Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.

- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.

Оборудование и расходные материалы
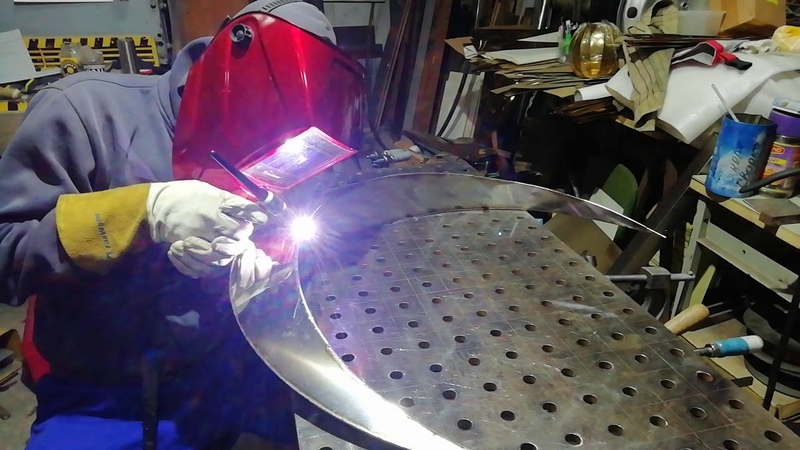
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
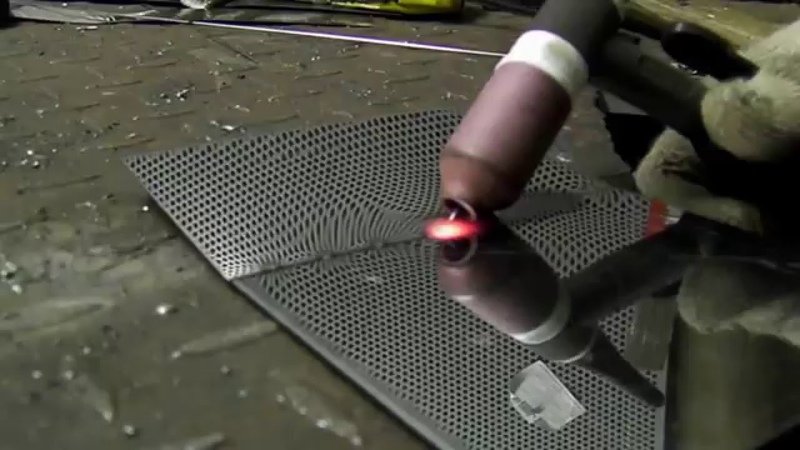
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.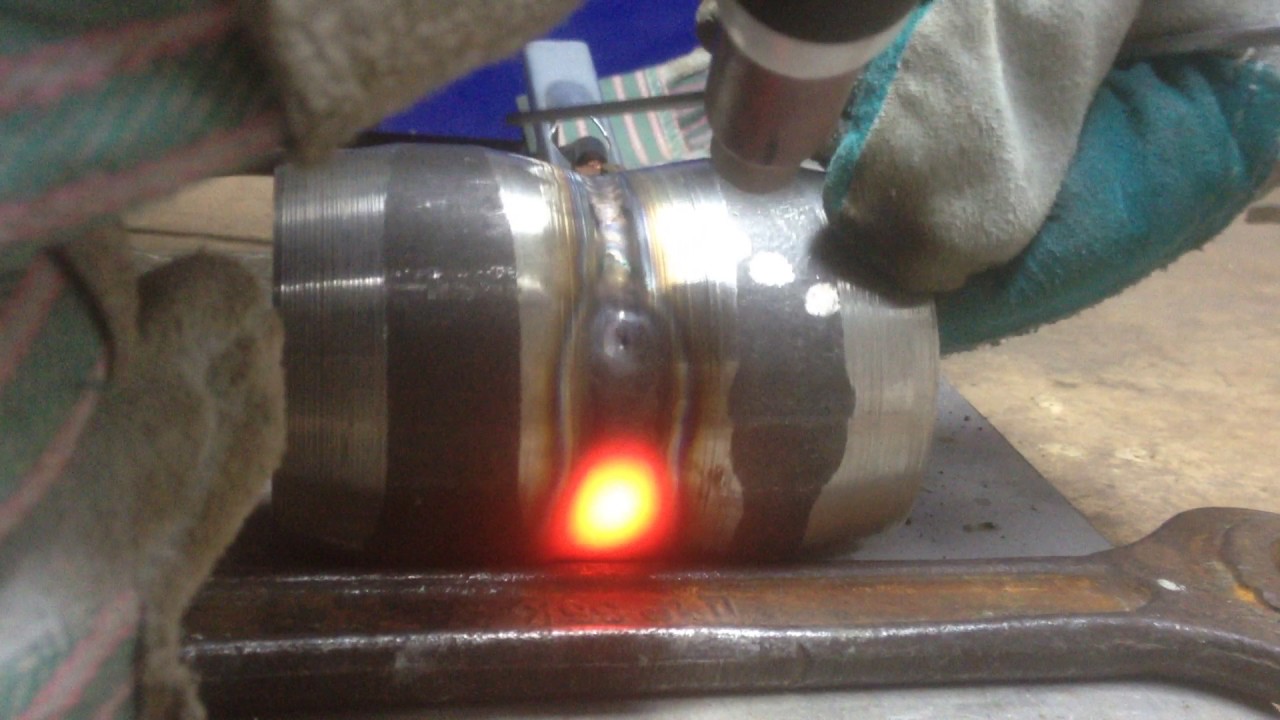
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
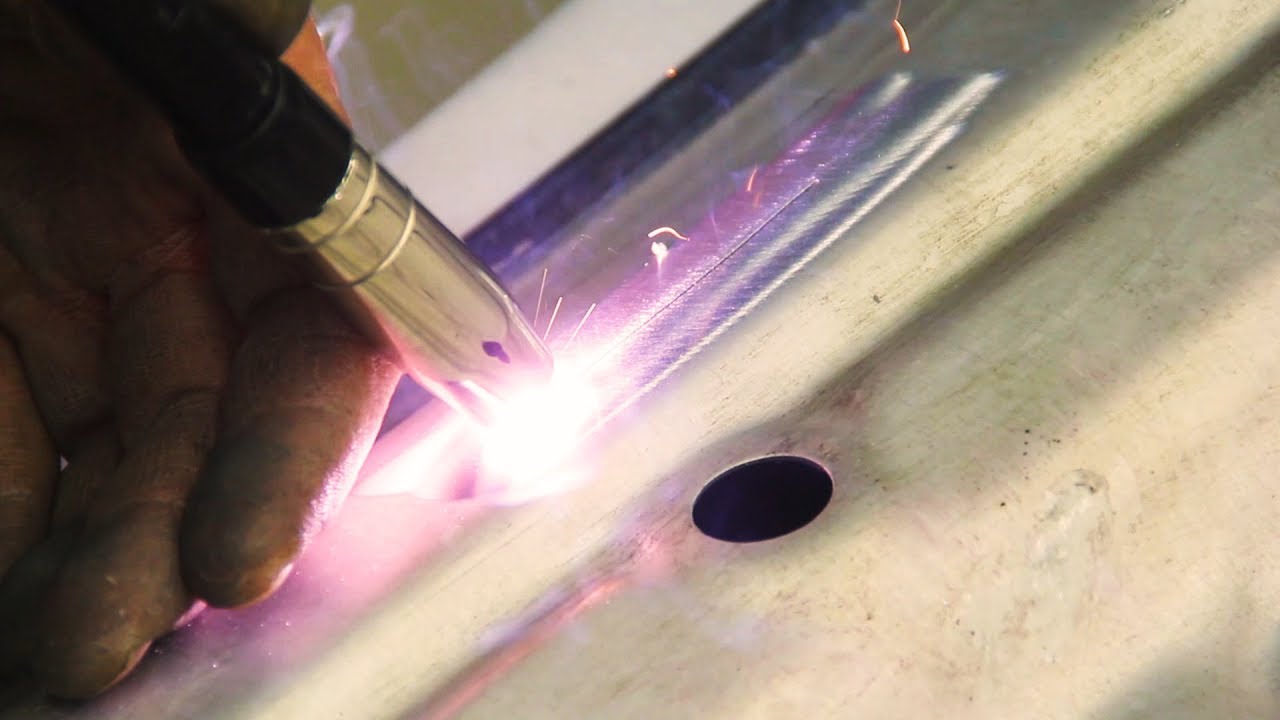
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
 Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.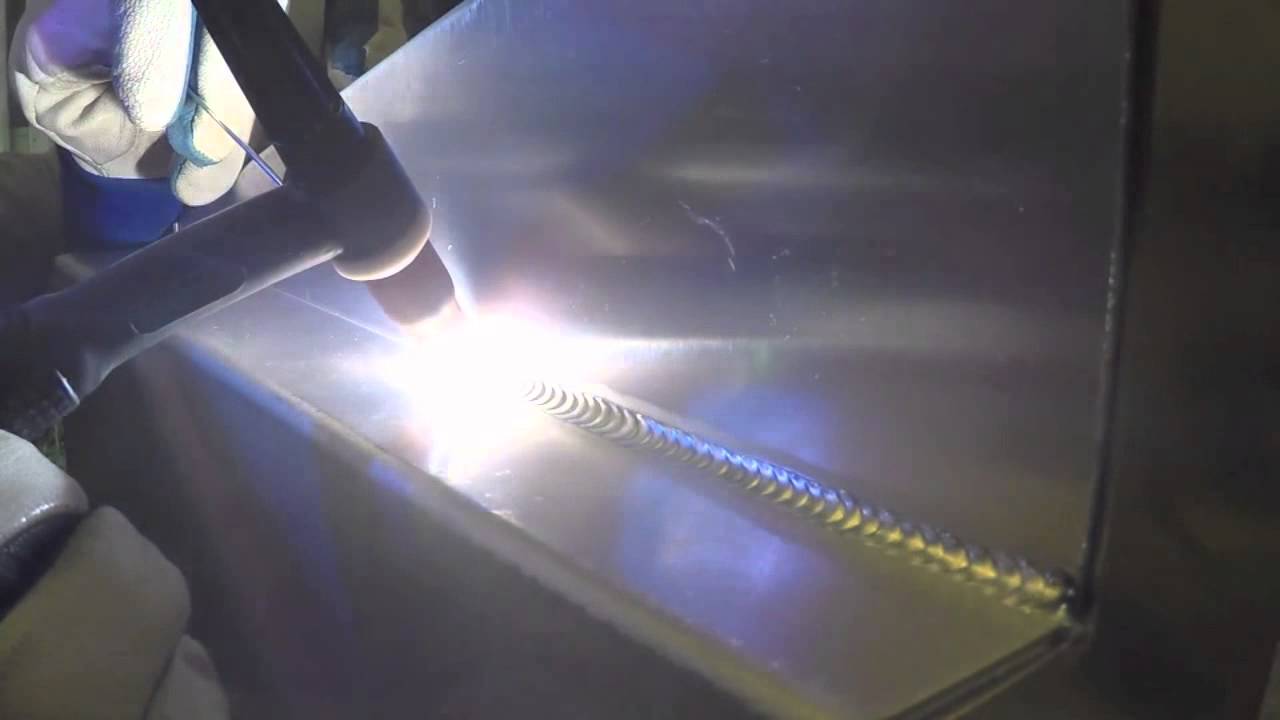
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Поделись с друзьями
1
0
0
0
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
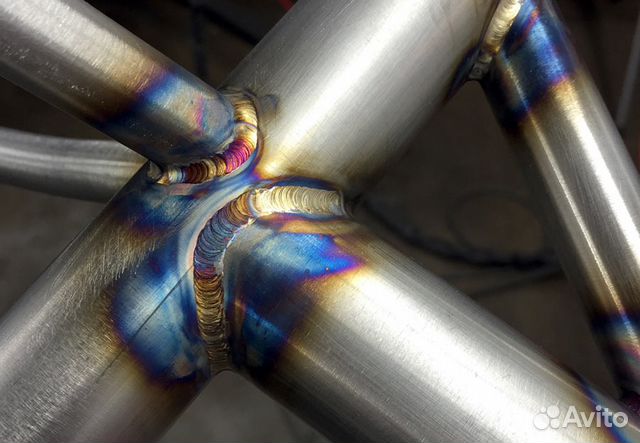
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.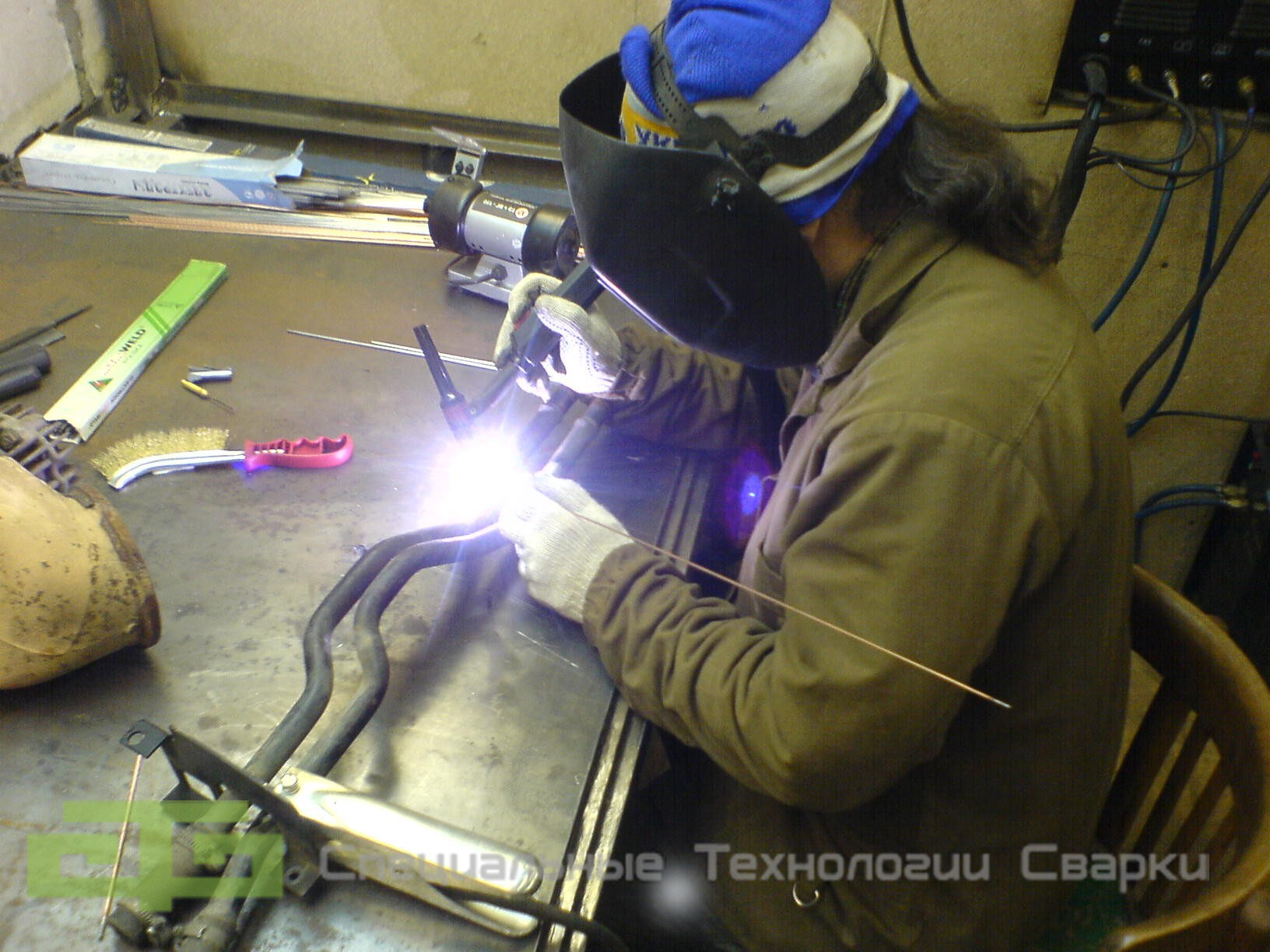
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.Таблица 1
|
Толщина металла, мм |
Диаметр электрода, мм |
|
0,5 |
1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.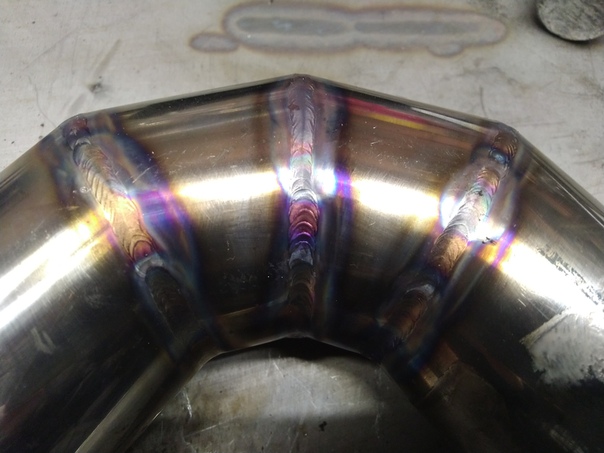
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Сварка нержавейки аргоном: технология, как правильно варить
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
 Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.Какое необходимо использовать оборудование и расходные материалы
Аргонная сварка качественной нержавейки может осуществляться при помощи стандартного набора оборудования, куда входят инвертор, осциллятор и баллон, не удастся обойтись без горелки, соответствующих шлангов и проводов.
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Сварка нержавейки аргоном: технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
 Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью. Ключевым рабочим инструментом в данной ситуации будет горелка, в которой будет закрепляться электрод. Из ее сопла во время проведения работы будет выходить струя аргона.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Сварка нержавейки электродом
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется от 12 до 20%.
Так в состав нержавеющей стали входят химические элементы (марганец, никель, титан, молибден и др.), которые придают материалу определённые физико-механические свойства. Именно поэтому перед началом сварочных работ с нержавеющими изделиями, необходимо уточнить природу материала и его химический состав.
Сварка нержавейки электродом – это достаточно трудное занятие, которое зависит от разных факторов. Наиболее значимым из данных параметров является свариваемость – способность создавать сварное соединение. Для этого механические свойства одной детали должны быть аналогичные или близкие к механическим свойствам другой детали.
Основные параметры, влияющие на свариваемость нержавейки
- коэффициент линейного расширения, а также ощутимая линейная усадка, которая возникает из-за расширения. Из-за этого увеличивается способность металла к деформации в процессе сварки и после неё.
Когда при сваривании отсутствует достаточное расстояние между свариваемыми деталями (особенно если свариваются толстостенные изделия), потом могут возникать сильные трещины;
- из-за теплопроводности, которая у нержавеющей стали в 1,5-2 раза выше, нежели у низколегированных сталей, может возникнуть усиленное проплавление металла в зоне соединения двух свариваемых деталей.
Из-за высокой теплопроводности иногда приходится уменьшать силу тока на 20-15% в сравнении со сваркой деталей из обычной стали;
- склонность высокохромистой стали к снижению антикоррозийных свойств во время неправильного использования в термических условиях (межкристаллитная коррозия).
При нагревании свыше 500оС по краям собираются молекулы хрома и карбида железа, которые потом и приводят к коррозии. Поэтому нержавеющую сталь пытаются быстро охлаждать, причём любым способом;
Для того чтобы стабилизировать электрическое сопротивление выпускают электроды с хромоникелевыми стержнями не длиннее 35 см.
Подготовительные работы перед сваркой
Перед началом проведения сварочных работ с нержавеющей сталью, кромки нужно обязательно обработать, так же, как и при сварке низкоуглеродистых сталей.
ВАЖНО: есть одно очень важное условие. Сварка нержавейки электродом подразумевает обеспечение свободной усадки шва (т.
 е. сварной стык, где планируется прокладываться шов, должен быть с зазором).
е. сварной стык, где планируется прокладываться шов, должен быть с зазором).Кромки поверхностей обязательно должны быть зачищены до блеска и промыты растворителем (ацетоном или авиационным бензином). Зачистить кромки деталей можно с помощью обычной стальной щётки. Промываются края свариваемых деталей для того, чтобы обезжирить изделия, так как именно жировые сегменты могут привести к снижению устойчивости дуги и появлению пор внутри шва. Только после выполнения всех подготовительных работ разрешается сварка нержавеющей стали электродами.
Основные способы сварки нержавейки
Процесс сварки нержавеющей стали может проводиться разными способами, но чаще всего используется три вида операций:
- Полуавтоматическая сварка (для образования шва используется проволока для сварки нержавейки).
- Электросварочные работы с применением покрытых электродов (режим MMA).
- Аргонная сварка с применением вольфрамовых электродов (режим DC/AC TIG).

