Рождение оловянной фигурки. Технология производства
Как сделать оловянного солдатика в домашних условиях
Оловянные солдатики – это любимые игрушки мальчишек всех времен, но что делать, если у тебя есть только один солдатик определенной формы, а тебе для игры или в коллекцию их надо несколько? В этом случае можно попробовать изготовить их самостоятельно, правда, терпения и старания для этого понадобится немало.
Как сделать оловянного солдатика в домашних условиях? Почитай эту инструкцию, посмотри картинки и попробуй его изготовить. Если постараться, то солдатик должен получиться.
Для того чтобы сделать нового оловянного солдатика понадобится солдатик уже готовый, как образец. С него ацетоном надо смыть краску, если он окрашен, а затем приступить к изготовлению формы для отливки.
Как сделать форму для литья оловянных солдатиков
Форму для литья оловянных солдатиков делают из трех составных частей: две части гипсовые, а третья – брусок из металла. 1. Возьми ровный брусок пластилина и вдави в него солдатика-образец до половины, а металлический брусок прижми к подставке солдатика так, как это показано на рисунке 1.2.
1. Возьми ровный брусок пластилина и вдави в него солдатика-образец до половины, а металлический брусок прижми к подставке солдатика так, как это показано на рисунке 1.2.
Сделай из стенок спичечного коробка заборчик и огради им пластилиновую заготовку – просто воткни его в пластилин так, как на рисунке 2. Проделай в пластилине два или три углубления, как на рисунке. Эти ямки понадобятся при стыковке двух половинок будущей гипсовой формы.3.
Намажь растительным маслом всю поверхность пластилина, вдавленного в него солдатика, ямки и металлический брусок, и приступай к изготовлению формы из гипса. Для этого высыпь в чашку просеянный через сито порошок гипса или алебастра и, помешивая, залей в него столько холодной воды, чтобы смесь была похожа на жидкую сметану.4.
Медленно и аккуратно вылей гипс из чашки в пластилиновую заготовку. При этом надо тщательно следить, чтобы не было пузырьков. Из-за химической реакции гипс немного нагреется и ему надо дать время на остывание – минут 10-15. 5. Когда гипс остынет, аккуратно сними половинку гипсовой формы и вынь солдатика. 6.
5. Когда гипс остынет, аккуратно сними половинку гипсовой формы и вынь солдатика. 6.
Вторая половинка гипсовой формы изготавливается так же, как и уже сделанная первая, только вместо заготовки из пластилина возьми первую половинку формы вместе с уложенным в неё солдатиком. Подставь к подставке солдатика брусок из металла и прилепи пластилином заборчик (рис. 6).
Смажь маслом поверхность внутри заборчика, залей жидким гипсом, а когда он остынет, разними половинки формы, аккуратно вынь солдатика-образец, и оставь форму сохнуть на неделю.7. Для того чтобы залить олово в форму в ней надо сделать литник – специальную канавку, которую нетрудно прорезать ножиком от края формы к основанию фигурки в обеих её половинках.
Также кончиком ножа надо процарапать от краев фигурки к краям формы царапины-канавки. Это – воздухи’, через них из формы будет выходить вытесняемый расплавленным оловом воздух. Воздухи’ не надо делать слишком широкими, иначе заливаемее олово через них будет вытекать из формы.
Перед отливкой между крепко стиснутыми половинками формы и бруском из металла проложи для теплоизоляции гладкий лист бумаги.
Как сделать оловянного солдатика в домашних условиях, отливка солдатика
Для отливки фигурки солдатика найди чистую баночку (подойдет из-под вазелина) и плоскогубцами выгни её в виде ковшика (как на рисунке). Из такого ковшика будет удобнее выливать жидкое олово в форму.
Приспособь к ковшику вместо ручки плоскогубцы, надень варежку или перчатку и аккуратно расплавь в нем кусочки олова на плите.
Когда олово расплавится, крепко зажми в руке сложенные вместе две половинки формы (держать их надо литником вверх) вместе с бруском из металла (как на рисунке) и вылей жидкое олово в форму.
ДЕЛАЙ ЭТО ОСТОРОЖНО, НЕ ПРОЛЕЙ РАСПЛАВЛЕННОЕ ОЛОВО НА РУКУ ИЛИ НА НОГУ, СЛУЧАЙНО НЕ БРЫЗНИ ИМ В ЛИЦО И НЕ ОБОЖГИСЬ!!!
Затем дай олову хорошо остыть, аккуратно раскрой форму и оловянный солдатик почти готов. Остается только кусачками удалить лишнее и обработать фигурку надфилем. Если фигурка неудачна, то её можно расплавить и отлить солдатика снова.
Если фигурка неудачна, то её можно расплавить и отлить солдатика снова.
Как сделать оловянного солдатика в домашних условиях, если нет образца
Если нет готового солдатика для образца, то можно срисовать с понравившейся картинки на плотную бумагу точный профиль солдатика и вырезать его.
Чтобы сделать вырезанный профиль рельефным, на него можно наклеить бумажки-толщинки. Клеить их надо одна на другую с обеих сторон профиля (как на картинке), а края толщинок можно сравнять пластилином.
Мелкие детали можно процарапать в уже готовой гипсовой форме.
Вот такая инструкция, как сделать оловянного солдатика в домашних условиях. Остается только раскрасить его с помощью тонкой кисточки масляными красками, разведенными масляным лаком или скипидаром. Только красить надо сначала все одноцветные детали, а затем, дав им просохнуть, детали других цветов.
Оловянные солдатики своими руками
Для литья миниатюр из металла классической является разборная двухчастевая форма – гипсовая или силиконовая. Опыт работы с такого типа формами позволяет перечислить и ее недостатки: относительно большое количество силикона требуется на изготовление каждой из двух половинок, время на вулканизацию силикона 8-12 часов для каждого слоя силикона при комнатной температуре, а когда таких слоев три, то изготовление двух половинок силиконовой формы занимает двое суток.
Опыт работы с такого типа формами позволяет перечислить и ее недостатки: относительно большое количество силикона требуется на изготовление каждой из двух половинок, время на вулканизацию силикона 8-12 часов для каждого слоя силикона при комнатной температуре, а когда таких слоев три, то изготовление двух половинок силиконовой формы занимает двое суток.
И главный недостаток – облой – металл, попадающий в промежуток между двумя половинками формы. Кто лил, тот знает, насколько трудно порой бывает получить отливку, на которой незаметна и точно совпадает линия облоя. Метод изготовления формы, который я хочу продемонстрировать, позволяет успешно преодолеть все три трудности и позволяет в домашних условиях получить качественные формы и, следовательно, качественные фигурки.
Фото 1. В качестве примера взята 28 мм мастер-модель эльфа для игры Блад Боул, изготовленная из эпоксидного патти Квик-Вуд.
Перед началом изготовления формы надо подготовить саму модель. Во-первых, поставить модель на литник и выпор. Модели, которые я леплю сам, имеют проволочный каркас ног, концы проволоки я и использую для изготовления литника (кусок такой проволоки хорошо виден на первом фото). Итак, литник, имеет коническую форму, выпор – всего один, не слишком толстый – к другой ноге. Если трудно поставить отдельно литник и выпор, то иногда можно обойтись и без выпора вовсе.
Модели, которые я леплю сам, имеют проволочный каркас ног, концы проволоки я и использую для изготовления литника (кусок такой проволоки хорошо виден на первом фото). Итак, литник, имеет коническую форму, выпор – всего один, не слишком толстый – к другой ноге. Если трудно поставить отдельно литник и выпор, то иногда можно обойтись и без выпора вовсе.
Далее вся конструкция устанавливается и приклеивается на картонное основание. Во-вторых, чтобы впоследствии легко отделить модель от силикона, я прокрашиваю модель тонким слоем акрилового металлика либо каким-нибудь нитро аэрозолем. Если ваша мастер-модель металлическая, то рекомендую тонировать именно нитро, а если пластмассовая, эпоксидная или из «грин стафа» (зеленки), то вполне подойдет акриловый металлик.
Почему именно металлик? По опыту – он легче всего отделяется, и при этом его можно нанести достаточно тонким слоем. Необходимо обратить внимание на то, чтобы краской были покрыты и все поднутрения (в другой литературе встречаются названиия «андеркаты» или «отрицательные углы»). Третий этап – необязательный, но очень рекомендуемый – начертить фломастером воображаемую линию раздела половинок формы – это очень поможет впоследствии сделать точный разрез силиконовой оболочки.
Третий этап – необязательный, но очень рекомендуемый – начертить фломастером воображаемую линию раздела половинок формы – это очень поможет впоследствии сделать точный разрез силиконовой оболочки.
На снимке – модель подготовлена к началу изготовления собственно формы. Виидны литник, выпор, видна и линия разреза, по крайней мере, на ногах. На голове ее не ищите – ее там нет. Разрез будет доходить только до кончиков пальцев левой руки и до верхнего полюса мяча. Вся модель установлена на основании.
Начинаем накладывать силикон слой за слоем. Первый слой требует большого внимания и терпения. Задача – внести силикон во все щели, щелочки и углубления. Силикон – материал довольно капризный и по своей воле туда не полезет, поэтому я беру маленькую капельку силикона и углубление за углублением вношу его туда, снова и снова проверяя, не забыл ли я еще какую щелочку.
На снимке: вот так, капля за каплей вносится силикон во все «проблемные» места.
Уже наложенный силикон можно придавить влажным пальцем.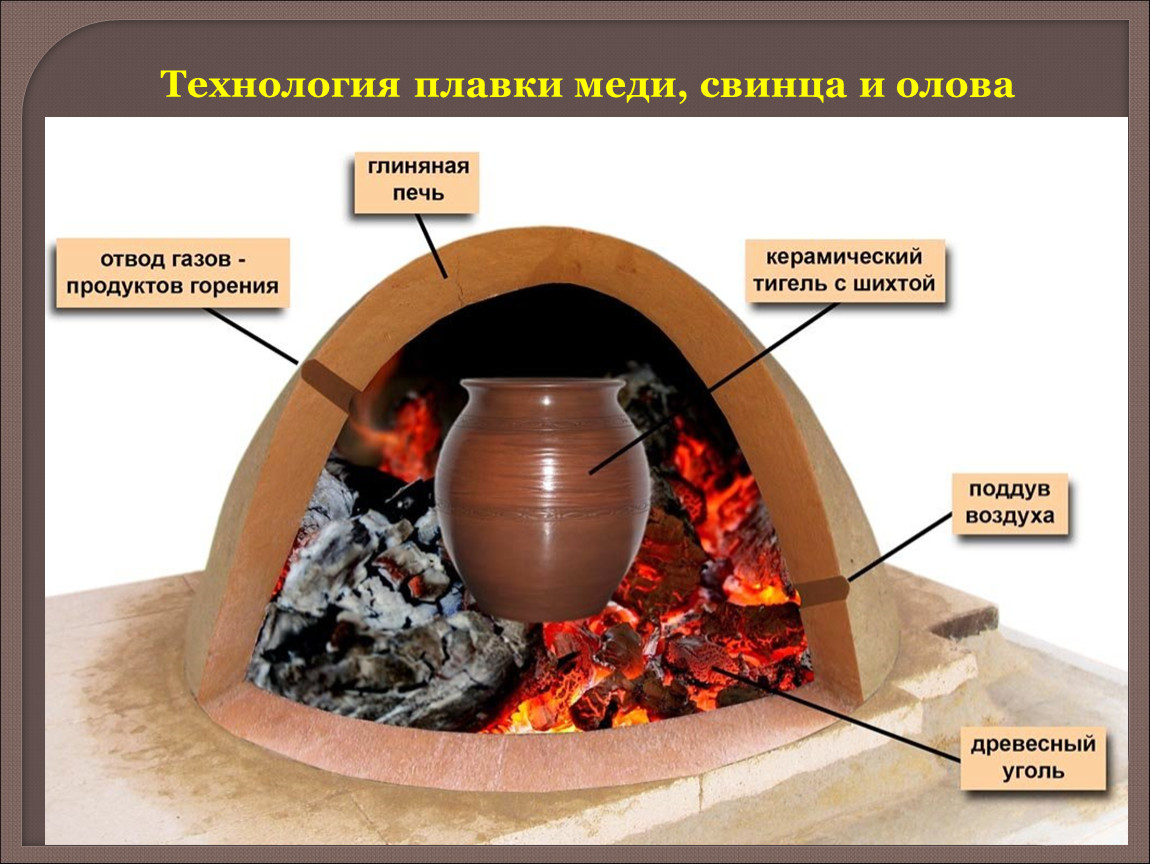 Я предпочитаю работать с прозрачным силиконом еще и по той причине, что можно видеть, не образуются ли пузырьки воздуха под слоем силикона. В конце этого этапа работы наша модель должна быть целиком покрыта тонким, желательно менее миллиметра слоем силикона.
Я предпочитаю работать с прозрачным силиконом еще и по той причине, что можно видеть, не образуются ли пузырьки воздуха под слоем силикона. В конце этого этапа работы наша модель должна быть целиком покрыта тонким, желательно менее миллиметра слоем силикона.
Наложен первый слой силикона.
Далее мы должны дать силикону высохнуть. Время на высыхание может быть разным у разных видов силиконов, но в большинстве случаев следующий слой силикона можно накладывать часов через восемь. И никогда не накладывайте следующий слой, пока не высох предыдущий! После того, как первый слой силикона высох, еще раз внимательно осмотрите «кокон», если нет никаких проплешин в слое силикона, то едем дальше! Если есть, то заполните недостатки силиконом и все равно едем дальше!
А дальше – второй, третий и дальше, сколько надо. Эти слои должны плотно укутать модель в единый кокон уже без всяких поднутрений. Насколько он должен быть толстым? Скажем так – лишний слой силикона ему не повредит, зато слишком тонкий слой может привести к деформациям при литье, особенно в месте разреза формы. На демонстрируемой здесь модели силикон наложен четырьмя слоями и в отдельных местах я положил еще один дополнительный пятый слой. Когда закончено наложение силикона, то лишний картон подставки обрезается.
На демонстрируемой здесь модели силикон наложен четырьмя слоями и в отдельных местах я положил еще один дополнительный пятый слой. Когда закончено наложение силикона, то лишний картон подставки обрезается.
Полностью готовая оболочка.
Теперь мы имеем силиконовую мумию из которой еле просвечивает наша модель. Пришло время построить «каменный гроб». Я делаю опалубку из деталей конструктора «Лего», развожу гипс и заливаю первую половинку гробика, до половины утапливаю в гипсе кокон, жду.
Изготовление опалубки и первая половинка «гроба».
Обратите внимание на резиновую чашку для разведения гипса. Исключительно удобная в работе вещь, ветеран производства. Изначально – это стоматологический инструмент, но также может быть изготовлена и из половинки резинового мяча. Работая с одной и той же емкостью для разведения гипса, со временем учишься дозировать воду и гипс «на глаз», чтобы не было слишком много отходов, а после работы очистить от застывшего гипса – просто вывернув ее наизнанку.
Когда гипс застывает, что определяется по его нагреванию, передвигаю опалубку выше, но ни в коем случае не вынимайте кокон из гипса! Затем надо не забыть смазать поверхность гипса чам-нибудь, чтобы потом половинки гипса разделить. Никаких специальных смесей! Жидкость для мытья посуды или жидкое мыло подойдет. Разводим вторую порцию гипса и заливаем ее в опалубку. Снова ждем до нагревания гипса. Когда гипс затвердел, снимаем опалубку, разделяем половинки «гроба» и вынимаем мумию.
К этому моменту мы уже имеем полностью изготовленную литьевую форму. Теперь дело за малым – вынуть модель из формы и прографитить литьевую поверхность. На самом деле вскрытие силикона и вынимание модели – самая ответственная операция, поэтому подойти к ней надо очень серьезно. Махать ножом – это вам не силикон размазывать. Во-первых, я очень рекомендую взять совершенно новое лезвие скальпеля. Во-вторых, не торопясь, осмотрите мумию и вспомните или попробуйте аккуратно найти ту линию разреза, которую мы рисовали при подготовке модели.
И только продумав, как должен пойти разрез – начинайте. Резать надо не торопясь, понемногу, но «твердой рукой». Начинайте проводить разрезы, ориентир ваш – линия, не зря же мы ее рисовали, между тем, постепенно и очень аккуратно отделяйте силикон от модели. Хотя силикон и очень эластичен, но оторвать от него кусочек или отрезать чего лиишнего скальпелем не так уж и сложно, поэтому никакого применения силы и торопливости. Конечной задачей этой операции является – вывернуть силиконовую оболочку так, чтобы можно было вытащить модель, но при этом оставить оболочку целой, так, чтобы отпустив ее она снова приняла свою изначальную форму.
