Как согнуть профильную трубу в двух плоскостях
Как согнуть профильную трубу — радиусная гибка профиля
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.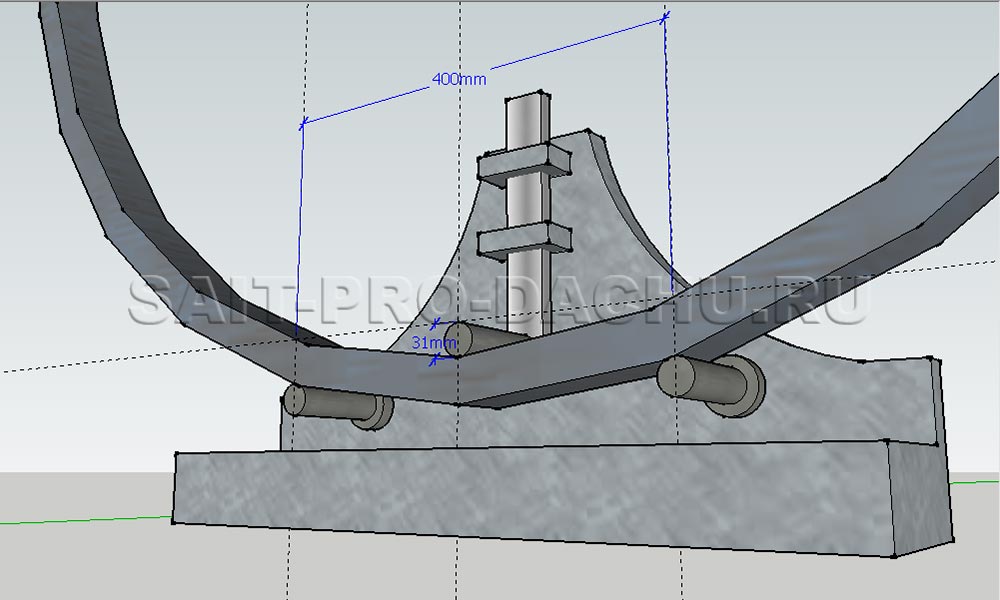
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибкиИзделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиямиЭто несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправкеДля работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГПрофилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как согнуть трубопровод и трубу с помощью гибочного станка
Изгиб трубопровода может вызвать затруднения без использования подходящих материалов. Но с помощью трубогиба и трубогиба можно упростить даже самые проблемные углы; Кроме того, вы избавляетесь от необходимости использовать дорогостоящие колена для кабелепровода при выполнении собственных изгибов.
Необходимые инструменты
При формировании трубопровода необходимо:
- Уровень
- Письменные принадлежности
- Рулетка
- Трубопровод
- Гибочный станок (Гибочный станок должен иметь размер, соответствующий диаметру используемых труб — обычно 3/4 или 1/2 дюйма, хотя доступны и другие размеры.)
При использовании гибочного станка с индикаторами и маркерами степени — например, от Klein Tools или Rack-a-Tiers — изгиб на 30, 60 или 90 градусов становится простым. При выполнении смещенных, встык, загибов или седловидных изгибов использование гибочного станка с градусной шкалой и множительной шкалой помогает сэкономить время и энергию.
Изготовление изгибов
Загибы под углом 90 градусов («L»)
- Определите необходимую общую высоту свободного конца после изгиба
- Рассчитайте высоту заглушки, используя высоту свободного конца, и вычтите регулировку заглушки (из приведенной ниже таблицы приемки гибочного устройства).


СТЕРЖЕНЬ 90 ГРАДУСОВ ВВЕРХ — СТОЛ ДЛЯ ПРИЕМКИ
| РАЗМЕР КАБЕЛЯ | РЕГУЛИРОВКА СТЕРЖНЯ |
| 1/2 «EMT | 5 « |
| 3/4 «EMT | 6 « |
| 1 «EMT | 8 « |
| 1-1 / 4 «EMT | 11 « |
| 1/2 «ЖЕСТКИЙ | 6 « |
| 3/4 «ЖЕСТКИЙ | 8 « |
| 1 «ЖЕСТКИЙ | 11 « |
- Отметьте высоту заглушки, рассчитанную на шаге 2, от «верхнего» свободного конца кабелепровода.
Пример: кабелепровод ½ дюйма для ЕМТ с высотой свободного конца 10 дюймов
10 (высота свободного конца) — 5 (регулировка по таблице) = 5 дюймов (высота заглушки)
- Поместите кабелепровод на землю, затем прикрепите гибочный станок так, чтобы крючок был направлен в сторону «верхнего» свободного конца. Совместите символ начальной точки на изгибе (часто стрелку) с линией, проведенной на шаге 3.
- Надавите ногой на пятку сгибателя, используя ручку в качестве рычага, пока не достигнете положения 90 градусов.
- Снимите кабелепровод с гибочного станка и проверьте угол. Чрезмерный изгиб может потребоваться, если вы получаете легкую отдачу, когда снимаете ногу с изгиба.
Изгибы назад к спине
- Измерьте расстояние между объектами (часто стенами или балками), на котором должен проходить изгиб спина к спине.
- Для первого изгиба следуйте направлению изгиба под углом 90 градусов сверху.
- Начиная с ЗАДНЕЙ части изгиба, измерьте расстояние, рассчитанное на шаге 1, и отметьте кабелепровод.
- Поместите трубогиб на трубу лицевой стороной к свободному концу, противоположному исходному изгибу, выполненному на шаге 2. Совместите отметку из шага 3 с символом начальной точки на гибочном устройстве.

- Надавите ногой на пятку сгибателя, используя ручку в качестве рычага, пока не достигнете положения 90 градусов.Убедитесь, что новый изгиб находится на той же плоскости, что и исходный изгиб, чтобы обе ножки имели желаемую форму. Чтобы вернуть ноги в одну плоскость, можно внести лишь минимальные изменения.
- Снимите кабелепровод с гибочного станка и проверьте углы. Чрезмерный изгиб может потребоваться, если вы получаете легкую отдачу, когда снимаете ногу с изгиба.
Отводы со смещением
- Измерьте высоту, необходимую для преодоления препятствия, и расстояние, необходимое для преодоления препятствия.
- Определите угол, который вам понадобится для вашей установки, затем используйте Таблицу формул смещения (ниже), чтобы рассчитать место разметки кабелепровода.
| УГОЛ ИЗГИБА | МНОЖИТЕЛЬ ПОСТОЯН | УСАДКА НА ДЮЙМ СМЕЩЕНИЯ |
|---|---|---|
| 10º x 10º | 6 | 1/16 = 0,063 |
| 22-1 / 2º x 22-1 / 2º | 2.6 | 3/16 = 0,188 |
| 30º x 30º | 2,0 | 1/4 = 0,250 |
| 45º x 15º | 1,4 | 3/8 = 0,375 |
| 60º x 60º | 1,2 | 1/2 = 0,500 |
- Рассчитайте, где разместить первую отметку на кабелепроводе, используя следующие формулы:
(расстояние смещения) X (усадка / дюйм) = общая усадка
(общая усадка) + (расстояние до препятствия) = измерение первой отметки
Пример: изгиб 45,, расстояние смещения препятствия 5 дюймов, расстояние до препятствия 16 дюймов,
5 (Расстояние смещения) X.375 (усадка / дюйм) = 1,875
1,875 (общая усадка) + 16 (расстояние до препятствия) = 17,875 (первая отметка)
- Вычислите, как далеко нужно поставить вторую отметку от первой, используя следующую формулу:
(Расстояние смещения) X (Множитель константы) = Измерение второй метки
Пример: изгиб 45 distance, расстояние смещения препятствия составляет 5 дюймов, расстояние до препятствия составляет 16 дюймов
5 (Расстояние смещения) X 1,4 (Множитель константы) = 7 (Вторая оценка)
- Поместите трубогиб на кабелепровод и совместите символ начальной точки с первой отметкой на кабелепроводе.
- Удерживайте кабелепровод ровно, надавливая на него ногой, чтобы свернуть кабелепровод до отметки под углом 45 градусов на гибочном устройстве.

- Переверните гибочный станок и трубопровод (удерживайте их вместе), пока ручка гибочного станка не окажется на полу, а канал не будет сбалансирован в воздухе.
- Поверните кабелепровод на 180 градусов в опоре гибочного станка и сдвиньте кабелепровод, чтобы совместить символ начальной точки гибочного станка со второй отметкой.
- Прикрепите ручку к земле, чтобы она не соскользнула, затем приложите усилие к каналу для изгиба воздуха.Следите за тем, чтобы второй изгиб находился в той же плоскости, что и первый изгиб, чтобы кабелепровод при установке мог лежать ровно.
Наконечники для гибки
- Вы можете либо рассчитать разметку с помощью рулетки, либо проложить кабелепровод прямо в отведенном месте и отметить размеры на основе самой физической структуры.
- Выполните измерения, используя обратную сторону изгиба в качестве отправной точки, и выполните вторичные измерения с этой точки.
- Убедитесь, что ваша труба не скатывается или не соскальзывает в трубогибе.
- Символы на гибочном станке используются для обозначения начала и конца гибки. В зависимости от типа изгиба, который вы выполняете, вам необходимо выровнять кривую по правильному символу и совместить верх трубы с маркером правильного градуса.
- Сгибатель сгибается под давлением вашей стопы. Во время сгибания равномерно и сильно надавливайте на опору для стопы, чтобы сгиб оставался правильным.
- Если изгиб вашей трубы не под правильным углом, просто поместите ее обратно в трубогиб и отрегулируйте изгиб.Когда все ваши измерения будут правильными, кабелепровод надежно войдет в пространство, в котором он будет установлен.
- Как всегда, во избежание травм надевайте защитное снаряжение.
Практика ведет к совершенству
Может потребоваться некоторая практика, прежде чем вы сможете изгибать кабелепровод без необходимости фиксировать градус. Убедитесь, что ваши первоначальные измерения верны. Если нужно, измерьте дважды; таким образом у вас не останется слишком много лома из-за неправильных расчетов.Когда вы впервые учитесь гнуть кабелепровод, это медленный и устойчивый процесс. Так что не торопитесь, это не работа в спешке.
Убедитесь, что ваши первоначальные измерения верны. Если нужно, измерьте дважды; таким образом у вас не останется слишком много лома из-за неправильных расчетов.Когда вы впервые учитесь гнуть кабелепровод, это медленный и устойчивый процесс. Так что не торопитесь, это не работа в спешке.
Свяжитесь с нами для получения дополнительной информации о ручных гибочных инструментах от Klein и Rack-A-Tiers.
Другие статьи, которые могут вам понравиться:
Как рассчитать изгиб
Выбор правильной трубы для подземных коммуникаций
.math — Линия пересечения двух плоскостей
Переполнение стека- Около
- Товары
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- Реклама Обратитесь к разработчикам и технологам со всего мира
- О компании
Типы фитингов, используемых в трубопроводах
Перейти к содержанию- На главную
- ТрубопроводыРазвернуть / Свернуть
- ТрубопроводРазвернуть / Свернуть
- Направляющая труб
- Размеры и спецификации труб
- Таблицы графиков труб
- Коды цветов бесшовных труб Производство труб
- Осмотр труб
- ТрубопроводРазвернуть / Свернуть
- ФитингиРазвернуть / Свернуть
- Руководство по трубным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — Визуальный осмотр и испытания
- Размеры отвода
- — 90 и 45 градусов Размеры отводов и обратных труб
- Размеры тройника
- Размеры переходника
- Размеры заглушки
- Размеры трубной муфты
- Фланцы расширяются / сжимаются
- Направляющая фланца
- Отверстие и длинная приварная шейка Фланец Мы Размеры фланца с шейкой ld
- Размеры фланца RTJ
- Размеры фланца с соединением внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца под приварной раструб
- Размеры фланца с муфтой
- Размеры глухого фланца
- Размеры фланца с отверстием
- Направляющая
- клапанов
- Детали клапана и трим клапана
- Задвижка
- Проходной клапан Шаровой клапан
- Обратный клапан
- Дроссельный клапан
- Заглушка
- Игольчатый клапан Давление
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A105
- Олет s Направляющая
- Втулка и размеры
- Втулка и размеры
- Резьба и размеры
- Latrolet и размеры
- Эльболет и размеры
- Процедура затяжки шпильки
- Направляющая болта
- Таблица затяжки болта
- Размеры тяжелой шестигранной гайки
- Направляющая прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Размеры и размер прокладки RTJ
- Размеры
- Очки
- Очки
- Очки
- Как читать P&ID Схема технологического процесса
- Символы P&ID и PFD
- Символы клапанов
- Типы насосов
- 021
- Сосуд под давлениемРазвернуть / свернуть
- Видеоуроки
- हिंदी Видео
- Home
- Трубопровод
- Трубопровод
- Направляющая
- Размеры и график труб
- Таблицы графиков труб
- Цветовые коды сварных труб
- Осмотр труб
- Фитинги
- Руководство по трубопроводным фитингам
- Производство трубопроводных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — визуальный осмотр и испытания
- Размеры колена — 90 и 45 градусов
- Труба Размеры и возврат
- Размеры тройника
- Размеры редуктора
- Размеры заглушки
- Размеры трубной муфты
- Фланцы
- Направляющая фланца
- Фланец с диафрагмой и длинной приварной шейкой
- Номинальные параметры фланца Размеры
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца, приварного внахлест
- Размеры фланца
- Размеры глухого фланца
- Размеры фланца с диафрагмой
- Трубопровод
- Клапаны
- Детали клапана и трим клапана
- Запорный клапан
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Пробка
- Игольчатый клапан
- Материал предохранительного клапана
- Материал предохранительного клапана
- 900 02
- Направляющая материала труб
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A105
- Размеры Olets
- и Olets3
- Гнездо и размеры
- Резьба и размеры
- Latrolet и размеры
- Эльболет и размеры
- Болты шпильки
- Направляющая шпильки
- Процедура затяжки болтов
- Таблица гаек фланца
- Направляющая для прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Прокладка и размер RTJ
- Очковые слепые и проставки
- Размеры очковых слепых
- Технологический поток Di agram
- Символы P&ID и PFD
- Условные обозначения клапанов
- Оборудование
- Насос
- Работа и типы центробежного насоса
- Сосуд под давлением 9003
- Видео Обучающие видео
- Насос
- हिंदी Видео

Как найти расстояние между двумя плоскостями (видео и примеры)
Стены вашего класса, школы или дома, вероятно, вертикальны полу и потолку. Это означает, что две стены в комнате, вероятно, параллельны друг другу. Если бы вы могли представить себе эти две стены, бесконечно расширяющиеся в двух направлениях (ширине и длине, а не высоте), у вас были бы две плоскости на заданном расстоянии друг от друга. Вы можете математически найти расстояние между этими двумя плоскостями.
Содержание
- Расстояние между двумя параллельными плоскостями
- шагов для определения расстояния между двумя плоскостями
- Формула расстояния точка-плоскость
- Определение расстояния между двумя плоскостями
Расстояние между двумя параллельными плоскостями
Под расстоянием между двумя параллельными плоскостями понимается кратчайшее расстояние между их поверхностями.Подумай об этом; если плоскости не параллельны, в конечном итоге они должны пересекаться. Если они пересекаются, то на этой линии пересечения у них нет расстояния — 0 расстояния — между ними. Часть вашей детективной работы — выяснить, параллельны ли две плоскости.
