Как пользоваться штангенциркулем, микрометром, линейкой
С измерением длины, ширины и высоты домашнему мастеру приходится сталкиваться постоянно. Угол в 90° или 45° тоже не редко приходится выдерживать. Иначе качественно ремонт квартиры или изготовление самоделок не выполнить. Точности при выполнении линейных измерений 1 мм в подавляющем большинстве случаев достаточно, и для них подойдет рулетка или простая линейка.
Зачастую рулетки имеют дополнительно пузырьковый уровень, который позволяет выставить горизонтально мебель, холодильник и другие предметы. Но точность такого уровня не высокая из-за маленькой длины опорной плоскости рулетки. В дополнение колбочка с пузырьком воздуха в рулетках часто установлена не точно, что не обеспечивает горизонтальность и выполненной работы.
В продаже, для измерения линейных размеров представлен широкий ряд лазерных измерительных приборов, но, к сожалению, из-за высокой цены они недоступны для непрофессионалов.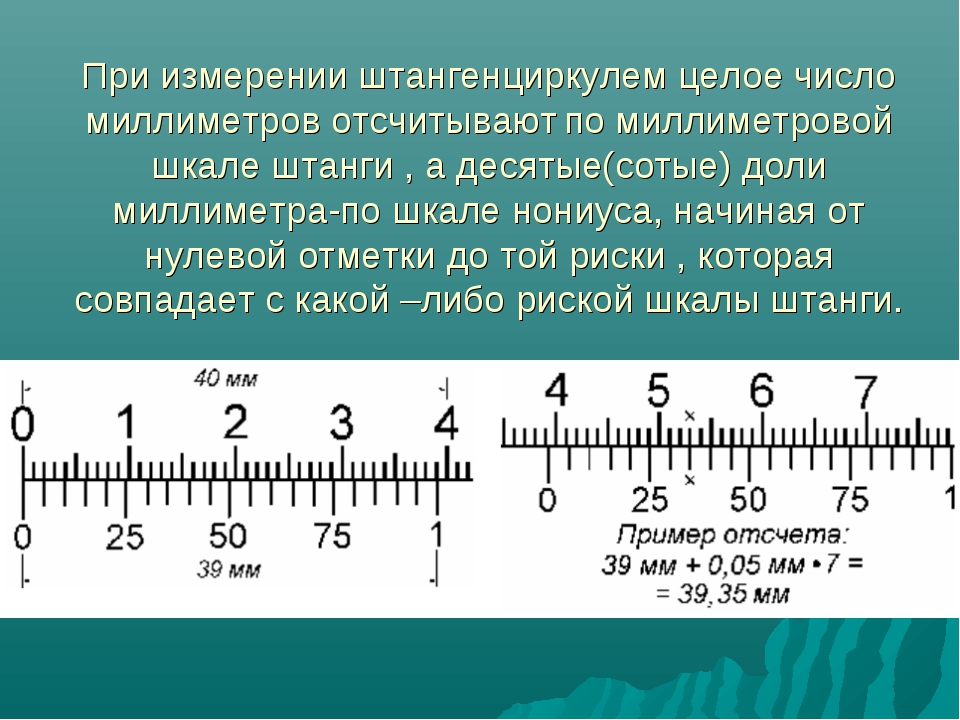
Инструкция
по применению штангенциркуля (колумбуса)
Штангенциркуль – это линейный измерительный инструмент служащий для измерения наружных и внутренних размеров деталей включая глубину, с точностью 0,1 мм.
Измерить диаметр сверла, самореза и размеры других небольших деталей с достаточной точностью линейкой не получится. В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового материала, внутреннего и внешнего диаметров трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Штангенциркули бывают с отсчетом измеряемой величины по линейке и нониусу, циферблату часового типа и цифровому индикатору. Разновидность штангенциркуля с линейкой для измерения глубины отверстий профессионалы еще называют «Колумбус».
Доступным по цене, высоконадежным является штангенциркуль с нониусом типа ШЦ-1 с диапазоном измерений от 0 до 125 мм, что для большинства случаев вполне достаточно.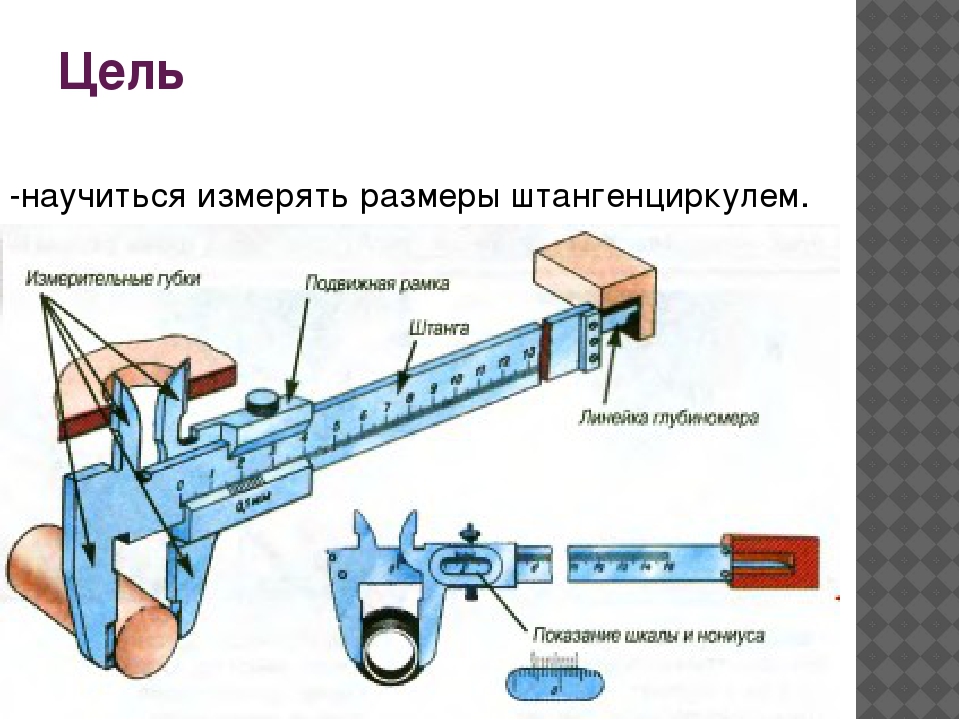 Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
В настоящее время в продаже появился цифровой пластиковый штангенциркуль китайского производства ценой менее $4, фотография которого представлена ниже.
Штангенциркуль из пластмассы, хотя его губки сделаны из карбона, назвать измерительным инструментом сложно, так как он не сертифицирован и поэтому точность показаний 0,1 мм заявленная производителем не гарантирована. В дополнение при частом использовании пластик быстро износится, и погрешность показаний увеличится.
Штангенциркуль из пластмассы, если его показания точны для домашних редких измерений вполне подойдет. Для проверки штангенциркуля можно измерять хвостовик сверла, на котором выбит размер или диаметр штыря электрической вилки.
Устройство и принцип работы нониуса штангенциркуля
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.
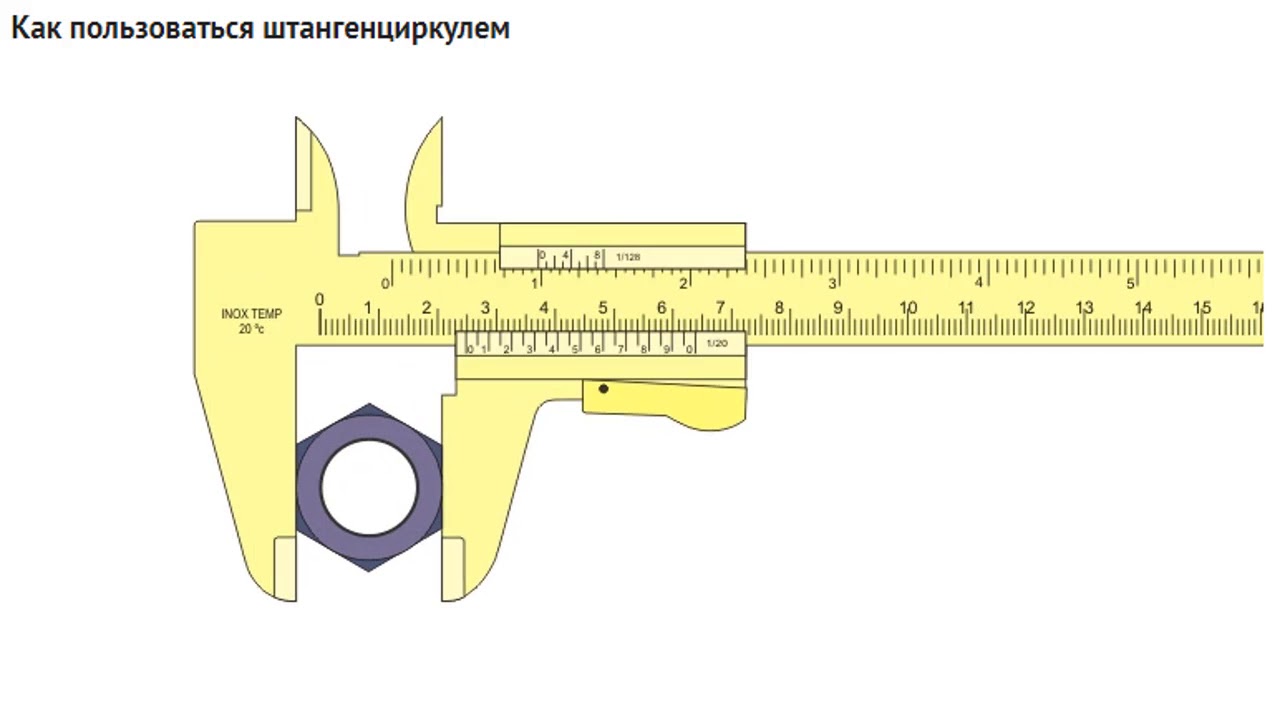
Измерения выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.
Как видно на фото, измеренный размер составляет 3,5 мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 3 полных деления (3 мм) и на нониусе совпала с риской шкалы штанги риска пятого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.
В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке.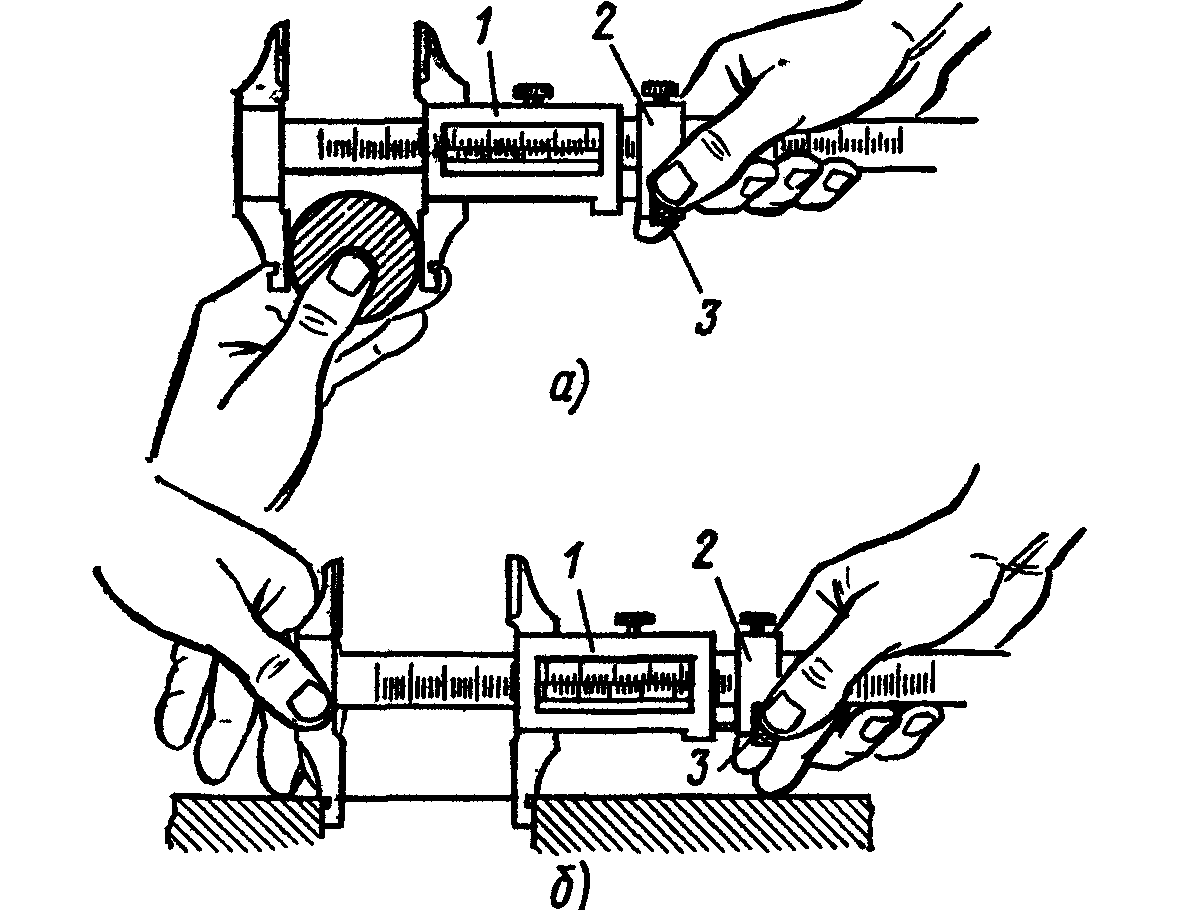 В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.
Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.
На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Примеры выполнения разметки деталей штангенциркулем
Штангенциркуль не предназначен для нанесения разметочных линий на материалах и деталях. Но если губки штангенциркуля для наружных измерений заточить на мелкозернистом наждачном круге, придав им острую форму, как показано на фотографии, то разметку штангенциркулем производить будет довольно удобно.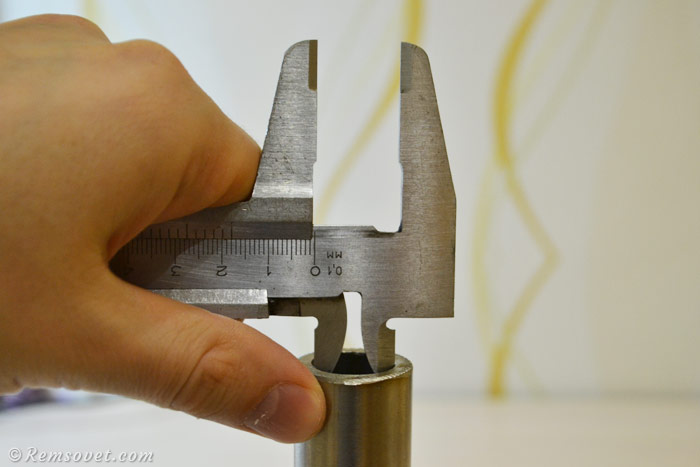
Снимать лишний металл с губок нужно очень аккуратно и медленно, не допуская цветов побежалости металла губок от сильного разогрева, иначе можно их испортить. Чтобы ускорить работу, для охлаждения губок, можно периодически окунать их на непродолжительное время в емкость с холодной водой.
Для того, чтобы отмерять полоску листового материала с параллельными сторонами, нужно раздвинуть губки штангенциркуля ориентируясь по шкале на заданный размер, одной губкой вести по торцу листа, а второй процарапать линию. Так как губки штангенциркуля закалены, они не истираются. Можно размечать как мягкие материалы, так и твердые (медь, латунь, сталь). Остаются хорошо видные риски.
С помощью заточенных остро губок штангенциркуля можно легко наметить линию окружности. Для этого в центре делается неглубокое отверстие диаметром около 1 мм, в него упираясь одной из губок, второй прочерчивают линию окружности.
