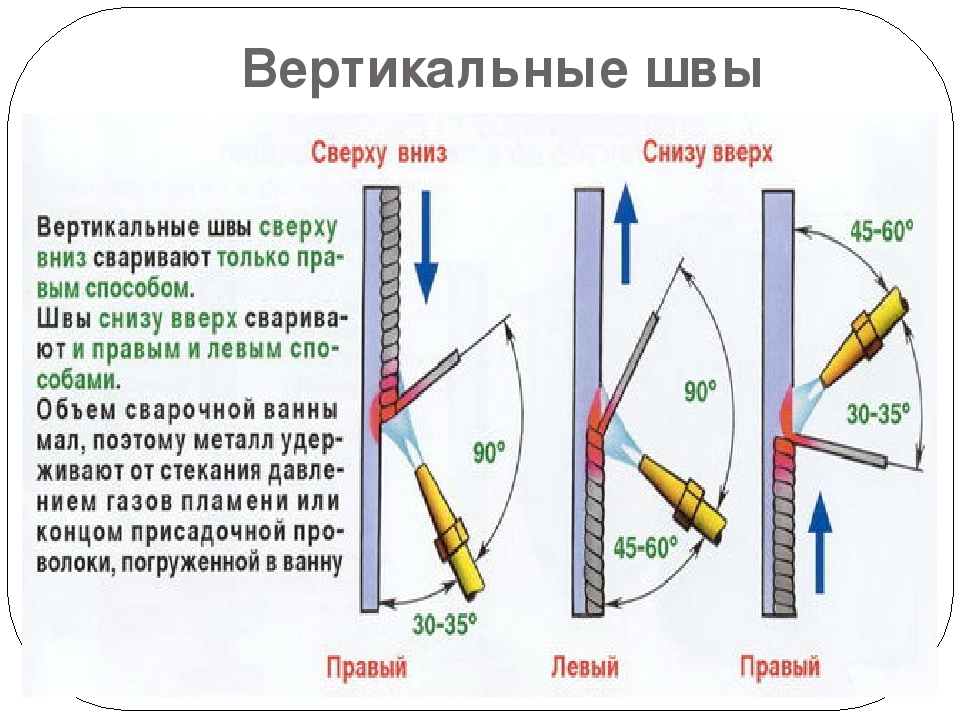
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в “лодочку”
Обратите внимание
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг.
53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°.
Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх.
При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва.
На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом “снизу вверх”; “сверху вниз”
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг.
54), продолжая одновременно расплавлять основной металл.
Важно
Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх».
При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Источник: http://www.prosvarky.ru/techniguewelding/technology/9.html
Как правильно самостоятельно варить вертикальные и потолочные швы
При выполнении ремонтных работ мастера часто сталкиваются с необходимостью соединить различные металлические конструкции или их фрагменты. Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе.
Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя.
При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Во время сварки мастер может столкнуться с такой ситуацией, когда соединяемый конструкции находится в разных плоскостях. Сварка вертикальных швов, а также находящихся под углом или потолочных, усложняется из-за простых законов физики. Для соединения между деталями заливается особый сплав, который подвержен закону всемирного тяготения, поэтому он сразу же уходит вниз.
Особенности вертикальной сварки
Сварка удобна тем, что с помощью технологии можно соединить любые материалы, помимо металла. Специалисты соединяют конструкции из стекла, пластмассы и керамики.
Как будет располагаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некоторые виды работ довольно простые даже для новичков. Например, соединение в нижнем положении.
С ней справится даже домашний мастер без большого опыта работы. Но для остальных видов потребуется наличие определенных знаний и опыта.
Если требуется сварка вертикального шва, то необходимо учитывать тип соединения и толщину элементов. Исходя из этих параметров, подготавливается металл. Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Вертикальные швы выполняются двумя методами: снизу вверх или в обратном направлении. Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Поэтому следует придерживаться следующих правил:
- сплав должен застывать быстрее обычного. Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
- чтобы получить качественные вертикальные швы необходимо работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
Выполнить сварку необходимо, не допуская зашлаковки, которая может произойти из-за неправильной подготовки конструкций. Полость между двумя конструкциями забивается, когда шов ложится неровно.
Расположение швов в пространстве
Техника сварки вертикальных швов предполагает уменьшение силы тока на 10-15%, от чего сократится объём расплавляемого металла. Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Сварку также рекомендуется выполнять короткой дугой, то есть максимально близко поднести электрод к обрабатываемой поверхности. Тогда металл быстрее переходит в иное состояние.
Сверху вниз
Когда варят вертикальный шов при помощи электросварки способом сверху вниз, то электрод должен быть расположен перпендикулярно к конструкции. После розжига, не меняя положения, прогревают металл. После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
Вертикальная сварка электродом не отличается популярностью, поскольку неудобна и требует от мастера постоянного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно добиться поставленной задачи.
Снизу вверх
Задумываясь, как правильно варить вертикальный шов электросваркой, следует учитывать несколько моментов. Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками». Тогда под воздействием аппарата части не сдвинутся с места.
При подготовке обязательно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Чтобы этого добиться, электрод должен располагаться практически вплотную к обрабатываемым поверхностям. Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных специалистов, поскольку работа выполняется из неудобного положения. Капли раскаленного материала могут сорваться с потолка прямо на пол или каску мастера. В этом случае электрод располагается перпендикулярно к обрабатываемой поверхности.
Специалист совершает им круговые или вертикальные движения с небольшой скоростью, чтобы улучшить сварку. В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
Сварочный шов образуется по вышеописанному принципу, то есть, материал должен затвердевать максимально быстро. Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием.
Совет
Потолочное соединение отнимает больше сил и внимания, поэтому начинать постижение сварочных дел с него не стоит.
Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в крайних случаях, если нет возможности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как только она слегка расплавляется, и образуются первые капли, то его наклоняют вниз и продолжают одновременно плавить края. Инструмент постепенно подаётся вперёд и образуется короткая дуга, которая благодаря кончику препятствует стеканию капель металла.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. Благодаря чему потихоньку образуется ровное и прочное соединение.
Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения.
При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Когда детали соединяются сверху вниз, то необходимо уменьшить размер капель жидкого металла. Поэтому отдают предпочтение электроду с наименьшим диаметром. В процессе сварки разворот электрода способствует образованию качественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное увеличение/уменьшение дуги.
Слишком длинное расстояние приведет к окислению и азотированию расплавленного материала, а также образованию брызг капель вокруг. К тому же по структуре место соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует красивое, ровное качественное место стыка.
Для этого электрод необходимо перемещать в 3 основных направлениях – поступательном, продольном и поперечном. Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Финишная обработка
Практически все изделия, которые были соединены при помощи электродов, требуют заключительной обработки. Так как на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтобы получилось использовать соединённые части по назначению.
В некоторых случаях возникает необходимость в выравнивании выпуклой поверхности шва. Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Затем применяется углошлифовальная машина, которой выравнивается место соединения. С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
Обратите внимание
После удаления с конструкций выступов и застывших капель, окалин, ещё раз необходимо хорошенько осмотреть полученную конструкцию.
При контрольном осмотре обращают внимание на прожог металла, трещины и другие дефекты. Если они обнаружены, то работа была выполнена недобросовестно.
Чтобы исправить недостатки, необходимо устранить их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя подходящие инструменты. Только после этого переходят к обновлению соединенных конструкций. При этом все манипуляции следует выполнять лишь в тех местах, где присутствует брак. Поэтому удастся сэкономить время и не переделывать всю работу заново.
Безопасность во время работы
Сварочные работы довольно опасны, особенно для новичков, которые не разбираются в нюансах и особенностях дела. Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих. Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежду, состоящий из каски и специальной обуви с робой. Учитывая пожароопасность сварки, требуется запастись подручными средствами для тушения пожара, вроде огнетушителя или ящика с песком. Помня о таких простых правилах, новичок не причинит вред себе, а также качественно соединит две части в одну.
Источник: https://oxmetall.ru/svarka/vertikalnye-i-potolochnye-shvy
Дуговая сварка вертикальных швов: технология и методы работы
(Last Updated On: 24.09.2017)
Сварка вертикального шва
Дуговая сварка вертикальных швов – один из методов работы с металлическими поверхностями. Вам нужно сварить металлическую решётку или приварить петли для садовой калитки? Сварка – лучшее решение такой проблемы. Она применяется не только для этих целей. С её помощью можно починить, например, поломанные металлические гаражные ворота, приварить фрагмент железного забора.
