Как сделать простую, точечную сварку своими руками.
Иногда возникает потребность в точечной сварки, в основном я её применяю, когда нужно соединить деталь с тонкой жестянкой или там, где металл для сварки слишком тонкий.
Самая основная деталь, этой поделки, является трансформатор от микроволновой печи.
Самое первое, что потребуется сделать это убрать вторичную обмотку этого трансформатора, то есть берём простую ножовку по металлу и просто обрезаем с одной стороны обмотку.
Отверткой аккуратно подковыриваем и удаляем остатки вторичной обмотки, работать нужно аккуратно, чтобы не повредить первичную обмотку. Можно взять деревянную палочку и тихонько бить по ней молотком, чтобы выбить остатки обмотки из корпуса трансформатора.
Далее, после того, как убрали вторичную обмотку, нужно взять толстый, мягкий провод длиной около метра и сделать из него 1 виток вторичной обмотки.
Затем я вырезал 2 пластины размером 6 на 4, с одного бока по центру просверлил в них отверстия, а потом согнул, то есть сделал из них уголки, из фото я думаю будет понятнее…
Уголки приклеил прямо к трансформатору клеем, а сам трансформатор приклеил к куску оргалита размером 30 см на 12.
Далее, нашел дощечку, размером два сантиметра на два, длиной сантиметров 20-25, отступил от края 2 см и просверлил в ней отверстие. Затем, болтиком закрепил дощечку к нашим уголкам.
Отступив ещё сантиметров 15, в дощечки просверлил еще 2 отверстия, рядом друг с другом в них будем вставлять концы проводов.
Теперь, что касается концов проводов.
Нужно взять медный, жесткий провод диаметром 4 мм и отрезать от него 10 см. Снять изоляцию полностью и разрезать пополам, чтобы у нас получилось 2 отрезка по 5 см.
Теперь нужно взять 1 отрезок и засунуть сантиметра на 2 — 3 во внутрь гибкого провода, а гибкий провод, что останется накрутить на жесткий, тем самым у наc должен получиться жесткий наконечник провода, который будет являться контактом. Такую же процедуру проделываем и с другим концом провода. Как на фото.
Затем я эти 2 контакта (конца провода) вставил в проделанные отверстия на дощечке и их приклеил суперклеем.
Также ещё нам понадобится выключатель, фиксированный или не фиксированный — это не важно, главное чтобы он был компактный. Его я также приклеил суперклеем и припаял к нему провода.
Его я также приклеил суперклеем и припаял к нему провода.
Введите электронную почту и получайте письма с новыми поделками.
Подключите его нужно так, чтобы он просто включал наш трансформатор, то есть ставим его в обрыв первичной обмотки.
Места пайки просто залил горячим клеем.
Теперь остается испробовать наш аппарат, для этого кладём 2 детали, которые нужно спаять друг с другом, прижимаем к ним контакты
и включаю выключатель на 1 — 2 секунды (в зависимости от толщины материала).
Припаивает прекрасно, пассатижами очень трудно оторвать.
Вот такое получилось простое, но в то же время удобное и нужное приспособление. Всем добра.
общие сведения и технология, изготовление сварочного аппарата своими руками
Нередко встречаются ситуации, в которых необходимо соединить металлические изделия или отремонтировать различные конструкции. Чтобы справиться с этим, нужно знать, как сделать точечную сварку своими руками.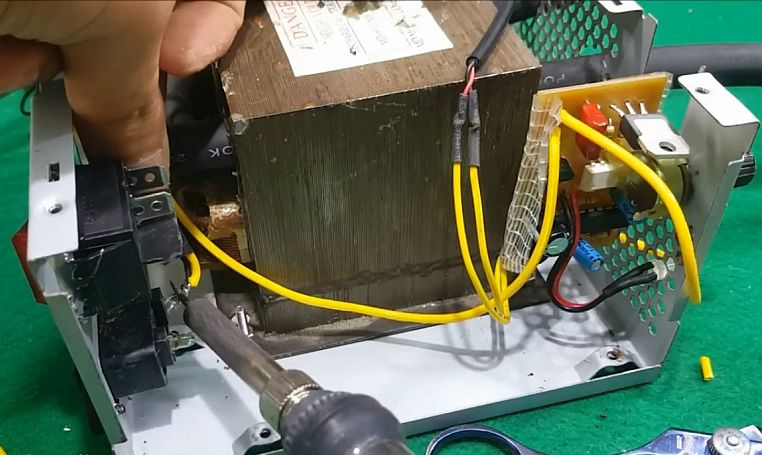 Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
Общие сведения
Самодельная точечная сварка — это довольно трудное мероприятие, которое требует наличия специального оборудования и навыков подобной работы. Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Основные преимущества
Такой способ соединения металлических деталей имеет большое количество преимуществ. Все они делают точечную сварку одной из самых часто используемых. Среди положительных моментов стоит выделить следующие:
- прочность шва;
- дешевизна процесса;
- уменьшение затрат времени;
- простота оборудования;
- возможность выполнения в условиях домашней мастерской;
- автоматизация на предприятиях.
Среди большого количества преимуществ, есть и один недостаток.
Специалисты считают такой вид соединения негерметичным.
 Специалисты считают такой вид соединения негерметичным.
Специалисты считают такой вид соединения негерметичным.Краткая технология
Сварка любых изделий происходит по одному и тому же принципу. При этом важно внимательно проводить все операции и не упустить даже самый незначительный нюанс. Только в этом случае можно добиться идеального шва и его прочности.
Вся технология состоит из нескольких этапов:
- Соединяемые детали совмещаются в нужном положении и надёжно фиксируются.
- Затем они помещаются между электродами сварочного аппарата и плотно сжимаются.
- После этого обрабатываемые детали нагреваются. Это нужно делать до тех пор, пока материал не станет пластичным и легко деформируемым.
- Устройство передаёт кратковременный импульс, благодаря которому металл плавится в местах контакта с электродами.
- Как только действие тока прекращается, расплавленный материал застывает и надёжно скрепляет детали между собой.
 youtube.com/embed/RvjiNon6vNA»/>
youtube.com/embed/RvjiNon6vNA»/>
Подготовительные мероприятия
Основой успешного проведения любого вида работ считается правильно проведённая подготовка. Она позволяет взять всё необходимое для осуществления бесперебойного процесса. Для успеха проведения контактной сварки из сварочного аппарата своими руками необходимо правильно выбрать электроды и все необходимые инструменты.
Выбор электродов
Главный атрибут контактной сварки — электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.
Электрод выполняет функцию подводки тока к свариваемым деталям и сжатия металла. Как правило, он изготавливается из сплавов, обладающих высокой теплопроводностью. Наибольшему воздействию подвергается наконечник. Он разогревается до огромных температур и очень быстро изнашивается. Из-за этого во время работы необходимо постоянно его подтачивать. Наиболее часто используемая форма наконечника — конус.
Как правило, электроды стоят довольно дорого, поэтому очень важно максимально продлить срок их службы. Для этого нужно соблюдать такие условия:
- Для сварки изделий из того или иного материала необходимо подбирать оптимальные для него виды электродов.
- Не использовать тонкие наконечники для тяжёлой сварки.
- Пользоваться водяной рубашкой.
- Соблюдать условия хранения электродов и избегать их механических повреждений.
Специалисты не рекомендуют подпиливать их, так как это может привести к трещинам и неровностям. Из-за таких дефектов процесс сварки усложнится, а полученный шов будет некачественным.
Материалы и инструменты
Для проведения контактной сварки своими руками нужно изготовить соответствующий агрегат. Делается он при помощи определённого набора инструментов и минимального количества доступных каждому материалов.
- электрическая дрель;
- болгарка;
- фрезер;
- ножовка по металлу;
- напильник;
- паяльник;
- молоток;
- зубило;
- острый нож;
- отвёртка;
- ножницы по металлу;
- металлическая линейка;
- штангенциркуль;
- гаечные ключи.
Изготовление оборудования
После того как выполнены все подготовительные мероприятия, можно приступать к работе над устройством. Его сборка выполняется в несколько этапов и может занять значительный промежуток времени.
Источник питания
Аппарат для точечной сварки делается на основе источника импульса, использующего принцип разряда конденсатора. Благодаря ему можно соединять детали толщиной до 0,5 миллиметров.
Особенности работы такого источника питания:
- Нужная сила тока создаётся на выходе вторичной обмотки трансформатора.
- Управление разрядом осуществляется за счёт тиристоров.
- Необходимый заряд накапливается на обкладках конденсаторов. При этом вспомогательная цепь трансформатора должна быть отключена.
- В качестве выпрямителей сигнала используются диоды.

В случае необходимости можно воспользоваться схемой применяемого устройства. С её помощью новичкам будет проще добиться желаемого результата.
Разряд конденсаторов осуществляется так:
- Во время размыкания главной цепи происходит зарядка установленных конденсаторов.
- После включения сварочного аппарата они разряжаются на обмотку. Сила разряда меняется при помощи тиристоров.
- Весь цикл повторяется при выключении устройства.
При сварке более крупных заготовок (толщиной до 4 миллиметров) необходимо в несколько раз усилить мощность разряда.
Намотка трансформатора
Одна из главных составляющих аппарата для точечной сварки — выходной трансформатор.