шагов для определения расстояния между двумя плоскостями
Пять шагов следующие:
- Запишите уравнения в стандартном формате для обеих плоскостей
- Узнать, параллельны ли две плоскости
- Определите коэффициенты a, b, c и d из уравнения одной плоскости
- Найдите точку (x1, y1, z1) в другой плоскости
- Заменить a, b, c, d, x1, y1 и z1 в формуле расстояния
Предварительно просмотрев шаги, давайте пройдемся по ним.
Шаг 1: Напишите уравнения для плоскостей в стандартном формате, ax + by + cz + d = 0, с нижними индексами, обозначающими две плоскости, 1 и 2, в наших общих уравнениях:
a1x + b1y + c1z + d1 = 0
a2x + b2y + c2z + d2 = 0
Шаг 2: Они пересекаются или параллельны? Помните, если они параллельны, ваша работа сделана! Расстояние равно 0. Сравните отношения трех идентифицированных точек каждой плоскости (a1a2, b1b2, c1c2). Две плоскости параллельны, если их отношения равны:
Сравните отношения трех идентифицированных точек каждой плоскости (a1a2, b1b2, c1c2). Две плоскости параллельны, если их отношения равны:
a1a2 = b1b2 = c1c2
Шаг 3: Определите коэффициенты a, b, c и d в одном из уравнений плоскости.Просто посмотрите на одно уравнение и извлеките эти коэффициенты, понимая, что a1 — это a (если вы используете первую плоскость), b1 — это b, и так далее.
Шаг 4: Укажите точку (x1, y1, z1) на другой плоскости. В нашей общей задаче мы используем вторую плоскость. Использование точки с двумя значениями 0 упрощает вашу работу: x = 0 = y, что дает вам:
a20 + b20 + c2z1 + d2 = 0
Решить относительно z1 (неизвестная третья точка):
c2z1 + d2 — d22 = 0 — d2 (вычесть d2 с обеих сторон)
c2z1 = 0 — d2
c2z1c2 = -d2c2 (разделить обе стороны на c2)
z1 = -d2c2
Наши три точки теперь ясны:
х1 = 0
.Как согнуть профильную трубу — Портал о строительстве, ремонте и дизайне
Профильная труба – изделие, обладающее высокой степенью прочности.
Это огромное достоинство в целом ряде обстоятельств. Лучше всего изгибу без порывов и гофры поддается труба холоднокатаная (холоднодеформированая). Однако, если возникает необходимость произвести сгибание профильной трубы, именно прочность может существенно усложнить задачу. С чем же можно столкнуться при желании придать стальному профилю нужный изгиб?
- Существует риск возникновения так называемого гофра на внутренней поверхности трубы. Она напоминает неравномерные и ощутимые складки, которых в идеале быть не должно.
- В ряде случае материал может не выдержать механического воздействия. Разрывы случаются даже с наиболее прочными прямоугольными трубами https://kzmet.kz/katalog/pryamougolnyye-truby/, так что цена ошибки велика.
- И, наконец, если неправильно выбран способ гибки, вы рискуете получить изогнутый профиль, элементы которого лежат в разных плоскостях.

Способы гибки профильной трубы
Согнуть трубу можно одним из двух способов – холодным и горячим.
При холодной гибке нагревания материала не производится, при горячем – наоборот. Так как нагревание ощутимо повышает пластичные свойства стали, оно делает процесс сгибания более простым.
Выбор способа зависит от размера сечения. По негласному правилу, малые трубы стальные в Алматы https://kzmet.kz/katalog/ сгибаются без предварительного нагревания. Изделия с показателями 40 мм и выше можно согнуть только горячим способом. Методы работы с профилями в диапазоне 10-40 мм и их выбор остаются на усмотрение специалиста.
При горячей гибке рекомендуется произвести сгибание за один этап, т.е. без повторного нагревания материала. Иначе велика вероятность его разрыва.
Инструменты для сгибания профильных труб
Использование вспомогательных инструментов и различных приспособлений для сгибания неизбежно. К наиболее популярным из них относятся:
- Наполнитель. Он помещается в полость трубы и предотвращает ее смятие при нагревании. В большинстве случаев в этой роли выступает песок.
- Профилегибочный станок. Применяется при холодном способе сгибания.
- Если необходимо согнуть профиль крупного сечения, понадобится специальное оборудование с роликом — трубогиб. Именно он поможет согнуть прочные стенки элемента, помещенного в тиски.
Главное правило при осуществлении изгибания, будь то горячий или холодный способ – отсутствие резких движений. Так вы сможете достичь необходимой равномерности и сократить количество складок.
высокая скорость и точный результат
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Выходящий с металлургического производства трубный прокат представляет собой заготовку. Чтобы стать элементом металлоконструкции, он должен пройти дополнительную обработку. Одной из операций по превращению заготовки в деталь становится гибка труб чпу на заказ. Это очень ответственный процесс, так как согнуть трубу намного сложнее, чем лист или прут арматуры.
Это очень ответственный процесс, так как согнуть трубу намного сложнее, чем лист или прут арматуры. Гибка трубы, профиля, пространственная чпу гибка
Трудности гибки труб по сравнению с более простым профилем заключаются в том, что это изделие расположено не в одной-двух плоскостях, а является трехмерным объектом. Таким образом, предстоит выполнить его пространственную гибку. Причем не просто согнуть изделие, а сделать это крайне осторожно, не изменив форму сечения. Для этого приходится прилагать и немалые физические усилия, так как труба обладает повышенными показателями жесткости. Порой гибка труб на чпу становится единственным способом выполнить задачу точно и безопасно.Гибка профильных труб по радиусу на чпу
В зависимости от класса оборудования можно добиться разного радиуса гнутья. Для станков обкаточного типа он составляет максимум три с половиной диаметра трубы. Вальцовочное и двухопорное оборудование позволяет достигать от шести до десяти диаметров. При расчете показателей для конкретного изделия важно учитывать соотношение толщины его стенок и наружного диаметра.Гибка металлических труб — круглых и профильных
Трубогиб с чпу, услуги которого мы предлагаем вам, может работать не только с круглыми трубами, но и с прокатом прямоугольного и квадратного сечения. Но во время деформации эти изделия будут вести себя по-разному. Квадратный и прямоугольный трубный профиль ощущает намного большее напряжение — как сжимающего, так и растягивающего. Его гибка по радиусу тем труднее, чем мягче материал. Удерживать заготовку в процессе работы намного сложнее.По сравнению с профильной трубой круглая фиксируется достаточно плотно и не “гуляет” в зажимах, а изменение ее формы происходит плавно. Таким образом, работать с круглыми заготовками намного проще.
Способы гибки металлических труб
Гибку труб чпу на заказ можно выполнять холодным или горячим способом, то есть без предварительного нагрева или с нагревом. “Холодную” выбирают для изделий диаметром до ста миллиметров, вторую методику — для более крупных заготовок. При выборе технологии обычно руководствуются принципом “не навреди”. Если трубу можно деформировать холодным способом, лучше поступить именно так, ведь нагрев вкупе с деформацией негативно влияет на структуру металла.
“Холодную” выбирают для изделий диаметром до ста миллиметров, вторую методику — для более крупных заготовок. При выборе технологии обычно руководствуются принципом “не навреди”. Если трубу можно деформировать холодным способом, лучше поступить именно так, ведь нагрев вкупе с деформацией негативно влияет на структуру металла. Когда нужна гибка профильной трубы?
И все-таки даже более “суровая” к металлу горячая гибка будет более предпочтительна, чем резка с последующей сваркой или соединением элементов трубы при помощи крепежа. Поэтому заказчики и исполнители исповедуют принцип: если можно согнуть — лучше согнуть. На оборудовании с чпу этот процесс проходит без неприятностей: с заданными усилием и темпом, с возможностью выполнения фигурной гибки, с полным автоматическим контролем на всех этапах.Особенности услуг по гибке труб на чпу
В отличие от механических трубогибов ручного или автоматического типа гибка труб на чпу намного эффективнее:- она дает более точный и качественный результат;
- скорость работы оборудования намного выше, а значит, производство можно поставить на поток;
- низкие трудозатраты позволяют предложить заказчикам умеренные цены.
Гибка труб (назначение)
Трубогиб с чпу, услуги, которые он может оказать, востребованы для решения широкого спектра задач. В строительстве гнутый трубный прокат используется для монтажа сложных коммуникационных систем. Его выбирают для изготовления лестниц, водостоков, ограждений, водостоков и прочих негабаритных конструкций. Заказывают гибку изделий и компании-производители мебели, теплообменной техники, электронагревателей, теплиц и т.п.Параметры дорновой гибки труб
Чтобы полностью обезопасить гибку труб чпу на заказ, используется специальное устройство — дорн. Он изготавливается из упругого материала, размещается внутри трубы и выполняет роль стабилизатора.
Он изготавливается из упругого материала, размещается внутри трубы и выполняет роль стабилизатора. Благодаря дорну удается практически полностью избежать брака. В частности, таких дефектов, как заломы или микротрещины или волнообразные складки (гофра). Хороший дорновый трубогиб допускает формирование угла заготовки, доходящего почти до 180 градусов, а предел допустимых отклонений в этом случае не превышает 0,1 мм.
Параметры бездорновой гибки труб
Гибка на чпу может проводиться и бездорновым способом. Однако в этом случае при выполнении нескольких гибов необходимо учитывать такой параметр, как допустимый минимальный прямой участок. Он рассчитывается на основании длины изогнутого участка, радиуса изгиба и угла изгиба. Если длина минимального прямого участка, предусмотренная чертежом, меньше, чем определенная по формуле, добиться точного радиуса гибки будет сложно и небезопасно для заготовки. Поэтому в данном случае рекомендуется прибегнуть к гибке с дорном.Гибка профильной и круглой трубы — почему стоит заказать ее у нас?
Вам необходимо обработать крупную партию заготовок? А может, вы ищете исполнителя для небольшого, но сложного заказа? Воспользуйтесь нашим трубогибом с чпу, услуги которого обойдутся совсем недорого! Вы получите в срок не только качественно обработанный прокат, но и его оперативную доставку по любому указанному вами адресу. А также гарантию на каждое изготовленное изделие. Обращайтесь!Как согнуть профильную трубу для теплицы: эффективные способы
Когда каркас теплицы сделан из трубопроката с квадратным или прямоугольным сечением, он очень надежен и срок его эксплуатации достаточно длительный. В данной статье речь пойдет о том, какими способами согнуть профильную трубу, чтобы арочная конструкция для вашей теплицы получилась правильной, надежной, недорогой.
Как приготовить квадратную дугу
Благодаря тому, что металлоконструкция намного тоньше по сравнению с деревом, естественного света в теплице оказывается больше. Также этот материал более технологичен. Занимаясь возведением арочной теплицы, профиль нужно согнуть. Сгибается он для арки, идущей вертикальным способом от основания вверх, и посередине, дугообразным способом. Например, если вы выбираете теплицу Митлайдер, прочность каркаса будет обеспечена за счет соединения стоек и балок. В куполообразных парниках конструкции состоят из многоугольных рам (алюминия/металла), но собирать их самостоятельно достаточно трудно.
Также этот материал более технологичен. Занимаясь возведением арочной теплицы, профиль нужно согнуть. Сгибается он для арки, идущей вертикальным способом от основания вверх, и посередине, дугообразным способом. Например, если вы выбираете теплицу Митлайдер, прочность каркаса будет обеспечена за счет соединения стоек и балок. В куполообразных парниках конструкции состоят из многоугольных рам (алюминия/металла), но собирать их самостоятельно достаточно трудно.
Сам же каркасный материал выбирается «под конструкцию» всего сооружения и его размеров. Если вы собираетесь строить теплицу арочного плана, каркас которой из металла, а не из гипсокартона, подготовьте:
- гибкие прутья (для полудуг) – длиной полтора метра, в количестве 12 штук;
- для строения высотой 1.8 м – 10 штук прутьев, длина которых 2 метра, а диаметр 30 миллиметров;
- изготавливать каркас необходимо начинать с того, чтобы определить отверстия для прутьев, иногда бывает нужно согнуть квадратную трубу, в которой сечение 20 на 20, а диаметр будет три метра.
Вам понадобятся такие инструменты:
- гибочный станок;
- профильные трубы;
- рулетка, простой карандаш;
- болгарка;
- сварка.
Гибочный станок можете сделать самостоятельно, на нем собственно и необходимо гнуть профильную трубу. Прокручивайте его рукояткой. Потребуется приложить немало сил, даже когда толщина стенки материала около двух миллиметров, ведь это не то что гипсокартон сложить! Если станка у вас нет, можете согнуть и руками. Скрепите трубы, идущие параллельно. Нужного радиуса дугу изобразите прямо на земле, приложите изделие и подогните таким образом, чтобы оно стало точно таким же, как и на чертеже. Следующую дугу нужно гнуть по образцу первой.
Трубу заранее нужно подпилите на равные части при помощи Болгарки, и дальше уже гнуть по образцу. В тех местах, где были подпилы, обработайте при помощи точечной сварки. Легкий и крепкий профиль достаточно легко соединить с плоскостями. К тому же он способен выдержать достаточно большую поперечную нагрузку.
К тому же он способен выдержать достаточно большую поперечную нагрузку.
Использование трубогибочного станка
Каждый, кто пытался согнуть профильную трубу, осведомлен с тем, что это очень нелегко. Гораздо проще и легче работать с гипсокартоном, но не в данном случае! Здесь на помощь — специальный трубогибочный станок или же собственноручный метод. Также один из способов – это огонь. Одну часть трубы прогревают, потом при помощи рычага, под определенным углом, сгибают. К недостаткам можно отнести внешний вид (по завершении) – довольно-таки неэстетичный и то, что потребуется приложить много физических усилий, ведь это же не гипсокартон!
Конечно же, при помощи трубогибочного станка согнуть трубу можно намного аккуратнее, быстрее и легче. Держась за рукоятку, профиль тянется по валикам станка, притом что другой из них придавливает материал, чем и деформирует его. Гнуть изделие таким способом гораздо «приятнее», когда оно проходит через трубогиб, превращается в арку, причем того радиуса, который ему задали. Используя ручной станок, изделия можно гнуть, чтобы подогреть теплицу в период холодов.
Изготовить трубогиб. Вам понадобятся:
- 3 штуки ролика;
- специальный кронштейн с прижимной осью и ходовой винт;
- стол из металла;
- шаблон и заготовка;
- трубы из стали, диаметром 0.7-1.5 см;
- швеллер и сварка;
- раствор из бетона.
Способы гибки
Согнуть трубопрокат для теплицы можно холодным или горячим способом. Предусмотрены оба варианта. Если нагревать его при помощи газовой горелки, пластичность будет гораздо выше. Но если у трубы небольшое сечение, его и так легко согнуть, без воздействия высоких температур. Трубы с тонкими стенками пластичны, их легко гнуть. Каких-либо конкретных рекомендаций относительно нагрева материалов нет, за исключение трубы, диаметр которой более ста миллиметров. Но если труба квадратной или прямоугольной формы, работать с ними нужно немного по-другому.
Если высота профиля менее десяти миллиметров, гнуть его нужно холодным. Если же высота от сорока миллиметров, тогда без нагрева не обойтись. Относительно сгибания материала высотой от десяти до сорока миллиметров, каждый решает уже сам для себя, как кому и каким способом удобно, ведь это не гипсокартон все-таки гнуть нужно! Если у вас имеется специальное приспособление для сгибания трубы, тогда вы сможете обойтись и без нагрева.