Сварка нержавейки, цена напрямую зависит от применяемого способа соединения деталей.
Во время полуавтоматического способа сварки сварщик может использовать одну из известных техник:
- работа короткой дугой;
- импульсная работа;
- работа со струйным переносом.
Сварку со струйным переносом применяют в основном для соединения толстостенных деталей, а сварку короткой дугой – для работы с тонким металлом. Импульсная полуавтоматическая сварка – это наиболее управляемый процесс, так как сварочная проволока поступает к детали посредством подаваемых импульсов.
Сварка с применением покрытых электродов (режим MMA) обеспечивает высокое качество шва практически в любой ситуации. Сварка нержавейки (видео можно посмотреть на нашем сайте) таким способом осуществляется посредством электродов марок ОЗЛ-8, ЦЛ-11, НИАТ-1 и др. Обычно сварочные работы с использованием покрытых электродов осуществляются с подключением постоянного тока обратной полярности.
Сварка аргоном нержавейки, видео которой обычно очень помогает начинающим сварщикам, применяется только в тех случаях, когда нужно сварить детали из очень тонкого металла. Сварка нержавейки электродом проводится без применения колебательных движений, так как это может нарушить защитную зону сварки, и впоследствии окислиться шов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка нержавейки в домашних условиях — варианты, советы, видео
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Блок: 1/4 | Кол-во символов: 283
Источник: https://plavitmetall.ru/svarka/nerzhavejki-invertorom. html
html
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
 Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.Блок: 2/7 | Кол-во символов: 1299
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Блок: 2/4 | Кол-во символов: 667
Источник: https://plavitmetall.ru/svarka/nerzhavejki-invertorom.html
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.

Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Блок: 3/7 | Кол-во символов: 1762
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.

Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø — 4 мм.

Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Блок: 4/9 | Кол-во символов: 3899
Источник: https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.
Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.
Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.

При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования.
 Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря механизации процесс протекает значительно точнее и с большей скоростью.Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.
Аргонодуговая сварка нержавеющей стали
Блок: 5/6 | Кол-во символов: 2814
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Можно ли варить инвертором Ресанта нержавейку
:
Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А.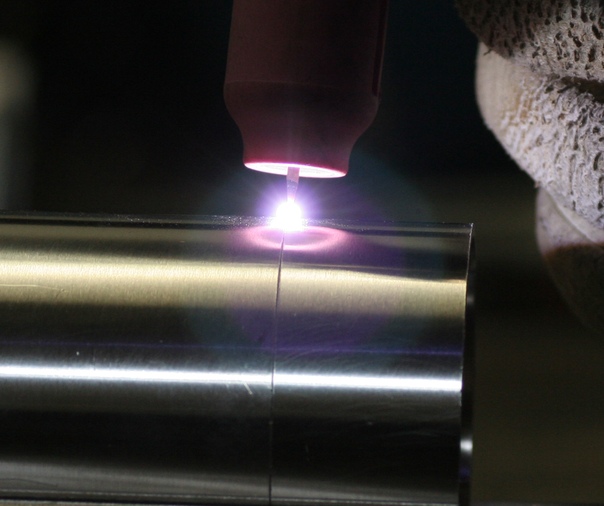 Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.
Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.
Сергей, любитель:
Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Блок: 4/4 | Кол-во символов: 877
Источник: https://plavitmetall.ru/svarka/nerzhavejki-invertorom.html
Что сделать из нержавейки для загородного дома?
| 0 | раздел: Дачный участок
Нержавеющая сталь или «нержавейка», как её часто называют, не собирается сдавать лидирующие позиции широко распространённого конструктивного материала.
Блок: 4/17 | Кол-во символов: 231
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Как варить нержавейку электросваркой?
Кроме того, они выполняют и важную эстетическую функцию. Блестящая поверхность ограждений и перил из нержавеющей стали служит отличным украшением интерьера.
Блестящая поверхность ограждений и перил из нержавеющей стали служит отличным украшением интерьера.
Для придания интерьеру особого шика лестничные ограждения декорируют деревом, стеклом, мозаикой. Пространство между стойками заполняют коваными элементами, стильно и оригинально преображающими интерьер помещения. Роскошно смотрится лестница с металлическим ограждением и ступенями из закалённого стекла.
Камины устраиваются во многих загородных домах. Они добавляют интерьерам комфортности и уюта. Изысканно стильным вариантом отделки камина может быть облицовка листами или плиткой из нержавеющей стали. Дополнят пространство перед камином ограждения. Их модификаций из нержавеющей стали на рынке предостаточно.
3. Оригинальные интерьеры можно создать при использовании металлической мозаики.
Помещения для отделки могу иметь различное назначение – холлы, коридоры, ванные. Использовать мозаику можно как для покрытия стен, так и полов.
Множество вариантов использования в загородном доме конструкций и изделий из нержавеющей стали – от лестниц и каминов до ёмкостей для воды и стеллажей для хранения вещей – делают этот надёжный материал практически незаменимым.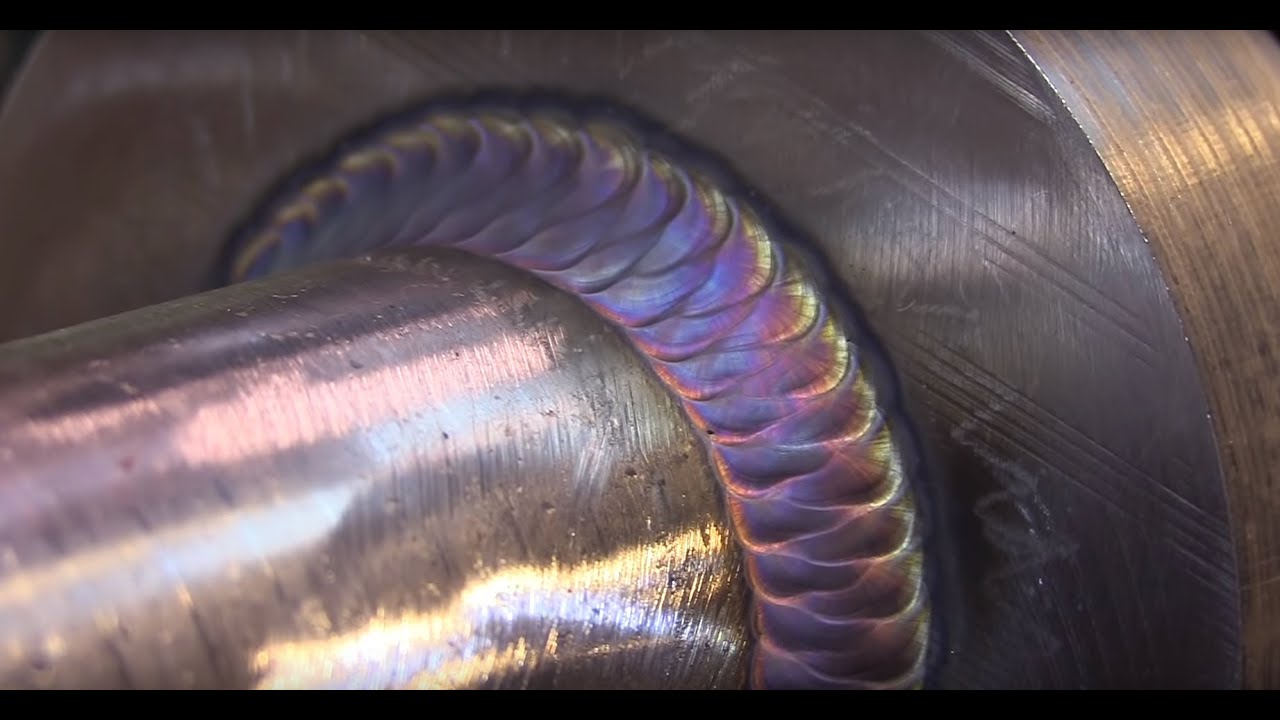
В современном мире нержавейка является незаменимым материалом при производстве разных разновидностей изделий. Она применяется в пищевой, медицинской, металлургической и военной промышленности.
Блок: 7/17 | Кол-во символов: 1455
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Основные характеристики изделий из нержавеющей стали
— Она обладает превосходными эксплуатационными качествами благодаря своей прочности, выносливости и долговечности.
— Нержавейка может использоваться в любых условиях, так как обладает высокой антикоррозионной стойкостью.
— Идеально ровная красивая поверхность позволяет использовать конструкции даже без дополнительной отделки.
Блок: 5/17 | Кол-во символов: 382
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.

Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Блок: 2/6 | Кол-во символов: 2754
Источник: http://met-all.org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм.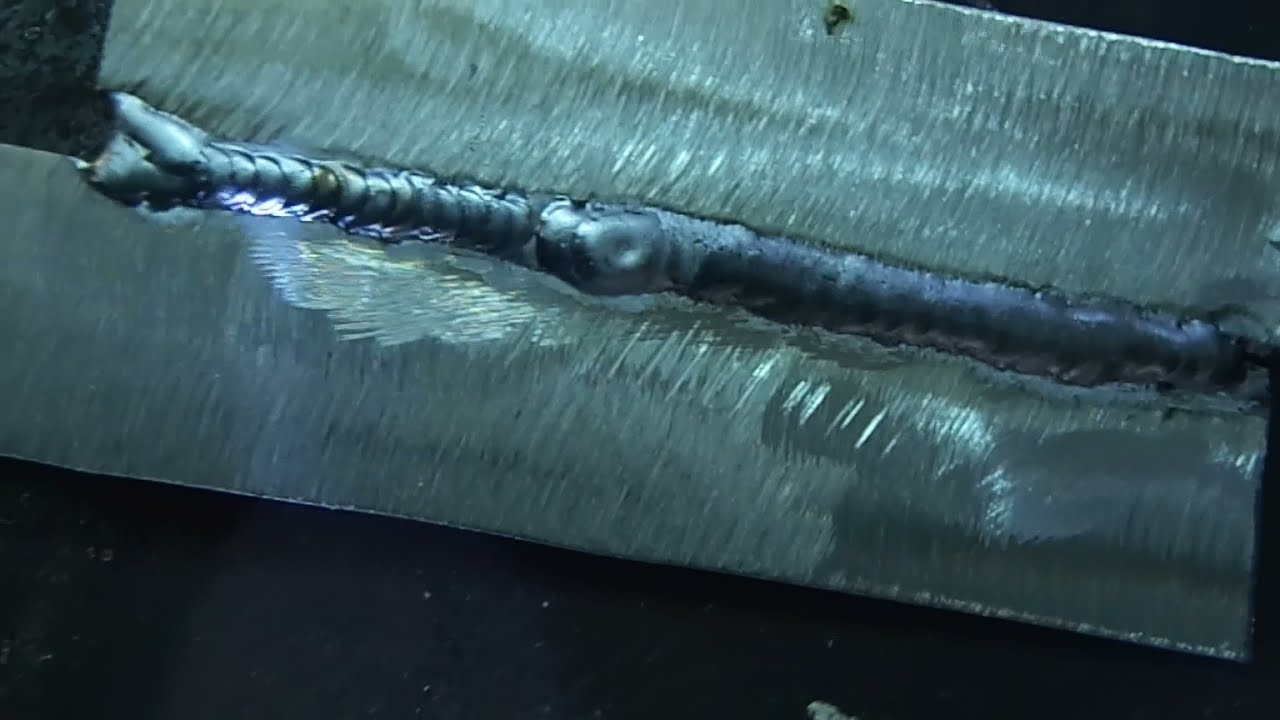 Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.

Блок: 2/3 | Кол-во символов: 3959
Источник: http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
 Тогда качество соединения будет нормальным.
Тогда качество соединения будет нормальным.Блок: 5/7 | Кол-во символов: 1389
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.