- Из поломанного трансформатора изымается сердечник. Необходимо выбирать тот, который будет состоять из стальных пластинок с поперечным сечением не менее 60 квадратных сантиметров.
- На одну из его стоек наматывается первичная обмотка. Для этих целей лучше всего применять медные провода диаметром не более 3 мм.
- Поверх обмотки кладётся специальная бумага для трансформаторов. Она выполняет функцию электроизоляции и помогает уберечь устройство от преждевременного выхода из строя.
- Края провода фиксируются на контактной колодке, которая располагается в верхушке сердечника.
- На другую стойку наматывается вторичная обмотка. Делается она в виде двух витков шины, которая собирается из медных проводов.
- Для дополнительной безопасности она обматывается любым видом изоляции.
- Сверху также кладётся трансформаторная бумага, а концы провода выводятся на колодку.

Если всё правильно сделать, то получится трансформатор мощностью 3 тысячи ватт.
Сборка блоков контакта
Для изготовления аппарата точечной сварки чаще всего используется блок контактов пистолетной формы. Процесс его сборки довольно трудоёмкий и может занять немало времени.
Пошаговая инструкция:
- Первым делом берутся 2 пластины из текстолита или гетинакса. Их толщина должна варьироваться в пределах 8−10 миллиметров.
- Из них выпиливаются две заготовки, которые по форме напоминают пистолет. Их длина не должна превышать 25 сантиметров.
- В передней части деталей выполняются полукруглые проточки для установки электродов. Их радиус должен быть примерно 6 мм, а длина — 6 см.
- Отступив от крайнего среза треть метра, вытачивают паз прямоугольной формы для установки гайки, которая будет крепить электрод.
- В месте изгиба исходной заготовки просверливаются необходимые отверстия для крепления пускового выключателя.
- По всей поверхности двух частей пистолета проделываются отверстия для их соединения друг с другом.
- Затем выполняются проточки, которые обеспечат беспрепятственный подвод кабеля.
- Из медного прутка диаметром 8 миллиметров делается электрод длиной не менее 60 мм.
- На одном из краёв нарезается резьба под используемую в устройстве гайку.
- Верхушка электрода затачивается в виде конуса с закруглённым концом.
- На следующем этапе работы выполняется сборка всех деталей. Для этого на электрод накручивается гайка.
- Затем к торцу припаивается провод, соединяющийся с пусковым механизмом.
- После этого вставляется и подключается выключатель.
- Обе половинки пистолета прочно скрепляются между собой.

Техника безопасности
Любой процесс сварки, даже в случае микросварки своими руками, должен выполняться с соблюдением мер безопасности. Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Среди основных требования безопасности стоит выделить следующие:
- Заземление всех потенциально опасных частей оборудования. Такая мера поможет избежать поражения током.
- Перед началом работы необходимо проверять исправность устройства.
- Надевать защитные средства, которые помогут избежать удара током.
- Все элементы управления не должны быть под высоким напряжением.
- В устройстве должны быть использованы провода с большим сечением.
- Использовать рукавицы, которые уберегут руки от случайно отлетевших брызг металла, а также специальный головной щиток. Последний убережёт глаза сварщика от негативного воздействия яркой вспышки.
- Применять защитные средства для органов дыхания или выполнять работу в хорошо вентилируемом помещении. Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.
- Все кнопки аварийного отключения должны находиться в рабочем состоянии. При этом доступ к ним нельзя загораживать какими-либо предметами.
- Место проведения работы желательно отгородить щитками, чтобы избежать различных негативных последствий, возникающих в случае непредвиденной ситуации.
- Необходимо максимально снизить вероятность получения травмы от движущихся частей аппарата.
 Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.
Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.Точечная сварка — это довольно трудоёмкое мероприятие, которое требует не только специальных устройств, но и определённых навыков в работе. При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
Как имитировать точечную сварку?
Имитация точек контактной сварки может потребоваться для восстановления заводского вида отремонтированной области кузова автомобиля. На кузове есть места, где невозможно подступиться контактной сваркой даже при её наличии. Для имитации точек сварки могут потребоваться разные инструменты и методы, в зависимости от доступа к месту, где должны быть точки контактной сварки. В этой небольшой статье описаны несколько разных способов имитации точек сварки. Точки лучше расположить на немного разном расстоянии и с небольшим смещением, как это бывает с завода.
На кузове есть места, где невозможно подступиться контактной сваркой даже при её наличии. Для имитации точек сварки могут потребоваться разные инструменты и методы, в зависимости от доступа к месту, где должны быть точки контактной сварки. В этой небольшой статье описаны несколько разных способов имитации точек сварки. Точки лучше расположить на немного разном расстоянии и с небольшим смещением, как это бывает с завода.
Имитация ластиком карандаша
- Нужно распылить 2–3 слоя наполняющего грунта, потом использовать ластик на карандаше и прикоснуться им, чтобы имитировать точки контактной сварки. Нажмите и поверните карандаш пока грунт всё ещё мокрый.
- Другой вариант – наклеить на ластик карандаша шлифовальную бумагу круглой формы, с абразивом P180 или P240. Такой ластик можно будет использовать на просохшем грунте или на затвердевшей шпаклёвке перед грунтованием. Нужно прислонить ластик с наклеенной шлиф.бумагой и вращать вокруг своей оси, сначала в одну, потом в другую сторону.
 Нужно прислонить ластик с наклеенной шлиф.бумагой и вращать вокруг своей оси, сначала в одну, потом в другую сторону.
Нужно прислонить ластик с наклеенной шлиф.бумагой и вращать вокруг своей оси, сначала в одну, потом в другую сторону.Имитация точек сварки выбиванием стержнем определённого размера
Метод заключался в том, чтобы использовать стержень того же диаметра, что и точка сварки. Пара ударов по нему молотком оставляет небольшой круглый отпечаток, напоминающий точку от контактной сварки. Нужно сделать это в местах, где нет шпаклёвки или зачищенных сварных швов.
Имитация точек сварки гревером со специальной насадкой
Используйте гревер с насадкой для заточки цепной пилы (5.5 мм – 5.6 мм D455 ). Это сделать не просто и насадка может легко соскальзывать. Нужно держать инструмент двумя руками. Можно сначала наклонить насадку, сделать один край точки, потом другой, а потом шлифовать, удерживая насадку в плоском состоянии.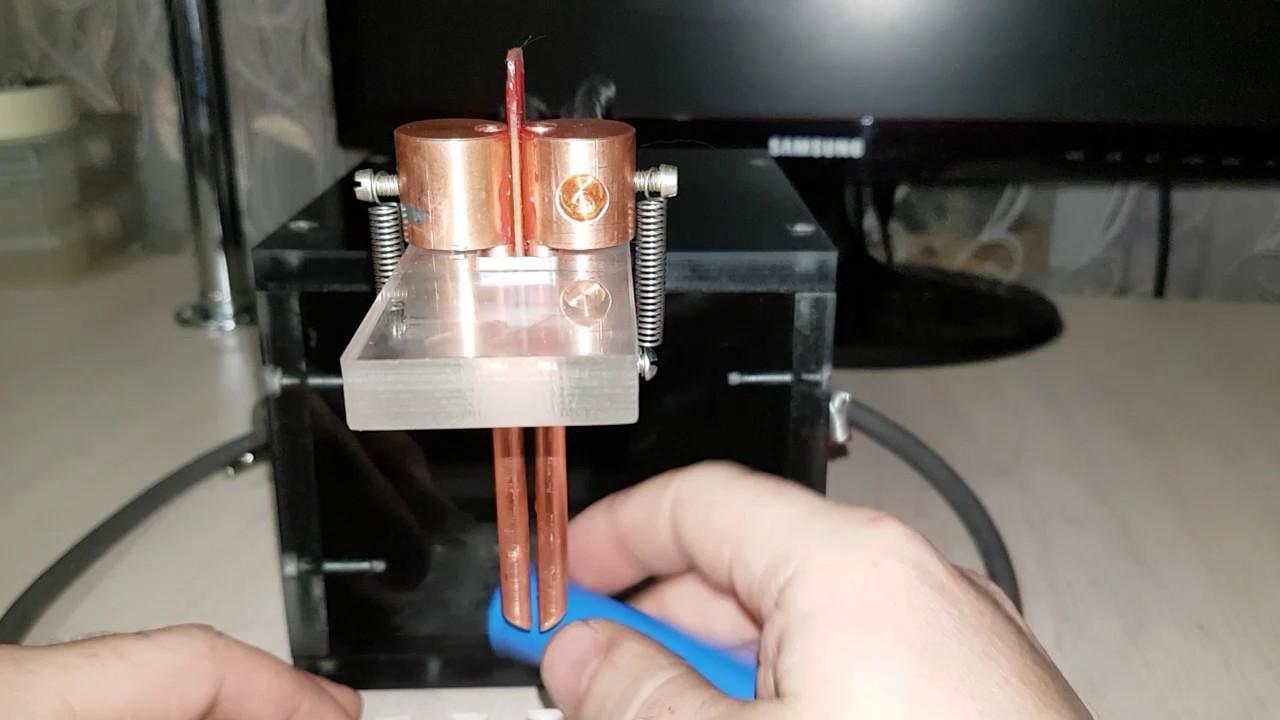 Если всё делать аккуратно, то можно добиться точек, очень похожих на следы контактной сварки.