Видео «Как сделать трубогиб и согнуть ним профильную трубу»
Много необходимой информации о трубогибе, чтобы в итоге сделать каркас для теплицы.
Холодный метод
Если высота профиля до десяти миллиметров, его необходимо заполнить. Использовать для этого можно песок, канифоль или пружину с плотной навивкой. Можно делать это своими руками, для чего понадобится: гибочная плита, тиски и оправка, профиле гиб (его вы можете как самостоятельно сделать, так и приобрести в магазине).
С нагревом
Материал, который не поддается холодному способу, необходимо нагревать под воздействием высоких температур. Предварительно трубу заполняют песком для равномерности сгибания и качества работ. Вам обязательно понадобятся варежки из брезента. Обрезки (поленья) понадобятся для заглушки пирамидальной формы, длиной по сравнению с основанием, раз в десять раз более. Сама площадь основания пробки должна превышать в два раза размер отверстия, которое она будет закрывать. Примерьте, как садятся пробки, потом на одной сделайте пазы продольной формы, с каждой стороны. На будущем сгибе нужно отжечь заготовку.
Приготовьте наполнитель из строительного среднезернистого песка (его нужно хорошенько просеять, несколько раз через сито с ячейками разных диаметров, сначала 2 мм, потом 0.7 мм). Далее наполнитель нужно накалить при воздействии температуры в 150 градусов по Цельсию. Один конец трубы забейте заглушкой, на втором поставьте воронку. Заготовку устанавливать необходимо перпендикулярно к земле, или под углом, все зависит от размера. И через воронку наполняйте песком. Для того чтобы он уплотнялся, постукивайте киянкой по трубе. Глухой звук означает заполненность.
И через воронку наполняйте песком. Для того чтобы он уплотнялся, постукивайте киянкой по трубе. Глухой звук означает заполненность.
После чего закройте второй пробкой тот конец трубы, через который засыпали песок. Закрепите изделие в зажиме для труб или в тисках. Сварное соединение должно оказаться сбоку. Очень аккуратно придайте необходимую форму трубе. Одним приемом согните ее не резко, но обязательно в вертикальном или только в горизонтальном положении. Все получилось. Пробки можно выбить (выжечь) и песок высыпать, материал для каркаса теплицы готов!
Видео «Как работает трубогиб»
В этом видео можно увидеть последовательность действий, которые необходимо осуществить для того, чтобы согнуть трубу.
проблемы и пути их решения
Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.
При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
как согнуть профильную трубу без трубогиба
В случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
Рекомендуем: Грядка из ПВХ труб
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.
При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Труба квадратного сечения: преимущества и недостатки
[скрыть]
- Области применения квадратных и прямоугольных профильных труб
- Преимущества применения труб квадратного или прямоугольного профиля
- Быстро профильных труб
- Технология изготовления
- Материалы, используемые при производстве трубы прямоугольного или квадратного сечения
Одним из максимально востребованных видов металлопроката является так называемая профильная труба, особенно квадратного и прямоугольного сечения.
Профильные трубы используют там, где нужна прочность.
Трубы, имеющие в сечении квадрат или прямоугольник со скругленными краями, широко применяются в промышленном и особенно гражданском строительстве при возведении колонн зданий, различных башен, вышек, опор. Наличие плоских граней упрощает монтаж конструкций, каким бы способом он ни велся, включая сварочные работы. Именно поэтому профильные прямоугольные или квадратные трубы — достойная альтернатива металлической балке, швеллеру или уголку.
Востребованы трубы подобного сечения и в сельском хозяйстве, ведь из них преимущественно изготавливаются каркасы всевозможных тепличных комплексов и помещений для сельхозживотных.
При обустройстве личного приусадебного участка без квадратной трубы тоже трудно обойтись, ведь она может не только использоваться как отдельный элемент различных заграждений и заборов, но и легко превратиться в основу любого навеса, парника, гаражных ворот или металлической двери подсобного помещения.
Мебельная промышленность с успехом использует трубы квадратного сечения при изготовлении металлокаркасов медицинской и садовой мебели, компьютерных столов, всевозможных стеллажей и полок. Выставочные павильоны, каркасы для рекламных щитов, оборудование детских развлекательных комплексов…Настолько многогранно и разнообразно применение квадратной трубы, что сложно назвать современную сферу жизнедеятельности человека, в которой бы она не была задействована.
ООО ДИЗАЙН ПРЕСТИЖ
Преимущества применения труб квадратного или прямоугольного профиля
Схема трубы профильной квадратной.
Такое широкое распространение вполне объяснимо, ведь трубы квадратного и прямоугольного сечения обладают достаточной конструктивной жесткостью и прочностью, в то время как их вес и материалоемкость выгодно отличаются от металлического бруса.
Достаточно сказать, что применение профильных труб квадратного и прямоугольного сечения позволяет снизить общую металлоемкость любой конструкции на четверть, что значительно удешевляет ее стоимость.
Причем прочность конструкции легко регулировать, используя при монтаже прямоугольные трубы с различной толщиной стенок.
Даже по сравнению с обычной круглой трубой, прямоугольное и квадратное сечение имеет логистическое преимущество, так как продукция подобной формы легко складируется и более компактна при транспортировке, занимая минимум объема. Немаловажно и то, что именно квадратные и прямоугольные трубы наименее трудоемки при дальнейшей отделке (грунтовке, покраске), что позволяет значительно сократить количество расходуемого материала и время на обработку.
ООО ДИЗАЙН ПРЕСТИЖ
Быстро профильных труб
В основном металлические профильные трубы изготавливаются из черного металла, что и объясняет ее типичный недостаток — коррозионную нестойкость. Для повышения сопротивляемости можно покрыть стальные изделия слоем цинка, что значительно повысит их эксплуатационные характеристики, однако и приведет к некоторому удорожанию продукции.
ООО ДИЗАЙН ПРЕСТИЖ
Технология изготовления
По сравнению с классической формой трубы, прямоугольные и квадратные более сложны в производстве.
Обычно процесс производства включает в себя следующие операции:
- Подготовка штрипса (металлической ленты, полуфабриката будущего изделия). От толщины заготовки напрямую зависит толщина стенок трубы в дальнейшем.
- Изготовление круглого профиля на формовочном стане.
- Сварка краев заготовки. Чаще всего производится высокочастотными токами. При изготовлении изделий из нержавеющего металла используют плазменную или контактную сварку под давлением.
- Тестовая проверка шва на прочность. Отбракованные изделия реставрации не подлежат и списываются в металлолом.
- Формирование прямоугольного или квадратного профиля вальцами. При этом может производиться непрерывное охлаждение формируемой заготовки.
- Тестирование геометрических параметров.
- Температурная обработка изделия, чтобы снять внутреннее напряжение металла после деформации.
- Распиловка заготовок на отдельные трубы необходимой длины, от 4 до 12,5 м.
- Снятие заусениц, образовавшихся после предыдущего этапа (по желанию заказчика, так как значительно повышает цену трубы из-за трудоемкости процесса).

Технологический процес изготовления профильной квадратной трубы.
По такой технологии получают трубу шовную квадратного или прямоугольного профиля.
Более высокими эксплуатационными качествами характеризуются трубы, изготовленные без шва, путем волочения или прессования на специальных станках. В этом случае бесшовная металлическая круглая заготовка разогревается и поступает на прошивочный стан, где и калибруется до требуемого размера и нужного прямоугольного или квадратного профиля.
Иногда на рынке строительных материалов можно встретить довольно дешевые изделия, выполненные кустарным способом. В этом случае квадратное или прямоугольное сечение достигается обработкой обычной круглой трубы на специальных вальцах. Следует учесть, что такой способ производства далеко не всегда позволяет точно выдержать необходимые геометрические размеры изделия, которые гарантированно достигаются на предприятиях полного цикла.
ООО ДИЗАЙН ПРЕСТИЖ
Материалы, используемые при производстве трубы прямоугольного или квадратного сечения
Согласно технической документации, для производства трубы используется сталь марки 10 ПС или 08 КП. Если же применяется металл с особыми свойствами (сталь 09г2с-12), то изделия из него способны успешно противостоять даже таким агрессивным средам, как морская вода. Именно такие прямоугольные и квадратные трубы используются при строительстве объектов в Заполярье, в районах вечной мерзлоты.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.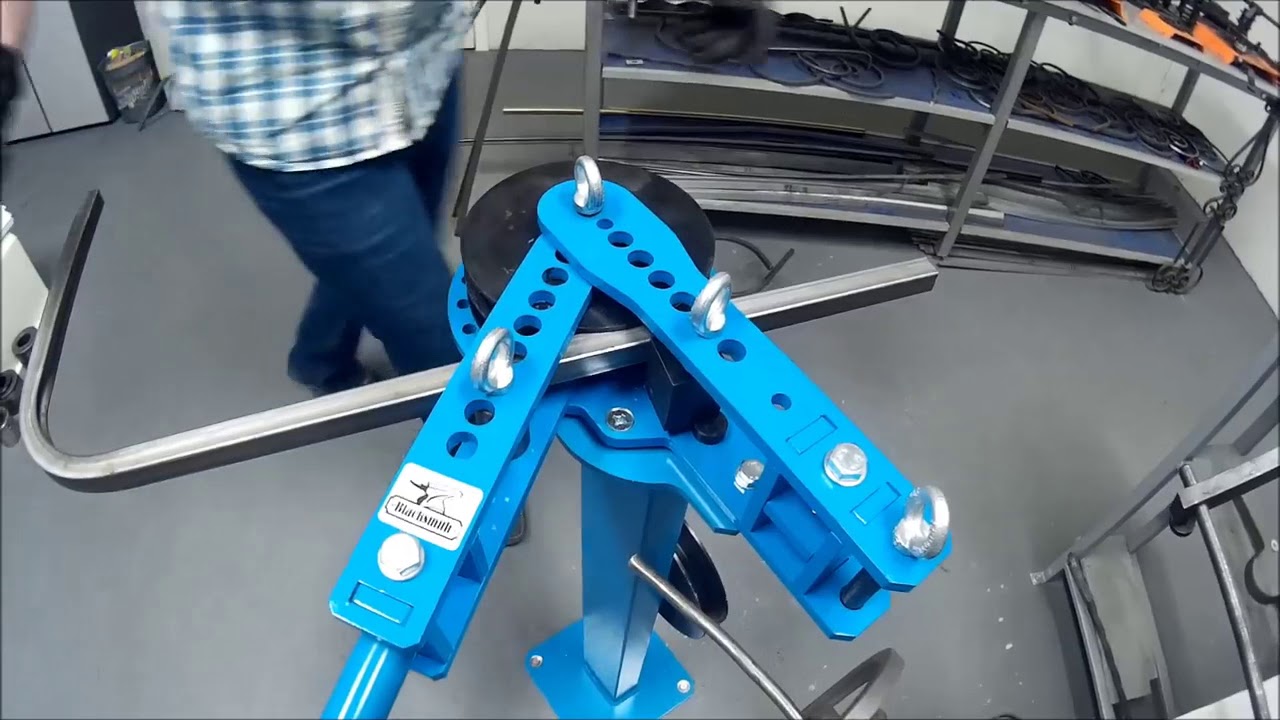
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.
Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Рекомендуем: Выбираем утюг для полипропиленовых труб
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
Рекомендуем: Труба ПВХ для электропроводки
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной – это ее сечение. Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Следует также помнить, что любые механические воздействия с целью загнуть профильные трубы могут внести дефекты, а иногда привести к разрушению целостности конструкции, поэтому полезным будет позаботиться о возможности растяжения профильной трубы при ее изгибе.
Разнообразие применения гнутой профильной трубы для эстетических целей
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обращать внимание на плавность, неторопливость движений, а также прилагаемые усилия, что значительно снизит вероятность повреждений и поможет получить нужную криволинейную форму изделия.
На выбор необходимого способа изгиба влияет также толщина стенок профильной трубы. Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутреннего строения материала, из которого она произведена, и может значительно повлиять на свойства прочности и надежности. Кроме того, многократные воздействия с целью изменения формы трубы (загиб, разгиб), приводят к ее разрушению.
Сгибаем без трубогиба
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
Как выгнуть гипсокартон под профиль
Если нужно уложить картонное покрытие на каркас простой формы, к примеру, основание дугой, то можно работать сухим способом. Так можно очень легко сделать простой элемент декора. Нужно просто установить гипсокартонный лист на основание и подогнуть его для соответствия. После по форме устанавливаются крепежные элементы.
Фото — сухой способ по каркасу
Это хороший вариант для арок или совмещения стены и потолка полукругом. Но если нужно оформить более сложный интерьер для дома, то необходимо работать мокрым способом. Правильно согнуть своими руками гипсокартон в этом случае можно при помощи валика с шипами и мокрых тряпок. Советы, как вручную гнуть гипсовый картон Кнауф (Knauf):
- Полиуретановый ролик необходим для создания отверстия на поверхности покрытия. Им нужно несколько раз провести по обеим сторонам материала;
- После этого тщательно вымачиваются тряпки и ими обкладываются листы. Оставлять нужно минимум на 8 часов, поэтому лучше работу выполнять на ночь;
- Утром просто плавно сгибаете пластичный лист и устанавливаете на нужное место.
Но согнуть так внутренний влагостойкий или, тем более, влагоотталкивающий гипсокартон не выйдет.
Фото — валик
К тому же, этот вариант занимает изрядное количество времени, поэтому многие профессиональные мастера пользуются более простым – сухим способом.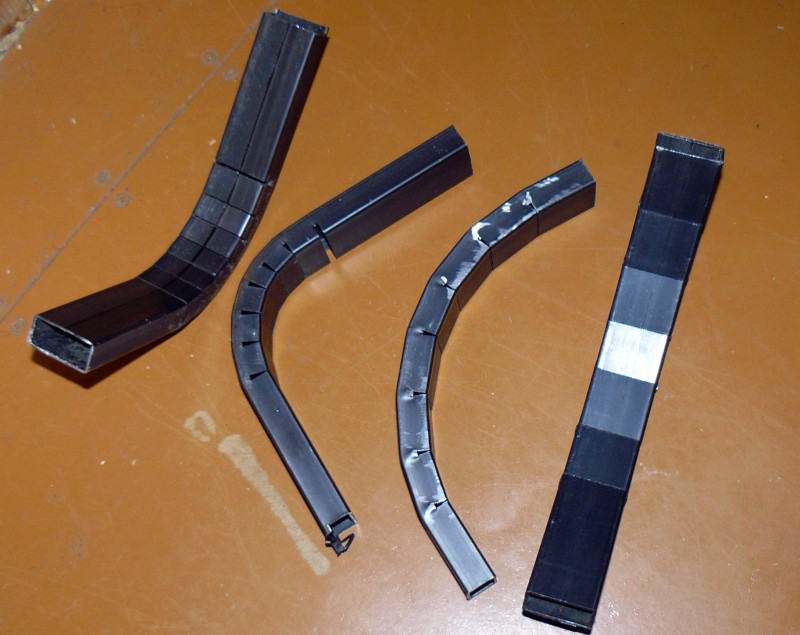 Есть два исполнения:
Есть два исполнения:
Если нет игольчатого валика, то можно просто надрезать лист гипсокартона на полосы одинакового размера. Каждую полосу требуется установить на каркас. Таким образом можно обработать любой радиус, но тогда финишная отделка займет больше времени – нужно будет заделывать швы. Каждый из них нужно будет зашпаклевать с сеткой и дополнительно покрыть краской или клеем.
