Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Аргоновая сварка из инвертора: собираем своими руками
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.

К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Содержание статьи
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.

Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.

Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.

На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.

Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.

Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
[Всего: 1 Средний: 1/5]Как сделать самостоятельно аргонную сварку? — Моя ковка
Существенным отличием работ с цветметом (к примеру, медью, бронзой, алюминием) и его сплавами, «нержавейкой», сталью легированной является то, что обычная сварка (хоть газовая, хоть электрическая) для них не подходит. Перед тем как рассматривать вопрос о том, что такое аргонная сварка своими руками, нужно для начала уяснить, что она из себя представляет в целом.
Аргонная сварка применяется для работы с алюминием и изделиями из него.
Аргонная сварка — это нечто среднее между газовой и электрической сваркой.
У нее есть признаки, которые делают ее сродни этим двум видам сварки: применение газа, образование дуги.
Хотя принцип ее действия имеет существенные отличия.
Чем вызвана необходимость использования аргона (инертного газа)?
Устройство электрода для сварки.
Результатом влияния высоких температур становится то, что легированные стали и цветметаллы вступают в реакцию с кислородом и прочими газами, выделяя окислы, а какие-то даже возгораются (алюминий, например). Появление в области сваривания инородных примесей сказывается на надежности шва не в лучшую сторону. Аргоном, являющимся гораздо тяжелее воздуха, последний вытесняется из области электрической дугой, что исключает возможность соединения плохого качества. Помимо этого, появляется плазма, плавящая соединяемые между собой металлы.
Все электроды для сварки подразделяют на неплавящиеся (вольфрамовые) и плавящиеся. Исходя из выбранного вида электрода, аргонную сварку различают: либо ручную (при помощи неплавящегося электрода), либо по типу «автомат» (любым видом электрода). Хотя некоторые мастера из народа могут сделать аргонную сварку полуавтоматической, возможности которой не так велики, как у первых двух вариантов. Чтобы сделать аппарат, применяют различные «детали». Главное, что следует учитывать, что аргонная сварка своими руками, выполненная по-простому, выйдет не только дешевле, но и надежнее.
Вернуться к оглавлению
Для процесса обязательно потребуются
Вернуться к оглавлению
Трансформатор
Трансформатор: а- внешность; б- схема регулирования тока; в- электрическая схема; 1- корпус; 2- зажим; 3- ручка; 4- магнитопровод; 5- рукоятка; 6- рымболт; 7- шкала; 8- крышка; 9- вертикальный винт; 10- ходовая гайка винта; 11,12– обмотки.
Основываясь на том, что «варят», подбирают мощность прибора. Одну вторичную обмотку рассчитывают на напряжение в 65-70 В без нагрузки.
Некоторым новичкам не понятны рекомендации для самостоятельного выбора «железа» и по наматыванию обмоток. Требуется наличие опыта, чтобы изготовить прибор. Предпочтительнее воспользоваться купленным трансформатором, рассчитанным для значительной силы тока (к примеру, от «сварочника» электрического).
Потребуется изготовить выпрямитель, поскольку применяется постоянное напряжение. Важна его полярность, которая может быть изменена.
Вернуться к оглавлению
Горелка
Первым делом подбирают цангу (зажим) под диаметр около 0,2 см. К противоположному направлению зажима на держатель припаивают трубку из меди для подачи газа (аргона) и напряжения к электроду. Трубка должна иметь диаметр 0,6 см. Припой применяют с высокими температурами.
Еще к одному месту цанги прикрепляют рабочую трубку (из кварцевого стекла, керамики). Важно предусмотреть ее легкое снятие для перезаправки проволоки. Диаметр трубки подбирают в пределах 0,8-1,0 см, с длиной 5,0 см. Внутрь помещают изогнутый дугообразно электрод, удерживаемый зажимом. Назначение трубки — подача аргона к рабочей области.
Вернуться к оглавлению
Как изготовить аппарат под аргонную сварку?
Схема устройства горелки для сварки.
Трубку-держатель обматывают изолирующим материалом (стеклотканью), поверх него — еще одним слоем изоляции. Промеж них — силиконовый герметик. Должно получиться наподобие рукоятки револьвера. К ней крепят микровыключатель, управляющий действием газового клапана.
Горелку соединяют с газовым баллоном трубкой (диаметр 0,6-0,8 см), плюс два провода — от выключателя к клапану и под напряжение трансформатора (хватит 8 «квадратов»).
Важно: в рабочей области пламя должно исчезнуть не сразу, а по прошествии некоторого времени. Промышленные модели под аргонную сварку для этого имеют задержку выключения. На деле данное устройство электроники только делает схему сложнее, поэтому при самостоятельном изготовлении отключение делают ручным способом с некоторой задержкой.
Такой вариант считается наиболее бюджетным для получения аргонной сварки. Здесь главное — учесть стоимость самого аппарата (готовое изделие стоит недешево) и то, что таким промышленно созданным оборудованием не придется слишком часто пользоваться.
Некоторые источники дают указание на то, что можно применять, помимо аргона, и другой газ. Но это не верно. На практике достоверно выяснено, что содержание меньше, чем 99% аргона приводит к некачественно выполненной сварке.
Вернуться к оглавлению
Процесс аргонно-дуговой сварки: последовательность работ
Физические свойства защитных газов и металла электродов
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).
Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.
как собрать, особенности, характеристики и настройка
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
Содержание статьиПоказать
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сборка самодельного аргонного аппарата