Благодаря доработке формы губок штангенциркуля для наружных измерений, появилась возможность точно, удобно и быстро выполнять разметку деталей для их последующей механической обработки.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.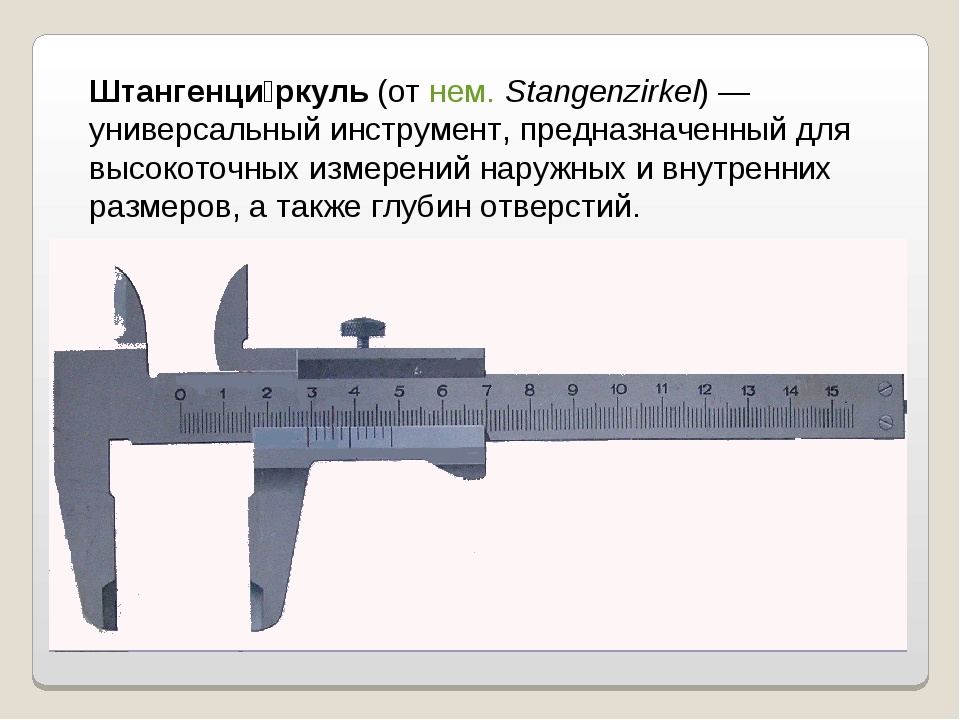
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.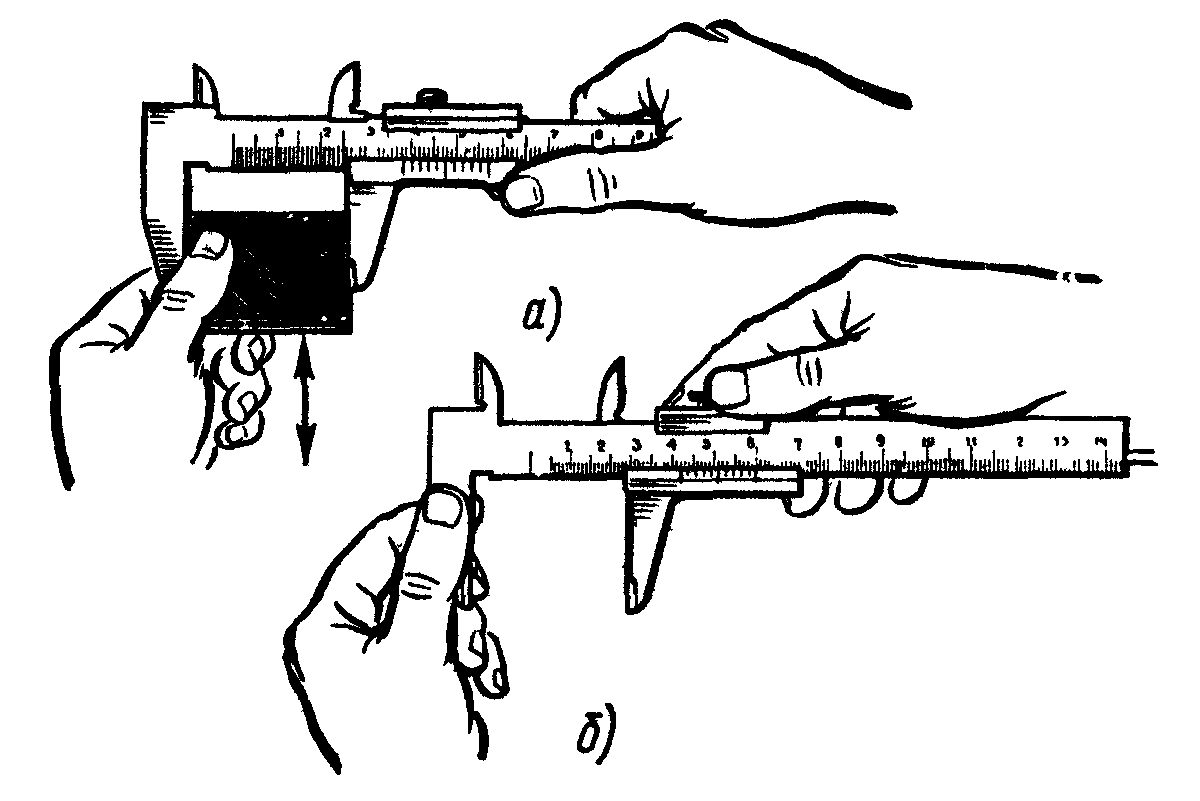
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Как измерять трубу большого диаметра
Губки штангенциркуля с диапазоном измерений от 0 до 125 мм имеют длину 40 мм и поэтому позволяют измерять трубы с внешним диаметром до 80 мм. В случае необходимости измерять трубу большего диаметра или при отсутствии под рукой штангенциркуля можно воспользоваться народным способом. Обвить трубу по окружности одним витком не растягивающейся нитки или проволоки, измерять длину этого витка с помощью простой линейки, а затем разделить полученный результат на число Π=3,14.
Несмотря на простоту, такой способ измерения диаметра трубы позволяет обеспечить точность 0,5 мм, что для домашнего мастера вполне достаточно. Для более точного измерения нужно намотать больше витков.
Для более точного измерения нужно намотать больше витков.
Как измерять угол
Для получения заданного угла при разметке можно воспользоваться транспортиром, с которым все познакомились еще в школе на уроках геометрии. Для измерения в быту точности его вполне достаточно.
На фотографии представлена пластмассовая линейка в виде треугольника, имеющего углы 45º и 90º, с встроенным транспортиром. С помощью него можно выполнить разметку и проверить точность полученного угла.
При выполнении разметки металлических деталей используют слесарный металлический угольник, обеспечивающие более высокую точность измерений.
Как пользоваться стуслом
Для получения прямого или угла 45º без разметки, удобно использовать приспособление, которое называется стусло. С помощью стусла удобно пилить в размер под углом наличники для дверей, багет, плинтуса и многое другое. Распил получается с требуемым углом автоматически.
Достаточно отмерять длину, вложить полоску материала между вертикальными стенками стусла и удерживая рукой выполнить распил.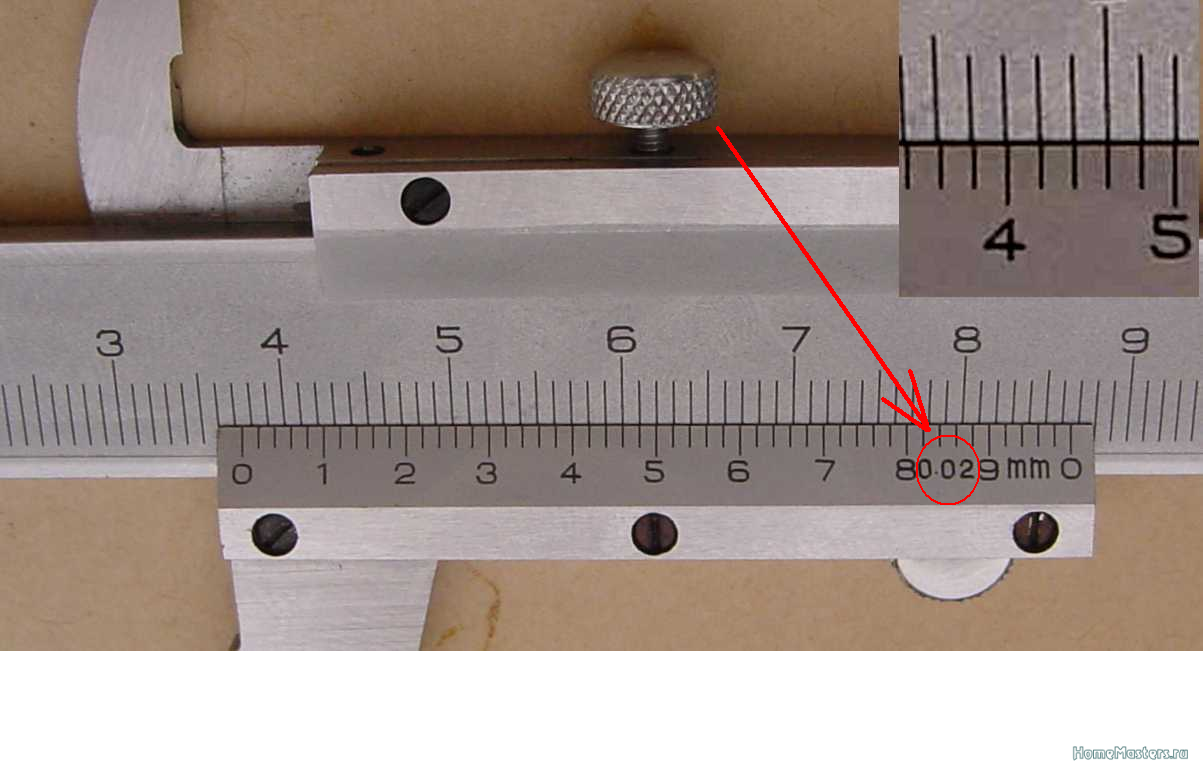 Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.
Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.
Угол 450 при пилении с использования стусла, получается также легко, как и прямой. Благодаря высоким направляющим стенок стусла можно распиливать доски разной толщины.
Стусло можно купить готовое, но его не сложно сделать самостоятельно из подручного материала. Достаточно взять три доски из дерева или фанеры подходящего размера, и к боковым торцам одной из них саморезами прикрутить две другие. Сделать направляющие пропилы под требуемыми углами и приспособление стусло готово.
Как замерить диаметр трубы с помощью подручных инструментов
На чтение 10 мин. Просмотров 6k. Обновлено
Как замерить диаметр трубы, интересуются многие домашние мастера. Ведь при устранении неполадок в водоподающей или сливной сети часто приходиться менять трубы на новые, или ремонтировать старые.
Это требуется не только для перечисленных систем, но и при обустройстве газовой системы или дымохода. Профессиональные мастера хорошо знают, как подобрать размеры сортамента для водопровода, или любой другой системы.
Ремонтируя водопровод или канализацию, необходимо точно определить диаметр магистрали.
Метрические и дюймовые единицы измерения
Перед тем, как померить величину сортамента, следует принять во внимание, что технологические особенности прокладки и проведения расчетов при работе со стальными и пластиковыми магистралями различные.
По этой причине необходимо вначале получить понятие о типоразмерах трубопрокатных материалов для трубопроводов, и уже затем замерять их. Без этих знаний определить размер сортамента в миллиметрах или дюймах невозможно.
Стальной трубопрокат, прежде всего, определяют по внутреннему показателю объема измеряемого в дюймах. В соответствии с этими единицами можно встретить названия «дюймовые» и «полудюймовые” трубопрокатные материалы.
Один дюйм равняется 25,4 мм, а его половина соответственно определяется как 12,7 мм.
 Один дюйм равняется 25,4 мм, а его половина соответственно определяется как 12,7 мм.
Один дюйм равняется 25,4 мм, а его половина соответственно определяется как 12,7 мм.Замерять наружный диаметр сантехники не спешат. Часто монтаж можно произвести и без него. Замерить эту величину нужно в тех случаях, когда надо померить магистраль, скрепляемую стыками на резьбовом соединении.
Обычно она нарезается на внешней части трубного изделия, и ее величина зависима от размеров стенки трубного изделия. При этих действиях следует запомнить, что если померить трубы с разными внутренними показателями объема, то размер стенки будет различным.
Чтобы проще измерить и подсчитать количество нужных материалов для трубопровода, можно применить специальную систему резьбы для показателя внешнего объема трубопрокатных изделий. От привычного показателя, который можно замерить в мм эти величины отличаются.
Чтобы правильно определить величину трубных изделий в миллиметрах или узнать их габариты в дюймах, нужно принять во внимание следующую информацию.
Например, если диметр метрической резьбовой накатки, обозначенный М16, то трубное изделие имеет наружный объем в 16 мм. В варианте с трубной резьбой все это отличается. В дюймах эти расчеты немножко другие.
Диаметр снаружи у полудюймового изделия не достигает 21 миллиметра, и ее резьбовая накатка такая же по габаритам. А название «полудюймовая», это изделие имеет из-за показателя объема внутри. В дюймах эта величина обозначается – ½. Чтобы легче было переводить дюймы в мм, рекомендуют пользоваться специальными таблицами.
Способы как можно измерить наружный и внутренний объем
До того, как приступать к работе, и выяснить, как меряется диаметр, придется установить, какой именно объем нужен для конкретной задачи. Весь трубопрокат для любых магистралей меряется и классифицируется по величине внутреннего диам-ра. Он носит название «условный проход», потому, что именно он отвечает за пропускные возможности сети.
Если меряется диаметр внутри, то он обозначается Dу, а внешний – Dн. Толщину стенки при этом указывают как h. С этими обозначениями удобно мерить и выполнять расчеты, и составлять проекты различных магистралей для жилых и производственных зданий.
Толщину стенки при этом указывают как h. С этими обозначениями удобно мерить и выполнять расчеты, и составлять проекты различных магистралей для жилых и производственных зданий.
Что касается способов замера размера объема трубных изделий, то первое, что важно отметить – это отличие их особенностей зависимо от условий. Их необходимо учитывать, иначе можно сделать много ошибок.
Определять выбор того, или иного варианта, приходиться зависимо от того, насколько в доступном месте расположили объект, который меряется. Теперь о некоторых из способов более детально.
Какой инструмент понадобиться для каждого способа
Перед тем, как подобрать диаметр трубы для отопления, или любой другой системы, необходимо знать, чем пользуются в таких ситуациях.
Общеизвестный штангенциркуль для измерения применяется чаще, чем другие инструменты. Но, его может не оказаться среди набора домашнего инструмента. Поэтому приходиться решать вопрос, как замерить диаметр трубы без штангенциркуля.
Также узнавать точные габариты изделия с большим диаметром на отоплении или водоснабжении, используя данное приспособление, не представляется возможным. В таких ситуациях замерить требуемую длину объема трубного изделия возможно более простыми приспособлениями:
- гибкой линейкой;
- рулеткой;
- знания величины числа Пи, которая составляет 3,14.
Если доступ к сети не затруднен, лучше вариантом, как высчитать величину, будет рулетка или металлическая линейка. Но, твердой линейкой легко высчитать величину только торцевых частей магистрали, которая измеряется.
Смотреть видео
Еще одним вариантом, как меряется окружность трубы внутри или снаружи, это способ копирования. В такой ситуации к трубе подносят например линейку. Затем этот участок магистрали фотографируют. Мерить далее, чтобы получить весь набор необходимых сведений, следует по фотографии. Соответствующие реальности цифры получаются после проведенного масштабирования сделанных фото.

