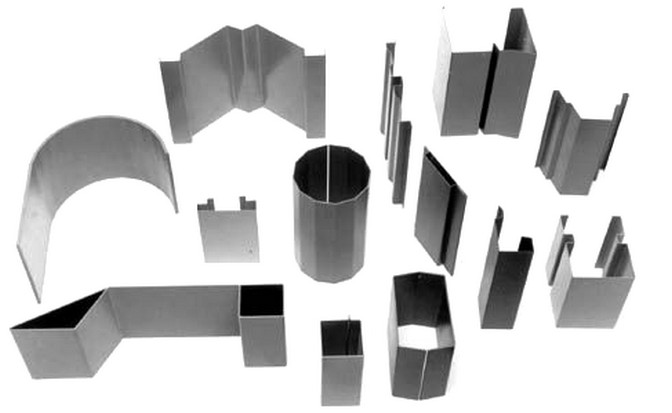
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
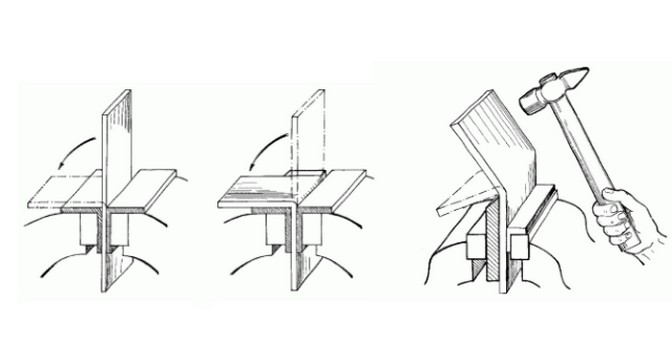
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
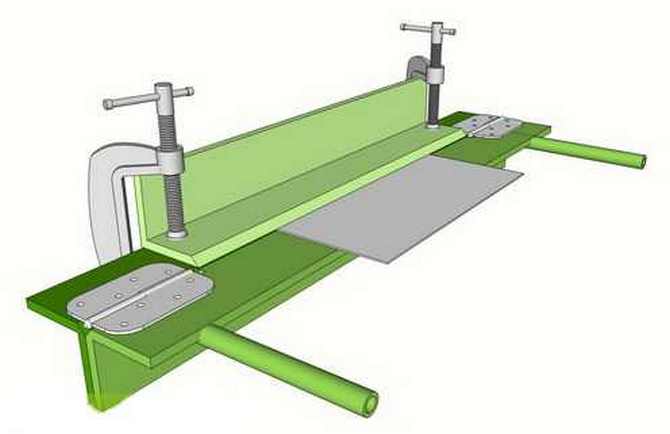
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как изогнуть железный лист без гибочного станка » Изобретения и самоделки
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Что понадобится для сгибания листа
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.



Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео
https://sdelaysam-svoimirukami.ru/
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.

Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как ровно согнуть 2-х мм стальной лист без листогиба
Во время изготовления изделий из металлического листа бывает острая необходимость ровно согнуть лист по заданным размерам. С листогибом работы намного упрощаются, но такое приспособление имеют не все мастера. Существует простой способ сделать это и без специальных приспособлений и инструмента.
Что надо иметь
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового металла на примере
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.



Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео
Как самому сделать трубы из листа металла
Сегодня расскажем, как согнуть трубу без вальцовочного станка. Нужна, чтоб установить «буржуйку». В данном случае аналогичная из гаража выходит. Можно, конечно, купить в металлопрокате, но там нет с толщиной стенки 1,5 мм, есть по 3-4 мм и она тяжелая. Поэтому решение купить листовой металл 1,5 мм и согнуть самому.
Для этого нужна труба, на которой будем ее гнуть. На нее будем крутить металл. С торцов приварены две трубки. Вставлять лом и крутить с одной стороны и с другой. А сюда приварен листовой металл, чтобы его зафиксировать.
На видео “Авраменко Garage” покажем, как это происходит.
Получили на выходе. Стоит задача. Как согнуть край, его в конце не получается захватить. Пробовать молотком, киянкой, сгибать или просто отрезать часть, что не согнулась (просто удалить). Потом делаем мерную веревочку. Отмеряем, какой диаметр нужен и делаем мерную веревочку, допустим, 30 см. Замеряем. С другой стороны делаем отметку и болгаркой отрезаем и снимаем часть. Следующий отрезок трубы. Когда все срезали и сняли, свариваем шов, получаем трубу из металла 1,5 мм, не используя листогибочные станки.
Следующая, такое же расстояние отрезается и снова сваривается. В одну длинную трубу они сварятся.
Конечный результат сваренного готового изделия. Это одна часть, как видно, вторая и третья, так набирать длину. Таким несложным способом можно сделать в домашних условиях трубу, какую нужно.
Спасибо за внимание.