Модель успешно вынута из силикона
Снимая форму с моделей сложной формы можно делать дополнительные разрезы, чтобы извлечь из силикона отдельные части, но ничего не отрезать насовсем. Как если бы мы хотели снять кожуру с апельсина целиком. В этом и смысл метода. Нам это удалось! Теперь хирург может снять маску и перчатки, заварить кофе и устало закурить.
Перед литьем внутренние поверхности формы надо как следует обработать графитным порошком (я в качестве источника графита использую внутренности батареек, хотя это может быть и графитный стержень карандаша), сдуть излишки графита и снова собрать всю форму. Форма полностью готова к литью. Зажим прост и удобен до ужаса – две палочки и две резинки.
Конечно, хорошо бы дать время гипсу высохнуть, хотя бы пару суток, но кто ж удержится, уже имею полностью готовую форму от удовольствия сделать пару-тройку пробных отливок? Не могу удержаться и я.
Подготовка модели: изготовление литников – полчаса, покраска и нанесение разделительной линии – пусть будет еще полчаса (разумеется, это максимальные затраты времени, все это можно делать еще быстрее). Наложение первого слоя силикона занимает минут двадцать. Последующие слои – операции не требующие суперточности, поэтому на них уходит 5-15 минут времени. Высыхание каждого из слоев силикона, как я уже говорил, требует часов восемь времени, но и здесь есть небольшой фокус. Если поставить модель в теплое место, наверное градусов 60-80, мне трудно сказать точно без термометра, то силикон вулканизируется за час.
Если поставить модель в теплое место, наверное градусов 60-80, мне трудно сказать точно без термометра, то силикон вулканизируется за час.
Я ставлю в электродуховку. Недостатки: неприятный запах в духовке и во всей кухне. Если запах сильно неприятный – попробуйте снизить температуру. Можно, конечно и вытяжку включить, если у кого есть. Итого пять слоев застынут часов за шесть. Я предпочитаю не торопитья и оставить самый наружный слой (все равно он самый толстый) еще на ночь в комнатной температуре. На следующий день: на изготовление гипсового гроба – минут 20 на каждую половинку.
Хитрость: разводите гипс в подсоленной воде. Соль является катализатором кристаллизации гипса. Итого, на все-про все, включая уборку ушел час. Без уборки – 40 минут и жена очень бы ругалась. Операция вскрытия «кокона» у меня заняла 15 минут, засекал по часам. Еще минут пятнадцать ушло на то, чтобы отграфитить поверхности формы и собрать все в полную боевую готовность. Итак: вчера в 11 утра я начал изготовление формы, сегодня в 13 часов я уже держал в руках отлитые фигурки.
Возможности метода
Я делаю формы таким способом уже года два, на опыте убедился в существенной экономии силикона и времени по сравнению с другими способами изготовления форм. Формы из двух силиконовых частей я теперь делаю только для совершенно плоских деталей, а все остальное – руки, тела, головы – только так. Качество улучшилось, особенно в отношении облоя и точности совмещения половинок формы Такой метод можно успешно использовать для изготовления форм для фигур любой формы и сложности. Одинаково успешно применял его для литья 28 мм 54 и даже 75 мм фигурок.
В завершение хочу сказать пару слов о силиконах. Найти подходящий для дела материал – непросто. Приходится перепробовать немало сортов. Чтобы сэкономить средства, не ищите для литья металлов стоматологических силиконов и ювелирных (те их гордо называют «жидкой резиной») – они нетермостойки. Есть наверное и исключения, но как правило они еще и дорогие.
Я использую самый обычный строительный силикон Silirub бельгийской фирмы Soudal. Шприц 330 г. Почти не чувствуется от него запаха уксуса. Он выпускается трех видов: черный, белый и прозрачный. Первый и последний температуру литья олова, т.е. 300-400 градусов держит хорошо. Белый после нескольких заливок покрывается трещинами и коркой «припека». После многократных заливок практически не деформируется. Остается только пожелать удачи всем любителям перемазаться в силиконе.
Шприц 330 г. Почти не чувствуется от него запаха уксуса. Он выпускается трех видов: черный, белый и прозрачный. Первый и последний температуру литья олова, т.е. 300-400 градусов держит хорошо. Белый после нескольких заливок покрывается трещинами и коркой «припека». После многократных заливок практически не деформируется. Остается только пожелать удачи всем любителям перемазаться в силиконе.
Солдатики своими руками в домашних условиях
Для тех, кто хочет делать солдатиков для детей своими руками, есть разные способы и материалы. Самостоятельно лепить солдатиков можно из пластилина, глины или даже массы для холодной сварки. Как лепить солдатиков из «холодной сварки» показывает Сергей Осипов:
Попробуйте повторить все действия, и тогда у вас возможно получатся солдатики, похожие на эти фигурки скульптора-любителя Сергея Киселева:
Вот видео об авторе этой пластилиновой армии (более 2000 солдатиков):
Еще солдатиков делают из проволоки, очень подробная инструкция здесь: www. lobzik.pri.ee/modules/news/article.php?story >
lobzik.pri.ee/modules/news/article.php?story >
Ну а желающие собственноручно отлить себе металлических солдатиков могут посмотреть для начала инструкцию:
Бумажными солдатиками играть надо более аккуратно. Они могут быть плоскими, например, такими:
А вот о солдатиках из дерева (из книги В.С.Горичевой «Куклы»):
Фот от самого молодого участника в конкурсе и первого мужчины среди участников всех конкурсов моего блога. Знакомьтесь — Архангельский Степан, 11 лет.
Степан живет в городе Кавалерово и, как и полагается мальчишкам, не равнодушен к военным играм. Он любит лепить из пластилина рыцарей и всяких вояк. В основном, занимается этим в детской группе при клубе «Светлица».
Описание работы получается коротким: берется пластилин разного цвета. Лепит Степан без основы. Отрывая маленькими кусочками массу, создает требуемую форму, глядя на картинку.
Инструменты и материалы для литья
Олово практически идеальный материал для выполнения литья и в домашних, в промышленных условиях. Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.
Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.
Инструменты для литья из олова
Кроме, названных материалов потребуется несложный слесарный инструмент – напильники с разным сечением, плоскогубцы, паяльник и пр.
Как сделать форму для литья оловянных солдатиков
Форму для литья оловянных солдатиков делают из трех составных частей: две части гипсовые, а третья – брусок из металла.
1. Возьми ровный брусок пластилина и вдави в него солдатика-образец до половины, а металлический брусок прижми к подставке солдатика так, как это показано на рисунке 1.
2. Сделай из стенок спичечного коробка заборчик и огради им пластилиновую заготовку – просто воткни его в пластилин так, как на рисунке 2. Проделай в пластилине два или три углубления, как на рисунке. Эти ямки понадобятся при стыковке двух половинок будущей гипсовой формы.
Эти ямки понадобятся при стыковке двух половинок будущей гипсовой формы.
3. Намажь растительным маслом всю поверхность пластилина, вдавленного в него солдатика, ямки и металлический брусок, и приступай к изготовлению формы из гипса. Для этого высыпь в чашку просеянный через сито порошок гипса или алебастра и, помешивая, залей в него столько холодной воды, чтобы смесь была похожа на жидкую сметану.
4. Медленно и аккуратно вылей гипс из чашки в пластилиновую заготовку. При этом надо тщательно следить, чтобы не было пузырьков. Из-за химической реакции гипс немного нагреется и ему надо дать время на остывание – минут 10-15.
5. Когда гипс остынет, аккуратно сними половинку гипсовой формы и вынь солдатика.
6. Вторая половинка гипсовой формы изготавливается так же, как и уже сделанная первая, только вместо заготовки из пластилина возьми первую половинку формы вместе с уложенным в неё солдатиком. Подставь к подставке солдатика брусок из металла и прилепи пластилином заборчик (рис. 6).
6).
Смажь маслом поверхность внутри заборчика, залей жидким гипсом, а когда он остынет, разними половинки формы, аккуратно вынь солдатика-образец, и оставь форму сохнуть на неделю.
7. Для того чтобы залить олово в форму в ней надо сделать литник – специальную канавку, которую нетрудно прорезать ножиком от края формы к основанию фигурки в обеих её половинках. Также кончиком ножа надо процарапать от краев фигурки к краям формы царапины-канавки. Это – воздухи’, через них из формы будет выходить вытесняемый расплавленным оловом воздух. Воздухи’ не надо делать слишком широкими, иначе заливаемее олово через них будет вытекать из формы.
8. Перед отливкой между крепко стиснутыми половинками формы и бруском из металла проложи для теплоизоляции гладкий лист бумаги.
Как сделать олово в домашних условиях? Пошаговый процесс литья
Сегодня олово — привычный металл. Однако в 16-17 векахоно было довольно редким и ценным, поэтому Россия покупала его в другихстранах. Олово использовалось для покрытия железных изделий для предохраненияих от ржавчины.
Из этого металла русскими умельцами создавалась посуда срельефными узорами, поскольку мягкое, податливое олово легко поддавалосьобработке резцом. После отлива изделия мастер декорировал его затейливыморнаментом или гравированной надписью.
Сегодня Московский Исторический музейимеет различные образцы посуды из олова, которая сохранилась с давних времён.
Кратко о податливом олове
Металлическое олово имеет такую структуру кристаллов, чтопри его сгибании кристаллы металла хрустят в результате трения друг о друга.Этот хруст является отличительным признаком чистого олова от его сплавов,которые при изгибе звуков не издают.
Наносить разные декоративные покрытия на основе олова иликакого-либо сплава, сделанного из него, возможно и в домашних условиях.
Приэтом может возникнуть вопрос, как сделать олово самостоятельно? Добывается онос помощью электрохимических способов травления с использованием раствораэлектролита, который потребуется изготовить своими руками, применив для этогочистое олово и его соли.
Умельцы могут получать олово в домашних условияхследующими способами:
- Использовать химические реакции для получения окиси оловас последующей его плавкой в тигле. В результате этого выделится чистое олово.
- Получить хлорид олова, а далее с помощью электролизабанок из-под консервов с электролитом на основе имеющегося хлорида выделитьолово.
Как получить хлорное олово в домашних условиях?
Более простым и дешевым методом получения хлорида оловаявляется применение оловянно-свинцового припоя.
- Необходимо взять концентрированную соляную кислоту,довести её до кипения и растворить в ней припой.
- Следующий шаг — сильное охлаждение раствора, в процессекоторого в нём будет наблюдаться выпадение осадка хлорида свинца.
- Полученный осадок фильтруют с декантацией, и на основеотфильтрованного раствора готовится электролит (который является практическичистым хлоридом олова с незначительным количеством примеси).
- Из-за быстрого окисления хлористого олова применениеполученного раствора должно быть незамедлительным.


Как получить чистое олово в домашних условиях?
Для того чтобы сделать электролит, необходимо взятьнебольшую порцию хлорида олова для затравки. Позже, после выделения, появитсявозможность приготовления более чистого раствора хлорида. Для этого потребуетсявзять царскую водку или соляную кислоту и растворить металл.
В 7% раствор SnCl2 (хлоридолова) влить, постоянно помешивая, щелочной раствор (9-10%), в результате чегобудет наблюдаться образование и выпадение белого осадка — гидроксида олова.
Перемешивать раствор необходимо до тех пор, пока он не станет полностью прозрачным,что будет указывать на готовность электролита.
Как сделать олово в домашних условиях? Для этогопотребуется консервная банка довольно большого размера (3-5 литров) и крышка издиэлектрического материала.
Банки имеют луженную внутреннюю поверхность — тоесть, слой олова, защищающий саму железную банку от окисления, а пищевойпродукт, находящийся в ней — от порчи. Поэтому возможно извлечение олова избанок для повторного его использования.
С банки требуется снять наклейку иудалить с неё загрязнения, для чего нужно прокипятить её в крепком содовомрастворе в течение 30 минут. Далее делается следующее:
- В центр банки помещается угольный катод.
- К корпусу банки подключить анод.
- Залить электролит и подключить питание (4В). Для этогоможно взять несколько последовательно соединённых батареек или аккумулятор.
- Чтобы увеличить количество получаемого олова, нарежьтенесколько старых банок из-под консервов на части и засыпьте их в электролизер.При этом необходимо предотвратить их контакт с катодом. В одной консервной банкесреднего размера содержится 0,5 г олова.
- Результат опыта — выделение на катоде губчатого олова.Его требуется собрать и переплавить в тигле в металл характерного серебристогоцвета. Почему олово можно расплавить в домашних условиях? Потому что оно имееттемпературу плавления 239˚C,а железо, для сравнения — 1538, 85 ˚C.
Литьё из олова в домашних условиях
Изготавливать мелкие фигурки и изделия из олова вдомашних условиях сегодня не только интересно, но и довольно прибыльно. Ведьмногие коллекционеры за оловянного солдатика, модель военной техники или простосувенир готовы заплатить немалые деньги. Художники-любители, желающие научитьсяотливать детали, используют для этого, как правило, олово, поскольку оно имеетследующие положительные качества:
Ведьмногие коллекционеры за оловянного солдатика, модель военной техники или простосувенир готовы заплатить немалые деньги. Художники-любители, желающие научитьсяотливать детали, используют для этого, как правило, олово, поскольку оно имеетследующие положительные качества:
- Привлекательный красивый цвет, похожий на цвет серебра.
- Олово технологично, имеет низкую температуру плавления.
- Пластично, легко гравируется и чеканится, «лепится»паяльником.
Умелый мастер, используя нехитрое оборудование, способенпревратить небольшой серебристый слиток в прекрасную скульптуру, фонарик,подсвечник, ларец, медаль, брошь, браслет, запонку и многое другое.
Кроме того,из олова создаются ажурные и рельефные пластины для украшения шкатулок,декорирования дверных петель, ручек, замочных скважин.
Как происходит литьёолова в домашних условиях? Этот процесс состоит из следующих этапов иособенностей:
- Производство будущих изделий начинается с созданияцветных эскизов на листе бумаги.
- После берётся полимерная глина и из неё готовится фигуркадля создания формы. При этом каждую мельчайшую деталь наносят стеком итоненьким шилом.
- Изготовление формы — самый ответственный этап. Она должнаиметь идеальный разъём. Это необходимо для лёгкого и безопасного извлеченияотливки. Как правило, формы для литья делают разборные, состоящие из 2-хчастей.
- Наиболее оптимальный материал для формы — гипс илисиликон, но для того чтобы сделать силиконовую форму, необходимо затратитьгораздо больше материала и времени.
- Кроме того, в магазинах продаются специальные герметики,которые заливаются на модели, они застывают и, таким образом, получаютмногоразовые формы для заливок.

- В тех случаях, когда в будущем изделии будетприсутствовать множество мелких деталей, форма изготавливается с вкладышем.
- Большую роль играет размер канала в форме, через которыйв неё заливается металл. Чем оно меньше, тем медленнее заполняется форма, приэтом существует опасность быстрого остывания металла, что может привести кобразованию полостей.
- Отливая деталь, две половины формы следует сложить вместеи поместить между фанерным листом толщиной около 12 миллиметров. Затем их нужностянуть тугой резинкой.
- После подготовки формы разогревается металл. Готовностьсплава к заливке определяется по образованию желтоватой плёнки. Если же металлперегреть, то плёнка приобретёт синий или фиолетовый оттенок.
- Заливка металла в форму должна обязательно производитьсятонкой струйкой, при этом следует немного постукивать по форме, предотвращая,таким образом, задержку в ней воздуха. Необходимо при этом помнить о правилахбезопасной работы с разогретыми сплавами.
- После того как форма будет залита металлом, требуетсяоставить её на некоторое время для остывания и затвердевания сплава внутри неё.
- Затем форма открывается, и из неё аккуратно, щипцамиизвлекается готовое изделие. Как правило, на первом изделии всегда бываютдефекты. Поэтому фигурка дополнительно обрабатывается — удаляются облои(металл, который затёк в швы между двух частей формы). Их счищают с помощьютаких инструментов, как скальпель или шабер.
- Далее швы шлифуются довольно мелкой наждачной бумагой.При изготовлении сложных фигурок и изделий, отливающихся отдельными частями,эти части соединяются паяльником.

 Их счищают с помощьютаких инструментов, как скальпель или шабер.
Их счищают с помощьютаких инструментов, как скальпель или шабер.- Для того чтобы приклеить мелкие детали, используетсяэпоксидный клей. Места, в которых детали спаивались и склеивались, тщательно иаккуратно шлифуются.