Помимо этого, найти диаметр можно при помощи следующей формулы:
D = L:3,14.
В ней D показывает диаметр, а L – это окружность трубного изделия. На простом примере это выглядит следующим образом. Окружность трубы получилась 62,8 см. Это число делится на 3, 14. В результате получаем 200 мм.
С этой формулой работают не только домашние сантехники. Ее применяют и в условиях производства, только в данном случае есть небольшая поправка. Формула для работы остается в том же виде, только от конечного результата отнимают удвоенный показатель толщины рулетки и величину 0,2. В это число входит поправка на прилегание рулетки к поверхности магистрали.
Как замерить посредством линейки или рулетки
Перед тем, как замерить диаметр трубы рулеткой или гибкой линейкой, следует знать, что этот вариант отличается простотою действий, и эта задача будет посильной даже малоопытным мастерам. Тут необходимо выполнить всего один замер.
Необходимо измерить окружность трубопровода.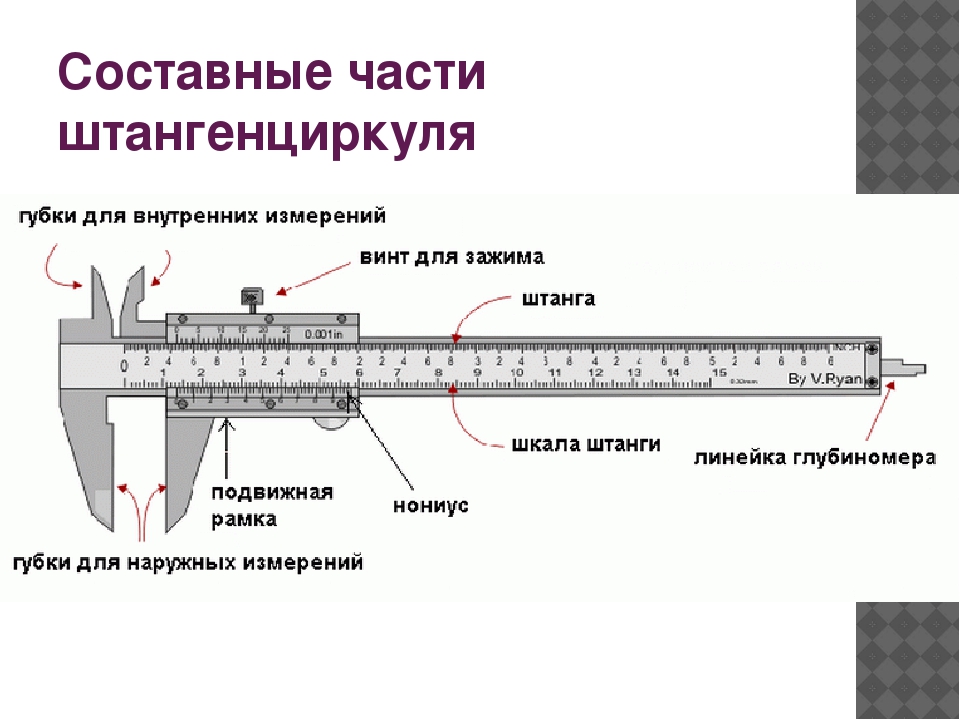 Значение, которое получится, делят на величину Пи. Чтобы замерить и получить более точные цифры, следует использовать в работе не 3,14, а 3,1416. Но, для задачи как найти наружный диаметр трубы с большим объемом, линейки будет не достаточно. В работу нужно будет взять рулетку.
Значение, которое получится, делят на величину Пи. Чтобы замерить и получить более точные цифры, следует использовать в работе не 3,14, а 3,1416. Но, для задачи как найти наружный диаметр трубы с большим объемом, линейки будет не достаточно. В работу нужно будет взять рулетку.
Чтобы определить объем трубы так же используют способ измерения габарита стенки на срезе. Это можно измерить все теми же инструментами. Есть возможность также применить штангенциркуль. От размерного показателя объема снаружи отнимается показатель толщины стенок.
Выполняя монтаж магистралей, важно знать, что определить внутренний объем сортамента, импортируемого к нам, нужно определяясь на то, что его поставляют с сопроводительной документацией.
Смотреть видео
В ней указываются значения внутреннего объема в дюймах. Чтобы перевести показатели внутреннего или внешнего размера в сантиметры, их нужно умножить на 2,54. Для аналогичного перевода внутреннего и внешнего диам-ра обратно, следует умножить показатель на 0,398.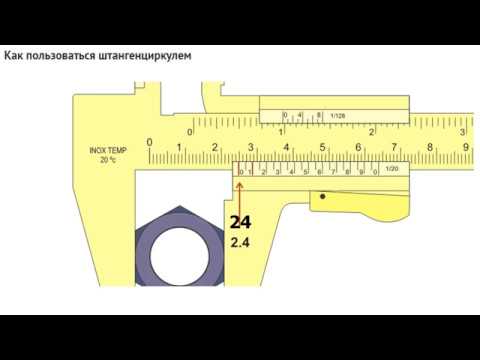
Ниже представлен еще интересный способ.
Как замерить с помощью штангенциркуля
Если спросить у профессионального сантехника, как замерить штангенциркулем, то ответ на этот вопрос будет следующим – «штангенциркуль для таких действий является наиболее удобным приспособлением, и замерить им нужный габарит можно очень легко не проводя дополнительных вычислений. Но, измерять таким путем только можно трубный прокат с габаритами до пятнадцати сантиметров».
Губками приспособления нужно основательно прижиматься к стенке сортамента, но прикладывать при этом большие усилия не рекомендуют. Дальше можно замерить и определить размеры в сантиметрах, и при наличии необходимости – в миллиметрах.
Так же, используя штангенциркуль, можно мерить и определить размер торцевой части. Если эта часть магистрали находится в труднодоступном месте, и соединение здесь неразъемное, то это приспособление окажется даже очень кстати.
Но, длина его ножек не должна быть больше, чем половина объема трубопровода. Для определения замера измерительное приспособление прикладывается к трубе в самом широком месте.
Для определения замера измерительное приспособление прикладывается к трубе в самом широком месте.
Смотреть видео
Перед тем, как определить диаметр стальной трубы этим способом, следует запомнить, что мастера со стажем рекомендуют брать для работы только прибор высокого качества. Только он может гарантировать точное определение размеров.Как замерить микрометром
Если определяется диаметр металлической или любой другой трубы, то каждый замер можно проделать с высокой точностью (до 0,01мм) с помощью микрометра. По своему виду, устройство напоминает скобу. На одной ее стороне находится пятка – опора, а на другой стебель и резьба высокой точности, оснащенная микровинтом. Микровинт содержит метрическую шкалу.
Чтобы узнать, как найти показатель объема сортамента посредством микрометра на металлическом или другом трубопрокате, необходимо расположить деталь между пяткой и торцом, затем начать вращение винта.
Продолжать следует до тех пор, пока не прозвучат 3 щелчка. Далее нужно найти показания на стебле, где есть шкала в миллиметрах, и к полученным цифрам добавляются данные со второй шкалы прибора (это сотые доли миллиметра). В сумме этих двоих показателей определяется нужная величина. И, как видно, найти ее совсем не сложно.
Далее нужно найти показания на стебле, где есть шкала в миллиметрах, и к полученным цифрам добавляются данные со второй шкалы прибора (это сотые доли миллиметра). В сумме этих двоих показателей определяется нужная величина. И, как видно, найти ее совсем не сложно.
Наиболее правильно замерить диаметр трубы позволяют микрометры, оснащенные электронной функцией цифрового отсчета. Они самые удобные для работы, и позволяют определить результат с точностью до 0, 001мм. Если в таком приборе садится батарейка, то замерить им можно, как обычным микрометром.
Единственным минусом в данном случае называют высокую стоимость приборов, что не всегда приемлемо для домашнего мастера. Поэтому, чтобы правильно произвести замер в домашних условиях, такие приборы применяют крайне редко.
Лазерные датчики
Измеряться диаметр металлической или любой другой трубы круглого сечения может сканирующими лазерными датчиками. Как определяется диаметр трубы этими приборами? Здесь все просто.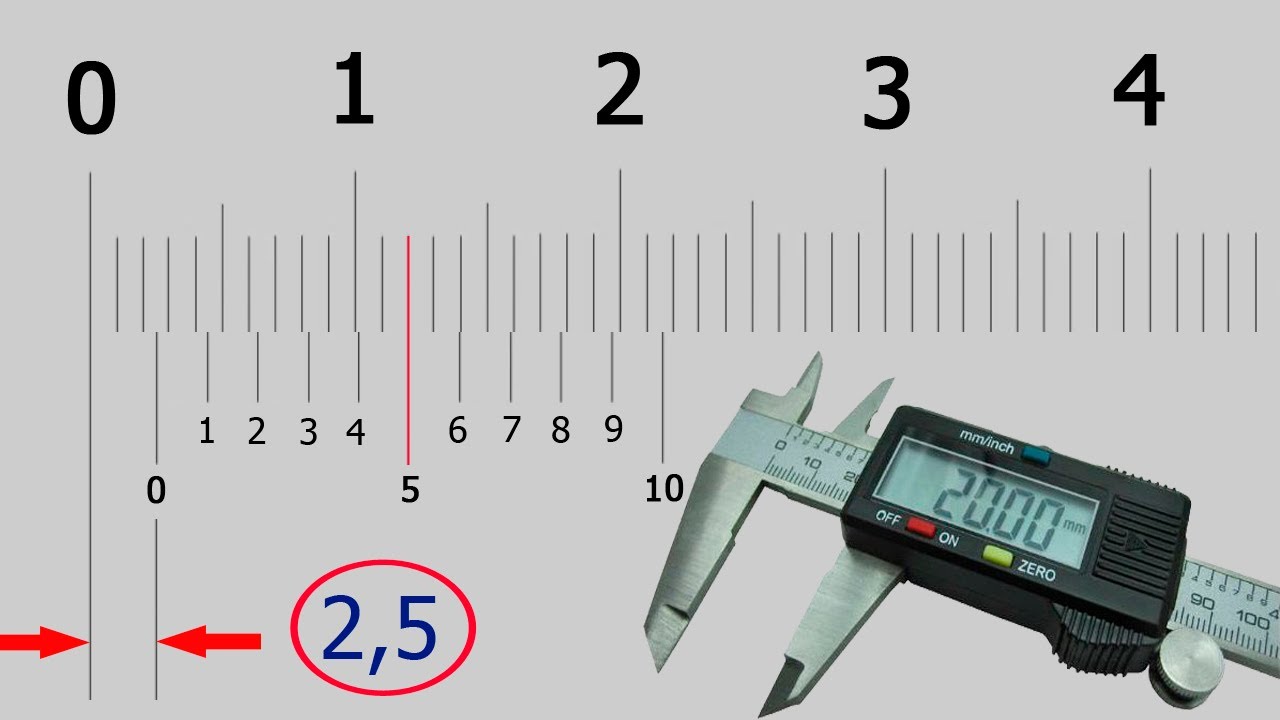
Такие устройства состоят из получателя и приемника. Эти приборы используют плоскость света, образовавшуюся от лазера, который отклоняется крутящейся призмой и направляется посредством линзы.
В приемнике лазер фокусируют на диоде. Для того чтобы выполнить последующий проход лазеру по металлической или другой системе, необходимо время.
Как замерить давление воды в трубопроводе
Измеряться давление жидкости в магистрали может посредством простого прибора – манометра. Здесь все предельно просто, достаточно взглянуть на шкалу прибора. Показатели этого прибора принимают с незначительным допущением.
Но, есть другие способы, как определить объем воды в трубе. Это делают при помощи самодельных приспособлений и формул расчета, основанных на правилах гидродинамики. При расчетно – экспериментальных способах можно определить давление, используя шланг, а далее проводят вычисления через показатель расхода жидкости.
Определить окружность трубы по расходу воды, и найти в сети для этого формулы не трудно.2.
В ней: S это площадь сечения внутри заготовки; Рi равняется 3,14; D обозначает внешний объем трудного изделия, а N – толщина стенки.
Вычислить площадь и другие габариты необходимо точно, иначе построенное сооружение будет плохого качества и с низкой надежностью. А зная точно площадь сооружения можно не только выстроить высоконадежный трубопровод, но и сэкономить на закупке лишних строительных материалов.
Весь изложенный материал помогает решить такой нужный вопрос, как вычислить диаметр трубы. Из материала становится понятно, что сделать это совершенно не трудно. Вычислить все нужные величины можно, имея несложные знания школьного уровня.
Так же, вычислить все требуемые параметры можно, если внимательно применять простые инструменты, которые существенно упростят все действия. Любой домашний мастер без труда сможет замерить и вычислить все нужные показатели, и сконструировать качественный трубопровод.
Если возникают трудности, как правильно подобрать диаметр трубы или как вычислить его по длине окружности, то всегда можно обратиться за помощью к специалистам. Они быстро подберут и вычислят нужные диаметры по длине окружности трубопроката.
Смотреть видео
Помимо вычисления и подбора профессиональные мастера могут помочь с монтажными работами. Только для работы следует подобрать грамотных специалистов. Тогда, потраченные на их работу деньги, полностью оправдают себя надежным функционированием построенной системы.Как померить резьбу штангенциркулем — ooo-asteko.ru
Проблемы качества выпускаемых проводов
Многие производители кабельно-проводниковой продукции, стараясь выручить побольше, искусственно занижают толщину изоляции и завышают диаметр кабеля. Указывая большее, чем в реальности, сечение провода, производитель экономит очень большую сумму. К примеру, на производство тысячи метров медного провода сечением 2,5 мм2 требуется меди 22,3 кг, а при изготовлении провода в 2,1 мм2 требуется всего 18,8 кг. Вот и получается экономия в 3,5 кг меди.
Ещё один способ удешевления продукции – изготовление токопроводящей жилы из некачественного сырья. При добавлении дешёвых примесей снижается токопроводность, следовательно, расчёты длины кабеля должен быть изменены.
Определение диаметра в бытовых условиях
Необходимость узнать точный диаметр возникает только в 2 двух случаях – на внешней стороне нет маркировки или отсутствие условно контрольных предметов с известным сечением (фитинги, переходники). По маркировке можно определить все параметры – назначение, материал изготовления, толщину стенки. С помощью фитингов, переходников узнают, подходит ли конкретная труба для водоснабжения, отопления.
Сделать измерения в домашних условиях можно с помощью линейки (рулетки), штангенциркуля, микрометра. От этого зависит точность полученных результатов. Можно использовать другие средства – нитку, коробку спичек или любой предмет, габариты которого известны и не превышают сечение трубопровода.
Как замерить с помощью штангенциркуля?
Это универсальный измерительный прибор, с помощью которого можно узнать все размеры трубопровода.
Помимо максимального и минимального значения отличаются способами снятия результатов:
- В нониусных (ШЦ) миллиметры нанесены на основной шкале, а доли мм на вспомогательной. При движении штанги указатель останавливается на определенном значении.
- Циферблатные (ШЦК) нужны для более точных замеров. Доли мм показывает круговая шкала, соединенная со штангой зубчатой передачей. В цифровых (ШЦЦ) значение выводится на ж/к экран.
Как замерять внутренний диаметр труб с помощью штангенциркуля:
- Очистить внутреннюю поверхность от грязи, пыли.
- Перевести губки штанги в нулевое положение.
- Установить их в отверстие.
- Развести губки до упора, стараясь получить максимальное значение.
Для замера наружного сечения нужно развести губки штангенциркуля и поместить их между трубопроводом. Для получения точного результата необходимо немного надавить. Повторить процедуру 2-3 раза.