Из чего собрать?

Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты

Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ

Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах. Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Сборка аппарата

Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата

Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Заключение
Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
Аргоновая сварка своими руками — технология процесса
Одним из видов электродуговой сварки является процесс сварочного соединения расплавленных сплавов в среде инертного газа, а именно аргона. Но аргоновая сварка своими руками представляет собой более сложный технологический процесс, из-за чего не всем под силу самостоятельно разобраться в ее применении.
Сильные стороны аргоновой сварки
Сварка с аргоном используется для соединения легированной стали и цветных металлов. Плюсом такого сварочного решения выступает именно аргон, входящий в группу инертных газов, и в силу низкой химической активности не вступающий в реакцию со многими веществами.
Преимуществами являются:

Характеристика аргонодуговой сварки
- простота процесса;
- не имеет высокой температуры нагрева, что не дает видоизмениться нагреваемым деталям;
- аргон обеспечивает защиту свариваемой зоны;
- сварка проводится быстро из-за высокой тепловой мощности дуги;
- позволяет произвести соединение многих деталей, что не под силу другим видам сварки;
- высокое качество сварного шва и возможность окраски изделия после формирования шва.
Аргоновая сварка полуавтоматом
Полуавтоматическая аргоновая сварка в домашнем использовании стала применяться не так давно. Этот вид получил популярность благодаря способности сварочного соединения листового металла, толщина которого не превышает 0,5 мм, что является очень удобным и под силу далеко не всем аппаратам.
Работа с аргоном или MIG-сваркой играет роль для тех, кто имеет дело с оцинкованным металлом, ведь после паяния покрытие не повреждается. В процессе расплавления проволоки происходит спаивание металла, основу для проволоки в таком случае составляет марганец либо кремний.

MIG-MAG сварка — схема
Сварочный процесс можно проводить как с помощью приобретенного аппарата, так и собственноручно собранным агрегатом. Для второго варианта понадобятся:
- осциллятор;
- инвертор;
- реостат балластный;
- сопло горелки.
Вместо инвертора можно использовать трансформаторную установку как источник тока, но предпочтение лучше отдать инвертору из-за его способности равномерно распределять напряжение по заданной частоте.
При самостоятельном проведении полуавтоматической сварки с применением аргона стоит учитывать ряд особенностей:

Прямая полярность во время сварки
- перед началом работы необходимо смазать поверхность паяльной кислотой или устранить жирность и загрязнения с помощью растворителя, а также зачистить края заготовок;
- режим тока, интенсивность подачи и расход газового потока должны соответствовать технологической карте;
- при подключении инвертора к источнику тока должна соблюдаться прямая полярность: на горелке будет стоять плюс, на поверхности металла – минус;
- чтобы урегулировать поступление аргона в сопло горелки, не обойтись без газового редуктора с двумя манометрами.
Технология сварочного процесса
Для получения качественного изделия на выходе необходимо придерживаться четкой технологической карты проведения сварочного процесса. После выполнения подготовительного этапа с очищением поверхности и подключением к сети рабочего оборудования, стоит обратить внимание на тип используемого металла.