- Затем следует приготовить крепкий раствор соды и помыть внём готовую фигурку тоненькой щеточкой, чтобы удалить флюс.
- При необходимости готовое изделие раскрашиваетсяакриловыми красками.
Успешно овладев этим увлекательным старинным ремеслом,умелый мастер получит возможность не только заниматься любимым делом, но изарабатывать неплохие деньги. К тому же, это будет отличным подарком на 10 лет свадьбы (оловянную годовщину).
Солдатик — игрушка для детей и взрослых
А статья у нас сегодня — о мальчишеских игрушках. Пожалуй, трудно найти мальчишку, который бы в детстве не играл в солдатики. В сознании большинства наших современников они, то есть солдатики, так и воспринимаются лишь в качестве детских игрушек.
В сознании большинства наших современников они, то есть солдатики, так и воспринимаются лишь в качестве детских игрушек.
Но, во-первых, это слишком упрощенный подход, а во-вторых, немало известных людей, уже будучи вполне взрослыми, не стеснялись своего пристрастия к маленьким игрушечным воинам.
В их списке – французские монархи Людовик ХІV, Наполеон I и Наполеон II, русский полководец Александр Суворов и его современник император Павел I, немецкий композитор Иоганес Брамс, английский писатель Роберт Стивенсон, английский премьер-министр Уинстон Черчилль и многие другие, известные и менее именитые личности.
Солдатики — древние игрушки
История солдатика насчитывает более 4-х тысяч лет назад. Древнейшие из них найдены в гробницах древнеегипетских фараонов. Сделанные из дерева, фигурки олицетворяли стражу, охраняющую умершего правителя в загробной жизни.
На весь мир известна терракотовая гвардия из мавзолея древнекитайского императора Цинь-Шихуанди. Полноростовые фигуры его телохранителей выполнены с высочайшей деталировкой, а лицо каждого настолько индивидуально, что не остается ни малейшего сомнения в портретном сходстве.
В Средневековье игрой в солдатики увлеклись европейские короли и вельможи. Это была едва ли не единственная общественная прослойка, способная позволить себе такое удовольствие, ведь материалом для изготовления фигурок выступали чаще всего драгоценные металлы. Сами игры имели тактический и стратегический моменты – в них будущие полководцы изучали основы управления военными отрядами.
В XVII – XVIII вв. уже не один уважающий себя королевский двор не обходился без коллекции миниатюрных воинов. А в начале ХІХ столетия солдатики наконец стали доступны широкому потребителю и вышли в массы. Связано это, как ни странно, с распространением дешевой фаянсовой посуды. До этого европейская посуда в большинстве своем отливалась из олова.
Но фаянсовая технология оказалась значительно экономичнее, и литейщики-оловянщики просто не выдерживали конкуренции. В поисках нового рынка сбыта они обратились к производству оловянных фигурок. Так и родился хрестоматийный оловянный солдатик.
Произошло это в германском городе Нюрнберге, а первые солдатики в среде коллекционеров так и называются: нюрнбергская миниатюра.
Помните, у Андерсена: из одной оловянной ложки – 25 солдатиков? Если сравнить с продукцией современных фабрик, то придется удивиться размеру ложек того времени. Но удивление будет преждевременным: тогдашние ложки были не больше нынешних ложек.
А вот солдатики – наоборот, уступали в параметрах своим потомкам начала ХХI века. Нюрнбергские фигурки были плоские, не толще 3 мм, а высота пешего солдатика равнялась примерно 30 мм.
Так что неудивительно, что из одной ложки вышло две дюжины стойких оловянных.
Впоследствии появились и объемные фигурки, интереснее, но и дороже, а самые дорогие среди массовой продукции делались и вовсе разборными. Русский художник рубежа ХІХ – ХХ вв. Александр Бенуа вспоминал, что появление у него именно таких разборных солдатиков он воспринял как настоящий праздник.
В ХХ столетии спектр сырья для производства солдатиков значительно расширился за счет полимерных материалов. После Второй мировой войны солдатики стали одной из наиболее востребованных статей на рынке игрушек.

В этот же период набирает популярность военно-исторический варгейм (военно-тактические игры с солдатиками). В отличие от подобных игр эпохи Средневековья и Нового времени, теперь они посвящены конкретным событиям военной истории, будь то восстание Спартака или Сталинградская битва.
Основной контингент варгеймеров – отнюдь не дети, а молодежь от шестнадцати и старше.
Параллельно развивается и коллекционирование солдатиков – как старинных сто- и двухсотлетней давности, так и современных, выпущенных специально для коллекционеров.
Как бы там ни было, а дух Андерсеновского солдатика не сгорел в пламени печки, а продолжает согревать сердца миллионов «солдатистов» по всему миру.
Кононко Юлия
Формы для литья олова
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.
Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.
В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
Самым популярным можно назвать литье в центробежной машине.
Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы. Таким образом, происходит устранение лишних газов из тела будущей отливки. Это инженерное решение позволяет получать металл с мелкозернистой структурой. Литье выполняют в металлоформы, произведенные в заводских условиях. Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Источники
- https://ometalledo.ru/izgotovlenie-olovyannyx-soldatikov-v-domashnix-usloviyax.html
- https://gazsnabstroy.ru/izgotovlenie/izgotovlenie-olovyannyh-soldatikov-v-domashnih-usloviyah
- https://stalcu.ru/izgotovlenie/izgotovlenie-olovyannyh-soldatikov-v-domashnih-usloviyah.html
- https://steelfactoryrus. com/izgotovlenie-olovyannyh-soldatikov-v-domashnih-usloviyah/
- https://stankiexpert.ru/spravochnik/litejjnoe-proizvodstvo/lite-iz-olova.html
 com/izgotovlenie-olovyannyh-soldatikov-v-domashnih-usloviyah/
com/izgotovlenie-olovyannyh-soldatikov-v-domashnih-usloviyah/[свернуть]
Как сделать солдатика
Зачастую для более достоверного отражения каких-либо деталей скульптуры в процессе участвуют консультанты по истории.
Этапы создания оловянной миниатюры:
- Выбирается готовая картинка или рисуется эскиз будущей фигуры. Так же до начала работ необходимо определить будет ли модель разборной или цельной.
- В помощь скульптору делаются фотографии реальных людей для лучшего определения позы будущей миниатюры.
- Скульптор изготавливает мастер—модель из пластики или другого твердеющего материала.
Именно первые 3 этапа являются самыми длительными и трудоемкими. Сократить и упростить процесс создания миниатюры можно, используя 3D печатные формы. Объемная фигурка легко моделируется на компьютере и быстро изготавливается на 3D принтере.
- Изготавливается форма для литья. Так как она состоит из нескольких частей, то с помощью пластилина формируется линия разъема. Необходимо заранее заложить литники и выпоры. Если скульптура разборная, состоит из нескольких деталей, то форма для каждой детали формируется отдельно. При изготовлении формы для литья используется жидкий виксинт или силикон, который заливается послойно и упрочняется обкладками из гипса.
- В готовую и просушенную форму заливается разогретый до жидкого состояния оловянный сплав. В зависимости от объема отливки подбирается состав и температура сплава.
- После извлечения отливки из формы скульптура обрабатывается с помощью надфилей и шаберов, заполировывается и спаивается легкоплавом.
- Собранная и подготовленная к росписи фигура попадает к художнику. Ее грунтуют и расписывают темперными и акриловыми красками. Чем больше слоев краски и тщательнее роспись, тем красивее и ценнее фигура.
 Так как она состоит из нескольких частей, то с помощью пластилина формируется линия разъема. Необходимо заранее заложить литники и выпоры. Если скульптура разборная, состоит из нескольких деталей, то форма для каждой детали формируется отдельно. При изготовлении формы для литья используется жидкий виксинт или силикон, который заливается послойно и упрочняется обкладками из гипса.
Так как она состоит из нескольких частей, то с помощью пластилина формируется линия разъема. Необходимо заранее заложить литники и выпоры. Если скульптура разборная, состоит из нескольких деталей, то форма для каждой детали формируется отдельно. При изготовлении формы для литья используется жидкий виксинт или силикон, который заливается послойно и упрочняется обкладками из гипса.И вот результат готовая оловянная миниатюра, за которой стоит кропотливый труд не одного человека.
Создание фигурки солдата или другого персонажа-процесс творческий. И каждый сам решает для себя, какой способ изготовления ему выбрать: современный с использованием 3D оборудования или ручное воплощение.
Сначала выбирается готовая картинка или рисуется эскиз будущей фигуры:
Затем скульптор лепит эту фигуру из пластики или другого твердеющего материала.
Делаем форму, так как она состоит из нескольких частей, то формируем с помощью пластилина линию разъема. Заранее закладываем литники и выпоры.
Фигура обычно состоит из нескольких деталей, иногда из 10-15. Каждую деталь формуем отдельно.
Форму делаем из жидкого виксинта или силикона заливая его послойно и упрочняя обкладками из гипса.
В готовую и просушенную форму заливается разогретое до жидкого состояния оловянный сплав. В зависимости от объема отливки подбирается состав и температура сплава.
После извлечения отливки из формы она обрабатывается с помощью надфилей и шаберов, заполировывается и спаивается легкоплавом.
Собранная и подготовленная к росписи фигура попадает к художнику. Ее грунтуют и расписывают темперными и акриловыми красками. Чем больше слоев краски и тщательнее роспись, тем красивее и ценнее фигура.
Пределов совершенству нет.
Литьё бронзы в домашних условиях | В домашних условиях
» В домашних условиях
Как расплавить медь в домашних условиях
Видео по теме
Обратите внимание
Муфельная печь должна позволять получать следующие температуры: для плавления меди – 1083оС, для плавления бронзы – 930—1140оС, для плавления латуни — 880—950оС.
Красная медь является вязкоплавкой. Она малопригодна для тонкой отливки. Для этих целей больше подходит латунь. Чем светлее латунь, тем более легкоплавкой она является.
Не рекомендуется заниматься переплавкой старинной бронзы неизвестного происхождения, поскольку она может содержать в своем составе большое количество мышьяка.
Горн представляет собой открытую печь с вытяжкой, в которой сжигают древесный уголь. Для увеличения температуры в горн вдувают дополнительный воздух с помощью мехов или компрессора.
Для увеличения температуры в горн вдувают дополнительный воздух с помощью мехов или компрессора.
Бронза — температура плавления. Как делаются изделия из бронзы
May 29,
Бронза представляет собой сплав из меди и другого дополнительного элемента, в качестве которого чаще всего выступает олово, свинец, алюминий или кремний. В зависимости от процентного показателя данных металлов, бронза может иметь разный цвет и дополнительные характеристики.
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как эпоха бронзы . Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент. Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Основные характеристики
Широкое применение данного материала определяется его базовыми показателями. Для бронзы характерны такие отличительные черты, как:
- высокая сопротивляемость коррозии
- прочность
- высокий уровень электро- и теплопроводности
- повышенные показатели сопротивления износу
- низкий коэффициент процесса трения
- отличные показатели стойкости в морской воде, на открытом воздухе и в различных органических растворах
- высокие показатели паростойкости
- легкость в обработке.
Бронза, температура плавления которой составляет около 930-1100 градусов, имеет отличные показатели прочности и стойкости. Особенно если сравнивать ее с другими подобными сплавами.
Классификация бронзы
Несмотря на то что эпоха бронзы давно прошла, на сегодняшний день используются несколько вариантов данного материала. По составу сплав распределяют на следующие типы:
- безоловянный (не содержит олово)
- оловянный.
В первую группу дополнительно включают бериллиевый, алюминиевый, свинцовый и кремниецинковый типы.
- Бериллиевая бронза – это самый стойкий и прочный сплав, который по своим базовым характеристикам превосходит даже сталь высокого уровня качества.
- Кремниецинковый вид в расплавленном состоянии отличается высокими показателями текучести.
- Свинцовая бронза – вид сплава, который обладает повышенной стойкостью и устойчивостью.
- Алюминиевая бронза отличается от других типов стойкостью перед химическими раздражителями и негативными влияниями окружающей среды.

Что касается второго подвида бронзы, то оловянный тип на сегодняшний день считается самым распространенным в промышленности, несмотря на тот факт, что другие виды сплавов превосходят его по отдельным характеристикам.
Сферы использования бронзы
Применение данного сплава определяется его базовыми характеристиками. Достаточно часто в бронзу добавляют различные дополнительные составляющие, которые характерным образом меняют и дополняют ее особенности.
Что касается оловянного подвида сплава, то он применяется еще с древних времен. Особенно популярны были различные изделия из бронзы – украшения, статуэтки, предметы быта и др.
Чтобы повысить стойкость сплава перед коррозией, в него добавляют никель, цинк, фосфор и другие подобные элементы. Чаще всего такой материал используется для изготовления всевозможных инструментов для мореплаванья.
Чаще всего такой материал используется для изготовления всевозможных инструментов для мореплаванья.
Алюминиевый и кремниецинковый виды применяются, как правило, для создания предметов искусства.
Плавление бронзы в домашних условиях
В современном мире изготавливается множество изделий на основе данного сплава. Для того чтобы сделать какое-либо украшение или изделие в домашних условиях, следует учитывать такие факторы, как основные характеристики, которыми обладает бронза, — температура плавления материала и др. В качестве вспомогательных устройств потребуются следующие вещи:
- тигель
- щипцы
- древесный уголь
- печь с поддержкой необходимого диапазона температур
- горн
- готовая форма для заготовки
- крюк.
Последовательность выполнения процесса
- В тигель закладываются отдельные куски металла, а он сам помещается в печь. Потом устанавливается регулятор нагрева, и бронза, температура плавления которой зависит от ее составляющих элементов, начинает менять форму.
- После этого тигель достается из печи при помощи крюка, а сам сплав заливается в подготовленную форму.
- Бронза, температура плавления которой относительно невысокая, позволяет заменять муфельную печь автогеном или паяльной лампой.

Подобная последовательность подойдет и для работы с другими сплавами меди. Поскольку, например, температура плавления бронзы и латуни находится приблизительно в одном и том же диапазоне — 930-1140 и 880-950 градусов соответственно.
Меры предосторожности
Плавление металлов в домашних условиях совсем не означает, что это можно делать просто в жилом помещении без каких-либо ограничений. Для литья бронзы понадобится отдельная комната, выполняющая функции мастерской, которая должна быть оснащена всем необходимым для этого процесса оборудованием и средствами личной защиты. Мастерская обязательно должна быть оборудована рабочим огнетушителем, а в самом помещении не могут храниться легковоспламеняющиеся материалы и вещества.
Кроме этого, плавление бронзы считается достаточно травмоопасным занятием, поэтому выполнение всех необходимых этапов данной процедуры должно осуществляться только подготовленным человеком.
Особые моменты
Для отливки различных тонких металлических изделий предпочтение следует отдать латуни, поскольку она плавится гораздо легче, чем бронза. Что касается оборудования, то выбор лучше сделать в сторону тиглей из керамики и глины, поскольку они более подходят для работы с данным сплавом.
Относительно переплава старинной бронзы следует сказать, что при данной процедуре надо быть особенно внимательным, поскольку в ее составе может быть мышьяк.
Следует также учитывать количество примесей, которые имеет бронза. Температура плавления материала в зависимости от этого может значительно отличаться. Для оловянистого сплава показатели находятся в пределах 900-950 градусов, тогда как для безоловянистых нужно около 950-1080.