После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
 youtube.com/embed/POzoyvTFnkc?feature=oembed»/>
youtube.com/embed/POzoyvTFnkc?feature=oembed»/>
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Блок: 3/4 | Кол-во символов: 1648
Источник: https://plavitmetall.ru/svarka/nerzhavejki-invertorom.html
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Блок: 6/7 | Кол-во символов: 700
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom
Изделия из нержавейки для загородного дома
В загородном доме нержавеющая сталь может найти применение для изготовления ряда конструкций и конструктивных элементов.
При строительстве 2-х, 3-х этажного дома средствами вертикальной коммуникации обычно являются лестницы, в которых для обеспечения безопасности предусматриваются ограждения и перила.
Блок: 6/17 | Кол-во символов: 346
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
 Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Блок: 8/9 | Кол-во символов: 1648
Источник: https://WeldElec. com/info/svarka-nerzhavejki/elektrodami/
com/info/svarka-nerzhavejki/elektrodami/
Преимущества нержавейки
Главные преимущества, которые дает использование нержавеющей стали:
В целом можно отметить, что применение нержавеющей стали при производстве разнообразных видов изделий является эффективным способом получения качественной продукции, которая способна прослужить долгие годы.
Блок: 9/17 | Кол-во символов: 798
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
расположение
- Улица: SC Losk, магазин 27P
- Расположение: Харьков
- Почтовый индекс: 62416
- Страна: Украина
Блок: 13/17 | Кол-во символов: 106
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Связанный веб-сайт
- Описание: Интернет-магазин сварочного оборудования в Украине — «сварочный локус».
Мы предлагаем широкий ассортимент, достойный сервис и доставку по всей Украине: Харьков, Киев, Запорожье, Львов, Одесса, Полтава, Днепропетровск и другие.

Блок: 15/17 | Кол-во символов: 257
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Какой сварочный аппарат ипользовать при сварке нержавейки
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра.
Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки.
Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении.
Шов, который получается при сваривании инвертором, отличается высоким качеством.
Блок: 16/17 | Кол-во символов: 1441
Источник: https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/
Количество использованных доноров: 7
Информация по каждому донору:
- https://WeldElec.com/info/svarka-nerzhavejki/elektrodami/: использовано 2 блоков из 9, кол-во символов 5547 (17%)
- http://svarka-master.ru/svarka-nerzhavejki-mma-e-lektrody-dlya-mma-tig-mig-mag-vopros-otvet/: использовано 1 блоков из 3, кол-во символов 3959 (12%)
- http://met-all. org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 2 блоков из 6, кол-во символов 5568 (17%)
- https://svarkaprosto.ru/tehnologii/kak-varit-nerzhavejku-elektrodom: использовано 4 блоков из 7, кол-во символов 5150 (16%)
- https://stroitel12.ru/chem-varit-nerzhavejku-v-domashnih-uslovijah/: использовано 8 блоков из 17, кол-во символов 5016 (15%)
- https://plavitmetall.ru/svarka/nerzhavejki-invertorom.html: использовано 4 блоков из 4, кол-во символов 3475 (11%)
- https://WikiMetall.ru/metalloobrabotka/svarka-nerzhaveyki.html: использовано 2 блоков из 4, кол-во символов 3684 (11%)
 org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 2 блоков из 6, кол-во символов 5568 (17%)
org/stal/svarka-nerzhaveyushhej-stali-sovremennye-tehnologii.html: использовано 2 блоков из 6, кол-во символов 5568 (17%)Сварка аргоном нержавейки обучение
Аргон — часто применимый в сварке газ. Не имеет цвета и запаха, обладает отличными защитными свойствами. Главное достоинство аргона — невысокая цена. По этой причине аргон применяется не только в условиях заводского производства, но и в домашней сварке. Аргон можно приобрести только в стальных баллонах. Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
Производители предлагают разный объем, можно купить как компактный на 15 литров, так и большой на 40 литров.
К тому же, аргон не выделяет токсичные пары и не взрывоопасен. Зачастую аргон используется в дуговой, плазменной и лазерной сварке. Для дуговой сварки аргоном дополнительно используют плавящиеся или неплавящиеся электроды. В этом материале мы собрали для вас все самые полезные статьи о сварке аргоном. Они помогут вам в обучении.
Полезные статьи
Преимущества и особенности сварки аргоном
Сварка аргоном имеет своим преимущества и особенности, как и любая другая технология сварки. В данной статье мы рассказали обо всех нюансах: начиная от настройки режима сварки, заканчивая всеми плюсами и минусами данной технологии. Прочтите, чтобы понимать суть аргонодуговой сварки и не совершить ошибки.
Особенности сварки алюминия аргоном
Алюминий — один из самых популярных металлов. Его широко применяют при производстве всего: начиная от посуды, заканчивая деталями в микроэлектронике. Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Но несмотря на свою распространенность не все новички знают, как варить алюминий. Главная особенность алюминия — оксидная пленка, покрывающая всю поверхность металла. Она является главной головной болью для новичков. Из-за нее шов получается неаккуратным и непрочным.
Как сварить черный металл аргоном
К черным металлам принято относить железо и его сплавы. Зачастую черный металл является сырьем для изготовления чугуна и различных сталей. Но бывают ситуации, когда приходится варить чистое железо. Сделать это непросто, но использование аргона значительно упрощает задачу.
Как своими руками сварить нержавейку аргоном
В этой статье мы подробно рассказываем, как варить нержавеющую сталь с помощью аргона. Нержавеющая сталь — материал непростой, со множеством нюансов. Поэтому мы рассказали обо всем, что вам нужно знать, чтобы сварить нержавейку своими руками. Также мы подробно объяснили, как подготовить металл под сварку, чтобы шов получился качественным и красивым.
Вместо заключения
Обязательно прочтите эти статьи, чтобы узнать все особенности сварки аргоном. Ведь аргоновая сварка нержавеющей стали и алюминия есть свои нюансы, которые нужно учитывать, чтобы качество шва было удовлетворительным. Ознакомьтесь со всеми достоинствами и недостатками сварки с применением аргона, чтобы знать, в каких случаях эта технология может оправдать себя.
Если вы профессиональный мастер, то поделитесь в комментариях своим опытом сварки аргоном. Это будет полезно для многих начинающих сварщиков, которые только начинают обучаться непростому сварочному делу.
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.

Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
 youtube.com/embed/a3PRktroFJo?feature=oembed»/>
youtube.com/embed/a3PRktroFJo?feature=oembed»/>
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.

При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
 Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;Какое необходимо использовать оборудование и расходные материалы
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Сварка нержавейки аргоном: технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
 Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.

Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.

Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
проблемы с корнем из нержавеющей стали
Привет, я свариваю нержавеющую трубу, и у меня проблемы с выделением корневого прохода. Я получаю много обратного отсоса, и время от времени у меня есть отверстие для булавки на моих врезках. я не знаю, что делаю не так. Я ходил в сварочную школу Талсы, и я помню, как один из моих инструкторов проделал корневой проход, и это выглядело так, будто он провел бусинкой по внутренней стороне трубы. не могли бы вы освежить мою память, как это сделать? Я знаю, что создание корневого прохода выглядело так, как это заняло довольно много времени, и что есть более быстрый способ вставить корневой проход, но у меня просто проблемы с этим.спасибо за помощь
Я получаю много обратного отсоса, и время от времени у меня есть отверстие для булавки на моих врезках. я не знаю, что делаю не так. Я ходил в сварочную школу Талсы, и я помню, как один из моих инструкторов проделал корневой проход, и это выглядело так, будто он провел бусинкой по внутренней стороне трубы. не могли бы вы освежить мою память, как это сделать? Я знаю, что создание корневого прохода выглядело так, как это заняло довольно много времени, и что есть более быстрый способ вставить корневой проход, но у меня просто проблемы с этим.спасибо за помощь
——————————————— ——
Привет, Джоди, здесь от сварочных наконечников и уловок
Прежде всего, внутреннюю часть трубы нужно продуть аргоном. Алюминиевая лента, такая как используемая для вентиляции и кондиционирования, пригодится для заклеивания концов ленты, а также для заклеивания всего стыка во время продувки.
убедитесь, что в самом верхнем месте ленты есть вентиляционное отверстие.
аргон тяжелее воздуха и наполняет трубу, как вода … имейте это в виду, насколько вы вставляете шланг и где находится вентиляционное отверстие.
вам нужен скос 37,5 градуса и зазор 1/8 без земли.
используйте стержень 1/8 и уложите его в зазор.
направьте вольфрам прямо на кончик стержня, где он упирается в корневую щель,
использует ток, достаточный для плавления, и не шевелится из стороны в сторону.
Если вы ходите по чашке, сводите покачивание к минимуму. и держите факел под углом как можно ближе к 90 градусам, продолжая плавать по луже.
Мне нравится делать проходы для корня из нержавеющей стали, потому что я могу двигаться так быстро, как мне нужно.
ходить по чашке — это здорово, но это еще не все, что нужно для сварки труб TIG.
Что касается врезок … Я использую для растушевки их шлифовальной машиной, но научился лучше.
Я просто зажигаю прихватку, свариваю присадочный стержень до конца, затем отступаю примерно на 1/4 дюйма и продолжаю сращивать все вместе.
трудно объяснить без видео,
скоро будет .. видео о сварке труб TIG
это пока все, надеюсь, это поможет.
джоди
Настройки импульса и наконечники для продувки
Стенограмма видео:
Наконечники из нержавеющей стали — Часть 2: Настройки импульса и наконечники для продувки
Это продолжение видеоролика о сварке нержавеющей стали методом TIG.Хорошо, это вторая часть. Я все еще свариваю этот коллектор из нержавеющей стали методом TIG. В этом видео я привариваю резьбовые ниппели и торцевые крышки. Это подводит меня к сварке с некоторыми настройками импульса для этих резьбовых ниппелей и некоторой продувкой для торцевых крышек, потому что я не могу получить обратную связь внутри них, и они должны быть как-то защищены. Я собираюсь поговорить о чистке и пульсации. Мы сделаем небольшую плазменную резку для некоторых кронштейнов на этой штуке, должно быть забавное видео.Все в порядке? Давайте нырнем.
Я собираюсь поговорить о чистке и пульсации. Мы сделаем небольшую плазменную резку для некоторых кронштейнов на этой штуке, должно быть забавное видео.Все в порядке? Давайте нырнем.
Во-первых, быстрое 30-секундное резюме первой части. Я использовал эту маленькую машину CK Worldwide MT 200. Я установил его на 200, чтобы получить быстрые взрывы. Мне нравится делать это на внешних угловых швах, мне нравится очень быстрое схватывание, иногда с наполнителем, иногда без него. Я широко использовал алюминиевую основу и алюминиевые охлаждающие стержни, а затем установил силу тока на 100 ампер и начал сварку прямым постоянным током. Пытался сохранить скорость моего путешествия, снизить температуру, насколько мог, и получилось довольно хорошо с минимальными искажениями, потому что эти охлаждающие блоки просто волшебно повлияли на эту штуку.
Это инструмент для удаления заусенцев, с его помощью можно проткнуть ладонь. Это также дебютирует. Я собираюсь очистить все эти соски изнутри, используя это. Это действительно быстрый способ удалить что-то подобное, но вы должны быть осторожны, вы можете проткнуть руку. Мы снимем заусенцы со всех этих сосков, а затем приварим их. Я использую этот маленький ключ для трехкулачкового патрона, потому что у меня не было куска круглой ложи нужного диаметра. Я наклеил на него алюминиевую ленту, чтобы немного приподнять его и не допустить загрязнения нержавеющей стали углеродистой сталью.Я просто поехал в город наклеивать вещи. Я не заставлю вас смотреть все это, но все складывалось примерно так. Я приколол их все, и теперь они готовы к сварке.
Это действительно быстрый способ удалить что-то подобное, но вы должны быть осторожны, вы можете проткнуть руку. Мы снимем заусенцы со всех этих сосков, а затем приварим их. Я использую этот маленький ключ для трехкулачкового патрона, потому что у меня не было куска круглой ложи нужного диаметра. Я наклеил на него алюминиевую ленту, чтобы немного приподнять его и не допустить загрязнения нержавеющей стали углеродистой сталью.Я просто поехал в город наклеивать вещи. Я не заставлю вас смотреть все это, но все складывалось примерно так. Я приколол их все, и теперь они готовы к сварке.
Я собираюсь использовать кусок этого тяжелого алюминиевого уголка для поддержки всех этих вещей, и я собираюсь держать его очень плотно, потому что со всей этой сваркой эта штука может выглядеть как банан, когда я готово, и я не хочу этого. Вы видите, у меня там алюминиевая подкладка хорошо и плотно.У меня все еще 100 ампер, я использую прямой постоянный ток, через минуту я перейду на импульсный. Я действительно не знал, что собираюсь сделать это обязательно, но я не был в восторге от того, как это было на 100 ампер, отчасти медленное, и я не знаю, это просто не помогло мне поэтому я подумал: «Знаешь что?» «Если я проложу там провод и буду пульсировать прямо над ним, держу пари, что это будет работать лучше». Вот что я пробовал.
Вот что я пробовал.
У меня примерно один пульс в секунду. Эта небольшая ручка пульса, поскольку здесь это ручка набора, она довольно чувствительна.Вы можете довольно быстро набрать его на куске лома. Я спустился до 20% на фоновых усилителях, примерно один импульс в секунду. Я думаю, что на этой машине импульсный ток зафиксирован, вероятно, от 40% до 50%. Сначала я пошел дальше и поднял до 150 ампер, при пульсе всегда должно быть немного горячее. Это мои настройки пульса. Вы можете слышать, как он просто стучит, когда он пульсирует, это настоящий четкий пульс. Вы действительно можете измерить пульс с помощью ножной педали, если пульсируете ножной педалью.Вы видите, насколько увеличилась скорость передвижения, я имею в виду сумасшедшую. Одним из факторов тепловложения является скорость движения. Один из важных определяющих факторов, и это было немного жарко, поэтому я снизил его до 130 ампер для следующего, и это на самом деле оказалось, вероятно, немного жарким, но вы можете видеть, что он прыгает со 127 до 20. амперы, это то, что пульс делает один раз в секунду.
амперы, это то, что пульс делает один раз в секунду.
Теперь у меня получилось немного лучше, не особо жарко. Видишь, я просто перешагиваю через проволоку.Каждый раз, когда он пульсирует, я подхожу к тому месту, где провод встречается с лужей, и это как бы создает довольно ровный узор ряби. Это просто делает этот сустав проще и быстрее. Я не знаю, мне нужно больше практики в этом, но, черт возьми, я мог видеть здесь некоторые реальные преимущества. Я пошел дальше и сварил все это. Я мог обойти только половину каждого из них только потому, что всегда что-то мешает, потому что я заранее их все закрепил. Быстрый визуальный осмотр, чтобы убедиться, что нет маленьких кратеров, рыбьих глаз и прочего.Это насчет того, что закончилось.
А теперь пора надеть соску большого размера. Когда я закреплю эту штуку, вы увидите, что она сразу подтягивается. Мне нужно как бы постучать по нему обратно, но я не хочу возвращать его полностью, потому что вторая закрепка тоже будет немного рисовать.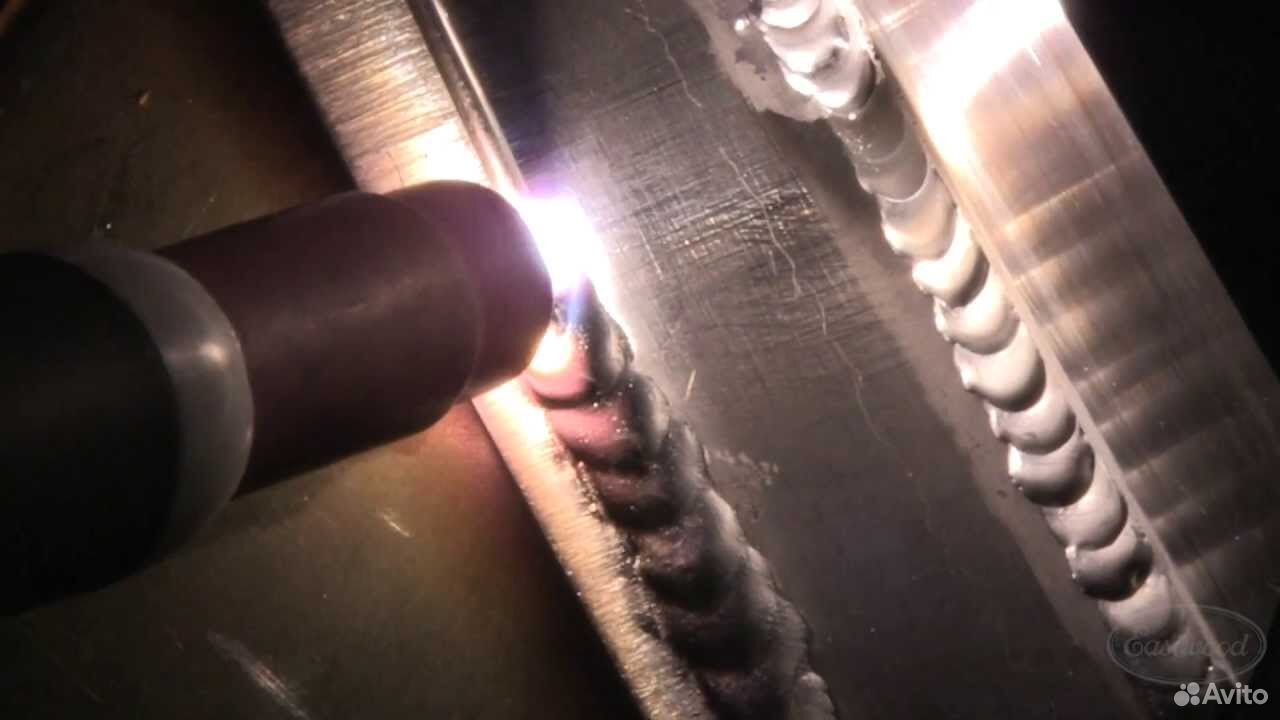 Я проделал то же самое здесь, просто прошел прямо над этим проводом диаметром 1,6 миллиметра 1/16 дюйма. Я приклеил сюда какой-то провод, чтобы эта штука не упала там, закрепил на углу гвозди. Я заклеил эти заглушки изолентой, потому что сейчас я очищаю эти заглушки, я больше не могу использовать алюминиевую подкладку внутри.