Гибка и гнутье листового металла различными способами и устройствами
 Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
 Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
 Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
 Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
 Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
 Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
 Делается основа из металла, подойдет двутавровый профиль.
Делается основа из металла, подойдет двутавровый профиль.Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Гибка листового металла своими руками — Моя ковка
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.

Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?

Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
")
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
Недостатки:
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.

Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Вернуться к оглавлению
Гибка металла своими руками
Вернуться к оглавлению
Как изготовить скобу методом гибки

При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Вернуться к оглавлению
Как своими руками изготовить станок для гибки металла?

Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
Как сгибать трубки и трубы вручную
Большинство людей думают, что для сгибания металла нужно дорогое оборудование или нагрев. В целом это не так. Базовая гибка может быть сделана с помощью не более чем обычных инструментов, небольшой смазки для локтей и некоторой изобретательности.
Где-то в 1978 году я пошел на урок театральных материалов и научился сварке. Как часть образца опоры, которую я решил построить, мне нужно было сделать 3-дюймовые кольца из стального стержня 3/8 дюйма. Единственный способ, которым я мог придумать, как их согнуть, — это приварить стержень к куску трубы, зажать его в тисках и обернуть вокруг трубы.Перед тем, как я это сделал, мой учитель прошел мимо и сказал мне, что мне нужно нагреть стержень горелкой, чтобы согнуть его. «О да?» Я ответил, когда трижды обернул стержень вокруг трубы. Полагаю, с тех пор я почувствовал некоторое самодовольство по поводу своих способностей к работе с металлом.
Когда я впервые начал работать в профессиональных театральных магазинах, единственный способ, которым я видел металлические трубы, изогнутые в формы, — это отрезать трубу частично через определенные промежутки, сгибая ее, а затем сваривая пропилы. Это простой метод, который легко понять такому хакеру, как я, но он утомительно медленный и обычно дает слабый и уродливый продукт.А сварка закрытых пропилов приводит к сильному короблению, поэтому никогда не знаешь, что именно получится.
Плата продавцу за гибку валков — одна из альтернатив, но она замедляет творческий процесс и бесполезна для вычурных форм или эллипсов. Машины (если они не очень дорогие) обычно изгибают только один радиус за раз. В конечном итоге вам придется сварить кучу деталей вместе, так что это не намного лучше, чем метод пропила и сварки.
После многих лет разочарования я наконец увидел, как кто-то гнул трубки самодельным приспособлением.В то время это казалось волшебным, но мне потребовалось еще несколько лет периодических возни, чтобы понять процесс достаточно хорошо, чтобы получить стабильные результаты. За прошедшие с тех пор годы я многому научился путем проб и ошибок. И проливая кровь. Я надеюсь, что следующая прогулка поможет вам понять процесс и его подводные камни немного быстрее, чем я.
Слово предупреждения
Я упомянул кровь. Металлоконструкции опасны. Вы навредите себе. Как плохо тебе решать.Для сгибания металла требуется некоторая сила, но в основном это требует, чтобы вы выяснили, как использовать металл, который вы хотите согнуть, в качестве рычага, чтобы изгибаться против формы, которая может быть разрушена в процессе. Когда это произойдет, вы должны быть готовы к исходу. Плоть слабее металла, а бетон тверже твоей задницы или твоего локтя. Если вы будете делать много этого, все эти вещи со временем познакомятся друг с другом.