Технология аргонной сварки
Когда осуществляется сварка с применением аргона относительно алюминия, то используется проволока из такого же металла, для нержавейки – тоже из легированной стали. Сила рабочего тока определяется толщиной металла. Для алюминиевых материалов толщиной в 3 мм сила тока составляет 180 A, и одного шва будет достаточно.
После проверки заданных параметров и исправности оборудования регулируется наконечник горелки, который толще проволоки на 1–2 мм. Инертный газ подается к области сварки на 20 секунд раньше зажигания дуги, а прекращение его подачи должно быть не раньше 10 секунд после окончания сварки.
Проволока и электрод должны всегда располагаться в зоне аргоновой среды, которая будет их защищать от активного кислорода. Для формирования узкой полосы сварочного шва рекомендуется делать движения горелкой, по направлению вдоль оси сварочной ванны без поперечных манипуляций.
На завершительном этапе не стоит резко отрывать электродугу от сварного шва – это негативно скажется на его качестве; нужно с помощью реостата снизить силу тока и при такой мощности производить заваривание кратера. Проволока или электрод располагается как можно ближе к сварочной ванне. На глубину краев и ширину шва оказывает влияние изменение длины дуги. Чтобы сварка аргоном дала нужный результат, перед началом работы на основном материале нужно испытать режим на ненужной детали.
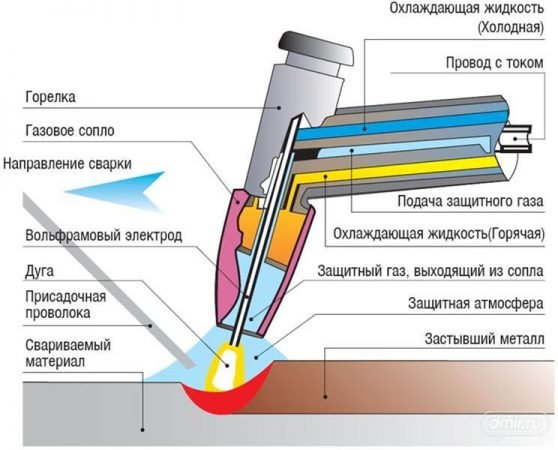
Схема аргонной сварки
Необходимый объем защитного газа
Аргон является наиболее доступным и бюджетным газом для сварки. Величина расходования газа зависит от нескольких факторов, среди которых:
- скорость движения воздуха;
- скорость подачи газа;
- открытая местность (при которой увеличивается расход аргона).

Таблица расхода сварочной смеси в зависимости от разных параметров
Кроме внешних факторов, значительную роль играют тип и толщина свариваемого металла. В зависимости от этого фактора, расход объема газа имеет следующие показатели:
- для алюминия – 15–20 л/мин.;
- для меди – 10–12 л/мин.;
- для магния – 12–14 л/мин.;
- для никеля – 10–12 л/мин.;
- для титана – 30–50 л/мин;
- для низколегированных сталей – 6–8 л/мин.
Правила безопасности при аргонной сварке
Любой вид сварки несет в себе потенциальную угрозу для здоровья и жизни не только сварщика, но и окружающих. Сварка с применением аргона чревата последствиями в виде:

Правила техники безопасности при сварочных работах
- удара электротоком;
- инфракрасного и УФ излучения;
- выделением токсичных газов;
- шумом и риском возникновения ожогов.
Во избежание возможных последствий, работник должен обезопасить себя средствами индивидуальной защиты (костюмом, рукавицами, маской, специальной обувью), произвести заземление. Не браться за шланг в случае перемещения сварочного агрегата.
Периодически нужно осуществлять проветривание рабочих помещений и с помощью приборов проводить дистанционный контроль количества кислорода в окружающей среде. Каждый сварщик, приступая к работе, должен иметь полный пакет оборудования в исправном состоянии.
Видео по теме: Самодельная аргоннодуговая сварка — осциллятор
Аргонодуговая сварка для чайников | Сварка своими руками
SUPERIOR TIG 421 DC — HF/LIFT + TIG acc
Аргонодуговая сварка (TIG) – это сварка несгораемым вольфрамовым электродом в среде инертного газа. Основа процесса заключается в том, что между вольфрамом и деталью происходит интенсивное перетекание электрического тока (дуга), а зона сварочной ванны ограждена от вредного влияния воздуха защитной атмосферой.
В самом начале аргонодуговая сварка была создана для алюминиевых сплавов. Но в процессе освоения данного нового способа выяснилось, что таким образом отлично соединяются и нержавеющие стали, а так же другие металлы и их сплавы: черные стали (если требуются высокие показатели качества шва), Сu, Ti, Mg, бериллий (Be).
Плюсы (если сравнивать с ручной электродной и полуавтоматической сваркой):
- выполнение операций с деталями малых размеров.
- Отсутствие окалины, шлака, чистота рабочей зоны
- Широкий спектр свариваемых металлов. Есть такие, которые поддаются только TIGу : магний, титан.
- идеальный шов
- возможность работы с разнотолщинными листовыми металлами.
Минус:
- небольшой КПД
Чтобы начать работать
с аргонной сваркой необходим источник тока, аксессуары к нему TiG –горелка, кабель массы, редуктор, баллон с газом, присадочные прутки, сварочная маска и краги (перчатки).
Выбор источника тока
зависит от того, какие задачи перед Вами стоят.
- Источников существует большое количество, начиная от самых простых и заканчивая довольно сложно устроенными аппаратами. Но для того, чтобы научиться варить и получить первые навыки достаточно приобрести инвертор ММА постоянного тока с функцией TiG. Чем он будет отличаться от тех, которые такой функции не имеют? Возможностью понизить выходное напряжение для TIG, тогда как ручная сварка выполняется на более высоком напряжении. Такой вариант подойдет для обучения и неответственных работ по нержавейке, углеродистой и низколегированной стали, латуни и меди.
- Для полноценной сварки в аппарате необходимо присутствие двух функций. Это :
- бесконтактный поджиг
- заварка кратера.
- Если вы хотите варить алюминий, магний, титан, вам нужно приобрести более серьезный инвертор, который кроме работы на постоянке, предоставит возможность переключиться на переменный ток.
- В последнее время появились инверторы, которые помимо прочих стандартных функций оснащены дополнительными, что облегчает работу с разнотолщинными деталями в разных пространственных положениях. Например, пульсовый режим. Но нужно заметить, что правильно им пользоваться и производить корректные настройки могут только сварщики с большим опытом.
Среда защитного газа
В аргонодуговой сварке применяется исключительно инертные газы: это аргон, либо гелий. но практически в 100% случаев используется аргон. Гелий применяется крайне редко в промышленных задачах, иногда применяется смесь аргона с гелием. Часто задают вопрос: можно ли применить углекислоту или смесь с ней. Ответ: нет, потому что вольфрам реагирует в окислительной среде и начинает плавиться. Давление/расход газа, если на редукторе установлен ротаметр 5-8 л./мин. Если редуктор без ротаметра, на манометре должно быть приблизительно 0,2 Бар
Вольфрамовые электроды
Очень важная часть сварочного дела. Так как между электродом и изделием зажигается дуга. элемент вольфрам выбран не случайно т.к. это самый тугоплавкий из металлов. Более высокая температура плавления, разве что у углерода, который, впрочем, относится к неметаллам. Вольфрам выдерживает высокие температуры и не плавится. Существует огромное количество марок вольфрамовых электродов. Все они обозначаются цветовыми кодами. Есть универсальные электроды для сварки на постоянном/переменном токе, а так же те, которые предназначены только для переменного или постоянного тока. Например, для сварки на переменном токе есть электроды, верхняя нерабочая часть которых окрашена в зеленый цвет, это означает, что они состоят из чистого вольфрама. На постоянном токе они не применяются, потому что их сложно заточить. Есть электроды с добавлением других компонентов, таких как: лантан, церий. Сами компоненты добавляются для того, чтобы электрод хорошо затачивался и держал форму в процессе работы. Окрашиваются они в синий, белый, серый, желтый и золотистый цвета. В серый и синий электроды добавляется лантан, только в разных пропорциях.