Я проделал то же самое здесь, просто прошел прямо над этим проводом диаметром 1,6 миллиметра 1/16 дюйма. Я приклеил сюда какой-то провод, чтобы эта штука не упала там, закрепил на углу гвозди. Я заклеил эти заглушки изолентой, потому что сейчас я очищаю эти заглушки, я больше не могу использовать алюминиевую подкладку внутри.
Мы собираемся немного поговорить здесь об очистке, о некоторых основах очистки. Теперь можно использовать своего рода разделитель «у» от одного расходомера. Лучше всего иметь либо регулятор с двойным расходомером, либо просто использовать целый отдельный баллон с аргоном. У меня есть несколько баллонов с аргоном, поэтому сегодня я использую отдельный баллон. Я установил 10 CFH, это действительно все, что мне нужно. Я проделал несколько вентиляционных отверстий по краям этого маленького впускного отверстия, и причина на краях, а не в центре, заключается в том, что поскольку я перемещаю деталь, я хочу, чтобы вентиляционное отверстие всегда было на самом верху.
При продувке кислород вытесняется с обратной стороны сварного шва, чтобы расплавленный металл не окислялся. Обычно используется аргон, иногда используется азот, наиболее распространенным продувочным газом является аргон. Очень помогает думать об этом как о наполнении контейнера водой. Аргон тяжелее воздуха, поэтому он обычно имеет странную форму, как и вода, поэтому у вас есть области, где вода может попасть в ловушку, если у вас нет вентиляционного отверстия, позволяющего воде или аргону вытеснять кислород.
Если бы здесь был аргон, здесь были бы воздух и кислород.В отличие от воды, которая как бы там есть, эта небольшая область будет кружиться и смешиваться с небольшим количеством кислорода с аргоном, и вы не получите большой очистки. Вот почему вам нужно маленькое вентиляционное отверстие на такой высокой точке, чтобы оно могло задерживать воздух. Это позволяет аргону, который тяжелее воздуха, наполнять его, как воду. Тогда можно будет провести хорошую чистку.
Заметьте, у меня есть эти медные третьи руки для переноса заземления, и у меня есть вентиляционное отверстие в алюминиевой ленте в верхней точке, и это соединение теперь можно сварить и продуть. Теперь это другой сустав, и у меня есть дыры в ленте каждого из этих сосков, потому что теперь они являются высшей точкой, в которой может задерживаться кислород. Проделанное отверстие позволит аргону вытеснить оттуда весь воздух, как в демонстрации воды ранее.
Теперь это другой сустав, и у меня есть дыры в ленте каждого из этих сосков, потому что теперь они являются высшей точкой, в которой может задерживаться кислород. Проделанное отверстие позволит аргону вытеснить оттуда весь воздух, как в демонстрации воды ранее.
Когда вы промываете такую деталь, если у вас есть небольшие выступы, такие как эти соски, вы должны быть внимательны, когда вы перемещаете часть в то место, где находятся ваши лучшие точки. У вас всегда должна быть вентиляция на высшем уровне.Мне нравится использовать для этого небольшой паз «x», потому что он предотвращает разрыв сварного шва, когда вы все герметизируете, когда вы делаете последний сварной шов. Пуф. Вы видите, что он там немного приоткрывается? Он остается закрытым, пока вам не нужна большая вентиляция, а затем, когда вы закрываете сварной шов, он откроется и иногда избавит вас от сердечной боли.
Хорошо, это деталь закончена, или я бы сказал, почти закончена, потому что есть пара маленьких кронштейнов, которые нужно прикрепить туда, чтобы установить ее на заводе, куда она идет. Мы собираемся вырезать их на плазменной камере. Просто действительно простые кронштейны из листового металла, нержавеющего листового металла. Это новая область, где находится плазменная камера. Сейчас это временная установка. Это новое место JD. Он все это замуровывает и делает немного приятнее, но теперь все в порядке, и теперь он делает детали.
Мы собираемся вырезать их на плазменной камере. Просто действительно простые кронштейны из листового металла, нержавеющего листового металла. Это новая область, где находится плазменная камера. Сейчас это временная установка. Это новое место JD. Он все это замуровывает и делает немного приятнее, но теперь все в порядке, и теперь он делает детали.
Очень простые маленькие скобки, небольшая линия, вертикальная линия — это просто для того, чтобы было действительно легко наклониться. Маленькая буква «l» в скобках. Они тоньше материала коллектора, что, как я думаю, было задумано так, что их можно немного согнуть при установке.Вы можете сделать восьмую дюйма или четверть дюйма, без проблем на месте. Есть две такие мелочи, сейчас я ускорю их. Очень простая маленькая деталь, но это было бы не так просто, если бы у вас не было плазменной камеры. Всем, у кого есть такая плазменная камера, нужен ледоруб, я заставляю его. У нас с Джей Ди есть один, вроде бы хотели поддержать Джимми, но пришли к выводу, что это действительно полезные вещи, особенно для таких вещей, как эта, просто для сбора горячих моментов и тому подобного.
Опять же, алюминиевая подложка, и это действительно помогает не только выровнять ее, но и сварить одну сторону с подложкой. Эта вторая сторона идет намного лучше, потому что у нее минимальное окисление. Вам не нужно использовать шлифовальный круг или что-то еще и очищать от окисления. Вторая сторона идет почти так же хорошо, как первая, если вы сварите ее с хорошей подкладкой.
Это текущий коллектор, находящийся в эксплуатации. Они хотят, чтобы новый был готов, когда откроют эту линию для обслуживания.Что ж, это видео предоставлено вам моим интернет-магазином на сайте weldmonger.com. Вот небольшой предварительный обзор некоторых продуктов, которые у меня там продаются. Я ценю вашу поддержку. Спасибо за просмотр, увидимся в следующий раз.
How to TIG Weld Stainless Steel — бесплатное видео с практическими рекомендациями
Кевин собирается показать то, с чем ему редко удается играть: сварка нержавеющей стали TIG. Какие различия вы можете ожидать между сваркой TIG и сваркой нержавеющей стали по сравнению с сваркой TIG для низкоуглеродистой стали? Немного. Вам нужно немного больше силы тока из машины, потому что нержавеющая сталь немного прочнее и немного более плотный металл, поэтому вам нужно немного больше лошадиных сил, чтобы в нее вникнуть.
Конечно, вам нужен правильный присадочный стержень для сварки TIG, чтобы все было из нержавеющей стали, чтобы все было устойчиво к ржавчине. Перед сваркой нержавеющая сталь тоже любит быть яркой, блестящей и чистой — чем чище, тем лучше. Затем вам нужно зажать его, чтобы все оставалось ровным. Теперь тебе хорошо.
В чем разница между сваркой TIG нержавеющей стали и сваркой MIG нержавеющей стали? Теперь это совсем другой мир! При сварке TIG вы используете прямой газ аргон.В сварочном аппарате MIG вы хотите использовать тримикс. Это аргон и CO2 с добавлением небольшого количества гелия, чтобы немного повысить температуру. Так же, как при увеличении тока при сварке TIG, гелий делает сварной шов более горячим. Сварочный аппарат MIG по-прежнему будет дымным и грязным, и вам потребуется больше очистки, но вы можете сваривать нержавеющую сталь с помощью MIG.
А вот для сварки нержавеющей стали TIG Кевин настраивает свой сварочный аппарат Everlast PowerTIG 255EXT TIG. Это было на переменном токе, потому что он сваривал алюминий, поэтому он переключил его на постоянный ток.Он работает со 125 тысячами стали, поэтому практическое правило гласит, что сварщик должен выставлять ток около 125 ампер. Он собирается поднять его примерно до 135 ампер, потому что он нержавеющий, и потому что нержавеющий крепится к холодному 1-дюймовому куску холодной стали. Он может даже вернуться и еще немного поднять его.
Но сначала он надевает сварочное оборудование, чтобы посмотреть, что у него получится.
Сначала он прихватывает металл в начале, в середине и в конце соединения.Затем вваривает между прихватками.
Кевин показывает прихваточные швы, затем показывает сварные швы между ними. Затем он переворачивает металл, чтобы показать другую сторону сварной нержавеющей стали. Вы можете видеть зону термического воздействия, но не видите никаких признаков того, что сварной шов там был так, как должен.
Это серьезное предположение, что сила тока могла быть слишком низкой. Тем не менее, это дает вам общее представление о том, что делать.
Конечно, когда вы закончите сваривать нержавеющую сталь, вам нужно выполнить отделочные работы, чтобы подготовить ее к выходу на улицу, чтобы она прослужила долго, долго.Об этом скоро будет видео.
Кевин готов вернуться к работе, но вы можете задержаться еще на мгновение, чтобы увидеть, как он ловко справляется со своим материалом …
Посмотрите это видео сейчас….
Как обрабатывать блоки продувки — производственная серия
Давайте на мгновение поговорим о тепле.
Как упоминалось ранее, нержавеющая сталь не очень теплопроводна. Какое бы тепло ни попадало в него — остается в нем. Плохая деталь — отсутствие защитного газа во время сварки, происходит окисление, которое может сделать нержавеющую сталь практически бесполезной.
Теперь поговорим о фланцах, часто используемых в наддувных фабриках.