Дуговая сварка вертикальных швов проводится по своей, особенной технологии, знать которую должен всякий, кто впервые берёт в руки сварочный аппарат. Кроме самых важных азов, которые описываются в различных методических пособиях для начинающих и профессионалов, постараемся рассмотреть некоторые моменты. Без них начинать работу просто невозможно.
Дуговая сварка: что такое?
Дуговой сваркой называют такой способ соединения двух и более металлических частей, при котором для нагрева материала используется электрическая дуга. Под её воздействием кромки свариваемых деталей расплавляются вместе с электродом, образуя «ванну» из жидкого металла. Металл остывает и образуется сварочное соединение.
Принцип работы очень простой. К электроду и металлическим частям подсоединяют трансформатор. С помощью электроэнергии, вырабатываемой трансформатором, происходит нагрев до высокой температуры в 7000 градусов по цельсию. При такой температуре плавления происходит смешивание электрода с металлом изделия, а все шлаки выходят наружу, образуя защитную плёнку.
Дуговая сварка вертикальных швов зависит от многих параметров, за которыми желательно следить и по возможности контролировать. Обычно подбирают необходимые значения следующих параметров:
- напряжение электрической дуги;
- силу сварочного тока;
- плюсовую и минусовую полярность;
- толщину электрода;
- положение сварочного соединения в пространстве;
- скорость работы.
Используемый ток
Сила электрического тока, применяемого для сварки, является одной из самых главных характеристик. Они описываются в инструкции, прикладываемой к сварочному аппарату.
Если такого описания по каким-то причинам не оказалось, то силу тока определим в зависимости от диаметра электрода. Чем он толще, тем мощнее аппарат, тем больше сварочного тока. Может даже получится так, что электрическая дуга будет «плавать», колебаться, менять свою длину.
Соответственно качество шва в этой ситуации ухудшится, увеличится его ширина, а глубина провала намного уменьшится.
Напряжение дуги
После верного определения силы тока, рассчитаем длину дуги. Другими словами – это расстояние от электрода до поверхности металлического изделия. При работе обязательно сохраняем это расстояние неизменным. От этого будет зависеть качество всей работы в целом.
Оно превышает на один-два миллиметра диаметр электрода. Дуговая сварка вертикальных швов использует исключительно короткую дугу. Диаметр её не должен превышать диаметра электрода.
Полярность электрического тока
У большинства трансформаторов постоянный ток получается путём «выпрямления» переменного. При работе используют как прямую полярность, так и обратную. В первом случае изделие прикрепляется к «плюсу», а сварочный электрод к «минусу». При обратной – зажимы меняют местами.
Обратную полярность обычно используют при сварке тонколистового металла, чтобы не прожечь его насквозь. Такой же полярностью варятся высоколегированные стали, чтобы избежать их перегрева.
Варим вертикальные швы
При вертикальной варке швов капли электрода и расплавленного металла будут капать вниз. Чтобы избежать этого закономерного (с точки зрения физики) процесса, следует электрическую дугу сделать более короткой. При таком способе, благодаря силам поверхностного натяжения, капли жидкого металла будут легче переходить с электрода в углубление кратера.
Вертикальные швы варим снизу и потом медленно (по степени готовности шва) идём вверх. В таком случае весь расплавленный металл заполняет все углубления, которые находятся ниже.
Положение электрода
Положение электрода тоже может быть различным. В основном угол наклона составляет девяносто градусов, при этом электродуга наиболее эффективно воздействует на поверхность, которую сваривают. При сварке под углом сорок пять или шестьдесят градусов наблюдается неравномерное расплавление материала, ухудшается управление сварочным процессом.
Видео:
Некоторые методы сварки
Дуговая сварка вертикальных швов по своей технологии отличается индивидуальными особенностями работы. Применяют два способа заваривания – «дугой вперёд» и «лестница».
Способ лестницы характерен зигзагообразным движением, постепенно поднимаясь как бы по лестнице снизу вверх.
Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д.
Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Некоторые сварщики применяют метод «дугой назад». В данном случае он не оправдывает себя по той простой причине, что в результате получаем чрезмерную выпуклость сварочного шва. Большая часть жидкого металла при этом стекает в цент кратера и застывает.
Кроме перечисленных методов дуговой сварки профессионалы и опытные сварщики применяют и другие варианты при работе с вертикальными швами. Чтобы результат получился качественным, не торопитесь, а старайтесь выполнить все необходимые правила. Удачи в работе!
Источник: http://cassuspro.ru/dugovaya-svarka-vertikalnyx-shvov.html
Ручной способ сварки вертикальных швов
Главная – Статьи – Ручной способ сварки вертикальных швов
Сварку швов в вертикальном положении выполнить гораздо труднее, чем сварка в нижнем положении. Дело в том, что у расплавленного металла есть тенденция из сварочной ванны вытечь.
Для того чтобы уменьшить в ванне объём жидкого металла, сила сварочного тока при выполнении сварки вертикальных швов уменьшается на десять—пятнадцать процентов в отличие от сварки в нижнем положении. Ведётся сварка обязательно с помощью короткой дуги, благодаря чему происходит лучший переход расплавленного металла электрода в жидкую ванну.
Чтобы предотвращать вытекание из сварочной ванны наплавляемого металла, рекомендуется вести электрод от середины шва относительно быстро в сторону и вверх. Благодаря этому быстро формируется швы.
Важно
Есть два метода сварки швов вертикальных: первый – «снизу вверх» и второй – «сверху вниз». Сейчас наиболее распространён «снизуверховой», то есть первый способ.
На рисунке 52 изображена как происходит сварка угловых швов в «лодочку».
Применяется сварка типа «сверху вниз» при соединении, как правило, тонких листов. Когда выполняются вертикальные швы «сверху вниз», то полного провара не получается.
Рассмотрим технику сварки вертикальных швов типа «снизу вверх». Итак, необходимо, прежде всего, электрод расположить правильно по отношению к плоскости шва. Когда применяется сварка электродом с тонким покрытием, как изображено в картине 53А берётся угол наклона в пределах пятнадцать—двадцать градусов.
А при сварке толстопокрытыми электродами, как показано в рисунке 53Б наклон электрода должен составлять к горизонтальной линии около сорок пять—пятьдесят градусов.
Почему такой большой наклон? Дело в том, что он необходим у электрода с толстым покрытием для того, чтобы гарантировать более легкое стекание шлака из ванны и для того, чтобы поддержать расплавленный металл.
Зажигается дуга в наиболее низкой зоне шва, и конец электрода после того, как образована ванна с расплавленным металлом отводится в сторону при возможно короткой дуге вправо или влево и слегка вверх.
Движениями электрода при этом дается возможность быстро застывать расплавленным частицам металла и образовывать своеобразный порог, который необходим для того, чтобы задержать последующие капли расплавляемого металла. Повторяются движения электрода, и в итоге у наплавляемого металла появляется форма шва.
Чешуйки на вертикальных швах более резко выражены, и в связи с этим вертикальные швы от нижних отличаются.
Совет
На рисунках 53 и 54 показывается верное положение электродов при сварке вертикальных швов способом “снизу вверх” и “сверху вниз”
Что о положении электрода при сварке вертикальных швов «сверхувнизым» методом, то он должен располагаться к свариваемой поверхности перпендикулярно.
Электрод – после возбуждения дуги и появления расплавленного металла, а точнее его первых капель, наклоняют книзу (как показано на рисунке 54), продолжают расплавлять основной металл одновременно.
Подавая постепенно электрод и при этом, поддерживая короткую дугу, концом электрода необходимо препятствовать стеканию металла, и способствовать застыванию наплавленных капель и появлению шва отводом его в сторону и вниз.
Нужно выполнить поперечные колебательные движения при выполнении обоих способов вертикальных швов электроду. При этом необходимо подбирать такой путь электрода, когда передвижение вдоль шва, при котором, происходило бы без концентрации тепла на длительнее время в одной каком-нибудь зоне.
