Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка.
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава.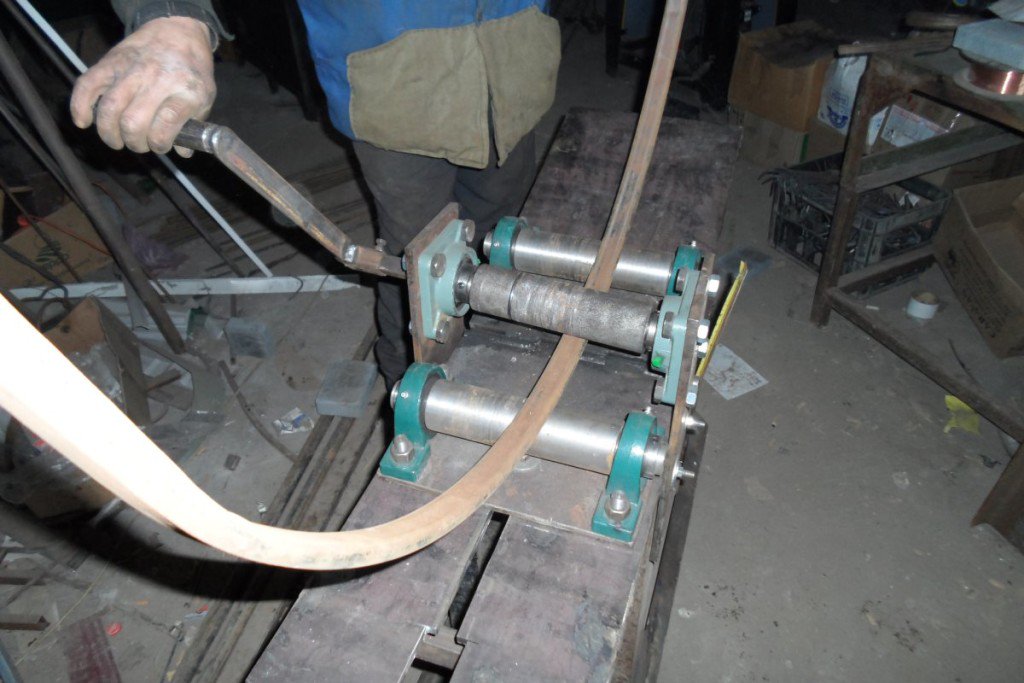
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.


Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
 Они нужны для выхода газа, который скопится при нагреве наполнителя;
Они нужны для выхода газа, который скопится при нагреве наполнителя; Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.

Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
 Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
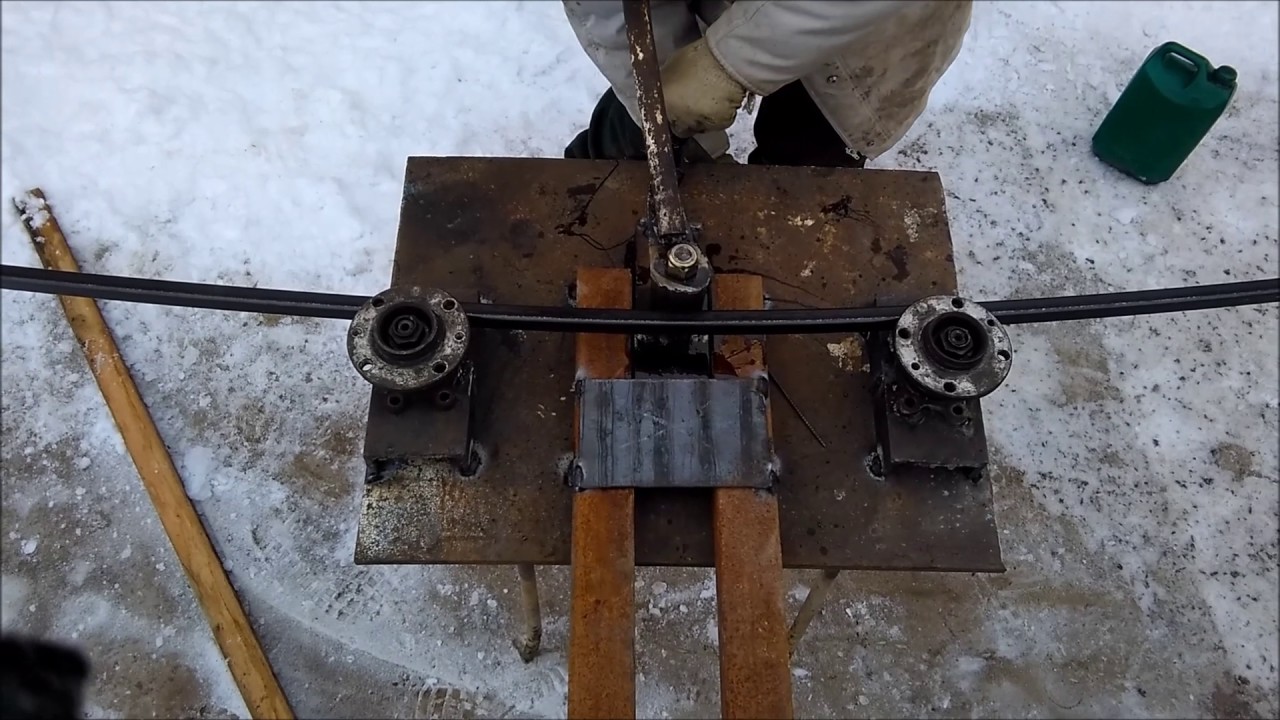
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
гнутая прямоугольная труба в домашних условиях, изгиб квадратной трубы без трубогиба, как гнуть профтрубу своими руками
Содержание:
Профильные виды труб с сечением квадратной или прямоугольной формы позволяют сооружать разнообразные конструкции, способные выдерживать повышенные нагрузки. При возведении частного строения нужно обладать навыками и знаниями, как согнуть профильную трубу в домашних условиях собственноручно, чтобы не повредить ее целостность.
Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями считается их сечение. Именно данная разница не во всех случаях позволяет использовать стандартные способы изгиба для создания требуемого радиуса кривизны.
Кроме этого, промышленные предприятия производят профильную трубную продукцию из разнообразных материалов, в том числе из меди, алюминия, латуни и т.д. Это приводит к необходимости использования разных техник, чтобы в итоге согнуть профильную трубу.
В процессе осуществления механических воздействий с целью получения изогнутого изделия труба может получить дефекты и тогда в процессе эксплуатации целостность конструкции со временем разрушится. По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
Чтобы достигнуть нужного радиуса изгиба при выполнении работы самостоятельно, следует ее делать плавно и неторопливо и контролировать величину прилагаемых усилий. Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
На выбор варианта, как в домашних условиях согнуть квадратную трубу, оказывает влияние толщина стенок трубной продукции. При четком представлении, каким должен получиться конечный результат, и правильном подходе к определению способа гнутья возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.
Следует знать, что при термическом воздействии, оказываемом на профильные изделия, происходят изменения во внутренней структуре металла, из которого они произведены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. Помимо этого, многократные попытки гнуть профильную трубу своими руками, приведут к ее разрушению.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: «Как загнуть трубу без трубогиба – способы для разных материалов»). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.
Трубогибы выпускают:
- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки. Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
При большом объеме работ и таком же размере труб, потребуется трубогиб для профильной трубы, оборудованный электроприводом, который приводится в движение просто – путем нажатия на кнопку.
 Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Чтобы выполнить изгиб труб, имеющих высоту профиля до 1 сантиметра, не требуется нагревать изделия для придания им криволинейного очертания. А вот трубную продукцию с высотой профиля свыше 4-х сантиметров без нагрева согнуть своими руками не удастся.
Использование болгарки при сгибании профильных труб
Чтобы гнутая профильная труба, сделанная своими руками, получилась требуемого радиуса загиба, можно применить болгарку.
Для этого:
- В месте, где планируется изгиб, нужно выполнить несколько поперечных пропилов (как правило, их потребуется 3).
- Потом следует собственноручно согнуть профильную трубу.
- В завершении места пропилов сваривают сварочным аппаратом.
Поскольку у профильной продукции сечение имеет правильную форму, то полученное изделие должно приобрести эстетичный вид при условии, что сваренные участки будут тщательно зашлифованы.
 Одновременно показатели прочности останутся прежними.
Одновременно показатели прочности останутся прежними.
Изгиб профильных изделий с применением пружины
Данный вариант отличается простотой исполнения, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно, чтобы она была стальной, толщиной примерно 2 миллиметра, и делают из нее пружину.
- Далее ее вставляют в трубу.
- Нагревают место будущего сгиба.
- В завершение работы изгибают изделие, соблюдая требуемый радиус.
Следует сразу же следить за правильностью сгиба профильной трубной продукции, поскольку нагретое изделие сохраняет свою эластичность непродолжительное время.
В процессе изготовления пружины нужно обращать внимание на такой важный момент: ее сегменты должны быть меньше на 1,5 –2 миллиметра, чем параметры соответствующей стороны сечения, которое имеется у профильного металлического изделия.
 Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Применение песка для сгибания трубы
При отсутствии возможности воспользоваться услугами профессионалов, когда работу приходится выполнять своими руками в бытовых условиях, помочь согнуть профильную трубу могут оригинальные решения, для реализации которых не потребуются большие финансовые затраты. При этом не придется прикладывать значительных физических усилий. Читайте также: «Как согнуть трубу без трубогиба – проверенные варианты для разных видов труб».
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.

За счет песка, засыпанного внутрь, будет обеспечена прочность и целостность конструкции трубы. После успешного выполнения работы его удаляют, предварительно убрав деревянные клинья.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
как своими руками согнуть профильную трубу своими руками (видео)
Как согнуть профильную трубу в домашних условиях?
Если вы заняты тем, что решили обустроить дачный домик или участок, вам хотя бы раз приходилось сталкиваться с необходимостью придавать трубам нужный изгиб для постройки, например, теплицы или ограды. Своими руками такое сделать под силу с применением особого оборудования после изучения несложной теоретической части.
Профильные трубы для теплицы выглядят намного выигрышнее и практичнее, если сравнить с другими подобными конструкциями. Они прочнее, функциональнее и, конечно же, красивее. Но если круглую трубу можно согнуть трубогибом, то хорошую теплицу из профильной трубы с применением такого инструмента не сделаешь.
Методы изменения формы профильных труб
Самым первым методом в данном случае является использование специальных машин и механизмов для изменения формы трубы. Такие машины называются трубогибами и применяют для изготовления опор теплиц. Однако, стоимость такого станка дне назовешь низкой, поэтому его можно взять в аренду или отнести материал в мастерскую.
Если же у вас время от времени возникает потребность делать детали теплиц или прочие округлые конструкции, можно найти ручные трубогибы, которые стоят дешевле и подойдут как для профильных, так и для труб с круглым сечением. Минус такого инструмента в том, что для его применения понадобятся усилия.
Такой инвентарь поможет избежать:
- получения окружности неподходящего радиуса;
- повреждения трубы;
- нанесения порчи своему имуществу;
- нанесения вреда самому «мастеру», который не знает как согнуть трубу в домашних условиях.
Учитывайте, что без применения особого оборудования не получится согнуть металлическую трубу в конструкцию большого радиуса, что и нужно для изготовления теплицы.
Как согнуть трубу с применением трубогибов
Перед тем, как начинать гнуть, нужно выяснить следующее:
- площадь сечения;
- плотность стенок;
- особенности материала;
- радиус;
- точность результатов изгиба;
- качество работы.
Не всякую трубу можно изогнуть в изделие определенного радиуса. Он будет зависеть от плотности стенок и площади сечения. Если не учесть эти параметры, то труба может сплющиваться и заламываться, а это отрицательно влияет на прочность конструкции. С квадратной трубой ситуация обстоит сложнее: по малому радиусу стоит производить сгиб ближе к концам, так как в средней это будет сделать сложнее.
Как выполнить изгиб трубы своими руками
Самый простой способ – применить трубогиб. Он поможет избежать таких неприятностей как искривление и появление волны на сгибе. Происходит это из-за того, что труба изгибается по изначально спроектированному шаблону, а растяжение происходит равномерно.
Вся процедура занимает несколько этапов:
- Деталь зажимают в специальных зажимах (разные машины применяются для трубы как с круглым, так и с квадратным сечением)
- На края трубы надевают пробки, делая пространство внутри герметичным
- Труба заполняется жидкостью
- Выполняют изгиб с помощью специального шаблона
Эта работа производится под внутренним гидростатическим давлением, поэтому деталь теплицы не повреждается. В одиночку произвести все манипуляции довольно сложно. Однако вы можете работать в паре.
Как согнуть профильную трубу с применением болгарки и сварки
Если у вас нет дорогостоящего оборудования или вам нужно выполнить разовую работу по монтажу теплицы, воспользуйтесь подручными материалами. Гибка вполне возможна, если есть болгарка и сварочный аппарат.
Последовательность действий при гибке такая:
- Рассчитать радиус, каким будет закругляться труба
- По длине участка, который нужно изогнуть, выполнить поперечные надрезы с трех сторон
- Гнуть трубу, не применяя особой физической силы
- Сварить места пропилов
- Шлифовать место сварки
Если все сделано правильно, швы после шлифовки и покраски будут незаметными. Посмотрите видео с подробным описанием этого простого, но действенного метода.
Посмотрите видео с подробным описанием этого простого, но действенного метода.
Как согнуть трубу с использованием средств внутреннего противодействия
Одним из средств, позволяющих гнуть профильную трубу, является специально изготовленная пружина. Она применяется в тех случаях, когда сохранение целостности стенок конструкции является принципиальным.
- Для работы берут стальную проволоку с радиусом 0,2 сантиметра. Чем плотнее стенки, тем толще должна быть применяемая проволока
- При помощи полнотелого эталона навить пружину с квадратом в поперечном сечении. Площадь сечения зависит от размера профилированной трубы: она должна свободно помещаться в трубу
- Пружину помещают вовнутрь трубы в ту область, где предполагается изгиб
- Деталь прогревается специальной паяльной лампой.
- В это время нужно деформировать дугу нужного радиуса, а пружина, находящаяся внутри, сохранит профильную трубу от излома
Эта методика трудоемка, зато изготовленная раз пружина будет служить многократно.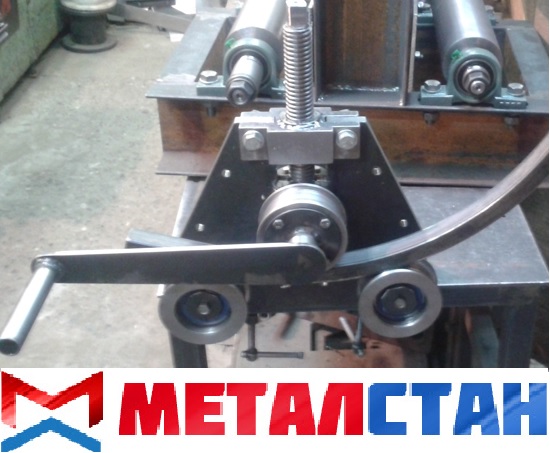 Весь технологический процесс можно увидеть на видео, которых достаточно много в сети (по запросу «как согнуть профильную трубу в домашних условиях», например). Если же вы не уверены, что сможете правильно согнуть металлическую профильную трубу для теплицы своими руками, то лучше обратиться за помощью специалистов. Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.