Перед началом работ рекомендуется проверить точность показаний штангенциркуля, сняв размеры стандартного объекта с известными габаритами или сечением.
Измеряем микрометром
Трубный микрометр удобен для быстрого снятия показаний наружных габаритов. Если необходимо узнать внутренний диаметр, следует померить толщину стенки. В отличие от штангенциркуля большинство моделей микрометров дают более точные результаты, средний показатель погрешности – 3-5 мкм.
Применение микрометра
Порядок проведения внутренних замеров:
- Установить трубу между пяткой и шпинделем, снять показания.
- Также узнать толщину стенки.
- От внешних габаритов отнять 2 показания толщины.
Недостаток прибора – ограничение по максимальным размерам. Для увеличения точности применяют специальные насадки. При выполнении расчетов к полученным показателям необходимо прибавить размеры насадок.
Лазерные датчики
Принцип работы лазерных датчиков основан на сканировании лучом лазера поверхности. Скорость возврата излучения на фотоприемник определяет прошедшее расстояние. Для повышения точности рабочая головка вращается, что дает возможность делать большое количество измерений в секунду. Подобные приборы используются только в массовых производствах, где важен контроль однородности толщины стенки на определенной длине.
Принцип работы трубных лазерных датчиков:
- Измерительная часть прибора помещается вовнутрь полости.
- Фиксация с помощью роликов-зажимов.
- Несколько серий измерений на различных участках магистрали.
- Сверка данных.
Преимущество метода — максимальная точность и возможность проводить замеры на различных глубинах, дистанционно. Недостаток — дорогое оборудование. Оно применяется только в процессе изготовления или при больших количествах используемых труб, где важна точность.
Измерение диаметра трубы лазерным датчиком
Все о диаметре арматуры
Изготовители арматуры нередко используют изношенное оборудование, и арматура получается несколько больше требуемого диаметра.
Изготовители арматуры нередко используют изношенное оборудование, и арматура получается несколько больше требуемого диаметра. По допускам она проходит, и общий тоннаж соответствует, а в пересчете на погонные метры образуется нехватка. В поисках этих метров теряется время, проект останавливается и остается ощущение обмана.
Пытаясь определить диаметр арматуры, следует учесть, что форма сечения арматурного стержня больше напоминает эллипс, нежели ровный круг. Поэтому измеряя пруток в разных местах, человек получает ряд чисел. К тому же проводя измерения по телу прутка и по ребрам, разбег в показателях получается в несколько миллиметров.
Это вносит путаницу в расчеты.
Как определить диаметр арматуры?
Размер следует смотреть в сопроводительных документах. В них производители проставляют так называемый номинальный диаметр арматуры, его называют номером арматуры. Этот показатель говорит о том, какого размера был прут, из которого сделан данный кусок арматуры (учитывая некоторые допущения).
То есть, номер профиля исходной заготовки сопоставим с номинальным диаметром готового продукта. В итоге можно сделать следующее (понадобится штангенциркуль):
- Измерить тело прутка.
- Измерить диаметр выступающих ребер.
- Суммировать показатели и разделить результат на 2.
Многие так и поступают. Получают среднее число, которое всех устраивает.
Вариант непрофессиональный, на бытовом уровне срабатывает, поскольку профессионалы таких вопросов не задают. При таких вычислениях уместны выражения: «максимальный диаметр арматуры» и «минимальный диаметр арматуры».
Это как раз те два показателя, которые получились при замерах тела и ребра стержня.
Используя эти цифры, была разработана таблица, в которой прописано какие минимальные и максимальные размеры, какому номинальному диаметру арматуры соответствуют.
Диаметр арматуры. Таблица соотношений диаметров
| номинальный диаметр | максимальный диаметр | минимальный диаметр |
| 6 мм. | 6,57 мм. | 5,57 мм. |
| 7 мм. | 7,75 мм. | 6,75 мм. |
| 8 мм. | 9 мм. | 7,5 мм. |
| 9 мм. | 10 мм. | 8,5 мм. |
| 10 мм. | 11,3 мм. | 9,3 мм. |
| 12 мм. | 13,5 мм. | 11 мм. |
| 14 мм. | 15,5 мм. | 13 мм. |
Вес арматуры
При продаже арматуры цена указывается за тонну изделия. Начиная немасштабное строительство человек, высчитывает метраж прута, требуемый для осуществления проекта.
Всякая арматура соответствующая ГОСТу имеет довольно точные показатели веса в расчете на 1 погонный метр прута. Эти данные также занесены в таблицу и активно используются на металлобазах.
Соотношение минимального, максимального и номинального диаметров соответствует конкретному весовому показателю. Это помогает определить вес арматуры по диаметру.
Диаметр арматуры для фундамента
Подготовив траншею для размещения в нем опорного основания строящегося объекта, приходит время рассчитать нужный диаметр арматуры. Можно, конечно, взять прут потолще и количеством побольше. Но это повысит затраты на материалы и оставит впечатление самодеятельности.
Лучше сделать по науке
К тому же для этого есть все необходимое. И прежде всего таблица.
| № арматуры | Количество стержней и площадь поперечного сечения | |||||
| 1 шт. | 2 шт. | 3 шт. | 4 шт. | 5 шт. | 6 шт. | |
| 6 | 28,3 мм2 | 57 мм2 | 85 мм2 | 113 мм2 | 141 мм2 | 170 мм2 |
| 8 | 50,3 мм2 | 101 мм2 | 151 мм2 | 201 мм2 | 251 мм2 | 302 мм2 |
| 10 | 78,5 мм2 | 157 мм2 | 236 мм2 | 314 мм2 | 393 мм2 | 471 мм2 |
| 12 | 113,1 мм2 | 226 мм2 | 339 мм2 | 452 мм2 | 565 мм2 | 679 мм2 |
Нужно измерить будущий фундамент и вычислить площадь его сечения. Если взять высоту и ширину в 600 и 500 мм. Перемноженные показатели дадут результат в 300 000 мм2. Для такого фундамента площадь сечения арматурных прутьев от площади сечения фундамента будет 0,1 %. То есть, 300 000 : 100 х 0,1 = 300 мм2. Это площадь сечения всех прутьев. Ближайшие показания в таблице предлагают величину в 302 мм2. Что соответствует 6 стержням № 8. Поперечная арматура может быть меньшей толщины, но не менее 6 мм. Лучше взять те же 8 мм. Используя таблицы можно эффективно рассчитать параметры будущего фундамента и не понести лишние расходы.
Уведомления о новых продуктах
Хочу получать
Как проверить штангенциркуль на точность?
Задавая вопрос, как пользоваться старым штангенциркулем, помним, что правильные результаты получится снять только с проверенного инструмента
Раз в год профессиональные штангенциркули отдают на проверку, а перед использованием даже в домашних условиях лучше обратить внимание на основные возможные неточности
Первым делом проверяют совпадение нулевой черты и наличие просвета между сдвинутыми губками.
На ровной поверхности проверяют нулевую черту на глубиномере.
Важно, чтобы каретка подвижной губки не перемещалась под наклоном штангенциркуля.
В электронной модели многое зависит от вовремя произведенной смены источника питания.
Неплохо узнать и класс точности штангенциркуля, так как определить некоторые замеры иногда нужно максимально достоверно. Первый тип относится к так называемым бытовым штангенциркулям, когда хватает отсчета в 0,1 мм
Для более точных измерений нужны инструменты второго и третьего типа, где значение отсчета уже 0,05-0,01 мм.
Технология
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
Из каких основных частей состоит штангенциркуль?
Сколько измерительных шкал имеет штангенциркуль?
Какие измерения можно выполнять с помощью штангенциркуля?
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как можно измерить диаметр подручными приспособлениями
В случае, если под рукой не имеется специализированного инструмента, а диаметр трубы измерить все-таки нужно, можно освежить в памяти школьную формулу для определения длины окружности. Вот она: С = «пи» х d. Где:
- С – это и есть длина окружности;
- «Пи» — число с фиксированным значением, для удобства оно берется равным за 3,14;
- D – диаметр окружности.
Следовательно, для того, чтобы измерить диаметр трубы, понадобится значение C (длина окружности) разделить на 3,14. Но таким образом получится измерить лишь наружный диаметр трубы.
Для определения длинны окружности достаточно обычной швейной ленты.
Берется обыкновенная строительная рулетка, либо портновский измерительный сантиметр, затем он обматывается на один оборот вокруг трубы. Нужно внимательно следить за тем, чтобы лента не перекашивалась, а ложилась максимально ровно поперек трубы. Когда замеры будут произведены, останется лишь выполнить описанные выше вычисления. К примеру, если получилось, что длина окружности составляет 12 сантиметров, то, разделив 12 на 3,14, получается результат – 3,8 сантиметра. Кстати, подобным образом можно замерить диаметр не только трубы, но и любого другого круглого объекта. Если даже рулетки нет под рукой, то можно использовать не слишком толстый шнур, либо нить. Достаточно будет лишь обернуть трубу нитью – и затем приложить ее к линейке. В случае, если необходимо получить более точные значения, то число «пи» можно взять не за 3,14, а за 3,1416.
Например, если было указано, что диаметр трубы составляет 2,4 дюйма, то, умножив это число на 2,54, можно получить результат – 6,096 см. Если же нужно проделать обратный перевод, то значение, выраженное в сантиметрах, делится на 2,4. Вышеуказанный результат в 3,8 см будет в дюймах составлять 1,49.
Способы измерения диаметра провода
Для того, чтобы рассчитать площадь поперечного сечения проводника необходимо знать его точный диаметр. Существует несколько способов измерения диаметра провода. К ним относятся измерения:
- При помощи штангенциркуля: для этого нужно понимать принцип работы штангенциркуля и уметь снимать показания с его шкал. В этом случае упростить измерения позволяет использование электронного измерительного прибора – он покажет точное значение диаметра на своем экране.
- С использованием микрометра: показания данного прибора немного точнее, чем у механического штангенциркуля, но он также требует некоторых навыков для снятия правильных и точных показаний.
- С помощью обычной линейки: данный способ подходит тем, кто не имеет в своем арсенале таких измерительных приборов, как штангенциркуль или микрометр. Измерение диаметра проводника с использованием линейки не будет достаточно точным, но примерно оценить диаметр будет возможно.
Для измерения диаметра проводника в первую очередь его зачищают ножом или стриппером от изоляции. Далее, если используется микрометр или штангенциркуль, жилу провода плотно зажимают между губок прибора и определяют размер проводника по шкалам устройства. При использовании линейки изоляция снимается на расстояние 5-10 см и жила наматывается на отвертку. Витки проводника должны плотно прижиматься друг к другу (ориентировочно 8-20 витков). Далее измеряется длина намотанного участка и полученное значение делится на количество витков – получится более или менее точное значение диаметра.
Как работает цифровой штангенциркуль?
Существует три модификации штангенциркуля, их разделили по способу снятия размеров.
- Простейшими нониусными моделями можно пользоваться для домашних нужд. Целые значения снимаются со штанги, доли определяют по нониусу — это основные правила, как пользоваться штангенциркулем.
- Механический принцип замера используется в циферблатных моделях. Через зубчатую передачу со шкалы штанги доли миллиметра переносятся на циферблат, целые значения берутся со штанги.
- Самым удобным и точным считается цифровой вариант, где все результаты получают с экрана дисплея. Сама электронная часть может настраиваться, пользоваться еще удобнее.
Чтобы понять, как пользоваться, следует разобраться с тем, как устроен цифровой штангенциркуль. В основе работы используется цифровой емкостный нониус: внутри устройства емкостная матрица, несколько пластин, основными из них являются статор и ползунок. При снятии расчетов они выводятся на дисплей, статор располагается на механической линейке, а ротор — под самим дисплеем.
https://youtube.com/watch?v=7CsvxNz6K50%250D
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента. Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
- Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги. На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой. Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр. Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у непрограммируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Блок: 1/4 | Кол-во символов: 269
Источник: https://tehnouzel.ru/izmeritelnyy-instrument/kak-polzovatsya-shtangencirkulem.html
Что такое штангенциркуль и для чего он нужен
Из-за своей простоты и лёгкости применения данный инструмент довольно распространен в быту. Им можно измерить диаметр сверла, узнать глубину выемки в стене для выбора самореза, измерить любую деталь при ремонте и изготовлении оборудования. Несмотря на достаточно простое устройство, точность штангенциркуля достаточно высока, а погрешности при правильной работе и уходе исключена.
При помощи данного механизма удаётся получить размеры любого предмета, причём, снятые как с его внешней, так и с внутренней сторон
Интересно, что прибор практически не менялся многие десятилетия , и его механические аналоги до сих пор пользуются популярностью. Кстати, если вы сомневаетесь в точности прибора, — зря! У некоторых моделей штангенциркулей имеется возможность измерения деталей вплоть до сотых тысячных миллиметров.
Блок: 2/8 | Кол-во символов: 851
Источник: https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулем
Блок: 2/5 | Кол-во символов: 458
Источник: http://StankiExpert.ru/tehnologicheskaya-osnastka/instrument/kak-polzovatsya-shtangencirkulem.html
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Блок: 3/4 | Кол-во символов: 1401
Источник: https://tehnouzel.ru/izmeritelnyy-instrument/kak-polzovatsya-shtangencirkulem.html
Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой.
Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр.
Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у не программируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.
Блок: 2/5 | Кол-во символов: 4354
Источник: https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D0%BF%D0%BE%D0%BB%D1%8C%D0%B7%D0%BE%D0%B2%D0%B0%D1%82%D1%8C%D1%81%D1%8F-%D1%88%D1%82%D0%B0%D0%BD%D0%B3%D0%B5%D0%BD%D1%86/
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Блок: 2/6 | Кол-во символов: 1133
Источник: https://instrumentiks.ru/sovety/kak-polzovatsya-shtangentsirkulem
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
фото:наружное и внутреннее измерение поверхности штангенциркулем
фото:измерение глубины штангенциркулем
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
фото:показания штангенциркуля
а)6,45 мм;б)1,65 мм
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Существуют нониусы, которые показывают сотые доли миллиметров. Принцип измерения в них очень схож. Главное, чтобы фиксирующий элемент всегда был в рабочем состоянии, иначе невозможно будет получить точные данные, так как положение измерительного прибора будет постоянно сбиваться.
Как правильно хранить инструмент
Знаний как пользоваться штангенциркулем оказывается недостаточно, так как нужно знать правила хранения и ухода за инструментом. Лучше всего хранить инструмент в футляре, в котором он и поставляется. В любом случае, это должно быть темное сухое место, куда не попадает пыль, опилки и прочие предметы. С учетом того, что все модели делаются из металла, нежелательны контакты с влагой и скопление конденсата. Не следует допускать ударов и царапин, которые могут деформировать инструмент и снизить точность измерения. При каждом использовании требуется протирать поверхность сухой тряпкой. Аккуратное обращение позволяет пользоваться им на протяжении многих лет и даже десятилетий.
фото:хранение штангенциркуля в футляре
Блок: 3/3 | Кол-во символов: 3886
Источник: http://www.metalstanki.com.ua/izmeritelnyj-instrument/kak-pravilno-polzovatsja-shtangencirkulem
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Блок: 4/5 | Кол-во символов: 2886
Источник: https://InstrumentyvDom.ru/izmeritelnyj/kak-pravilno-izmeryat-shtangentsirkulem
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть. Если они не совпадают, то измерения будут неточными
- Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Блок: 4/11 | Кол-во символов: 1436
Источник: https://moiinstrumentu.ru/merjaem-shtangencirkulem-vse-chto-nado-znat.html
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Блок: 5/6 | Кол-во символов: 663
Источник: https://instrumentiks.ru/sovety/kak-polzovatsya-shtangentsirkulem
Процесс измерений
Как пользоваться штангенциркулем? При всей своей кажущейся простоте он является высокоточным прибором. Его следует хранить и использовать в определённых условиях температуры и относительной влажности. Заявляемая точность гарантируется, если температура при которой производятся измерения, находится в пределах 20±10 °С, при относительной влажности 65±5%. Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Пример: перед началом измерения губки сводят до полного соприкосновения, и устанавливают степень их прилегания друг к другу: основная и нониусная отсчётные шкалы должны совпадать. При вводе изделия в зазор между губками до плотного контакта, микрометрическим винтом фиксируют рамку и считывают результат. Сначала по верхней рамке определяют основное число, а затем, по нониусу – его мантиссу.