Бронза представляет собой сплав меди с добавлением различных цветных металлов.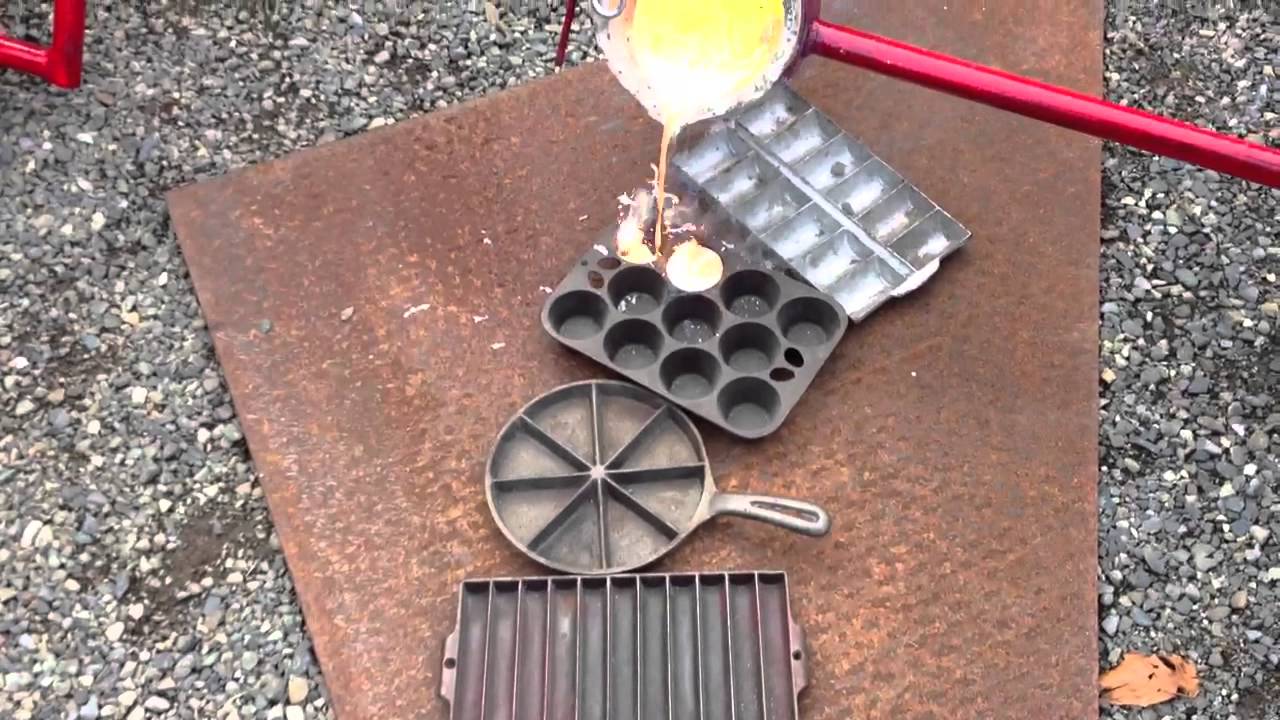 Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии. В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии. В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
- Автор: Tarsomys гость
Начну с того, что в материалах по реконструкции мордвы мне попался удививший меня факт, что мордовские бабоньки держали в своих руках монополию на литье аж до 11 века (именно по этому у них так и много украшений было — ведь занимались они этим на дому и массово). До 11 века, понимаете ли, мужчины-кузнецы не особо так занимались отливкой украшений, а вот в женских захоронениях сплошь и рядом находят тигли, льячки и остатки форм. Правда, в полноценное ремесло литье у мордвы так и не сформировалось. В общем, даю ссылку на подробное исследование именно по этой теме — Женское литье .
Правда, в полноценное ремесло литье у мордвы так и не сформировалось. В общем, даю ссылку на подробное исследование именно по этой теме — Женское литье .
Желание заняться литьем как таковым у меня не возникло (боюсь, что в моем случае без травматизма и пожара не обойтись, если не найдется старший товарищ по технике безопасности), но вот изучить тему захотелось. В связи с этим, я стала рыть интернет и делюсь с вами результатом своих поисков.
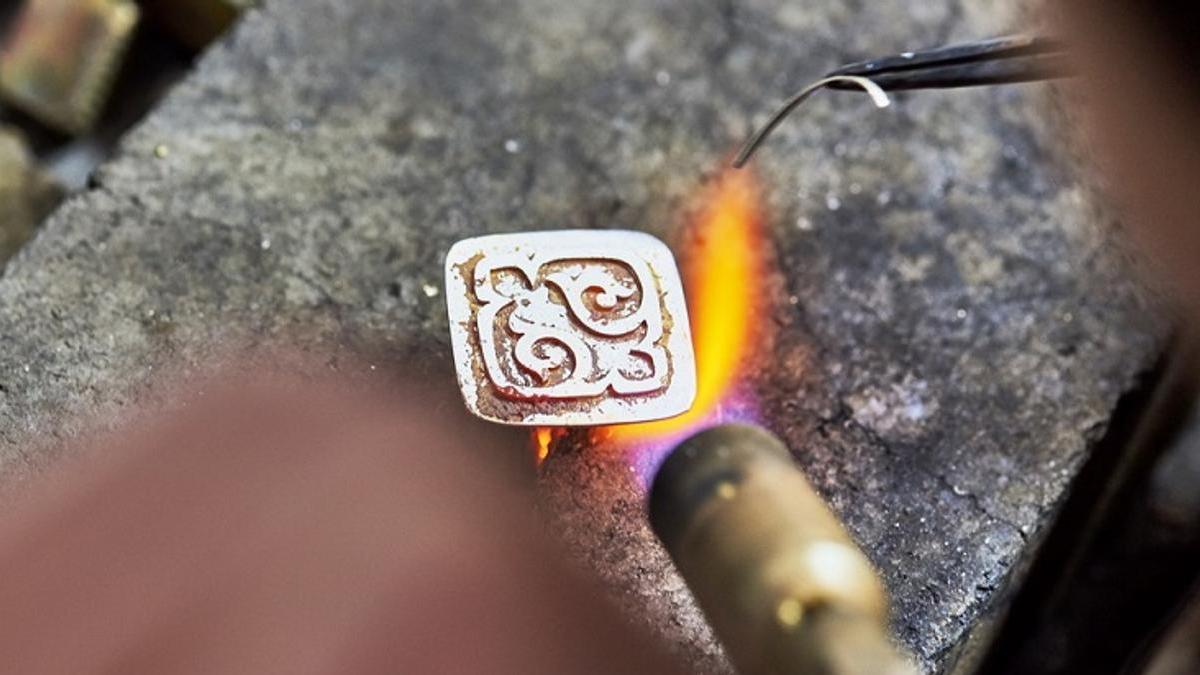
Описываемая технология — литье по выплавляемым восковым моделям .
1. делается модель из воска, к ней с помощью паяльника приплавляются палочки — литники (это будущие каналы, по которым будет поступать расплавленный металл)
2. далее восковая модель обезжиривается, устанавливается на подставочку, (например, пластилиновую, как видим в одном из роликов ниже), обмазывается кисточкой аккуратно формовочной массой и устанавливается, в так называемую опоку (как я понимаю, кусок трубы с дырочками), дырочки заклеиваются строительным скотчем и модель в опоке заливается формовочной массой и даем ей застыть.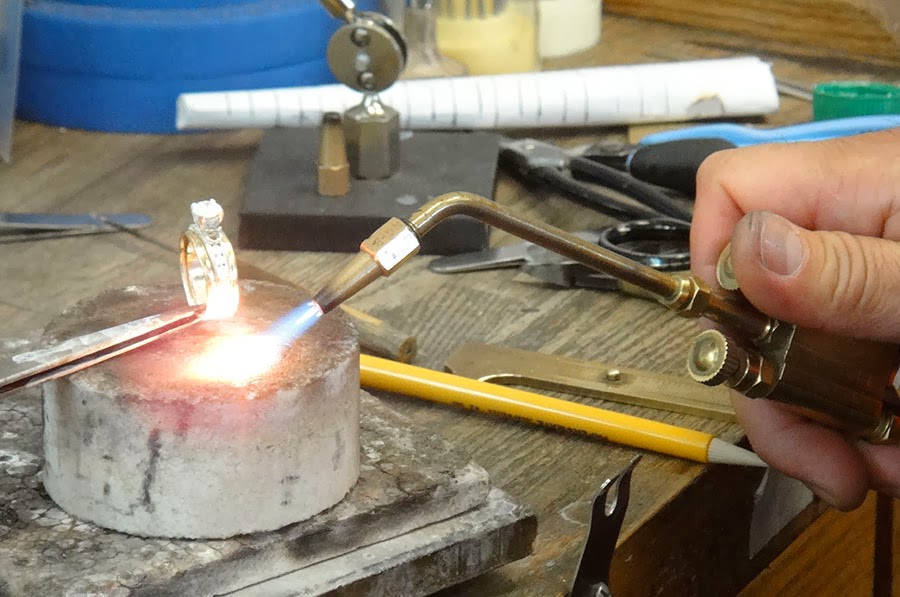
3. Некоторые ювелиры из формовочной массы перед заливкой опоки вакуумом убирают воздух и повторяют процедуру после заливки массой опоки — плюс еще устанавливают опоки на вибростолик (самодельный). Цель — удалить из массы пузырьки воздуха, чтобы не было брака при литье. В этом случае, модель не обезжиривалась и массой не обмазывалась.
4. Далее, опока нагревается и под воздействием температуры из нее выплавляется воск, выливаясь через канал сформированный литником.
5. Нагреваем и плавим металл — заливаем его в опоку. При плавлении металл посыпают бурой. Далее надо, чтобы металл равномерно распределился. Делается это под действием центробежной силы. Есть специальные машинки для этого (можно сделать такую и самостоятельно), можно и ручками покрутить (ниже будет видео, где показано как именно).
6. Опоку опускаем в воду, под действием воды формовочная масса размягчается и из нее достается отлитая модель.
7. Откусываем литники и наводим красоту — полируем и т. д. Thats all!
д. Thats all!
1. Поиск по tforum по темам, связанным с литьем, дал намек на то, что олово и бронзу можно попробовать плавить на газу — но это был намек, точного подтверждения никто не дал, большинство участников обсуждения использовали в домашних условиях бензиновые и газовые горелки. Вы можете использовать бензиновую или газовую горелку дома?
2. Металлы иногда содержат вредные примеси (в зарубежных видюхах мужики работают в распираторах и перчатках), процесс плавления вонюч. Что скажут ближние и соседи?
3. Техника безопасности. У меня сложилось впечатление, что это у них там в видео все так просто, когда это делаешь в сто двадцать первый раз. Готовы рискнуть?
В общем, я считаю, что, если и пробовать то в каком-нибудь гараже с нормальной естественной вентиляцией, на даче, на природе. На tforum товарищи, реконструирующие сам процесс литья — плавили металл на костре в ближайшем замкадье (ниже будет видео, где показано как плавят на костре).
Для изучения вопроса я предлагаю следующий порядок просмотра видео и чтения .
1. — используется муфельная печь, вакуум и вибростанок не используется, опока прогревается горелкой, центробежка реализуется ручками
— немного занудно, зато очень доходчиво. установка восковой модели, опоки, формовка. используется вакуум и вибростанок
3. — так как у предыдущего товарища не показан сам процесс литья, то можно вот с этим видео ознакомиться.
www.chipmaker.ru/topic/2114/ youtu.be/IYZOTt9zTv0 — тут очень четкий дядя льет в землю youtu.be/C7lrNBOtgLY (предупреждаю, все оооочень медленно). youtu.be/Ut3pXPyMze4 youtu.be/EblEJl8dHpk (с 1.50 — до этого реклама воскового пистолета). youtu.be/r3PnLX-2gdQ — муфельная печь, кажется, с чем-то типо пылесоса — такая конструкция обсуждалась как более менее подходящая на tforum — ну по крайней мере мое воображение такое нарисовало.Источники: http://www.kakprosto.ru/kak-27896-kak-rasplavit-med-v-domashnih-usloviyah, http://fb.
Комментариев пока нет!
ГОСТ, температура плавления, свойства, применение :: SYL.ru
В 4 тысячелетии до н. э. человек впервые познакомился с самородками из металла. В дальнейшем он научился его обрабатывать и изготавливать инструменты для решения бытовых задач и оружие. С тех пор человек продолжает знакомиться и совершенствоваться в способах добычи и обработки металлов. Ключевую роль в истории сыграл цинк и цинковый сплав.
Цинковый сплав
Свойства цинка
Металл имеет слабые механические свойства. Он ломкий и хрупкий при нормальной температуре, а при повышении ее до 100–150 градусов по Цельсию приобретает тягучесть и легко деформируется: его куют и раскатывают в листы. Для увеличения прочности и температуры плавления в цинк добавляют медь, свинец, олово, алюминий, магний.
Это химически активный металл. На открытом воздухе при температуре 100 градусов Цельсия на поверхности появляется пленка и цинк приобретает тусклый вид. Повышенная влажность и углекислый газ способствуют разрушению элемента. Он легко разъедается кислотами и щелочами, поэтому для промышленного использования применяются только сплавы.
На открытом воздухе при температуре 100 градусов Цельсия на поверхности появляется пленка и цинк приобретает тусклый вид. Повышенная влажность и углекислый газ способствуют разрушению элемента. Он легко разъедается кислотами и щелочами, поэтому для промышленного использования применяются только сплавы.
Процесс старения и возврат к предыдущему состоянию
Как уже было сказано ранее, старение металла – важный процесс, который обуславливается структурными превращениями, вызывающими изменения физических и механических свойств. Оно может быть естественным и искусственным. В первом случае сплав выдерживают несколько суток при комнатной температуре.
При искусственном старении время обработки сокращается, но при этом увеличивается температура. Для того чтобы вернуть сплав к предыдущему состоянию, его необходимо на несколько секунд нагреть до 270 градусов и затем быстро остудить.
Свойства цинковых сплавов
Отмечаются отличные литейные свойства сплавов. Благодаря высокой пластичности в горячем виде, металлы используют для отливок деталей, имеющих сложную форму, глубокие полости, резьбу и тонкой толщины стенки. Они не прилипают к пресс-форме, потому что не вступают в реакцию с железом. Литые детали имеют высокую точность и чистую поверхность. Сплавы обладают отменными механическими свойствами: достаточным пределом прочности, твердостью и хорошо обрабатываются. Их можно паять и сваривать.
Они не прилипают к пресс-форме, потому что не вступают в реакцию с железом. Литые детали имеют высокую точность и чистую поверхность. Сплавы обладают отменными механическими свойствами: достаточным пределом прочности, твердостью и хорошо обрабатываются. Их можно паять и сваривать.
Из недостатков следует отметить склонность к старению, большую плотность и коррозию. При использовании цинковых сплавов происходит их естественный процесс старения, в результате детали уменьшаются в размерах. Самая большая усадка происходит в первые 5 недель, а последующая – на протяжении очень длительного периода времени. Для компенсации размеров деталей их подвергают термической обработке – отжигу. Для уменьшения коррозии в сплавах ограничивают содержание магния до 0,1 %. Для увеличения долговечности деталей их подвергают защитным покрытиям: никелируют, хромируют, кадмируют.
Магний и его сплавы
Магний — цветной металл, который имеет серебристый оттенок и обозначается символом Mg в периодической системе.
Важные свойства магния:
- Температура плавления — 650°С.
- Плотность — 1,74 г/см3.
- Твердость — 30-40 НВ.
- Относительное удлинение — 6-17%.
- Временное сопротивление — 100-190 МПа.
Металл обладает высокой химической активностью, в атмосферных условиях неустойчив к образованию коррозии. Он хорошо режется, воспринимает ударные нагрузки и гасит вибрации. Так как магний имеет низкие механические свойства, он практически не применяется в конструкционных целях, зато используется в пиротехнике, химической промышленности и металлургии. Он часто выступает в качестве восстановителя, легирующего элемента и раскислителя при изготовлении сплавов.
При маркировке используются буквы Мг с цифрами, которые обозначают процентное содержание магния. Например, в марке Мг96 содержится 99,96% магния, а в Мг90 — 99,9 %.
Сплавы на основе магния характеризуются высокой удельной прочность (предел прочности — до 400 МПа). Они хорошо режутся, шлифуются, полируются, куются, прессуются, прокатываются. Из недостатков магниевых сплавов — низкая устойчивость к коррозии, плохие литейные свойства, склонность воспламеняться при изготовлении.
Из недостатков магниевых сплавов — низкая устойчивость к коррозии, плохие литейные свойства, склонность воспламеняться при изготовлении.
Деформируемые сплавы магния
Наиболее распространены три группы сплавов на основе магния.
Сплавы магния, легированные марганцем
Содержат до 2,5% марганца, не упрочняются термической обработкой. У них хорошая коррозионная стойкость. Так как эти сплавы легко свариваются, они применяются для сварных деталей несложной конфигурации, а также для деталей арматуры, масляных и бензиновых систем, которые не испытывают больших нагрузок. Среди данной группы — сплавы МА1 и МА8.
Сплавы системы Mg-Al-Zn-Mn
В состав этих сплавов, помимо магния и марганца, входят алюминий и цинк. Они заметно повышают прочность и пластичность, благодаря чему сплавы подходят для изготовления штампованных и кованых деталей сложных форм. К этой группе относятся марки МА2-1 и МА5.
Сплавы системы Mg-Zn
Сплавы на основе магния и цинка дополнительно легируются кадмием, цирконием и редкоземельными металлами. Это высокопрочные магниевые сплавы, которые применяются для деталей, испытывающих высокие нагрузки (в самолетах, автомобилях, станках и др.). К данной группе относятся сплавы марок МА14, МА15, МА19.