Весь технологический процесс можно увидеть на видео, которых достаточно много в сети (по запросу «как согнуть профильную трубу в домашних условиях», например). Если же вы не уверены, что сможете правильно согнуть металлическую профильную трубу для теплицы своими руками, то лучше обратиться за помощью специалистов. Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.
проблемы и пути их решения
Использование профильных труб (имеющих квадратное либо прямоугольное сечение) становится все более популярным, поскольку они обладают высокой прочностью и имеют хорошие показатели надежности. При этом правильно загнуть профильную трубу, не нарушив ее целостность и функциональность не так просто. Особо острым является вопрос гибки профильных труб своими руками в домашних условиях.
Использование гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной – это ее сечение. Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Следует также помнить, что любые механические воздействия с целью загнуть профильные трубы могут внести дефекты, а иногда привести к разрушению целостности конструкции, поэтому полезным будет позаботиться о возможности растяжения профильной трубы при ее изгибе.
Разнообразие применения гнутой профильной трубы для эстетических целей
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обращать внимание на плавность, неторопливость движений, а также прилагаемые усилия, что значительно снизит вероятность повреждений и поможет получить нужную криволинейную форму изделия.
На выбор необходимого способа изгиба влияет также толщина стенок профильной трубы. Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутреннего строения материала, из которого она произведена, и может значительно повлиять на свойства прочности и надежности. Кроме того, многократные воздействия с целью изменения формы трубы (загиб, разгиб), приводят к ее разрушению.
Особенности использования трубогиба
Перейдем к рассмотрению вариантов, как в домашних условиях согнуть профильную трубу. Отметим сразу, своими руками согнуть трубу профильную без применения специальных средств достаточно сложно, особенно, если толщина стенок трубы велика.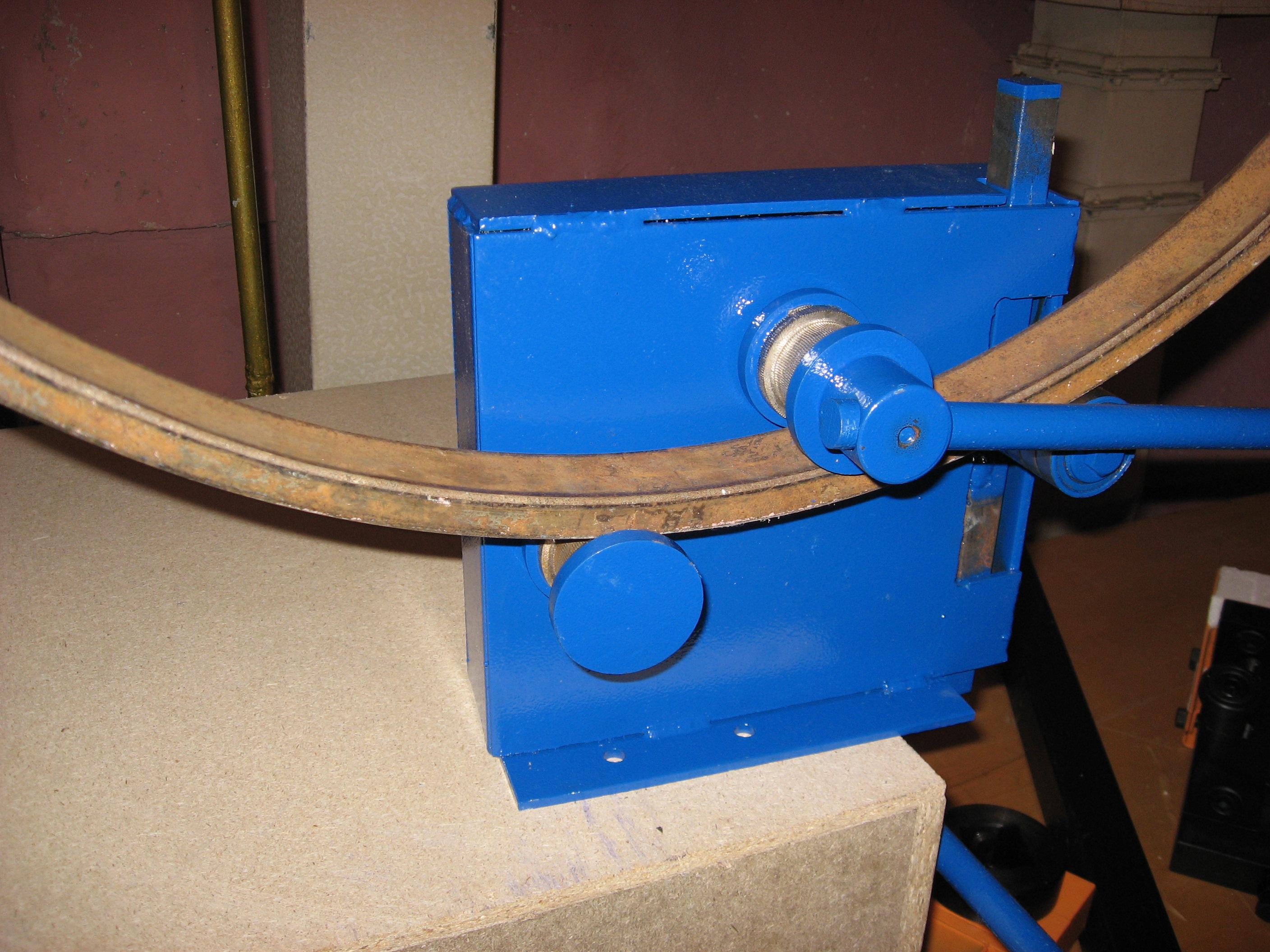 Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.
Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.
Ручной механический трехвалковый трубогиб для профильной трубы
Трубогибы бывают ручные и с электроприводом. В первом случае, гибка профильной трубы осуществляется вручную путем приведения в движение колеса трубогиба специальной рукояткой. Это приемлемо, если сечение трубы малой площади, а сама конструкция не является громоздкой и изменение ее формы возможно своими руками.
В ином случае, когда объем работ и размеры трубы достаточно большие, необходим трубогиб с электроприводом, приводимый в действие несложным нажатием на кнопку. Принцип работы аналогичен: движение колеса по грани. Но результат более эстетичен и менее трудозатратен.
Гидравлический трубогиб для круглой и профильной трубы
Если работы носят одноразовый характер, то в покупке спецоборудования и проведении работ в домашних условиях нет смысла, лучше обратиться в специализированные фирмы, можно взять станок в аренду. О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче. Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует учитывать, что профильные трубы с высотой профиля до 1 см, не нуждаются в нагреве для придания им криволинейной формы, тогда как трубы с высотой профиля более 4 см однозначно своими руками и без нагрева не согнуть.

Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Полезный совет! При изготовлении пружины необходимо следить, чтобы ее сегменты были на полтора-два миллиметра меньше, чем соответствующая сторона сечения профильной трубы. При таких условиях не составит труда поместить пружину внутрь профильной трубы.
Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.
Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба с квадратным сечением будет гнуться легче ближе к концам, а не к середине.
Как согнуть профильную трубу в домашних условиях без трубогиба своими руками
На чтение 9 мин. Просмотров 127 Опубликовано
Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из поликарбоната или цветочная пергола.
Создать дома своими руками гнутый металлический элемент, да еще без специального оборудования, для многих домашних мастеровых представляется неразрешимой задачей.
Чтобы узнать все секреты изготовления гнутых конструкций из металлических труб квадратного или прямоугольного сечения в домашних условиях, рекомендуем внимательно прочитать нашу обзорную статью.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
 Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.

В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.

Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.
Читайте также
Все способы, как согнуть ПНД трубу на производстве и в домашних условиях
Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
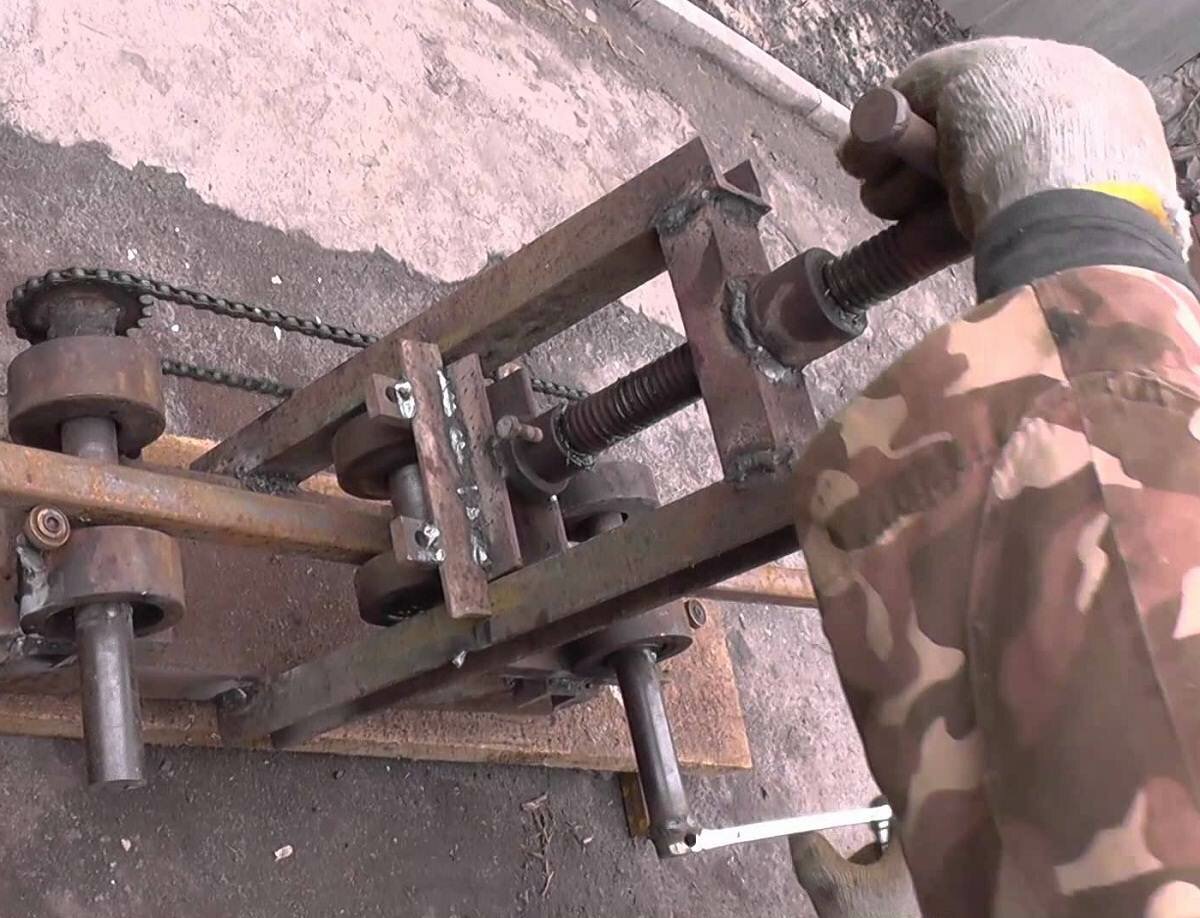
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу . Необходимо заготовить:
Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.

Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
Вопрос «как согнуть профильную трубу в домашних условиях без трубогиба» интересует многих домашних мастеровых. Существует несколько альтернативных решений придавать требуемый изгиб профильной трубе:
Формирование изгиба посредством обычной болгарки и с помощью сварки
Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
С применением средств внутреннего противодействия (песка, воды)
Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Необходимо подготовить следующие материалы и инструмент:
- Песок строительный.
- Деревянные клинья равные размеру поперечного сечения трубы.
- Паяльная лампа.
Технологическая последовательность выполнения работ:
- Вначале один конец трубы закрывается деревянным клином.
- Полость заполняется сухим песком.
- Деревянный клин вбивается в полость трубы.
- Один конец прочно фиксируется и начинается медленный прогрев изгибаемого участка паяльной лампой.
После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается. В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В зимнее время отличным помощником в сгибании будет обыкновенная замороженная вода. Закрытая деревянной пробкой полость заполняется водой. Под действием отрицательной температуры внутри образуется лед и труба легко сгибается, образуя красивый, и главное, прочный изгиб.
Усовершенствованная гибочная плита
В домашних условиях трубогибочной станок большим успехов может заменить горизонтальной металлической или бетонной плитой. Кроме плиты необходимо подготовить сверло по бетону или металлу, а также металлические анкеры.
Последовательность выполнения работ:
- Поверхность плиты размечается ячейками 40 х 40 мм или 50 х50 мм.
- В точках пересечения ячеек просверливаются отверстия для установки анкеров или штырей.
- Установленные металлические стержни заполняются бетонной смесь. Такая фиксация не допускает выпадения анкеров под нагрузкой от веса трубы.
- Заготовка вставляется между анкерами и под действием внешнего усилия изгибается под нужным радиусом.
- Чтобы обеспечить равномерный изгиб и не допустить сильной деформации, трубу немного прогревают.

Для закрепления формы изгиба заготовку следует оставить на некоторое время в зафиксированном положении.
Изгиб профильных изделий с применением пружины
Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Пружину предварительно закрепляют к ближайшему концу куском проволоки.
Горячая формовка
Согнуть прямоугольную или квадратную трубу можно методом горячего формования. Для этого нужен песок и надежные заглушки.
На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка — заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
При горячей формовке с высокой температурой нагрева запрещается допускать искрения металлической заготовки.
Рычагом с насадкой
В отличие от горячей формовки, где обязательным условием изгиба является нагрев металла, использование рычага с металла можно назвать холодным способом изгиба профильного трубного проката. Для этого способа необходимо подготовить лекало нужной конфигурации. Материалом может служить ДСП, фанера, лист гипсокартона или доска.
В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
Метод изгибы рычагом с насадкой не дает точного закругления конструкции и нужной аккуратности. Зато может применяться в любых условиях.
Как согнуть профильную трубу: советы и рекомендации специалистов
Содержание:
Вопрос, как загнуть профильную трубу, нередко возникает при обустройстве придомовой территории или участка. Особенно это актуально при обустройстве теплиц, виноградников, беседок. Выполнить работы на профессиональном оборудовании можно в компании «Стальмет», заявки принимаются по телефону +7 (812) 334-91-51. Для жителей Санкт-Петербурга и области возможна доставка.
Выполнить работы на профессиональном оборудовании можно в компании «Стальмет», заявки принимаются по телефону +7 (812) 334-91-51. Для жителей Санкт-Петербурга и области возможна доставка.
Если же объемы работ невелики, и вам требуется согнуть одну трубу малого диаметра, можно выполнить загиб вручную. Как это сделать? Читайте далее.