Наиболее распространенная толщина фланца составляет ½ дюйма. Это хорошо подходит почти для всех применений, но все же может деформироваться даже при концентрированном тепловом воздействии. Склонность к деформации еще больше усиливается при сварке круглых материалов, таких как труба для турбо-коллектора, потому что направление трубы меняется очень часто, и каждый сварной шов будет тянуть ее в другом направлении, когда вы свариваете вокруг нее на 360 градусов.Даже сплошные фланцы могут деформироваться после сварки без прикрепления к приспособлению.
Таким образом, возникает вопрос:
« Как бороться с деформацией и деформацией. И подавать в деталь газ для защиты? ”
Мы используем продувочные блоки.
Блоки продувки служат как теплоотводом, так и затвором для аргона, который попадает внутрь детали для защиты задней стороны сварного шва.
Для того, чтобы он работал как теплоотвод и сводил к минимуму деформацию, металл должен быть изготовлен из теплопроводящего материала и быть очень толстым. Когда дело доходит до выбора металла, есть только один металл, который хорошо подходит для всех этих требований — алюминий.
Когда дело доходит до выбора металла, есть только один металл, который хорошо подходит для всех этих требований — алюминий.
Алюминий доступен в нескольких марках, легко обрабатывается практически любой марки, доступен по цене и обладает высокой теплопроводностью, что означает, что он быстро поглощает подводимое тепло и рассеивает его. Возможность легкой обработки означает, что вы можете добавить дополнительные отверстия, чтобы газ мог поступать в деталь.
Непрерывное газовое покрытие всех участков сварного шва из нержавеющей стали имеет решающее значение для обеспечения прочного сварного шва, выдерживающего экстремальные условия окружающей среды, которым подвержены турбокомпрессоры.Без газовой защиты сварной шов, металл и другие компоненты могут выйти из строя.
Баллоны с аргоном и аргоном / CO2 для защитного газа для сварки
Защитные газы ARCAL для сварки упрощают дуговую сварку и сокращают эксплуатационные расходы
Правильный защитный газ в конечном итоге повреждает ваши сварные швы, напрямую влияя на конечный продукт и вашу репутацию. При таком большом количестве вариантов может быть сложно выбрать подходящие газы для вашей работы.Вам нужен простой и легкий выбор газа с правильным диапазоном концентраций, чтобы найти идеальный газ для вашего процесса.
При таком большом количестве вариантов может быть сложно выбрать подходящие газы для вашей работы.Вам нужен простой и легкий выбор газа с правильным диапазоном концентраций, чтобы найти идеальный газ для вашего процесса.
- Убедитесь, что вы используете лучший защитный газ для вашей области применения
- Соответствует стандартам AWS и ISO для защитных газов
- Выполняйте качественные сварные швы без дополнительной обработки и лишнего газа
- Свести к минимуму риски безопасности, связанные с обращением с газом
- Экономия времени на проверку объема газа
Подробнее
‣
Упростите дуговую сварку с помощью ARCAL Reference line
Наша краткая линия ARCAL Reference состоит из пяти готовых к сварке смесей чистого аргона и сварочного газа аргона. ARCAL предлагает непревзойденную простоту, производительность, надежность и постоянство в каждом из наших пяти профессионально разработанных газов, основанных на исследованиях, полученных в результате более 400 сварочных испытаний, независимо от того, смешиваются ли ваши газы на месте или доставляются.
ARCAL предлагает непревзойденную простоту, производительность, надежность и постоянство в каждом из наших пяти профессионально разработанных газов, основанных на исследованиях, полученных в результате более 400 сварочных испытаний, независимо от того, смешиваются ли ваши газы на месте или доставляются.
Нажмите на значки, чтобы узнать больше:
ARCAL Prime
Чистое решение
ARCAL Prime
Чистое решение
ARCAL Chrome
Великолепный выбор
ARCAL Chrome
Великолепный выбор
ARCAL Speed
Productivity Plus
ARCAL Speed
Productivity Plus
ARCAL Force
Мощные результаты
ARCAL Force
Мощные результаты
ARCAL Flux
Стабильные результаты
ARCAL Flux
Стабильные результаты
Идеальное решение для сварки TIG и MIG всех материалов
Состав и характеристики
Соответствие / Сертификаты
- AWS A5. 32 (ISO 14175) —
I1-Ar (2011) - AWS A5.32 SG-A (1997R2007)
 32 (ISO 14175) —
32 (ISO 14175) — Преимущества ARCAL Prime
- Высококачественный сварной шов
- Универсальный корневой сварочный аппарат
- Все материалы, даже титан
- Превосходная прочность сварного шва
Процессы и материалы
- TIG (GTAW) / PAW
- Сталь
- нержавеющая
- Алюминий
- Никель
- Титан и др.
- MIG (GMAW) / GMAW-P (импульсный)
Отличный выбор для сварки MIG нержавеющей стали
Состав и характеристики
- 98/2 (Ar / CO 2 )
- Допуск на смешивание ± 0. 5% абсолютное значение
 5% абсолютное значение
5% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M12-ArC-2 (2011)
Преимущества ARCAL Chrome
- Качество сварки для всей нержавеющей стали
- Чистый внешний вид, небольшое количество брызг
- Сварка во всех положениях
- Пайка MAG
Процессы и материалы
- MIG (GMAW) нержавеющая сталь
- Короткое замыкание
- Спрей
- Импульсный
- MIG (GMAW) никель
Productivity plus для высокоскоростной сварки углеродистой стали
Состав и характеристики
- 92/8 (Ar / CO 2 )
- Допуск на смешивание 0. 5% абсолютное значение
Соответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M20-ArC-8 (2011) - AWS A5.32 SG-AC-8 (1997R2007)
Преимущества ARCAL Speed
- Высокая производительность и скорость
- С низким уровнем разбрызгивания и дыма
- Проволока сплошная и порошковая
- Импульсная сварка
Процессы и материалы
- Стальные приложения GMAW
- Стали углеродистые (нелегированные и низколегированные)
- Толщина материала от 1/8 дюйма до 1/4 дюйма или равная
Эффективные результаты при сварке MIG тяжелых конструкций:
Состав и характеристики
- 82/18 (Ar / CO 2 )
- Допуск на смешивание 0. 9% абсолютное значение
 9% абсолютное значение
9% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-18 (2011) - AWS A5.32 SG-AC-18 (1997R2007)
Преимущества ARCAL Force
- Высокий допуск
- Тяжелые, толстые материалы
- Устойчивость к поверхностному загрязнению
- Проволока сплошная и порошковая
Процессы и материалы
- Стальные приложения GMAW
- Короткое замыкание
- Спрей
- Импульсный
- Толщина материала, равная или превышающая 3/16 дюйма
Стабильные результаты сварки FCAW, MCAW и MIG
Состав и характеристики
- 75/25 (Ar / CO 2 )
- Допуск смешивания
1. 25% абсолютное значение
 25% абсолютное значение
25% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-25 (2011) - AWS A5.32 SG-AC-25 (1997R2007)
Преимущества ARCAL Flux
- Стабильные результаты для порошковой проволоки
- Отлично подходит для сварки коротким замыканием
- Сварка открытой корневой трубы
Процессы и материалы
- FCAW
- Сталь (E71T-1)
- Нержавеющая сталь (E308LT-1)
- Сплошной провод MIG (GMAW)
- Сталь до 3/16 дюйма
ARCAL Prime
Чистое решение
ARCAL Prime
Чистое решение
Идеальное решение для сварки TIG и MIG всех материалов
Состав и характеристики
Соответствие / Сертификаты
- AWS A5. 32 (ISO 14175) —
I1-Ar (2011) - AWS A5.32 SG-A (1997R2007)
 32 (ISO 14175) —
32 (ISO 14175) — Преимущества ARCAL Prime
- Высококачественный сварной шов
- Универсальный корневой сварочный аппарат
- Все материалы, даже титан
- Превосходная прочность сварного шва
Процессы и материалы
- TIG (GTAW) / PAW
- Сталь
- нержавеющая
- Алюминий
- Никель
- Титан и др.
- MIG (GMAW) / GMAW-P (импульсный)
ARCAL Chrome
Великолепный выбор
ARCAL Chrome
Великолепный выбор
Отличный выбор для сварки MIG нержавеющей стали
Состав и характеристики
- 98/2 (Ar / CO 2 )
- Допуск на смешивание ± 0. 5% абсолютное значение
 5% абсолютное значение
5% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M12-ArC-2 (2011)
Преимущества ARCAL Chrome
- Качество сварки для всей нержавеющей стали
- Чистый внешний вид, небольшое количество брызг
- Сварка во всех положениях
- Пайка MAG
Процессы и материалы
- MIG (GMAW) нержавеющая сталь
- Короткое замыкание
- Спрей
- Импульсный
- MIG (GMAW) никель
ARCAL Speed
Productivity Plus
ARCAL Speed
Productivity Plus
Productivity plus для высокоскоростной сварки углеродистой стали
Состав и характеристики
- 92/8 (Ar / CO 2 )
- Допуск на смешивание 0. 5% абсолютное значение
 5% абсолютное значение
5% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M20-ArC-8 (2011) - AWS A5.32 SG-AC-8 (1997R2007)
Преимущества ARCAL Speed
- Высокая производительность и скорость
- С низким уровнем разбрызгивания и дыма
- Проволока сплошная и порошковая
- Импульсная сварка
Процессы и материалы
- Стальные приложения GMAW
- Стали углеродистые (нелегированные и низколегированные)
- Толщина материала от 1/8 дюйма до 1/4 дюйма или равная
ARCAL Force
Мощные результаты
ARCAL Force
Мощные результаты
Эффективные результаты при сварке MIG тяжелых конструкций:
Состав и характеристики
- 82/18 (Ar / CO 2 )
- Допуск на смешивание 0. 9% абсолютное значение
 9% абсолютное значение
9% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-18 (2011) - AWS A5.32 SG-AC-18 (1997R2007)
Преимущества ARCAL Force
- Высокий допуск
- Тяжелые, толстые материалы
- Устойчивость к поверхностному загрязнению
- Проволока сплошная и порошковая
Процессы и материалы
- Стальные приложения GMAW
- Короткое замыкание
- Спрей
- Импульсный
- Толщина материала, равная или превышающая 3/16 дюйма
ARCAL Flux
Стабильные результаты
ARCAL Flux
Стабильные результаты
Стабильные результаты сварки FCAW, MCAW и MIG
Состав и характеристики
- 75/25 (Ar / CO 2 )
- Допуск смешивания
1. 25% абсолютное значение
 25% абсолютное значение
25% абсолютное значениеСоответствие / Сертификаты
- AWS A5.32 (ISO 14175) —
M21-ArC-25 (2011) - AWS A5.32 SG-AC-25 (1997R2007)
Преимущества ARCAL Flux
- Стабильные результаты для порошковой проволоки
- Отлично подходит для сварки коротким замыканием
- Сварка открытой корневой трубы
Процессы и материалы
- FCAW
- Сталь (E71T-1)
- Нержавеющая сталь (E308LT-1)
- Сплошной провод MIG (GMAW)
- Сталь до 3/16 дюйма
Для специальных применений — техническая линейка ARCAL
Если ваше приложение требует специальной смеси с жесткими характеристиками, наша линейка ARCAL Technical предлагает индивидуальные, согласованные и высокоэффективные сварочные газовые смеси.
При поддержке более 60 экспертов Advanced Fabrication мы поможем вам найти смесь, которая наилучшим образом соответствует вашим потребностям. Связаться с экспертомСвязаться с экспертом
Ознакомьтесь с нашими инновационными режимами подачи, адаптированными к вашим потребностям
ARCAL выпускается в баллонах, оснащенных SMARTOP или EXELTOP, в пакетах баллонов или в жидкой форме. Мы поставляем ARCAL и другие защитные газы для сварки в различных режимах подачи, разработанных для обеспечения качества, безопасности, стабильности и простоты использования при любых потребностях.
Будет ли эта сварка из нержавеющей стали ржаветь?
Производители, специализирующиеся на нержавеющей стали, могут знать эту историю: клиент звонит и жалуется на ржавчину. Супервайзер разговаривает со сварщиками: неужели они плохо почистили? Сварщик говорит, что определенно сделал — он тщательно отшлифовал и отполировал свою работу, без синего следа возле сварного шва. И все же ржавчина есть. Что произошло?
Супервайзер разговаривает со сварщиками: неужели они плохо почистили? Сварщик говорит, что определенно сделал — он тщательно отшлифовал и отполировал свою работу, без синего следа возле сварного шва. И все же ржавчина есть. Что произошло?
Все это связано с тем, что случилось со слоем оксида хрома нержавеющей стали во время и особенно после сварки.Здесь может помочь тестирование пассивации сварных швов, и здесь технологии сделали практичным для производителей проведение таких испытаний на месте.
Это по словам Честера Коллиера, старшего вице-президента по глобальному сбыту в компании Walter Surface Technologies, расположенной в Виндзоре, штат Коннектикут. «Нержавеющая сталь плохо реагирует на большое количество тепла, — сказал он, — поэтому, когда вы свариваете тонкий материал, даже сварку TIG, вы получаете много посинения и обесцвечивания нержавеющей стали. Это косметика, но есть кое-что еще хуже.[Сварка] выгорела слой оксида хрома, элемента, который предотвращает ржавление нержавеющей стали ».
Он добавил, что при правильной очистке нержавеющей стали хром проявляет своего рода ползучесть. «В некотором смысле [нержавеющая сталь] заживает сама себя», — сказал Коллиер. «Это немного похоже на порезание руки. Если вы позволите порезу испачкаться, на заживление уйдет много времени, и оно не очень хорошо заживет. Но если вы очистите порез и защитите его, порез сам заживет и не оставит слишком много следов.Нержавеющая сталь лечит себя так же ».
Если остается воронение или другие загрязнения, оставленные в процессе сварки, слой хрома не расползается и не герметизирует сварной шов. Если оксидный слой не закрыл сварной шов, вы получите окисление и ржавчину.