Это высокопрочные магниевые сплавы, которые применяются для деталей, испытывающих высокие нагрузки (в самолетах, автомобилях, станках и др.). К данной группе относятся сплавы марок МА14, МА15, МА19.
Литейные сплавы магния
Самая распространенная группа литейных магниевых сплавов относится к системе Mg-Al-Zn. Эти сплавы практически не поглощают тепловые нейтроны, поэтому широко применяются в атомной технике. Из них также делают детали самолетов, ракет, автомобилей (двери кабин, корпуса приборов, топливные баки и др.). Сплавы магния, цинка и алюминия используют в приборостроении и в изготовлении кожухов для электронной аппаратуры. К данной группе относятся марки МЛ5 и МЛ6.
Высокопрочные литейные магниевые сплавы отличаются лучшими механическими и технологическими свойствами. Они применяются в авиации для изготовления нагруженных деталей. К данной группе относятся сплавы МЛ12 (магний, цинк и цирконий), МЛ8 (магний, цинк, цирконий и кадмий), МЛ9 (магний, цирконий, неодим), МЛ10 (магний, цинк, цирконий, неодим).
Виды сплавов
По назначению цинковые сплавы делятся на:
- Деформируемые. Основу этих сплавов составляет цинк. По свойствам они подобны латуням. Методом литья получают слитки, а из них изготовляют прутки, полосы, листы.
- Литейные. Имеют высокую текучесть. Отлично заполняют форму, не прилипая к ней. Получаются качественные отливки сложной конфигурации литьем под давлением.
- Антифрикционные. Сплавы обладают низким коэффициентом трения и хорошей прирабатываемостью подшипника к шейке вала.
- Припои. Применяются для пайки изделий, обладают хорошей пластичностью и прочностью.
- Типографские. Используют для отливки шрифтов ручного и машинного набора. Заменяют токсичные свинцовые сплавы. Стойкие к истиранию.
- Протекторные. Защищают внутренние и внешние части морских судов от коррозии. Используют их со специальным лакокрасочным покрытием.
Толщина покрытия
| Обозначение покрытия | Минимальная общая масса покрытия с обеих сторон (г/м2)* | Ориентировочная толщина покрытия на единицу поверхности, обычно в микронах (мкм) стандартно (мкм) |
| ZA095 | 95 | 7 |
| ZA130 | 130 | 10 |
| ZA155 | 155 | 11 |
| ZA185 | 185 | 14 |
| ZA200 | 200 | 15 |
| ZA255 | 255 | 20 |
| ZA300 | 300 | 23 |
* По капельному анализу в трех точках
Помимо указанных значений толщины цинково-алюминиевого покрытия по стандарту EN10346:2015, предлагаем разнообразные асимметричные покрытия, покрытия с одинаковым минимальным показателем массы в расчете на поверхность изделия, а также нанесение покрытий по техническим условиям заказчика.
Характеристика и свойства латуни
Медно-цинковый сплав, в котором медь является основным компонентом, а цинк – легирующим, называется латунью. Цвет металла находится в зависимости от состава и изменяется от светло-желтых тонов до красноватых оттенков. Такие сплавы характеризуются устойчивостью к коррозии и обладают высокой прочностью. Они хорошо поддаются разным методам обработки. Текучесть латуни позволяет изготовлять детали, используя метод литья. Применяя пластическую деформацию сплава, из него производят проволоку, листы, ленты, разные профили методом прокатки. Содержание цинка в сплаве может быть различным и составлять от 5 до 45 %. Кроме этого, туда входят и дополнительные легирующие компоненты, которые используются для улучшения свойств латуней:
- Никель. Способствует увеличению коррозийности и прочности.
- Кремний. Улучшает антифрикционные свойства.
- Олово. Влияет на прочность и устойчивость к соленой воде.
- Свинец. Совершенствует обрабатываемость.
- Марганец. Воздействует на прочность и коррозийную устойчивость.

При различном комбинировании легирующими компонентами получают латуни с необходимыми качествами и характеристиками. Изделия из таких сплавов не подвергаются влиянию окружающей среды, имеют высокую износостойкость.
Сплав меди с цинком
Латунь – это сплав, известный еще до нашей эры. В те времена цинк еще не был открыт, но руда использовалась достаточно широко. Раньше получали латунь, сплавляя смитсонит (цинковую руду) и медь. Только в XVIII веке впервые изготовили этот сплав с использованием металлического цинка.
В наше время существует несколько разновидностей латуни: однофазные и двухфазные. Первые содержат в себе около 35% цинка, а вторые – 50% и 4% свинца. Однофазные латуни очень пластичны, в то время как вторая разновидность характеризуется хрупкостью и твердостью. Рассмотрев диаграмму состояния этих двух элементов, можно сделать вывод, что они образуют ряд фаз электронного вида: β, γ, ε. Интересная разновидность латуни – это томпак. Он содержит всего до 10% цинка и за счет этого отличается очень высокой пластичностью. Томпак с успехом применяется для плакирования стали и получения биметаллов. Раньше его использовали для изготовления монет и имитации золота.
Интересная разновидность латуни – это томпак. Он содержит всего до 10% цинка и за счет этого отличается очень высокой пластичностью. Томпак с успехом применяется для плакирования стали и получения биметаллов. Раньше его использовали для изготовления монет и имитации золота.
Применение сплавов
Без цинка и его сплавов не способны существовать многие отрасли от машиностроения до медицины.
Применение цинковых сплавов в различных сферах и отраслях:
- машиностроительная – для производства бензобаков, крышек багажников, корпусов карбюраторов, глушителей, бензонасосов, радиаторов, насосов, фурнитуры;
- литейная – затворы оружия;
- электротехническая – изготовление аккумуляторов, батареек;
- полиграфическая – для набора текстов и печати иллюстраций;
- обрабатывание металлоконструкций – металлизация и оцинковка различных поверхностей от разрушения и коррозии металла;
- медицина – антисептические и противовоспалительные средства, получение радионуклидов для диагностики и лечения ряда заболеваний;
- производство краски – изготовление цинковых белил;
- строительная – для кровли, облицовки стен, водосточных труб, желобов;
- искусство – чеканка монет, графика;
- ювелирная – личные украшения, шкатулки, пуговицы, молнии, декоративные накладки;
- бытовая – для кухонного оборудования, карнизов.

Переходный металл
Известно, что цинк – это голубовато-белый хрупкий переходный металл. Его добывают из полуметаллических руд. Процесс получения чистого цинка достаточно сложный и трудоемкий. В первую очередь руду, содержащую от 1-4% цинка, обогащают селективной флотацией. Благодаря этому процессу получают концентраты (55% Zn). Далее необходимо получить оксид цинка. Для этого в печах в кипящем слое обжигают полученные концентраты. Только из оксида цинка можно получить этот металл в чистом виде, и для этого существует два способа.
Цинковые литейные сплавы
К сплавам для литья под давлением предъявляются следующие требования. Они должны:
- обладать отличной жидкотекучестью;
- не вступать в реакцию и не привариваться к пресс-форме;
- иметь небольшой интервал кристаллизации;
- располагать прочностью при высоких температурах.
Такие сплавы используются в следующих случаях:
- Для отливки под давлением деталей, имеющих сложную конфигурацию и тонкие стенки. Так получают детали тормозной аппаратуры, насосы, используя свойства сплавов, как устойчивость к растрескиванию, жидкотекучесть, низкая температура плавления.
- Для изготовления литых декоративных изделий. После гальванизации на поверхности устанавливается красивое и прочное покрытие. Оно может оказаться не совсем качественным при пористой поверхности или излишнем содержании алюминия.
- Для получения антифрикционных цинковых сплавов, используемых в машиностроении.
- Для литья типографских шрифтов. С изменением технологий отпадает необходимость их изготовления.
 Так получают детали тормозной аппаратуры, насосы, используя свойства сплавов, как устойчивость к растрескиванию, жидкотекучесть, низкая температура плавления.
Так получают детали тормозной аппаратуры, насосы, используя свойства сплавов, как устойчивость к растрескиванию, жидкотекучесть, низкая температура плавления.Закалка и отжиг дюраля
Обязательным для такого сплава является процесс закалки. Время выдержки для небольших деталей составляет всего несколько минут, а температура — около 500 °С. Сразу после процедуры дюраль получается мягким и вязким. Он легко поддается деформации и обработке. Спустя некоторое время сплав твердеет и его механические свойства повышаются. Если превысить порог температуры, происходит окисление и материал теряет свои характеристики. После закалки его необходимо медленно остудить в прохладной воде.
После закалки его необходимо медленно остудить в прохладной воде.
Итак, вы уже знаете, как называется сплав алюминия с медью. Он нередко поддается деформации: холодному прокату, вытяжке, ковке. При этом возникает так называемая нагартовка. Это процесс, в ходе которого в структуре металла происходит передвижение и размножение дислокаций. В итоге сам сплав меняет свою структуру, становится более твердым и прочным. При этом снижается его пластичность и ударная вязкость. Для того чтобы деформации проходили более легко и нагартовка не разрушала металл, используют отжиг. Для этого сплав нагревают до 350 °С и затем остужают на воздухе.
Автомобилестроение
Автомобильная промышленность – это одна из передовых областей машиностроения. Здесь стабильно проводятся исследования по использованию новейших материалов и сплавов, которые обладают значительными эксплуатационными и технологическими свойствами. К ним можно отнести и цинковые сплавы по ГОСТ 21437-75.
К нему принадлежат четыре марки сплавов, две из которых относятся к литейным, а другие – к обрабатываемым давлением. Данные материалы используются для производства деталей автомобиля (втулок и подшипников), обладающих антифрикционными свойствами. Литые сплавы из цинка ГОСТ 19424-74 и 25140-82 применяют для изготовления карбюраторов, имеющих сложную форму, и бензонасосов методом литья под давлением, используя их свойство высокой жидкотекучести. Недостаток сплавов – детали практически не подлежат ремонту.
Данные материалы используются для производства деталей автомобиля (втулок и подшипников), обладающих антифрикционными свойствами. Литые сплавы из цинка ГОСТ 19424-74 и 25140-82 применяют для изготовления карбюраторов, имеющих сложную форму, и бензонасосов методом литья под давлением, используя их свойство высокой жидкотекучести. Недостаток сплавов – детали практически не подлежат ремонту.
Способ получения ЦАМ
Цинко-алюмино-медные сплавы выплавляются в специальных низкотемпературных печах. На производство поставляются в виде чушек. Их химический состав, размеры и вес регулируется государственным стандартом ГОСТ 19424-97.
Для уменьшения содержания вредных примесей и соответственно улучшения механических характеристик сплав предварительно подвергают рафинированию – очищению. Наиболее простой способ – это отстаивать расплав в течение нескольких суток. За данное время нежелательные включения всплывут вверх по причине разности плотностей элементов. После этого следует удаление их с зеркала металла.
Оцените статью:
Рейтинг: 0/5 — 0 голосов
Производство алюминия
В природе алюминий можно найти в составе горных пород. Самой насыщенной считается боксит. Производство этого металла можно разделить на несколько этапов:
- В первую очередь руда дробится и сушится.
- Получившаяся масса нагревается над паром.
- Обработанная смесь пересыпается в щелочь. Во время этого процесса из неё выделяются оксиды алюминия.
- Состав тщательно перемешивается.
- Далее получившийся глинозем подвергается действию электрического тока. Его сила доходит до 400 кА.
Последним этапом является отливка алюминия в формы. В этот момент в состав могут добавляться различные компоненты, которые изменяют его характеристики.
Как можно отличить сплав латуни от бронзы
Отличить латунь от бронзы и, помимо этого, узнать точный состав можно лишь в химической лаборатории (к примеру, с помощью спектроскопического анализа). Увы, в домашних условиях (тем более, если нельзя делать царапины либо как-то еще деформировать изделие) спектр возможностей довольно ограничен. Однако существует алгоритм, который показывает пусть и не очень точные, но все же результаты.
Однако существует алгоритм, который показывает пусть и не очень точные, но все же результаты.
Вам будут необходимы:
- калькулятор;
- точные весы;
- прозрачная емкость с водой;
- образцы латуни и бронзы со сколами;
- микроскоп или сильная лупа.
Начните со зрительного анализа. Нужно тщательно почистить изделие и поместить под солнечное освещение. Обычно бронза темней латуни, при этом, если рассматривать цвет, то бронза переходит в «красный» спектр (от рыжего до бурого), а латунь в «желтый», иногда даже до белого. Но данный способ не очень неточен, потому переходите ко второму шагу.
Сделайте анализ состава на плотность. Будет необходима прозрачная емкость с водой и точные весы. Опустив изделие в воду, узнаем объем, потом определяем массу. Плотность — это соотношение массы предмета к его объему, переводим в кг/ куб. м. Чаще всего бронза плотней латуни, при этом линия деления находится на показателях 8700 кг/куб. м. Итак, 8400-8700 кг/куб.м – скорей всего, латунь. 8750-8900 – скорей всего, бронза.
м. Итак, 8400-8700 кг/куб.м – скорей всего, латунь. 8750-8900 – скорей всего, бронза.
И в конце, структура состава. Нужно сказать, что тут нужны образцы – предметы, где в составе можно точно определить и латунь, и бронзу, причем образцы обязаны иметь сколы.
Для анализа будут необходимы сильная лупа или микроскоп. Анализ происходит размещением в поле видимости одновременно образца и предмета анализа. На что нужно обратить внимание? На структуру состава – а именно, его зерно. Обычно бронза имеет более грубое и крупное зерно, в отличие от латуни.
Рафинирование сплава ЦАМ4-1 при получении
Рафинирование сплава ЦАМ4-1 при получении: неметаллические включения в цинковом сплаве ЦАМ4-1 присутствуют в виде ферритов типа (Zn, Сu)Ох(Fe, Al)2О3. Позднее было установлено, что в отливках из сплава ЦАМ4-1 наряду с интерметаллидами FeAl3 присутствуют включения SiО2, шпинели 3А12О3•2SiО2 и ZnAl2О4. При этом на долю неметаллических, включений приходится от 30 до 80 % общего содержания включений. В свою очередь оксидные включения представляют собой в основном шпинели, причем доля шпинелей ZnAl2О4 составляет около 90 % от всего их количества.
В свою очередь оксидные включения представляют собой в основном шпинели, причем доля шпинелей ZnAl2О4 составляет около 90 % от всего их количества.
Источником обогащения отливок включениями ZnAl2О4 является окисленная и влажная шихта. Соединение SiО2 и 3А12О3 • 2SiО2 вносятся в расплав с шихтой, загрязненной кварцевым песком и глиной.
Эффективность рафинирования цинковых расплавов оценивают по изменению плотности и пористости образцов, по изменению количества взвешенных неметаллических включений, скорости коррозии образцов и по другим характеристикам. Так, в работе при выборе оптимального состава флюса в системе ZnCl2 — Na3AlF6 — NaCl, обеспечивающего наилучшую рафинирующую способность сплава ЦАМ4-1, оценивали изменение величины площади, занятой на образце неметаллическими включениями, а также изменение процентного содержания металла в шлаке, снимаемого с обрабатываемой поверхности ванны. Полученные результаты позволили построить диаграмму типа состав-свойство и выбрать оптимальный состав флюса: 64 % ZnCl2, 10 % Na3 A1F6 и 26 % NaCl.
Химический состав
Латунь изготавливают из меди и цинка. Зачастую ее сравнивают с бронзой, так как сплав латуни и бронзы объединяет одинаковый компонент – медь. Латунь, по составу отличающаяся от бронзы, имеет в качестве второго компонента не олово, а цинк.
Цинк – это химический составляющий элемент второстепенной подгруппы второй группы четвертого периода периодической системы Менделеева. При нормальных условиях довольно хрупкий переходный материал ярко-голубого цвета (на открытом воздухе покрывается небольшим слоем оксида цинка и темнеет). В природе, как отдельный металл, цинк не существует.
Медь – это химический составляющий элемент одиннадцатой группы четвертого периода периодической системы Менделеева. Это пластичный переходный материал ярко-золотистого цвета (при появлении оксидного слоя медь становится красно-желтого цвета).
Читать также: Минимальный предел текучести стали
За счет цинка и меди (кроме главного α-раствора) появляется целый перечень электронных стадий типа β, γ, ε. Как правило, состав латуни имеет α- или α+β’ фазы:
Как правило, состав латуни имеет α- или α+β’ фазы:
- α-фаза – стабильный материал из меди и цинка с гранецентрированной кристаллической медной кубической решеткой.