5 способов, как можно согнуть профильную трубу в домашних условиях
- Сгибание трубы с использованием нагрева. Для этого понадобится мощная горелка (можно воспользоваться паяльной лампой), станок с тисочным зажимом. Трубу необходимо разогреть в месте планируемого сгиба. Площадь прогрева равна шести диаметрам трубы. Под воздействием высокой температуры металл становится более гибким, податливым и может принять требуемую форму. Этот способ не всегда подходит и имеет ряд ограничений. Нагревание можно использовать лишь для единичных сгибов. Частый нагрев одного и того же изделия приведет к потере прочности металла. Данный способ можно применить на трубе с небольшим сечением.
- Загиб изделия при помощи болгарки. Удобный вариант, когда под рукой нет арсенала специальных инструментов. В месте будущего загиба нужно выполнить несколько надрезов трубы. Чем больше угол изгиба, тем меньше надрезов понадобится. Как правило, трех «полос» бывает достаточно. После этого трубу легко согнуть без дополнительных инструментов. Места надрезов в дальнейшем завариваются. Для достижения эстетической привлекательности, рубцы можно зашлифовать.
- Использование пружины. Из стальной проволоки с сечением 2 мм нужно сделать пружину чуть меньше диаметра трубы, которую требуется загнуть. Пружина помещается в трубу. Длина пружины должна быть больше длины рабочего изделия. Сгибание пружины неизбежно приведет к сгибанию трубы, в которую она помещена. Чтобы не «потерять» пружину в трубе, заранее следует привязать к ней длинную прочную проволоку. Благодаря этому проблем с извлечением пружины из трубы не возникнет.
- Сгибание трубы с помощью песка. Для этого метода песок необходимо просеять дважды. Сначала на крупном сите отбросить камешки, затем на мелком сите удалить маленькие песчинки. Зернистость песка должна быть примерно 0,7 мм. Предварительно закрыв один конец трубы деревянной пробкой, следует заполнить трубу песком и закрыть ее второй конец. Нельзя использовать в качестве заглушек другой материал вместо дерева. С помощью тисков следует зажать трубу и загнуть ее до требуемых параметров.
- Изгиб изделия с использованием воды. Достаточно простой способ. Его принцип похож на вышеописанный. Трубу следует заполнить водой и поместить в среду с отрицательной температурой, достаточной для замерзания воды внутри изделия. После этого труба легко поддается воздействию, а место сгиба получится гладким и аккуратным.

 Сначала на крупном сите отбросить камешки, затем на мелком сите удалить маленькие песчинки. Зернистость песка должна быть примерно 0,7 мм. Предварительно закрыв один конец трубы деревянной пробкой, следует заполнить трубу песком и закрыть ее второй конец. Нельзя использовать в качестве заглушек другой материал вместо дерева. С помощью тисков следует зажать трубу и загнуть ее до требуемых параметров.
Сначала на крупном сите отбросить камешки, затем на мелком сите удалить маленькие песчинки. Зернистость песка должна быть примерно 0,7 мм. Предварительно закрыв один конец трубы деревянной пробкой, следует заполнить трубу песком и закрыть ее второй конец. Нельзя использовать в качестве заглушек другой материал вместо дерева. С помощью тисков следует зажать трубу и загнуть ее до требуемых параметров.Как видите, согнуть профильную трубу без использования трубогиба вполне реально.
Распространенные сложности при сгибании профильной трубы своими силами
Профильная труба может быть квадратной, прямоугольной или многогранной формы. Имеющиеся ребра наделяют изделие большей прочностью и устойчивостью к сгибу. Это может вызвать ряд сложностей при выполнении работ:
Имеющиеся ребра наделяют изделие большей прочностью и устойчивостью к сгибу. Это может вызвать ряд сложностей при выполнении работ:
- На внутренней стороне трубы под воздействием силы могут образоваться складки, заломы.
- Внешняя часть изделия может растянуться и стать тонкой. Если толщина стенок трубы меньше 2 мм, гнуть ее нельзя. В этом случае оптимально использование сварки.
- Металл за счет упругости будет стремиться к восстановлению прежней формы. Заданный изначально угол следует брать чуть больше. Высчитать «зазор» можно рассчитав значение пластического момента сопротивления материала с учетом толщины стенок изделия.
- Во время сгибания могут нарушиться оси изделия, что часто критично и не допускает эксплуатации трубы.
Соблюдая рекомендации, как загнуть профильную трубу, вы сможете самостоятельно обустроить свой участок. Учет вышеизложенных нюансов поможет правильно выполнить все действия и избежать сложностей в работе.
Как согнуть профильную трубу в домашних условиях без трубогиба
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.
Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.
Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
Процесс гибки профильной трубы с помощью оправкиБольшую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
 Он должен быть изготовлен из прочного материала;
Он должен быть изготовлен из прочного материала;Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубыПружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
Как сделать трубогиб для гибки профильных трубИзделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.
Видео: Как согнуть трубу без трубогиба для навеса
Как согнуть трубу шпонка пластиковая без загиба
Во время строительных или ремонтных работ часто приходится сталкиваться с необходимостью изгиба под определенным углом трубы для монтажа систем водоснабжения, отопления и т. Д. Если заранее не закуплены готовые гнутые трубы, это можно сделать в домашних условиях. существующие трубы, но делать это нужно правильно, со всеми требованиями. Иначе можно просто разнести дорогой материал.
Д. Если заранее не закуплены готовые гнутые трубы, это можно сделать в домашних условиях. существующие трубы, но делать это нужно правильно, со всеми требованиями. Иначе можно просто разнести дорогой материал.
Изогнуть трубу можно разными способами, даже вручную, но велик риск поломки. Поэтому для сгибания лучше всего использовать специальное оборудование или подручные материалы, которые значительно облегчат сгибание.
Трубогиб ↑
Для гибки металлических труб с помощью специального инструмента — трубогибов профессиональных, различных по конструкции:
- ручной трубогиб предназначен для гибки труб с малым диаметром поперечного сечения. Как правило, на этом устройстве можно гнуть трубы из черных металлов и нержавеющей стали.Перед тем как согнуть алюминиевую трубу или нержавеющую сталь, нужно одним концом вставить трубогиб, и с помощью рычага постепенно согнуть изделие на нужный угол.
- — это устройства, предназначенные для гибки труб большого диаметра. В этом устройстве все прилагаемые изгибающие усилия компенсируются за счет цилиндров. Как согнуть трубу большого диаметра с помощью гидравлического трубогиба? Сначала необходимо определить место изгиба, затем закрепить один конец трубы в пазах и согнуть рычаг, чтобы совершить поступательное движение.
- для гибки труб с различным диаметром поперечного сечения используются электромеханические гибочные станки. Они отличаются высокой производительностью, точностью хода, гибкостью трубы и отсутствием необходимой физической силы оператора. Такие устройства дороги, поэтому покупать их для личного пользования не стоит.
 В этом устройстве все прилагаемые изгибающие усилия компенсируются за счет цилиндров. Как согнуть трубу большого диаметра с помощью гидравлического трубогиба? Сначала необходимо определить место изгиба, затем закрепить один конец трубы в пазах и согнуть рычаг, чтобы совершить поступательное движение.
В этом устройстве все прилагаемые изгибающие усилия компенсируются за счет цилиндров. Как согнуть трубу большого диаметра с помощью гидравлического трубогиба? Сначала необходимо определить место изгиба, затем закрепить один конец трубы в пазах и согнуть рычаг, чтобы совершить поступательное движение.Плоскопараллельная пластина ↑
Если необходима гибка трубы, но у вас нет трубогиба, для гибки трубы можно использовать пластину — имеет гнутую заготовку с канавкой, которая подходит для гибки металлических и пластиковых труб диаметром до 45 мм. которую необходимо согнуть, вставить в специальную прижимную пластину, зажать и загнуть вдоль пластины в паз. Этот способ гибки без гибки, довольно примитивный, но, как показывает практика, очень надежный.
Этот способ гибки без гибки, довольно примитивный, но, как показывает практика, очень надежный.
Важно! С помощью плоскопараллельной пластины можно согнуть просто короткую трубу.
На рисунке показана простая конструкция плоскопараллельных пластин, где 1 — пластина, 2 — пластина, 3 — зажим, 4 — трубка, которую нужно согнуть. Такое устройство можно сделать своими руками.
Стальная пружина ↑
Для гибки труб из цветных металлов, мягких и податливых, часто повреждаемых при изгибе, разрывах, применяется пружинная сталь средней твердости, диаметр которой должен позволять ей входить внутрь трубы.Пружину вводят в место будущей складки, после чего трубу можно согнуть в колене или закрепить в тисках. Стальная пружина позволяет стенке трубы непросто изгибаться, не деформироваться и не разрываться, поскольку принимает на себя все усилия сжатия и растяжения металла.
Помните! Прежде чем вставить в трубу стальную пружину, закрепите ее на конце длинной проволоки или прочного шнура, с помощью которого вы сможете вытащить пружину из трубы после сгибания.
Часто бывает, что гнуть трубку нужно сразу, чтобы можно было завершить укладку воды, монтаж теплого пола или закончить создание фасонного изделия, а удобный трубогиб там и ближайший магазин находятся очень далеко.Что делать в этой ситуации? А как гнуть без загиба?
Советы по гибке пластиковых труб ↑
При строительстве частных домов часто используют пластиковые трубы, как правило, гнутые. Но гнуть их сгибанием не рекомендуется! Так они лучше гнут руки — и проще и быстрее. Но одним махом гнуть трубу не нужно. Ведь велик риск поломки. Поэтому лучше выполнять сгибательные, медленные, устойчивые движения. Необходимо взять трубу в руки и за 5-6 подходов согнуть на нужный угол.
Гибкая трубка из полипропилена ↑
Гнутые пластиковые трубы, обычно используются в водопроводных системах, системах отопления, канализации в обход некоторых препятствий. Но полипропилен — достаточно твердый материал, который не сопротивляется изгибу при изгибе и пружинит обратно в исходное положение.
При проворачивании полипропиленовой трубы? Благодаря использованию промышленной сушилки! Постепенно прогревая место изгиба, можно гнуть под любым углом. Самое главное, постоянно согревать и при этом сгибать ее плавными движениями.Но помнить, что очень горячая труба из полипропилена тоже невозможна, потому что она начнет плавиться.
Как гнуть профиль трубы ↑
Профильные трубыприменяются в основном при строительстве теплиц, беседок и других наружных конструкций. Однако если трубу с круглым сечением можно согнуть вручную или профессионально, профиль так гнуть не получится — он просто в месте сгиба разрушится или потрескается. Как правило, для того, чтобы его гнуть, используют специальные станки — профиль здесь.Но для личного пользования такие машины очень дороги и покупать их не нужно. Поэтому для личного пользования можно приобрести ручные гибочные станки, способные гнуть трубу как квадратного сечения, так и круглую.
Единственное предупреждение, которое появляется в профиле изгиба трубы на ручном трубогибе, — это необходимость использования пользователем достаточно большой физической силы. Важно помнить, что на ручном трубогибе можно гнуть исключительно стальные, медные и пластмассовые трубы с небольшим диаметром поперечного сечения.
Важно помнить, что на ручном трубогибе можно гнуть исключительно стальные, медные и пластмассовые трубы с небольшим диаметром поперечного сечения.
Но можно использовать еще и «традиционные методы». Например, для сгибания можно использовать песок или воду.
Как согнуть квадратную трубу песком? Для этого нужно внутри нее засыпать сухой песок, чтобы он плотно заполнил все внутреннее пространство. Затем концы трубы необходимо забить, чтобы не просыпался песок. Затем нужно создать упоры для торцов. Вы также можете удерживать их в тисках. Теперь резиновым молотком или деревянным молотком слегка постучите по трубе и согните ее до нужного радиуса.
Нанесение песка при изгибе трубы, ее металлические стенки не деформируются и не ломаются.
Если вам необходимо согнуть квадратную трубку со значительным радиусом изгиба, для нагрева ее стен желательно использовать паяльную лампу или газовую горелку. В результате нагретый металл легко будет изгибаться. Признаком того, что вы готовы приступить к сгибанию трубы, является появление на ней накипи.
Помните! Оцинкованную профильную трубу таким образом согнуть невозможно, ведь можно нарушить целостность ее покрытия.
Также можно гнуть профиль водой. Этот способ лучше всего подходит для строительства водопровода или отопления зимой. Для этого в трубу перекачивают воду, прежде чем закрыть один из ее концов трубы, и выставить ее на мороз. После того, как вода полностью замерзнет, можно приступать к сгибанию. Но движения также нужно делать плавно и поступательно.
Помните: дюралюминиевые и латунные трубы можно гнуть одинаково!
Идеальный изгиб для достаточно жесткого изгиба.Поэтому лучше воспользоваться услугами профессионалов, которые выполнят работы на специальной технике со всеми необходимыми условиями.
Связанные с контентом
Как согнуть дерево в домашних условиях с помощью пара с помощью простого пароварки
Как гнуть древесину паром в домашних условиях
Самый эффективный способ гнуть дерево — с помощью пара.
Паровая гибка древесины включает в себя обработку пиломатериала паром в течение определенного периода времени, позволяя пару проникнуть в древесину.Это приведет к тому, что тепло разрыхлит волокна между зернами. Это делает древесину податливой, что позволяет мастеру по дереву формировать древесину с помощью приспособления.
Процесс гибки дерева с использованием пара отнюдь не новость в мире деревообработки, и все, что вам нужно, чтобы попробовать дома, — это простой паровой бокс, сделанный своими руками.
Два основных компонента, из которых состоит система парового ящика, — это корпус / ящик, в который вы поместите кусок дерева, который необходимо согнуть, и парогенератор.
В этом уроке я покажу вам, как согнуть дерево, объединив эти компоненты, чтобы сделать простой паровой ящик своими руками.
Что понадобится для изготовления пароварки, чтобы гнуть дерево в домашних условиях:
- Парогенератор — стальной барабан, используемый для кипячения воды.
Корпус — я использовал отрезок трубы из ПВХ, поэтому мне не нужно было строить деревянную коробку.
Труба / ограждение должны быть достаточно длинными и широкими, чтобы вмещать древесину, которую вы собираетесь сгибать.
Но что более важно, он также должен уметь справляться с тепловыделением от контакта с паром. - Две заглушки для закрытия концов трубы.
В зависимости от того, какую трубу вы используете, почти наверняка можно будет купить заглушку на концах трубы.
Если вы решили построить ящик из дерева, вы можете просто закрыть один конец и добавить навесную дверь к другому для доступа внутрь ящика. - Пустой стальной барабан с закрывающейся крышкой для кипятка.(Альтернативой кипячению воды в стальном барабане было бы использование отпаривателя для обоев для выработки пара, необходимого для гнутья древесины).
- Фитинг с фланцем для крепления трубы к парогенератору.
Гибкая труба длиной 32–50 мм (1–2 дюйма) , способная отводить тепло от пара.
Силиконовая или резиновая трубка даст наилучшие результаты.
Труба будет использоваться для передачи пара от генератора к коробке. - Два фланцевых фитинга для труб (того же диаметра, что и труба, используемая для транспортировки пара от генератора к кожуху) — они будут использоваться для прикрепления одного конца трубы к торцевой крышке из ПВХ, а другой — к крышка стального барабана.