Для того, чтобы уменьшить размеры ванны с расплавленным металлом, при сварке «сверху вниз» следует как силу сварочного тока, так и диаметр электрода назначать немного меньшими, чем при сварке «снизувверховым» способом.
Во время выполнения вертикальных стыковых швов с ви-образной и икс-образной разделками кромок, как и при валиковых швов, последовательность сварки, провар вершины угла, многослойность производятся аналогично сварке нижних швов.
Источник: http://stroykomtech.ru/ruchnoj-sposob-svarki-vertikalnyx-shvov
Как правильно проводить сварку горизонтальных швов
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений.
Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Обратите внимание
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
Сварка горизонтальных швов
Сварка горизонтальных швов. сварка одиночных валиков на вертикальной поверхности .
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний.
Рекомендуемая ширина валика – 1-2 диаметра с покрытием – достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва.
Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 1 а).
Другие страницы по теме Сварка горизонтальных швов :
При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°.
Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис.
1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Рисунок 1. Сварка горизонтальных швов. необходимый угол наклона .
Наплавка на вертикальной плоскости .
Каждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 2 а).
Важно
Наплавка ведется снизу вверх. Последний валик (рис. 2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1-й – корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис.3) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости.
Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» – когда необходимо уменьшить проплав, и «углом назад» – когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний.
При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги – в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой – когда зазор достаточный для хорошего проплавления обратной стороны корня шва.
Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки.
Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
Как правильно нужно класть сварочный шов
Сегодня известно очень много самых разных способов соединения металлических изделий. Их можно разделить на две группы:
Классифакация сварочных швов.
К соединениям первой группы относятся детали, которые можно разъединить, не нарушая при этом соединительных элементов, например, болт с гайкой. Именно второе соединение является самым надежным. При этом детали невозможно разъединить, не нарушив соединительную часть. Речь идет о сварочном и заклепочном соединении.
Совет
Когда требуется получить качественное и надежное соединение, самым лучшим считается сварочный шов. Очень многие покупают сварочные аппараты, чтобы сварить детали, но при этом совершенно не имеют никакого опыта.
После нескольких неудачных попыток у них возникает вопрос: как правильно класть сварочный шов? Для этого необходимо знать несколько основных правил.
Основные характеристики
Сварочный процесс представляет собой соединение металла с помощью электродуговой сварки. Соединяемые части плавятся при помощи электрической дуги, а также электрода, состоящего из металлического стержня со специальным покрытием. На качество и надежность сварного шва влияет очень много разнообразных факторов:
Схема сварки покрытым металлическим электродом.
- сварочный аппарат;
- регулировка силы тока;
- размер электрода;
- профессионализм сварщика.
Виды сварки, которые используются в быту и промышленности, подразделяются на несколько групп:
- газопрессовая;
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- сварка трением.
Когда используется газопрессовая сварка, применяется открытое пламя ацетилкислорода. Положительной стороной такого метода считается высокая производительность. Этот способ получил широкое распространение в газовой и нефтяной промышленности. Он часто встречается, когда прокладывают трубопроводы. Широко применяется этот способ и в машиностроении.
Контактная сварка происходит при небольшом напряжении, но высоком значении электрического тока. Таким методом можно варить точечным и стыковым способом.
Схема сварочного полуавтомата.
Для освоения технологического процесса производства сварочных работ прежде всего нужно иметь соответствующее сварочное оборудование. Можно его взять в аренду или купить.
Сегодня магазины предлагают широкий ассортимент сварочных аппаратов, в которых имеется устройство, дающее возможность проводить регулировку силы тока. Домашний мастер может сам сделать сварочный аппарат.
но он не сможет обойтись без преобразователя электрической энергии. Эти устройства имеют несколько разновидностей.
Некоторые разновидности устройств для качественной работы
Трансформатор. Предназначен для получения постоянного тока, когда приходится пользоваться бытовой розеткой. При покупке такого агрегата нужно всегда помнить, что недорогие модели не в состоянии поддерживать стабильную работу электрической дуги. Очень часто происходит «просаживание» напряжения. Отрицательной стороной является также их масса, они тяжелые и неповоротливые.
Выпрямитель. Это устройство, с помощью которого происходит преобразование бытового тока в постоянный. Аппарат отличается от трансформатора стабильной работой электродуги. Качество сварочного шва получается достаточно высоким.
Инвертор. Новейший преобразователь, позволяющий работать на любом виде тока. Дает всегда высокое качество сварки. Швы при этом получаются ровными и гладкими. Устройство очень компактно, имеет небольшой вес, легко зажигается. Инвертор отличается высокой производительностью и быстродействием.
Обратите внимание
Для нормальной работы электросварки должно быть стабильное горение дуги. Такое постоянство зависит от правильного выбора зазора между свариваемой деталью и покрытием электрода. Лучше всего дуга горит, когда зазор равен 5 мм.
Техника выполнения сварных швов.
Высокая температура дуги вызывает плавление детали и металлического стержня электрода. В это время происходит заливка всех углублений, которые образовались в результате плавления. При медленном передвижении электрода по поверхности шва происходит заливка пустот.
Чтобы полученным швом можно было гордиться, необходимо правильно подобрать электрод. Для этого необходимо знать состав металла детали, которую необходимо будет сварить. Подбор электрода базируется именно на этих параметрах. Электроды изготавливаются нескольких видов. Они могут быть:
По маркировке электрода можно определить вязкость получаемого шва, цифры скажут о твердости металла. Главным правилом при выборе электрода считается его размер. Он должен соответствовать толщине металла.
Практические рекомендации
Для качественной электросварки, чтобы шов выглядел аккуратным и прочным, необходимо правильно подобрать наклон электрода. Обычно этот угол равен 75 градусам относительно направления электродуги.
Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву.
Возникнет дуга также и при постукивании электродом по поверхности.
Чтобы получить стабильное горение дуги, требуется правильно отрегулировать силу тока. При ее недостаточности дуга очень быстро погаснет, появится «залипание» электрода. Когда сила тока имеет большие значения, происходит разбрызгивание металла во все стороны, он начинает гореть.
Во время работы электрод плавится, происходит его постепенное уменьшение в размерах. В связи с этим нужно постоянно придвигать его к детали, сохраняя нужное расстояние для стабильной дуги. Если этого не делать, дуга быстро погаснет.
Во время сварочного процесса образуется сварочная ванна, которая является жидкой смесью расплавленного металла и плавящегося металлического сердечника с покрытием. Когда происходит постоянное плавное перемещение электрода с выдержанным зазором, качество шва получится наиболее надежным, механические показатели будут на высоте. Швы будут выглядеть эстетичными.
После сварки по всей поверхности шва происходит образование шлака.
Его удаляют небольшими ударами молотка. Затем шов подвергается зачистке металлической щеткой. Чтобы научиться качественно варить металл, необходимы постоянные тренировки, желание получить отличное качество работы. Перед началом самостоятельной работы стоит посмотреть, как работают опытные сварщики.
Безусловно, сварочное дело очень сложное и непростое. Мгновенно освоить все нюансы этого дела практически невозможно. Понадобится достаточно много времени, чтобы освоить все хитрости сварки. Когда появится опыт и навыки работы, можно будет с помощью сварки получать оригинальные и красивые изделия.
Руслан Тимурович Абаев
Источники: http://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva.html, http://weldzone.info/technology/teoriya-svarki/760-svarka-gorizontalnyx-shvov, http://moyasvarka.ru/process/kak-pravilno-klast-svarochnyi-shov.html
Комментариев пока нет!
Источник: https://kakpravilno-sdelat.ru/kak-pravilno-provodit/kak-pravilno-provodit-svarku-gorizontalnyh-shvov.html
Сварка вертикальных швов
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги. При взаимодействии дуги с металлом, на обработанном участке возникает углубление.
В него начинают лить расплавленный металл, который является результатом сгорания электрода.
По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Чтобы правильно подобрать силу тока. следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Сварка вертикального шва
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса .
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах.
Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима.
Важно
Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей.
При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой.
Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки. С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары.
Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена.
Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Совет
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины. необходимо тщательным образом обследовать полученные соединения.
Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор.
В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва. пока не произошел его разлом. Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности .
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Заключение
Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия.
При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва.
Это также требует ознакомления с нюансами выполнения подобной работы.