Считайте себя предупрежденным.
Инструменты и приспособления
Какое оборудование вам понадобится для гибки, зависит от размера трубы, которую вы хотите сгибать.Для всего 1 дюйм и выше вам определенно понадобится прочный, хорошо скрепленный стол, прикрученный к полу. Некоторое время можно обойтись фанерной столешницей, но в конечном итоге она будет разрушена. У моего стола 1/4 дюйма. стальной верх, который позволяет делать постоянные отверстия для приспособлений и стопоров, которые не вырвутся без серьезных злоупотреблений. Это подойдет для любого изгиба примерно до 2 дюймов. Для чего-то более тяжелого вам, вероятно, лучше все равно обратиться к профессионалу.Я в основном всегда использовал стальные штифты и болты 1/2 дюйма, чтобы найти приспособления.5/8 дюйма лучше для тяжелого изгиба, но обычно в этом нет необходимости. Согнутые штифты легко исправить или заменить. Несколько больших С-образных зажимов помогут удерживать приспособление от соскальзывания и вырывания отверстий.
Подумайте, куда вы собираетесь прикрутить стол. В идеале вам понадобится по крайней мере 20 футов (от зажимного приспособления) свободного пространства с двух сторон стола и хорошие 10 футов со стороны выхода. Я нашел лучший способ закрепить стол — это стержень с резьбой 1/2 дюйма и анкерный цемент.Обычные якоря, даже большие, через какое-то время всегда выходят из строя.
Вам также понадобится упор для тяжелых условий эксплуатации, чтобы удерживать трубку напротив зажимного приспособления, и несколько отверстий в столе для ее крепления. Упор и зажимное приспособление должны быть под прямым углом к столу, иначе трубка будет скручиваться. Мой любимый упор сделан из очень тяжелого куска 1-1 / 2-дюймовой трубки с приваренным к концу кусочком трубы. Отверстия смещены, так что я могу повернуть его для более плотного прилегания к трубе.
Еще один бесценный инструмент — прочный фрезерный станок с большой трамбовкой.Фрезерованные кондукторы изгибаются более гладко и с меньшим количеством перегибов или перекручиваний, чем кондукторы, вырезанные лобзиком. Если вы не можете достать маршрутизатор, просто убедитесь, что разрез был настолько гладким и квадратным, насколько это возможно.
Ваш трамвай может быть любым, но в основном вам нужно прикрепить к маршрутизатору жесткий стержень с отверстиями в нем. Это может быть даже просто полоска фанеры. У большинства роутеров внизу есть пластиковые пластины, которые можно снять. Просто используйте эти отверстия для винтов, чтобы установить трамбовку.Я делал трамваи длиной до 35 футов, но должен признать, что это выходило за рамки допустимого.
Чаще всего я использую для фиксации древесноволокнистую плиту средней плотности 3/4 дюйма или МДФ. 1 дюйм или 1-1 / 4 дюйма даже лучше, но у меня нет подходящего источника для этого. 3/4 Фанеры будет достаточно, но у вас могут возникнуть проблемы с перегибом, поскольку она не такая прочная, как МДФ.
МДФ 3/4 «станет идеальным приспособлением для квадратной трубы 1». Для квадрата 1-1 / 4 дюйма или 1-1 / 2 дюйма вам нужно подпереть зажимное приспособление некоторыми прокладками, чтобы зажимное приспособление находилось более или менее по центру трубы.Для круглых трубок еще важнее центрировать зажимное приспособление. Если трубка слишком тяжелая или приспособление слишком мягкое, круглая трубка может испортить ваше приспособление. Один из способов обойти это — согнуть тонкую полосу стали, чтобы защитить край приспособления.
Это МДФ 1-1 / 4 дюйма и труба 1 дюйм