Удобнее всего сложные элементы, к примеру, многоуровневый потолок или арку овалом гнуть при помощи надрезов. Просто нарезаете лист на равные участки, как и направляющие, но обязательно работаете с внутренней стороны – чтобы не было швов. После нужно согнуть покрытие в определенную форму. Это отличный вариант, если требуется закрыть выступающий карниз или даже оформить сложную нишу с аркой. После окончания работы просто монтируете полученную фигуру на каркас. Недостатком способа является сложность выполнения надрезов и повышенные требования к внимательности рабочего. Нужно отметить, что погрешность даже в пару миллиметров может негативно повлиять на конечный результат.
Фото — надрезы на наружной стороне
Естественно, дома всю работу можно выполнить бесплатно. Но перед началом желательно дополнительно посмотреть видео-инструкцию, как согнуть гипсокартон.
Как согнуть гипсокартон для криволинейных элементов потолка ↓
Для изготовления сложных криволинейных потолочных изгибов понадобятся листы гипсокартона шириной до 600 мм. Минимальный радиус изгиба листа толщиной 12,5 мм составит примерно 1000 мм. Если же взять лист гипсокартона меньшей толщины – он также уменьшится. Например, для листов толщиной 9 мм минимальный радиус изгиба составит 500 мм, для листов толщиной 6,5 мм – 300 мм.
Итак. Как согнуть гипсокартон? Сам по себе процесс изгибания гипсокартона несложен, ведь гипсу свойственно становиться более пластичным и принимать новые формы во влажном состоянии, а после высыхания материал восстанавливает прежнюю твердость, фиксируя новую форму.
Самым ответственным моментом, пожалуй, является изготовление шаблона, по которому и будет производиться изгибание гипсокартонного листа. Подходящий шаблон можно изготовить из подручных листовых материалов, например фанеры, ДСП или того же гипсокартона. Главное – чтобы толщина шаблона не превышала 15 мм. Кстати, на практике для изготовления шаблона обычно используются обрезки листов гипсокартона, из которых выкраиваются боковины шаблона соответствующего радиуса изгибания. Здесь самая важная хитрость – не забыть о том, что радиус шаблона должен быть несколько меньшим, нежели радиус будущей поверхности.
Из гипсокартона делаем распорные плиты, определяющие общую ширину шаблона, которая непременно должна быть немного меньше ширины готовой выкройки листа.
Приступаем к сбору шаблона. Для этого понадобятся деревянные бруски и шурупы. Затем шаблон необходимо оборудовать зажимами для фиксации торцевых кромок изгибаемого листа. В качестве материала подойдут обрезки профилей.
Чтобы согнуть лист гипсокартона, напомню, нужно провести по стороне изгиба специальным игольчатым валиком (если гнем выпуклую форму – проводим по тыльной стороне листа, если вогнутую – по лицевой). Надколотой стороной вверх укладываем лист на деревянные прокладки и начинаем смачивать его, используя губку. Делаем это в течение часа, следя, чтобы вода не попала на непроколотую сторону листа (иначе велик риск того, что во время изгибания лист разорвется).
Устанавливаем заготовку на шаблон так, чтобы центр заготовки и ось шаблона совпали. Аккуратно сгибаем, закрепив концы панели зажимами. Если речь идет о единичном криволинейном элементе, оставляем панель на каркасе до полного высыхания (понадобятся примерно сутки). Если по образцу готового элемента будем изготавливать еще несколько, то фиксируем сгиб панели скотчем, обмотав им края панели несколько раз. Затем снимаем панель с шаблона и устанавливаем ее сушиться в том же положении. Все, шаблон свободен для изгибания следующего элемента.
Несколько сложнее изготовить криволинейный потолочный элемент с малым радиусом кривизны (от 100 до 400 мм). Для этого на изнаночной стороне гипсокартонного листа фрезеруем серию пазов П-образной формы параллельно линии изгибания. Какой глубины, ширины и с каким шагом выполняются пазы, зависит от радиуса кривизны: чем меньше шаг пазов – тем они шире и глубже. Иногда они достигают картона на лицевой стороне – в случае если поверхность согласно вашей задумке должна быть изогнута весьма сильно и плавно (на небольших по площади заготовках пазы можно сделать вручную, используя стамеску).
Итак, лист подготовлен. Очищаем его от пыли и укладываем на предварительно заготовленный шаблон пазами вверх. Когда лист принял нужную форму, фиксируем ее с помощью шпатлевки. Как только шпатлевка высохнет, можно устанавливать фрагмент на отведенное ему место, крепя на стыках с тыльной стороны изогнутыми по шаблону стальными полосами (толщиной 0,5–0,6 мм и шириной 100 мм) с использованием шурупов-саморезов.
Чтобы облегчить задачу, для изготовления криволинейных потолочных поверхностей можно приобрести так называемый арочный гипсокартон. Речь идет о гибких гипсовых листах объемом 2400 на 1200 на 6 мм. Эти листы армированы не картонной оболочкой, а стекловолокном. В этом случае обильное смачивание вам не понадобится.
Помните, что изгибать гипсокартонные листы можно лишь в продольном направлении: гарантированный радиус изгиба составляет 600 мм лицевой стороной внутрь и 1000 мм вовне. Если не придать этому значения, то листы, изогнутые с меньшим радиусом, вырвут саморезы из профилей.
Видео “как согнуть гипсокартон”:
Вы находитесь на портале о ремонте квартир и домов, читаете статью “Как согнуть гипсокартон для криволинейных элементов потолка”
. Вы можете найти на нашем сайте много информации о дизайне, материалах для ремонта, перепланировке, электрике, сантехнике и многом другом. Воспользуйтесь для этого поисковой строкой или разделами слева.
А также на сайте много интересного видео о ремонте квартир!
Чтобы согнуть профиль нужно ножницами сделать разрезы на его ребрах. Разрезы делаются через каждые 5 см и на всю высоту каждого ребра. На противоположных ребрах разрезы должны быть друг против друга. Теперь профиль можно согнуть нужным радиусом по шаблону, или по факту вырезанной стены. Если гнуть предполагается в сторону ребер, то разрезы делаются V-образные с извлечением материала.
Для того, чтобы сделать из гипсокартона арку, фигурный потолок, нужно смонтировать криволинейный каркас с согнутыми профилями и изогнутые листы ГКЛ.
- емкость с водой и губка, если лист будет гнуться мокрым способом;
- игольчатый валик, нож либо фреза;
- шило;
- рулетка, линейка;
- маленький шпатель;
- шуруповерт либо отвертка.
Как и любой строительный материал, гипсокартон имеет не только положительные, но и отрицательные свойства. Рассмотрим их подробно: Первые два листа состоят из гипсового сердечника, облицованного с двух сторон нетканым стеклополотном. Последний лист это 6 мм имеет по середине специальную армирующую прослойку, позволяющую гнуть его сухим способом с радиусом от 60 см.
- надрез под прямым углом в 90 градусов делается на обеих боковых частях профиля. Основание элемента при этом остается целым, что позволяет сохранить ребра жесткости в целостности. Такой способ отлично подходит для изготовления арок, полукруглых элементов или круга;
Совет. Если вам нужно согнуть гипсокартонную полосу, чтобы зашить нижнюю горизонтальную часть арки, то не следует монтировать ее целиком. Очень удобно монтировать в таких случаях ГКЛ кусками по 30-40 см.
Вы ознакомились со всеми известными методами и теперь знаете, как правильно гнуть гипсокартон — теперь сможете выбрать один из трех (см. также как гнуть гипсокартон в домашних условиях). Мастера обычно пользуются вторым из вышеприведенных способов, как самым быстрым, легким и чистым в производстве.
Советы профессионалов
Поскольку алюминий мягкий материал, труба в процессе сгибания может сжиматься, растягиваться, ломаться или трескаться. Также нежелательным последствием может стать изменение конфигурации сечения. Однако таких неприятностей можно избежать, если следовать нашим нехитрым рекомендациям:
- Выбирая метод сгибания, стоит учитывать радиус изгиба, диаметр сечения трубы, толщину стенок заготовки и вес материала. Не стоит забывать о точности сгибания, ведь некоторые методы не позволяют добиться высокой точности.
- Если вам нужно получить небольшой радиус изгиба, то заготовку лучше гнуть на концах, поскольку качественно сделать это в центральной части будет сложнее.
- Чтобы уменьшить вероятность образования гофрированной поверхности в месте изгиба, нужно использовать метод холодного сгибания с растягиванием. Это позволит сместить центральную ось в сторону сгиба. Суть метода заключается в том, что заготовка сначала фиксируется на станке, потом растягивается и гнётся за счёт перемещения гибочного инструмента. Эта методика подходит и для работы с тонкостенными заготовками, а также для придания трубе определённой конфигурации в одной плоскости с соблюдением большого допуска по наружному диаметру.
- Если вы хотите сохранить прочность стенок заготовки, то целесообразно использовать сгибание с использованием гидростатического давления внутри элемента. С этой целью на концы трубы крепятся заглушки. Одна из них должна иметь патрубок для закачивания масла внутрь заготовки.
Правильный способ изогнуть профиль для изделия из гипсокартона
- надрез под прямым углом в 90 градусов делается на обеих боковых частях профиля. Основание элемента при этом остается целым, что позволяет сохранить ребра жесткости в целостности. Такой способ отлично подходит для изготовления арок, полукруглых элементов или круга;
Работа с металлическими профилями для гипсокартона требует наличия определенного набора инструментов. Для того чтобы согнуть металлические элементы и сделать на них надрезы, а также провести дальнейший их монтаж, вам понадобятся следующие инструменты:Не стоит забывать и о защите себя при проведении работ. Так, вам понадобятся защитные перчатки, которые предотвратят нанесение ран и царапин на руки.
Для того чтобы согнуть металлические элементы и сделать на них надрезы, а также провести дальнейший их монтаж, вам понадобятся следующие инструменты:Не стоит забывать и о защите себя при проведении работ. Так, вам понадобятся защитные перчатки, которые предотвратят нанесение ран и царапин на руки.
Кроме этого вам могут пригодиться защитные очки. Имея под рукой такой набор материалов и инструментов, а также предприняв все меры предосторожности, процедура по приданию профилям необходимой формы займет у вас от силы 20 минут.Кроме того, при создании арочного проема можно использовать специальный арочный профиль. Вне зависимости от того, какой каркасный элемент будет использоваться, способы изгиба могут применяться к ним всем. Изгибать профили необходимо до момента их установки.Обратите внимание! Саморезы устанавливаются всякий раз, когда нужно сделать изгиб. Это придаст конечной конструкции большей плавности.
Холодный способ сгибания: инструкция и ограничения ↑
Ручной холодный способ гнутья подходит для изменения формы металлических и металлопластиковых тонкостенных труб диаметром до 32 мм. Чтобы согнуть такую внутреннюю канализационную трубу, понадобится:
- Специальная пружина, подобранная по внутреннему диаметру.
Пружина: позволяет минимально деформировать внутренний просвет
- Если времени на поиски и покупку пружины нет, можно использовать песок. Дополнительно придется сделать заглушки для концов – из пластика, дерева, пробки.
- В качестве шаблона для создания необходимого радиуса используют заводские заготовки, или применяют склеенные из вырезанных ДСП листов конусы.
Тонкие канализационные трубы можно согнуть без специальных зажимов. Для изделий из твердых сплавов или толстостенных труб используют специальное оборудование: гидравлические станки (гнутье изделий до 60 мм), электромеханические (для деталей диаметром от 60 мм).
Профессиональный станок для создания сложных форм
Пружину помещают внутрь отрезка трубы. Оба конца пружины должны быть свободными. Если диаметр пружины меньше, чем диаметр трубы, концы можно зафиксировать хомутами. После установки трубогиба начинают медленно сгибать изделие.
Оба конца пружины должны быть свободными. Если диаметр пружины меньше, чем диаметр трубы, концы можно зафиксировать хомутами. После установки трубогиба начинают медленно сгибать изделие.
Ручное гнутье
Гнуть трубу нужно постепенно – материал (особенно металлопластик и полиэтилен) возвращается в прежнее положение, поэтому создают больший радиус. Тонкие отрезки сгибают руками, для изделий большего диаметра используют зажим или шаблон.
Прокатка радиуса на шаблоне
Архивы Гибка ⋆
Вальцовка круглой трубы (радиусная гибка круглой трубы)
Вальцовка — это метод гибки труб по радиусу, при котором труба зажата в системе их 3-х роликов, которые в свою очередь, вращаясь, проталкивают заготовку. Вальцовка труб отличается относительной простотой, поэтому она получила широкое распространение во многих областях промышленности и строительства. Например, вальцованные круглые трубы используют в качестве кабель-каналов для связок электросетей ответственных объектов, для кольцевого охлаждения и пожаротушения нефтяных резервуаров, а также в декоративных целях.
Вы можете заказать у нас вальцовку труб диаметром: 20, 25, 32, 38, 42, 48, 57, 76, 89, 102 и 108мм, а так же других диаметров. Мы сами изготавливаем гибочную оснастку, а это значит, что мы подстроимся под любого клиента с любой заявкой.
Фабрика гнутых деталей оказывает услуги по вальцовке круглых труб в Санкт-Петербурге малого и большого диаметров, выверенные режимы не допускают брак, а собственные гибочные линии позволяют выполнять гибку труб в короткие сроки и по низкой стоимости.
Гибка круглых труб Ф108Вальцовка круглых трубГибка круглой трубы? — значит ФГД!
Вальцовка профильной трубы (радиусная гибка профильной трубы)
Вальцовка профильных труб — это один из самых распространенных способов гибки труб по радиусу, его используют повсюду: на стройке для несущих элементов конструкции, для изготовления пешеходных тоннелей и переходов, изготовление навесов остановок, козырьков у парадных, а также теплиц! Профильная труба в системе из 3-х роликов ведет себя крайне послушно, прижимаясь плоскими гранями к валкам, это и объясняет широкое распространение гнутых деталей из профильной трубы повсюду.
Гибка профильной трубы или гибка профиля — мы сделаем это для Вас так, что Вы останетесь довольны! Вы можете ознакомиться с примерами выполненных нами работ в разделе сайта «РАБОТЫ«.
Гибка профильных труб 100х100Фабрика гнутых деталей выполняет услуги по вальцовке профильных труб в СПб практически без ограничения по размеру сечения и сложности гиба. Мы реагируем на срочные заявки так же оперативно, как ожидает этого заказчик. Отправьте нам заявку и убедитесь сами.
Гибка профильной трубы? — значит ФГД!
Немного о вальцовке труб
Несмотря на широкое распространение такого метода гнутья труб, как вальцовка, как и у любого технологического процесса вальцовка труб имеет свои особенности.
Например, при вальцовке круглой трубы специалисты зачастую сталкиваются с проблемой прокручивания трубы в системе из трех роликов вокруг своей же оси в момент прокатки. То есть на выходе деталь теряет плоскость, что крайне нежелательно, а зачастую и вовсе недопустимо. Существует несколько простых решений этой проблемы от ручных, до конструктивно-автоматизированных. Фабрика гнутых деталей очень внимательно относится к таким аспектам производственной деятельности. Вы можете быть спокойны, размещая заказ на вальцовку труб у нас, что детали будут высокого качества.