Как пользоваться шкалой штангенциркуля? Характерная особенность нониуса – то, что количество делений на нём всегда на единицу меньше. Недостающее деление и определяет точность инструмента.
После окончания всех измерений кромки следует тщательно очистить, протереть мягкой фланелью, а, при хранении – смазать маслом малой вязкости.
Как пользоваться штангенциркулем с циферблатной отсчётной головкой? Здесь результат мантиссы считывается по показаниям стрелки, а основной – как и в предыдущем случае – по основной шкале штанги.
Как использовать измерительный инструмент электронного типа? На корпусе измерительной головки имеются две кнопки: для сброса нуля предыдущих показаний, и для начала/окончания проведения замера. Поочерёдно оперируя этими кнопками, выполняют требуемые измерения. Перед началом использования следует проверить уровень напряжения, т.к. при разряженной батарее прибор либо ничего не будет показывать, либо давать недостоверный результат.
Процедура измерения не зависит от точности нониуса: как пользоваться штангенциркулем 0,1 мм, так и применять шкалу 0,05 мм – приёмы однотипны. То же касается вопросов: как пользоваться штангенциркулем 0,05 мм, и как пользоваться штангенциркулем 0,02 мм. Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.
Блок: 5/5 | Кол-во символов: 2197
Источник: http://StankiExpert.ru/tehnologicheskaya-osnastka/instrument/kak-polzovatsya-shtangencirkulem.html
Почему возникают ошибки при измерениях
Ошибки чаще всего возникают из-за неровного положения измеряемой детали относительно губок прибора. Очень часто неопытные мастера пытаются проводить измерения внутреннего диаметра внешними губами и наоборот. Эти проблемы решаются просто – навыками и опытом работы.
Важно! Перед началом измерений не забудьте откалибровать штангенциркуль. На электронном инструменте предусмотрена специальная кнопка – «zero», или ноль.
В механическом просто ослабьте винты и сведите прибор в исходное положение и снова закрепите
Некоторые ошибки могут возникнуть из-за физического износа прибора – искривления его рамки или потери винта. В этом случае произвести какие-либо точные измерения не представляется возможным.
Блок: 7/8 | Кол-во символов: 736
Источник: https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Блок: 4/5 | Кол-во символов: 2886
Источник: https://InstrumentyvDom.ru/izmeritelnyj/kak-pravilno-izmeryat-shtangentsirkulem
Как измерить внутренний диаметр штангенциркулем с циферблатом
Принцип измерения внутреннего диаметра заготовок, например гайки, шайбы, кольца и прочих подобных деталей, заключается в том, что используются другие губки на инструменте, которые расположены в верхней части. При их разведении упоры располагаются не внутри, как при измерении внешних размеров, а снаружи. Принцип измерения следующий:
- В одну руку нужно взять деталь, а во вторую штангенциркуль
- Поместить губки внутри отверстия измеряемой детали. Причем делать это необходимо так, чтобы они расположились в центре заготовки
- Развести их до упора к стенкам заготовки, и зафиксировать результат при помощи стопорного винта
- Далее производятся исчисления. Для нониусного устройства принцип выявления показаний аналогичен, как при измерениях толщины детали. Если используется стрелочный (циферблатный) штангенциркуль, тогда показания определяются следующим способом: целое значение выявляется по основной шкале, как и в случае с нониусным прибором, а десятые и даже сотые доли миллиметров показывает стрелка на циферблате. Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Если размер отверстия маленький, и губки не удается поместить в нем, тогда необходимо использовать линейку или же маленький штангенциркуль.
Это интересно! Стрелочные штангенциркули не получили широкой популярности, так как они имеют достаточно чувствительный механизм, который часто выходит из строя при малейших механических воздействиях. Учитывая их высокую стоимость, то проще купить нониусный прибор.
Блок: 7/11 | Кол-во символов: 1593
Источник: https://moiinstrumentu.ru/merjaem-shtangencirkulem-vse-chto-nado-znat.html
Как хранить инструмент
Лучше всего хранить штангенциркуль в специальном кейсе для инструмента. Обычно он защищен специальными прокладками. В этом случае, даже если вы уроните чемоданчик, инструмент не пострадает.
После каждого измерения прибор следует обязательно убирать в коробку
Для профилактического очищения прибор вынимают из кейса, ослабляют зажимы, насколько это возможно, раздвигая лапки, протирая все измерительные и подвижные элементы.
Если у вас остались вопросы по работе с прибором, то следующее видео поможет ответить на них.
Предыдущая
Бытовая техника? Тепловизор для обследования зданий и сооружений: ловим тепло правильно
Следующая
Бытовая техника⚙ Замена подшипника в стиральной машине: как сэкономить на вызове мастера
Блок: 8/8 | Кол-во символов: 731
Источник: https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html
Как померить глубину цифровым прибором
Рассмотрим особенности измерений глубины штангенциркулем цифрового типа. Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
- Выдвинуть планку путем перемещения подвижной рамки
- Утопить ее внутри заготовки до соприкосновения торцевой части планки с дном
- Торцевая часть неподвижной части инструмента должна упереться при этом в верхнюю часть заготовки (этот момент нужно учесть обязательно, так как от него зависит точность показаний)
- Произвести соответствующие исчисления по шкале. Если в руках цифровой инструмент, то результаты будут выведены на дисплей автоматически в миллиметрах. Для нониусных и стрелочных приборов отчисления значений выполняется по инструкции, как описано выше
Как пользоваться штангенциркулем, многие не знают, даже если приходится сталкиваться с такой необходимости практически ежедневно. На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс. Особенности измерений штангенциркулями показано на видео ниже.
Блок: 8/11 | Кол-во символов: 1211
Источник: https://moiinstrumentu.ru/merjaem-shtangencirkulem-vse-chto-nado-znat.html
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
Блок: 10/11 | Кол-во символов: 1406
Источник: https://moiinstrumentu.ru/merjaem-shtangencirkulem-vse-chto-nado-znat.html
Как увеличить срок службы
Разобравшись с тем, как измерять штангенциркулем, надо выяснить еще особенности ухода за инструментом. Изготавливают инструмент из нержавеющей стали, поэтому служить он будет долго. Многие производители экономят на изготовлении, поэтому уже через несколько лет применения прибора на нем возникают некоторые признаки коррозионного воздействия. Чтобы предотвратить появление коррозии на поверхности измерительного прибора, следует хранить его в сухом и теплом месте. Особенно это актуально для приборов с электронным дисплеем, в которых быстро садится элемент автономного питания при хранении устройства с температурными показателями ниже +5 градусов.
Обычно «штангели» продаются совместно с чехлами — пластиковые, деревянные и прочие, которые исключат негативные воздействия на инструмент. Если на прибор попадает пыль, грязь и прочие засорения, то их необходимо удалять, к примеру, продувочным пистолетом. Необходимо также смазывать моторным маслом подвижный элемент, что позволит продлить срок службы устройства. При выборе штангенциркулей нужно учитывать их качество, и не покупать самые дешевые варианты, так как они не только имеют высокую погрешность, но еще и малый срок службы.
Блок: 11/11 | Кол-во символов: 1208
Источник: https://moiinstrumentu.ru/merjaem-shtangencirkulem-vse-chto-nado-znat.html
Количество использованных доноров: 8
Информация по каждому донору:
- http://www.metalstanki.com.ua/izmeritelnyj-instrument/kak-pravilno-polzovatsja-shtangencirkulem: использовано 2 блоков из 3, кол-во символов 4689 (13%)
- https://instrumentiks.ru/sovety/kak-polzovatsya-shtangentsirkulem: использовано 2 блоков из 6, кол-во символов 1796 (5%)
- https://InstrumentyvDom.ru/izmeritelnyj/kak-pravilno-izmeryat-shtangentsirkulem: использовано 3 блоков из 5, кол-во символов 6267 (18%)
- https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html: использовано 4 блоков из 8, кол-во символов 3631 (10%)
- https://moiinstrumentu.ru/merjaem-shtangencirkulem-vse-chto-nado-znat.html: использовано 6 блоков из 11, кол-во символов 9066 (26%)
- https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D0%BF%D0%BE%D0%BB%D1%8C%D0%B7%D0%BE%D0%B2%D0%B0%D1%82%D1%8C%D1%81%D1%8F-%D1%88%D1%82%D0%B0%D0%BD%D0%B3%D0%B5%D0%BD%D1%86/: использовано 2 блоков из 5, кол-во символов 4962 (14%)
- https://tehnouzel.ru/izmeritelnyy-instrument/kak-polzovatsya-shtangencirkulem.html: использовано 2 блоков из 4, кол-во символов 1670 (5%)
- http://StankiExpert.ru/tehnologicheskaya-osnastka/instrument/kak-polzovatsya-shtangencirkulem.html: использовано 2 блоков из 5, кол-во символов 2655 (8%)
Как пользоваться штангенциркулем: наглядные примеры на фото
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля.
Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу:
D=L²/(4*H)+H
Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замерять детали при работающем двигателе.
- Наносить разметочные риски на вращающиеся детали.
- Нельзя использовать инструмент не по назначению.
- Во избежание возможных повреждений инструмента, нельзя класть его на суппорт станка.
Что необходимо соблюдать
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.
- Необходимо регулярно смазывать штангенциркуль легкими маслами.
About sposport
View all posts by sposport
Как пользоваться штангенциркулем — как измерять наружный и внутренний диаметр, подшипник, резьбу?
Вопрос, как пользоваться штангенциркулем, актуален для каждого домашнего мастера, ведь этот измерительный прибор выручает практически в любой ситуации. С его помощью можно определить основные размеры всех деталей, подобрать нужную исходя из сделанных замеров. Правильный уход за прибором обеспечит долговечность и точность в работе.
Как выглядит штангенциркуль?
Универсальный и незаменимый, проверенный не одним поколением домашних мастеров, метрический прибор внешне немного напоминает молоток, скрещенный с линейкой. Перед тем, как выбрать штангенциркуль, следует знать следующее: модификаций несколько, но все они состоят из одного набора конструктивных особенностей.
- Штанга или измерительная линейка, на которой нанесена шкала разметки. Стандартной считается длина 150 мм, она же определяет максимальную величину измерения. Для замеров с большим значением есть специальные штангенциркули с более длинной измерительной линейкой.
- Подвижная часть штангенциркуля — измерительная рамка. Она перемещается вдоль по измерительной линейке. За счет пружины внутри рамка плотно прижимается к штанге, а специальный винт фиксирует ее на нужном положении. На самой рамке нанесена шкала нониуса, на ней определяют десятые и сотые доли миллиметра.
- На штанге жестко закреплены неподвижные губки штангенциркуля. Эта часть предназначена для определения внешних размеров, ее рабочая поверхность расположена внутри.
- Подвижные губки размещены с другой стороны штанги и предназначены для измерения внутреннего размера. Рабочая поверхность расположена снаружи.
- С двигающейся рамкой жестко соединена выдвижная планка, с помощью которой определяют глубину.
Как работает цифровой штангенциркуль?
Существует три модификации штангенциркуля, их разделили по способу снятия размеров.
- Простейшими нониусными моделями можно пользоваться для домашних нужд. Целые значения снимаются со штанги, доли определяют по нониусу — это основные правила, как пользоваться штангенциркулем.
- Механический принцип замера используется в циферблатных моделях. Через зубчатую передачу со шкалы штанги доли миллиметра переносятся на циферблат, целые значения берутся со штанги.
- Самым удобным и точным считается цифровой вариант, где все результаты получают с экрана дисплея. Сама электронная часть может настраиваться, пользоваться еще удобнее.
Чтобы понять, как пользоваться, следует разобраться с тем, как устроен цифровой штангенциркуль. В основе работы используется цифровой емкостный нониус: внутри устройства емкостная матрица, несколько пластин, основными из них являются статор и ползунок. При снятии расчетов они выводятся на дисплей, статор располагается на механической линейке, а ротор — под самим дисплеем.
Как работать штангенциркулем?
Перед тем, как пользоваться, всегда следует проверить штангенциркуль визуально, оценить его механическое состояние. Если подвижные детали перекошены, имеются зазубрины или явные царапины с ржавыми участками, пользоваться таким прибором нельзя. Показания будут неточными. Перед тем, как мерить штангенциркулем что-либо, необходимо взглянуть на расположение деталей: торцы штанги с линейкой после совмещения губок обязательно должны совпасть. Сама шкала должна оставаться чистой, все цифры на ней должны быть хорошо видными.
Как измерить диаметр штангенциркулем?
Чаще данным измерительным прибором приходится пользоваться для определения внешних параметров трубчатых элементов. Губки штангенциркуля разводят и помещают между ними измеряемую деталь. Перед тем, как измерять штангенциркулем внешний диаметр, следует правильно расположить его относительно детали: плоскость губок должна соприкоснуться с диаметрально противоположными сторонами трубы, найти эти точки можно ориентируясь на максимальные показания.
Как замерить внутренний диаметр штангенциркулем?
Измерения внутреннего диаметра проводят при помощи вторых губок штангенциркуля, рабочая поверхность которых расположена по наружной стороне. Далее следует развести детали штангенциркуля внутри трубы. Ответ на вопрос, как мерить внутренний диаметр штангенциркулем, полностью противоположен измерениям наружной части. Мы ищем минимальный показатель, стараясь держать прибор ровно.
Обращаем внимание на особенность некоторых моделей штангенциркуля: не всегда губки смыкаются до нуля, имея собственную толщину. Это всегда будет выбито на приборе. При снятии значения внутреннего диаметра к полученным результатам со шкалы нониуса добавляют собственную толщину. Посему всегда следует смотреть на шкалу внимательно перед работой: риска может стоять и на нулевой отметке, но указано там 10 мм.
Как измерить глубину штангенциркулем?
Если модель штангенциркуля имеет глубиномер, он поможет определить глубину отверстия или другие внутренние размеры, высоту выступа. Есть всего несколько основных шагов в вопросе, как правильно мерить штангенциркулем.
- Если нужно узнать глубину отверстия, пользуются следующими рекомендациями, как пользоваться штангенциркулем: выдвигают сам глубиномер и помещают его внутрь измеряемой детали.
- Важно прикасаться к внутренним краям детали, линейку держать вплотную со стенками.
- Когда правильное положение выбрано, следует выдвинуть торец штанги на измерительную планку до упора к верхнему краю детали, которую нужно измерить.
Как измерить штангенциркулем доли миллиметра?
Чтобы получить полное значение, следует сложить воедино данные с основной и вспомогательной шкалы. Вспомогательная покажет доли миллиметра. Рекомендации, как правильно измерять штангенциркулем то или иное значение.
- По шкале штанги в направлении слева направо фиксируют целые значения. Нулевой штрих нониуса в данном случае является указателем.
- Определить доли немного сложнее. На шкале нониуса ищем штрих, максимально совпадающий со штрихом на основной шкале. Умножаем порядковый номер выбранного штриха нониуса на цену деления шкалы. Нулевой штрих не учитываем.