Для гибки больших трубок или труб (например, 2-дюймовой или 1-1 / 2-дюймовой трубы) вам понадобится стальной зажим. Самый простой способ сделать это — согнуть две части 1-дюймовой трубки с помощью деревянного приспособления, а затем сварить и скрепить их вместе.Это на самом деле лучше, чем гнутый 1 x 2, потому что он более плотный, а шов между двумя частями 1 x 1 является точкой контакта, где 2-дюймовый патрон попадает в зажимное приспособление. А поскольку зажимное приспособление имеет толщину 2 дюйма, оно идеально размер для другого типа конечного упора. Просто возьмите ремешок 1/4 «x 1», сделайте U-образную форму вокруг круглой детали размером 2 дюйма и приварите ее к одному концу зажимного приспособления.
Некоторые приспособления
Малые изгибы
Самодельное изгибание вручную может быть не лучшим методом для очень коротких радиусов.Например, стальную трубку размером 1 дюйм x 1 дюйм — 18 калибра можно согнуть до минимального диаметра около 30 дюймов, прежде чем она начнет изгибаться. Это не точное число из-за различий в состоянии и качестве металла. Есть несколько способов обмануть это число еще меньше. Самый простой — это согнуть несколько раз, используя последовательно все меньшие приспособления. Насколько далеко вы можете зайти, вам придется выяснить сами. Другой способ, который работает только для квадратных Трубка включает в себя проталкивание внутренней стенки трубки.Вот приспособление с радиусом 5 дюймов, которое я сделал для трубы диаметром 1 дюйм, который работает как трубогиб.Это действительно вызывает некоторые искажения, но трубка сохраняет большую часть своей прочности, и это чертовски быстрый метод. Гребень внутри зажимного приспособления представляет собой квадратную проволоку всего лишь 1/8 дюйма, но стенка трубы обрушивается примерно на 3/8 дюйма.
Manual Power
Если вы способны поднять 100 фунтов, у вас не должно возникнуть особых проблем с сгибанием трубок примерно на 1-1 / 2 дюйма самостоятельно. Для 2 дюймов обычно требуется друг.Потратьте некоторое время на размышления о том, как вы приземлитесь, когда что-то сломается. Что-то сломается . Вы будете в конечном итоге на вашей заднице.Силы, задействованные в этом, сначала могут быть не совсем очевидны. Помимо веса металла и силы, которую вы прикладываете, не забывайте о потенциальной энергии. Сгибаемый металл — это потенциально опасная пружина, которая действительно хочет ударить вас по голове. Если ваш джиг не выдержит, металлические детали и детали джига могут с удивительной скоростью отлететь от стола.
Cheater bar помогут вам делать сложные повороты. Но они также увеличивают опасность. Приземляться на задницу с 50-фунтовым куском 2-дюймовой трубы и 2-1 / 2-дюймовым читерским стержнем, направленным к вашему лицу, — это не то, чего вы хотите.
Несколько советов
Согните шов по направлению к шаблону. Сварной шов немного тверже, чем остальная часть трубы, поэтому вероятность перекручивания или перекручивания будет меньше, если он находится на внутренней стороне изгиба. И обычно это там менее заметно.Если ваш пол слишком гладкий, возможно, вы не сможете толкать с достаточной силой.Поможет очень легкое запотевание каким-нибудь противным клеем-распылителем.
Используйте доступные инструменты. Сложный изгиб может быть облегчен правильным использованием вилочного погрузчика. Приспособления могут быть установлены вертикально на опорах магазина, чтобы вы могли использовать свой вес. Это выглядит глупо, подпрыгивая вверх и вниз, но это эффективно.
Всегда лучше слегка перегибать, чем перегибать. Легче немного вытащить его, чем немного согнуть. Отрезок 2-дюймовой трубы, приваренный к вашему столу 2 дюйма от пола, дает вам удобную выемку, чтобы исправить ваши ошибки.
Данные по гибке
Металл всегда отскакивает от зажимного приспособления. Вот несколько диаграмм, которые показывают полученные мной результаты. Некоторые данные могут не иметь смысла, а некоторые — нет. Твердость металла может быть разной даже на одном стане. Алюминий более непредсказуем, чем сталь.Надеюсь, эти цифры дадут вам представление о том, с чего начать. Если у вас есть идея получше, просто дайте мне знать.