Если всё делать аккуратно, то можно добиться точек, очень похожих на следы контактной сварки.
Изготовление специального устройства для имитации точек контактной сварки
- Можно использовать плоскогубцы с фиксатором (vise grip). На один конец нужно приварить выступ (к примеру, кончик от болта) и доработать его, чтобы он был по размеру как сварная точка. На другом конце нужно приварить гайку большего размера, чтобы контролировать прижим на обратной стороне панели, на которой будет имитироваться точка сварки. Сожмите зажим, затяните его туго, потом повертите его влево, вправо. Он обеспечит хорошую имитацию точки сварки. Поэкспериментируйте, им можно контролировать глубину точки.
- Другое устройство можно изготовить из маленькой струбцины (продаётся под названием: струбцина монтажная, балочный зажим). Она предназначена для монтажа трубопроводов, вентиляционных каналов, спринклерных установок и других элементов на стальных несущих балках без сверления и сварки. Можно также приспособить съёмник шаровых опор подходящей конфигурации. Измените болт до нужного размера точечного сварного шва, а с другой стороны просверлите полость нужного диаметра.
 Можно также приспособить съёмник шаровых опор подходящей конфигурации. Измените болт до нужного размера точечного сварного шва, а с другой стороны просверлите полость нужного диаметра.
Можно также приспособить съёмник шаровых опор подходящей конфигурации. Измените болт до нужного размера точечного сварного шва, а с другой стороны просверлите полость нужного диаметра.Печатать статью
Ещё интересные статьи:
Точечная сварка своими руками, разбираем ошибки в работе
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
Немного про сварочные работы
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Подготовительные работы
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
- Обезжирить, так качество сцепления будет максимальным.
- Удалить ржавчину и прочие эффекты коррозии или окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если присутствует окалина на металле, её также следует удалить.
- Убедитесь, что детали плотно прилегают.
- После удаления излишних слоёв налёта и прочего, детали омываются и сушатся.
- Последняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых элементов на поверхности, если всё нормально тогда можно приступать к работе.
Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Этапы работы
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
- Фиксирование детали в зажиме между электродами аппарата. На деталь сразу производится определённое заданное давление, которое деформацию на микронеровностях.
- После плотной фиксации и необходимого сжатия происходит подача электрического импульса. Впоследствии чего металл разогревается до предельных температур и в месте соприкосновения электродов начинает плавиться, и заготовки соединяются. Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
- Подача импульса прекращается. Место сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия необходимо через определённый промежуток времени, так как в процессе остывания металл при сжатии набирает более мелкозернистой структуры. Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Дефекты и ошибки контактной сварки
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
- Неправильно подобранная мощность.
- Недостаточный либо слишком большой период давления на заготовку.
- Электрод не подходит к свариваемому металлу.
- Схема работы самого сварочного аппарата не подходит к условиям необходимого сварочного процесса.
- Поверхность для контактной сварки подготовлена неправильно.
Дефекты, возникающие при неправильной контактной сварке:
- Недостаточная степень расплавления, что способствует неправильному формированию ядра точки.
- Слишком глубокое образование вмятин при контактном давлении.
- Кромки нахлёстки могут разорваться при очень близком нахождении контактной сварной точки.
- Изменение свойства металла впоследствии слишком большого разогрева. Например, ухудшение рабочих качеств аккумуляторов.
- Сквозное прожигание металла.
- Образование внутренних трещин либо пустот.
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность при сварке
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Подведём итог
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Контактная точечная сварка своими руками: виды, особенности сборки
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:
Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:
Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора
Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Как испытать сварочник из микроволновки, сделанный своими руками
Проверка прибора осуществляется также вольтметром, а также путем визуального осмотра качества соединения проводов и целостности конструкции. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной.
Кроме этого необходимо изучить качество сварного шва. Существует несколько показателей, которые указывают на проблемы с прибором для контактной сварки, или нарушением правил работы с ним:
- Непровар. Возникает из-за недостаточного нагрева места сварки. При этом снижается прочность изделия. Возникает непровар из-за падения напряжения в сети, слишком малого усилия в процессе варки, а также плохой очистки поверхностей свариваемых деталей.
- Подплавление. Пережог деталей возникает из-за неправильно выбранной формы электрода, их смещением, а также перекосом деталей при их установке, наличие мелкого мусора в зоне сварки.
- Трещины. Возникают из-за слишком быстрого охлаждения ядра сварки, а также неправильно подобранного диаметра электродов.
Для закрепления полученной информации предлагаем посмотреть видео как собрать аппарат для точечной сварки своими руками из микроволновки:
Особенности изготовления своими руками контактной сварки из сварочного аппарата
Для сборки агрегата точечной сварки своими руками из сварочного аппарата нам потребуются следующие, ужа знакомые нам элементы: собственно, трансформатор, блок питания, система управления и выключатель.
Для удобства расчета количества витков для перемотки трансформаторной катушки можно воспользоваться формулой N = 50 / S, в которой N является количеством витков, а S – площадью сердечника (см²).
Особенность сборки точечной сварки из инвертора своими руками заключается в том, что прежде всего определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Важно качественно заземлить обе обмотки – так как сила тока в таких аппаратах существенно выше.
Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
Всем известно, что литиевые аккумуляторы очень боятся перегрева температур и прибор точечной контактной сварки поможет без проблем приварить к ним необходимые тончайшие элементы. Особенность конструкции в том, что сварочный аппарат управляется автоматически. Рассмотрим, как работает устройство для контактной сварки аккумуляторов своими руками.
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
- Во время включения и выключения прибора электроды должны быть сжаты. Иначе вы рискуете сжечь их.
- Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
- Перед работой важно проверить качество соединения всех элементов сети. А также изоляцию проводов.
- Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
- Перед работой проведите тестовый запуск на малой мощности.
Надеемся, что наши рекомендации будут полезны при сборке прибора для точечной сварки своими руками. Если у вас есть вопросы к автору статьи, задавайте их в комментариях и предлагайте свои варианты для решения задач по тестированию и сборке сварочных аппаратов.
Загрузка…Сварочный аппарат для точечной сварки своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на
220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Точечная сварка своими руками
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Точечная сварка своими руками
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.
Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
- заготовки совмещают в требуемом положении;
- делают крепеж деталей непосредственно между прижимными электродами установки;
- осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.
Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.
Получается, что принцип точечной сварки заключается в чрезмерном нагревании рабочих металлических поверхностей, результатом которых осуществляется их сплавление и единое структурное новообразование.
Основную роль в процессе сварки исполняет импульсная характеристика тока, который создает необходимый нагрев металлической области. Не менее важной характеристикой служит время воздействия и сила удержания деталей. Благодаря этим параметрам кристаллизуется металлическая структура.
Основными преимуществами сварки электроконтактной из сварочного аппарата считаются:
- выгодность использования;
- прочный шов;
- простота оборудования;
- самодельная точечная сварка может быть создана в домашних условиях;
- возможность автоматизации в условиях предприятия.
Единственным изъяном точечного соединения деталей считается негерметичность соединения.
Основными требованиями к сварочному оборудованию считаются:
- возможность изменить время процесса;
- создание давления в рабочей области, с достижением предела в окончании процесса нагрева;
- наличие электродов с высокими показателями проводимости энергии и тепла.
Для бытового применения подходить электролитическая медь и ее смесь марки ЭВ. Стоит отметить, что площадь контактируемого участка электрода должна превышать свариваемое соединение (шов) в 2,5 раза.
Сборка сварочного аппарата своими силами
Для точечного сваривания деталей необходимо создать соответствующее оборудование. Установка для точечной сварки своими руками, изготовленная в домашних условиях, может иметь любую форму – от переносных разновидностей до крупногабаритных моделей. На практике обычно используются настольные варианты, применяемые для соединения различных металлов. Перед тем как создать точечную сварку из инвертора, следует ознакомиться с материалами, какие понадобятся при изготовлении.
- преобразователь энергии, то есть трансформатор;
- электрический кабель с изоляцией сечением от 10 мм;
- медные электроды;
- прерыватель;
- наконечники;
- болты;
- подручные средства и материалы для создания корпусной основы либо сварочных клещей (бруски из дерева, вторсырье, фанера).
Схемы монтажа
Основными разновидностями схем сборки сварочного устройства являются простые проекты с минимальным количеством требуемых материалов. Стоит отметить, что изготовленное оборудование не будет мощным, то есть данная схема точечной сварки предназначена только для бытового применения. Его назначение – сварка небольших листов железа и электрических проводов.
Чтобы понять, как сделать контактную сварку вспомнить курс школьной программы, а именно физическое правило «Закон Джоуля-Ленца»: когда электричество проходит по проводнику, объем тепловой энергии, создаваемый в нем, прямо пропорционален сопротивлению проводника, времени воздействия и квадрату электрического тока. Вывод, если ток изначально составлял большое значение (например, 1000 А), то при слабом соединении и маленьких проводах будет расходоваться большее количество энергии (в несколько тысяч раз), чем при меньшем электротоке (10 А). То есть качество собранной электрической цепи играет важную роль.