Электроды для сварки на постоянном токе окрашиваются исключительно в красный цвет, и это означает, что туда добавлен торий, что делает их максимально устойчивыми. Не забывайте, что торий радиоактивен и при его заточке нужно соблюдать правила техники безопасности. Нужно организовать вытяжку, которая будет вытягивать радиоактивную пыль, либо, если нет возможности таковую оборудовать, можно использовать специальные машинки для зачистки, единственный минус которых ( правда, довольно ощутимый) это их цена.
Есть возможность выбрать диаметр электрода Ø1мм;Ø 1,6мм; Ø2мм; Ø3,2мм; и мах -Ø4мм. Каждый существует для, того, чтобы им работать на определенном диапазоне сварочных токов.
| Электрод, мм | Ток, А |
| 1 | до 50 |
| 1,6 | до 100 |
| 2/2,4 | до 200 |
| 4мм | свыше 300А |
По заточке электродов
есть определенные требования, как это правильно делать, выдерживая определенный угол и направление, но многие затачивают «на глаз» так, чтобы он был острый, как игла. Это нужно для того, чтобы дуга была максимально сфокусирована в небольшом пятнышке сварочной ванны. Если заточки не будет, дуга образует слишком большой диаметр и тепловложение будет недостаточным.
Для сварки на переменном токе электрод так же необходимо затачивать, но таким образом, чтобы его кончик был немного притуплен, так как он греется сильнее и наблюдается подплавление. Это не страшно, так и должно быть.
Присадочный материал
Присадочный материал
Так же для осуществления сварки необходимо в качестве материалов иметь сварочную проволоку в прутках, которая представляет собой главный компонент сварного соединения, помимо основного металла. Добавляется он для того, чтобы создать шов, заполнить фаски.
Химический состав прутков должен соответствовать химсоставу основного металла или быть близким к нему по количеству углерода и содержанию легирующих элементов.
Перечислим основные прутки применяемые для аргонодуговой сварки:
- TIG ER-308LSi для нержавеющих сталей аустенитного класса типа пищевой нержавеки 12Х18Н10Т или 308-й
- TIG 316LSi для других коррозионостойких сталей типа10Х17Н13М3Т
- 5356 для алюминиево-магниевых сплавов, маркирующихся АМг
- 4043 подойдет для широкого спектра литейных алюминиевых сплавов. содержащих множество химэлементов в своем составе
- СuSi3 используется для сварки меди.
- Существуют так же отдельные виды прутков для низко/среднеуглеродистых сталей, низколегированных, а так же для латуни, магния, бериллия, титана и других спецметаллов.
Диаметр проволоки подбирается в зависимости от толщины металла. Если нужно сварить 1 мм, соответственно, берите миллиметровую присадку. Если толщина металла 5 мм – подойдут прутки 3-4мм.
Аргонодуговая сварка, собранная своими руками
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
Размеры резервуаров с аргоном для сварки MIG или TIG
Вы хотите сварить алюминий?
Тогда вы знайте, что вам понадобится защитный газ аргон.
Когда ты новичок в газовой сварке, трудно понять, что вам нужно.
И один из вам нужно знать, какие размеры резервуаров с аргоном доступны.
А что баллона с аргоном, подходящего для вас при сварке MIG или TIG.
В этом в статье вы найдете несколько советов и рекомендаций, как получить то, что вам нужно.
Какой аргон Размеры баков есть?
Вот широко доступные размеры резервуаров с аргоном. И сколько газа аргона они обычно содержат.
- Размер бака R. Также называется 20. Вмещает 21cf
- Размер бака RR. Также называется 40. Вмещает емкость 44cf
- , размер Q1. Также называется 60. Вмещает резервуар размером 65 куб.футов
- Q. Также называется 80. Вмещает резервуар размером 83 куб.футов
- , размер S. Также называется 125. Вмещает резервуар 125 куб.футов
- , размер S. Также называется 155. Вмещает резервуар размером 155 куб.футов
- . К.Также называется 251. Вмещает 251 кубических футов
- Размер бака T. Также называется 335. Вмещает 335 кубических футов
Что такое Разница между резервуарами с аргоном, баллонами и газовыми баллонами?
резервуаров с аргоном также известны как баллоны или газовые баллоны.
Из приведенной ниже таблицы вы можете увидеть, что размеры резервуаров с аргоном варьируются от маленьких и портативных до больших и тяжелых. Вы измеряете газ внутри баллона с аргоном в кубических футах (вы увидите, что это также написано как cf).
Каждый цилиндр может длиться долго.
Вы можете использовать танк, которому десятки лет. Если в порядке. В рамках дат тестирования и бережно хранится.
Что такое Самые распространенные размеры и объемы аргонных баллонов?
Таблица размеров резервуаров для аргона