Учитывая, что оборудование для сварки работает от электросети, следует позаботиться о мерах безопасности. Следует подготовить все необходимые приспособления, которые позволят в случае необходимости быстро устранить возгорание.
Подобные рекомендации являются обязательными для соблюдения каждым сварщиком в независимости от опыта и профессионализма.
Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
Источник: http://studvesna73.ru/07/23/4894/
Как варить вертикальный шов дуговой сваркой
Непростительные ошибки в фильмах, которых вы, вероятно, никогда не замечали Наверное, найдется очень мало людей, которые бы не любили смотреть фильмы. Однако даже в лучшем кино встречаются ошибки, которые могут заметить зрител.
Наши предки спали не так, как мы. Что мы делаем неправильно? В это трудно поверить, но ученые и многие историки склоняются к мнению, что современный человек спит совсем не так, как его древние предки. Изначально.
7 частей тела, которые не следует трогать руками Думайте о своем теле, как о храме: вы можете его использовать, но есть некоторые священные места, которые нельзя трогать руками. Исследования показыва.
Топ-10 разорившихся звезд Оказывается, иногда даже самая громкая слава заканчивается провалом, как в случае с этими знаменитостями.
Обратите внимание
10 очаровательных звездных детей, которые сегодня выглядят совсем иначе Время летит, и однажды маленькие знаменитости становятся взрослыми личностями, которых уже не узнать. Миловидные мальчишки и девчонки превращаются в с.
15 симптомов рака, которые женщины чаще всего игнорируют Многие признаки рака похожи на симптомы других заболеваний или состояний, поэтому их часто игнорируют. Обращайте внимание на свое тело. Если вы замети.
Сварка. Отраслевая информация
Сварка вертикальных швов
Сварка одиночных валиков снизу вверх .
Сварка вертикальных швов ведется только на короткой дуге. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва.
Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 1). При сварке электродом под углом 45°-60° (рис.
2) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
Другие страницы по теме Сварка вертикальных швов :
Рис.1. Правильный угол наклона .
Рис.2. Правильный угол наклона .
При сварке вертикальных швов рекомендуется применять два метода манипулирования — «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 3).
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода.
Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва.
Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва.
Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика.
Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика (рис. 4) .
Важно
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 5) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е.
точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом.
Это необходимо для качественного зажигания нового электрода.
Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80. 90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 6) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик.
Техника сварки вертикальных швов следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .
подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б».
Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60. 90 А, для X-образной разделки — 90. 100 А.
Сварка вертикальных швов
3. Сварка вертикальных швов методом «лестница» (рис. 7) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом.
Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной.
Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Совет
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 8). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру.
При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку.
Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов.
Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Второй корневой валик .
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости — механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
Обратите внимание
а) когда корневой валик легкий (малого сечения) — вариант 2 или 3 — манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
б) когда корневой валик полный (вариант 1), кроме манипулирования электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворот электрода к проплавляемой стенке (плоскости). Это достигается разворотом кисти руки. На рис.
9 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод расположен приблизительно параллельно плоскости «б».
Заполнив кратер электродным металлом и не меняя положения электрода, плавно перейти в положение 2 до касания электродом плоскости «б», а дугой до края валика. Почувствовав опору, произвести разворот кисти (не руки) так, чтобы электрод занял положение 3 (параллельное плоскости «а») и центром дуги проплавлял край предыдущего валика и стенку «б».
Заполнив кратер элетродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны).
При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика.
Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Многослойная и многопроходная сварка вертикальных швов .
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 10).
После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков.
Важно
В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Как варить вертикальный шов
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке. На сайте уже имеются следующие статьи:
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Источник: http://sovetskyfilm.ru/all-1406/
Наконечники для дуговой сварки
Вот несколько простых советов и приемов дуговой сварки, которые можно использовать, чтобы улучшить свои навыки сварки штангой. Давайте начнем.
Между прочим, при сварке убедитесь, что вы носите качественные перчатки, шлем, чистые качественные линзы в шлеме и защитные очки.
Когда вы зажигаете удилище, убедитесь, что вам удобно. Нет ничего хуже, чем получить тендинит или карпельный туннель.
Я знаю, потому что он у меня есть, и я хотел бы немного лучше придерживаться некоторых эргономических положений.
Метод царапания для зажигания дуги (также известный как чистка щеткой):
Поцарапайте стержень на металле и верните стержень, чтобы образовалась лужа расплавленного металла и началась сварка.
Техника нарезания резьбы для зажигания дуги!
Для зажигания дуги можно также использовать метод простукивания. Вот как это работает. Сварочный стержень нужно держать под углом 90 градусов к основному металлу.
Вы начинаете дугу, постукивая ею по металлической поверхности.Постучав по нему, вы поднимите его примерно на диаметр сварочного стержня. Итак, если у вас есть стержень диаметром 1/8 дюйма, вы держите его на расстоянии примерно 1/8 дюйма от поверхности.
Вы также можете «подпрыгивать» сварочным стержнем, а не постучать по нему.
Вы узнаете, что у вас дуга, когда услышите отчетливый звук сварки, который представляет собой треск.
Ваш сварочный стержень заедает?
Независимо от того, используете ли вы для зажигания дуги постукивание или царапание, вы можете обнаружить, что сварочный стержень прилипнет, когда вы оттянете его, чтобы начать сварку.Чтобы высвободить сварочный стержень, вы можете сделать движение запястья в сторону.
Если это не сработает, вам придется выключить сварочный аппарат или снять сварочный стержень с держателя стержня. Затем с помощью молотка отделите стержень от материала.
В дуговой сварке все дело в лужах!
Когда
вы начинаете сварочную ванну, убедитесь, что дуговый зазор устойчив, и установите
ваши настройки силы тока на правильном уровне, чтобы позволить вашему
сварить лужу, чтобы разложить ее.
Сварочная ванна, расплавленная
металл, будет следовать за теплом, выделяемым вашей дугой. Так что избегайте подрезов
путем заполнения и по краям вашего материала.
Простой, но хороший наконечник для дуговой сварки — это добавить немного присадочного металла в сварочную ванну, прежде чем вынимать его и возвращать поверх сварного шва.
Всегда
наблюдать за сварочной лужей, потому что хороший сварной шов всегда
достигается сосредоточением внимания на том, что в нем происходит. Как вы свариваете
вам нужно будет контролировать, сколько наполнителя вы будете использовать, и контролировать
сколько тепла выделяется, что полностью влияет на сварку
лужа.
Чего вы не хотите делать, так это смотреть прямо на стержень или свет. Но вы действительно хотите сосредоточить свое внимание на расплавленный металл или сварочная лужа (другие называют это сварочной ванной).
Понаблюдайте за тем, какой объем сварного шва создается у вас. Наблюдайте за краями сварного шва и посмотрите, насколько плавным является сварной шов, и немного подрегулируйте, когда вы все это делаете.
Основной контроль нагрева обеспечивается настройками усилителя. Усилитель настройки на вашей машине — это то, что регулирует, какой у вас ток отправка сварочного стержня.
Если ваши настройки слишком низкие, вы обнаружите, что сварочная лужа просто образуется под концом сварочного стержня, как показано здесь:
Но если вы увеличите ток, вы будете выделять больше тепла, и тогда вы создадите расплавленную ванну (сварочную лужу). Это примерно то место, где должна быть лужа:
Это это точка, в которой вы сможете контролировать образование сварного шва, и края лужи и начните проникать в основание металл (всегда хочется хорошего пробивания).
Хорошая лужа для дуговой сварки будет красиво стекать с краев сварочного стержня, вот так, но не слишком сильно, потому что вы потеряете контроль над лужей:
Количество тепла, которое вы хотите произвести, изменится, если произойдет следующее:
- Толщина металла изменится.
- Изменение положения при сварке
Как Я уже упоминал выше, вы должны смотреть на лужу. И что ты хочешь понаблюдайте за тем, как сварочная лужа течет по обе стороны от сварочного шва стержень.
Когда вы увеличиваете ток, сварной шов расширяется и проникает глубже.
Если вы слишком сильно увеличиваете температуру, вы не сможете контролировать свою лужа. Итак, что вы хотите сделать, это поиграть со своей силой тока настройки до такой степени, что вы обнаружите, что получаете гладкие сварные швы а также хорошее проникновение.