- Источник тепла для нагрева воды в стальном барабане до точки кипения. (Я использую огонь, но подойдет электрическая плита или газовая горелка)
В качестве альтернативы можно использовать отпариватель / средство для удаления обоев. В этом случае, однако, стальной барабан устаревает.


Препарат
Перед сборкой парового короба необходимо изменить одну из торцевых крышек из ПВХ, а также крышку барабана, чтобы можно было прикрепить к ней трубу.
Это делается путем просверливания отверстия в крышке и крышке, диаметр которого более или менее совпадает с диаметром трубы, которая будет использоваться между парогенератором и паровой камерой.
После этого прикрепите трубный фитинг с фланцем к каждому из двух.
Затем трубу можно прикрепить к фитингу с помощью хомутов.
Дальнейшая подготовка включает добавление стальных стержней или деревянных дюбелей через поперечное сечение трубы из ПВХ (ограждение паровой камеры). Это сделано для того, чтобы служить решеткой, на которую во время обработки паром будут помещаться куски дерева, чтобы пар достигал всей поверхности доски.
ВАЖНО : Система не должна быть герметичной (герметичной) . Сделайте отверстие на нижней стороне трубы из ПВХ, чтобы сбросить давление и спустить скопившуюся воду.
Пар может создавать большое давление, и если его не выпускать, труба или любой из других компонентов может и, вероятно, лопнет или взорвется.
Использование паровой камеры
Залейте воду в стальное ведро (парогенератор).
Около 5 литров (1,3 галлона) воды будет более чем достаточно для производства пара в течение часа или более.
Вам нужно использовать меньше воды, чтобы вода могла быстрее закипеть.
Примените источник тепла, достаточно сильный, чтобы довести воду до кипения. Если вы решите не использовать отпариватель для обоев, подойдет огонь, плита или газовая горелка.
Установите крышку на ведро с прикрепленной трубой, а другой конец (с торцевой крышкой) на трубу из ПВХ. Оставьте другой конец паровой камеры открытым, чтобы вы могли отслеживать, когда ваша система производит пар.
Как только вы заметите, что пар захватывает другой конец парового короба / трубы, вы можете положить древесину поверх дюбелей внутри трубы и закрыть трубу оставшейся торцевой крышкой.(Надевайте перчатки, чтобы не обжечься при проникновении в паровую камеру)
Как долго варить дрова
Общее правило пропаривания древесины — час на дюйм, хотя у разных пород будет разное время пропаривания, в то время как некоторые породы древесины вообще нельзя гнуть.
В случае очень плотной древесины пару трудно проникнуть в древесину.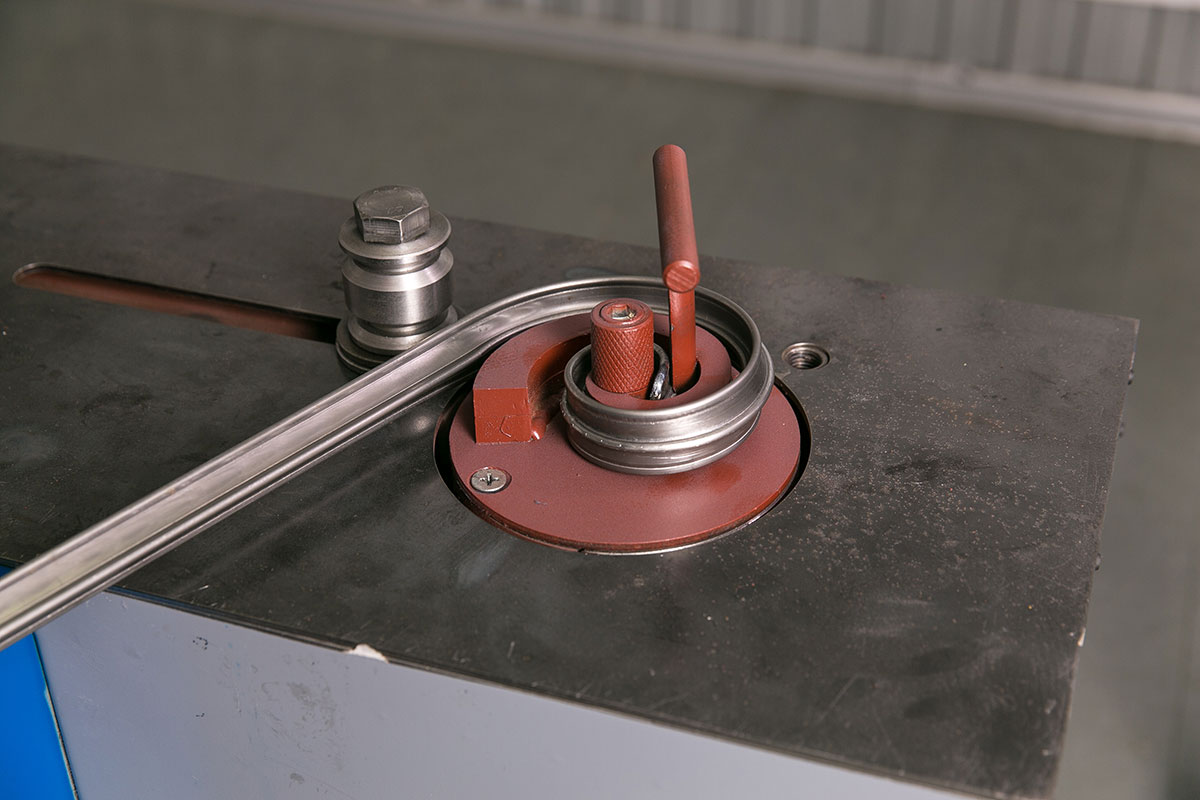
Предварительное замачивание сгибаемой древесины на 6–24 часа также может сократить время обработки паром и повысить эффективность сгибания.
Гибка дерева с помощью приспособления
После того, как древесина была подвергнута воздействию пара в паровой камере в течение достаточного времени, ее необходимо перенести в зажимное приспособление, в котором ее можно согнуть и закрепить в желаемом профиле.
В процессе гибки древесина на внешней стороне гибки будет растягиваться, что может привести к ее расколу.
Идеальное приспособление должно ограничивать возможность этого, поддерживая всю длину изгиба изнутри и снаружи.
Вырезание наружной и внутренней части (положительного и отрицательного) желаемого изгиба с последующим размещением пропаренной доски между ними ограничит вероятность раскола.
В качестве альтернативы, при использовании одного шаблона для сгибания доски, стальную ленту можно закрепить на поверхности с внешней стороны сгиба. Это ограничит растяжение внешней поверхности и, таким образом, ограничит возможность растрескивания во время процесса гибки.
Это ограничит растяжение внешней поверхности и, таким образом, ограничит возможность растрескивания во время процесса гибки.
После того, как древесина будет зажата на зажимном приспособлении, ее можно дать остыть.
На время восстановления, необходимое для надлежащего охлаждения древесины, влияют разные факторы. Поэтому я бы посоветовал оставить гнутую древесину в зажимном приспособлении как минимум на 12 часов.
Что нужно помнить при паровой гибке древесины
- Не вся древесина изгибается.
- Следует ожидать небольшого упругого возврата.
- Закрепите изгиб по всей длине изнутри и снаружи.
- Используйте древесину там, где волокна проходят по длине дерева. Выступающие по краям зерна создают слабые места, которые могут сломаться при изгибе.
- Не используйте доски с узлами.
- Очень важно добавить в паровую камеру отверстие для сброса давления.
- Используйте соответствующее защитное снаряжение для работы с горячими поверхностями и работы с паром.
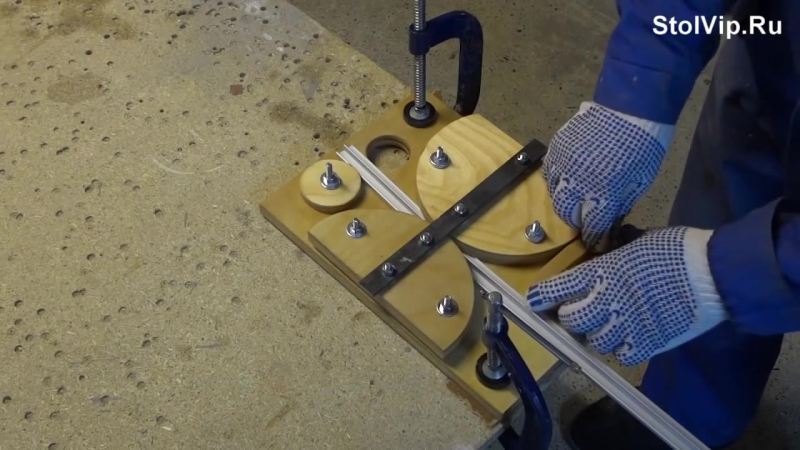
Гибка профилей Труба — гибка круглых труб, гибка профилей Гибка труб профилей и гибка секций
Описание:
Трубы и трубки также известны как HSS (полая конструкционная сталь), как квадратные и прямоугольные трубы, поскольку они полые.
В зависимости от конкретных требований вашего проекта трубогибочный станок BIT может быть выполнен из различных материалов, включая углеродистую сталь, нержавеющую сталь, алюминий, титан и медь.
Круглая труба хорошо поддается изгибу из-за симметрии детали и потому, что при использовании подходящей трубки деталь может быть хорошо герметизирована, чтобы избежать овальности или других искажений. Вообще говоря, более крутые изгибы труднее выполнять при изгибе круглой трубы; аналогично, чем тоньше стена, тем сложнее изгиб. Однако при использовании правильного инструмента, оборудования и процедур отличное качество может быть достигнуто даже при гибке тонкостенных круглых труб с малым радиусом.
Однако при использовании правильного инструмента, оборудования и процедур отличное качество может быть достигнуто даже при гибке тонкостенных круглых труб с малым радиусом.
Дополнительная литература: Разница между трубой и трубой
Профили для гибки трубы
Профилегибочная машина серии BIT может сгибать все типы труб, включая алюминий, нержавеющую и углеродистую сталь. Мы даже сгибаем специальные материалы, такие как медь, цирконий и титан.
Трубы и трубки задаются по-разному.Труба НЕ определяется по внешнему диаметру материала и не имеет легко определяемой толщины.
Информация о номинальном размере трубы
BIT предоставляет подробную информацию о номинальном размере трубы и спецификациях труб, а также представляет полную таблицу толщины и веса сортамента 40 и сортамента 80.
Подобно квадратным и прямоугольным трубам, круглые трубы и трубы можно сгибать практически при любом способе гибки секционных гибочных станков серии BIT, доступных в нашем магазине. Эти процессы включают гибку с вытяжкой, гибку в рулонах, ступенчатую горячую гибку, постепенную холодную гибку и индукционную гибку. Единственное исключение — листовой валок.
Эти процессы включают гибку с вытяжкой, гибку в рулонах, ступенчатую горячую гибку, постепенную холодную гибку и индукционную гибку. Единственное исключение — листовой валок.
Профилегибочный станок серии W24s может сгибать все типы труб, включая алюминий, нержавеющую и углеродистую сталь. Мы даже сгибаем специальные материалы, такие как (цирконий и титан). Углеродная труба (произведенная на заводе) классифицируется как ASTM A53 (чаще всего), что дает предел текучести (фунт / кв. Дюйм) минимум 30 000 для марки A и 35 000 для марки B.Углеродные трубки (произведенные на заводе) чаще всего классифицируются как ASTM A500B, что дает предел текучести (фунт / кв. Дюйм) минимум 46000 для класса B.
Сопутствующие данные : Сходства между гибкой круглой и прямоугольной трубки
Труба и трубка могут использоваться практически любое применение, но чаще всего используются в качестве перил, товаров для отдыха (игровые площадки, велосипедные стойки, стойки ворот), промышленных товаров (котельные трубы, теплообменники, системы трубопроводов) и изогнутых элементов навесов и навесов.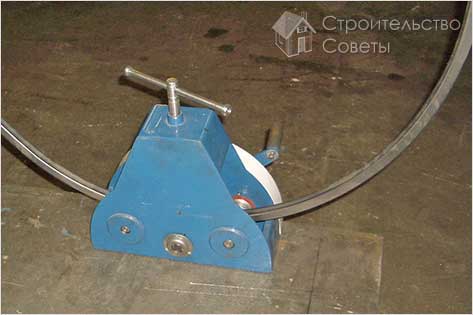
Дополнительная литература : Квадратные и прямоугольные трубы также известны как HSS (полая конструкционная сталь).
ТЕХНИЧЕСКИЕ ДАННЫЕ | Трубогибочные станки Cansa
Техническая информация на T he Труба B конец
1. Определение изгиба труб
Гибка труб — это процесс, используемый для придания трубке или трубопроводу определенной формы или конструкции.Этот процесс работает с металлом, сплавами, алюминием, титаном и сталью.
Для гибки труб используются различные методы в зависимости от используемого материала и требуемой точности. Наиболее распространенными процедурами являются гибка с вращательной вытяжкой, трехвалковая гибка, гибка под давлением и гибка с помощью пресса (рис. 1).
Рисунок 1. Процессы гибки.
2. 1. Типы процессов
1. Типы процессов
2.1.1. Ротационная гибка с вытяжкой
Когда применяется гибка с вращающейся вытяжкой, трубка закрепляется между гибочной головкой и зажимной матрицей. Вращение обоих инструментов вокруг оси гибки сгибает трубу до радиуса гибочной матрицы. Пресс-матрица (скользящая деталь) служит для приема радиального напряжения, возникающего в процессе формования, и поддерживает прямой конец трубы снаружи.Если дополнительно применить оправку и скребок (гибка оправки), можно получить высококачественную заготовку даже при использовании тонкостенных труб и малого радиуса изгиба.
2.1.2. Компрессионная гибка
Гибка сжатием аналогична поворотной гибке с вытяжкой. Этот метод гибки осуществляется с помощью подвижной каретки и стационарного гибочного штампа, между которыми зажимается труба. Скользящая каретка, которая вращается вокруг радиального блока, изгибает трубу до радиуса гибочной матрицы.
2.1.3. Плунжерная гибка (гибка прессом)
Когда применяется гибка с помощью плунжера, гибочный инструмент прижимается к двум встречным роликам вручную или с помощью гидравлики. Это движение заставляет трубку, вставленную между радиусным блоком и контр-роликами, изгибаться по радиусу. Трубку нельзя поддерживать изнутри; поэтому этот метод подходит только для толстостенных труб и большого радиуса изгиба.
2.1.4. 3-валковая гибка
Трехвалковая гибка также используется для изготовления деталей с большим радиусом изгиба. Этот метод аналогичен методу изгиба с помощью плунжера, но рабочий цилиндр и два неподвижных встречных ролика вращаются, образуя изгиб [1].
3. Гибочные инструменты
Инструменты для гибки Rotary Draw Bending (рис. 2) были разработаны во время этого проекта.Гибочная матрица — это основной инструмент, который направляет трубу вдоль оси вращения. Зажимная матрица встречает гибочную матрицу и перемещается одновременно, поскольку она используется для зажима заготовки. Оправка используется для предотвращения изменения формы сечения и разрушения области изгиба.