- Когда нулевой штрих нониуса совпадает с одним из штрихов на основной шкале, значение будет целым без долей миллиметра.
Как определить резьбу штангенциркулем?
Крепеж или соединительные детали имеют несколько характеристик, которые можно измерить штангенциркулем и тем самым подобрать нужный размер.
- Если имеется болт и стоит вопрос, как определить шаг резьбы штангенциркулем, нужно воспользоваться глубиномером. Сначала фиксируют высоту стержня, далее подсчитывают количество витков. Разница значений дает отношение неизвестного шага к внешнему диаметру. Последнее значение измеряется подвижными губками штангенциркуля. Если крепеж очищен от загрязнений, можно просто определить расстояние между смежными вершинами.
- Если болт полностью утоплен в гайку, допускается снятие размера головки под ключ. Далее можно пользоваться стандартными таблицами, чтобы определить типоразмер крепежа.
Как измерить подшипник штангенциркулем?
Штангенциркулем можно пользоваться для определения нужного подшипника, придется узнать несколько параметров.
- Первым делом определяют наружный диаметр детали.
- Затем нужен ее внутренний диаметр. Делать это следует в такой же последовательности, как измерять с помощью штангенциркуля любой иной внутренний размер.
- Третий замер делают неподвижными губками штангенциркуля — определяют ширину подшипника.
- Последняя характеристика — тип самого подшипника, роликовый или шариковый. Все эти размеры помогут найти в типовой таблице нужную деталь.
Как измерить сечение кабеля штангенциркулем?
Замена или ремонт кабеля усложняется для домашнего мастера наличием специального изоляционного слоя из пластика. Если срезать эту часть и оголить сам провод, можно получить реальные размеры. Посему вопрос, как научиться пользоваться штангенциркулем, актуален всегда: умение правильно его применять поможет подобрать практически любую деталь.
- Замерить толщину провода лучше в нескольких участках, чтобы получить максимально правильное значение в итоге.
- Далее возвращаемся к школьному курсу геометрии, и вспоминаем формулу для нахождения площади круга. В нашем случае она работает для определения сечения кабеля.
- Для получения результата следует измеренный диаметр возвести в квадрат и умножить на 0,785. Это упрощенная формула, без подстановки числа π.
Как измерить шаг цепи штангенциркулем?
Способ измерения параметра шага цепи, как расстояние между двумя односторонне смещенными роликами вдоль оси. Вопрос, как измерить цепь штангенциркулем, можно заменить нахождением длины отрезка, равного двум диаметрам. На деле все очень просто: неподвижную губку штангенциркуля фиксируют и двигают в одном направлении только подвижную губку, захватывая по одному ролику. Для этого удобно использовать цифровой штангенциркуль. После снятия первого результата обнуляют, захватывают подвижной губкой второй ролик и вновь снимают показания.
Как проверить штангенциркуль на точность?
Задавая вопрос, как пользоваться старым штангенциркулем, помним, что правильные результаты получится снять только с проверенного инструмента. Раз в год профессиональные штангенциркули отдают на проверку, а перед использованием даже в домашних условиях лучше обратить внимание на основные возможные неточности.
- Первым делом проверяют совпадение нулевой черты и наличие просвета между сдвинутыми губками.
- На ровной поверхности проверяют нулевую черту на глубиномере.
- Важно, чтобы каретка подвижной губки не перемещалась под наклоном штангенциркуля.
- В электронной модели многое зависит от вовремя произведенной смены источника питания.
- Неплохо узнать и класс точности штангенциркуля, так как определить некоторые замеры иногда нужно максимально достоверно. Первый тип относится к так называемым бытовым штангенциркулям, когда хватает отсчета в 0,1 мм. Для более точных измерений нужны инструменты второго и третьего типа, где значение отсчета уже 0,05-0,01 мм.
Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль.
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже.
Измерения нужно произвести с точностью до десятых миллиметра.
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16″-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2″-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4″ | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4″ | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16″-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8″ | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8″ | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | 3/4″-16 | ||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2″ | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2″ | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8″-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8″ | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4″ | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4″ | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16″-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16″-12 | ||||
| 29,6-29,9 | 28,2-28,6 | 1,5 | M30x1,5 | ||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1″ | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16″-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1″ | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8″-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4″ | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4″ | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8″-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2″ | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2″ | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2″ | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2″ | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2″-12 |
⇒Основные стандарты резьбы
⇒Обозначение резьбы
⇒Бланк заказа РВД
% PDF-1.4 % 633 0 объект> эндобдж xref 633 815 0000000016 00000 н. 0000022064 00000 н. 0000016933 00000 п. 0000022441 00000 п. 0000022586 00000 п. 0000022629 00000 п. 0000022677 00000 п. 0000022725 00000 п. 0000022773 00000 п. 0000022816 00000 п. 0000022859 00000 п. 0000022902 00000 п. 0000022945 00000 п. 0000022988 00000 п. 0000023031 00000 п. 0000033500 00000 п. 0000033546 00000 п. 0000033592 00000 п. 0000033638 00000 п. 0000033684 00000 п. 0000033730 00000 п. 0000033776 00000 п. 0000033822 00000 н. 0000033868 00000 п. 0000033914 00000 п. 0000033960 00000 п. 0000034006 00000 п. 0000034052 00000 п. 0000034098 00000 п. 0000034144 00000 п. 0000034190 00000 п. 0000034236 00000 п. 0000034282 00000 п. 0000034328 00000 п. 0000034374 00000 п. 0000034420 00000 п. 0000034466 00000 п. 0000034512 00000 п. 0000034558 00000 п. 0000034604 00000 п. 0000034650 00000 п. 0000034696 00000 п. 0000034742 00000 п. 0000034788 00000 п. 0000034834 00000 п. 0000034880 00000 п. 0000034926 00000 п. 0000034973 00000 п. 0000035019 00000 п. 0000035065 00000 п. 0000035111 00000 п. 0000035158 00000 п. 0000035204 00000 п. 0000035250 00000 п. 0000035296 00000 п. 0000035342 00000 п. 0000035388 00000 п. 0000035435 00000 п. 0000035481 00000 п. 0000035527 00000 п. 0000035573 00000 п. 0000035620 00000 п. 0000035667 00000 п. 0000035714 00000 п. 0000035760 00000 п. 0000035807 00000 п. 0000035853 00000 п. 0000035899 00000 н. 0000035946 00000 п. 0000035993 00000 п. 0000036039 00000 п. 0000036085 00000 п. 0000036131 00000 п. 0000036177 00000 п. 0000036223 00000 п. 0000036269 00000 п. 0000036346 00000 п. 0000036392 00000 п. 0000036438 00000 п. 0000036484 00000 п. 0000036530 00000 н. 0000036576 00000 п. 0000036622 00000 н. 0000036668 00000 н. 0000036714 00000 п. 0000036760 00000 п. 0000036806 00000 п. 0000036852 00000 п. 0000036898 00000 п. 0000036944 00000 п. 0000036990 00000 н. 0000037036 00000 п. 0000037082 00000 п. 0000037128 00000 п. 0000037174 00000 п. 0000037220 00000 п. 0000037266 00000 п. 0000037312 00000 п. 0000038731 00000 п. 0000039978 00000 н. 0000040874 00000 п. 0000041630 00000 н. 0000042684 00000 п. 0000043711 00000 п. 0000043747 00000 п. 0000044107 00000 п. 0000045081 00000 п. 0000046401 00000 п. 0000049071 00000 п. 0000049285 00000 п. 0000049499 00000 н. 0000049797 00000 п. 0000050162 00000 п. 0000050532 00000 п. 0000050929 00000 п. 0000051332 00000 п. 0000051717 00000 п. 0000052096 00000 п. 0000052487 00000 п. 0000052770 00000 п. 0000053176 00000 п. 0000053603 00000 п. 0000054003 00000 п. 0000054358 00000 п. 0000054680 00000 п. 0000055002 00000 п. 0000055528 00000 п. 0000055859 00000 п. 0000056070 00000 п. 0000056293 00000 п. 0000056531 00000 п. 0000056784 00000 п. 0000057070 00000 п. 0000057386 00000 п. 0000057693 00000 п. 0000057997 00000 п. 0000058243 00000 п. 0000058448 00000 п. 0000058609 00000 п. 0000058826 00000 п. 0000059013 00000 п. 0000059242 00000 п. 0000059441 00000 п. 0000059637 00000 п. 0000059851 00000 п. 0000060074 00000 п. 0000060309 00000 п. 0000060535 00000 п. 0000060776 00000 п. 0000060996 00000 п. 0000061207 00000 п. 0000061433 00000 п. 0000061659 00000 п. 0000061876 00000 п. 0000062177 00000 п. 0000062526 00000 п. 0000062848 00000 н. 0000063125 00000 п. 0000063393 00000 п. 0000063667 00000 п. 0000063938 00000 п. 0000064200 00000 н. 0000064462 00000 п. 0000064730 00000 п. 0000064989 00000 н. 0000065233 00000 п. 0000065501 00000 п. 0000065790 00000 п. 0000066127 00000 п. 0000066464 00000 н. 0000066846 00000 п. 0000067225 00000 п. 0000067607 00000 п. 0000068127 00000 п. 0000068467 00000 п. 0000068819 00000 п. 0000069141 00000 п. 0000069610 00000 п. 0000069887 00000 п. 0000070185 00000 п. 0000070474 00000 п. 0000070775 00000 п. 0000071070 00000 п. 0000071377 00000 п. 0000071696 00000 п. 0000072003 00000 п. 0000072313 00000 п. 0000072605 00000 п. 0000072906 00000 н. 0000073180 00000 п. 0000073426 00000 п. 0000073622 00000 п. 0000073816 00000 п. 0000074018 00000 п. 0000074233 00000 п. 0000074582 00000 п. 0000074828 00000 п. 0000075083 00000 п. 0000075401 00000 п. 0000075669 00000 п. 0000075942 00000 п. 0000076224 00000 п. 0000076514 00000 п. 0000076803 00000 п. 0000077160 00000 п. 0000077449 00000 п. 0000077740 00000 п. 0000078035 00000 п. 0000078327 00000 п. 0000078681 00000 п. 0000078972 00000 п. 0000079266 00000 п. 0000079560 00000 п. 0000079919 00000 п. 0000080219 00000 п. 0000080513 00000 п. 0000080805 00000 п. 0000081165 00000 п. 0000081458 00000 п. 0000081751 00000 п. 0000082047 00000 п. 0000082349 00000 п. 0000082606 00000 п. 0000082857 00000 п. 0000083092 00000 п. 0000083353 00000 п. 0000083661 00000 п. 0000083990 00000 п. 0000084322 00000 п. 0000084666 00000 п. 0000084985 00000 п. 0000085290 00000 п. 0000085591 00000 п. 0000085889 00000 п. 0000086190 00000 п. 0000086484 00000 п. 0000086785 00000 п. 0000087082 00000 п. 0000087389 00000 п. 0000087696 00000 п. 0000088007 00000 п. 0000088333 00000 п. 0000088672 00000 н. 0000089009 00000 п. 0000089237 00000 п. 0000089549 00000 п. 0000089868 00000 н. 00000
00000 п. 0000090508 00000 п. 0000090827 00000 н. 0000091137 00000 п. 0000091450 00000 п. 0000091767 00000 п. 0000092085 00000 п. 0000092404 00000 п. 0000092721 00000 п. 0000093040 00000 п. 0000093354 00000 п. 0000093670 00000 п. 0000093982 00000 п. 0000094297 00000 п. 0000094613 00000 п. 0000094923 00000 п. 0000095238 00000 п. 0000095549 00000 п. 0000095865 00000 п. 0000096181 00000 п. 0000096493 00000 п. 0000096808 00000 п. 0000097113 00000 п. 0000097423 00000 п. 0000097739 00000 п. 0000098049 00000 п. 0000098365 00000 п. 0000098680 00000 п. 0000098908 00000 н. 0000099218 00000 н. 0000099562 00000 н. 0000099888 00000 н. 0000100200 00000 н 0000100483 00000 н. 0000100803 00000 н. 0000101140 00000 н. 0000101480 00000 н. 0000101828 00000 н. 0000102241 00000 п. 0000102643 00000 п. 0000103052 00000 н. 0000103393 00000 п. 0000103794 00000 н. 0000104195 00000 н. 0000104590 00000 н. 0000104921 00000 н. 0000105310 00000 п. 0000105690 00000 н. 0000106082 00000 н. 0000106408 00000 п. 0000106671 00000 н. 0000107069 00000 п. 0000107466 00000 н. 0000107871 00000 п. 0000108211 00000 п. 0000108551 00000 н. 0000108883 00000 н. 0000109262 00000 н. 0000109627 00000 н. 0000109993 00000 н. 0000110350 00000 н. 0000110661 00000 п. 0000110946 00000 н. 0000111246 00000 н. 0000111551 00000 н. 0000111833 00000 н. 0000112254 00000 н. 0000112608 00000 н. 0000112904 00000 н. 0000113229 00000 н. 0000113546 00000 н. 0000113779 00000 п. 0000114090 00000 н. 0000114521 00000 н. 0000114833 00000 н. 0000115145 00000 н. 0000115452 00000 н. 0000115881 00000 н. 0000116186 00000 н. 0000116487 00000 н. 0000116797 00000 н. 0000117222 00000 н. 0000117379 00000 н. 0000117680 00000 н. 0000117844 00000 н. 0000118148 00000 н. 0000118315 00000 н. 0000118619 00000 п. 0000118792 00000 н. 0000119095 00000 н. 0000119271 00000 н. 0000119425 00000 н. 0000119726 00000 н. 0000119905 00000 н. 0000120065 00000 н. 0000120367 00000 н. 0000120546 00000 н. 0000120710 00000 н. 0000121014 00000 н. 0000121193 00000 н. 0000121363 00000 н. 0000121669 00000 н. 0000121848 00000 н. 0000122018 00000 н. 0000122324 00000 н. 0000122503 00000 н. 0000122676 00000 н. 0000122969 00000 н. 0000123145 00000 н. 0000123318 00000 н. 0000123623 00000 н. 0000123796 00000 н. 0000123969 00000 н. 0000124269 00000 н. 0000124436 00000 н. 0000124600 00000 н. 0000124751 00000 н. 0000124915 00000 н. 0000125085 00000 н. 0000125249 00000 н. 0000125419 00000 н. 0000125596 00000 н. 0000125898 00000 н. 0000126088 00000 н. 0000126249 00000 н. 0000126432 00000 н. 0000126679 00000 н. 0000126847 00000 н. 0000127030 00000 н. 0000127268 00000 н. 0000127566 00000 н. 0000127751 00000 н. 0000127936 00000 п. 0000128158 00000 н. 0000128399 00000 н. 0000128567 00000 н. 0000128762 00000 н. 0000128998 00000 н. 0000129299 00000 н. 0000129485 00000 н. 0000129678 00000 н. 0000129971 00000 н. 0000130184 00000 п. 0000130481 00000 н. 0000130674 00000 н. 0000130873 00000 н. 0000131245 00000 