Формирование электрического импульса между двумя участками металлических изделий считается базовой частью работы сварочной установки. Для этого потребуется небольшой преобразователь энергии. Свариваемое изделие необходимо подключить к нижней обмотке устройства, а металлический электрод к вторичной.
Стоит отметить, что недопустимо непосредственно совмещать преобразователь с источником питания. Для этого в электрической цепи предусмотрен мост с электронным выключателем (тиристор). Чтобы создать требуемый импульс, в устройство необходимо подать вспомогательное питание, включающее в себя мост выпрямления энергии и трансформатор. Электрический ток будет концентрироваться в конденсаторе, чья роль – это формирование импульса.
Для того чтобы аппарат контактной сварки, изготовленный своими руками, заработал, нужно на рукояти пистолета нажать «кнопку импульса» для открытия цепной схемы конденсатора-резистора. В результате этих манипуляций произойдет разряд через металлический стержень. Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке. Это позволяет понять визуально, как же это все правильно осуществляется.
Самодельный аппарат из микроволновой печи
Так как на аппараты точечной сварки не всегда можно выделить лишнюю сумму денежных средств, то можно изготовить ее собственными силами. Для этого потребуется довольно мощная микроволновая печь.
Сборка трансформатора
От микроволновки потребуется лишь одна деталь – это высоковольтный трансформатор для точечной сварки. От этой детали требуется лишь сердечник (магнистор) и первичная (нижняя) обмотка. Для удаления ненужных участков можно воспользоваться молотком, болгаркой либо ножовкой. После удаления трансформаторной вторичной обмотки, необходимо создать самодельный трансформатор для контактной сварки. Чтобы это выполнить, следует воспользоваться медным кабелем, диаметром, равным проему трансформатора. Необходимо сделать два витка. Для того чтобы соединить две части сердечника потребуется эпоксидная смола.
Далее следует протестировать выходное напряжение из устройства. Оптимальным значением считается показатель в 2 вольта, а сила тока – около 850 ампер.
Основу сделали, теперь необходимо заняться корпусом самодельной установки. Для этого используются различные полимеры, например, пластмасса или дерево. Обратная область корпуса точечной установки должна содержать несколько проемов. Один проем будет служить ключом устройства, а другое подавать электричество.
Если вместо пластика применяется дерево, то для начала следует выполнить несколько подготовительных операций, а именно отшлифовать, пропитать и лакировать. Чтобы создать самодельный рабочий аппарат для точечной сварки своими руками, потребуется:
- кабель электропитания сварочной установки;
- ручка от двери;
- выключатель;
- медные держатели;
- электропровод большого диаметра;
- расходные материалы (саморезы, гвозди).
После подсыхания корпусного участка, необходимо собрать установку и совместить все сопутствующие детали. После этого отрезается медный провод на 2 части, каждый из которых примерно 25 мм. Эти элементы будут осуществлять функцию электродов. Чтобы их зафиксировать, достаточно применить стандартную отвертку. Затем необходимо установить ключ системы, толстый электрокабель предотвратит его выскальзывание. Чтобы зафиксировать трансформатор на корпусе конструкции можно использовать саморезы, но не стоит забывать о заземлении одной из клемм.
Чтобы повысить безопасность использования устройства для сварки рекомендуется установка вспомогательного включателя. Для крепежа рабочих рычагов также применяют небольшие гвозди и другие крепежные элементы. К торцевым частям рукоятей прикрепляются контактные металлические стержни. Для вознесения верхней рукояти применяется стандартный полимер – резина.
Создание электродов
Элементы, применяемые для точечной сварки своими руками, должны отвечать определенным требованиям, а именно устойчивостью к воздействию рабочих температур, хорошей электропроводностью и легкостью механической обработки.
Для этого прекрасно подходят медные провода сечением от 15 мм. Основной принцип – сечение электрода не должно быть меньше поперечника провода. Если не жалко, то можно применить жала 2 паяльников, которые точно прослужат долго.
Органы управления
Создаваемая контактная сварка своими руками имеет простое устройство. Приходится всего две управляющих системы – выключатель и рукоять. Выключатель точечной сварки фиксируется в цепи первичной обмотки. Это необходимо из-за того, что во вторичной обмотке ток больше, а выключающая система создаст дополнительное сопротивление. Выключатель устанавливается на рычаге, так удобнее будет работать. То есть одной рукой можно будет включать электричество, а второй удерживать свариваемые материалы.
Стоит отметить, что включение и выключение сварочного тока необходимо осуществлять лишь при сжатых электродах, потому что в противном случае появится искра, приводящая к их подгоранию. Рекомендуется также применять вентилятор для охлаждения аппарата.
Если подобная охлаждающая система отсутствует, то следует постоянно контролировать температуру преобразователя энергии, металлических электродов, электропроводов и создавать дополнительные перерывы, чтобы предотвратить перегрев.
На сегодня приобретение сварочного аппарата для точечной сварки не является проблемой, если есть денежные средства. В любом специализированном магазине предложат целый ряд установок для точечного соединения деталей, причем разной мощности и производителей. Но для домашних мастеров не всегда возможно подобрать требуемые параметры, поэтому сделать аппарат точечной сварки своими руками будет оптимальным решением. Все необходимые расходные материалы можно позаимствовать и найти дома. Собранная собственными руками установка для точечной сварки не подводит и отлично работает, тем самым обеспечивая требуемый мелкий ремонт металлических изделий.
Рекомендуем также к прочтению:
Схема и этапы сборки точечной сварки своими руками из микроволновки | сделай сам
Схема и этапы сборки точечной сварки своими руками из микроволновкиНе удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими рукамиРазнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сваркиПринцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорогоУстаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими рукамиСхема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатораДля вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сваркиТрансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройствоДля создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновкиСхема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сваркиПервое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сваркиСамодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркойОрганов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновкиТочечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
13 Дешевая и простая в изготовлении машина для точечной сварки «сделай сам» — самодостаточный образ жизни
Сварщик «сделай сам» сможет создавать определенные сварные швы на небольших участках, не забирая при этом большую часть вашего банковского счета. Если вы домашний разнорабочий и делаете все ремонты, то самодельный точечный сварщик может значительно облегчить вам жизнь.
Недорогой аппарат для точечной сварки своими руками поможет вам отремонтировать микроволновые печи, небольшую кухонную технику, пылесосы и различные электронные устройства.Точечная сварка позволяет создать определенную точку контакта сварного шва, не выделяя слишком много тепла. Уменьшение количества тепла позволяет проводить сварку в ограниченном пространстве.
Сэкономьте деньги, построив собственный аппарат для точечной сварки, а затем сэкономьте еще больше денег, используя аппарат для точечной сварки своими руками для ремонта дома.
Другие похожие статьи, которые могут вам понравиться: Самодельная кузница для кузнечного дела , самодельные силовые молотки , diy телескоп , diy зарядные станции и diy bluetooth колонки.
1. Сварочный аппарат для точечной сварки для электроники
Следуйте этим пошаговым инструкциям, чтобы собрать Сварщик для точечной сварки DIY , который полезен для ремонта электроники. Эти инструкции на веб-сайте также содержат вторую часть, которая покажет вам, как создать контроллер для самодельного сварочного аппарата, чтобы вы могли создавать прочные сварные швы в деликатных местах.
2. Сварочный аппарат DIY для аккумуляторов
A Сварочный аппарат для точечной сварки r для аккумуляторов своими руками легко собрать с помощью этих бесплатных инструкций.Письменные инструкции и графические схемы позволяют легко следовать этому плану строительства. Некоторые компоненты для этого DIY-проекта можно приобрести в магазине Dollar Tree, что делает этот проект очень недорогим.
3. Дешевый аппарат для точечной сварки «сделай сам»
Все проекты «сделай сам» предназначены для экономии ваших денег и / или утилизации полезных предметов, и сварочный аппарат arduino не исключение. Воспользуйтесь этими подробными инструкциями, чтобы собрать дешевый аппарат для точечной сварки, который наверняка поможет вам во многих домашних ремонтах.
Переработка полезных вещей помогает уберечь мусор от свалки и больше денег в вашем кармане. Ремонт предметов, которые у вас уже есть, с помощью сварочного аппарата DIY также сэкономит вам деньги и принесет пользу всей планете.
4. Сварочный аппарат для точечной сварки в микроволновой печи
Не только точечный сварщик может помочь вам отремонтировать нефункционирующую микроволновую печь, но и части старой микроволновой печи могут быть использованы для сборки точечного сварочного аппарата . Утилизированные детали из старой микроволновой печи можно переработать в удобный аппарат для точечной сварки сопротивлением, следуя этим простым инструкциям.
5. Небольшой самодельный аппарат для точечной сварки
Вот еще одна полезная идея по переработке компонентов из старой микроволновой печи в небольшой самодельный аппарат для точечной сварки. Самодельный сварочный аппарат может быть небольшим по размеру, но он способен постоянно сваривать листовой металл и выполнять быструю пайку.
Используйте трансформатор от неработающей микроволновой печи и несколько других компонентов, чтобы создать этот мощный небольшой аппарат для точечной сварки.
6. Сварочный аппарат для точечной сварки DIY с микроволновым трансформатором
Это большой сварочный аппарат для точечной сварки , который имеет большую мощность, чем упоминавшиеся ранее самодельные сварочные аппараты.