Чтобы добиться такой пассивации, производители очищают нержавеющие сварные швы одним из трех способов. Его маринуют при помощи травильной пасты; используют абразивные материалы и проволочные щетки; или они очищают его химическим способом, используя раствор кислоты или соли и электричество. После очистки поверхности слой оксида хрома должен сползти и запечатать сварной шов в течение 24-48 часов, в зависимости от марки нержавеющей стали и конкретной сварочной операции.
«Если продукт очищен должным образом, он сам отожжется, и этот продукт можно использовать на улице, даже в соленой воде или в среде с соленым воздухом; этот материал не должен обесцвечиваться или ржаветь », — сказал Коллиер.
Тем не менее, человеческий фактор может все усложнить. Оператор мог использовать проволочную щетку, и сварной шов может выглядеть идеально чистым, но оставшиеся следы загрязнения могут вызвать проблемы. То же самое можно сказать и о травлении и даже о химической очистке.Оператор может пропустить пятно или очистить его недостаточно хорошо, чтобы пассивировать его.
Пассивационное тестирование устраняет эту проблему. Обычно магазины отправляют детали для таких испытаний третьим лицам. Но, как объяснил Коллиер, производители теперь начинают использовать небольшие испытательные установки — одним из которых является интеллектуальный тестер пассивирования SURFOX ™ — для проведения тестов на пассивирование на месте. Некоторые компании используют тестер для реальных сварных швов, в то время как другие компании используют тестер для проверки того, что продукт (например, резервуар, изображенный здесь) действительно изготовлен из нержавеющей стали.
Тестер в основном измеряет проводимость в двух точках, при этом ток проходит через жидкость в датчике, что помогает сделать измерение максимально точным. На основании этого измерения прибор дает либо положительное, либо отрицательное значение. Положительный результат показывает, что ползучесть (пассивация) хрома произошла, и что материал герметичен и защищен от окисления и ржавчины.
«Если я получаю отрицательный результат, это говорит о том, что хром не ползет по сварному шву, — сказал Коллиер, — и может быть что-то, что его блокирует, будь то обесцвечивание или что-то еще.”
Технология тестирования не нова, но способ регистрации результатов в системе является новым. Обычно человеку, проводящему тестирование, необходимо вручную записывать результаты в электронную таблицу. Это было не слишком сложно, но открывало двери для ошибок. Теперь тестировщик автоматически передает результаты на защищенный сайт в Интернете.
Вот как это работает. В режиме онлайн человек, проводящий тестирование, может ввести номер работы и сорт нержавеющей стали. После настройки подключенное через Bluetooth® устройство тестирования отправляет показания на хост-сайт, который автоматически заполняет диаграмму, показывающую каждое показание пассивации (от -500 до +150), когда эти показания были сняты и с каким интервалом е.г., 25 отсчетов на расстоянии 8 дюймов). Тестировщик может сфотографировать контрольные точки и загрузить их в облако. Если человек проверяет сварной шов несколько раз в течение определенного периода, «каждый раз, когда он снимает новое измерение, это показывает, что он приближается к [желаемому] уровню пассивации», — сказал Коллиер.
Коллиер добавил, что эта технология может помочь обеспечить отслеживаемость. Цель состоит в том, чтобы, когда продукт покидает предприятие производителя, у него было доказательство того, что нержавеющая сталь действительно пассивирована и готова к использованию.
Правильное экранирование нержавеющей стали для сварки
Сварка нержавеющей стали требует выбора защитных газов, которые сохраняют ее металлургический состав и связанные с ним физико-механические свойства. Обычные элементы защитного газа для нержавеющей стали включают аргон, гелий, кислород, двуокись углерода, азот и водород (см. , рисунок 1, ). Эти газы комбинируются в различных пропорциях, чтобы удовлетворить потребности различных режимов переноса, типов проволоки, основных сплавов, желаемого профиля валика и скорости перемещения.
Газы для переноса короткого замыкания GMAW
Из-за плохой теплопроводности нержавеющей стали и относительно «холодного» характера дуговой сварки металла с переносом газа короткого замыкания (GMAW) для этого процесса требуется газ «тримикс», содержащий смесь от 85 до 90 процентов гелия (He), до 10 процентов аргона (Ar) и от 2 до 5 процентов диоксида углерода (CO 2 ). Обычная трехкомпонентная смесь содержит 90% He, 7-1 / 2% Ar и 2-1 / 2% CO 2 .Высокий потенциал ионизации гелия способствует зажиганию дуги после короткого замыкания; В сочетании с его высокой теплопроводностью использование He повысит текучесть сварочной ванны. Компонент Ar в тримиксе обеспечивает общую защиту сварочной ванны, в то время как CO 2 действует как реактивный компонент для стабилизации дуги (см., Как различные защитные газы влияют на профиль валика на рис. 2).
Некоторые тримиксы могут использовать кислород в качестве стабилизатора, в то время как другие используют смесь He / CO 2 / N 2 для достижения тех же результатов.У некоторых газораспределителей есть собственные газовые смеси, которые могут принести обещанные выгоды. Дистрибьюторы также рекомендуют эти смеси для других режимов переноса с такими же результатами.
Самая большая ошибка производителей — это попытка короткого замыкания нержавеющей стали GMAW той же газовой смесью, которую они используют для низкоуглеродистой стали (75 Ar / 25 CO 2 ), обычно потому, что они не хотят, чтобы для управления использовался дополнительный цилиндр. . Эта смесь содержит слишком много углерода. Фактически, любой защитный газ для использования с одножильными проводами должен содержать максимум 5% CO 2 .Использование большего количества дает металлургический продукт, который больше не может считаться сплавом марки L (марка L содержит менее 0,03% углерода). При избытке углерода в защитном газе могут образовываться карбиды хрома, что снижает коррозионную стойкость и механические свойства. Поверхность сварного шва также будет покрыта сажей.
В качестве примечания, при выборе металлов для короткого замыкания GMAW на базовых сплавах серии 300 (308, 309, 316, 347) изготовители должны выбирать сплав LSi. Наполнитель LSi имеет низкое содержание углерода (0.02%), что делает его особенно рекомендуемым при наличии риска межкристаллитной коррозии. Более высокое содержание кремния улучшает сварочные свойства, такие как смачивание, что способствует выравниванию вершины сварного шва и способствует сплавлению на носках сварного шва.
Изготовителям следует соблюдать осторожность при использовании процесса передачи короткого замыкания. Поскольку дуга гаснет, это может привести к неполному сварке, что сделает процесс непригодным для критических применений. В условиях высокой производительности импульсный перенос распылением был бы лучшим вариантом, если бы материал мог выдерживать свою тепловую нагрузку (≥ 1/16 дюйма.это самый тонкий из возможных материалов для сварки в импульсном режиме распыления). Если толщина материала и положение сварки поддерживают это, предпочтительнее использовать GMAW с переносом распылением, поскольку он обеспечивает более стабильное сплавление.
Газы для режимов распыления
Эти режимы с более высокой теплопередачей не требуют использования защитных газов с He. Для сварки распылением сплавов серии 300 обычно выбирают 98% Ar и 2% активных элементов, таких как CO 2 или O 2 .Некоторые газовые смеси могут также включать небольшое количество N 2 . Обладая более высоким потенциалом ионизации и теплопроводностью, N 2 способствует смачиванию и может обеспечить более высокие скорости движения или улучшить проникновение; это также может уменьшить искажения.
Для импульсного распыления GMAW приемлемым выбором может быть 100% -ный аргон. Поскольку импульсный ток стабилизирует дугу, для газа не всегда требуется активный элемент.
Рисунок 1: Газы для нержавеющей стали и их свойства.
Ферритные нержавеющие стали и дуплексные нержавеющие стали (с балансом феррита и аустенита 50/50) имеют более медленную лужу. Для этих сплавов смесь газов, такая как ~ 70% Ar / ~ 30% He / 2% CO 2 , будет способствовать лучшему смачиванию и увеличению скорости движения (см. Рисунок 3). Можно использовать аналогичную смесь для сварки никелевых сплавов, но это вызовет образование оксида никеля на поверхности сварного шва (например, добавления 2% CO 2 или O 2 будет достаточно. чтобы увеличить содержание оксидов, поэтому производители должны избегать их или быть готовы потратить много времени на шлифовку, поскольку эти оксиды настолько жесткие, что проволочная щетка обычно не удаляет их).
Газы для порошковой проволоки из нержавеющей стали
Производители используют порошковую нержавеющую проволоку для сварки в нерабочем положении, поскольку система шлака в этих проволоках обеспечивает «полку», которая поддерживает сварочную ванну при ее затвердевании. Поскольку флюсовые компоненты могут смягчить влияние CO 2 , порошковая нержавеющая проволока предназначена для использования со смесями газов 75% Ar / 25% CO 2 и / или 100% CO 2 . Хотя порошковая проволока может стоить дороже за фунт, стоит отметить, что более высокие скорости сварки во всех положениях и скорость наплавки могут снизить общие затраты на сварку.Кроме того, в порошковой проволоке используется обычный выход постоянного напряжения с постоянным напряжением, а базовые сварочные системы дешевле и менее сложны, чем импульсные системы GMAW.
Газы для GTAW
Для сплавов серий 300 и 400 стандартным выбором для дуговой сварки вольфрамовым электродом (GTAW) остается 100% -ный аргон. Во время GTAW некоторых никелевых сплавов, особенно при механизированном процессе, может быть добавлено небольшое количество водорода (до 5 процентов) для повышения скорости движения (обратите внимание, что никелевые сплавы, в отличие от углеродистых сталей, не подвержены водородному растрескиванию. ).
Для сварки супердуплексных и гипердуплексных нержавеющих сталей хорошим выбором будут 98% Ar / 2% N 2 и 98% Ar / 3% N 2 соответственно. Гелий также может быть добавлен для улучшения смачивания примерно на 30%. При сварке супердуплексной или гипердуплексной нержавеющей стали цель состоит в том, чтобы получить соединение со сбалансированной микроструктурой, состоящей примерно из 50 процентов феррита и 50 процентов аустенита. Поскольку формирование микроструктуры зависит от скорости охлаждения и поскольку сварочная ванна TIG быстро охлаждается, при использовании 100% Ar останется слишком много феррита.Когда используется газовая смесь с компонентом N 2 , N 2 примешивается к сварочной ванне и способствует образованию аустенита.
Поддерживающие газы
Нержавеющая сталь требует защиты обеих сторон стыка для получения готовых сварных швов с максимальной коррозионной стойкостью. Отсутствие защиты обратной стороны приводит к «засахариванию» или чрезмерному окислению, которое может вызвать разрушение сварного шва.
Плотно стыковые соединения с последовательно превосходной отделкой вверх или ситуациями, когда задняя частью сустава плотно содержащемуся не может требовать защитного газа.Здесь основная проблема заключается в том, чтобы не допустить чрезмерного обесцвечивания зоны термического влияния из-за отложений оксида, который затем потребуется механическое удаление. Технически, если температура задней стороны превышает 500 градусов по Фаренгейту, требуется защитный газ. Однако более консервативный подход — это порог 300 градусов по Фаренгейту. В идеале подложка должна быть ниже 30 частей на миллион O 2 . Исключением будет случай, если обратная сторона сварного шва будет выдолблена, отшлифована и приварена для получения сварного шва с полным проплавлением.
Можно выбрать два вспомогательных газа: N 2 (самый дешевый) и Ar (более дорогой). Для небольших компонентов или когда источник аргона легко доступен, использование этого газа может быть более удобным и не стоит экономии средств в размере N 2 . Для уменьшения окисления можно добавить до 5% водорода. Доступны различные коммерческие варианты, но распространены самодельные опорные устройства и продувочные дамбы.
Рис. 2: Элементы защитного газа из нержавеющей стали и их влияние на профиль валика.
Добавление 10,5% или более хрома — вот что придает нержавеющей стали ее нержавеющие свойства. Сохранение этих свойств требует выбора правильного защитного газа для сварки и правильных методов защиты обратной стороны соединения. Нержавеющая сталь стоит дорого, и ее используют не зря. Нет смысла пытаться срезать углы, когда дело касается защитных газов или при выборе присадочного металла в этом отношении. Таким образом, при выборе газов и присадочных материалов для сварки нержавеющей стали всегда имеет смысл обратиться к опытному газораспределителю и специалисту по присадочным металлам.