Зажимная матрица встречает гибочную матрицу и перемещается одновременно, поскольку она используется для зажима заготовки. Оправка используется для предотвращения изменения формы сечения и разрушения области изгиба.
Рис. 2. Гибочные инструменты [2].
Пресс-матрица предназначена для компенсации изгибающих усилий и для удержания трубки в правильном положении, она движется линейно вместе с трубкой.Грязесъемник закреплен между полостью гибочного штампа и трубкой сразу за линией касания. Важнейшей особенностью грязесъемника является скошенный край, который предотвращает превышение конечным выступом предела текучести и образование складок [3]. Из-за небольшого радиуса трубки и достаточной толщины стенки образование складок не будет иметь решающего значения, поэтому для снижения затрат не используется стеклоочиститель.
Подробные объяснения этих инструментов будут даны в разделе Tool ion .
4.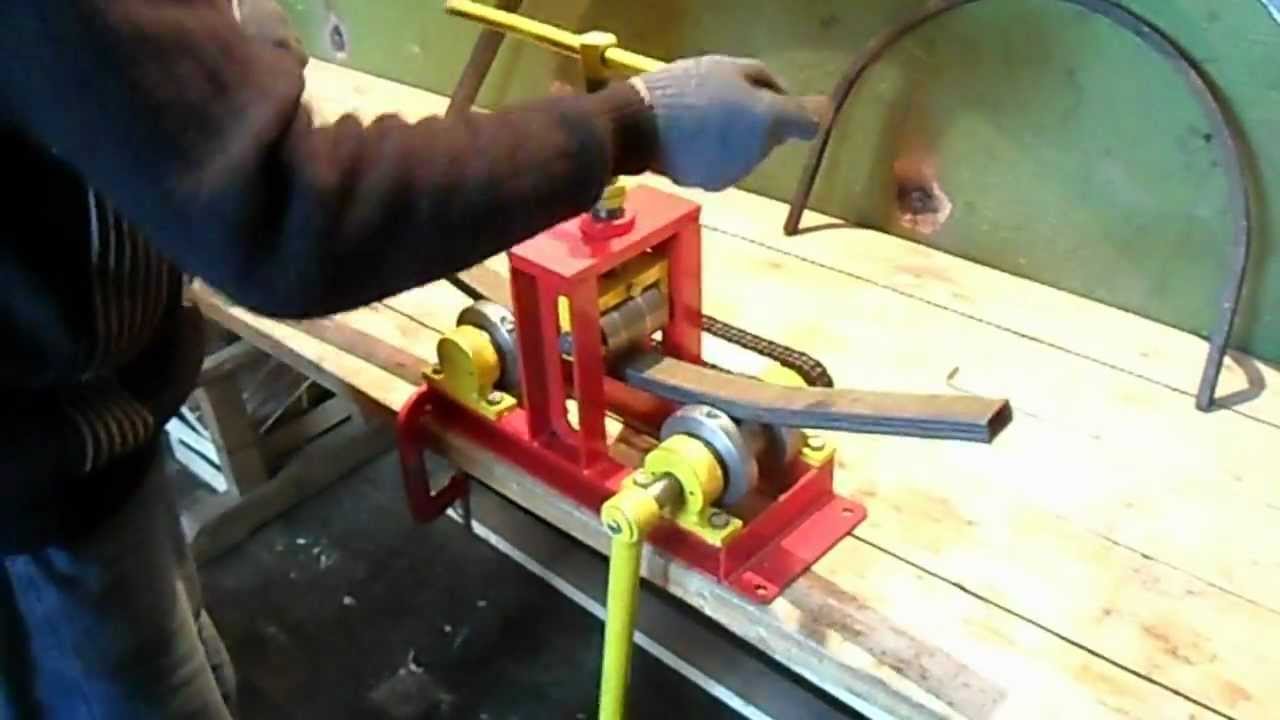 Приложения
Приложения
Гибка труб имеет широкий спектр применения. Гнутые трубы и трубы используются для рекламных вывесок, структурных целей, сельского хозяйства (например, тракторы), автомобильных деталей, декоративных и мебельных деталей (Рисунок 3).
Точки подключения и стандартные размеры инструментов, такие как высота матрицы, разработаны в соответствии с этой машиной.
Рисунок 4.Загибочный станок.
Рис. 5. Процесс гибки трубы.
Изгибаемые латунные трубки показаны на рис. 6. и 7. Они имеют разную геометрию, но изогнутые части имеют одинаковые размеры, поэтому для обеих трубок будет использоваться спроектированная матрица.
Рисунок 6.- 7. Трубки.
2. Проблемы при изгибе труб
2.1. Важные характеристики
Внешний вид: Считается важным, когда эстетический вид становится одной из основных проблем, когда сама трубка устанавливается в области, видимой человеческому глазу, или просто там, где сама трубка является частью декоративной конструкции. Следует избегать сплющивания, чтобы сохранить хороший внешний вид.
Следует избегать сплющивания, чтобы сохранить хороший внешний вид.
Толщина стенки: В некоторых случаях, когда жидкость под давлением проходит внутри трубы, толщина стенки считается важной, поскольку чем тоньше стенки, тем меньше сила, которую она может выдержать без повреждений.
Геометрия: Трубы различной геометрии могут требовать разных параметров при формовании. Например, необходимо соблюдать особую осторожность при формировании квадратных трубных профилей, поскольку гораздо труднее выдерживать острые края профиля в процессах гибки.
2.2. Факторы, вызывающие трудности
Малая толщина стенки по сравнению с диаметром трубы: Когда отношение толщины стенки к диаметру трубы является небольшим или значительным, на стенках трубы могут возникать трещины и складки. Для каждого материала трубок существует ограничение на рассматриваемое соотношение.
Малый радиус изгиба: Изменение диаметра гибочной матрицы приводит к изменению радиуса изгиба.Изгиб с малым радиусом изгиба может быть критичным, поскольку будет слишком большое напряжение на внешней стороне и слишком большое сжатие на внутренней стороне трубки, что может вызвать разрыв или схлопывание с внешней стороны и образование складок на внутренней стороне. На рис. 8. показана труба после процесса гибки с помощью гибочной матрицы малого диаметра. Если бы диаметр гибочной матрицы был больше, трубка изгибалась бы без сплющивания.
Рисунок 8.Гибка с помощью гибочной плашки малого диаметра.
Сварной шов: Будьте осторожны при изгибе труб, предварительно сформованных сваркой. Изгиб не должен производиться через сварную зону, так как сварная поверхность может не выдержать растягивающих усилий и может привести к выходу из строя из-за сварного шва.
2.3. Проблемы с изгибом
Изменения сечения: из-за растягивающих и сжимающих напряжений во внешней и внутренней частях соответственно происходит внешнее утончение и внутреннее утолщение на поперечном сечении трубы в области изгиба. (Рисунок 9)
Рисунок 9. Изменения раздела [6].
Сморщивание: при работе с малым радиусом изгиба и малой толщиной стенки по сравнению с диаметром трубы может возникнуть сморщивание (рис. 10). Чтобы этого не произошло, следует использовать соответствующий стеклоочиститель.
Рисунок 10. Морщинистость [7].
Бугорок на внешней стороне отводного конца: между гибочной головкой и зажимной матрицей имеется зазор в 1 мм при удерживании трубы для гибки.Этот зазор используется, чтобы лучше удерживать изгибаемую деталь и предотвратить ее скольжение. Тем не менее, если гибочная матрица и зажимная матрица должны удерживать деталь слишком плотно, в зазоре могут образоваться неровности, что нежелательно.
Царапины в области зажима: царапины в области зажима могут возникнуть, если зажим удерживает деталь слишком сильно.
Удары сегмента шара в области изгиба: если использованная оправка имела шарики, и если размер и материал оправки не были отрегулированы должным образом, в зоне изгиба могут быть отпечатки шариков, которые будут видны снаружи.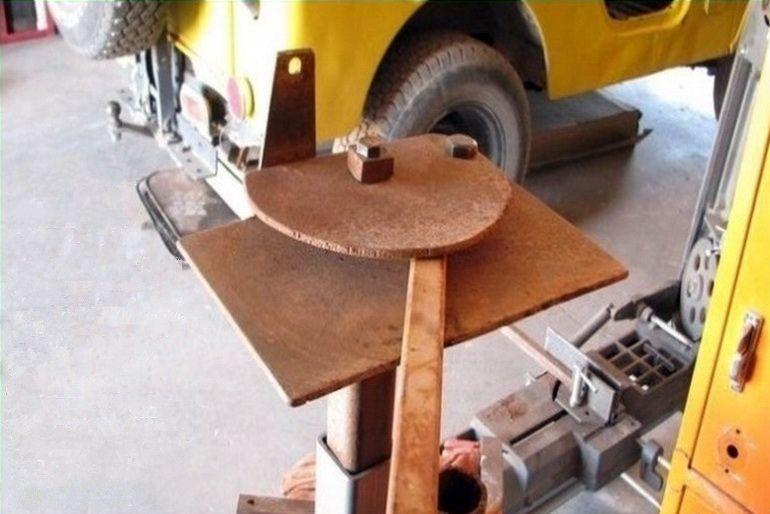
Царапины на внутренней стороне области изгиба: используемая оправка может оставлять царапины на внутренней стороне области изгиба трубки. Следовательно, чтобы преодолеть эту проблему, необходимо выбрать соответствующий радиус оправки и материал.
Метки инструмента на осевой линии: пресс-форма служит для восприятия радиального напряжения и поддерживает прямую трубу снаружи. При этом трубка должна проскользнуть внутрь. Из-за этого, если материал штампа под давлением не обработан должным образом, могут появиться следы инструмента на центральной линии.Например, ковкий чугун можно использовать в качестве материала, который имеет сферические зерна в диапазоне микроструктуры. Таким образом можно предотвратить появление следов инструмента.
Возврат к пружине: когда процесс изгиба будет завершен, оставшиеся напряжения в теле изогнутой трубы вызовут релаксацию в части, которая уменьшит степень изгиба (Рисунок 11). Чтобы решить эту проблему, начальная степень изгиба может быть в определенной степени увеличена в зависимости от результатов моделирования.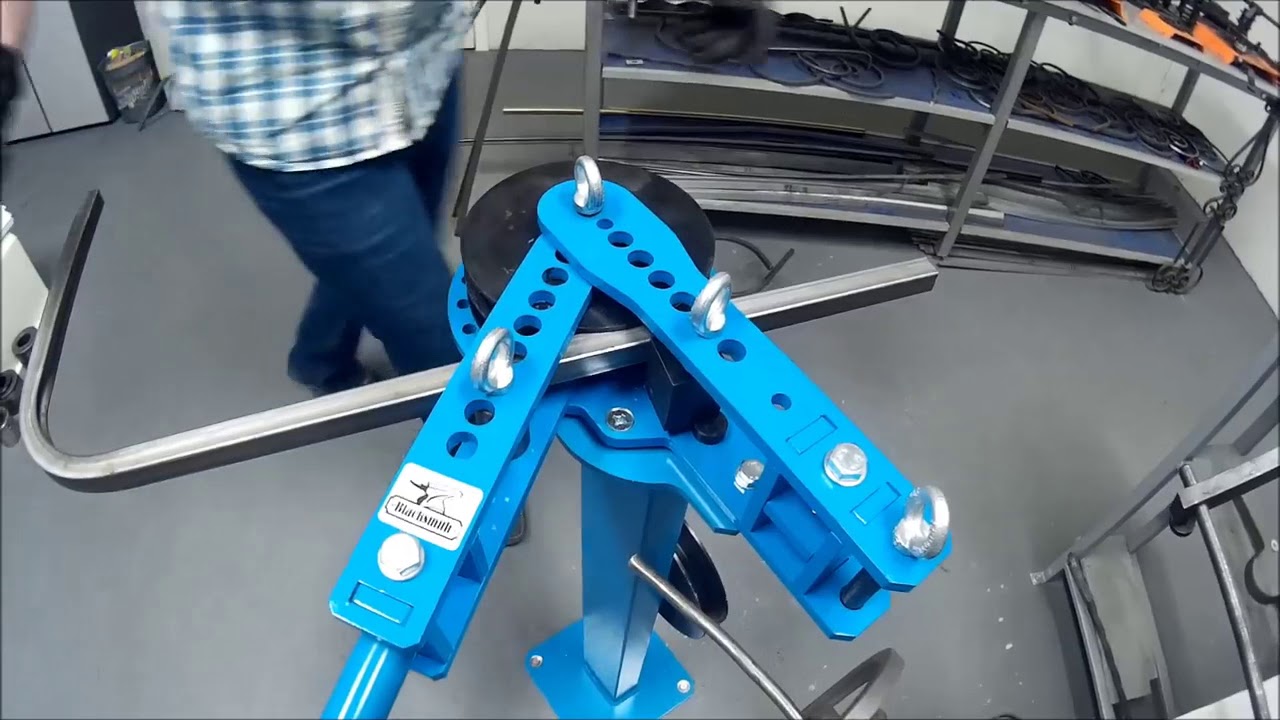 Другое решение основано на увеличении модуля упругости (E) материала трубки. Увеличение E означает повышение жесткости детали, что приведет к меньшему ослаблению детали после снятия сил.
Другое решение основано на увеличении модуля упругости (E) материала трубки. Увеличение E означает повышение жесткости детали, что приведет к меньшему ослаблению детали после снятия сил.
F Рис. 11. Пружинная отдача [6].
Срушение: Если при изгибе труб с малым отношением толщины стенки к диаметру не используется подходящая оправка, внешняя часть сгибаемой трубы может не выдержать растягивающих усилий и может разрушиться.Необходимо выбрать правильный сердечник с шариком подходящего размера. Кроме того, радиус изгиба должен быть достаточно большим, чтобы предотвратить обрушение (Рисунок 8).
Разрыв: может возникнуть разрыв деталей с малым радиусом изгиба. Изогнутая часть не выдерживает растягивающих усилий, создаваемых на внешней стороне трубы, и может вырваться (Рисунок 12). Для этого должен быть изготовлен соответствующий ион материала. [8]
Рисунок 12.Разрывание [7].
3. Конструкция трубки
3.1. Материал трубки ion
Mercedes Benz Türk предоставил проект, поэтому материал и геометрия трубы уже были определены. Поскольку просто исключение этого недопустимо, для радиаторных трубок проводится сравнение материалов из алюминия, медно-латуни и нержавеющей стали.
Свойства радиаторных труб
Материал трубки радиатора должен иметь высокую теплопроводность, высокую температуру плавления, высокую прочность на разрыв и высокую коррозионную стойкость, чтобы предотвратить выход из строя из-за прохождения горячей жидкости под высоким давлением через трубки. Он также требует небольшого удельного веса для более легких конструкций и хорошей паяемости для припайки ребер к радиатору.
Ион материала
Механические и физические свойства алюминия AA 3003, латуни UNS C26000 и нержавеющей стали показаны в таблице 1.