Другими словами, вы хотите, чтобы усилители были как можно выше, но не до такой степени, чтобы лужу было трудно контролировать.
Наконечники прутков для дуговой сварки, типы и их сварочные лужи:
Сварочные стержни имеют покрытие из флюса, и эти стержни входят в разных диаметров и имеют разные характеристики, которые влияет на внешний вид сварочной лужи.
Стержни 6010 и 6011 — видна сварочная лужа:
6013 Стержни — шлак покрывает край вашей лужи. Но сварочная лужа видны с обеих сторон удилища, и лужа движется довольно легко:
7018 Стержни — Шлак покроет всю сварочную ванну.
Однако с помощью сварочных стержней 7018 вы хотите видеть лужу, стекающую по бокам стержня, а также затвердевающий за ней шлак.
Кроме того, при сварке присадочный материал затвердевает под шлаковым покрытием. Но шлак все равно расплавлен. Так бывает, что шлак может капать, если вы ведете сварку в вертикальном или горизонтальном положении.
Сварщики-новички будут считать, что сварной шов слишком горячий, поскольку они видят, как капает шлак, но это не всегда так.
data-ad-format = «horizontal»> 7018 не самый простой сварочный пруток
работать, но это требует небольшой практики, и вам нужно будет играть
вокруг с настройками силы тока. Тем не менее, вы получите лучшее
общий шов, если можно немного нагреть его.
От чего зависит, насколько быстро металл нагревается при дуговой сварке?
Установки силы тока дают вам только необходимое тепло. Угол наклона стержней определяет, насколько быстро будет нагреваться металл.
Если ваш сварочный стержень находится под перпендикулярным углом, вы обнаружите, что расплавленный сварной шов будет распространяться быстрее, что позволит вам сваривать быстрее. скорость.Это также накладывает ограничение на то, насколько вы проникаете в свой материал. И это хорошо, если вы свариваете более тонкие материалы.
Вы
также будет наносить меньше присадочного металла, тем самым создавая сварной шов меньшего размера или
у вас будет более плоский сварной шов, если есть скошенные края при использовании перпендикулярного угла.
Когда вы наклоняете сварочный стержень, вы будете меньше нагревать материал (основной металл). Это создаст возможность путешествовать по более медленная скорость, и таким образом вы можете создать больше сварного шва (выпуклый валик).
Однако, если вы возьмете слишком большой угол, вы не получите достаточно тепла основного металла, и у вас будет более тонкая ванна расплава (по внешнему виду). В валик будет складываться, и тогда вы потеряете контроль над сварочной лужей.
Хороший угол:
Мост в большинстве случаев вы сохраните один и тот же угол стержня для большинства соединений, предполагая они были хорошо подготовлены с хорошей экипировкой. Однако бывают случаи, когда вам нужно будет изменить угол наклона стержня.
Например, вы можете нужно восполнить пробел.Так вы сделаете больше угла, который замедлится ваша скорость передвижения и, следовательно, вы поместите больше металла в разрыв. А затем вы вернетесь к исходному ракурсу, чтобы завершить сварка.
Для изменения и регулировки угла наклона стержня требуется немного немного практики. Однако тебе станет лучше, быстрее, если ты останешься расслаблен.
Основная цель здесь — удерживать расплавленную сварочную ванну в одинаковый размер по всей сварке. И не важно, если вы наклоните стержень, чтобы образовался наплавленный шов, или, если вам нужно сгладьте бусину, взяв более перпендикулярный угол.Ты всегда должен соблюдайте размер лужи со скоростью движения.
Подробнее о Arc Gap!
расстояние между металлом и концом сварочного стержня после дуги зажигание называется дуговым разрядником. Сварочные аппараты (дуговая сварка) машины) используют источник постоянного тока. Итак, когда сила тока установить напряжение меняется по мере поддержания дуги.
Вы не желательно, чтобы у вас дуговые промежутки были слишком короткими или слишком длинными. Но вы можете использовать маленькие регулировка длины дуги для контроля сварочной ванны.
Обычно
говоря, средний дуговый зазор хорош для создания сварного шва.
И наоборот, а короткая длина дугового промежутка ограничивает нагрев расплавленного металла, который в поворот охлаждает его.
7018 Наконечник для дуговой сварки стержнем: При использовании стержня 7018 более короткий дуговый зазор может работать хорошо, если требуется наращивание шва.
Если вы немного удлините дугу, вы увеличите нагрев и распростерете сварной шов вылезти наружу.
Если вы комбинируете более длинный дуговой промежуток с более перпендикулярным под углом вы сделаете валик меньшего размера или расплющите сварной шов на более толстом металл.
Разработка собственной техники дуговой сварки!
Наиболее важным фактором при сварке является сохранение постоянство во время сварки. При изменении дугового зазора во время сварки изменить количество тепла к сварочной ванне и создать однородный сварной шов это трудно.
По мере изучения всех этих различных техник и технических особенностей сварки, вы вскоре обнаружите, что есть много способов выполнить сварной шов. И это причина того, что большинство сварщиков немного отличаются друг от друга.
Что есть у хороших сварщиков сделано или продолжено делать, это практиковаться и возиться со своими сварными швами, чтобы что они могут найти способы манипулировать сварочной лужей. Смотри, и контролировать его, и по мере практики вы создадите стиль сварки для сами.
Сварной шов и его воздействие на металл!
Вырабатываемое тепло воздействует на металл, которым вы являетесь. сварка. Видите ли, металл состоит из атомов, которые были связаны, образуя зерно. И когда металл, который вы свариваете, нагревается и охлаждается, вы создавать более мелкие зерна, что делает металл еще более твердым.
Охлаждение
металл с медленной скоростью дает возможность атомам связываться и образовывать
более крупные зерна, что, в свою очередь, делает металл мягче.
Когда вы свариваем металл, металл, который находится рядом с бусиной, на которой вы находитесь формовка становится очень горячей, что изменяет структуру металлических зерен.
А так как есть небольшой участок, который нагревается от сварного шва металл быстро остынет, и если вы следуете тому, что я говорил выше зерна образуются прямо вдоль стороны сварного шва.В зерна меньше по размеру и становятся твердыми.
Кроме того, сварной шов заставляет свариваемое соединение «вытягиваться». Другими словами, это расширяется при сварке. А когда остывает, сжимается.
The металл будет тянуться к сварному шву. Другими словами, металл движется, нет что бы ни случилось, и это вызывает напряжение в металле, если металлу негде идти.
Итак, вам нужно сварить обе стороны присоединяйтесь, когда у вас есть возможность.Вы также можете попробовать выполнить прихваточную сварку или использовать прерывистую сварку (ступенчатую сварку) вашего сварного шва, чтобы избежать таких серьезных последствий. особенно на квадратной трубе или трубе.
При сварке металла и есть существенные проблемы с температурой, на материал. Например, если металл действительно холодный, следует предварительно нагреть материал горелкой перед сваркой. Когда вы предварительно нагреваете при замерзании металла вы увидите, как накапливается влага. Прекратите нагревать металл пока влага не исчезнет (не высохнет).
Кроме того, когда вы
дуговой сваркой более твердого металла (высокоуглеродистой стали) вы, вероятно, захотите
предварительно нагрейте его, потому что высокоуглеродистая сталь не любит расширения и
сокращение. При остывании он может треснуть.
В сварке есть что учесть. Но не зацикливайтесь на этом слишком много. Просто сделайте все возможное, чтобы закончить сварку после ее начала.
- Не создавайте большего нароста сварного шва, чем необходимо.
- После сварки дайте металлу медленно остыть.
Если ваш материал трескается или разрывается рядом со сварным швом, затем подождите секунду посмотрите на дизайн, над которым вы работаете, а также на толщину металла подходит для дизайна.
Рекомендуемые насадки для дуговой сварки Артикул:
data-ad-format = «horizontal»>Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам. Он был изготовлен при большой помощи и под руководством профессиональных сварщиков. время которых финансировалось участниками форума и сторонниками.Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице, прежде чем переходя к следующему.