Удачного изгиба!
* Все материалы — сталь, если не указано иное.
* Часто гибка с использованием зажимных приспособлений все меньшего размера дает несколько больший радиус, чем если бы вы сначала использовали просто самое маленькое приспособление. Это просто одна из странностей в том, как металл реагирует на силу.
| Круглая труба 1/2 дюйма — 20 г | |
|---|---|
| желаемый внешний радиус | радиус кондуктора |
| 144 » | 54 » |
| 120 » | 50 » |
| 32.5 » | 25,5 » |
| 30 » | 24 » |
| 27 » | 22 » |
| 21,75 » | 18 » |
| 21,5 » | 17 » |
| 19,5 » | 16 » |
| 12 » | 10 » |
| 1 «- 18 га.квадратная труба (Центральная сталь) | |
| желаемый внешний радиус | радиус кондуктора |
| 192 » | 108 » |
| 144 » | 85 » |
| 114 » | 75 » |
| 96 » | 65 » |
| 80 » | 60 » |
| 72 » | 55 » |
| 65 » | 50 » |
| 58 » | 45 » |
| 53 » | 41 » |
| 49 » | 38.5 » |
| 45 » | 37 » |
| 42 » | 35 » |
| 39 » | 33 » |
| 37 » | 31 » |
| 35 » | 29 » |
| 33 » | 27,5 » |
| 31,5 » | 26 » |
| 30 » | 25 » |
| 29 » | 23.5 » |
| 28 » | 22,5 » |
| 26,5 » | 21,75 » |
| 25,5 » | 21 » |
| Квадратная труба 1 дюйм — 18 г (MetalMatic) | |
| желаемый внешний радиус | радиус кондуктора |
| 67 » | 50 » |
| 49 » | 38.5 » |
| 34 » | 28 » |
| 29 » | 25 » |
| 24,5 » | 21 » |
| Квадратная трубка 1 дюйм — 14 га (Райерсон) | |
| желаемый внешний радиус | радиус кондуктора |
| 456 » | 144 » |
| 300 » | 120 » |
| 258 » | 114 » |
| 240 » | 108 » |
| 228 » | 105 » |
| 216 » | 102 » |
| 126 » | 72 » |
| 108 » | 66 » |
| 90 » | 60 » |
| 72 » | 50 » |
| 42 » | 34 » |
| 39 » | 29 » |
| 31 » | 25 » |
| 17.5 » | 15 » |
| 11 » | 9,75 » |
| Квадратная труба 1 «- 14 г (Скидка) | |
| желаемый внешний радиус | радиус кондуктора |
| 168 » | 96 » |
| 158 » | 90 » |
| 104 » | 66 » |
| 63 » | 47 » |
| 60 » | 45 » |
| 57 » | 42 » |
| 34 » | 26.5 » |
| 22,5 » | 19 » |
| 18,75 » | 16 » |
| 1-1 / 4 «- 14 га. Круглая труба | |
| желаемый внешний радиус | радиус кондуктора |
| 33 ‘ | 12′-6 » |
| 20 ‘ | 10 ‘ |
| 16′-6 » | 9 ‘ |
| 15 ‘ | 8′-6 » |
| 14 ‘ | 8 ‘ |
| 13′-6 » | 8 ‘ |
| 12′-6 » | 7′-6 » |
| 12 ‘ | 7′-6 » |
| 11 ‘ | 7 ‘ |
| 10 ‘ | 6′-6 » |
| 9 ‘ | 6 ‘ |
| 8 ‘ | 5′-6 » |
| 7 ‘ | 5 ‘ |
| 6 ‘ | 54 » |
| 5 ‘ | 52 » |
| 63 » | 50 » |
| 54 » | 44 » |
| 47 » | 38-1 / 2 » |
| 44 » | 36 » |
| 42 » | 35 » |
| 37-1 / 2 » | 32 » |
| 33-1 / 2 » | 28 » |
| 30 » | 26 » |
| 25 » | 21 » |
| 1-1 / 2 — 18 га.квадратная труба | |
| желаемый внешний радиус | радиус кондуктора |
| 180 » | 120 » |
| 168 » | 114 » |
| 141 » | 102 » |
| 108 » | 84 » |
| 84 » | 72 «сначала, затем 66» |
| 1-1 / 2 — график 40 квасцы.труба | |
| желаемый внешний радиус | радиус кондуктора |
| 204 » | 96 » |
| 108 » | 68 » |
| 132 » | 75 » |
| 67 » | 48 » |
| 48 » | 36 » |
| 2 «- 12 га.круглая труба (Райерсон) | |
| желаемый внешний радиус | радиус кондуктора |
| 228 » | 144 » |
| 168 » | 120 » |
| 156 » | 108 » |
| 144 » | 96 » |
| 84 » | 75 » |
| 44 » | 36 » |
| 28 » | 25 » |
| 2 «- 12 га.круглая труба (Скидка) | |
| желаемый внешний радиус | радиус кондуктора |
| 173 » | 108 » |
| 115 » | 96 » |
| 96 » | 75 » |
| 84 » | 68 » |
| 75 » | 50 » |
| 70 » | 50 » |
| 54 » | 46 » |
| 36.5 » | 29 » |
| 31,5 » | 25 » |
Эти таблицы, по общему признанию, неполные. Я обновлю их, когда и если у меня будет больше данных и больше времени. Если у вас есть собственный надежный список, не стесняйтесь присылать его мне.
.Как согнуть трубу без загиба вручную?
Если занялись ремонтом, то могут понадобиться трубы. Но не всегда в этом случае они должны быть идеально ровными. Возникает вопрос, как изогнуть трубу без обвязки. Если вы знакомы с хитростями этого процесса, то решить проблему можно довольно просто.
Как согнуть трубу под прямым углом