н. 0000131481 00000 н. 0000131777 00000 н. 0000131975 00000 н. 0000132174 00000 н. 0000132689 00000 н. 0000132993 00000 н. 0000133192 00000 н. 0000133394 00000 н. 0000133894 00000 н. 0000134188 00000 н. 0000134391 00000 н. 0000134596 00000 н. 0000135080 00000 н. 0000135383 00000 п. 0000135588 00000 н. 0000135794 00000 н. 0000136294 00000 н. 0000136581 00000 н. 0000136787 00000 н. 0000136993 00000 п. 0000137472 00000 н. 0000137768 00000 н. 0000137974 00000 н. 0000138180 00000 п. 0000138686 00000 н. 0000138980 00000 н. 0000139186 00000 п. 0000139392 00000 н. 0000139880 00000 н. 0000140158 00000 н. 0000140364 00000 н. 0000140570 00000 н. 0000141070 00000 н. 0000141357 00000 н. 0000141823 00000 н. 0000142104 00000 п. 0000142564 00000 н. 0000142854 00000 н. 0000143060 00000 н. 0000143512 00000 н. 0000143788 00000 н. 0000144252 00000 н. 0000144525 00000 н. 0000144924 00000 н. 0000145191 00000 н. 0000145588 00000 н. 0000145851 00000 п. 0000146267 00000 н. 0000146532 00000 н. 0000146961 00000 н. 0000147223 00000 н. 0000147644 00000 н. 0000147902 00000 н. 0000148309 00000 н. 0000148565 00000 н. 0000148972 00000 н. 0000149229 00000 н. 0000149644 00000 н. 0000149900 00000 н. 0000150317 00000 н. 0000150575 00000 н. 0000150993 00000 н. 0000151248 00000 н. 0000151676 00000 н. 0000151931 00000 н. 0000152343 00000 п. 0000152599 00000 н. 0000153035 00000 н. 0000153276 00000 н. 0000153724 00000 н. 0000153953 00000 н. 0000154422 00000 н. 0000154639 00000 н. 0000155146 00000 н. 0000155365 00000 н. 0000155853 00000 н. 0000156086 00000 н. 0000156515 00000 н. 0000156758 00000 н. 0000157257 00000 н. 0000157503 00000 н. 0000158098 00000 н. 0000158344 00000 н. 0000158835 00000 н. 0000159075 00000 н. 0000159550 00000 н. 0000159781 00000 н. 0000160251 00000 н. 0000160474 00000 н. 0000160925 00000 н. 0000161141 00000 н. 0000161642 00000 н. 0000161837 00000 н. 0000162376 00000 н. 0000162598 00000 н. 0000163017 00000 н. 0000163226 00000 н. 0000163587 00000 н. 0000163791 00000 н. 0000164144 00000 н. 0000164345 00000 н. 0000164666 00000 н. 0000164866 00000 н. 0000165187 00000 н. 0000165383 00000 н. 0000165699 00000 н. 0000165898 00000 н. 0000166214 00000 н. 0000166443 00000 н. 0000166741 00000 н. 0000166972 00000 н. 0000167247 00000 н. 0000167472 00000 н. 0000167736 00000 н. 0000167958 00000 н. 0000168206 00000 н. 0000168426 00000 н. 0000168675 00000 н. 0000168891 00000 н. 0000169130 00000 н. 0000169343 00000 п. 0000169581 00000 н. 0000169793 00000 н. 0000170020 00000 н. 0000170228 00000 п. 0000170454 00000 п. 0000170656 00000 н. 0000170887 00000 н. 0000171092 00000 н. 0000171321 00000 н. 0000171526 00000 н. 0000171759 00000 н. 0000171961 00000 н. 0000172195 00000 н. 0000172397 00000 н. 0000172629 00000 н. 0000172834 00000 н. 0000173069 00000 н. 0000173271 00000 н. 0000173497 00000 н. 0000173695 00000 н. 0000173974 00000 н. 0000174176 00000 н. 0000174411 00000 н. 0000174660 00000 н. 0000174919 00000 н. 0000175190 00000 н. 0000181658 00000 н. 0000182021 00000 н. 0000182245 00000 н. 0000182612 00000 н. 0000182834 00000 н. 0000183186 00000 н. 0000183396 00000 н. 0000183728 00000 н. 0000183929 00000 н. 0000184244 00000 н. 0000184428 00000 н. 0000184709 00000 н. 0000184877 00000 н. 0000185163 00000 н. 0000185428 00000 н. 0000185603 00000 н. 0000185879 00000 н. 0000186077 00000 н. 0000186325 00000 н. 0000186517 00000 н. 0000186763 00000 н. 0000186961 00000 н. 0000187214 00000 н. 0000187419 00000 н. 0000187671 00000 н. 0000187877 00000 н. 0000188132 00000 н. 0000188337 00000 н. 0000188592 00000 н. 0000188801 00000 н. 0000189056 00000 н. 0000189265 00000 н. 0000189515 00000 н. 0000189726 00000 н. 0000189975 00000 н. 00001
00000 н. 0000190436 00000 н. 0000190645 00000 н. 0000190895 00000 н. 0000191104 00000 н. 0000191353 00000 н. 0000191561 00000 н. 0000191850 00000 н. 0000192058 00000 н. 0000192364 00000 н. 0000192573 00000 н. 0000192870 00000 н. 0000193076 00000 н. 0000193349 00000 н. 0000193557 00000 н. 0000193826 00000 н. 0000194035 00000 н. 0000194309 00000 н. 0000194515 00000 н. 0000194789 00000 н. 0000194997 00000 н. 0000195271 00000 н. 0000195480 00000 н. 0000195760 00000 н. 0000195968 00000 н. 0000196249 00000 н. 0000196456 00000 н. 0000196742 00000 н. 0000196950 00000 н. 0000197221 00000 н. 0000197429 00000 н. 0000197706 00000 н. 0000197915 00000 н. 0000198206 00000 н. 0000198411 00000 н. 0000198718 00000 н. 0000198926 00000 н. 0000199240 00000 н. 0000199449 00000 н. 0000199771 00000 н. 0000199976 00000 н. 0000200303 00000 н. 0000200510 00000 н. 0000200845 00000 н. 0000201338 00000 н. 0000201670 00000 н. 0000202003 00000 н. 0000202329 00000 н. 0000202765 00000 н. 0000203013 00000 н. 0000203281 00000 н. 0000203528 00000 н. 0000203796 00000 н. 0000204040 00000 н. 0000204312 00000 н. 0000204556 00000 н. 0000204827 00000 н. 0000205072 00000 н. 0000205342 00000 н. 0000205587 00000 н. 0000205863 00000 н. 0000206105 00000 н. 0000206386 00000 н. 0000206628 00000 н. 0000206907 00000 н. 0000207149 00000 н. 0000207437 00000 н. 0000207679 00000 н. 0000207962 00000 н. 0000208251 00000 н. 0000208538 00000 н. 0000208807 00000 н. 0000209187 00000 н. 0000209429 00000 н. 0000209681 00000 н. 0000210056 00000 н. 0000210297 00000 н. 0000210559 00000 н. 0000210931 00000 н. 0000211171 00000 п. 0000211430 00000 н. 0000211642 00000 н. 0000211973 00000 п. 0000212212 00000 н. 0000212461 00000 п. 0000212673 00000 н. 0000213003 00000 н. 0000213239 00000 н. 0000213489 00000 н. 0000213702 00000 н. 0000214027 00000 н. 0000214263 00000 н. 0000214518 00000 н. 0000214727 00000 н. 0000215055 00000 н. 0000215268 00000 н. 0000215531 00000 н. 0000215744 00000 н. 0000216060 00000 н. 0000216266 00000 н. 0000216533 00000 н. 0000216743 00000 н. 0000217078 00000 н. 0000217285 00000 н. 0000217547 00000 н. 0000217760 00000 н. 0000218104 00000 п. 0000218311 00000 н. 0000218553 00000 п. 0000218762 00000 н. 0000219076 00000 н. 0000219281 00000 п. 0000219528 00000 н. 0000219739 00000 н. 0000220043 00000 н. 0000220250 00000 н. 0000220498 00000 н. 0000220707 00000 н. 0000221010 00000 н. 0000221217 00000 н. 0000221474 00000 н. 0000221683 00000 н. 0000221993 00000 н. 0000222205 00000 н. 0000222468 00000 н. 0000222682 00000 н. 0000222992 00000 н. 0000223204 00000 н. 0000223473 00000 н. 0000223688 00000 н. 0000223903 00000 н. 0000224181 00000 п. 0000224396 00000 н. 0000224673 00000 н. 0000224885 00000 н. 0000225099 00000 н. 0000225377 00000 н. 0000225595 00000 н. 0000225883 00000 н. 0000226098 00000 н. 0000226316 00000 н. 0000226600 00000 н. 0000226825 00000 н. 0000227124 00000 н. 0000227340 00000 н. 0000227556 00000 н. 0000227851 00000 п. 0000228100 00000 н. 0000228425 00000 н. 0000228638 00000 н. 0000228853 00000 н. 0000229155 00000 н. 0000229450 00000 н. 0000229817 00000 н. 0000230035 00000 н. 0000230252 00000 н. 0000230547 00000 н. 0000230819 00000 п. 0000231189 00000 н. 0000231403 00000 н. 0000231624 00000 н. 0000231946 00000 н. 0000232223 00000 н. 0000232572 00000 н. 0000232801 00000 н. 0000233037 00000 н. 0000233392 00000 н. 0000233674 00000 н. 0000233890 00000 н. 0000234167 00000 н. 0000234406 00000 н. 0000234650 00000 н. 0000235048 00000 н. 0000235326 00000 н. 0000235542 00000 н. 0000235810 00000 н. 0000236045 00000 н. 0000236285 00000 н. 0000236693 00000 н. 0000236954 00000 н. 0000237167 00000 н. 0000237426 00000 н. 0000237652 00000 н. 0000237893 00000 н. 0000238295 00000 н. 0000238539 00000 н. 0000238749 00000 н. 0000238999 00000 н. 0000239233 00000 п. 0000239471 00000 н. 0000239868 00000 н. 0000240092 00000 н. 0000240289 00000 н. 0000240527 00000 н. 0000240745 00000 н. 0000240970 00000 н. 0000241354 00000 н. 0000241550 00000 н. 0000241723 00000 н. 0000241938 00000 н. 0000242152 00000 н. 0000242369 00000 н. 0000242710 00000 н. 0000242885 00000 н. 0000243053 00000 н. 0000243238 00000 н. 0000243439 00000 н. 0000243640 00000 н. 0000243884 00000 н. 0000244121 00000 н. 0000244297 00000 н. 0000244485 00000 н. 0000244671 00000 н. 0000244902 00000 н. 0000245131 00000 н. 0000245299 00000 н. 0000245467 00000 н. 0000245673 00000 н. 0000245892 00000 н. 0000246083 00000 н. 0000246297 00000 н. 0000246465 00000 н. 0000246761 00000 н. 0000247016 00000 н. 0000247318 00000 н. 0000247543 00000 н. 0000247811 00000 н. 0000248046 00000 н. 0000248387 00000 н. 0000248653 00000 н. 0000248918 00000 н. 0000249180 00000 н. 0000249439 00000 н. 0000249692 00000 н. 0000249925 00000 н. 0000250141 00000 п. 0000250342 00000 н. 0000250524 00000 н. 0000021881 00000 п. трейлер ] >> startxref 0 %% EOF 635 0 obj> поток xTTКак измерить диаметр трубы
Измерение диаметра вашей основной водопроводной линии — важный шаг, помогающий определить, какой размер устройства для смягчения воды вам следует купить.Диаметр водопровода важен, потому что он помогает нам понять максимальный расход, который может потребоваться вашему дому, что, в свою очередь, частично определяет размер системы, в которой нуждается ваш дом.
Существует несколько различных способов измерения диаметра вашей основной лески, к которым мы скоро обратимся, но сначала важно определить, какую именно линию вам нужно измерить. Это может быть разным для городских жителей и сельских жителей.
В городе
Если вы живете в доме в городе или поселке и получаете воду из муниципального источника водоснабжения, то основной водопровод входит в ваш дом и течет к вашему счетчику воды.Труба, которую вам нужно измерить, — это труба, которая выходит из водомера:
Сельские жители
Если вы живете в деревне, у вас будет другое устройство, чем у тех, кто живет в городе. Типичная сельская система имеет следующую общую схему: Источник воды> Насос> Напорный бак> Распределение по дому. Место, где вода попадает в ваш дом, обычно выглядит примерно так:
На приведенном выше рисунке показано, что вы хотите измерить диаметр водопровода, выходящего из напорного резервуара.Часто это труба меньшего диаметра, чем та, которая входит в резервуар высокого давления.
Что делать, если у вас нет напорного бака?
Все больше домов выбирают системы «насос постоянного давления». Эти системы не имеют резервуара высокого давления, что может немного затруднить процесс определения линии для измерения. В этих случаях вы просто хотите измерить диаметр трубы, которая входит в ваш дом до того, как труба отойдет к водонагревателю.
Как измерить диаметр трубы
После того, как вы определили трубу, которую нужно измерить, вы должны ее измерить. Для этого есть два хороших способа:
Опция 1 — Измерение штангенциркуля
Мы включаем штангенциркуль для измерения диаметра в наш комплект для подготовки умягчителя, или, возможно, он у вас уже есть дома. Это самый быстрый и простой способ измерить диаметр. Просто откройте штангенциркуль, закройте его на трубе, которую вы хотите измерить, и прочтите диаметр:
Вариант 2 — Использовать строку
Если у вас нет штангенциркуля, следующий лучший метод измерения диаметра — это использовать кусок струны, чтобы измерить расстояние вокруг трубы (окружность), а затем преобразовать это значение в диаметр.Вот диаграмма, показывающая окружность:
Для измерения диаметра «струнным методом» просто возьмите кусок струны и прикрепите один конец струны к трубе с помощью куска ленты. Оберните веревку вокруг трубы, пока она не встретится с обмотанным лентой концом, и отметьте эту длину на отрезке веревки (или обрежьте веревку в этом месте). Затем используйте эту формулу, чтобы преобразовать длину струны, чтобы получить внешний диаметр трубы:
Длина струны / 3,14 = диаметр
Неважно, используете ли вы дюймы или сантиметры для измерения, но вам нужно знать, что результирующий диаметр будет в тех же единицах, которые вы использовали для измерения струны.
Если вы будете использовать свой результат в нашем средстве выбора умягчителя воды, вам потребуется диаметр трубы в дюймах. Если при измерении вы использовали сантиметры, вы можете преобразовать его в дюймы, разделив результат на 2,54
.Почему имеет значение диаметр трубы
Диаметр трубы имеет значение, потому что эффективность оборудования для очистки воды во многом зависит от скорости потока через оборудование. Знание диаметра вашего основного водопровода — самый простой и точный способ оценить максимальный расход воды, который может потребоваться в вашем доме.Таким образом, зная диаметр вашей основной водопроводной трубы, вы фактически знаете максимальную скорость потока, с которой ваш дом может рассчитывать на оборудование для очистки воды (например, умягчитель воды).
Советы и рекомендации по суппорту | Современный механический цех
Все мы знакомы с универсальностью штангенциркулей — нониусных, циферблатных или цифровых. Штангенциркуль — это быстрый и простой в использовании инструмент для основных измерений длины в цехе, в комнате для осмотра или даже в домашних условиях.
Штангенциркуль — универсальный инструмент, но не самый точный. Требуются навыки для позиционирования и интерпретации результатов измерений. По мере того, как пользователь начинает «чувствовать» инструмент, результаты измерений становятся более согласованными.
Даже цифровой штангенциркуль, который избавляет от большинства догадок при считывании измеренного значения, требует от пользователя навыков, чтобы правильно применить инструмент к измеряемому размеру. Губки суппорта должны быть квадратными или перпендикулярными детали.Их нужно плотно прижимать к детали, но не настолько, чтобы они отклонялись. Деталь следует держать как можно ближе к раме измерительного инструмента.
Вот простой трехэтапный метод использования штангенциркуля:
- Закройте штангенциркуль так, чтобы губки были вместе, и обнулите дисплей. Затем несколько раз откройте и закройте губки, проверяя повторение установки нуля. Если есть пара отсчетов разницы, заново установите ноль и попробуйте еще раз, пока не убедитесь, что существует хорошее нулевое условие.