Дуговая сварка (сокращенно от ручной дуговой сварки металлов (MMA), также известной как Stick и SMAW) — это очень сложная тема, и мы освещаем ее только для того, чтобы вы разгоняться, набирать скорость. Есть много книг по этой теме и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть должным образом защищен от УФ-излучения.Поражение электрическим током, пары, ожоги и пожар — другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к перед подъемом электрода завершите электрическую цепь установить дугу.
«Запуск метчиком» и «запуск с нуля» — два распространенных метода запуск дуги.Какой из них использовать — это личное предпочтение, и можно зависит от типа прутка и сварщика. Оба метода проиллюстрированы с видео на этой странице.
Основы дуговой сварки описаны на этой странице с практической укладкой. бусины в плоском положении.
Угол поворота стержня, длина дуги, скорость перемещения и сварочное движение показаны. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать неправильно. Сравниваются профили и участки сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. объединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварного шва.
Эта страница описывает подготовку суставов и методы, используемые в нескольких проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице вы найдете угловую сварку легким ветерком.
Многопроходные соединения также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока — лучший тип дуговой сварки. за. У них много преимуществ перед старыми типами, но они могут упасть по затратам на ремонт и долговечности.
На странице описано, что нужно искать в инверторных сварочных аппаратах и других типах. дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые может использоваться для сварки наиболее широко используемых типов стали, включая Мягкая сталь, Corten, Weldox, Hardox, нержавеющая сталь Сталь, хромомолибден, EN19, EN24 / EN24T, EN8, литой Стали чугунные, литые и марганцевые, кованые Железо и наплавка.А также есть страница, объясняющая водородное охрупчивание.
Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней. и сварка различных марок стали уже в пути. А пока есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. Особенно, Snowcat за выполнение большинства сварных швов и отличный совет по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для разных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь собрал вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки учебник.
Типы сварки WPS, CWB Дуговая сварка Тигровая сварка — Заявление о методе HQ
Прежде чем переходить к подробному описанию процедуры сварки , давайте сначала разберемся, что такое сварка? Термин «сварка» используется в машиностроении, когда мы соединяем две или более детали из любого материала, обычно металла, путем приложения тепла, давления или их комбинации. Это простейшее определение сварки. В основном этот термин используется для металлов, но также применим к другим материалам, таким как сварка плавлением труб из полиэтилена высокой плотности и пластмассовых материалов i.e сварка пластика . Но основное внимание в этом обсуждении процедуры сварки уделяется сварке металлов.
Типы сварки
Существуют разные типы сварки, но наиболее распространенными типами сварки являются дуговая сварка, газовая сварка с кислородом и контактная сварка. Поговорим подробнее о видах сварки.
Дуговая сварка: Дуговая сварка использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки.Дуговая сварка также известна как сварка палкой. Процесс или метод дуговой сварки широко используется из-за его низких капитальных и эксплуатационных затрат. Дуговая сварка также называется дуговой сваркой дуговой сваркой защищенного металла , потому что она выполняется путем зажигания дуги между металлическим электродом с покрытием и основным металлом и флюсом — покрытие металлического электрода образует экран для защиты от расплавленного металла. от окисления.
Сварка TIG: Этот тип сварки также известен как сварка вольфрамовым электродом в инертном газе Сварка TIG , которая также представляет собой процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод.Сварка TIG стала популярным методом сварки, когда требуется высокое качество и точность сварки.
Mig Welding: Также называется газовой дуговой сваркой (GMAW), которая обычно используется при сварке с высокой скоростью наплавки, при которой проволока непрерывно подается с катушки. Поэтому сварка MIG считается полуавтоматической сваркой.
Преимущества дуговой сварки SMAW
- Высококачественные сварные швы выполняются быстро и недорого.
- Может использоваться для соединения даже толстых и широких заготовок.
- Может использоваться от более тонких материалов к более толстым.
Недостатки дуговой сварки SMAW
- Потребление большего электрического тока
- Грязная обработка поверхности
- Корневой проход ниже, чем TIG и MIG
- Склонен к включению шлака
- Сварочные отложения склонны к образованию голубых отверстий
Сварка металлов в инертном газе
GMAW или MIG — это процесс электродуговой сварки, при котором соединяются металлы путем их нагрева дугой, возникающей между сплошным присадочным (расходуемым) электродом и изделием.Защита дуги и сварочной ванны полностью обеспечивается за счет поступающего извне газа или газовой смеси как инертных, так и реактивных газов.
Преимущества GMAW:
- Выполняет сварку высокого качества и намного быстрее, чем при сварке SMAW и TIG.
- Флюс не используется, шлак не захватывается металлом шва.
- Очень небольшая потеря легирующих элементов при переносе металла по дуге.
- При сварке образуются незначительные брызги, которые легко удаляются.
- Универсален и может использоваться с широким спектром металлов и сплавов, таких как алюминий, медь, магний, никель, железо и многие их сплавы.
- Процессом можно управлять несколькими способами, включая полуавтоматический и полностью автоматический.
- Сварка МИГ широко используется во многих отраслях промышленности для сварки широкого спектра материалов, деталей и конструкций.
Недостатки GMAW:
- IT нельзя использовать в вертикальном или потолочном сварочном положении из-за высокого тепловложения и текучести сварочной ванны.
- Имеет сложное оборудование по сравнению с оборудованием, используемым для дуговой сварки в защитных слоях металла, с которым сложно обращаться с дуговой сваркой.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW) — это процесс AW, в котором для защиты от дуги используется неплавящийся вольфрамовый электрод и инертный газ. Термин TIG-сварка (сварка вольфрамовым электродом в среде инертного газа) часто применяется к этому процессу (в Европе термин WIG-сварка — химический символ для вольфрама — W, для Wolfram).GTAW применима практически ко всем металлам в широком диапазоне толщины материала. Его также можно использовать для соединения различных комбинаций разнородных металлов. Чаще всего он применяется для алюминия и нержавеющей стали.
Есть некоторые ограничения для сварки TIG, например, чугун, кованый чугун и, конечно, вольфрам трудно сваривать с помощью GTAW, а при сварке стали GTAW обычно медленнее и дороже, чем процессы AW с плавящимся электродом, за исключением случаев, когда задействуются тонкие срезы и требуются очень качественные сварные швы. Преимущества сварки TIG GTAW в тех областях применения, для которых он подходит, включают в себя высококачественные сварные швы, отсутствие брызг сварного шва, поскольку присадочный металл не переносится через дугу, и небольшую очистку шва после сварки или ее отсутствие, поскольку в не используется флюс. Тиг сварка .
Сварка в кислородном топливе (OFW)
Оборудование для газовой сварки в кислородном топливе
С помощью этой процедуры сварки металлы соединяются путем нагрева пламенем топливного газа или факелов с приложением давления или без него, а также с использованием присадочного металла или без .Существуют различные типы газовой сварки :
- Кислородно-ацетиленовая или кислородно-ацетиленовая газовая сварка
- Кислородно-водородная или кислородно-водородная газовая сварка
- Газовая сварка метилацетона и пропадиена
- Газовая сварка под давлением.
Преимущества газокислородной сварки
- Простота использования как для сварки, так и для резки сварщиком
- Контролируемое тепловложение
- Контролируемый размер валика
- Удобно использовать при сварке тонких листов, труб и труб малого диаметра
Недостатки газовой сварки в кислородном газе
- Нельзя использовать для сварки толстых заготовок.
- Дорогой газ
Сварка сопротивлением
Это еще один важный тип сварки , при котором температура плавления создается в месте соединения за счет сопротивления прохождению электрического тока. Высокая температура достигается за счет зажатия двух или более листов металла между медными электродами с последующим пропусканием через них электрического тока. Когда металлы нагреваются до температуры плавления, давление ковки прикладывается вручную или автоматически для сваривания деталей.
Два распространенных типа контактной сварки — это точечная сварка и сварка швом. При точечной сварке соединяемый металл помещают между двумя электродами и прикладывают давление. Электрический заряд передается от одного электрода через материал к другому электроду. При сварке швом сварка аналогична точечной сварке, за исключением того, что точки перекрывают друг друга, образуя непрерывный сварной шов.
Что такое WPS и PQR?