Металл действует как достаточно прочный материал, но с особым эффектом его можно согнуть. На сегодняшний день существует несколько способов решения этого вопроса.Первая технология — это использование колышков. Но необходимо помнить, что такой метод может привести к повреждению трубы или даже ее выходу из строя. Избежать этого можно, заполнив внутреннюю полость сухим песком. Заглушки должны быть установлены с обоих концов.
На следующем этапе можно приступать к гибке. Для этого в землю закапывают колышки. Вы будете использовать их как рычаги. Если вы не уверены в своих силах, то для начала стоит потренироваться на ненужных длинах труб. Если перед вами встает вопрос, как согнуть трубу без трубогиба, то с помощью этой технологии можно изменить форму изделия, диаметр которого варьируется от 16 до 20 мм.Для трубок более внушительного диаметра этот способ не подходит, так как процесс будет довольно сложным. Важно также учитывать материал, который лежит в основе. Например, рекомендуется использовать другие методы цинкования.
Использование отопительной техники
Прежде чем гнуть трубу без загиба, следует подумать, какая технология для этого лучше. Пожалуй, отличным решением станет отопление. Этот метод обычно используется для стальных и алюминиевых трубопроводов.Для процедуры изделие закрепляют в тисках, но предварительно его следует наполнить и прогреть газовой горелкой то место, которое вы планируете гнуть. Температура определяется довольно просто: когда лист бумаги приближается к трубе, он должен начать дымиться. Когда используется стальная заготовка, она должна покраснеть при нагревании. В целях безопасности пользователю следует носить перчатки.
Плоскопараллельная пластина
Если перед вами стоит задача изгибать трубу без изгиба, вы можете применить плоскопараллельную пластину.Этот прием предполагает фиксацию изделия в зажиме. После этого можно делать изгиб, причем делать это нужно по пластине. Этот прием считается не только экономичным, но и простым. Для достижения положительного результата необходимо использовать несколько пластин, каждая из которых имеет разную кривизну. Главное условие — использование стальной трубы. Длина изделия должна быть довольно внушительной.
Использование металлической пружины
Довольно часто домашние мастера задумываются над вопросом, как согнуть трубу без перегиба в домашних условиях.Для этого можно использовать металлическую пружину. Этот метод отлично подходит для труб из цветных металлов, которые отличаются хорошей пластичностью.
Для предотвращения деформации пружина. Чтобы получить хороший результат, следует учитывать размер пружины, который должен соответствовать внутреннему диаметру металлической конструкции. Это требование связано с тем, что труба должна быть вставлена в полость. После этого можно выполнить изгиб, связав пружину проволокой, чтобы упростить процесс ее дальнейшего извлечения.
Совет мастера
Если нужно гнуть профильную трубу без трубы, вместо песка в качестве наполнителя можно использовать воду. Полость трубы заполняется, после чего изделие забивается с двух сторон заглушками. Воду следует заморозить и после нагревания материала. Однако этот метод нельзя использовать для оцинкованных заготовок.
Профильная труба и ее модификация
Этот вид металла достаточно популярен при строительстве теплиц и беседок на приусадебном участке.Главная особенность строительного материала в том, что он может быть поврежден при его сгибании. Выходом из ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия позволяют исключить возможность повреждения трубы и добиться отличного результата. Этот метод подходит для труб из латуни и дюралюминия.
Если вы задумываетесь над вопросом, как гнуть трубу без загиба для навеса, то для этого можно использовать резиновую киджанку. Применяется для изделий из квадратного профиля.Трубопровод устанавливается на надежные опоры, а затем применяется киянка. Действия должны быть аккуратными и плавными, чтобы исключить возможность повреждения. Если необходимо добиться большого угла, то для облегчения процесса необходимо нагреть трубу в том месте, где она должна быть загнута.