Вальцовка профильных труб тоже не лишена подводных камней. Одним из самых распространенных — это попытка прокатывать несколько деталей в одном «пучке». В результате, распуская «пучок», вальцованные трубы раскрываются веером. Это происходит из-за образовавшихся внутренних напряжений в металле после ее деформации. А также этот эффект усиливается, если оборудование недостаточно жесткое или собрано с перекосами. ФГД вальцует трубы в индивидуальном порядке — каждую трубу отдельно, для достижения более высокой точности размеров.
Гибка квадратной трубы по радиусу (до 250х250мм)
— гибка труб, у которых в сечении гнутой части высота равна ширине.
Гибка профильных труб большого сечения
Гибка профильной трубы на ребро (до 200х300мм)
— гибка труб, у которых в сечении гиба высота профиля превышает ширину.
Гибка профильной трубы 150х100
Гибка профильной трубы плашмя (до 300х200мм)
— гибка труб, у которых в сечении гиба ширина профиля превышает высоту.
Гибка нержавеющей профильной трубы 200х100х4Нужно согнуть профильную трубу 15мм в г. Москва за 2000 рублей
Необходимо согнуть на 90 градусов профильную трубу 15мм (пример на фото), нужно сделать 4 шт. Работа на вашей территории, материал привезу сам. Бюджет 800р
Когда:
Адрес: улица Фонвизина, 14, Москва
Смотрите также:
Отзывы Рейтинг: 5 — 2 2 отзыва-
Ярослав Д.
Отзывы:
2
— Исполнитель
Отзыв на задание «Нужно согнуть профильную трубу 15мм»
Заказчик был пунктуален, оплата произведена в срок. Рекомендую другим исполнителям.
Вежливость
Пунктуальность
Адекватность
-
Семен Р.
100
Более 100 выполненных заданий
Отзывы: 158 1 — ЗаказчикОтзыв о выполнении задания «Нужно согнуть профильную трубу 15мм»
Очень выручил! Всё сделал хорошо, в будущем буду обращаться еще
Качество
Вежливость
Стоимость услуг
Хотите найти лучшего мастера по ремонту?
Последние добавленные задания
-
Цена договорная
Строительство терассы в Екатеринбурге
Здравствуйте, сориентируйте по стоимости терассы.
Открытая. Лиственница. Во всю ширину дома. Плюс 2-3 лесинки во всю ширину. Фунламент свои винтовые, или другое не дорогое решение. Можно стоимость материалы…
Владимир посёлок Прохладный, Белоярский городской округ, Свердловская область, Россия
-
10 000 руб
Изготовление шторки в ванну
Приветствую. нужно изготовить шторку гармошку из стекла с боковым (не торцевым) креплением. профиль — черный, матовый. Высота примерно 140 см. Ширина секции примерно 30 см. всего 2 секции.
Вадим Б. микрорайон Павшинская Пойма, Красногорск
-
Цена договорная
Ремонт ванной комнаты
Ремонт ванной комнаты в хрущевке под ключ. Стены частично выровнены.
Антон Ш. Ярославль
-
6 000 руб
Сборка и монтаж кухни стехникой
Необходимо собрать и установить прямой кухонный гарнитур из Леруа (Фрейм) размер 285 внизу и 260 вверху.
Подключить след. технику: посудомойка, духовой шкаф, варочная панель, вытяжка.
Алексей улица Василия Ощепкова
-
Цена договорная
Сборка кухни
Сборка кухни ИКЕА
Сергей Г. СНТ Третьяково
 Открытая. Лиственница. Во всю ширину дома. Плюс 2-3 лесинки во всю ширину. Фунламент свои винтовые, или другое не дорогое решение. Можно стоимость материалы…
Открытая. Лиственница. Во всю ширину дома. Плюс 2-3 лесинки во всю ширину. Фунламент свои винтовые, или другое не дорогое решение. Можно стоимость материалы…
 Подключить след. технику: посудомойка, духовой шкаф, варочная панель, вытяжка.
Подключить след. технику: посудомойка, духовой шкаф, варочная панель, вытяжка.
Думаете, у вас сложный поворот? Принеси это на
Вам нужен простой 4D-изгиб в трубке из углеродистой стали диаметром 2,125 дюйма с коэффициентом стенки 15? Да ладно, это слишком просто. Четыре 3D-изгиба диаметром 2,125 дюйма стальная труба с коэффициентом стенки 20? Вы можете сделать лучше, чем это. Два 2D-изгиба и четыре изгиба с переменным радиусом в двух плоскостях с диаметром 2,125 дюйма. стальная труба с коэффициентом стенки 30? А вам нужно расплющить какие-то изогнутые участки? Хорошо, это похоже на вызов, и проблема — это то, что интересует Bauer Welding & Metal Fabricators Inc., небольшой производственный цех в г. Сент-Пол, штат Миннесота.
С тех пор, как Дон Бауэр стал соучредителем компании в 1946 году, она превратилась в магазин, специализирующийся на решении сложных задач гибки. На самом деле он предпочитает сложную гибку и формовку и избегает простых операций по гибке.
Типичные детали не являются типичными в Bauer
Типичная деталь, которую производит Bauer, — это моноблочный мотоциклетный руль, требующий двух изгибов с фиксированным радиусом и двух изгибов с переменным радиусом. В отрасли, где преобладают ротационная гибка и гибка с фиксированным радиусом, гибка с переменным радиусом несколько необычна.Эта конкретная деталь требует изгибов в двух плоскостях, что еще больше усложняет процесс. Похоже, потребуется две настройки, но это неэффективно.
Bauer использует одну установку на валковом станке и выполняет процесс прогрессивной гибки, называемый каландрированием.
В отрасли, где преобладают ротационная гибка и гибка с фиксированным радиусом, гибка с переменным радиусом несколько необычна.Эта конкретная деталь требует изгибов в двух плоскостях, что еще больше усложняет процесс. Похоже, потребуется две настройки, но это неэффективно.
Bauer использует одну установку на валковом станке и выполняет процесс прогрессивной гибки, называемый каландрированием.
Выхлопная труба снегохода Arctic Cat® — еще один средний компонент для Bauer, но это не обычная выхлопная труба. Вы видели много выхлопных труб. Некоторые прямые, а некоторые изогнутые. Некоторые имеют постоянный диаметр, а некоторые расширяются.Некоторые из них являются цельными, а некоторые — состоящими из двух частей. Вы, вероятно, ожидаете, что изогнутый и расширяющийся выхлопной патрубок будет состоять из двух компонентов, одного изогнутого и одного расширенного. Этот выхлопная труба представляет собой цельную деталь, и она одновременно изогнута и расширена, что звучит как большая боль в шее.
Что наступает раньше, изгиб или раструб? Нет смысла развальцовывать, а потом пытаться согнуть — как бы вы загрузили расширяющуюся трубу в гибочный станок? С другой стороны, как бы вы поместили гнутую трубу в машину для формовки концов? Не было бы намного проще сделать эту деталь из двух частей и сварить их вместе?
Забудьте о легком.
Bauer сначала сгибает деталь. Затем оператор помещает деталь в приспособление и помещает приспособление в гидравлический пресс. Пресс выполняет два удара. Для первого хода используется плоский инструмент, который полностью помещает деталь в приспособление; затем машина перемещает формовочный инструмент в нужное положение, и второй ход расширяет конец.
Bauer не просто изгибается и вспыхивает. Он также специализируется на деталях, требующих некоторого контролируемого дробления или сплющивания.
Выравнивание гнутой детали может быть проблемой, потому что в процессе правки она разгибается.Хитрость заключается в том, чтобы знать, насколько необходим перегиб, чтобы в процессе сплющивания его было достаточно разогнуть. По словам вице-президента и генерального директора Стэна Нимейера, программы анализа методом конечных элементов не очень помогают в этом.
По словам вице-президента и генерального директора Стэна Нимейера, программы анализа методом конечных элементов не очень помогают в этом.
«Не существует математического уравнения, которое предсказывало бы это», — сказал он. «Вы пробуете какой-то процент, а затем прибавляете или вычитаете из него. Как только вы найдете нужную сумму, все готово». Судя по проценту брака, Бауэр считает, что это наука.
Bauer Welding & Metal Fabricators Inc.Директор по продажам и маркетингу Уильям Ремес демонстрирует выхлопную трубу, которую компания изготавливает для Artic Cat®. Bauer сначала сгибает деталь, а затем развальцовывает ее на гидравлическом прессе.
«Может потребоваться всего четыре или пять деталей, прежде чем мы получим необходимую степень изгиба и сплющивания», — сказал Наймейер.
«Даже деформация из-за нагрева при сварке предсказуема», — добавил Уильям Ремес, директор по продажам и маркетингу.
Многие компоненты, изготовленные на заводе Bauer, перед отправкой из цеха собираются в узлы, сваренные вместе.Несмотря на то, что коллективный опыт Bauer означает, что размеры готовой детали предсказуемы, готовые сборки — часто несколько изогнутых труб с добавлением сварочного тепла и присадочного металла — немного отличаются. Как Bauer проверяет соответствие спецификациям клиентов перед отправкой? Компания полагается на микрометры, координатно-измерительные машины (КИМ) и векторные системы лазерных трубок для проверки некоторых размеров, но в основном полагается на контрольно-измерительные приспособления. Многие, многие проверяют приспособления.
Ремонт светильников. Bauer — это больше, чем просто цех сварки и изготовления. Это тоже механический цех.
«У нас есть несколько обрабатывающих центров, поэтому мы производим большую часть нашей собственной оснастки и приспособлений для испытаний», — сказал Ремес.
Получив заказ на новую деталь, машинисты компании используют распечатки детали для изготовления контрольных приспособлений из синтетического композитного материала. Поскольку термин «контрольные приспособления» не подразумевает, их также можно использовать для разработки или настройки производственного процесса.
Поскольку термин «контрольные приспособления» не подразумевает, их также можно использовать для разработки или настройки производственного процесса.
Они также используются за пределами Бауэра.При изготовлении контрольного приспособления Бауэр часто делает дубликат. Один сохраняет один, а второй отправляет заказчику, что помогает ему быстро проверить размеры детали.
Одна из наиболее сложных изогнутых и плоских деталей превращается в сложную сборку из нескольких изогнутых и прямых деталей, сваренных вместе. Поскольку это сложная сборка, компания использует сложное контрольное приспособление, которое имеет направляющие, которые оператор перемещает вперед и назад по детали, чтобы гарантировать, что различные размеры детали соответствуют спецификации и не выступают из приспособление.
Допуски и подгонка детали. Разнообразие оборудования и процессов Bauer — гибка труб, механическая обработка, лазерная резка, а также ручная и роботизированная сварка — дает компании перспективу OEM. Поскольку цех собирает множество узлов, он видит производство так же, как и многие его покупатели. Другими словами, Бауэр понимает важность хорошей подгонки детали.
«Мы знаем, что требуется для обеспечения точности деталей и подгонки, поэтому, когда кто-то заказывает детали у нас, мы знаем, насколько точными должны быть детали», — сказал Нимейер.Например, Bauer поставляет рельсы для рамы производителю мотоциклов Big Dog. Секции рамы проходят от шейки руля до заднего колеса. Робот-сварщик не смог бы справиться с большим зазором между шейкой рулевого механизма и секцией рамы, поэтому Bauer использует свой эксперт по изгибу —
Инспектор по контролю качества Джон Стрейт проводит выборочную проверку, чтобы проверить размеры нескольких деталей, прежде чем они будут отправлены заказчику. Bauer полагается на несколько инструментов для контроля качества, включая контрольные приспособления, микрометры и координатно-измерительные машины.
возможность резания и резки, чтобы детали плотно прилегали друг к другу. Он проверяет незначительность зазора, проверяя детали на контрольном приспособлении.
Доморощенный опыт
Как компания развивает такую экспертизу? Все началось, когда Дон Бауэр и его партнер открыли в 1946 году предприятие по ремонту автомобильных бамперов. В течение года они изготавливали резервуары на 265 галлонов для мазута для бытового отопления. В 1948 году Бауэр выкупил своего партнера, а в 1949 году зарегистрировал компанию. Исследуя новую возможность, он построил трубогиб с ручным приводом.Небольшой заказ на трубчатую вытяжку коллекторы превратились в заказы на трубчатые глушители для небольших бензиновых двигателей.
Как и многие предприниматели той эпохи, Бауэр не имел диплома инженера, но обладал необходимыми способностями.
«Он был чрезвычайно механическим», — сказал Ремес, добавив, что он не только строил машины, но и не боялся модифицировать машины, которые купил.
У него было два основных принципа, на которых он основал компанию: «Дисциплина и честность — абсолютные требования для успешного ведения любого типа организации.«
Хотя способности, дисциплина и честность являются ключевыми составляющими постоянного успеха компании, образование играет более важную роль, чем в прошлые годы. В инженерном отделе работают шесть дипломированных инженеров. Операторы оборудования имеют либо образование, либо длительный опыт работы в Bauer, либо и то, и другое. Сварку выполняют сертифицированные сварщики, а роботы программируются на любой из пяти сертифицированные сварщики, прошедшие курс программирования.
Но это больше, чем просто возможности.Компания научилась эффективно использовать свои таланты, например, как распределять работу между ручной и роботизированной сваркой.
«Размер серии и сложность в основном определяют сварные швы, которые выполняются роботом. Если у нас есть повторяющиеся детали большого объема, мы обычно помещаем их на робота», — сказал Наймейер. «Мы стремимся максимизировать производительность. Иногда мы используем ручную сварку и роботизированную сварку одной и той же детали, чтобы сократить время цикла и максимизировать пропускную способность оператора. Это вопрос балансировки рабочей нагрузки, так что ни одно
ни робот, ни рабочий не простаивают долго », — добавил Наймейер.
«Мы стремимся максимизировать производительность. Иногда мы используем ручную сварку и роботизированную сварку одной и той же детали, чтобы сократить время цикла и максимизировать пропускную способность оператора. Это вопрос балансировки рабочей нагрузки, так что ни одно
ни робот, ни рабочий не простаивают долго », — добавил Наймейер.
Ведение бизнеса в США
Хотя многие крупные производители ухватились за поборник аутсорсинга и получают запчасти из недорогих стран, таких как Мексика, Китай и Индия, Бауэр не слишком обеспокоен потерей значительного объема бизнеса из-за иностранных конкурентов.
«Прежде всего, это время отклика», — сказал Ремес. «Чтобы детали пересекли океан, требуется много времени. Во-вторых, качество деталей. Многие из наших стандартов качества очень жесткие.Мы можем придерживаться некоторых допусков, которые вы не увидите на деталях, изготовленных вручную из другой страны. В-третьих, в США мы можем позволить себе роскошь использовать одни из лучших доступных материалов, и это идет рука об руку. с изготовлением качественной детали. Если это критически важный компонент транспортного средства, например, деталь для квадроцикла или снегохода, вы должны предоставить деталь хорошего качества. В-четвертых, мы слышали истории о том, что иностранные поставщики меняют спецификации и даже не консультируют своих клиентов. И наконец, доставка ламп по своей сути является дорогостоящей.Слишком много воздуха подается в трубы сложной формы и вокруг них, поэтому экономичность — сложные трубопроводы для транспортировки и сложная упаковка, необходимая для этой транспортировки, работают в наших интересах », — сказал он.
Недостаточно иметь контрольные приспособления. Они должны сопровождаться инструкциями. Даже к простому приспособлению, подобному этому, прикреплена ламинированная страница с инструкциями. Это гарантирует правильное использование приспособления и соответствие компании требованиям ISO.