WPS: Спецификация процедуры сварки
PQR: Протокол аттестации процедуры
WPQ: Аттестация процедуры сварки
A Спецификация процедуры сварки (WPS) — это официальный письменный документ, описывающий процедуры сварки, который дает указания сварщику или сварщики для выполнения прочных и качественных производственных швов в соответствии с требованиями норм.Цель документа — направить сварщиков к принятым процедурам, чтобы использовать повторяемые и надежные методы сварки. WPS разрабатывается для каждого сплава материала и для каждого типа сварки. Конкретные кодексы и / или инженерные сообщества часто являются движущей силой разработки WPS компании .
Связь между WPS и PQR
WPS поддерживается регистратором квалификации процедуры d (PQR или WPQR). PQR — это запись выполненного и испытанного (более строго) испытательного сварного шва, чтобы гарантировать, что процедура даст хороший сварной шов.Отдельные сварщики проходят квалификационный тест, задокументированный в протоколе квалификационных испытаний сварщика (WQTR), который показывает, что они понимают и демонстрируют способность работать в рамках указанного WPS .
Как подготовить WPS и PQR?
Сварка стержнем — создание высококачественных сварных швов
Ручная сварка
Сварка палкой — наиболее распространенный вид дуговой сварки, но создание хорошего сварного шва может оказаться непростой задачей для новичка.В отличие от сварки проволокой, при которой вы в основном «наводите и снимаете», сварка штангой требует более высокого уровня навыков и требует владения определенными методами.
В этой статье представлены советы, которым вы можете следовать, чтобы с самого начала повысить свои шансы на создание высококачественного сварного шва. Также будет обсуждаться, как искать и устранять проблемы.
1. Выберите сталь в нормальном диапазоне.
По возможности, выбирайте сталь в «нормальном диапазоне», к ним относятся стали AISI-SAE от 1015 до 1025 с 0.Максимальное содержание кремния и серы 1 процент ниже 0,035 процента. Выбор этих сталей упростит процесс сварки штангой, поскольку их можно сваривать на высоких скоростях с минимальной тенденцией к растрескиванию.
При сварке низколегированных сталей и углеродистых сталей с химическим составом выше «нормального диапазона» они будут иметь тенденцию к растрескиванию, особенно при сварке толстых листов и жестких конструкций. Из-за этого следует соблюдать особые меры предосторожности. Кроме того, для производственной сварки не рекомендуются стали с высоким содержанием серы и фосфора.Если их необходимо сваривать, используйте электроды малого диаметра с низким содержанием водорода. Сварка с низкой скоростью движения будет способствовать дальнейшему сохранению лужи в расплавленном состоянии, позволяя пузырькам газа выкипать, создавая более качественный сварной шов.
2. Выберите положение соединения и электрод, который подходит к металлу.
Положение соединения может иметь большое влияние на качество готового сварного шва. При сварке листовой стали толщиной от 10 до 18 самые высокие скорости движения достигаются при расположении заготовки под углом вниз от 45 до 75 градусов.Кроме того, не выполняйте чрезмерную сварку и не делайте сварных швов больше, чем необходимо для прочности соединения — это может привести к прожогу.
Для сварки листа из низкоуглеродистой стали толщиной более или равной 3/16 дюйма лучше всего располагать рабочую поверхность в горизонтальном положении, так как это облегчит оператору манипулирование электродом. Наконец, высокоуглеродистая и низколегированная сталь плита лучше всего сваривается, когда работа находится в горизонтальном положении.
3. Соблюдайте простые принципы геометрии и подгонки стыков.
Размеры стыков выбираются для обеспечения высокой скорости сварки и хорошего качества сварки.Правильная геометрия соединения основана на нескольких простых принципах:
- Посадка должна быть одинаковой для всего стыка. Поскольку листовой металл и большинство угловых и нахлесточных соединений плотно зажаты по всей своей длине, необходимо точно контролировать зазоры или скосы по всему стыку. Любые изменения в данном соединении вынудят оператора снизить скорость сварки, чтобы избежать прожога, и манипулировать электродом, чтобы отрегулировать изменение подгонки.
- Достаточная фаска необходима для хорошей формы валика и проплавления; недостаточный скос препятствует попаданию электрода в стык.Например, глубокий узкий борт может не проникать внутрь и иметь сильную тенденцию к растрескиванию.
- Для полного проплавления требуется достаточное отверстие корня, в то время как чрезмерное раскрытие корня приводит к расточительству сварочного металла и снижению скорости сварки. Важно отметить, что отверстие в корне должно соответствовать диаметру используемого электрода.
- Для быстрой и качественной сварки требуется нижняя поверхность или опорная планка. Подготовка кромки перьев требует медленного дорогостоящего уплотняющего валика.Однако двойные V-образные стыковые соединения без фаски практичны, когда стоимость уплотняющего валика компенсируется более простой подготовкой кромки, а отверстие в корне может быть ограничено примерно 3/32 дюйма.
- Как правило, приваривайте валики уплотнения на плоских поверхностях с помощью 3/16 «AWS E6010 при приблизительно 150 А постоянного тока +. Используйте 1/8» при приблизительно 90 А постоянного тока + для вертикальных, потолочных и горизонтальных стыковых швов. При низком содержании водорода и сварных швах сваривайте электродом AWS EXX18 при токе приблизительно 170 ампер.
4.Избегайте налипания и переваривания.
Скругления должны иметь равные ножки и почти плоскую поверхность валика. Наращивание редко должно превышать 1/16 дюйма. Дополнительное нарастание требует больших затрат материала и времени, мало увеличивает прочность сварного шва и увеличивает деформацию. Например, для увеличения размера углового шва в два раза требуется в четыре раза больше сварочного металла. Еще 3 для стыковой сварки одинарного V-образного сечения с фаской 1/8 дюйма и корневым отверстием 1/32 дюйма, когда избыточный нарост приближается к 1/8 дюйма.
Чтобы избежать пористости и достичь идеальной скорости движения сварного шва, важно удалить излишки окалины, ржавчины, влаги, краски, масла и смазки с поверхности стыков. Если такие элементы невозможно удалить, используйте электроды AWS E6010 (Fleetweld® 5P +) или AWS E6011 (Fleetweld® 35 или Fleetweld® 180), чтобы проникнуть сквозь загрязнения и глубоко в основной металл. Уменьшите скорость перемещения, чтобы дать время пузырькам газа выкипеть из расплавленного сварного шва, прежде чем он замерзнет.
6. Выберите подходящий размер электрода
Большие электроды сваривают при высоких токах, обеспечивая высокую скорость наплавки. Поэтому используйте электрод самого большого размера, чтобы обеспечить хорошее качество сварки. Но размер электрода может быть ограничен, особенно на листовом металле и корневых проходах, где может произойти прожог. Как правило, 3/16 дюйма — это максимальный размер электрода, который можно использовать для вертикальной и потолочной сварки, а 5/32 дюйма — это максимальный размер, который можно использовать для сварки с низким содержанием водорода. Кроме того, размеры стыка иногда ограничивают диаметр электрода, который может поместиться в стык.
Устранение дефектов сварных швов
Вот некоторые из наиболее распространенных проблем при сварке штангой и способы их устранения:
Брызги
Хотя брызги не влияют на прочность сварного шва, они создают плохой внешний вид и увеличивают затраты на очистку. Есть несколько способов контролировать чрезмерное разбрызгивание. Сначала попробуйте уменьшить силу тока. Убедитесь, что он находится в пределах диапазона, соответствующего типу и размеру электрода, которым вы свариваете, и что полярность правильная.Другой способ уменьшить разбрызгивание — использовать дугу меньшей длины. Если расплавленный металл течет перед дугой, измените угол наклона электрода. Наконец, обратите внимание на условия возникновения дуги (обычно называемой блуждающей дугой) и убедитесь, что электрод не влажный.
Подрезы
Подрезы часто возникают только из-за внешнего вида, но они могут ухудшить прочность сварного шва, когда сварной шов подвергается растяжению или усталости.Чтобы устранить поднутрение, уменьшите ток и медленную скорость движения или просто уменьшите размер, пока не получите лужу, с которой вы сможете справиться. Затем измените угол наклона электрода, чтобы сила дуги удерживала металл в углах. Используйте равномерную скорость движения и избегайте чрезмерного переплетения.
Мокрые электроды
Если полярность и сила тока находятся в пределах рекомендаций производителя электродов, но действие дуги грубое и неустойчивое, электроды могут быть влажными. Попробуйте высушить электроды из свежей емкости.Если проблема часто повторяется, храните открытые емкости с электродами в обогреваемом шкафу.