Для этого самостоятельного проекта требуется три видеоролика, охватывающих все детали сборки, но его стоит посмотреть. Готовый сварочный аппарат достаточно мощный, чтобы справиться с любым домашним проектом, а готовый продукт выглядит очень профессионально.
7. Планы для точечной сварки своими руками
Посмотрите это подробное видео на YouTube, чтобы узнать , как построить дешевый аппарат для точечной сварки . Если вы хотите создать эту машину для точечной сварки, вы можете скачать планы вместе с видео на YouTube.
Этот креативный дизайн делает это одним из лучших наборов бесплатных онлайн-планов для самодельного сварщика. Проекты DIY могут быть интересными, быстрыми и доступными, если вы посмотрите обучающий YouTube, подобный этому.
8. Аппарат для точечной сварки аккумуляторов своими руками
Зачем платить более 100 долларов за аппарат для точечной сварки arduino , если вы можете сделать один из них за небольшую часть стоимости? Сэкономьте деньги и получите нужного вам сварочного аппарата, следуя этим бесплатным планам.
Это подробное видео на YouTube расскажет вам о процессе сборки, чтобы вы могли очень дешево собрать самодельный аппарат для точечной сварки аккумуляторов.Видео очень информативно и полезно для начинающих строителей-сварщиков.
9. Аппарат для точечной сварки батарей для самостоятельного изготовления
Если вы не хотите строить аппарат для точечной сварки DIY из переработанных деталей, подумайте о том, чтобы собрать его из такого комплекта. Этот сварочный комплект и видео на YouTube сделают сборку очень простой, а готовый продукт — очень полезным.
Этот комплект для точечной сварки доступен по цене и может быть быстро собран. С помощью этого небольшого и мощного аппарата для точечной сварки вы сможете завершить все ремонтные работы и отметить свои дела в списке дел.
10. Устройство для точечной сварки батарей Arduino
Это идеальный аппарат для точечной сварки аккумуляторов своими руками, который легко собрать, следуя этим инструкциям. Видео проведет вас через процесс сборки шаг за шагом, плюс есть изображения и письменные инструкции, чтобы показать вам, как использовать этот diy arduino аккумулятор точечной сварки после того, как вы его закончите.
Подумайте обо всех проектах, которые вы можете выполнить в доме с помощью нового сварочного аппарата, а затем приступайте к его сборке, следуя этим подробным инструкциям.
11. Самодельный аппарат для точечной сварки
Легкий самодельный аппарат для точечной сварки легко собрать из переработанных деталей и этих подробных инструкций. Старый трансформатор от микроволновой печи и несколько других переработанных компонентов можно собрать вместе, чтобы создать новый самодельный сварочный аппарат, способный выполнять небольшие сварочные работы.
Отремонтируйте эту сломанную электронику и создайте что-нибудь новое с помощью этого полезного сварщика.
12. Вкладыш для точечной сварки.Двойной импульс этого аппарата для точечной сварки
обеспечивает лучшую зажимную способность, а ток можно регулировать в соответствии с сварочной задачей.Графические инструкции вместе с письменными инструкциями содержат все подробности и меры предосторожности для этого проекта DIY.
13. Аккумулятор DIY Spot Welder
Используйте эту идею, чтобы создать либо точечный сварочный аппарат с таймером, управляемым Arduino, либо контроллером точечной сварки. Сварщик такой же, только способ управления сваркой не является обязательным, поэтому вы выбираете тот, который лучше всего подходит для вас.
Небольшой размер и простая сборка делают его отличным вариантом, который можно сделать за один день. Это доступный проект DIY, и готовый аппарат для точечной сварки DIY позволит вам создавать сварные швы в этих труднодоступных местах.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
1) Пройдите обучение по процессу RSW.
Точечная сварка кажется обманчиво простой, но необходимо понимать и контролировать множество переменных процесса.Поскольку на типичном аппарате для точечной сварки доступно множество различных настроек, важно понимать, как отрегулировать каждую настройку для достижения оптимальных результатов. И, как и в случае с выпечкой торта, очень важно использовать правильный рецепт точечной сварки
.Металлоформовщики должны обращаться к легкодоступным таблицам рецептов, которые предписывают рекомендуемые настройки для вторичного тока (тепла сварного шва), продолжительности сварки (времени протекания тока) и давления ковки (силы) для точечной сварки листового металла различных типов и толщины.Примечание. Используйте эти настройки только в качестве отправной точки. Эмпирическое правило: при условии использования надлежащего сварочного усилия самые прочные и наиболее привлекательные соединения обычно возникают в результате высокой температуры нагрева и короткого времени сварки, что называется графиком сварки класса А.
Графики сваркиклассов B и C часто находят применение, когда металлообрабатывающий станок использует сварочный аппарат, слишком малый для толщины свариваемого материала. Эти графики включают более низкие диапазоны усилий и более длительное время сварки, что приводит к более низкой прочности сварного шва на сдвиг и большей маркировке поверхности из-за большей зоны термического влияния.
Выход на пенсию и увольнения квалифицированной рабочей силы в течение последних нескольких лет снизил знания племен во многих цехах, выполняющих точечную сварку, но некоторые источники предлагают книги и учебные курсы по этому процессу. Например, T. J. Snow Company предлагает несколько вариантов обучения, включая семинар на предприятии, проводимый в вашем собственном месте. T. J. Snow также представил совершенно новую интерактивную онлайн-версию своего семинара по контактной сварке. Более подробную информацию о семинарах по контактной сварке Т. Дж. Сноу можно найти на сайте www.tjsnow.com/seminars
2) Выберите подходящий сварочный аппарат.
Самое важное, что нужно запомнить: выберите машину, которая может выполнять сварные швы класса A оптимальной прочности, при этом около 25% доступной силы тока и диапазона оставлены в резерве.
Большинство компаний не имеют возможности самостоятельно определять размеры машины, поэтому прислушайтесь к советам опытного машиностроителя. Хороший инженер по продажам процитирует машину только после того, как задаст вопросы о свариваемых материалах и скорости, с которой машина будет работать.
Поскольку рейтинг KVA машины RSW может быть увеличен за счет использования рабочего цикла менее 50 процентов стандарта RWMA, обязательно спросите, соответствует ли указанная машина этим стандартам.
Хотя машины RSW с коромыслом являются наиболее распространенными из-за их относительно низкой закупочной цены, они применяют силу сварки с помощью рычага — наконечники часто скользят, если рычаги не выровнены идеально. Таким образом, более дорогостоящая прессовая машина вертикального действия часто получает вызов, когда приложение требует привлекательной выставочной поверхности с низким уровнем маркировки.
Сварочный аппарат, который слишком большой, может вызвать столько же проблем, как и слишком маленький, особенно когда диаметр воздушного цилиндра настолько велик, что он должен работать при давлении в воздуховоде ниже 40 фунтов для достижения желаемого сила сварки.
Неприемлемая прочность сварного шва может быть результатом неадекватного последующего действия воздушного цилиндра в момент, когда листовой металл достигает расплавленного состояния, когда его необходимо правильно подделать.
Чтобы приспособить новые высокопрочные стали, которые используются в автомобильной промышленности, производители машин и средств управления RSW добились значительных успехов.Например, машины, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), стали обычным явлением в мастерских, поскольку они предлагают много преимуществ по сравнению с традиционными однофазными машинами переменного тока.
Итак, обеспечьте хорошее качество, заменив или переоборудовав устаревшие, старые машины RSW или, по крайней мере, дооснастив их новыми программируемыми средствами управления.
3) Используйте правильные инструменты настройки.
Чтобы разобраться в таблицах рецептов точечной сварки, каждый цех, использующий этот процесс, должен иметь специализированный амперметр для контактной сварки для измерения вторичного среднеквадратичного сварочного тока, подаваемого на наконечники.Кроме того, поскольку переменные рычажного действия (на машине RSW с коромыслом) и трение плунжера (на прессе вертикального действия) могут влиять на прилагаемое усилие сварки, мастерские также должны иметь манометр с прямым отсчетом для измерения фактическое усилие сварки между наконечниками.
Использование вторичного амперметра и датчика силы позволяет оператору установки RSW настраивать машину с научной точки зрения, а не методом проб и ошибок. И, когда требуется документация, некоторые из доступных измерителей также могут служить в качестве мониторов для записи и сохранения сварочных переменных для справки.
4) Используйте тестер на растяжение.
Испытание точечной сварки должно быть более научным, чем бросание сварных деталей на пол. Хотя испытание на механическое отслаивание или стамеску может быть полезным способом визуальной проверки прочности сварного шва и диаметра самородка, лучший инструмент для обеспечения качества — это прибор для испытания на растяжение, предназначенный для вытягивания небольших образцов сварных образцов до разрушения. Прочность на сдвиг хорошего точечного шва должна превышать прочность на сдвиг основного материала.
5) Определите выступ.
Благодаря широкому диапазону пластичности низкоуглеродистая сталь может успешно свариваться точечной сваркой при различных настройках оборудования. Однако, чтобы определить идеальную настройку, металлоформор должен поэкспериментировать со сварочным аппаратом и использовать прибор для испытания на растяжение для проверки результатов.