Способы гибки металлопластика
Довольно часто владельцы загородной недвижимости задаются вопросом, как самому согнуть трубу без обвязки. Когда есть металлопластик, можно действовать своими силами, не прибегая к подручным средствам.Изделие зажимается и плавно изгибается. Важно исключить возможность перегиба. Важно соблюдать правила, которые гласят, что на каждые 2 см заготовки угол изгиба может составлять 15 °.
Если перед вами встал вопрос, как отвести трубу без рожка для теплицы, то можно использовать отрезки проволоки, заполняющие внутреннюю полость. Это позволяет добиться плавной и плавной гибки в кратчайшие сроки. В качестве наполнителя можно использовать сухой мелкий песок.Он засыпает внутри, а края закрываются заглушками. Затем необходимо закрепить один конец изделия, обеспечив надежность и прочность крепления. С помощью газовой горелки или паяльной лампы следует нагреть место изгиба. Материал проверяется на готовность бумажкой.
Способы изгиба полипропиленовой трубы
При необходимости изменить направление изгиба полипропиленовой трубы можно использовать один из двух возможных способов. Первый предполагает обогрев области изгиба. Для этого обычно используют строительный фен.Оптимальная температура нагрева — 150 ° С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
На завершающем этапе изделие пригибается в нужную форму. Утолщенная стена должна располагаться с внешней стороны отгиба. После того как материал остынет, его нужно будет проверить на наличие трещин и вмятин. Еще один способ гибки такой трубы — холодный. Однако радиус изгиба не должен превышать 8 диаметров, иначе изделие может сломаться.
Как согнуть пластиковую трубу
Для того, чтобы согнуть ПВХ трубу, необходимо купить ДВП.Из них можно соорудить каркас, который понадобится для придания конструкции определенной формы. Как только тарелке вы придадите нужную форму, ее следует отполировать, лучше использовать для этого мелкую наждачную бумагу.
Следующим шагом является формирование силиконового корпуса для пластмассовой детали. Он будет выступать в роли крепежа ПВХ конструкции в каркасе. Кроме того, он будет выполнять защитную роль от сколов, механических повреждений и царапин. Объект помещается в подготовленную защитную оболочку, после чего точка изгиба нагревается.Пластик размягчается и садится на ободок. Такие действия позволят получить желаемую форму пластиковой заготовки. Продукт оставляют, пока он не остынет. Этого хватит на 15 минут. После ПВХ трубу можно вынуть из каркаса, оставив полностью остыть.
Рекомендации специалиста
Если перед вами встает вопрос, как гнуть алюминиевую трубу без трубогиба, то для работы можно использовать болгарку, с помощью которой вместо предполагаемого загиба необходимо сделайте несколько тонких надрезов.Изделие предварительно зажимают в тисках. После того, как надрезы сделаны, их следует очистить от стружки, только после того, как можно будет начать гнуть трубу.
Иногда изделие необходимо согнуть по форме окружности. Как только кольцо закрывается, дырочки завариваются, и некоторые мастера используют для этого паяльник. Чтобы место складывания было аккуратным, его дополнительно шлифуют и покрывают защитным средством. Это предотвращает коррозию и преждевременный выход из строя соединения.
Заключение
Не имеет значения, какой материал лежит в основании трубы.Идеального изгиба добиться сложно. Но если сначала познакомиться с теорией, то гнуть трубу можно и без обвязки.
.Гибочная труба без гибочного станка — самодельный стиль!
- Купить машины
- Детали
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Опубликовать объявление
- Поиск
- Строительство
- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Легковые автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Выучить
- Подробнее…
- Доступ
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт

Помни меня
Забыли пароль?- Строительство
Строительство
Посмотреть все -

5 способов усиления панелей из листового металла
Размещено: 11 июня 2015 г. Автор: MattMКогда вы получаете кусок плоского листового металла, он имеет тенденцию быть очень слабым и его довольно легко согнуть. Итак, если он такой слабый, почему мы используем его для кузовов наших автомобилей? Почему бы не использовать более тяжелый металл, например металлическую пластину? Простой ответ: если бы мы это сделали, все наши машины были бы такими же тяжелыми, как танк! Это означает, что нет тех красивых изгибов, которые вы видите на классических автомобилях — и я не хочу жить в этом мире! На самом деле листовой металл может быть очень прочным, если его модифицировать и укрепить.В этом техническом руководстве мы расскажем о некоторых способах модификации листового металла. Знание методов скатывания краев листового металла и создания канавок в панели важно для изготовления новых панелей кузова в рамках проекта реставрации, восстановления или ремонта кузова. Эти методы придадут листу жесткость, необходимую для использования его в конструкционных или полуструктурных конструкциях.

1. Гибка кромок листового металла
Складывание по краю листового металла мгновенно придает металлу структурную целостность.Насколько большой изгиб вы делаете в металле, зависит от области применения и установки детали. Если вы просто пытаетесь укрепить панель, сломанный край шириной ½ дюйма может существенно повлиять на прочность панели. Сгибать металл можно разными способами. Самый простой способ — прижать металл к столу и согнуть его весом своего тела и руками. Другой — снова зажать металл, но с помощью молотка и края тележки сложить металл поверх тележки.Это создаст изгиб более четкий, чем если бы вы просто изгибали его вручную. Последний метод — использовать металлический тормоз, такой как Eastwood Versa-Bend. Размер и толщина металла, который можно согнуть в тормозе, зависят от самого инструмента, но большинство качественных тормозов легко справляются с металлами 20 и 18 калибра. Использование тормоза дает вам немного больше контроля и максимально четкие повороты.

(фото предоставлено MetalMeet.com)
2. Вальцовка кромки кромки / проволоки в листовой металл
Этот процесс похож на ломку края листового металла, поскольку вы манипулируете краем панели, чтобы придать ему жесткость.Разница здесь в том, что вы кладете небольшой кусок металлической проволоки рядом с краем панели и загибаете край металла поверх него. Скатывание кромок листового металла проволокой укрепляет панель двумя способами, чего не делает обычная гибка листового металла. Во-первых, из-за того, что металл загибается, его толщина увеличилась вдвое. Во-вторых, он выигрывает от структурной целостности, которую дает спрятанный внутри провод. Это также придает красивый законченный вид краю панели. Обычно это делали на колесных нишах классических автомобилей.

3. Листовой металл со структурными рифлеными швами
Вдавливание канавок, ребер или конструкций в кусок листового металла значительно увеличивает прочность. Каждая канавка, бусинка или линия будут увеличивать прочность, а также могут добавить дизайна панели. Растянутый металл в этих областях будет удерживать напряжение в панели и придает ей структурную жесткость. Вы можете растянуть или вдавить бусинки, канавки и линии на панели несколькими способами. Самый простой метод — это использование молотка и стамески или пробойника, более мягких, чем сам металл.Это может быть деревянное, латунное или пластиковое долото или пробойник. Затем вы кладете металл на поверхность с полостью, в которой вы ударяете по металлу. Мешок для взбивания панелей — это самый разнообразный элемент оборудования для формовки металла, который можно использовать для поддержки панели.
Самый распространенный способ добавления рифленых швов на листовой металл — использование валика для валика. Используя валик с бортиком, вы помещаете металл между охватываемой и охватывающей матрицами, которые стягиваются, чтобы вдавить конструкцию, вырезанную в штампах, в металл. Валики борта могут быть механическими или электрическими.Наконец, если у вас есть доступ к большим инструментам , вы можете использовать что-то вроде Pullmax с соответствующими штампами для вдавливания дизайна — но они занимают мало места и денег!

4. Расширяющиеся или перфорированные отверстия
Выполнение отверстий в панели снижает вес, но также снижает прочность — до тех пор, пока вы не растянете или не сформируете профиль на краю отверстия. Нанесение валика или рифленого шва вокруг отверстия или расширение отверстия придадут области вокруг отверстия большей прочности.Этот процесс существует уже давно, но в последние годы появились небольшие штампы с отверстиями для печати и понижения температуры. Они позволяют просверлить пилотное отверстие и пробить большее отверстие с желаемым профилем вокруг него без необходимости использования большого пресса. Они работают так же, как нокаутирующий удар Гринли, но с дополнительным шагом.



5. Растягивание профиля металла
Растяжение профиля куска листового металла значительно увеличивает прочность металла.Этот процесс включает изменение формы металла и имеет тенденцию к появлению выпуклости или изгиба панели. Это можно сделать разными способами, от простого молотка и мешка с песком до английского колеса, предназначенного для создания сложных кривых, до промышленных методов, таких как механический молот. Какой бы метод вы ни выбрали, результаты будут одинаковыми; это просто то, сколько работы и времени нужно, чтобы добраться туда.

Использование комбинации этих методов может позволить сделать панель из листового металла прочной, а также придать ей красивые формы.После того, как вы освоите несколько методов усиления листового металла, вы будете на пути к созданию всего, от крыльев до крышек багажника. Для этого потребуется всего лишь несколько основных инструментов для изготовления металла, и с ними вы сможете сделать практически все, имея достаточно практики и времени!
.