Опыт Бауэра здесь тоже играет важную роль. «Сложность наших деталей такова, что у производителей во многих других странах возникнут проблемы с их воспроизведением», — сказал Ремес.
Даже с хорошими материалами Bauer опасается несоответствия материалов, которые могут возникнуть.
«Мы измеряем все, что проходит через дверь, на предмет толщины стен и внешнего диаметра», — сказал Наймейер. «Что вы не можете измерить, так это химический состав и механические характеристики, такие как предел прочности на разрыв, предел текучести и удлинение.Продавцы предоставляют на них сертификаты. Некоторые из наших клиентов сомневаются в цене детали, и мы объясняем, что деталь не может быть изготовлена, если мы не купим лучшее. материал »
Несмотря на проверку поступающих материалов и запрос документов о сертификации комбината, материалы могут отличаться.
«Согласованность материалов, вероятно, является самой большой проблемой, с которой вы сталкиваетесь в производстве труб», — сказал Наймейер.
Контроль качества сырья — ключевой аспект в контроле качества готовой детали, который имеет решающее значение для предотвращения отправки заказчиком работы за границу.
Школа гибки Bauer
Персонал Bauer несколько изменился за десятилетия. Некоторые из старых сотрудников ушли на пенсию, и хотя компания продолжает полагаться на своих более опытных операторов, чтобы передать свои знания более новым, некоторые из «племенных знаний», как называет это Нимейер, были утеряны. Компания восполняет этот дефицит, обучая новых сотрудников основам гибки и уделяя особое внимание базовым навыкам. принципы о материалах и важность характеристик материалов.
«Вы должны разработать собственных операторов гибочных станков», — сказал Наймейер. Когда компания не может найти опытных операторов трубогибов, она ищет кандидатов с нужными навыками и врожденными способностями.
«Мы ищем человека со здоровым механическим умом, который может применить небольшую геометрию и тригонометрию», — добавил он. «Если человек обладает такими способностями и склонен во всем разбираться, он, вероятно, может стать довольно хорошим пьяницей».
«Если человек обладает такими способностями и склонен во всем разбираться, он, вероятно, может стать довольно хорошим пьяницей».
Поиск хороших операторов трубогиба начинается еще до приема на работу новых сотрудников.Компания проводит аттестацию перед приемом на работу, чтобы убедиться, что новые сотрудники обладают определенным уровнем математических знаний и механических способностей.
Неофициальная программа обучения компании — Bauer Bending School, как ее назвал президент Дуг Бауэр — привела к структурированной программе обучения, направленной на расширение знаний сотрудников в области математики, измерения и чтения печатных материалов. Сотрудники, прошедшие аттестацию в конце класса, получают повышение заработной платы и более высокий потенциал для повышения заслуг в будущем.Недавно был разработан класс, который объединяет необходимые элементы — математику, принципы гибки, чтение для печати и основы металлов.
Кроме того, компания должна внимательно следить за поступающими материалами, чтобы быть уверенным, что все обучение не пропадет даром. «Многие люди не понимают, что многие детали находятся на грани, и поэтому эти проекты так чувствительны к материалам», — сказал Наймейер. «Если вы покупаете трубки и все, что вам нужно сделать, это разрезать их, на самом деле не имеет большого значения, что вы покупаете, если они размерно правильный.Но если вы выполняете изгибы с малым радиусом, материал сделает это или сломает «.
Компания даже проводит короткие учебные курсы на территории клиентов, чтобы инженеры-конструкторы клиентов лучше понимали возможности и ограничения различных производственных процессов. Распространение такого рода знаний помогает предотвратить разработку инженерами продуктов, которые излишне сложны или невозможны в производстве или находятся на грани, упомянутой Нимейером.
С другой стороны, компания продолжает пополнять свою базу знаний, выполняя сложные задания.Наймейер признал, что иногда компания берется за проект, который просто не получается.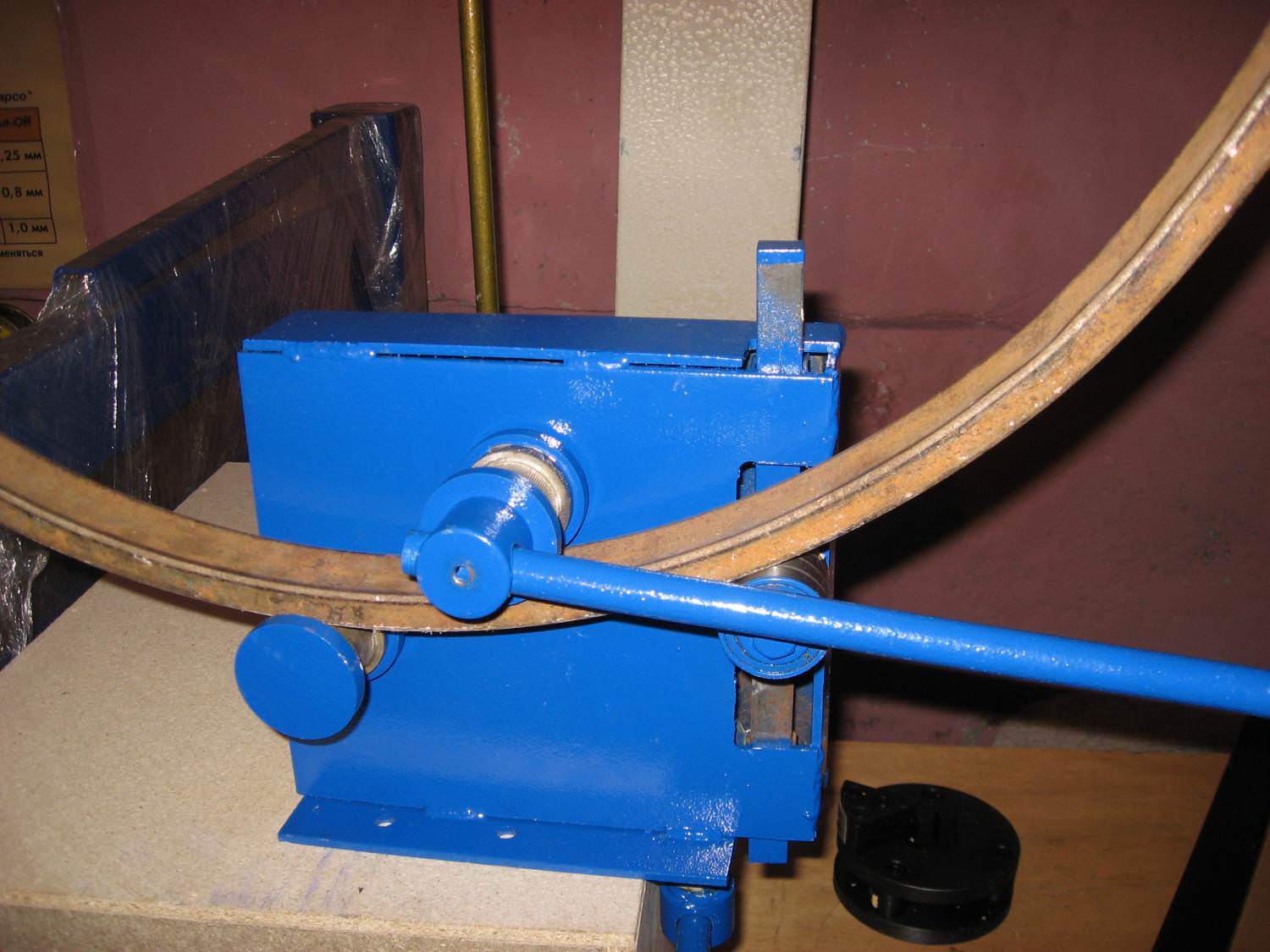 Удивительно, но это действительно работает в пользу Бауэра. Выход из зоны комфорта и выполнение сложной работы помогает компании расширять коллективную базу знаний. Компания учится
что-то от каждого проекта, независимо от результата.
Удивительно, но это действительно работает в пользу Бауэра. Выход из зоны комфорта и выполнение сложной работы помогает компании расширять коллективную базу знаний. Компания учится
что-то от каждого проекта, независимо от результата.
Как формируются 3D-изгибы?
3D-отводы — это отводы, радиус которых в три раза превышает внешний диаметр трубы. Трубку можно согнуть в нескольких углах и направлениях.Тем не менее, некоторые из наиболее распространенных и простых изгибов включают формирование локтя в диапазоне от двух до 90 градусов. Другие — U-образные изгибы с изгибом на 180 градусов.
Создание 3D-сгибов
Процесс предполагает использование машин и механической силы. Обычно трубогибочные машины работают от человека, с помощью гидравлики или даже от пневматики. Ниже приведены некоторые из наиболее часто используемых процессов гибки труб.
Трехвалковая нажимная гибка
Это один из наиболее часто используемых процессов.Он используется для создания геометрии изгиба, включающей несколько плоских кривых изгиба. Обычно профиль проходит через гибочный валок и опорный валок или даже через валки, одновременно проталкиваясь через инструмент. Радиус изгиба обычно определяется положением радиуса формования. Это один из наиболее гибких процессов, используемых при создании изгибов, поскольку фактически можно получить несколько радиусов.
Ротационная гибка с вытяжкой
Это одна из самых точных технологий, используемых для создания трехмерных изгибов.В нем используется особенность, называемая «наборы штампов», которые имеют постоянный радиус центральной линии. Ротационные волочильные станки можно запрограммировать на хранение нескольких гибочных работ с разной степенью гибки. Технически, IDX (индексный столик) всегда прикреплен к ротационному гибочному станку. Это позволяет оператору создавать сложные изгибы с разными плоскостями. Роторные гибочные станки широко используются при гибке труб.
Индукция тепла
Когда дело доходит до процесса изгиба трубы, индукционная катушка обычно размещается в точке изгиба трубы.После этого район подвергается воздействию температур от 800 до 2200 градусов по Цельсию. Когда он горячий, на самом деле прикладывается давление, чтобы согнуть трубу. Наконец, трубу можно пропустить через холодный воздух или воду. Обычно этот процесс используется в очень больших трубах, таких как газопроводы
.Формовка горячего сляба / песка
В этом процессе труба заполняется песком, а концы закрываются. Затем труба пропускается через печь с температурой 870 градусов Цельсия.После этого труба кладется на плиту и в нее устанавливаются штифты. Затем вы можете согнуть трубу вокруг штифтов с помощью такого инструмента, как лебедка, или даже приложить некоторую механическую силу. Песок, который обычно помещается в трубу, сводит к минимуму любую деформацию поперечного сечения трубы.
Пресс для гибки
Вероятно, это будет один из первых процессов, используемых на холодных трубах и даже трубах. Обычно к трубе прижимается матрица. Это заставит трубу соответствовать формам.Однако у этого процесса есть свои недостатки, поскольку внутренняя область не поддерживается. Это приводит к некоторой деформации и идеальным трехмерным изгибам, а изгибы 5D не будут достигнуты.
doi: 10.1016 / j.ijsolstr.2006.06.025
% PDF-1.4 % 1 0 объект > эндобдж 9 0 объект > эндобдж 2 0 obj > эндобдж 3 0 obj > эндобдж 4 0 obj > транслировать Acrobat Distiller 7.0 (Windows) 2007-01-10T15: 24: 19 + 05: 30Elsevier2007-01-10T15: 24: 19 + 05: 30application / pdf
 E $ Z ٯ O%] lZ $) F> & Zr 鳜 A
jr% «S %%; S] \ rIθJdMx = ewt`? l ߧ hk} PuSBNM2 {#` J = ڄ WW9sE) I! D! [qo, 7’7lKҦ [L פ mDARmȂWI
E $ Z ٯ O%] lZ $) F> & Zr 鳜 A
jr% «S %%; S] \ rIθJdMx = ewt`? l ߧ hk} PuSBNM2 {#` J = ڄ WW9sE) I! D! [qo, 7’7lKҦ [L פ mDARmȂWI| Поиск инструментов для изготовления: Обзор инструментов для изготовления:
| Дома » Трубогиб TB60
Фрахт: Â FOB: Давенпорт, штат Айова, Запросите расценки на фрахт Характеристики
|
| |||||
Свобода формы без деформаций
Barnshaws вывела профили для гибки труб на новый уровень
Трехмерные изгибы еще никогда не были такими точными.Новый трубогибочный станок с ЧПУ для оправки ø114,3 мм недавно был протестирован на испытании в рамках сложного продукта для сельскохозяйственной промышленности, для которого мы смогли быстро и эффективно изготовить несколько точных компонентов.
Трубы ⌀88,9 x 6 мм были изогнуты до радиуса 3D *, два изгиба на 90 ° и два 30 ° были выполнены в двух плоскостях. Сложная геометрия и вес труб сделали критически важным автоматизацию процесса гибки для эффективного выполнения работы. Перед машиной стояла задача доказать свою способность выдерживать строгие допуски и показать скорость и повторяемость, для которых она предназначена.
* 3D радиус: радиус осевой линии изгиба в 3 раза больше внешнего диаметра трубы
Надежная конструкция станка и система ЧПУ сделали то, что обещали. Взаимодействие человека ограничивалось загрузкой / разгрузкой пробирок и контролем процесса. Высокая автоматизация привела к легкому изгибу с точностью ± 0,1 ° на каждый угол, даже при изгибе в 2-х плоскостях. Как только геометрия была подтверждена, трубы были готовы к отправке.
Наш полностью автоматический станок для гибки на оправке обеспечивает быструю и точную гибку с высокой повторяемостью как для простых проектов, так и для сложных конструкций с минимальным радиусом.
Дэвид Прист, инженер по продажам, сказал: «Для меня этот трубогибочный станок на оправке с ЧПУ 3D является захватывающим новым дополнением к нашим услугам по гибке. Большинство людей уже знакомы с нашим обширным ассортиментом больших и малых вальцовочных станков с ЧПУ, но мы впервые вышли на рынок многоосных манипуляций с трубами. Это захватывающее новое направление для Barnshaws.
Я считаю, что на рынке многоосевой гибки труб большого диаметра есть пробел, которую этот станок позволяет нам заполнить.Теперь мы предлагаем последовательную и точную гибку труб диаметром от 42,4 мм до 114,3 мм (CHS), а также ряд коробчатых профилей (RHS). Наши индукционные гибочные машины могут обрабатывать более крупные секции.
Возможно, в прошлом мы отклоняли ваши запросы, поэтому попробуйте еще раз, есть очень хорошие шансы, что мы сможем помочь ».
Несомненно, сокращение времени гибки также является преимуществом по сравнению с нашими традиционными методами.
Высококвалифицированная инженерная поддержка позволяет оптимизировать все программы для достижения высочайшего качества, производительности и сокращения отходов материала.Станок является отличным дополнением к существующим услугам по гибке труб
.Следующее исследование
2100 тонн стальных листов Barnshaws Polska поддерживает проект резервуара для хранения нефти
просмотреть это тематическое исследованиеКак легко моделировать провода и трубки в Autodesk Fusion 360
В этом сообщении блога мы покажем вам, как создавать провода и трубки разными способами. Мы начнем с того, что положим все на ровную поверхность, затем на неровную и, наконец, еще немного перемешаем.
Эти методы и принципы, вероятно, также будут работать в других программах САПР, если, конечно, у них есть аналогичные инструменты.