В нижней части окна сварного шва прочность сварного шва неприемлема; в верхней части происходит изгнание. Чтобы установить оптимальные настройки для свариваемого материала, оператор должен подтвердить оптимальный рецепт сварки и использовать эти параметры в качестве отправной точки для производственного цикла.
Прочность сварного шва будет снижаться по мере износа электродов, но начало процесса с середины допустимого диапазона, а не с «неровной кромки», позволяет процессу быть наиболее стабильным и надежным.
6) Используйте правильные наконечники и держатели электродов.
Выбор наконечника играет важную роль в успешной точечной сварке, и существует множество форм электродов и медных сплавов, из которых можно выбирать. Опять же, полагайтесь на совет знающего поставщика.
Например, вместо использования дорогих наконечников электродов со смещением поставщик может порекомендовать использовать держатель со смещением и менее дорогой прямой наконечник. Кроме того, использование небольших сменных колпачков электродов вместо традиционных цельных электродов может дать значительную экономию.
И, чтобы продлить срок службы электродов, используйте трубки с концами, обрезанными под углом 45 град. под углом, чтобы вода полностью попадала на дно внутренней охлаждающей камеры наконечника.
7) Одевайте чаевые раньше и чаще.
Поскольку большинство проблем с качеством RSW напрямую связано с износом электродов, металлоформаты не могут позволить себе пренебрегать наконечниками электродов. Регулярное одевание или обмен чаевыми — задолго до того, как это потребуется — принесет большие дивиденды. Вот пример того, как важно поправлять чаевые:
ДиаграммыRSW часто рекомендуют наконечники диаметром ¼ дюйма. приваривать контактную поверхность. Предположим, вы определили, что свариваемый материал требует 9800 А для оптимальной прочности сварного шва. Вот в чем загвоздка: если больше ничего не изменится и кончики грибов от ¼-в.диам. до 3⁄8 дюйма, что едва заметно, лабораторные испытания показали, что для достижения такой же силы потребуется 22 100 А. Подобные ситуации приводят к образованию слабых сварных швов и бракованным деталям.
Хотя металлоформеры могут выбирать из нескольких типов приспособлений для правки наконечников, лучший метод поддержания надлежащего диаметра поверхности сварного шва — это вынуть электроды из машины после заранее определенного количества сварных швов, задолго до того, как они выйдут из-под контроля. Обработайте концы электродов в автономном режиме с помощью токарного станка или сверлильного станка, оснащенного подходящими режущими лезвиями.
8) Конструкция для контактной сварки.
Металлоформеры могут ссылаться на таблицы с указанием минимального контактного перекрытия, а проектировщики деталей из листового металла, сваренных точечной сваркой, должны предусмотреть соответствующую ширину фланца, чтобы избежать выталкивания, что снижает прочность сварного шва. Кроме того, тщательно продумайте расстояние между сварными швами. Слишком близкое расположение точечных сварных швов может привести к шунтированию. Здесь часть энергии сварки теряется из-за прилегающих сварных швов, что может привести к некачественной прочности сварного шва.
Подпружинивание свариваемых деталей также может мешать процессу RSW. Использование части доступного сварочного давления сварочного аппарата для прижатия деталей друг к другу может поставить под угрозу правильную ковку сварного шва.
9) Покупайте сталь известного качества.
ПроблемыRSW иногда можно отнести к рулонам стали, купленным с привлекательной скидкой, но сомнительного качества. Высокое содержание углерода может вызвать серьезные проблемы при сварке, как и непостоянная толщина покрытия.Если сварочный аппарат не отрегулирован должным образом, чтобы учесть эти отклонения, сварные швы, которые выглядят хорошо, могут развалиться.
10) График регулярного профилактического обслуживания.
МашиныRSW обычно не проходят регулярного профилактического обслуживания (PM), которого они заслуживают. Производительность машины со временем ухудшается из-за коррозии и / или искрения многочисленных вторичных соединений медь-медь, по которым проходит ток от трансформатора к наконечникам. Поэтому металлоформеры должны разбирать, очищать и подтягивать весь вторичный контур не реже одного раза в год.Они также должны регулярно проверять систему подачи усилия и устранять любые утечки воздуха и механический износ.
По всем вопросам, связанным с контактной сваркой, включая оборудование и расходные материалы, посетите сайт www.tjsnow.com или позвоните по телефону 1-800-NOW-SNOW.
Эта статья была первоначально написана Томом Сноу и опубликована в журнале MetalForming Magazine, июль 2014 года.
Советы по сварке листового металла
При ремонте кузова старого автомобиля 4×4 вы иногда обнаруживаете, что путь наименьшего сопротивления ремонту — это снять и заменить панель кузова.Это могло произойти из-за ржавчины или серьезных повреждений, которые невозможно вернуть в исходную форму. Иногда сменную панель можно приобрести на вторичном рынке, а в других случаях вам необходимо изготовить панель из листовой стали на заказ. Это то, что мы делали несколько раз, и мы можем дать вам несколько советов и уловок, которые сделают вашу работу намного проще. Одна из наиболее важных частей информации, которую вам нужно знать, — это толщина листового металла. Как правило, более толстый листовой металл легче сваривать, а в старых автомобилях 4×4 используется более толстый листовой металл.Зная толщину, вы сможете настроить сварочный аппарат MIG таким образом, чтобы он не продувал материал.
Точечная сварка Посмотреть все 6 фотографий Посмотреть все 6 фотографийКак и в случае практически любого механического ремонта, у вас должен быть некоторый опыт работы, и работа с листовым металлом не исключение. Во-первых, неплохо было бы узнать, что такое точечная сварка и как их идентифицировать и удалять. Как правило, детали кузова серийно выпускаемых автомобилей скрепляются точечной сваркой.При этом типе сварки образуется небольшое круглое углубление в месте соединения двух панелей. По сути, два электрода сжимают две панели вместе и посылают электрический заряд через панели, плавя их вместе. Если вам нужно снять панель, скорее всего, вам придется просверлить несколько точечных сварных швов и узнать, как их заменить. Самый простой способ справиться с точечной сваркой — использовать резак для точечной сварки. Есть несколько видов, и мы предпочитаем резаки для точечной сварки Blair от Summit Racing.К ним нужно немного привыкнуть, но как только вы выберете инструмент, они режут быстро и служат хорошо. Мы также рекомендуем купить сменные фрезы для этих инструментов. Если один или два зуба сломаются от фрезы, вам нужно будет либо перевернуть его, либо заменить фрезу, которая навинчивается на оправку с пружиной и центрирующим штифтом в ней. Они работают как маленькая кольцевая пила с подпружиненным центрирующим штифтом. Пробейте центр точечной сварки и приступайте к резке.
Удерживание вещей на месте Посмотреть все 6 фотографий Посмотреть все 6 фотографийПосле того, как вы удалили поврежденный листовой металл и нашли или сделали замену, вы должны переустановить его.Вы можете купить аппарат для точечной сварки, но мы не стали бы этого делать, если вы не заключите выгодную сделку или не планируете много менять панели. Или вы можете сделать то, что делаем мы, и просверлить небольшие отверстия (размером около 3 / 16-1 / 4 дюйма) в одной из панелей, чтобы воссоздать точечный или розеточный шов с помощью нашего сварочного аппарата MIG. После этого очистите основной металл и нанесите грунтовку для сквозных сварных швов. Затем мы используем ряд различных зажимов, чтобы удерживать предметы на месте перед выполнением точечной сварки. Обычно вы можете легко заполнить отверстие и сделать в нем строчную букву «е», заполнив его.Как только вы научитесь хорошо с этим, поверхность вашей новой точечной сварки MIG должна быть примерно заподлицо, или вы можете отшлифовать ее с помощью угловой шлифовальной машины, чтобы лучше видеть, если есть обдув или точечный сварной шов слишком сильно выступает.
Принуждение к подгонке Посмотреть все 6 фото Посмотреть все 6 фотоИногда вещи не совпадают, как должны, новые сменные панели могут не подходить идеально, а металл, который вы оставили, мог быть поврежден, и вы должны применить силу, чтобы поставить его в нужное место.Опять же, полезны хомуты, молоток и тележка. Кроме того, мы использовали ремни с храповым механизмом, чтобы удерживать предметы на месте, и хотя большинство ремонтных мастерских могут не одобрять эту идею, мы иногда используем саморезы, чтобы временно удерживать панель на месте. Заполнив один или два точечных шва рядом с саморезом, вы можете вывернуть винт и заварить отверстие. Если вы беспокоитесь о прожигании отверстия, вы можете подкрепить его кусочком латуни или меди или специальной сварочной ложкой из латуни. Кроме того, иногда после выполнения нескольких точечных сварных швов вы захотите использовать молоток, чтобы проткнуть несваренные отверстия заподлицо с металлом за ними.Это не сработает, если некоторые из сварных швов не будут удерживать панели вместе.
Точечная сварка — обзор
6.04.3.1 Точечная сварка
Точечная сварка широко используется в автомобильной промышленности для эффективного соединения металлических листов ( 35 ). Точечная сварка, относящаяся к контактной сварке, заключается в выделении тепла с использованием сильного тока, примерно 1000–100 000 А. Сварочные пистолеты являются основной частью сварки. Есть два разных типа пистолетов, но важным фактом является то, что они имеют схожую функцию, заключающуюся в замкнутом контуре, соединяющем источник питания с местом сварки (Рисунок 6).