UNS представляет собой единую систему нумерации США. UNS C26000 — это патронная латунь, 70% -ный кованый медный сплав. Его обычно называют медно-цинковой латунью UNS C26000. Он состоит из (в массовых процентах) 70,0% меди (Cu) и 30,0% цинка (Zn). [9]
AA представляет алюминиевую ассоциацию. AA3003 называется алюминиевым сплавом Alclad, состоящим из 98,6% алюминия (Al), 0,12% Cu и 1,2% марганца (Mn) [9], [10].3)
Теплопроводность
(Вт / м ° C)
Предел текучести при растяжении (МПа)
Модуль упругости (ГПа)
Коэффициент теплового расширения (мкм / м ° C)
Точка плавления
(° С)
Температура пайки
(° С)
Алюминий AA 3003
2,75
160,0
145
70
23,2
643-655
~ 600
Латунь UNS C26000
8,53
120,0
435
110
19,9
915-955
~ 600
Нержавеющая сталь
7,75
16,3
515-827
190-210
17,3
1371-1454
620-1150
Таблица 1. Сравнение материалов трубок.
Сравнение материалов трубок.
Можно использовать нержавеющую сталь из-за ее высокой прочности на разрыв и высокой коррозионной стойкости, но она очень дорога и имеет очень низкую теплопроводность, что делает ее ненужной для области использования.
Алюминий имеет меньшую плотность и лучшую проводимость, чем латунь, но прочность радиаторных трубок не менее, если не больше, важна.Латунь, конечно, значительно прочнее алюминия. Эта общая прочность позволяет использовать трубы с более тонкими стенками, чтобы компенсировать разницу в проводимости и весе.
Воспользовавшись этими характеристиками — превосходной теплопроводностью, прочностью и коррозионной стойкостью — производители могут использовать более тонкий материал повсюду и тем самым спроектировать
Радиатор из меди / латуни, имеющий меньший общий вес, чем радиатор из алюминия, но с такой же или лучшей теплоотводящей способностью. [11]
Конкурентные преимущества меди / латуни по сравнению с алюминием показаны в таблице 2:
.Технический | Коммерческий |
Высокая теплопроводность | Более низкая стоимость изготовления |
Высокая коррозионная стойкость | Устойчивая традиция переработки (имеется инфраструктура) |
Высокий предел текучести при растяжении | Высокая стоимость лома |
Более высокая точка плавления | Устойчивые традиции послепродажного обслуживания (инфраструктура на месте) |
Низкий коэффициент теплового расширения | Качественная репутация |
Высший модуль упругости | |
Легкость ремонта | |
Таблица 2. Преимущества латуни перед алюминием.
Преимущества латуни перед алюминием.
3.2. Анализ пластической деформации при изгибе труб
Как указал Н. К. Тан [12], при изгибе трубы напряжения разделяются на три составляющие: продольные σx, окружные σc и радиальные напряжения σr. Поскольку толщина стенки намного меньше радиуса трубы, радиальным напряжением можно пренебречь.Также формулы меняются в зависимости от внутреннего и внешнего сечений трубки. Как показано на Рисунке 13, для значений от 0 ° до 90 ° α — это внешний полукруг трубки, а от 90 ° до 180 ° α — внутренний полукруг трубки.
Рисунок 13. Внешний и внутренний полукруги трубки [12].
Геометрический параметр трубы определяется как:
(1)
(1)
Где R — желаемый радиус изгиба трубы, а r — средний радиус поперечного сечения трубы, показанного на Рисунке 14.
Рис. 14. Поперечное сечение трубки [13].
3.2.1. Напряжение во внешнем полукруге
Во внешнем полукруге продольное напряжение σx является растягивающим, а окружное напряжение σc является напряжением сжатия. Согласно теории максимального напряжения сдвига, соотношение между двумя напряжениями составляет:
Где σs — предел текучести материала трубки.Также продольные и окружные напряжения могут быть выражены как:
(2)
(3)
3.2.2. Напряжение во внутреннем полукруге
Во внутреннем полукруге как σx, так и σc представляют собой сжимающие напряжения. Согласно теории максимального напряжения сдвига, соотношение между двумя напряжениями составляет:
(4)
Также продольные и окружные напряжения могут быть выражены как:
(5)
(6)
Рисунок 15. Напряжения для внутреннего и внешнего сечений.
Напряжения для внутреннего и внешнего сечений.
На рисунке 15 представлен график Matlab, который показывает результаты указанных формул напряжений. Вертикальная ось показывает угол, определенный на рисунке 13, а горизонтальная ось показывает значения напряжений. Продольные σx и окружные σc напряжения обозначены синим и зеленым цветом соответственно. Как видно из графика, во внешнем сечении продольное напряжение положительное, что означает, что это напряжение растяжения. А для всех остальных значений напряжения сжимающие.
3.2.3. Наружное прореживание
Толщина стенки изменяется на α, а для внешнего полукруга толщину можно определить как:
(7)
(8)
Где от до — это толщина во внешнем полукруге, а t — это исходная толщина трубы до изгиба.
Наименьшая толщина находится в самой удаленной точке. Подставив α = 0, наименьшую толщину можно выразить как:
(9)
3.2.4. Внутреннее утолщение
Толщина внутреннего полукруга может быть определена как ::
.Где ti — толщина внутреннего полукруга.
Наибольшая толщина находится в самой внутренней точке. Подставив α = 180, наименьшую толщину можно выразить как:
(10)
Рисунок 16. Наружное утончение и внутреннее утолщение трубки.
Рисунок 16 представляет собой график Matlab, который показывает внешнее утонение и внутреннее утолщение соответственно вверх и вниз по горизонтальной оси, чтобы проверить, существует ли аномалия или нет.
3.2.5. Круговая усадка
Уменьшение диаметра вызвано окружным напряжением в поперечном сечении трубы.
Средний диаметр „ds? и периметр „C? после изгиба выражаются:
ве
где d — внутренний диаметр трубки.
3.2.6. Отклонение нейтральной оси
Поскольку продольное напряжение во внешней половине меньше, чем во внутренней половине, а внешняя стенка тоньше внутренней стенки для уравновешивания момента внутренней силы, нейтральная ось должна перемещаться к ее внутренней стороне, как показано на рисунке 17.
Это отклонение можно выразить как:
(12)
Рисунок 17.Отклонение и уплощение естественной оси [14].
Это отклонение можно выразить как
.3.2.7. Сплющивание
Критическую точку сплющивания можно определить, когда
Kesit oran birimi olan W ve şöyle hesaplanabilir:
Где W — модуль упругости сечения, который можно рассчитать как:
Где D — исходный наружный диаметр трубки.
Рисунок 18. Изгибающий момент [14].
3.2.9. Длина подготовки корма
После изгиба длина дуги геометрической центральной оси (R x θ) больше, чем фактическая длина нейтральной оси. Длину подготовки корма L можно рассчитать как:
(16)
Где θ — угол изгиба.
3.2.10. Пружинная
Как указал Сезен [13] , , когда нагрузка на машину снимается с изогнутой трубы, общий угол изгиба уменьшается, а радиус изгиба одновременно увеличивается из-за упругого возврата, показанного на рисунке 19. В аналитических расчетах предполагается, что общий длина изгиба в очаге деформации все время остается неизменной. Общую длину гибки можно записать как:
Где θL и RL — это угол изгиба и радиус изгиба соответственно в нагруженном состоянии, а θU и RU — это параметры для ненагруженного состояния.
Угол изгиба в ненагруженном состоянии также можно записать как:
(18)
Где E — модуль молодости, а I — момент инерции трубы, который можно рассчитать как:
(19)
Угол изгиба в ненагруженном состоянии также можно записать как:
(20)
Рисунок 19.Springback [14].
3.2.11. Аналитические расчеты
Аналитические расчеты, выполненные путем написания кода Matlab, и результаты показаны в таблице 4. Для определения значений использовались формулы, приведенные до сих пор, а в таблице 3 в код вводятся 6 основных геометрических и механических параметров и вычисляются результаты. . Эти расчеты действительны только для изгиба прямой трубы, не имеющей фланца в головке.Для этого проекта результаты анализа пластической деформации, выполненные на Dynaform, показаны для трубы с фланцем в следующих разделах.
Определение | Значение | Блок |
Внешний диаметр | 15 | мм |
Толщина стенки | 1 | мм |
Радиус изгиба | 35 | мм |
Угол гибки | 90 | Deg |
Предел текучести | 435 | МПа |
Модуль Юнга | 110 | ГПа |
Таблица 3. Основные свойства трубки.
Основные свойства трубки.
Определение | Значение | Блок |
Наружное истончение | 0.90 | мм |
Внутреннее утолщение | 1,16 | мм |
Внутренний диаметр, усадка | 4.85 | % |
Отклонение нейтральной оси | 1,18 | мм |
Изгибающий момент | 99. | Нм |
Угол изгиба без нагрузки | 87,38 | Deg |
Радиус изгиба без нагрузки | 36.05 | мм |
Угол перегиба | 92,70 | Deg |
Радиус изгиба | 37.13 | мм |
Длина препарирования | 56,51 | мм |
Критическая точка сплющивания | 168.07 | мм |
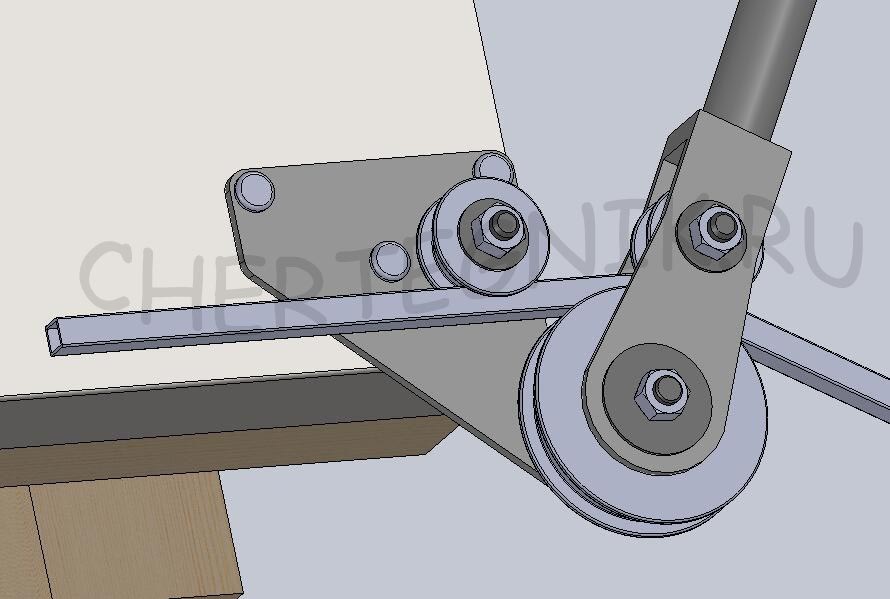 13
13Таблица 4. Результаты аналитических расчетов Matlab.
В Таблице 4, Угол изгиба без нагрузки и Радиус изгиба без нагрузки показаны результаты изгиба трубы на 90 ° (Угол изгиба — Таблица 3).![]() Это означает, что если труба изгибается на 90 ° из-за упругого возврата, угол изгиба без нагрузки становится 87,38 °, а радиус изгиба без нагрузки становится равным 36.05 мм. Чтобы получить желаемый угол изгиба 90 °, угол изгиба должен составлять 92,7 °, а радиус изгиба равен 37,13 мм, как указано в таблице 4.
Это означает, что если труба изгибается на 90 ° из-за упругого возврата, угол изгиба без нагрузки становится 87,38 °, а радиус изгиба без нагрузки становится равным 36.05 мм. Чтобы получить желаемый угол изгиба 90 °, угол изгиба должен составлять 92,7 °, а радиус изгиба равен 37,13 мм, как указано в таблице 4.
4. Конструкция инструмента
4.1. Материал инструмента ion
Инструментальные материалы редактируются в соответствии с информацией, полученной во время посещения компании. Сначала обсуждаются альтернативные материалы, а затем создается ион материала.
Ковкий чугун
Во-первых, обсуждается материал детали пресс-формы. Пресс-форма должна позволять материалу течь, не теряя своей формы, потому что эта часть остается стабильной во время операции гибки. Ковкий чугун позволяет материалу течь, а благодаря его сферическим зернам течь без нежелательных царапин на поверхности трубы. Утверждается, что ковкий чугун является наиболее подходящим материалом для детали пресс-формы из-за свойств, необходимых для пресс-формы.
Утверждается, что ковкий чугун является наиболее подходящим материалом для детали пресс-формы из-за свойств, необходимых для пресс-формы.
Некоторые общие свойства этого материала показаны в Таблице 5:
.КЛАПАН | Прочность на разрыв (МПа) | Предел текучести (МПа) | % удлинение |
Отожженный высокопрочный чугун | 414 | 276 | 18 |
Таблица 5.Свойства ковкого чугуна [16].
«Ampco» Олово бронза
Подчеркивается, что если материалом трубки был омий или алюминий, то в качестве пресс-формы следует использовать материал Ampco Tin Bronze. Сталь или железо не подходят для этих материалов из-за их химического сродства друг к другу.
Сталь или железо не подходят для этих материалов из-за их химического сродства друг к другу.
Механические свойства этого материала приведены в таблице 6.
Таблица 6. Свойства оловянной бронзы [9].
Приведенная до сих пор информация о материалах касается общих принципов конструкции материала гибочного инструмента, особенно пресс-формы. В данном проекте для каждой части гибочного инструмента требуется один и тот же материал. Поэтому было решено брать детали в целом и учитывать их все при выборе материала.В соответствии с посещениями компании в общее сравнение включены следующие материалы.
Сравнение необходимых свойств сталей для всех гибочных инструментов показано в таблице 7.