Как мы моделируем эту трубку? Прочтите этот пост, чтобы узнать!
Плоская поверхность
В этом примере мы создадим трубку с внешним диаметром 8 мм и стенками 1 мм, которая будет лежать на плоской поверхности.
Сначала создайте плоскую поверхность в виде коробки. Затем создайте куб меньшего размера с достаточно большими сторонами, чтобы вместить поперечное сечение вашей проволоки или трубки.Для нашей трубы Ø8 мм мы просто создадим куб 10x10x10 мм. В этом кубе нет необходимости, но он позволяет легко определить начальную позицию и угол. Позже это также подчеркнет важную технику. Обычно у вас есть определенное место для начала и окончания вашего провода / трубки, но в этом случае у нас нет ничего подобного.
Поверхность с маленьким кубиком наверху.
Затем постройте плоскость смещения над большой поверхностью со смещением, равным радиусу проволоки / трубки .В нашем случае это 4 мм. Кроме того, создайте набросок на одной из сторон куба, где вы хотите начать проволоку / трубку. Создайте окружность, касательную к нижнему краю, как на скриншоте ниже. Это будет нашим профилем развертки.
Желтая смещенная плоскость и круг на кубе.
Затем создайте сплайн на плоскости смещения, которая начинается в центральной точке правильной стороны вашего куба. Форма не так важна, но она будет отражать физические свойства вашей проволоки / трубки — жесткая, как садовый шланг, или мягкая, как вареные спагетти.Пока не беспокойтесь о том, что шлицы перпендикулярны ребру куба. Что вы также можете сделать, так это создать прямую вспомогательную линию на том же эскизе, которая начинается там, где начинается сплайн, и проходит через куб. Это должно быть перпендикулярно краю / грани куба.
Основная форма нашей трубки. Обратите внимание на пунктирную линию конструкции, проходящую через куб.
А вот и небольшая хитрость: создайте зависимость касательной между сплайном и прямой вспомогательной линией.Таким образом, ваша проволока / трубка будет начинаться под естественным углом по отношению к тому, к чему она прикреплена. В нашем примере это не имеет особого значения, но вы чаще всего хотите, чтобы ваш провод / трубка выходила перпендикулярно из коробки или чего-то еще. Вы также можете поиграть с точками подгонки сплайна, в то время как начало будет оставаться под тем же углом естественным образом.
Между сплайном и прямой вспомогательной линией добавлено касательное ограничение. Сравните начальный угол сплайна с углом на предыдущем снимке экрана относительно прямоугольника.
А теперь самое интересное! Используйте инструмент Sweep Tool и выберите окружность на стороне куба в качестве профиля и сплайн в качестве заплатки. Убедитесь, что ориентация перпендикулярна, и что вы выбрали в качестве операции новое тело или новый компонент.
Время подметать!
Чтобы эта штука не выглядела как плавно изогнутый стальной стержень, а больше похожа на трубу, используйте инструмент Shell Tool . Выберите оба конца и укажите толщину стенки (в нашем случае 1 мм). Это выдолбнет наш стальной стержень и превратит его в трубу.В качестве альтернативы вы можете создать окружности на стороне куба (один для внешнего диаметра и один для внутреннего) и использовать область между ними в качестве профиля сдвига. Таким образом, вам не нужно использовать команду оболочки.
Придайте ему чистый акриловый вид и выполните быструю визуализацию. Не забудьте спрятать свой куб! Результат может выглядеть примерно так:
Визуализация тубуса на прозрачном акриловом тубусе на плоской поверхности.
Вы можете легко изменить форму трубы, перемещая / добавляя / удаляя точки подгонки шлицев на эскизе.Изменения распространятся на конечный результат. Внешний диаметр можно изменить, изменив диаметр круга на стороне куба. Чтобы он оставался на поверхности, вам нужно будет изменить смещение плоскости смещения.
Неровная поверхность
Давайте немного усложним. Этот принцип работает с любой поверхностью, но в этом примере мы будем использовать среду скульптинга, чтобы создать неровную поверхность и двигаться дальше.
Начните с создания формы .Вы попадете в рабочую область Sculpt. Создайте плоскость с любым количеством граней и сделайте ее «неровной» с помощью инструмента Edit Form (перетащите вершины, ребра и / или грани вверх и / или вниз). Мы нашли нашего внутреннего художника и создали великолепную волнистую поверхность, показанную ниже.
Поверхность, по которой в конце будет следовать труба.
Теперь мы собираемся использовать удобный инструмент Thicken для создания двух дополнительных поверхностей на основе этой: одной поверхности, за которой будет следовать центр трубки, и другой поверхности, которая фактически утолщает исходную поверхность и создает твердое тело.
Самое замечательное в инструменте «Утолщение» состоит в том, что поверхность можно утолщать либо вдоль оси, либо вдоль нормали к поверхности. Нам нужно будет использовать направление Нормаль для плоскости, по которой будет следовать труба, и тип утолщения без края. Выберите толщину, равную радиусу вашей трубки. В нашем случае это все равно 4 мм.
Утолщение поверхности.
Повторите операцию, только на этот раз измените направление, выберите тип утолщения Sharp или Soft. Параметр направления и толщина не важны (мы выбрали Sharp, Normal и 1 мм).
Создайте эскиз в плоскости XY (если ось Z — это ваша вертикальная ось) и нарисуйте исходную форму трубы с помощью сплайна. Наш скетч можно увидеть ниже.
Теперь создайте новый эскиз и выберите инструмент Проецировать на поверхность . Здесь происходит волшебство. Выберите самую верхнюю поверхность как грань, сплайн как кривую и вертикальную ось как направление проекции с типом проекта «Вдоль вектора». Вы можете увидеть результат ниже, где сплайн следует за выбранной поверхностью.
Инструмент «проецирование на поверхность» может быть странно удовлетворительным.
В первом примере мы использовали куб для определения профиля вытягивания. На этот раз мы сделаем что-нибудь другое. Постройте плоскость вдоль пути , выберите вновь спроецированную кривую и перетащите плоскость к одному из концов кривой, как показано ниже. Кривая всегда будет перпендикулярна этой плоскости. Скройте самую верхнюю поверхность (она вам больше не понадобится).
Построение плоскости вдоль участка на одном конце сплайна.
Остальное легко. Создайте профиль трубы на вновь построенной плоскости с правильным внешним радиусом и используйте инструмент сдвига, чтобы создать трубу.
Одна проблема, с которой вы можете столкнуться, заключается в том, что трубка может врезаться в основание. Это, на наш взгляд, не логично, так как целевая поверхность для проекции в любой заданной точке должна находиться точно на расстоянии одного радиуса трубы от базовой поверхности. Если некоторые из вас знают, почему это не так, оставьте комментарий в комментариях ниже.
К счастью, эта сумма не такая уж и большая.Ниже вы можете увидеть, сколько порезов на нашей базовой поверхности. В чисто эстетических целях на это можно не обращать внимания. Мы решили отрезать перекрывающуюся часть.
Синяя цифра показывает, насколько перекрываются труба и базовая поверхность после подметания.
А теперь добавим несколько глупых текстур и отрендерим. Вот наш результат.
Рендеринг — это весело!
Air Time
До сих пор наши провода / трубки полностью следовали за поверхностью. Это делает его очень мягким и / или тяжелым.Меньшие по размеру провода и трубки обычно довольно жесткие по сравнению с их весом и будут гораздо больше парить в воздухе.
Вот пример, где мы добавили немного больше естественной жесткости, но он все равно выглядит довольно мягким и тяжелым.
Под проволокой / трубкой добавлено немного воздуха.
Здесь мы использовали тот же подход, что и в предыдущем примере, за исключением того, что немного отклонились от исходной поверхности. То, что мы здесь сделали, было довольно просто из-за простоты исходной поверхности:
- Сделайте копию исходного тела и увеличьте ее в нормальном направлении (больший диаметр на цилиндре и немного более толстая плоская область).
- На большем корпусе увеличьте радиус скругления по бокам цилиндра. Это заставит проволоку / трубку немного парить в воздухе, где это несколько естественно.
- Проецируйте на поверхность и разверните, как раньше.
3D-эскиз
Объедините то, о чем мы говорили до сих пор, с 3D-эскизами, и вы получите мощный набор навыков изготовления проводов / трубок. Чтобы это работало, вам нужно установить флажок Разрешить трехмерное рисование линий и шлицев в настройках дизайна.Теперь вы можете, например, создать сплайн на эскизе и вручную перетащить точки подгонки сплайна от плоскости эскиза, создав трехмерный сплайн.
В рендере в самом верху этого сообщения блога мы использовали комбинацию всех этих методов и принципов. Мы объединили сплайны, проецируемые на поверхности, и трехмерные сплайны. Плавное их объединение иногда может быть немного сложным, но попробуйте! Обучение на практике не устареет.
Учебное пособие: Гибка алюминиевой трубы
Эта статья представляет собой пошаговое руководство по нелинейному структурному моделированию процесса гибки алюминиевой трубы.Целью этого моделирования является анализ деформации и распределения напряжений, возникающих в трубе во время технологического процесса, включая нелинейные явления, такие как пластичность материала, физический контакт и большие деформации.
Рис. 1: Результаты деформированной формы и контура напряжения по Мизесу на алюминиевой трубе.В этом руководстве рассказывается, как:
- Настроить и запустить нелинейное статическое моделирование.
- Назначьте моделированию граничные условия, материал и другие свойства.
- Создайте сетку геометрии с помощью стандартного алгоритма построения сетки SimScale.
- Изучите результаты с помощью онлайн-постпроцессора SimScale.
Мы следуем типичному рабочему процессу SimScale:
- Подготовьте модель CAD для моделирования.
- Настройте моделирование.
- Настройте сетку и запустите моделирование.
- Проанализируйте результаты.
1. Подготовьте модель CAD и выберите тип анализа
Прежде всего, нажмите кнопку ниже.Он скопирует учебный проект, содержащий геометрию алюминиевой трубы, в ваш собственный рабочий стол.
На следующем рисунке показано, что должно быть видно после импорта учебного проекта.
Рис. 2: Импортированная CAD-модель алюминиевой трубы, роликов и стопора. Вот как должен выглядеть ваш экран после нажатия кнопки ссылки импорта.Если вы используете свою собственную модель САПР, обязательно следуйте этим инструкциям:
Вся твердотельная геометрия не должна иметь каких-либо пересечений, пересекающихся поверхностей и небольших кромок.Подобные проблемы должны быть исправлены в САПР, прежде чем переносить геометрию на платформу SimScale. Более подробные сведения о подготовке упомянуты здесь.
Перед тем, как начать настройку модели, проверьте следующее:
- Убедитесь, что импортированная геометрия состоит из твердых частей, а не элементов листа / поверхности.
- Если геометрия имеет небольшие скругления или круглые грани, которые не имеют значения для анализа, рекомендуется удалить эту геометрию в САПР.Это значительно сократит количество ячеек сетки и, следовательно, время решения.
1.1. Создание моделирования
Рисунок 3: Создание нового моделирования, обратите внимание, что геометрия выбрана.Нажатие кнопки «Create Simulation» приводит к следующим параметрам:
Рисунок 4: Типы анализа, доступные в SimScale, выберите статический для этого руководства. Вы сомневаетесь, что можете нажать кнопку «Нужна помощь?».Выберите « Static» в качестве типа анализа и нажмите новую опцию « Create Simulation », чтобы начать работу.
В открывшемся новом окне свойств моделирования включите опцию « Нелинейный анализ, »:
Рисунок 5: Включение нелинейного анализа.Статический нелинейный анализ позволяет учитывать такие явления, как:
- Неупругие материалы (в данном случае пластичность)
- Изменяющиеся нагрузки
- Большие смещения и вращения
Это делается путем игнорирования эффектов инерции при в то же время. Это отличается от динамического анализа, который учитывает силы инерции.
2. Настройка моделирования
В этом руководстве мы смоделируем процесс формования алюминиевой трубы с помощью гидравлического гибочного станка и проанализируем механическое напряжение и деформацию, возникающую в детали (ах). На следующем рисунке показаны части модели и процесс:
Рисунок 6: Иллюстрация частей модели и того, как они будут действовать во время моделирования.Для моделирования процесса будут использоваться следующие методы моделирования:
- Мы хотим деформировать трубу, поэтому нам нужно смоделировать трубу как материал пластик .
- Контактные поверхности трубы и роликов изменяются в течение всего моделирования, также контактные силы важны для процесса деформации, поэтому мы моделируем эти контакты как Физический контакт .
- A Связанный контакт между трубой и стопором, потому что мы хотим, чтобы стопор предотвращал движение одного конца трубы.
- Как показано на рисунке 6, вращающийся ролик заставляет трубу изгибаться, перемещаясь вокруг неподвижного ролика, поэтому мы назначаем вращательное движение маленькому ролику с большим роликом в центре.
- Поскольку и геометрия, и граничные условия симметричны, мы моделируем только одну половину трубы и применяем условие симметрии . Таким образом мы сэкономим половину вычислительных ресурсов.
2.1. Создание контактов
Мы назначим два контакта:
- Связанный контакт между верхним концом трубы и стопором. Это нормальный контакт, тогда как
- контакт между неподвижным вращающимся роликом и трубой представляет собой физический контакт .
Имейте в виду, что это различие, потому что нормальные контакты представляют собой идеальные ситуации, которые никогда не будут выглядеть так в реальности, но могут значительно упростить моделирование. Физические контакты более точно отражают реальность.
Посетите эту страницу документации, если хотите узнать больше о контактах.
A. Связанный контакт
SimScale автоматически обнаруживает любые соприкасающиеся грани в пределах геометрии и назначает связанные контакты.В этом случае все контакты находятся только на линии соприкосновения, поэтому автоматическое обнаружение завершается ошибкой со следующим сообщением:
Рисунок 7: Сообщение об ошибке автоматического обнаружения контакта. Вы можете проигнорировать это для этой симуляции.В этом случае мы можем проигнорировать предупреждение и просто нажать ‘ok’ .
Поскольку нашей модели необходим контакт между трубой и стопором, мы собираемся добавить его вручную:
- Щелкните значок ‘+’ рядом с элементом Контакты в дереве моделирования — это не то же самое, что физический контакт.
- Выберите « Bonded » при создании Manual Contact .
- Измените допуск положения на « Off ».
- Назначьте следующие грани как Master и Slave :
B. Физические контакты
Теперь мы переходим к назначению Физические контакты . Физические контакты используются в соприкасающихся поверхностях, которые могут скользить, входить в контакт, разделять и передавать силы во время моделируемого процесса, например, труба и ролики в нашей модели.Также могут быть включены эффекты трения, но в этом случае они не понадобятся. Следуйте инструкциям ниже, чтобы создать модель физического контакта:
- Щелкните значок «+» рядом с Физические контакты .
- Применить « 1e + 12 » к штрафному коэффициенту .
- Назначьте грани, как показано на рисунке:
Если вы не уверены, какую поверхность выбрать в качестве ведущей, а какую — в качестве ведомой для вашей собственной симуляции, прочтите эту статью базы знаний.
2.2. Модель и технология элементов
Оставьте эти две панели по умолчанию и перейдите к элементу Материалы .
2.3. Назначьте материалы
Для этого моделирования используются два разных материала:
- Сталь для роликов и стопора. Этот материал будет линейно-эластичным , так как тела будут жесткими.
- Алюминий для трубы. В этом материале будет использоваться эластопластик модели , так как он будет претерпевать большие деформации.