- Измерьте деталь. Здесь оператор может повлиять на измерение. Убедитесь, что штангенциркуль параллелен линии измерения (зажимы штангенциркуля расположены перпендикулярно поверхности измерения). На детали с параллельными поверхностями это выглядит довольно просто, но необходимо больше внимания уделять внешнему диаметру. Как и при проверке повторения нуля, проверьте измерение, повторив его несколько раз, чтобы убедиться в правильности измерения.
- Как только вы будете удовлетворены результатом измерения, снимите деталь, вернитесь и проверьте ноль.Как и при установке нуля, убедитесь, что это повторяется. Случайное обнуление во время измерения или загрязнение может указывать на неповторяющееся состояние.
Как показано на рисунках с 1 по 4 выше, почти каждый, кто когда-либо пользовался штангенциркулем, знаком с четырьмя основными проверками, для выполнения которых предназначен прибор: снаружи, внутри, шаг и глубина
Однако цифровые штангенциркули также могут выполнять сложные измерения. Электронный цифровой штангенциркуль можно обнулить в любой момент, поэтому вы можете использовать его для выполнения некоторых арифметических операций, необходимых для расчета результатов измерения.Например, для измерения межосевого расстояния между двумя отверстиями одинакового диаметра можно использовать следующую процедуру:
- Используйте внутренние губки для измерения диаметра одного из отверстий (Рисунок 5). Перед тем, как вынуть штангенциркуль из отверстия, нажмите кнопку, чтобы обнулить штангенциркуль, пока он настроен на диаметр отверстия.
- Продолжая использовать внутренние губки, измерьте расстояние между дальними поверхностями двух отверстий (Рисунок 6). Показанием штангенциркуля будет расстояние между центрами двух отверстий.
Как и любой другой измерительный инструмент, к штангенциркулю необходимо обращаться осторожно и уважительно. Не используйте его в целях, для которых он никогда не предназначался (например, для разборки предметов). Вытрите его после использования и не бросайте на верстак. При использовании штангенциркуля особенно опасайтесь грязи, которая может накапливаться на стойке и искажать измерения. Храните штангенциркуль в футляре. Если он будет там какое-то время, нанесите тонкий слой масла на челюсти, чтобы предотвратить коррозию.
Часто проверяйте суппорт на предмет износа, а также на наличие заусенцев и царапин на губках и соприкасающихся поверхностях.Простой способ сделать это — провести мастер-диск вдоль губок, проверяя на износ или конусность. Калибровка штангенциркуля должна выполняться не реже одного раза в год — чаще, когда используется большой объем или несколько пользователей одного и того же прибора.
Штангенциркуль— универсальный инструмент, но он подходит не для каждой работы. Как мы неоднократно отмечали, очень важно выбрать правильный ручной инструмент или калибр для работы. Поскольку допуски становятся все более жесткими, выбор правильного калибра становится очень важным.Цифровые измерители обычно показывают единицы измерения 0,001 дюйма или 0,0005 дюйма. Поэтому, если допуск меньше ± 0,002 дюйма, следует использовать микрометр (или другой более точный инструмент).
Учебный центр по научному стеклодуву: штангенциркули для стеклодувов
Штангенциркули используются стеклодувами для измерения внешнего диаметра (OD), внутреннего диаметра (ID), толщины стенки и других размеров, указанных в чертежах / планах, предоставленных конечным пользователем стеклянной посуды.Существует множество различных типов суппортов, как показано ниже:
Штангенциркуль с нониусом (вверху) и электронный штангенциркуль, возможно, являются двумя наиболее широко используемыми стилями штангенциркуля в стекольной мастерской.
Электронные штангенциркули относительно дороги по сравнению со стандартным штангенциркулем, но они не так устойчивы к нагреванию и химическому воздействию. Однако они довольно точные, быстрые и их легче читать.
Штангенциркуль с нониусом для измерения внешнего диаметра (OD) толстостенной стеклянной трубки.Два «зубца» в верхней части штангенциркуля используются для измерения внутреннего диаметра.
Калибровочная маркировка штангенциркуля крупным планом. Верхняя маркировка на этом суппорте — метрическая, а нижняя — английская. Показанный размер составляет 4,66 см.
Электронные штангенциркули оснащены ЖК-дисплеями. Большинство электронных штангенциркулей имеют ряд дополнительных элементов управления, таких как преобразование метрической системы в английский, память и регулируемые начальные точки.
Подпружиненные суппорты с наружным диаметром являются недорогой альтернативой штангенциркулям.У них есть ограничения — прежде всего в точности и универсальности. Помимо стоимости, преимущества могут включать повышенную измерительную способность или диапазон, а также термостойкость при выполнении грубых измерений в процессе изготовления стекла.
Горизонтальный стержень с резьбой содержит регулировочное кольцо для регулировки ширины двух измерительных рычагов.
Подпружиненные суппорты калибровок не имеют. Измерение производится путем размещения измерительных рычагов напротив линейки (показана линейка из нержавеющей стали с английской и метрической шкалами).
Как видите, точность этого инструмента и метода не сравнить с точностью нониуса или электронного штангенциркуля.
Подпружиненные суппорты внутреннего диаметра обладают теми же функциями и ограничениями, что и суппорты внешнего диаметра. Разница заключается в форме / ориентации измерительных рычагов, которые обеспечивают доступ внутрь стеклянной трубки.
Измерение с помощью штангенциркуля.
Авторские права на эту страницу и любые связанные с ней материалы принадлежат Joe Walas и / или ILPI 2002-2021, если не указано иное.Несанкционированное копирование или размещение на других веб-сайтах категорически запрещено. Присылайте нам предложения и комментарии (включая URL-адрес, если применимо) по электронной почте. ВНИМАНИЕ: Обязательно прочтите этот важный отказ от ответственности / отказ от ответственности в отношении информации на этой странице.
Как использовать штангенциркуль для измерения диаметра трубы
КАК ИСПОЛЬЗОВАТЬ НАШЕЙ ТРУБНОЙ СУППОРТ ДЛЯ ОПРЕДЕЛЕНИЯ РАЗМЕРА ТРУБЫ
Установка изоляции труб — это довольно простой и легкий проект, который под силу каждому.Хорошая вещь в проекте по изоляции труб заключается в том, что потребность в инструментах ограничивается острым ножом, несколькими кнопками из ПВХ и рулоном ленты ASJ. Единственная проблема, которая может пойти не так, — это незнание размера трубы, которую вы хотите изолировать!
ИДЕНТИФИКАЦИЯ ТРУБЫ:
Целью этой страницы не является обсуждение номинального размера трубы в сравнении с размером железной трубы или внутреннего диаметра вашей трубы и т. Д. Эта страница предназначена для того, чтобы помочь вам определить размер вашей трубы для покупки изоляции трубы у КупитьInsulationProducts.com интернет-магазин.
Существует два основных типа труб, которые вы можете изолировать:
1. Медь
2. Железные (и в основном все другие типы труб, включая ПВХ, ХПВХ, черные, график 40/80 и т. Д.)
ЛЕГКИЙ ВЫХОД:
Что касается медных труб, то большая часть новых медных трубок имеет маркировку чернилами, а иногда и размер трубки. Это позволяет очень легко определить размер вашей трубы. Если вы можете определить размер своей медной трубы, перейдите на нашу страницу преобразования меди в железо, чтобы узнать, какой размер изоляции заказать.
Для ПВХ или ХПВХ эти трубы обычно имеют четкую маркировку с указанием размера трубы в дюймах. Если указано 3-дюймовая труба из ПВХ, закажите 3 x 1 (или любой другой необходимой толщины изоляции). То же самое относится к любой другой железной или черной трубе, на которой указан размер, то есть размер для заказа.
НЕТ ЭТИКЕТКИ? НЕТ ПРОБЛЕМЫ:
Хорошо, так что вы все еще читаете после двух последних абзацев, поэтому вы очень внимательно посмотрели, и, к сожалению, на канале нет размера, указанного (или во многих случаях он нечитаем!).В этой ситуации у вас действительно есть три варианта:
1. Измерьте внешний диаметр трубы: вы можете сделать это с помощью обычного калибра для трубы (не обычный инструмент для домовладельцев) или с помощью ленты для измерения диаметра. Как только вы получите внешний диаметр трубы, следуйте нашей таблице номинальных размеров трубы и внешнего диаметра, чтобы узнать, какой размер изоляции заказать. НЕ рекомендуется измерять внешний диаметр трубы стандартной рулеткой или линейкой. Измерение изогнутого объекта с помощью прямой линейки приводит к «приблизительным оценкам», что приводит к заказу неправильного размера изоляции, особенно на трубах меньшего диаметра, у которых измерения внешнего диаметра настолько близки.
2. Измерьте окружность трубы. Следуйте инструкциям в нашей Таблице размеров трубы.
3. Используйте наш простой в использовании штангенциркуль: наш штангенциркуль может сказать вам размер вашей трубы за секунды, что позволяет быстро и точно заказать изоляцию для работ с несколькими трубами.
КАК ИСПОЛЬЗОВАТЬ СУППОРТ ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРА ТРУБЫ:
На изображении ниже вы можете видеть, что вы просто надеваете штангенциркуль вокруг рассматриваемой трубы и плотно закрываете два крыла (элементы 1 и 3) на трубе с помощью верхней части штангенциркуля (2).
Когда все три точки штангенциркуля коснутся трубы, прочтите номер размера трубы, указанный на штангенциркуле (см. Красные точки ниже). Чтобы узнать размеры медных трубок, просто перейдите к нашему руководству «От меди к железу», чтобы узнать, какой размер можно заказать в нашем интернет-магазине. Для IPS просто закажите этот размер на нашем сайте.
ЕСЛИ ВЫ ХОТИТЕ ЗАКАЗАТЬ ТРУБНЫЙ СУППОРТ, НАЖМИТЕ ЗДЕСЬ
| Все мы знакомы с универсальностью штангенциркулей — нониусных, циферблатных или цифровых.Штангенциркуль в цехе, в комнате для осмотра или даже сейчас для домашнего любителя — это быстрый и простой в использовании инструмент для выполнения основных измерений длины. Но, хотя штангенциркуль — универсальный инструмент, он не является одним из самых точных. Требуются навыки для позиционирования и интерпретации результатов измерений. По мере того, как пользователь развивает свое «чувство» к инструменту, его результаты измерений становятся более согласованными. Даже цифровой штангенциркуль, который избавляет от большинства догадок при считывании измеренного значения, по-прежнему требует навыков со стороны пользователя, чтобы правильно применить инструмент к измеряемому размеру.Губки суппорта должны быть квадратными или перпендикулярными детали. Их нужно плотно прижимать к детали, но не настолько, чтобы они отклонялись. Деталь следует держать как можно ближе к раме измерительного инструмента. Вот базовый трехэтапный метод использования штангенциркуля: Как показано на рисунках 1–4, почти каждый, кто когда-либо пользовался штангенциркулем, знаком с четырьмя основными проверками, на которые он рассчитан: снаружи, изнутри, глубины и шага. Однако цифровые штангенциркули также могут выполнять сложные измерения. Поскольку электронный цифровой штангенциркуль можно обнулить в любой момент, вы можете использовать его для выполнения некоторых арифметических операций, необходимых для расчета результатов измерения.Например, для измерения межосевого расстояния между двумя отверстиями равного диаметра можно использовать следующую процедуру: Как и любой другой измерительный инструмент, к штангенциркулю необходимо обращаться осторожно и уважительно. Не используйте его в целях, для которых он никогда не предназначался (например, для разборки предметов). Вытрите его после использования и не бросайте на верстак. При использовании штангенциркуля особенно остерегайтесь грязи, которая может накапливаться на стойке, сбивать измерения и, в конечном итоге, повредить индикатор. Храните штангенциркуль в футляре. Если он будет там какое-то время, нанесите тонкий слой масла на челюсти, чтобы предотвратить коррозию. Регулярно проверяйте суппорт на предмет износа, а также на наличие заусенцев и царапин на губках и соприкасающихся поверхностях. Простой способ сделать это — провести мастер-диск вдоль губок, проверяя на износ или конусность. Как и любой другой измерительный инструмент, штангенциркуль следует калибровать не реже одного раза в год, чаще, когда используется интенсивное использование одного и того же инструмента несколькими пользователями. Штангенциркуль — универсальный инструмент, но он подходит не для каждой работы. Как мы неоднократно отмечали, очень важно выбрать правильный ручной инструмент или калибр для работы.Поскольку допуски становятся все более жесткими, выбор правильного калибра становится очень важным. Цифровые измерители обычно показывают значения с шагом 0,001 дюйма или 0,0005 дюйма. Поэтому, если допуск меньше 0,002 ″, вместо него следует использовать микрометр (или другой инструмент с более высокой точностью). Рисунок 1. << Внешний диаметр >> |
Прецизионные измерительные инструменты для измерения вала и отверстий
Эта страница подготовлена, чтобы дать краткое представление об устройствах, которые можно использовать для измерения внутреннего диаметра отверстия и внешнего диаметра вала. Штангенциркуль (цифровые, циферблатные или нониусные), внешние / внутренние микрометры, калибры для внутреннего диаметра и штифты часто используются для измерения и контроля диаметра в машиностроении.Выбор инструмента зависит от требований к точности и измеряемой характеристики.
Штангенциркуль: инструмент, используемый для измерения внутреннего и внешнего расстояния (диаметра) и глубины элемента. Существуют разные модели, такие как цифровые, циферблатные и штангенциркуль. Точность измерения штангенциркулем обычно составляет +/- 0,001. дюймов до +/- 0,0015 дюйма (от +/- 0,02 мм до +/- 0,04 мм). Эти значения зависят от качества штангенциркуля и длины измерения.Существуют различные варианты измерения длины, но обычно от 0 до 6 дюймов (0–150 мм).
Микрометры: точное измерительное устройство для измерения размеров объекта. Он также известен как микрометрический винтовой датчик, поскольку внутри микрометра есть калиброванный винт. Основные типы — наружные, внутренние и глубинные микрометры. Наружные микрометры используются для измерения диаметра и толщины валов, проволоки, пластин. Внутренние микрометры используются для измерения диаметра отверстий.Глубинные микрометры используются для измерения глубины отверстий, пазов, выступов. Точность измерения микрометров находится в диапазоне +/- 0,00005. дюймов до +/- 0,001 дюйма (от +/- 0,001 мм до +/- 0,02 мм). Значение точности зависит от типа микрометра, качества и диапазона измерения.
Датчик диаметра отверстия: инструмент для измерения диаметра отверстия цилиндров, труб и подшипников. Существуют различные типы датчиков внутреннего диаметра, которые можно классифицировать как индикаторы внутреннего диаметра и измерительные приборы для проходного отверстия.Измерители проходных отверстий состоят из телескопических измерителей и измерителей малых отверстий. В калибрах проходного типа передаточного типа есть На инструменте нет чешуек. После измерения калибром отверстия передаточного типа расстояние между контактами калибра измеряется штангенциркулем или микрометром. В случае манометра с круговой шкалой измерение считывается с циферблата. Существуют различные варианты измерения длины.
Pin Gauges: эти инструменты используются для проверки пределов размера дыры.Калибры — это металлические заглушки с прецизионной обработкой, которые бывают разных классов допуска. Штифты могут быть как «плюс», так и «минус». Чаще всего используются калибровочные штифты «минус». Измерение GO / NOGO должно выполняться с помощью штифтов для проверки верхнего и нижнего пределов дыра.
Ссылка:
- Оберг Э., Джонс Д. Дж., Холбрук Л. Х., Риффель Х. Х. (2012). Справочник по машинам . 29-е издание. Industrial Press Inc. , стр. 675 — 732