Материал | Твердость по Роквеллу (HRc) | Стандарты | Предел текучести при растяжении (МПа) | Модуль упругости (ГПа) | Коэффициент Пуассона | Плотность (кг / дм3) |
1050 Сталь | 52 (400 ° F) | DIN 1. (AISI 1050) | 636 | 190-210 | 0,27-0,30 | 7,7-8,03 |
2080 Сталь | 66 | DIN 1.2080 (AISI D3) | х | 194 | 0,27-0,30 | 7,70 |
2379 Сталь | 62 | DIN 1.2379 (AISI D2) | 1532 | 209,9 | 0,27-0,30 | 7,67 |
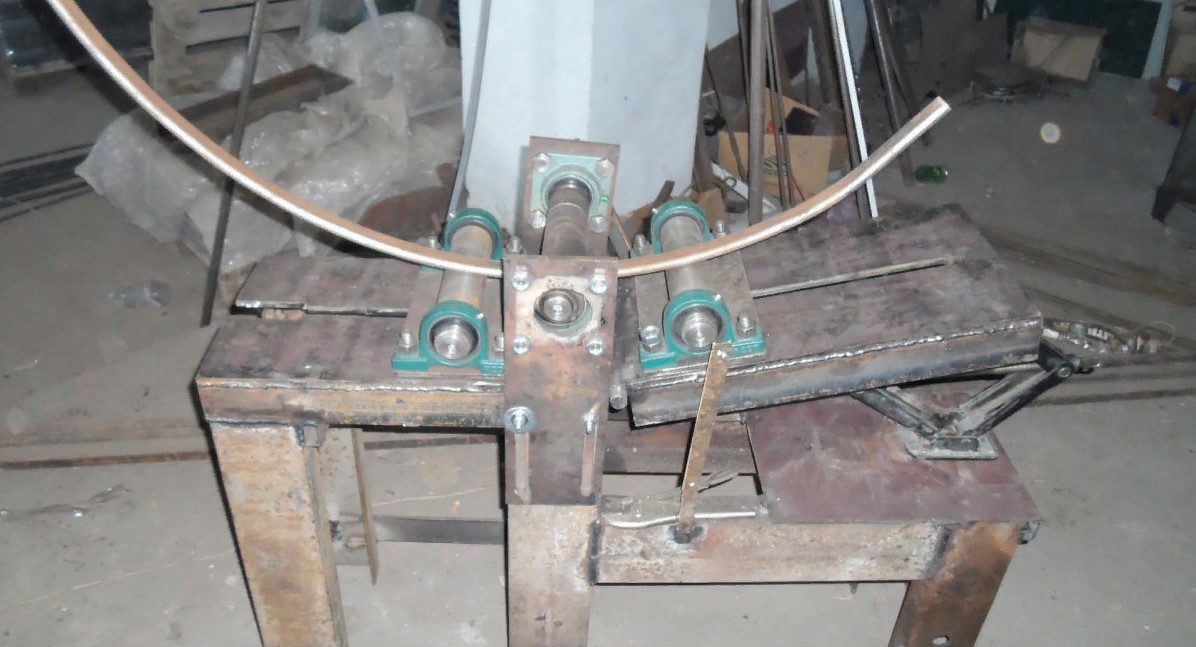 1210
1210 Таблица 7. Сравнение инструментальных материалов [9, 10, 17, 18].
Сравнение инструментальных материалов [9, 10, 17, 18].
По предложению посещенных компаний, обсуждаются стандартизованные стали AISI 1050, AISI D3 и AISI D2, и выясняется, что они наиболее часто используются в конструкции гибочного инструмента. AISI 1050 выбран из этих трех материалов с тем преимуществом, что он дешевле других. Как видно из таблицы 6, необходимые свойства для проектирования, такие как модуль упругости, почти одинаковы для трех из них. Единственное отличие стали AISI 1050 состоит в том, что ее предел текучести при растяжении и твердость ниже, чем у других.Эта ситуация не приводит к выходу инструмента из строя, потому что прочность трубы низкая согласно инструменту
. материал, не создающий критических нагрузок на инструменты. Кроме того, материал трубки является пластичным и достаточно пластичным, чтобы его можно было легко гнуть. Инструмент не подвержен опасности выхода из строя из-за высоких напряжений при операциях гибки, поскольку прилагаемые усилия очень малы.
Единственная наблюдаемая проблема — это силы, которые могут привести к выходу трубы из строя, расчеты сделаны для предотвращения такого плохого результата.Единственным недостатком выбранной стали была ее более низкая твердость, чем у других. Как правило, для конструкции инструмента желательна высокая твердость во избежание износа. Проблемы износа при операциях гибки не так важны, как другие операции формовки, в результате низких усилий и низкого химического сродства, поэтому нет необходимости выбирать другие материалы для инструментов для холодной обработки, поскольку AISI 1050 имеет достаточное значение твердости.
4.2. Расчет штампа
Расчеты, которые используются для инструментального иона, показаны ниже [19]:
Коэффициент стенки: Коэффициент стенки — это отношение радиуса изгиба к толщине стенки и используется для изготовления оправки с помощью «D» степени изгиба
(21)
D изгиба:
(22)
Диаметр носика оправки для одностенных труб:
(23)
Радиус при вершине оправки:
если еще (24)
Радиус при вершине оправки:
(25)
Диаметр шарика оправки:
(26)
Максимальная глубина установки вершины оправки:
Толщина скошенной кромки стеклоочистителя:
где оно постоянно приближается к нулю в зависимости от ограничений материала и метода изготовления.
если еще
Длина зажима:
где — постоянная жесткость материала.
где это константа, ограничивающая минимальную длину зажима в зависимости от поверхности полости и значение 2 для гладких полостей и 1 для зубчатых полостей.
если
иначе (27)
Длина пресс-формы:
(28)
Аналитические расчеты:
В Таблице 8 показаны результаты, взятые из Matlab, которые были рассчитаны с использованием формул расчета матрицы.Коэффициент стены и «D» значений изгиба используются в следующих разделах для выбора подходящего типа.
Определение | Значение | Блок |
Фактор стены | 15 | — |
«Д» Отвод | 2. | — |
Диаметр оправки | 12,79 | мм |
Радиус выступа оправки | 1.28 | мм |
Диаметр шарика оправки | 12,76 | мм |
Макс. Установочная глубина | 4.23 | мм |
Толщина кромки стеклоочистителя | 0,04 | мм |
Длина зажима | 40 | мм |
Длина пресс-формы | 84. | мм |
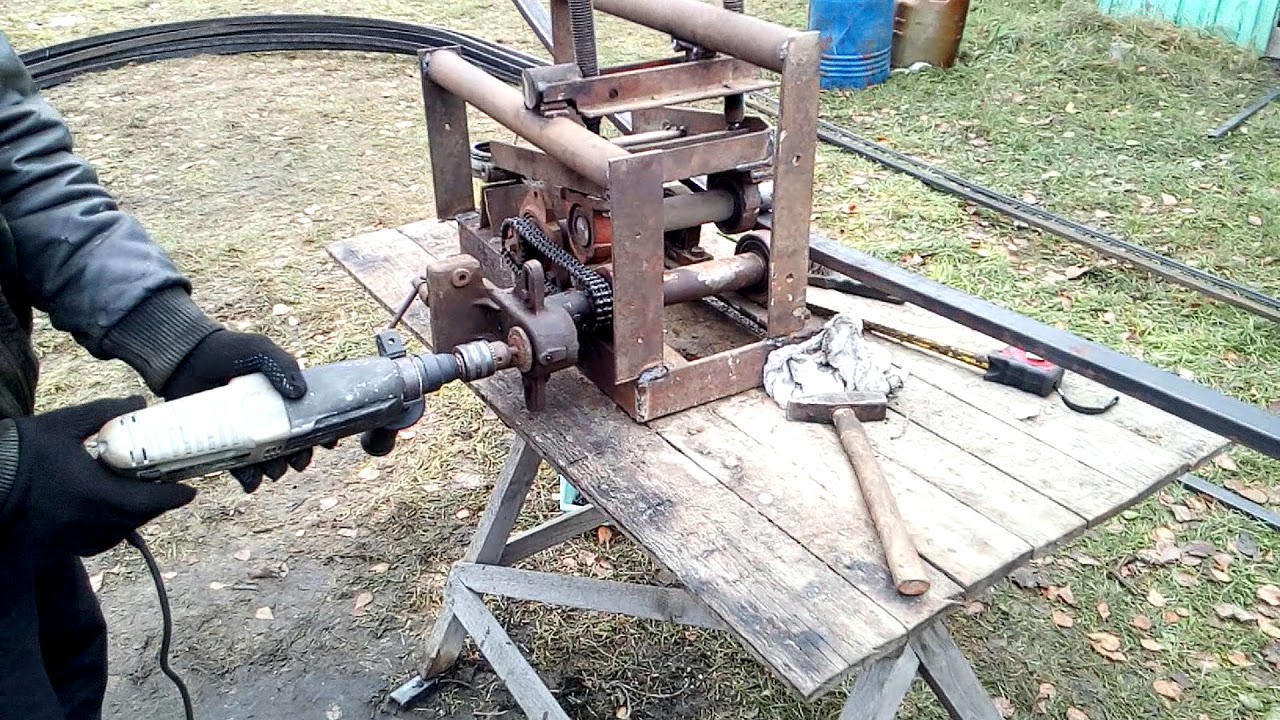 33
33 98
98Таблица 8. Результаты расчета инструмента
4.3. Инструмент ion
4.3.1. Гибочная матрица ion
На рисунке 3 показаны три типа гибочных штампов.Первый тип — со вставкой блокиратора. Второй тип — это гибочная матрица с концентрическим отверстием внутри, а третий тип — цельная матрица без вставок.
Применительно к данному проекту гибочный станок является неизменным параметром конструкции данного инструмента. Однокомпонентная гибочная матрица из этих трех типов подходит для гибочного станка. Что еще более важно, на рисунке показано, что этот тип не имеет блокирующей части и вставленных блоков. Кроме того, штампы, используемые в компании, не имели областей блокировки вставок, и конструкция выполнена в соответствии с используемыми в настоящее время штампами и конструкциями, сделанными для той же машины ранее.
4.3.2. Зажим ионный
Зажим — это часть, которая прикладывает и компенсирует силы в гибочном инструменте. Дело в том, что зажим должен быть заблокирован с гибочной матрицей. Внутри как зажимной матрицы, так и гибочной матрицы есть резьба, которая помогает комбинации штампов надежно удерживать трубку. Удерживающая сила имеет решающее значение в этой операции для правильного изгиба трубки.Кроме того, резьба, которая расположена на обеих сторонах зажима и гибочной матрицы, должна надлежащим образом дополнять друг друга. С другой стороны, как показано на рисунках, из-за типа гибочной матрицы нет блокирующей части, но в данном проекте комбинация не имела блокирующих областей без вставки. Кроме того, как показано на рисунке 3, между зажимом и гибочной головкой имеется зазор. Ширина зазора обычно составляет около 1 мм. Внутренний диаметр такой же, как и внешний диаметр трубки. Таким образом повышается удерживающая сила
4. 3.3. Ионная матрица под давлением
3.3. Ионная матрица под давлением
Рисунок
Пресс-матрица — это часть, которая удерживает трубку и позволяет трубке течь во время операции гибки. Основная задача пресс-формы, позволяя материалу течь, заключается в том, чтобы обеспечить сохраняемость размеров трубы без потери ее формы.
4.3.4. Ионная оправка
Для оправки «D» важен фактор изгиба и стенки.«D» изгиба рассчитывается как 2,33 (принимается за 2,5), а коэффициент стенки рассчитывается как 15, что можно увидеть в разделе расчетов штампа . В соответствии с этими значениями подходящей оправкой является оправка заглушки, как показано в ионной диаграмме (Таблица 9).
Таблица 9.Таблица ионов оправки [2].
Рисунок 23. Типы оправок [2].
Типы оправок [2].
Оправки с шариками обеспечивают лучшую геометрию при гибке, особенно для труб, у которых отношение диаметра к толщине слишком велико. Недостатком этих оправок с шариками является то, что они имеют меньший срок службы инструмента, чем оправки для оправок.
II.ЧЕРТЕЖИ CAD
Технические чертежи для изготовления приведены в Приложении А.
1. Трубка
Figür 24. Boru
2. Гибка штампа
Figür 25. Гибочная матрица
3. Зажимная матрица
Фигюр 26. Зажимная матрица
4. Прижимная матрица
Figür 27. Пресс-форма
5. Держатель
Держатель
Figür 28. Шаровая оправка
6. Гибочная система
Фигур 29. Гибочная система.
III. АНАЛИЗ
1. Калькулятор изгиба
Калькулятор Overbend Calculator — это программа для определения необходимого угла изгиба с учетом упругого возврата. Первый шаг — настройка гибочного станка, где вы вводите степень изгиба (Рисунок 30). Это значение в настоящее время используется компанией и получено из предыдущих процессов гибки.Например, чтобы получить трубку, изогнутую на 90 градусов, они изгибают 92,6 градуса. Второй шаг — это измерение изгибов, где вы вводите градус после изгиба при возникновении упругого возврата (Рисунок 31). На третьем шаге программа генерирует значения формулы (рисунок 32), а на последнем шаге вы можете увидеть результаты. На странице «Изгиб» указывается угол изгиба, который необходимо ввести для машины в соответствии с желаемым углом изгиба (Рисунок 33).
На странице «Изгиб» указывается угол изгиба, который необходимо ввести для машины в соответствии с желаемым углом изгиба (Рисунок 33).
Рисунок 30.Первый шаг.
Рисунок 31. Второй шаг.
Рисунок 32. Формула значений.
Рисунок 33. Угол изгиба.
2.Dynaform
Программа eta / DYNAFORM версии 5.7.3 представляет собой пакет решений для моделирования формовки листового металла на основе LS-DYNA, разработанный Engineering Technology Associates, Inc. Dynaform имеет модуль быстрой настройки в виде гибки с вращением при вытяжке, показанной на рисунке 34. После рисования каждого из Инструмент и труба как оболочка с помощью инструментов Surface Tools в SolidWorks и сохранения их в формате .IGS каждая деталь импортируется в Dyanaform одна за другой. Инструменты и материал трубы объединены в сетку, как показано на Рисунке 34, и определены отдельно в модуле гибки на поворотной вытяжке.Этот модуль предполагает, что инструментальные материалы являются жесткими, а также контактная поверхность между инструментами и трубой — это «формирующая_поверхность_к_поверхности». После завершения анализа результаты анализируются с помощью постпроцессора для Daynaform, как показано на рисунке 35. Результаты анализа методом конечных элементов обсуждаются в следующих разделах.
Инструменты и материал трубы объединены в сетку, как показано на Рисунке 34, и определены отдельно в модуле гибки на поворотной вытяжке.Этот модуль предполагает, что инструментальные материалы являются жесткими, а также контактная поверхность между инструментами и трубой — это «формирующая_поверхность_к_поверхности». После завершения анализа результаты анализируются с помощью постпроцессора для Daynaform, как показано на рисунке 35. Результаты анализа методом конечных элементов обсуждаются в следующих разделах.
Рис. 34. Быстрая настройка гибки на поворотной вытяжке Dynaform.
Рисунок 35.Постобработка Dynaform.
4.1. FLD (диаграмма пределов деформации)
Диаграмма пределов образования показывает поведение материала для прогнозирования образования трещин и морщин. Математическое выражение:
Математическое выражение:
Рисунок 36.Определение большой и малой деформации [20].
Как показано на рисунке 36, большее значение ε1 считается основной деформацией и расположено по вертикальной оси. Меньшее значение ε2 считается незначительной деформацией и помещается на горизонтальной оси на диаграмме пределов деформации.
Рисунок 37.Формирование предельной диаграммы.
Рис. 38. Изменение геометрии вокруг области изгиба.
Как было упомянуто в предыдущих разделах, из-за сжимающих напряжений во внутренней части стенок трубы можно увидеть тенденцию к образованию складок, как на рисунках 37 и 38, окрашенных в розовый и фиолетовый цвета. Также изменяется поперечное сечение трубки при изгибе. Форма трубки в области изгиба больше не является точным кругом. Изменение геометрии ясно видно на рисунке 38. Из диаграммы пределов деформации видно, что операция гибки очень далека от риска образования трещин. Следовательно, этот процесс гибки безопасен в этих условиях, как это было желательно и рассчитано ранее.