Чтобы создать новый материал, щелкните значок «+» рядом с Материалы . Будет показана библиотека материалов. Выберите нужный материал из списка и нажмите «Применить» , чтобы создать элемент материала, как показано на рисунке:
Рисунок 10: Выбор стали из библиотеки материалов.Сначала создайте элемент материала Сталь , который будет назначен телам Стопор , Малый ролик и Большой ролик .Все остальные параметры можно оставить по умолчанию:
Рисунок 11: Свойства и назначение для стали, вы можете изменить свойства, если хотите определить собственный материал.Для трубы сначала создайте материал Алюминий , используя ту же процедуру, что и для стали. Обратите внимание, что труба тело выбирается автоматически, так как это единственная труба, у которой не назначен материал.
На следующем рисунке показана кривая напряжения-деформации материала, известная как упругопластическое поведение.Изменение поведения материала на пластик допускает необратимую деформацию детали, в то время как упругое поведение заставляет тело возвращаться к своей исходной форме.
Рис. 12: График зависимости напряжения от деформации алюминия. Нам нужно указать решателю, что он должен следовать этому графику при расчете деформации трубы. Ir, чтобы смоделировать такое нелинейное поведение, измените поведение материала на «Эластопласт» и настройте другие параметры, как показано. Обратите внимание на сообщение об ошибке, указывающее на отсутствие данных кривой напряжения \ (\ sigma \)
Решателю нужна кривая напряжения-деформации для алюминия, изображенная на рисунке 12, для материала, чтобы предсказать деформацию. Мы предоставим эту кривую в виде таблицы. Используйте следующую кнопку, чтобы открыть электронную таблицу, содержащую данные кривой:
Находясь в электронной таблице, загрузите данные на свой компьютер в формате CSV, выбрав Файл> Загрузить> Значения, разделенные запятыми, .
Если вы изучите или построите таблицу CSV, вы заметите, что она включает только пластиковую часть кривой. То есть точка [0,0] находится не на кривой, а начинается с точки текучести. Это соглашение всегда следует соблюдать при загрузке данных для кривой пластичности.
Теперь нажмите кнопку ввода таблицы в окне материала (выделено красным на рисунке 13). Откроется окно « Укажите значение». Окно «»:
Рисунок 14: Укажите значения для кривой пластичности материала.Нажмите кнопку «Обзор файлов» , чтобы выбрать и загрузить ранее загруженный файл CSV. Таблица \ (\ varepsilon — \ sigma \) должна содержать следующие данные:
Рисунок 15: Загруженные данные таблицы пластмассовых материалов.После того, как вы загрузили эту таблицу, нажмите кнопку «Применить», в настройках на рисунке 14, чтобы принять данные, и кнопку «галочка» в окне материала (рисунок 13), чтобы сохранить настройки. Обратите внимание, что сообщение об ошибке с рисунка 13 должно исчезнуть.
2.4. Начальные и граничные условия
Для этого моделирования начальные условия можно оставить нетронутыми.
Взгляните на рисунок 7, чтобы получить общее представление о физической ситуации и лучше понять, что мы делаем в этом разделе.
Чтобы создать граничное условие, выполните следующую процедуру: нажмите кнопку «+», опцию рядом с элементом « Граничные условия » на левой панели и выберите требуемый тип граничного условия из выпадающего списка. меню вниз, как показано на рисунке:
Рисунок 16: Создание граничного условия.A. Фиксированный ролик и стопор
Создайте граничное условие с фиксированным значением .
По умолчанию мы находимся в режиме Выбор лица . Чтобы назначить твердое тело, вы можете использовать дерево сцен в правой части рабочего места, чтобы активировать выбор объема Режим :
Рисунок 17: Активируйте выбор объема, чтобы назначить тела, а не грани, фиксированному значению граничное условие. Вы можете найти эту панель в верхней средней части верстака.Нам нужно присвоить его корпусам Large Roller и Stopper . Оба они должны быть защищены от каких-либо движений, как показано на рисунке 6.
Рисунок 18: Применение фиксированного значения к большому ролику и стопору, поскольку они не будут перемещаться во время моделирования.B. Плоскость симметрии трубы
Как вы могли заметить, геометрическая модель включает только половину трубы и другие тела. Это позволяет нам сэкономить на размере сетки и стоимости вычислений.Плоскость симметрии Граничное условие будет применено к плоским поверхностям трубы (для других тел степени свободы указаны в других граничных условиях, поэтому включать их здесь нет необходимости). Создайте граничное условие, как описано выше, и назначьте грани симметрии трубы, как показано на рисунке:
Рисунок 19: Применение граничного условия симметрии к двум граням трубы для экономии вычислительных ресурсов.C. Вращение движущегося ролика
Для конкретного движения маленького ролика мы будем использовать граничное условие Вращающееся движение .
В нашей модели бывает, что ось вращения проходит через начало координат и ориентирована в направлении X. Для другой модели положение и ориентация оси вращения должны быть получены из программы CAD и введены в граничное условие. Создайте Вращающее движение и назначьте верхнюю грань Малого ролика. Настройте параметры, как показано:
Рисунок 20: Применение вращательного движения к маленькому ролику.Чтобы указать угол поворота тела, воспользуемся табличным вводом.Оно будет изменяться от нуля до максимального значения за смоделированное время, и решающая программа применяет линейную интерполяцию к значениям между ними. Взгляните на следующее изображение, чтобы запомнить, что мы имитируем:
Рисунок 21: Начальное и конечное положение вращающегося ролика: мы начинаем с 0 ° и заканчиваем 130 °Важно учитывать правило правой руки и указанное направление оси вращения, чтобы получить правильное направление вращения. В этом случае нам нужно повернуть ролик на 130 °, чтобы получить желаемый угол изгиба трубы.
| Время [с] | Угол поворота [°] |
|---|---|
| 0 | 0 |
| 1 | 130 |
Чтобы ввести значения, нажмите кнопку кривая в окне граничных условий вращательного движения (выделено оранжевым на рисунке 20).
Появится окно Укажите значение , как и в случае материала, но на этот раз с опциями ввода Формула и Таблица .Выберите вкладку Таблица и введите значения, как показано:
Рисунок 22: Окно задания значений для угла поворота.Нажмите кнопку «Применить», (на рисунке 22) и кнопку «галочка» (на рисунке 20), чтобы сохранить настройку.
2.5. Управление числовыми данными и моделированием
Параметры Числовые параметры управляют поведением и точностью решателя. В этом случае мы изменим только один параметр: Критерий сходимости . Критерии относительного по умолчанию используют величину приложенной нагрузки для проверки сходимости вычислений.Это невозможно в данном моделировании, потому что модель приводится в действие смещением, поэтому нагрузки отсутствуют. Соответственно, нам нужно изменить критерии на Абсолютный , как показано на рисунке:
Рисунок 23: Параметры числового решателя, измените критерий сходимости на «Абсолютный».Параметры управления имитацией , с другой стороны, определяют время симуляции, временной шаг, временную адаптацию и выходной интервал записи. Введите настройки управления имитацией, как показано ниже:
Рисунок 24: Настройки управления имитацией, измените «Максимальная длина временного шага» на «0».05s »и« Максимальное время работы »на« 1e + 4s ».- Оставьте для интервала моделирования значение по умолчанию 1 \ (s \). Это указывает, что моделирование будет выполняться от 0 до 1 \ (s \). Это тот же интервал, который мы использовали для определения вращения тела ролика.
- Измените максимальную длину шага на 0,05 \ (с \), чтобы получить 20 шагов интегрирования в интервале [0,1] \ (с \).
- Измените Максимальное время выполнения на 10000 \ (s \), чтобы предотвратить остановку моделирования до его завершения.
2.6. Контроль результатов
Контроль результатов позволяет нам запрашивать определенные поля результатов моделирования, такие как смещения, деформации и напряжения, а также их характеристики, такие как средние или максимальные значения. Предусмотрено несколько полей по умолчанию, но в этом случае нам нужно будет добавить больше:
A. Поля решения
Два поля результатов будут запрошены из решателя, которые не входят в число полей по умолчанию:
- Подпись фон Мизеса напряжение : это поле используется для прогнозирования разрушения в соответствии с теорией энергии искажения, в то же время позволяя различать области при растяжении (положительное напряжение) и сжатие (отрицательное напряжение).
- Контактное давление : это поле используется для измерения силы, передаваемой через контакт, в виде распределенного поля давления.
Для создания дополнительных полей решения:
Рисунок 25: Создание поля решения для визуализации результатов напряжений.- Щелкните значок «+» рядом с полями решения , в разделе Элемент управления результатами
- Выберите тип поля из раскрывающегося меню.
Сначала создайте поле Напряжение и измените тип напряжения на Напряжение по Мизесу со знаком .
Рис. 26: Установка ударения для подписанного фон Мизеса.Затем создайте поле Контакт и оставьте параметры по умолчанию:
Рисунок 27: Создание поля решения контактного давления.B. Расчет объема
Расчет объема используется для расчета статистики поля по детали и отображается в виде кривых на интервале моделирования. В этом случае будут добавлены двухобъемные расчеты:
- Минимальные и максимальные значения напряжения по Мизесу , чтобы найти более низкий и высокий уровни напряжения на трубе.
- Минимальные и максимальные значения напряжения со знаком по Мизесу , чтобы найти экстремальные напряжения сжатия и растяжения на трубе.
Чтобы добавить расчет объема, выполните следующие действия:
Рисунок 28: Добавление нового элемента расчета объема.- Щелкните значок «+» рядом с Расчет объема под Контроль результатов
- Выберите тип статистики из раскрывающегося списка.
Используйте описанные выше шаги для создания расчета объема — элемент Min-max и настройки поля напряжения по Мизесу над трубой, как показано на рисунке:
Рисунок 29: Параметры расчета объема для напряжения по Мизесу.- Измените выбор поля на «Напряжение» .
- Выберите ‘Von Mises’ Тип напряжения .
- Выбор Компонент будет автоматически изменен на «Von Misses stress» .
- Назначьте этот расчет трубе. Вы можете выбрать его, нажав на программу просмотра.
Повторите шаги, чтобы создать элемент Мин-макс напряжения со знаком по Мизесу:
Рисунок 30: Параметры расчета объема для напряжения по Мизесу со знаком.3. Сетка
Будет использоваться стандартный алгоритм сетки. В этом случае для общих настроек можно оставить значения по умолчанию:
Рисунок 31: Настройки сетки для стандартного алгоритма сетки.Уточнения сетки позволяют нам контролировать локальный размер элементов для заданных граней и объемов. Они используются в первую очередь для оптимизации вычислительных ресурсов: вместо того, чтобы увеличивать детальность в глобальном масштабе, мы назначаем небольшие размеры элементов только интересующим областям, что сохраняет общее количество ячеек меньше, чем если бы мы улучшили все ячейки в домене.
Мы добавим один Размер локального элемента уточнение:
Рисунок 32: Добавление элемента уточнения сетки.- Щелкните значок «+» рядом с Refinements под Mesh
- Выберите тип уточнения из раскрывающегося списка.
Местный элемент размером будет нанесен на следующие поверхности:
- Все (семь) поверхностей трубы,
- Грань большого ролика, который контактирует с трубой, и
- небольшой ролик, который соприкасается с трубой.
Выберите указанные грани (всего 9) в средстве просмотра, как показано на рисунке, а затем примените Максимальная длина кромки , равная 4,6e-3 \ (м \). Это значение соответствует толщине стенки трубы и обеспечит хорошее соотношение сторон элементов.
Рис. 33: Выбор граней алюминиевой трубы и роликов для местного уточнения элементов.На этом этапе нет необходимости создавать сетку, потому что она будет вычислена как часть прогона моделирования. Когда расчет сетки будет завершен, он будет отмечен зеленой галочкой рядом с ним.Вы можете вернуться к нему и просмотреть получившуюся сетку:
Рисунок 34: Визуализация сетки.4. Запустите моделирование
Создайте новый прогон вычислений, щелкнув значок « + » рядом с прогоны моделирования в дереве, как показано ниже:
Рисунок 35: Создание нового прогона моделирования.Во всплывающем диалоговом окне вы можете назвать и запустить симуляцию. Примерно через час вы сможете увидеть результаты.
При создании прогона моделирования появится следующее предупреждающее сообщение:
В данном руководстве запуск будет успешным, поэтому вы можете проигнорировать предупреждающее сообщение, нажав кнопку «ОК» .
5. Постобработка
После завершения моделирования можно выполнить постобработку результатов анализа изгиба трубы. Для доступа к онлайн-постпроцессору вы можете использовать один из двух методов:
Рисунок 37: Два варианта доступа к онлайн-постпроцессору- Щелкните «Поля решения» под завершенным прогоном.
- Нажмите кнопку «Результаты постобработки» в диалоговом окне запуска.
5.1 Деформации
Чтобы визуализировать деформацию трубы и движение деталей, добавьте фильтр смещения:
Рисунок 38: Создание фильтра смещения для визуализации деформированной формы- Нажмите «Добавить фильтр» на панели фильтров
- Выберите «Смещение» из раскрывающегося меню.
Отображается следующий график:
Рисунок 39: Визуализация деформированной формы после процесса гибкиМожно заметить, что труба повторяла форму буровой установки, и изгиб был успешно зафиксирован.
5.2 Напряжение
Чтобы визуализировать уровень напряжения в трубе, выберите соответствующее поле для Coloring в разделе Parts Color :
Рисунок 40: Изменение поля для окраски деталейВы можете видеть, что поле, выбранное по умолчанию, является Фон Мизес Стресс, который совпадает с нашей целью. Чтобы облегчить интерпретацию масштаба легенды, внесите два изменения:
Рис. 41: График напряжения фон Мизеса для трубы после процесса гибки- Измените единицы измерения напряжения на \ (МПа \).
- Измените максимальное значение шкалы на предел текучести ‘194’ \ (МПа \).
- Поверните модель, чтобы визуализировать внутреннее сечение трубы.
Здесь мы можем видеть все области трубы, которые вышли за предел текучести, окрашенные в красный цвет. Также можно оценить контактное напряжение Герца на ведомом теле.
5.3 Анимация
Также можно визуализировать анимацию процесса гибки. Чтобы создать анимацию, добавьте фильтр Animation , точно так же, как был создан фильтр Displacement .Для нашей цели достаточно параметров по умолчанию для фильтра:
Рисунок 42: Создание анимацииНажмите кнопку «Воспроизвести» под Анимация элементы управления , чтобы запустить анимацию процесса гибки:
Анимация 1: Анимация процесса гибки5.4 Видимость детали
Чтобы лучше визуализировать напряжение на изогнутой трубе, мы хотим скрыть все остальные детали. Для этого мы выполняем следующую процедуру:
Рисунок 43: Скрытие частей, которые не представляют интереса- Щелкните левой кнопкой мыши, чтобы выбрать все части, кроме трубы
- Щелкните правой кнопкой мыши, чтобы вызвать контекстное меню
- Выберите ‘ Hide Selection ‘
Детали распределения напряжения на изогнутой трубе можно увидеть без препятствий со стороны других частей.На графике более высокие уровни напряжения возникают во внешней части трубы, рядом с точкой контакта с роликовой частью.
Попробуйте сами, что делает каждый из параметров и какие визуализации вы можете придумать. Если вы хотите узнать больше об онлайн-постпроцессоре SimScale, вы можете ознакомиться с нашим руководством по постобработке.