Блуждающая дуга
При сварке постоянным током паразитные магнитные поля заставляют дугу отклоняться от намеченного курса. Это большая проблема при высоких токах и сложных соединениях. Чтобы контролировать блуждающую дугу, лучше всего перейти на сварку на переменном токе. Если это не сработает, попробуйте использовать меньшие токи и меньшие электроды или уменьшите длину дуги. Кроме того, вы можете изменить электрический путь, переместив рабочее соединение на другой конец детали или сделав соединения в нескольких местах.Вы также можете сделать это, приварив к тяжелым прихваткам или готовым сварным швам, используя выступы биения; добавление стальных блоков для изменения пути рабочего тока или прихватывание небольших пластин поперек шва на концах сварных швов.
Пористость
Большая часть пористости не видна. Однако, поскольку сильная пористость может ослабить сварной шов, вы должны знать, когда она обычно возникает и как с этим бороться. Начните с удаления окалины, ржавчины, краски, влаги и грязи со стыка. Обязательно держите лужу в расплавленном состоянии дольше, чтобы газы выкипели до того, как она замерзнет.Если сталь имеет низкое содержание углерода или марганца, или высокое содержание серы (сталь без механической обработки) или фосфора, ее следует сваривать электродом с низким содержанием водорода. Иногда содержание серы в стали, не подвергающейся механической обработке, может быть достаточно высоким, чтобы помешать успешной сварке. Сведение к минимуму примеси основного металла в металл шва за счет использования низкого тока и высоких скоростей перемещения для меньшего проплавления. Или попробуйте использовать дугу меньшей длины. Для электродов с низким содержанием водорода рекомендуется метод легкого сопротивления. Для поверхностных отверстий используйте те же растворы, что и для определения пористости.Если вы используете электроды AWS E6010 или 11, убедитесь, что они не слишком сухие.
Плохая сварка
Правильная сварка означает, что сварной шов должен физически прочно сцепляться с обеими стенками соединения и образовывать сплошной валик поперек соединения. Недостаток плавления часто виден и должен быть устранен для получения прочного шва. Чтобы исправить плохую сварку, попробуйте более сильный ток и технику бусинок с нитями. Убедитесь, что края стыка чистые, или используйте электрод AWS E6010 или 11, чтобы выкопать грязь.Если зазор слишком велик, обеспечьте лучшую посадку или воспользуйтесь техникой плетения, чтобы заполнить зазор.
Мелкое проникновение
Проникновение — это глубина проникновения сварного шва в основной металл и обычно не видимая. Для сварных швов полной прочности требуется проплавление до дна стыка. Чтобы преодолеть неглубокое проникновение, попробуйте более высокие токи или более медленное перемещение. Используйте маленькие электроды, чтобы проникнуть в глубокие узкие канавки. Не забудьте оставить зазор внизу стыка.
Растрескивание
Растрескивание — сложная проблема, поскольку существует множество различных типов трещин, которые возникают в разных местах сварного шва. Все трещины потенциально серьезны, так как могут привести к полному разрушению сварного шва. В большинстве случаев растрескивание связано с высоким содержанием углерода или сплава или высоким содержанием серы в основном металле.
Чтобы контролировать это растрескивание, попробуйте следующие советы:
- Сварка электродами с низким содержанием водорода
- Используйте предварительный подогрев для более тяжелых листов и жестких соединений
- Уменьшите проникновение за счет использования малых токов и малых электродов.Это уменьшает количество сплава, добавляемого к сварному шву из расплавленного основного металла .
- Заполните каждый кратер до разрыва дуги
- При многопроходных или угловых сварных швах убедитесь, что первый валик имеет достаточный размер и плоскую или выпуклую форму, чтобы противостоять растрескиванию, пока не будут добавлены последующие валики для поддержки. Чтобы увеличить размер валика, используйте более низкую скорость движения и технику короткой дуги или сваривайте под углом 5 градусов. Всегда продолжайте сварку, пока плита горячая
- Жесткие детали более склонны к растрескиванию.Если возможно, приваривайте к свободному концу. Оставьте зазор 1/32 дюйма между пластинами для свободного движения усадки по мере остывания сварного шва. Выплавляйте каждый валик, пока он еще горячий, чтобы снять напряжение
Заключение
Следуя предлагаемым здесь советам, даже новичок может создать высокое качество сварки. А если у вас возникли проблемы, то возможность их устранения и исправления также быстро превратит начинающего сварщика штанги в профессионала.
PPT — Сварка и газовая дуговая сварка металлов Презентация GMAW PowerPoint | бесплатно для просмотра
PowerShow.com — ведущий веб-сайт для обмена презентациями / слайд-шоу. Независимо от того, является ли ваше приложение бизнесом, практическими рекомендациями, образованием, медициной, школой, церковью, продажами, маркетингом, онлайн-обучением или просто для развлечения, PowerShow.com — отличный ресурс. И, что лучше всего, большинство его интересных функций бесплатны и просты в использовании.Вы можете использовать PowerShow.com, чтобы найти и загрузить примеры онлайн-презентаций PowerPoint ppt практически на любую тему, которую вы можете вообразить, чтобы вы могли узнать, как улучшить свои собственные слайды и презентации бесплатно.Или используйте его, чтобы найти и загрузить высококачественные презентации PowerPoint ppt с практическими рекомендациями и иллюстрированными или анимированными слайдами, которые научат вас делать что-то новое, также бесплатно. Или используйте его для загрузки собственных слайдов PowerPoint, чтобы вы могли поделиться ими со своими учителями, классом, студентами, руководителями, сотрудниками, клиентами, потенциальными инвесторами или всем миром. Или используйте его для создания действительно крутых слайд-шоу из фотографий — с двухмерными и трехмерными переходами, анимацией и музыкой на ваш выбор — которыми вы можете поделиться с друзьями в Facebook или в кругах Google+.Это тоже бесплатно!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами. Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды. Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу из фотографий за плату или бесплатно или вовсе.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами. Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды.Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу из фотографий за плату или бесплатно или вовсе.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
вертикальный сварочный аппарат дуговой сварки с роторной планшайбой для кольцевой сварки шва
Вертикальный сварочный аппарат с поворотной лицевой панелью для кольцевого шва
Введение
1.1. Применение:
HF-300L — это своего рода универсальное вспомогательное сварочное оборудование для фиксации и вращения заготовки, которое может использоваться с различными источниками сварки, легко создать автоматическую систему кольцевой сварки с аппаратом для аргонодуговой сварки ( поддержка использования механизма подачи проволоки), CO 2 / MAG / MIG сварочный аппарат, плазменный сварочный аппарат или другие сварочные аппараты, чтобы улучшить качество и скорость сварки, а также снизить затраты.
1.1.1. Тип заготовки: трубы, пластины, фланцы и т. Д.
1.1.2. Основной материал: углеродистая сталь , нержавеющая сталь, алюминий, медь, титан.
1.2. Компоненты:
HF-300L состоит из поворотной бабки, прямоугольной опоры, пневматического подъемника, трехмерного механизма ручной регулировки и центрального главного контроллера. Угол кулачкового патрона регулируется (0 ° / 30 ° / 45 ° / 60 ° / 90 °), ручной трехкулачковый патрон на передней бабке используется для большего количества заготовок, усовершенствованная система управления ПЛК, гуманизированный интерфейс управления, высокая степень автоматизации, стабильная и надежная работа.Это комбинированная конструкция с хорошей мобильностью и простой установкой.
1.3. Сварочный процесс:
1.3.1. Режим сварки: горелка зафиксирована, деталь вращается, сварка выполняется автоматически.
1.3.2. Метод сварки: TIG (с поддержкой механизма подачи проволоки) / MIG / MAG / PAW.
Технические параметры
Модель | HF-300L | ||
Блок питания управления | 9103 50 Гц Источник питания переменного тока | 9103 50 Гц 2009 | Трехфазный, 50 Гц, переменный ток, 380 В |
Толщина заготовки | В зависимости от формы отверстия | ||
Диаметр заготовки | 200мм1018 ≥10 мм | 200 мм ≥ 10 мм 907 частота вращения | 1 ~ |