Рисунок 6. Процесс точечной сварки.
Воспроизведено Радхакришнаном В. М. Технология и дизайн сварки ; New Age: New Delhi, 2006.Ток проходит через листовые металлы, когда два пистолета зажимаются одновременно. Подача высокого тока вызовет плавление поверхностей, контактирующих с электродами. После того, как энергия достигнет достаточного уровня, начнется формирование сварочного шва. Поверхности (между листами, имеющие наибольшее сопротивление) нагреваются до температуры твердое тело – жидкость и образуют расплавленную сварочную ванну ( 36 ).Сварочное пятно, которое представляет собой так называемую зону термического влияния, охлаждается за счет теплового режима, когда тепло передается пистолету, который охлаждается протекающей через него водой. Затем пистолет открывается, чтобы завершить процесс. Преимущества точечной сварки заключаются в том, что этот метод использует эффективную энергию, которая вырабатывается за счет электроэнергии, и генерирует большой ток через генератор. Этот метод требует меньше времени на нагрев материалов. Кроме того, со временем на смену материала этот метод требует меньше времени, чем другие методы, и обеспечивает высокую производительность.Кроме того, точечную сварку легко автоматизировать, поскольку она проста в конструкции и при этом не требует присадочных материалов.
Оборудование, обычно используемое для точечной сварки, можно разделить на два основных типа: сварочное оборудование и роботизированное оборудование. Сварочный робот доступен в различных размерах, которые классифицируются в зависимости от максимальной нагрузки, которую может манипулировать робот, от того, насколько далеко робот может дотянуться для сварки, и количества осей, на которых робот может работать. Сварочный пистолет прикреплен к концевому эффектору робота.Он разработан с учетом процесса сборки, который бывает двух типов: C-типа, который будет дешевле, и X-типа. Эти пистолеты управляются с помощью пневматического привода, который обеспечивает равномерное усилие на электродах и гидравлическое срабатывание, что часто используется, когда требуется высокое давление в небольшом или ограниченном пространстве (Рисунок 7). Однако был изобретен новый сервопистолет, в котором серводвигатель управляет пистолетом ( 37 ). Этот пистолет имеет более точный контроль силы электродов по сравнению с пневматическим пистолетом ( 38 ).
Рисунок 7. Сварочная горелка C-типа.
Воспроизведено Радхакришнаном В. М. Технология и дизайн сварки ; New Age: New Delhi, 2006.Обычно сварочный пистолет прикладывает соответствующее давление и ток к месту сварки. Это означает, что пистолет будет подвергаться воздействию тепла и давления, что вызовет деформацию сварочных электродов. Для заточки электрода используется автоматическое приспособление для заточки наконечников (рис. 8). Это необходимо из-за мягкого материала электрода, высокого сварочного тока и высокого давления.Повязка проводится после каждого рабочего цикла и занимает около 1–2 с. Важно поддерживать хорошую контактную поверхность электрода; он определяет качество сварки. Кроме того, поддержание правильной геометрии электродов может сократить время простоя производства и снизить коммунальные расходы. Одна из основных проблем, с которыми обычно сталкиваются в процессе сварки, — это положение кабелей и шлангов, которое ограничивает движение робота. Вертлюг используется для подачи сжатого воздуха, охлаждающей воды, тока и сигнала в один вращающийся блок.
Рисунок 8. Комод для наконечников.
Воспроизведено с сайта Timings, R. Производство и сварка; Newnes: Oxford, 2008.Вертлюг значительно повышает эффективность роботизированной сварки (рис. 9). Это позволяет максимально использовать доступ к участкам точечной сварки. Он устанавливается непосредственно на рабочий орган робота без шлангов и кабелей и обеспечивает высокое качество точечной сварки. Таймер точечной сварки используется для управления временем и током сварки, а также последовательностью и временем других частей сварочного цикла.
Рисунок 9. Вертлюг.
Воспроизведено с сайта Timings, R. Производство и сварка; Newnes: Oxford, 2008.Как и другие методы сварки, этот метод сварки также имеет ряд параметров, которые необходимо учитывать в процессе сварки. Важно иметь оптимальный контроль параметров сварки, чтобы получить удовлетворительный результат формирования ядра, тем самым определяя уровень качества самой сварки. Параметры точечной сварки включают в себя электрическую силу, диаметр контактной поверхности электрода, время сжатия, время сварки, время выдержки и сварочный ток.Незначительная корректировка любого из параметров повлияет на все остальные параметры. Диаметр контактной поверхности электрода сильно зависит от силы электрода. Lai et al. ( 37 ) оценили диаметр поверхности электрода на основе серво пистолета. Сервопистолет имеет более точный контроль силы электрода. Он мягко касается листового металла, уменьшая удары и продлевая срок службы электрода. В ходе их исследования была получена математическая модель для оценки диаметра забоя.Он показывает, что увеличение сварочного тока и силы увеличивает скорость износа электрода, что приводит к уменьшению диаметра электрода ( 37 ). Когда электроды прикладывают силу к металлическим листам, электроды сжимаются. Интервал между начальным приложением силы и подаваемым током необходим для обеспечения того, чтобы сила достигла желаемого уровня до того, как сварочный ток достигнет перегрузки. Это предотвращает разбрызгивание, которое может привести к слипанию электрода и листов.
Время сварки должно быть как можно короче. Это время, когда самородок формируется и увеличивается в размерах. Это может определить прочность сварного шва. Aslanlar et al. ( 39 ) наблюдали влияние времени сварки на прочность сварного соединения. Время сварки 12 и 15 периодов дает оптимальную прочность на разрыв при сварке 10 кА, а продолжительность сварки 10 периодов дает оптимальную прочность на отслаивание при сварочном токе 11 кА. Это потому, что самородку достаточно времени, чтобы вырасти до оптимального размера.Она должна составлять не менее 20% и не более 80% толщины листа.
Время выдержки — это время после процесса сварки, когда электроды все еще зажимают листы. Это охлаждает сварной шов и позволяет самородку затвердеть и соединить листы. Условие соответствует принципу теплопередачи. Когда вода охлаждает электрод, тепло от точки сварки передается в холодную зону для достижения теплового эквивалента. Этот интервал не должен быть слишком большим, поскольку сварной шов может стать хрупким.Однако при использовании оцинкованной углеродистой стали рекомендуется более длительное время выдержки.
Еще одним параметром, который существенно влияет на сварку, является сварочный ток. Сварочный ток регулируется настройкой переключателя ответвлений трансформатора и величиной тока. Использование правильной величины тока также определяет прочность сварного шва. Aslanlar et al. ( 40 ) изучили влияние сварочного тока на прочность сварного соединения и обнаружили, что оптимальная прочность на сдвиг и отрыв достигается при сварочном токе 10 и 11 кА соответственно.Сила тока должна быть как можно меньше. Если ток достигнет величины перегрузки, произойдет разбрызгивание.
Технологии могут быть дорогими, но они улучшают жизнь. Роботизированная точечная сварка не только увеличивает объем производства и сокращает время производственного цикла, но и улучшает качество продукта. Фактически, достигается лучшая стоимость производства по сравнению с ручной работой при мелкосерийном производстве ( 41 ). Обычно точечная сварка применяется в производстве никель-кадмиевых аккумуляторов, сварке металлических листов в автомобильной промышленности и даже в клиниках ортодонтов, которая используется для изменения размера металлических «молярных лент».’Поскольку его основная цель — соединение металлов, сварочный процесс в основном используется во всем мире при сборке. Это сложный процесс, который трудно параметризовать, а также эффективно контролировать и контролировать. Однако влияние на сустав до конца не изучено ( 4 ).
Основные области исследований — робототехника, сенсорная техника, системы управления и искусственный интеллект. Все это контролируется основным компонентом, называемым контроллером, который действует как «мозг» робота. Контроллер используется для программирования робота, дает команду роботу активировать датчики, перемещать и активировать сварочный пистолет для выполнения задания.Большинство ошибок при внедрении роботов связано с программным обеспечением, управляющим роботами. Многие исследователи изучают проблемы, связанные с четко определенными задачами, выполняемыми контроллером. Проблемы не только влияют на физическое движение робота, но также могут повлиять на качество самой сварки. Создан алгоритм, обеспечивающий пошаговый процесс, который используется для решения проблем. Ли и др. ( 42 ) обнаружили, что качество процесса точечной сварки сопротивлением низкое с высокой скоростью выталкивания.Он разработал нейро-нечеткий алгоритм, чтобы уменьшить процент ошибок образца и, следовательно, повысить качество сварки. Его исследование показало, что система нейро-нечеткого вывода является подходящей техникой для контроля качества процесса точечной сварки. Слишком большая продолжительность сварки и слишком большая сила тока снизят предел прочности на разрыв из-за слишком большого плавления. Одна из важнейших задач контроллера — контролировать параметры сварки и контролировать их, чтобы поддерживать постоянство величины параметра во время процесса сварки.Джоу ( 43 ) исследовал влияние изменяемых параметров на выходной сигнал для различных сталей в автомобильной промышленности. Он обнаружил, что чрезвычайно высокий ток дает чрезмерный самородок и приводит к вытеснению расплавленного металла, что может вызвать непредсказуемые эффекты. Увеличение подачи тока также увеличит скорость джоулева нагрева.