Таблица размеров резервуаров для аргона
Вот диаграмма, показывающая названия типов цилиндров в первом столбце. Второй столбец показывает общее название для этого размера резервуара.
В третьем В столбце вы увидите количество аргона в кубических футах для резервуара такого размера.
4-я и В 5-м столбце указаны диаметр и высота каждого резервуара.
И В последнем столбце указан приблизительный вес для каждого размера резервуара.
Все размеры, указанные выше, являются приблизительными и средними.
Даже если это Таблица даст вам хорошую отправную точку для более распространенных размеров цилиндров. И представление о том, сколько газа аргона должно быть в баллоне такого размера. Это.
Резервуар с аргоном Название размера цилиндра в сравнении с его общим названием
Почему там два имени?
Это причуда индустрии сжатого газа.
Пример из этого есть некоторые дистрибьюторы, которые называют бак объемом 40 кубических футов 40.
Остальные звонят тот же размер резервуара с аргоном и RR.
Вы найдете Вам стоит знать оба названия.
Вы можете использовать диаграмма, которая поможет вам.
И сравните это то, что вы слышите, как танки называют в вашем районе.
Почему есть ли в таблице два аргоновых цилиндра разного размера S?
Это не ошибка.
Вы найдете есть на рынке, что резервуар размера «S» может быть двух разных размеров.В зависимости от на вашем газовом поставщике и где вы находитесь в стране. Ваш танк S мог вместить 125 кубических футов газа. Или 150 кубических футов газа.
Стоит дважды проверить.
Покупка Баллоны с аргоном на Amazon
Вы не можете Понимаете, но Amazon.com предлагает несколько размеров резервуаров с аргоном, которые вы можете купить.
И ты обнаружите, что вы можете выбрать, покупаете ли вы баллон с бензином или пустой баллон вы можете заполнить в вашем районе.
Убедитесь в этом сами, перейдя по ссылкам ниже.Зайдите на Amazon и посмотрите сегодняшнюю цену.
(Раскрытие информации. Этот сайт без дополнительных затрат получает комиссионные по ссылкам Amazon ниже)
Размер газового баллона с аргоном в кубических футах
Почему размеры бутылок с аргоном различаются?
Если есть проверяли, хотите ли вы купить или арендовать газовый баллон с аргоном, вы заметите что нибудь.
сжатый размеры газовых баллонов могут отличаться. Поскольку производители цистерн производят газовые баллоны, разные размеры и вес.
Почему?
Потому что тогда распределителям, поставщикам и арендным компаниям газа легче. Они могут быстро обнаружить их танки.
Аргон баллоны со сжатым газом исчезают с кузовов грузовиков. И от компании клетки для хранения и появятся на вторичном рынке пользователей.
Итак, когда эти баки затем пополняются. Поставщики газа признают украденные цистерны и вернуть их законному владельцу.
Осторожно. А также понять, как обнаружить украденный танк, чтобы вас не поймали.
Узнайте, как это сделать в этой статье.
 Баллоны со сжатым газом различных размеров
Баллоны со сжатым газом различных размеровТам нет Стандарт для размеров баллонов с аргоном?
Вы найдете правда… не совсем.
Вы найдете общие размеры баллонов с аргоном указаны в таблице.
Но Уловка, которую используют производители, заключается в создании баллонов с аргоном необычных размеров.
Так что они могут легко узнать, какие резервуары они арендуют. И верни свои украденные.
какой цвет Танки с аргоном? Есть несколько стандартных размеров, но это стандартные цвета?
Хммм …. опять правда нет, нет.
Не так ли быть принятым цветом танка. И думаешь, что знаешь, что внутри.
Потому что Каждый производитель решает, какие цвета цилиндров они будут использовать для своих резервуаров. Это еще один способ быстро обнаружить их танки.
Единственный способ узнать, что находится внутри баллона со сжатым газом, — это прочитать этикетку с данными.Это расскажет вам, что внутри резервуара.
Этикетка с данными резервуара с аргоном
Если вы не могу найти этикетку с данными резервуара. Или он не проходит мимо.
Потому что кто знает, что могло быть внутри этого танка.
А ты может быть неприятным сюрпризом.
Это могло удерживайте легковоспламеняющийся газ. Или ядовитый газ. Кто знает!
А ты без газового баллона вам не заправят.
YouTube Видео, показывающее типовые размеры баллона резервуара с аргоном
В первая 1 минута 30 секунд этого видео.Натан проходит через многие размеры сварочных газовых баллонов, которые вы найдете на рынке.
Он показывает Вы можете использовать цилиндры большего размера, которые часто можно взять напрокат.
Вместе с меньшие баллоны с аргоном. То, что вы обнаружите, чаще всего принадлежит и заправляется у поставщиков газа. Наслаждайтесь!
Идентификация баллона высокого давления
Видео Предоставлено: Holston Gases: Натан. Фаркуарсон
Какой размер аргона Резервуар Вам понадобится для сварки MIG?
Вот диаграмма для вас, показывающая размеры баллонов с аргоном в зависимости от времени боковой сварки.