- β’-фаза – структурный материал на основе химического сочетания CuZn с соотношением 3/2 и элементарной и простейшей ячейкой.
Зависимость от термообработки:
- Если температура высокая, то β-фаза имеет хаотичное расположение атомов и увеличенный объем однородного состава. В этом состоянии фаза становится довольно пластичной, если температура менее 453–469 C, то атомная структура меди и цинка обретает упорядоченность и указывается, как β’.
- β’ является более хрупкой и жесткой, γ-фаза имеет в составе электронное сочетание Cu5Zn8.
Составы с одной фазой отличаются повышенной пластичностью; β’-фаза менее пластичная и более прочная.
Разделение с учетом содержания в сплаве цинка:
- Когда сплав латуни имеет в составе до 35% цинка, одновременно увеличиваются и пластичность, и твердость. Затем пластичность снижается, в начале из-за уплотнения α – жесткого состава. После происходит моментальное ее снижение, это объясняется нахождением в составе хрупкой β’-фазы. Затем твердость повышается до уровня количества цинка не больше 40%. Потом резко снижается.
- Многие составы отлично поддаются обработке под давлением. Однофазный состав особенно характеризуется своей пластичностью. Латуни меняют структуру при пониженных и повышенных температурах. Хотя в условиях температуры 400-700 C появляется «хрупкая зона». Деформация при этих температурных условиях не происходит.
- Двухфазные сплавы довольно эластичны при нагревании больше температуры фазы β’-превращения (выше 700 C). Для увеличения химической стойкости и технических характеристик в них зачастую добавляют дополнительные компоненты, к примеру: марганец, алюминий, кремний, никель и так далее.
 Затем пластичность снижается, в начале из-за уплотнения α – жесткого состава. После происходит моментальное ее снижение, это объясняется нахождением в составе хрупкой β’-фазы. Затем твердость повышается до уровня количества цинка не больше 40%. Потом резко снижается.
Затем пластичность снижается, в начале из-за уплотнения α – жесткого состава. После происходит моментальное ее снижение, это объясняется нахождением в составе хрупкой β’-фазы. Затем твердость повышается до уровня количества цинка не больше 40%. Потом резко снижается.Производство латуни
Латунь отлично поддается ковке, податливо деформируется, довольно вязка, принимает разные формы под ударом молотка, штампуется в различные детали или растягивается в проволоку. Сплав относительно податливо отливается и плавится в условиях температуры меньше плавления меди.
Сплав относительно податливо отливается и плавится в условиях температуры меньше плавления меди.
Процесс изготовления выполняется:
- В тиглях, сделанных из огнеустойчивой глины. Тигли разогреваются в пламенных или шахтных печах.
- В отражательных печах.
Во время смешивания цинка и меди состав отливают в заранее приготовленные песочные формы. Некоторая часть цинка испаряется, что необходимо помнить во время формирования сплава металла.
Производные латуни
Томпак – вид деформируемого сплава. Имеет в составе цинк и медь на 2%-13% и 87–98% соответственно.
- пониженной силой трения;
- стойкостью к ржавчине;
- высокой эластичностью.
Составы меди, состоящие на 11-22% из цинка, называются полутомпаками.
Томпак отлично поддается сварке с нержавейкой и иными благородными металлами. Томпак применяют для изготовления комбинированного состава латуни и стали. Благодаря золотистому цвету из томпака делают фурнитуры, различные медали и художественные изделия. Томпак отлично поддается эмалированию, золочению и обработке давлением в пониженных и повышенных режимах температуры.
Благодаря золотистому цвету из томпака делают фурнитуры, различные медали и художественные изделия. Томпак отлично поддается эмалированию, золочению и обработке давлением в пониженных и повышенных режимах температуры.
Литейная латунь – используется для изготовления фасонных изделий и полуфабрикатов с помощью литья. Имеет 51–80% меди. В роли дополнительных элементов применяют: алюминий, кремний, марганец, железо, свинец и олово. Основные отличия:
- имеет устойчивость к трению с другими элементами;
- пониженная склонность к распаду элементов;
- не ржавеет;
- проста в обращении за счет жидкой консистенции;
- великолепные механические показатели.
Зачастую литейную латунь применяют для массового изготовления:
- червячных винтов;
- штуцеров;
- элементов арматуры;
- деталей, устойчивых к коррозии;
- гаек зажимных болтов;
- сепараторов;
- втулок;
- деталей, которые эксплуатируются при температуре выше 250C;
- подшипников.

Автоматная латунь — это свинцовая разновидность сплава. Имеет такой состав:
Добавление свинца при механической обработке способствует появлению сыпучей и короткой стружки, что снижает износ разделяющего механизма и дает возможность применять скоростную обработку деталей.
Механические характеристики автоматной латуни напрямую зависят от ее агрегатного состояния и компонентов:
Этот вид сплава изготавливается в форме:
При этом из листов делают:
- детали для часов;
- болты;
- гайки и другие предметы массового производства.
Правильная пайка бронзы в домашних условиях
Чтобы осуществить пайку бронзы в домашних условиях, для начала стоит обзавестись необходимыми инструментами и материалами, такими как:
- газовая горелка;
- тигель;
- борная кислота;
- серебро;
- медь;
- бура;
- основание из асбеста.

Обыкновенный оловянно-свинцовый припой для работы совсем не подходит. Он будет оставлять отчетливые следы на деталях, к тому же он малоэффективен. Пайка бронзы может быть разрушена уже через несколько часов эксплуатации. Очень важно сделать действительно правильный припой, который подходит для бронзы и латуни. Сделать его можно с помощью двух материалов – меди и серебра.
Причем очень важно соблюдать пропорции. Для работы понадобится 1 часть меди и 2 части серебра. Их необходимо расплавить с помощью газовой горелки, предварительно поместив материалы в тигель. Важно следить за тем, чтобы сплав получился равномерным. Далее тигель помещается в холодную воду. В результате получается однородный застывший сплав. Далее его нужно расплющить, чтобы получилась тонкая лепешка, которую удобно будет обрабатывать с помощью напильника. В итоге должна получиться крошка из сплава. Она-то и будет использоваться в качестве припоя.
Приготовление флюса: особенности
Конструкция паяльника.
Теперь нужно приготовить своими руками флюс, который и будет использоваться для пайки. Обычная канифоль в данном случае не сгодится. Она не будет способна расплавить тугоплавкий порошок. Для этих целей понадобится куда более мощная смесь. Для приготовления понадобится 20 грамм порошка буры и 20 грамм борной кислоты. Смешивать ингредиенты придется в специальной таре. Можно использовать стекло, так как оно не вступает во взаимодействие с данными компонентами. Залить смесь необходимо стаканом воды. В результате получается отличный флюс, который идеально подойдет для пайки бронзы.
Вернуться к оглавлению
Основы пайки дома
После того как все необходимые компоненты будут готовы, можно переходить к самому процессу пайки.
Схема пайки твердым припоем.
Для начала детали нужно подготовить, иначе вся работа может застопориться уже на своей начальной стадии. Все детали нужно обезжирить. Для этого можно использовать спирт или бензин. Все зависит от того, какое вещество у вас имеется в наличии.
При этом нагревать это место нужно постепенно.
Резкий прогрев может послужить образованию не совсем качественной пайки.
Схема высокотемпературного спаивания бронзы: 1 – движение горелки; 2 – движение прутка; 3 – движение горелки и прутка.
При этом нужно достигнуть температуры 700 градусов по Цельсию. Очень важно так же следить за режимом работы горелки. Она не должна резко нагревать материалы, так как это приводит к разрушению их структуры. Когда речь идет о работе с крупными деталями, то их нужно прогревать медленно и постепенно, но иногда приходится работать с тонкими материалами. В данном случае все происходит предельно быстро. Флюс способствует быстрому разогреву материалов по всей поверхности, и они без каких-либо проблем соединяются между собой.
В данном случае все происходит предельно быстро. Флюс способствует быстрому разогреву материалов по всей поверхности, и они без каких-либо проблем соединяются между собой.
Разумеется, каждому понятно, что данный вид пайки намного сложнее, чем обычная пайка оловом, но соединение получается более прочным и надежным. Только так можно получить на выходе действительно прочное соединение, которое в месте шва не будет сильно отличаться от общей структуры материалов.
Вернуться к оглавлению
Несколько полезных советов
Схемы регуляторов температуры жала паяльника.
Теперь читателю нужно дать несколько полезных советов, которые ему обязательно помогут в процессе пайки бронзы.
- Используйте только качественные газовые горелки, так как этот инструмент весьма опасен в эксплуатации. Заранее нужно убедиться в том, что он действительно исправен. В противном случае могут возникать некоторые проблемы в работе. В последние годы вместо горелок многие используют строительные фены. Этот вариант считается более безопасным. Если у человека имеется подобный инструмент, то именно его и нужно пускать в ход. Это не только сделает работу более безопасной, но и позволит без проблем регулировать температурный режим, что немаловажно в данном процессе.
- В работе нужно использовать исключительно правильные пропорции. Если необходимо приготовить больше флюса или припоя, то в обязательном порядке соблюдение пропорциональных соотношений, в противном случае можно на выходе получить не совсем качественное соединение, которое будет разрушено в кратчайший срок.
- Равномерное распределение смеси на соединяемых элементах. В процессе подготовки к пайке в обязательном порядке следите за тем, чтобы припой равномерно ложился на соединяемые детали. Это очень важно, чтобы получить равномерную нагрузку на все участки.
 Этот вариант считается более безопасным. Если у человека имеется подобный инструмент, то именно его и нужно пускать в ход. Это не только сделает работу более безопасной, но и позволит без проблем регулировать температурный режим, что немаловажно в данном процессе.
Этот вариант считается более безопасным. Если у человека имеется подобный инструмент, то именно его и нужно пускать в ход. Это не только сделает работу более безопасной, но и позволит без проблем регулировать температурный режим, что немаловажно в данном процессе.Если не соблюдать этих нюансов в процессе проведения работы, то можно поплатиться скорой поломкой деталей и выходом из строя всего механизма.
Литье с нуля. С чего начать? | Страница 11
Всем здрасте. Оживим немного
тему. В детстве, мы с пацанами играли в войнушку и самым шиком считалось иметь не деревянный, а металлический пистолет. Ходили до ближайшей свалки около шахты, выковыривали там куски силовых кабелей, (там куски по 10 метров встречались) вспарывали изоляцию и снимали экранирующий слой из свинца. Медь нам была не интересна в силу своей тугоплавкости ….. Этот свинец плавили в консервных банках на разведённом неподалёку костре, а формой служила деревянная досочка, где реечками заранее был изготовлен контур будущего изделия. Меня этот процесс завораживал и вскоре лить из свинца стало не интересно, перешёл на алюминий, благо отходов проводов алюминиевых тоже везде было в достатке. Лил всё по той же технологии, только теперь и жестяная банка и деревянная форма стали одноразовыми. Костёр тоже приходилось делать побольше, но никакого поддува не требовалось. Взрослые нас иногда гоняли оттуда, но через какое-то время всё возвращалось на круги своя. Апогеем моего тогдашнего литейного опыта стала попытка расплавить серебрянную монету и кусочек бронзы. На костре из дров уже ничего не вышло, зато получилось в печи на каменном угле, правда и серебро и бронза не столько расплавились, сколько превратились в кашу, и съёжились в комок, а потому были просто выброшены. Вот сейчас думаю (ох и бедная же страна была в семидесятые с такими-то свалками): ).
Теперь немного современного опыта.
1). В интернете и в «твоём тюбике» всё сводится к плавке алюминия и иногда латуни, где «експерды» не могут отличить алюминий от силумина, а медь от бронзы или латуни и уж конечно любую латунь гордо именуют бронзой. Поэтому в большинстве случаев — одна болталогия и мало информации которую реально можно использовать.
2). На одном из предприятий обратил внимание как готовили токарные станки для перехода с чёрного металла на цветные. Речь конечно же о СNС и простой станка стоит много дороже чем выброшенная бронза. Сначала ждали некоторое время, пока стружка не выйдет из машины, затем меняли контейнер под стружку для другого металла. И вот тут был интересный момент Какое-то время шла стружка цветного металла, в смеси с остатками стружки чёрных металлов. Вся эта смесь «цвета» вываливалась в большой контейнер для чёрных металлов. В течение месяца речь шла о тоннах бронзы, латуни, титана, алюминия которые попадали в отходы вместе с чёрным металлом.
На мой вопрос директору (владельцу) сколько стоит тонна чёрной стружки, он пожал плечами и ответил, едва хватает, чтобы покрыть транспортные расходы на её вывоз. Тогда я задал второй вопрос сколько стоит тонна стружки бронзы, он закатил глаза. И наконец я озвучил своё предложение поставить третий контейнер для стружки цвет.мета в котором попадается стружка чёрного металла и сдавать эту стружку отдельно. Контейнер появился на площадке в течение дня, а я в качестве благодарности обзавёлся где то 30-40 ка килограммами бронзовой стружки в которой встречается «железо».
Начал наводить порядок в подвале, в нежилой зоне которая под террасой, и обнаружил старые залежи этой стружки. Решил переработать эту стружку в брикеты, которые позже уже можно переплавить на что-то дельное.
Я уже плавил бронзу на угольном горне, но это дело довольно грязное. Первым делом попробовал плавить газовым горном. Результат разачаровал. Стружка уходила в угар до половины массы. (здесь стоит вопрос утилизации именно мелкой стружки и потому газовый горн с его окислительной средой при высоких температурах оказался не на высоте).
Тогда прикупил небольшую эл. печь сопротивления для пробы (стоит ли связываться с постройкой большой муфельной плавильной печи.) Печь сопротивления даёт 1150, хотя термопара врёт и иногда показывает и 1200, реально там не более 1100.
Графитовый тигель, на три кило, шёл в комплекте.
Результаты опытов переплавки стружки:
1). плавка стружки легкоплавкой бронзы (900-1100) без буры, только с добавками древесного угля давала угар около четверти от массы стружки и хотя вся чёрная стружка была предварительно выбрана ( магнит в помощь) всё равно на верху оказывалось много металлического угара с включениями из нержавеющей и или титановой стружки. Сплав вылитый в форму сохранял цвет и хорошую жидкотекучесть. Тугоплавкую бронзу у которой температура плавления около 1150 эта печь расплавить не смогла.
2). плавка легкоплавкой бронзы с добавлением буры. Тут поджидал сюрприз. Поскольку чтобы накопилось более или менее приличное количество, приходилось много раз добавлять порции стружки. В результате, несмотря на очень маленький угар около 3-5%, в угар ушло практически только олово и получилась почти медь. С алюминиевой бронзой дела обстояли получше.
3). плавка с бурой и древесным углём. Стружка переплавляется практически без угара, но только если плавить небольшими порциями и не передерживать расплав в печи. Оптимально плавить стружку которая вошла в тигель, делать ещё одну досыпку, снимать шлак и уголь плавающий сверху и выливать в изложницу металл, затем плавить новую порцию. Тигель уже выдержал два десятка плавок и других экспериментов, правда от него уже только половина осталась, но думаю пяток ещё продержится.
4). плавка алюминия и или силумина с бурой и углём. Плавится без угара, за несколько минут, отливка чистая. Можно и без буры, только с древесным углём, просто перед снятием шлака добавить свежую порцию угля и как следует перемешать. Вся грязь всплывёт. Перед отливкой надо снимать шлак и древесный уголь.
5). плавка дюрали. Аналогично алюминию, но нужно быть очень осторожным по извлечении отливки из изложницы, лопается как стекло. Сплав надо старить или давать неделю-другую выдержки. Тогда молотком не разобьёшь.
6) плавка алюминий-магниевых сплавов. Тоже с бурой и углём, но эта гадость может загореться, а потому сначала надо пробовать при температуре в 700 и если расплавилось сразу выливать, если нет повышать температуру по 50 градусов, а не так как с алюминием, бах сразу на 1000 и через две минуты расплав. Магний горит с образованием белых хлопьев.
7) плавка алюминий-цинковых сплавов. Бура и уголь в помощь. Когда не известна точная температура плавления начинать надо с 400 и тоже ступенчато повышать пока не расплавится, а когда будет известна правильная температура плавления данного сплава, добавить 50-70 градусов для жидкотекучести. Для бронзы и серебра к примеру добавлять надо 150-200.
8) цинк тоже, что и 7.