Другой подход, используемый для решения проблем, — использование искусственных нейронных сетей. Математическая модель используется для моделирования сложных отношений между входами и выходами или для поиска закономерностей в данных.Это было использовано Мартином и др. ( 44 ), чтобы объяснить систему нейронной сети, которая способна интерпретировать ультразвуковые осциллограммы, полученные методом эхо-импульсов. Он может классифицировать неиспользуемые входные векторы в обучении, поскольку 10 векторов компонентов используются для описания ультразвуковых осциллограмм. Чо ( 45 ) объясняет систему, которая способна оценивать качество точечной контактной сварки с использованием модели динамического сопротивления. Он обнаружил, что система Hopfield зарекомендовала себя как система оценки качества сварки с использованием метода распознавания образов.Эта система подходит для промышленной среды. Нейронная сеть дает наилучшие результаты при оценке прочности и диаметра самородка. Измерение необходимо проводить, когда скорость изменения тока равна нулю, чтобы избежать индуктивного шума.
мини-интеллектуальный DIY точечный сварочный аппарат OLED автоматическое и ручное переключение сварочный аппарат SQ-SW1
Введение в продукт
В настоящее время литиевые батареи широко используются в электронных продуктах, аккумуляторных батареях, электромобилях, балансирах, моделях самолетов, кораблях, электронных инструментах и т. Д.Традиционному сварочному аппарату не хватает гибкости из-за разнообразия формы и объема батарей, а также ограничения режима питания. SQ-SW1 питается от батареи, OLED-дисплей может отображать предупреждение о высоком и низком напряжении. Использование новой технологии точечной сварки и интеллектуальное переключение автоматического или ручного режима работы в соответствии с различными потребностями. Это гибкий и эффективный сварочный инструмент.
Технические параметры
1.Входное напряжение: 10–14 В
2. Толщина сварки: 0,1–0,3 мм
3. Задержка срабатывания: 0,5–3 с
4. Переворот экрана: 180 °
5. Время импульса: 1–100 мс (по умолчанию), 1–500 мс ( настройка)
6. Короткий импульс: 0-100%
7. Рабочая модель: автоматический / ручной
8. Предупреждение о напряжении: низкое / высокое напряжение
9. Интерфейс источника питания: XT90
10. Рекомендуемая батарея: литиевая батарея (3S 5000mAh минимум 60C) Автомобильный аккумулятор (12V 400-800CCA)
Советы по безопасности
1. Два электрода и паяные штырьки не должны касаться друг друга, чтобы избежать короткого замыкания.
2. Обратите внимание на правильность подключения. Обратитесь к руководству по конкретному способу подключения.
3. При первом использовании установите длительность сварочного импульса на 2 мс и проверьте результат сварки. В соответствии с реальной сварочной ситуацией шаг за шагом установите соответствующую длительность сварочного импульса, чтобы добиться хорошего качества сварки.
4. Если вы используете более силовые или не заводские детали, вы должны рискнуть сами.
Описание упаковки
1 хост
1 сварочная ручка
1 никелевый ремень
1 ножная педаль
2 штифта для припоя
2 держателя батареи
— Как сделать небольшой точечный сварочный аппарат для сварки катушек электронной сигареты?
Представьте себе слабое контактное сопротивление для сварки (замыкание переключателя после точечной сварки).Первый сварной шов прост: каждый последующий сварочный ток разделяется на каждый предыдущий сварной шов по мере приближения зазора.
Никель-хромовая проволока немного облегчает получение стойкого сварного шва, значительно меньшего, чем сопротивление между сварными швами.
- Сплошной никель-хром R = 200 мОм, высота = 1/4 диаметра или 50 мОм
- площадь контактной поверхности сварного шва по высоте должна составлять 100%, в противном случае возникнут горячие точки, в которых ток во время работы имеет большее сопротивление и меньший путь для распределения.
Это означает, что сварной шов должен быть непрерывным по высоте фольги, что включает в себя обертывание под углом 90 градусов вокруг клеммного провода SS.
Представьте себе только 10 точек вместо 20 или 40 точек. Для того чтобы сопротивление каждого сварного шва было ниже, чем у нагревателя, оно должно быть менее 50 мОм / 10 или 5 мОм, что должно быть достигнуто на участке 1 мм².
Итак, какая энергия требуется, чтобы поднять пятно Ni-хрома на мм³ значительно выше температуры плавления 1400 ° C, чтобы диффундировать в SS с такой же температурой плавления?
10 Джоулей? (крошечный точечный шов) 100 Джоулей? 300 Джоулей?
Поскольку энергия конденсатора равна \ $ E = ½CV² = I²ESR \ $, а максимальный ток должен быть намного больше, чем средний ток связи, имеет ESR, которое падает с V, поэтому это не просто I = V / R и ограничено Cap СОЭ массива.Скорее, массив крышек должен быть намного меньше, чем ESR точечной сварки, чтобы не поглощать большую часть накопленной энергии, теряемой при нагревании.
Предположим, что колпачки должны быть взрывозащищенными и должны быть пластиковыми самовосстанавливающимися колпачками типа Y или выше. Что лучше с высоким V или с высоким C? Это зависит от ESR каждой части системы (заглушки, нержавеющая сталь, нихром и существующие точечные сварные швы)
Начните с 100 Дж или C = 2 x 100 [Дж] / В² и предположите, что CAP ESR <5 мОм и T = ESR * C минимум
При 1 В, C = 200 Фарад, T = 1 секунда и I = 200 А макс. = 1 В / 5 мОм
При 10 В, C = 2 фарада с T = 10 мс и I = 2,000 A макс.
При 100 В, C = 20 мФ, T = 100 мкс и I = 20 000 А макс. (Невозможно на небольшом массиве)
Если вы можете подключить вольфрамовые электроды и массив L-ионных ячеек параллельно для подачи 200 А в течение нескольких секунд, вы можете получить некоторые практические результаты.Но в идеале вы хотите максимизировать ток, но при этом иметь достаточное напряжение для зажигания дуги. (при 1 кВ / мм вам необходимо иметь шероховатость поверхности <1 мкм, чтобы дуга при 1 В и не была покрыта углеродом с первой попытки.) 1 мкм нереально.
Следовательно, вам нужно немного более высокое напряжение около 4 В, чтобы получить> 100 А в течение> 1 секунды.
Другие могут внести и вычислить объем металла 1 мм² и энергию для повышения температуры до 1600 ° C.
Или решите, приводит ли повышение сопротивления в SS до 800% или около того к локализации тепла для непрерывного сварного шва.
Анекдотический
Но я все еще думаю, что это делается с помощью аппаратов для ультразвуковой сварки. Для разряда крышки на 1 точку это просто. Но сварить шов не так-то просто. В 1979 году я разработал прибор для контроля диффузионного связывания циркониевой прокладки внутри двух труб из монелевой стали при ~ 10кА * 4В. Он охлаждается водяной струей по мере того, как труба перекатывается, и мощность должна увеличиваться по мере уменьшения R по окружности.
Как стать сварщиком точечной сварки
Когда дело доходит до точечной сварки, это больше, чем кажется на первый взгляд.Например, знаете ли вы, что они зарабатывают в среднем 14,31 доллара в час? Это 29 764 доллара в год!
Ожидается, что в период с 2018 по 2028 год карьера вырастет на 3% и создаст 14 500 рабочих мест в США.
Многие сварщики точечной сварки обладают определенными навыками для выполнения своих обязанностей. Просматривая резюме, мы смогли сузить круг наиболее общих навыков для человека на этой должности. Мы обнаружили, что во многих резюме указаны навыки работы с компьютером, ловкость и механические навыки.
Когда дело доходит до наиболее важных навыков, необходимых для точечной сварки, мы обнаружили, что во многих резюме указано, что 29,0% сварщиков включали автомобильные детали, в то время как 10,7% резюме включали сверлильный станок, а 6,5% резюме включали сборку. линия. Подобные твердые навыки полезны, когда дело касается выполнения основных должностных обязанностей.
Когда дело доходит до поиска работы, многие ищут ключевой термин или фразу. Вместо этого может быть более полезным поиск по отраслям, поскольку вам может не хватать вакансий, о которых вы никогда не думали, в отраслях, которые, как вы даже не думали, предлагают должности, связанные с должностью точечной сварки.Но с какой отрасли начать? Большинство точечных сварщиков фактически находят работу в производственной и профессиональной отраслях.
Если вы хотите стать сварщиком точечной сварки, в первую очередь следует подумать о том, какое образование вам необходимо. Мы определили, что 4,2% сварщиков точечной сварки имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 0,5% сварщиков имеют степень магистра. Несмотря на то, что некоторые сварщики имеют высшее образование, можно получить только высшее образование или GED.
Выбор подходящей специальности всегда является важным шагом при изучении того, как стать точечным сварщиком. Когда мы исследовали наиболее распространенные специальности для точечной сварки, мы обнаружили, что они чаще всего получают дипломы средней школы или дипломы.