Также изменяется поперечное сечение трубки при изгибе. Форма трубки в области изгиба больше не является точным кругом. Изменение геометрии ясно видно на рисунке 38. Из диаграммы пределов деформации видно, что операция гибки очень далека от риска образования трещин. Следовательно, этот процесс гибки безопасен в этих условиях, как это было желательно и рассчитано ранее.
4.2. Критерии фон Мизеса
Критерий фон Мизеса объединяет три основных напряжения для сравнения с пределом текучести материала.Напряжение фон Мизеса удовлетворяет тому свойству, что два напряженных состояния с одинаковой энергией искажения имеют одинаковое напряжение фон Мизеса. Математическое выражение:
(29)
Рисунок 39.- 40. Распределение напряжений по фон Мизесу.
После операции изгиба, поскольку изгиб трубы представляет собой процесс пластической деформации, напряжения, показанные на рисунках 39 и 40, являются остаточными напряжениями. Эти напряжения малы по сравнению с пределом текучести латуни.
Эти напряжения малы по сравнению с пределом текучести латуни.
4.3. Толщина
Распределение толщины — одна из основных проблем в области изгиба, которая напрямую влияет на прочность трубы.Поэтому это распределение следует внимательно изучить.
Рисунок 41. Распределение толщины на внешнем полукруге.
Рисунок 42. Распределение толщины по внутреннему полукругу.
Как упоминалось ранее, из-за предела прочности на разрыв во внешнем сечении толщина стенки трубы уменьшается с 1 мм до 0,9 мм, как и было обнаружено в аналитических расчетах. Распределение толщины можно увидеть и считать по шкале на Рисунке 41. Также из-за напряжения сжатия во внутреннем сечении максимальная толщина стенки увеличивается до 1,12 мм, как показано на Рисунке 42, что очень близко к аналитическому решению 1,16 мм.
4.4. Перемещение края
Рисунок 43. Перемещение кромки.
На рисунке 43 показано движение кромки трубы в зависимости от исходного положения. Другими словами, край слева на рисунке 43 означает длину препарирования, которая была рассчитана как 56.51 мм в предыдущих аналитических расчетах и также близко соответствует результатам, отмеченным темно-синим цветом на Рисунке 43.
4.5. Силы
3,5. Кувветлер
Рисунок 44. Усилия на инструменты.
Силы, действующие на инструменты, показаны на рисунке 44.Видно, что значения по осям X и Y не критичны для деформации материала инструмента. Благодаря геометрии гибки на инструменты в направлении Z не действует сила. Поскольку при настройке модели в Dynaform нет возможности задать степени свободы оправке, все силы, действующие на оправку на графике, в действительности будут действовать на пресс-форму. Эти силы показывают важность износостойкости, а не прочности инструмента, особенно при большом количестве операций гибки.
Поскольку при настройке модели в Dynaform нет возможности задать степени свободы оправке, все силы, действующие на оправку на графике, в действительности будут действовать на пресс-форму. Эти силы показывают важность износостойкости, а не прочности инструмента, особенно при большом количестве операций гибки.
Подготовлено
Ceren ELEBİ
Мерве DEDE
Serdar SEÇKİN
Элиф HAMLACIOLU
КОМПАНИЯ-УЧАСТНИК
Cansa Makina San.Ve Tic. ООО Şti. — Boru bükme Makinası Üreticisi
.Mersedes-Benz Türk — Boru Bükme makinası Kullanıcısı
Посмотреть наш каталог универсальных гофрированных дренажных труб
Применение дренажных труб
Наша одностенная труба используется во многих условиях, в том числе в сельском хозяйстве, жилом секторе, строительстве водопропускных труб и в рекреационных целях. В 1987 году ADS представила гладкую внутреннюю двустенную трубу N-12®, которая сегодня по всей стране используется в диаметрах от 4 до 60 дюймов для муниципальных ливневых стоков и канализации шоссе, обеспечивая исключительную гидравлику и прочность. В 2008 году ADS представила гладкие двустенные и трехстенные трубы N-12 HP и SaniTite HP диаметром 12–60 дюймов, изготовленные исключительно из полипропиленовой смолы. Санитарная труба SaniTite® HP была добавлена к уже зарекомендовавшей себя линейке продуктов N-12 и была специально разработана для рынка самотечной канализации.
В 2008 году ADS представила гладкие двустенные и трехстенные трубы N-12 HP и SaniTite HP диаметром 12–60 дюймов, изготовленные исключительно из полипропиленовой смолы. Санитарная труба SaniTite® HP была добавлена к уже зарекомендовавшей себя линейке продуктов N-12 и была специально разработана для рынка самотечной канализации.
Преимущества использования гофрированной трубы ADS
Наши продукты работают лучше, их легче устанавливать и они более экономичны, чем традиционные материалы.Инертные материалы PP и HDPE устойчивы к воздействию химикатов, истиранию, горячим почвам и сточным водам. Отличительная зеленая полоса ADS на наших трубах гарантирует, что вы получите высококачественные дренажные изделия для труб из HDPE, которые соответствуют строгим стандартам качества.
Гофрированная гладкая внутренняя труба из полиэтилена высокой плотности (HDPE)
Гладкая внутренняя стена, гофрированный внешний вид, превосходная устойчивость к коррозии и истиранию. Труба N-12 доступна с грунтовым (ST), водонепроницаемым (WT) и гладким концом, каждая из которых предлагает варианты соединения раструба и втулки, прокладки, раструба или рассчитанного на давление 10.Пара 8 фунтов на квадратный дюйм.
Труба N-12 доступна с грунтовым (ST), водонепроницаемым (WT) и гладким концом, каждая из которых предлагает варианты соединения раструба и втулки, прокладки, раструба или рассчитанного на давление 10.Пара 8 фунтов на квадратный дюйм.
Труба для самотечной канализации
Благодаря передовой технологии полипропиленовой смолы и эксклюзивной конструкции с тройными стенками, SaniTite HP является логичным выбором для самотечных канализационных труб. SaniTite HP предлагает превосходные характеристики соединений, химическое истирание, ударопрочность, а также дополнительные резервы и факторы безопасности, которых нет у сопоставимых продуктов. Он также изготавливается с повышенной жесткостью трубы, прочностью балки и целостностью стыков для длительного срока службы.
Гофрированная гладкая внутренняя труба из полипропилена (ПП)
HP Storm — это высококачественная полипропиленовая (ПП) труба для самотечного ливневого дренажа и идеальный выбор, когда требуются превосходные характеристики соединения и / или большая жесткость трубы.
Гофрированная труба из полиэтилена высокого давления (HDPE) с гладкой внутренней поверхностью
ADS MEGA GREEN HDPE pipe — идеальный выбор для экологически безопасных инфраструктурных проектов.Эта двустенная гофрированная труба из полиэтилена высокой плотности, обеспечивающая водонепроницаемость и долгий расчетный срок службы, соответствует стандарту ASTM F2648 и обеспечивает гладкие внутренние (для гидравлической эффективности) и кольцевые внешние гофры.
Гибка дерева | деревообработка
Иногда необходимо согнуть брус до нужного радиуса, некоторые дома викторианской постройки имеют как внутренние, так и внешние закругленные углы вместо квадратных углов, которые мы имеем сегодня.Хотя оштукатурить радиус сложно, сгибание плинтуса или планки дадо намного сложнее и требует времени, чем простое соединение под углом. Существует два метода гибки древесины: один — это гибка паром, когда древесина помещается в сосуд на несколько часов, пропаривается, затем удаляется и выдерживается в форме до высыхания, второй — это пропил. Оба метода будут описаны ниже.
Оба метода будут описаны ниже.
KERF CUTTING
Самый простой метод — это пропил, который достигается простым прорезанием пазов в древесине, которую нужно согнуть, чтобы она изогнулась до нужного радиуса.Для этого идеально подходит разделочная пила, так как вы можете легко прорезать пазы в древесине, которую нужно согнуть.
Надрезы должны быть на той стороне древесины, которая нуждается в сжатии, поэтому для внутреннего угла надрезы будут на передней части куска дерева, а для внешних углов надрезы будут на задней части куска дерева. . Вы не должны резать более 2/3 толщины древесины, иначе древесина легко сломается. В пропилы можно нанести столярный клей, чтобы закрепить изгиб на месте. Резка пропила часто встречается в старых домах, поскольку она требует меньше времени и оборудования, чем паровая гибка, и является методом, выбранным большинством столяров, паровая гибка часто выполняется судостроителями.
Плинтус в нижней части этой бетонной колонны прорезан пропилом
Паровая гибка дерева
Паровая гибка может быть очень эффективной, но требует большего оборудования, чем резка пропила, здесь я опишу метод и покажу, как сделать простой пароварка. Некоторые породы дерева гнутся лучше, чем другие, большинство твердых пород гнутся намного лучше, чем мягкие породы! Общее практическое правило паровой гибки — пропаривать древесину в течение 1 часа на дюйм толщины древесины. Также необходима форма или приспособление, чтобы удерживать древесину до тех пор, пока она снова не высохнет, иначе вы будете удерживать ее в течение длительного периода!
Некоторые породы дерева гнутся лучше, чем другие, большинство твердых пород гнутся намного лучше, чем мягкие породы! Общее практическое правило паровой гибки — пропаривать древесину в течение 1 часа на дюйм толщины древесины. Также необходима форма или приспособление, чтобы удерживать древесину до тех пор, пока она снова не высохнет, иначе вы будете удерживать ее в течение длительного периода!
Изгибание паром может быть опасным, и пытаться выполнять его должны только опытные энтузиасты DIY. Рекомендуются толстые термостойкие перчатки, так как тепло может легко ошпарить незащищенную кожу при контакте.Парогиб можно легко сделать из трубы и фитингов из ПВХ, в зависимости от того, какой размер дерева вам нужно согнуть.
Здесь я использую 4-дюймовую грунтовую трубу, чтобы сделать отпариватель для сгибания части рельса Дадо.
Для изготовления парогиба вам понадобится —
Начните с обрезки грунтовой трубы до нужной длины, чтобы можно было согнуть кусок дерева
приклейте колпачок грунтовой трубы к одному концу трубы и затем просверлите небольшое отверстие в грунтовой трубе для выхода пара.
приклейте заглушку для доступа к грунтовой трубе на другом конце
Просверлите еще два отверстия на расстоянии так, чтобы два 5-дюймовых болта из нержавеющей стали можно было протолкнуть через трубу, тогда древесина могла бы висеть на болтах, а не лежать на почве трубка. Это сделано для того, чтобы пар мог проникать в дерево со всех сторон! Закройте болты пластиком, чтобы металл не касался дерева или оставил на нем отметины.
Убедитесь, что просверленное отверстие для болтов имеет правильный размер (не слишком большое), а затем заклейте оба отверстия термостойким силиконом.
Просверлите отверстие подходящего размера для установки паровой трубы, все это будет варьироваться в зависимости от того, какой парогенератор вы используете, но я бы использовал фитинг для подключения резервуара, а затем использовал бы пластмассовую трубу правильного диаметра.
Просверлите отверстие подходящего размера для установки паровой трубы, все это будет варьироваться в зависимости от того, какой парогенератор вы используете, но я бы использовал фитинг для подключения бака, а затем использовал правильный диаметр пластиковой трубы.
Теперь у вас есть очень простой сосуд для пропаривания древесины!
Для парогенератора есть много разных вариантов: от газовой плиты и стального котла до электрического устройства для снятия обоев.Лично я бы выбрал средство для снятия обоев, так как это самый безопасный метод, постоянно проверяйте, не выкипает ли он досуха, и держите под рукой чайник, полный воды, чтобы долить его!
Будьте предельно осторожны при извлечении древесины из емкости, так как она будет очень горячей. Настоятельно рекомендуется пара толстых термостойких перчаток и пара деревянных щипцов! Пока ваша древесина готовится, вы можете сделать форму или приспособление, чтобы удерживать ее на месте, нет никаких установленных правил для изготовления формы, за исключением того, что форма должна быть чистой и гладкой, так как любые грубые твердые участки будут перенесены на древесину и увеличатся. объем работы.
Гибкая фанера чрезвычайно полезна, поскольку вы можете просто согнуть эту древесину с небольшим усилием до нужной формы, затем прикрутить к ней поддерживающие рейки, чтобы она сохраняла эту форму, затем просто согните кусок пропаренной древесины вокруг нее и закрепите на месте пока не остынет.
Вот профиль стены, для которого нам нужна рейка Dado —
Отрежьте кусок гибкой фанеры нужной длины и вставьте его в профиль стены —
Затем используйте несколько кусков прочной древесины (3 дюйма на 2 дюйма и т. Д.) Прикрепите бруски к фанере, чтобы она сохраняла эту форму —
Теперь у вас есть приспособление с правильным профилем для сгибания вашего куска пропаренного дерева, убедитесь, что приспособление достаточно прочное, чтобы оно могло не выходить из формы.При закреплении дерева на зажимном приспособлении используйте несколько обрезков дерева, чтобы поместить их между зажимами и самим деревом, чтобы предотвратить повреждение зажимов.
На главную — Marley Pipe Systems
Marley Pipe Systems — ведущий поставщик сантехнических решений в Африке к югу от Сахары. Мы гордимся трубами и фитингами высочайшего качества, которые мы производим и поставляем в соответствии с вашими требованиями к сантехнике и строительству.
Marley Pipe Systems производит ряд пластиковых желобов и водосточных труб, которые можно использовать при сборке систем сбора дождевой воды, просто подключившись к резервуару для воды.В отсутствие надежного водоснабжения, что преобладает в сельской местности, необходим альтернативный источник безопасной воды. Сбор дождевой воды дает возможность решить эту проблему.
Решения Marley для сельского хозяйства
Поскольку наличие воды является единственным наиболее важным фактором, ограничивающим сельскохозяйственное производство в Южной Африке, Marley Pipe Systems признает потребности сельскохозяйственной промышленности в ирригационном оборудовании и шланговых системах с гарантированной производительностью и надежностью.
ПРЕВОСХОДНОЕ КАЧЕСТВО
Мы верим в строгое соблюдение отраслевых и ведущих стандартов качества, поэтому у нас есть мандат на качество без компромиссов.
ЗНАЧЕНИЕ
Мы — ваш ценный партнер по системам пластиковых труб. Мы производим и распространяем экологически безопасные продукты.
Мы производим и распространяем экологически безопасные продукты.
УСЛУГА
Мы гордимся своей способностью предоставлять нашим клиентам отличный сервис — мы гарантируем, что ваши требования будут профессионально выполнены.
ЭКСПЕРТИЗА
Благодаря передовым технологиям и высококвалифицированной технической команде мы предоставим вам необходимые знания и опыт от надежного партнера.
ВМЕСТИМОСТЬ
У нас есть возможность постоянно разрабатывать, производить и распространять высококачественную продукцию для использования в различных отраслях промышленности.
Marley предлагает полный ассортимент продукции
Мы обладаем более чем 50-летним опытом в области производства передовых трубопроводных систем.
Компания Marley Pipe Systems приветствует ваши отзывы — откройте для себя передовые технологии трубопроводных систем, откройте для себя качество Marley.