9). плавка латуни. Тут тоже засада угар большой несмотря на буру и уголь. Если угля мало, а температура всё равно нужна приличная 900-1050, то цинк легко возгоняется и начинает гореть выдавая белые с жёлто-зелёным оттенком хлопья, это очень плохо поскольку такой цвет говорит о примеси в цинке мышьяка, теллура и прочей очень не полезной для здоровья дряни. (латунную стружку в домашних условиях лучше вообще не плавить, тем более в помещении. Если уж приспичило плавить то только куски латуни, лом и так далее, только не стружку).
PS: Есть ещё мысль провести серию экспериментов по переплавке стружки в микроволновке, (жена себе новую купила, а я стал обладателем «старой» довольно мощной машинки. Большая индукционная печь ещё не подключена в силу отсутствия мощного транса. Пока ждёт.
Температура плавления железа в градусах цельсия. Температура плавления бронзы, меди, латуни
Медные заготовки
Сегодня медь является одним из самых востребованных металлов. Высокий спрос объясняется отличительными характеристиками, присущими этому металлу. Медь проводит электроток лучше любых других металлов, кроме серебра, благодаря этому ее используют в производстве кабелей и электропроводов. Температура плавления меди не высокая, металл пластичный и легко поддается обработке, благодаря этому качеству стало возможным ее применение в строительстве в качестве водопроводных тр. Этот металл имеет высокое сопротивление к внешним раздражающим факторам, поэтому долговечен и может быть использован несколько раз, после переплавки. Это качество меди высоко ценят экологи, поскольку при повторной обработке металла тратится значительно меньшее количество энергии, чем при добыче и обработки руды, к тому же сохраняются земные недра. Добыча медной руды не проходит бесследно, на месте отработанных рудников появляются токсичные озера, наиболее известное во всем мире такое озеро – Беркли-Пит в штате Монтана в США.
Необходимая температура для плавления меди
Медь не является легкоплавким металлом
Люди нашли применение меди еще в древние времена, тогда ее добывали в виде самородков. Ввиду низкой температуры, необходимой для осуществления процесса плавления ее стали широко применять для изготовления орудий труда и охоты, самородки можно плавить на костре. В наши дни технология получения металла мало чем отличается от придуманной в древние времена, совершенствуются лишь печи, увеличена скорость обжига и объемы обработки. Здесь возникает уместный вопрос — какая температура плавления меди? Ответ на него можно найти в любом учебнике по физике и химии – медь начинает плавиться при температуре нагрева до 1083 о С.
Кипение меди уменьшает ее прочность
В процессе термического воздействия на металл происходит разрушение его кристаллической решетки, это достигается при определенной температуре, которая в течение некоторого времени остается постоянной. В этот момент и происходит плавка металла. Когда процесс разрушения кристаллов полностью завершен, температура металла снова начинает подниматься, и он переходит в жидкую форму и начинает кипеть. Температура плавления меди значительно ниже, чем та, при которой металл кипит. Процесс кипения начинается с появлением пузырьков, по аналогии с водой. На этом этапе любой металл, в том числе и медь, начинает терять свои характеристики, в основном это отражается на прочности и упругости. Температура кипения меди составляет 2560 о С. Во время остывания металла происходит похожая картина, как и при нагреве – сначала температура опускается до определенного градуса, в этот момент происходит затвердевание, которое длится некоторое время, затем продолжается остывание до обычного состояния.
Как изменяется металл под термическим воздействием
Любой нагрев меди влечет за собой изменение ее характеристик, наиболее значимой является величина ее удельного сопротивления. Медь является проводником электрического тока, при этом металл оказывает сопротивление движению носителям заряда. Отношение площади сечения проводника к оказываемому движению и называется удельным сопротивлением.
Так вот, эта величина для чистой меди составляет 0,0172 ОМ мм 2 /м при 20 о С. Этот показатель может измениться после термической обработки, а также вследствие добавления в состав различных примесей и добавок. Здесь наблюдается обратная зависимость сопротивления меди от температуры – чем выше была температура обработки металла, тем ниже будет ее сопротивление электрическому току. Для обеспечения наилучших электролитических характеристик медной проволоки, ее обрабатывают при 500 о С.
Во время термической обработки можно не только придавать металлу нужную форму и размер, но и создавать различные сплавы. Самыми распространёнными медными сплавами является бронза и латунь. Бронза получается путем смешивания меди с оловом, а латунь – с цинком. Добавление алюминия и стали увеличивает прочность материала, а добавление никеля повышает антикоррозийные свойства. Но стоит заметить, что любая примесь снижает главное свойство – электропроводность, поэтому для изготовления жил электрокабеля используют чистый состав металла.
Отжиг меди
Под отжигом меди следует понимать процесс ее нагрева с целью дальнейшей обработки и приданию необходимых форм изделию. В ходе отжига металл становится более пластичным и мягким, поддающимся различным трансформациям. При отжиге меди температура достигает 550 о С, она приобретает темно-красный оттенок. После нагрева желательно быстро производить ковку и оправлять изделие на охлаждение.
Если подвергать материал медленному, естественному охлаждению, то возможно образование наклепа, поэтому чаще применяют мгновенное охлаждение путем помещения заготовки в холодную воду. Если превысить допустимую величину нагрева, металл может стать более хрупким и ломким.
Во время отжига осуществляется процесс рекристаллизации меди, в ходе которого образуются новые зерна или кристаллы металла, которые не искажены решеткой и отделены от прежних зерен угловыми границами. Новые зерна по размеру могут сильно отличаться от предшественников, при их образовании высвобождается большое количество энергии, увеличивается плотность и появляется наклеп. Рекристаллизация осуществляется только после деформации изделия, и только после достижения ее определенного уровня. Для меди критический уровень деформации составляет 5%, если он не достигнут процесс формирования новых зерен не начнется. Температура рекристаллизации меди составляет 270 о С. Следует отметить, что при этой температуре процесс роста кристаллов только начинается, но он достаточно медленный, поэтому для достижения необходимого результата медь необходимо нагреть до 500 о С, тогда времени для остывания хватит для завершения процесса рекристаллизации.
Видео: Плавление меди в микроволновке
Предметы из меди, а также различные изделия, в состав которых она входит, получили широкое распространение в бытовых условиях. Поэтому многие задаются вполне стандартным вопросом: «Как расплавить медь самостоятельно?»
Имея представление о такой технологии, люди научились изготавливать разные предметы из чистого металла, а также получаемых из него сплавов – бронзы и латуни.
Плавление – это процесс, характеризующий постепенный переход металла из стандартного твердого состояния в жидкую консистенцию. Каждому металлическому соединению или металлу в чистом виде свойственная своя температура, под воздействием которой он начинает плавиться.
Немаловажным фактором в данном случае является то, какие примеси входят в состав расплавляемого соединения.
Так, медь начинает плавиться при температуре 1083 градусов по Цельсию. Если к ней добавить олово, то температура плавления снизится и составит примерно 930-1140 градусов по Цельсию.
В данном случае такое колебание обусловлено количеством олова, входящего в сплав. Соединение из меди и цинка плавится при еще более низкой температуре – 900-1050 градусов. Нагревание любых металлов связано с постепенным разрушением решетки, образованной из множества кристаллов.
С нагреванием температура плавления поднимается до максимально необходимой отметки, затем ее рост останавливается и сохраняется на достигнутом уровне до того момента, пока не расплавится весь металл, после чего начинает снижаться.
Остывание – обратный процесс изменения температуры. По мере охлаждения она падает и «замирает» на определенном уровне до тех пор, пока металл полностью не затвердеет.
Медь, разогретая до максимально возможной отметки, закипает при температуре, достигшей отметки в 2560 градусов. По внешнему виду ее кипение схоже с кипением любых жидких веществ, на поверхности которых по мере нагревания появляются пузырьки, и выделяется газ. Так, из меди в процессе кипения выходит углерод, образовавшийся в результате окисления и ее тесного контакта с воздухом.
Технология плавления меди получила широкое применение с древних времен, когда люди с помощью костра расплавляли металл для изготовления стрел, наконечников и другого оружия, и предметов быта.
Плавка меди в домашних условиях также возможна. Для этого понадобятся:
- Тигель, где будет плавиться медь, и щипцы, необходимые для того, чтобы извлечь тигель из печи или снять его с огня.
- Древесный уголь.
- Муфельная печь (лучше, если в ней будет регулироваться температура нагрева).
- Горн.
- Обычный пылесос.
- Форма, в которую выливается расплавленная жидкость.
- Крюк, изготовленный из стальной проволоки.
- Газовая горелка, если нет муфельной печи.
Алгоритм плавления включает несколько поэтапных шагов:
- Металл измельчить и пересыпать в тигель . Причем чем более мелкие фрагменты будут, тем скорее он достигнет расплавленного состояния. Тигель поставить в печь, раскаленную до максимально высокой температуры, необходимой для начала процесса плавления (здесь кстати придется регулятор температур). Во многих муфельных печах на двери вырезано окошко. Через него можно безопасно осуществлять наблюдение за процессом.
- По достижении медью жидкого окончательно расплавленного состояния, тигель с помощью щипцов нужно постараться как можно аккуратнее и скорее вынуть из печи . На поверхности жидкого вещества будет образована пленка, ее подвинуть к краю тигля, используя крюк из проволоки. Очищенный от пленки металл максимально быстро перелить в заранее подготовленную форму.
- Если муфельная печь отсутствует, осуществить плавку меди можно с применением обычной газовой горелки . Но тогда медь будет находиться в тесном контакте с воздухом, а сам процесс окисления пройдет значительно быстрее. Поэтому для предотвращения образования толстой пленки на поверхности металла, медь, когда она достигнет жидкого состояния, присыпают растолченным древесным углем.
- Расплавить медь и ее сплавы можно также с помощью горна . Для этого древесный уголь нужно хорошо раскалить и поместить на него тигель с металлом (предварительно измельчить медь). Для ускорения нагревательного процесса на уголь направить пылесос, включенный на режиме выдувания. Особое внимание стоит уделить наконечнику трубы. Она должна быть металлической, поскольку пластик расплавится под воздействием высокой температуры.
У чистой меди, в состав которой не входят другие соединения, достаточно плохая текучесть. Поэтому делать из нее сложное литье или мелкие детали не рекомендуется.
Тогда стоит использовать сплавы. Например, латунь, оттенок которой светлее остальных. Это говорит о том, что для ее плавления нужны менее высокие температуры.
Температура плавления латуни, бронзы и меди примерно одинаковая. Во всяком случае значения этой характеристики для всех трех данных цветных металлов находятся в одном узком диапазоне температур. Это обусловлено тем, что бронза и латунь являются сплавами меди, свойства которой в значительной степени влияют на их физические характеристики.
1
Для твердых кристаллических материалов, к коим относятся и металлы, состоящие из чистого (без примесей) вещества, температурой плавления является такой показатель их нагревания, при котором они переходят в другое состояние – жидкое. Причем при этой же температуре чистые вещества (металлы) и застывают. То есть для них такой показатель нагрева является температурой одновременно и плавления, и кристаллизации. А сами металлы, нагретые до температуры их плавления, могут находиться не только в жидком, но и твердом состоянии. Это зависит от того, продолжить подводить к ним дополнительное тепло или дать начать остывать.
Температура плавления
Вообще, по достижении температуры плавления чистое вещество сначала все еще остается твердым. Если продолжить нагрев, то оно станет жидким. Но температура вещества не будет повышаться (меняться) до тех пор, пока оно все полностью не расплавится в рассматриваемой системе (изделии, теле). А когда расплавленное вещество остывает до температуры кристаллизации (плавления), то оно сначала все еще остается жидким. И только если начать дополнительное отведение от него тепла, тогда оно станет переходить в кристаллическое твердое состояние (застывать). Но температура вещества, опять же, не будет меняться (понижаться), пока оно полностью не затвердеет.
2
У смесей веществ (в том числе и у различных сплавов металлов) нет температуры плавления/кристаллизации. Они совершают переход из одного состояния в другое (из твердого в жидкое и обратно) в некотором определенном интервале степени своего нагрева, граничные значения диапазона которого имеют соответствующее название. Температуру, при которой смеси веществ и сплавы металлов начинают переходить в жидкую фазу (или полностью затвердевают), называют «точкой солидуса». Степень нагрева, при котором происходит полное расплавление (или начинается кристаллизация при остывании), называют «точкой ликвидуса». Но в обиходе чаще говорят: температура солидуса и ликвидуса.
Точно замерить эти температуры как для смесей веществ, так и для сплавов металлов невозможно. Их определяют по специальным расчетным методикам, в которых учитывается точное процентное соотношение в смеси каждого элемента и ряд других параметров.
То есть относительно рассматриваемых металлов можно сделать следующие выводы. Температура плавления есть . Причем, только у чистой. У всех остальных металлов (латуни, бронзы и различных марок меди) ее нет, а есть температуры солидус и ликвидус. Для латуни и бронзы это так, потому что они являются сплавами меди, в которых в зависимости от марки добавлены различные легирующие добавки (другие металлы или иные вещества) и еще есть какие-то примеси. А производимые металлургической промышленностью для различных нужд имеют такие характеристики плавления, так как они тоже производятся легированными и с примесями. Чистую медь изготавливать нецелесообразно, и она уступает по своим характеристикам, требуемым для народного и промышленного ее использования, свойствам выпускаемых из нее марок.
Температура плавления металлов
Очевидно, что величина температуры ликвидус рассматриваемых металлов будет зависеть от их химического состава. В первую очередь от процентного содержания меди, так как ее в них всегда больше 50 %. И, соответственно, точка ликвидус марок этих металлов будет тем ближе к температуре плавления самой меди, чем ее больше в сплаве. А легирующие металлы или другие вещества и примеси, в зависимости от своего процентного содержания и температуры плавления, будут вносить соответствующую корректировку в сторону понижения либо повышения точки ликвидус у марок меди, бронзы и латуни. Понижать, если своя температура плавления ниже, чем у меди, и повышать, когда выше.
Так, ознакомившись, можно самому догадаться, в какую сторону будет отличаться у них точка ликвидус от температуры плавления чистой меди. Сам подскажет его влияние на эту и другие характеристики данного сплава. А даст возможность судить об отклонениях ее точки ликвидус от температуры плавления меди. С марками меди то же самое, но влияние легирующих добавок и примесей на их точку ликвидус будет рассмотрено отдельно ниже.
3
Температура плавления чистой меди – 1084,5 °C. А выпускаемые марки меди содержат ничтожно малое по отношению к самому этому металлу количество других веществ. Такое, что даже легирующие элементы, как, например, серебро и никель, наравне с прочими «случайными» веществами, относят в составе марок меди к примесям. Самого этого металла – от 99,93 до 99,99 %. И поэтому точки солидус и ликвидус выпускаемых марок меди очень близки к температуре плавления самого этого металла. Температуры полного расплавления в зависимости от марки: меди – 1083–1084 °C, латуни – 880–1050 °C, а бронзы – 900–1140 °C.
Изделия из меди
Температурные главным образом зависят от содержания меди и гораздо менее тугоплавкого цинка, являющегося в латунных сплавах основным легирующим элементом. А относительно бронзы следует отметить, что ее так называемые оловянные марки, с легированием оловом, полностью плавятся при температуре 900–950 °C, а не содержащие этот металл, безоловянные – при 950–1140 °C.
4
Прям совсем уж в домашних условиях плавить эти металлы, да еще потом и отливать из них какие-то заготовки, а тем более изделия, не получится. Надо будет сначала предварительно соответствующим образом подготовить подходящее помещение, обзавестись необходимым оборудованием и инструментом или смастерить самому что-то из требуемого для плавки и литья оснащения. И, разумеется, желательно поточнее выяснить характеристики сплава, с которым предполагается работать. А именно, его состав и температуру ликвидус.
Плавление в домашних условиях
А какие именно необходимо создать условия для работы, подготовить оборудование, оснащение и инструменты, а также технология плавки и литья перечислены и описаны в одной из публикаций сайта. Это статья: . Так как у этого сплава и у марок меди с латунью точки ликвидус близки по своим значениям, а другие свойства, влияющие на процессы плавки и литья, относительно сопоставимы, то и вся технология в кустарных условий для этих металлов идентична. То есть для меди и латуни можно воспользоваться инструкциями-рекомендациями по плавке бронзы из этой статьи.
Благодаря тому, что температура плавления меди достаточно невысокая, этот металл стал одним из первых, которые древние люди начали использовать для изготовления различных инструментов, посуды, украшений и оружия. Самородки меди или медную руду можно было расплавить на костре, что, собственно, и делали наши далекие предки.
Несмотря на активное применение человечеством с древних времен, медь не является самым распространенным природным металлом. В этом отношении она значительно уступает остальным элементам и занимает в их ряду только 23-е место.
Как плавили медь наши предки
Благодаря невысокой температуре , составляющей 1083 градуса Цельсия, наши далекие предки не только успешно получали из руды чистый металл, но и изготавливали различные сплавы на его основе. Чтобы получить такие сплавы, медь нагревали и доводили до жидкого расплавленного состояния. Затем в такой расплав просто добавляли олово или выполняли его восстановление на поверхности расплавленной меди, для чего использовалась оловосодержащая руда (касситерит). По такой технологии получали бронзу – сплав, обладающий высокой прочностью, который использовали для изготовления оружия.
Какие процессы происходят при плавлении меди
Что характерно, температуры плавления меди и сплавов, полученных на ее основе, отличаются. При , имеющего меньшую температуру плавления, получают бронзу с температурой плавления 930–1140 градусов Цельсия. А сплав меди с цинком (латунь) плавится при 900–10500 Цельсия.
Во всех металлах в процессе плавления происходят одинаковые процессы. При получении достаточного количества теплоты при нагревании кристаллическая решетка металла начинает разрушаться. В тот момент, когда он переходит в расплавленное состояние, его температура не повышается, хотя процесс передачи ему теплоты при помощи нагрева не прекращается. Температура металла начинает вновь повышаться только тогда, когда он весь перейдет в расплавленное состояние.
При охлаждении происходит противоположный процесс: сначала температура резко снижается, затем на некоторое время останавливается на постоянной отметке. После того, как весь металл перейдет в твердую фазу, температура снова начинает снижаться до полного его остывания.
Как плавление, так и обратная кристаллизация меди, связаны с параметром удельной теплоты. Данный параметр характеризует удельное количество теплоты, которая требуется для того, чтобы перевести металл из твердого состояния в жидкое. При кристаллизации металла такой параметр характеризует количество теплоты, которое он отдает при остывании.
Более подробно узнать о плавлении меди помогает фазовая диаграмма, показывающая зависимость состояния металла от температуры. Такие диаграммы, которые можно составить для любых металлов, помогают изучать их свойства, определять температуры, при которых они кардинально меняют свои свойства и текущее состояние.
Кроме температуры плавления, у меди есть и температура кипения, при которой расплавленный металл начинает выделять пузырьки, наполненные газом. На самом деле никакого кипения меди не происходит, просто этот процесс внешне очень его напоминает. Довести до такого состояния ее можно, если нагреть до температуры 2560 градусов.
Как понятно из всего вышесказанного, именно невысокую температуру плавления меди можно назвать одной из основных причин того, что сегодня мы можем использовать этот металл, обладающий многими уникальными характеристиками.
Если вас хоть раз волновал вопрос о температуре плавления бронзы, то данная статья именно для вас. Некоторые исторические данные дают право полагать, что первобытные люди имели в обиходе медь, но она была в самородках, которые иногда могли быть внушительных размеров.
Что такое медь?
Название «медь» (на латыни «Cuprum») происходит от названия острова Кипр, на котором и добывали этот металл древние греки. Ввиду того, что медь имеет не слишком высокую температуру плавления, медную руду или сами самородки в древности плавили на костре. А медь использовали в оружейном деле, а также для изготовления разных предметов обихода. По наличию и распространению в земной толще медь находится на 23 месте относительно иных элементов, однако люди начали применять ее еще в древние времена. Как правило, в природе медь встречается в соединениях сульфидных руд, самыми популярными из которых считаются медный колчедан и медный блеск.
Способы получения меди
Технологии для получения меди существуют разные. Но каждая отдельная технология имеет не один этап. Медь получают из руды. Как сказано выше, температура плавления меди давала возможность даже древним людям справляться с ее обработкой. Само примечательное то, что уже в древности люди сумели выработать способ получения и дальнейшего применения как чистой меди, так и сплавов.
Процесс плавления – это изменение состояния металла от твердого к жидкому. Именно для этого и использовали костер, а благодаря низкой температуре плавления можно было проделать эту процедуру без особых сложностей. Для получения сплавов в расплавленную медь добавляли олово. Его можно было получить, восстановив из специальной оловосодержащей руды (касситерит). Такой сплав получил название бронза, которая намного прочнее меди. Бронзу также использовали в древности для изготовления оружия.
А также можно было добыть из медной руды при помощи плавления более чистый металл. Все знают, что каждый металл имеет свою температуру плавления, которая в свою очередь зависит от того, какое количество примесей присутствует в руде. Например, медь, у которой температура плавления равняется 1083 °С, при смешивании с оловом образует новый материал – бронзу. А температура плавления бронзы составляет 930-1140°С, а разная температура потому, что зависит от того, сколько в ней содержится олова. Ну а если вам интересно узнать подробнее, например, какой имеет бронза цвет или какой имеет бронза состав, то эту информацию также можно найти в интернете.
Латунь
Например, латунь – это сплав цинка и меди с температурой плавления 900-1050°С. Когда металл нагревается и плавится, то кристаллические решетки начинают разрушаться. При процессе плавления температура метала постепенно повышается, а далее с определенной отметки становится постоянной, однако нагрев остается таким же. Вот в момент, когда температура останавливается на определенном значении, начинается процесс плавления. И в момент плавления металла температура остается на одном и том же значении, но когда металл полностью расплавлен, температура снова будет увеличиваться.
Такой процесс происходит относительно любого металла. Ну а в процессе охлаждения идет обратный процесс, а именно: сперва температура падает до того момента, пока металл не начнет затвердевать, а уже далее остается постоянной. Когда металл полностью затвердеет, температура снова начинает снижаться. Так ведут себя все металлы, изображая этот процесс графически, он будет иметь вид диаграммы с фазами, на которой четко будет видно состояние вещества на определенно температурной отметке.
Многие ученые пользуются такими фазовыми диаграммами в качестве главного инструмента для исследования процессов, происходящих с металлами при плавлении. Например, если уже расплавленный металл продолжать нагревать, то при достижении определенной температуре масса начнет кипеть. Например, медь кипит при температуре 2560 °С. Относительно металлов такой процесс также назвали кипением, поскольку по аналогии кипящей жидкости на его поверхности появляются пузыри газа.
Видео: Плавка меди в графитовом тигле
Как расплавить латунь в домашних условиях
Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м3.
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.
Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Плавка латуни очень просто
Особенности литья латуни Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/lityo/latuni
Как расплавить латунь в домашних условиях: технология, температура, оборудование
Латунь является уникальным сплавом, использующимся не только в промышленности, но и в быту. Из него выполнены разнообразные интерьерные предметы, а также многочисленные конструкции. Для умельца знание температуры плавления этого металла станет хорошим подспорьем при сооружении или же ремонте разнообразных предметов. Данный сплав имеет медную основу с цинковой легирующей составляющей, которая может дополняться никелем, марганцем, а также свинцом либо железом.
Характеристики металла
Латунных материалов выпускается несколько разновидностей, имеющих обширное применение. К наиболее распространенным данным металлическим соединениям относятся:
- многокомпонентный состав;
- двойной из сплава цинка с медью.
Температура плавления латуни зависит от ее компонентов. Помимо промышленности, из нее изготавливают различные предметы интерьера и детали мебельных конструкций. Это стало возможным благодаря литью, которое предоставляет возможность придать изделию любую форму.
Плавка в домашних условиях не составляет особых проблем при соответствующих познаниях и наличии необходимого спецоборудования. Для этого обязательно следует знать, при какой температуре этот металлический состав плавится.
Он имеет желтоватый цвет, который без дополнительной защиты чернеет от воздействия воздушной среды.
Нижний предел, при котором происходит плавление латунного состава составляет порядка 880 °С, а его верхнее значение доходит до 950 °С. Для снижения температурной точки плавки латуни в нее добавляют больше цинковой составляющей. На характеристики металла оказывают негативное влияние висмут или же свинец. Учтите, что температура плавления меди отличается от латунного состава. При нагреве материала они значительно снижают его способность к пластичной деформации.
Латунь способна оказывать высокую сопротивляемость коррозии, обладает повышенной текучестью и отличными антифрикционными характеристиками. Благодаря всем этим свойствам ее активно используют как в общепромышленных изделиях, так и в узконаправленных компонентах. Поверхность состава превосходно полируется, что позволяет надолго сохранять его великолепный вид. Температуру плавления латунь и бронза имеют различную, что учитывается при выборе режима работы.
Особенности обработки
В быту находятся множество изделий, имеющих в составе латунные компоненты. Для их ремонта или же изготовления применяются несколько методов. Все они построены на технологии плавления латуни. Этот процесс имеет свои нюансы и особенности, которые могут значительно усложнить ремонт. Сплавы на основе меди, а также бронзы имеют несколько отличающиеся характеристики, поэтому важно знать с каким именно составом придется работать.
Мягкие латунные сплавы содержат цинковую часть до 32,5 %, что предоставляет возможность для легкой обработки материала не только в горячем состоянии, но также и в холодном. Эта процедура выполняется протяжкой или же прокаткой. Данные составы маркируются: Л 68, Л 80, ЛМ 70, а также ЛТ 90.
Увеличение цинка приводит к значительному повышению твердости состава, который становится обрабатываемым в горячем виде. Холодное воздействие на эти материалы весьма ограничено и требует наличия специальных инструментов.
Помимо этого, производятся сплавы смешанного вида, отличающиеся достаточной универсальностью.
Что необходимо для плавки
Имея необходимый комплект оборудования и специальных принадлежностей можно не только заниматься восстановлением разнообразных изделий, но и изготавливать латунные компоненты дома. Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Источник: https://oxmetall.ru/metalli/latun/kak-rasplavit-v-domashnih-usloviyah
Как расплавить латунь в домашних условиях?
В самом базовом смысле латунь — это сплав, главным компонентом которого выступает медь.
В качестве дополнительных могут выступать такие металлы, как цинк, олово (его должно быть не слишком много, чтобы сплав не стало возможным называть бронзой), в гораздо меньшей степени марганец, свинец и даже железо.
В древности этот сплав часто называли орихалком, в переводе — «златомедью». К бронзам, однако, сплав по классификации не относится, так как если сравнить температуру плавления латуни и бронзы, у второй она будет гораздо выше.
Как и бронза, латунь имеет довольно широкое применение в разных областях. Её используют в основном в автомобилестроении при изготовлении некоторых болтов и других деталей, для изготовления памятных знаков и наград, труб, гильз химической аппаратуры. Очень часто используется при создании предметов интерьера или отдельных элементов мебели.
Характеристики латуни
Изготовление изделий из этого сплава достигается преимущественно посредством литья. Поэтому очень важно знать, при какой температуре плавится латунь.
Это сильно зависит от её химического состава, а конкретнее — от содержания в ней цинка, ведь чем больше этого металла, тем меньше требуется тепла для его расплавления.
Если в латуни содержится значительное количество примесей висмута или свинца, это очень негативно влияет на её растекаемость, усложняя обработку изделий. Поэтому температура её плавления колеблется в пределах 880−950 градусов Цельсия.
Очень важно при изготовлении изделий из латуни покрывать их защитным слоем. Для этого можно использовать обычный лак. Несмотря на свою стойкость к коррозии, она очень подвержена процессам окисления на открытом воздухе. Многие незащищённые детали или предметы интерьера необходимо регулярно чистить, чтобы они не потемнели. Но сделать это легко, ведь латунь очень хорошо полируется.
Технические показатели сплава
Кроме температуры плавления, у латуни есть ещё несколько важных характеристик, благодаря которым она находит такое широкое применение в различных областях. Вот некоторые из них:
- Удельное электрическое сопротивление — в пределах 0,07−0,08 микроом на метр.
- Плотность — около 8,3−8,7 тонн на кубометр.
- Теплоёмкость — 0,377 килоджоулей на килограмм-Кельвин.
В зависимости от состава, латунь бывает:
- Двойной — сплав только с содержанием меди и цинка.
- Многокомпонентной — содержащей большое количество других металлов и примесей.
Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
ЛМц — содержится в старых советских монетах номиналом до 5 копеек, арматуре, гайках и болтах, а её подвид с приставкой «А» — в деталях речных и морских судов.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Сплав имеет довольно низкую по сравнению с другими металлами температуру расплавления, а потому возможна его обработка, изготовление и ремонт изделий даже дома. Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом.
Необходимые инструменты
Для плавки латуни в домашних условиях нужна печь. Собрать её можно из кирпича, обладающего достаточной огнеупорностью, соединив его таким же термостойким раствором. В качестве нагревательного элемента лучше всего использовать индукционные нагревательные элементы. Это керамические трубки, на которые намотана проволока из нихрома. Они могут разогреваться до больших температур (1000 градусов по Цельсию и больше) и пригодятся для работы с другими, более тугоплавкими металлами и сплавами.
Минимально требуемая мощность источника электричества, которое будет подаваться на нагрев должна быть около 25−30 киловатт. Он должен быть собран из достаточно качественных электротехнических деталей и иметь высокий показатель КПД.
Тигель — ёмкость, где будет, собственно, плавиться металл, можно изготовить из шамота — выпаленной до спекания глины. Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька.
Такой тигель прослужит намного дольше и выдержит большее количество расплавлений. Есть также и тигли, выполненные из графита, но они сильно уступают глиняным по надёжности. Для операций с тиглем необходимо изготовить или приобрести щипцы.
Они должны обладать довольно длинными ручками и иметь закруглённые губки.
Описание процесса
В тигель помещается сплав, желательно в виде кусков. Чем мельче они будут, тем легче пойдёт процесс расплавления, так как тепло от нагревательных элементов будет быстрее распределяться между ними. Тигель, при помощи щипцов, помещается в печь, и только после этого начинается её разогрев.
Вынимать его из печи можно только после того, как весь объём помещённого в него металла переходит в полностью жидкую форму. Это операция производится с помощью тех же щипцов.
Если на поверхности расплавленной латуни образовалась плёнка, её следует с помощью предварительно подготовленной проволоки убрать.
Для изготовления литых изделий из сплава следует использовать специальные формы, вырезанные из дерева или распечатанные на 3D-принтере из материала, более жаропрочного, чем жидкая латунь. Деревянные формы в большинстве своём одноразовые. Алгоритм действий прост: вынимаем тигль, снимаем плёнку, заливаем и ждём полного остывания.
Техника безопасности
Для проведения всех операций с металлами, разогреваемыми до очень высоких температур необходимо заботиться о своей безопасности и минимизации влияния процесса на здоровье. Следует помнить, из каких металлов состоит латунь, при какой температуре плавится конкретный образец и каким образом она достигается. Вот несколько советов:
- Используйте защитные перчатки, одежду из материалов, плохо поддающихся горению — шерсти, хлопка и других. Не стоит использовать одежду из синтетики, она может очень быстро загореться.
- Позаботьтесь о защите глаз и лица с помощью очков и масок, так как случайная капля расплавленного металла может стоить вам зрения или причинить серьёзный ожог коже лица.
- Литьё необходимо выполнять в месте с достаточной вентиляцией, так как в его процессе выделяются вещества, которые, приобретая достаточную концентрацию, могут нанести большой вред вашему здоровью.
- Для того чтобы свести к минимуму риски поджога или случайного воспламенения близлежащих предметов, можно застелить поверхность, на которой будет располагаться печь асбестовым листом. Опять же, не забывайте при этом о хорошей вентиляции.
Следуя таким правилам, вы сможете безопасно и эффективно выполнять действия с раскалёнными или расплавленными металлами, не опасаясь причинения вреда себе и окружающим.
Источник: https://mega-snab.com/kak-rasplavit-latun-v-domashnih-usloviyah/
Как правильно расплавить латунь в домашних условиях
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.
О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
Кроме цинка многокомпонентная латунь может содержать:
- Алюминий.
- Олово.
- Никель.
- Марганец.
- Кремний.
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.
В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.
Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.
Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.
Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов. Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой. Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз.
Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки.
При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний. Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики.
Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.
(4 3,75 из 5)
Источник: https://plavitmetall.ru/obrabotka/temperatura-plavleniya-latuni.html
Показатели температуры плавления латуни
Для домашнего мастера [температура плавления латуни] имеет практический смысл, так как этот важный показатель в некоторых случаях может помочь с решением целого ряда проблем.
Латунь в настоящее время используется в самых разных сферах, в том числе, и в промышленности.
Существует несколько видов сплавов на основе этого универсального металла, однако в практическом плане интерес представляют только два из них, а именно, двойной и многокомпонентный с содержанием меди.
Для этого компонентного металла главным легирующим элементом считается цинк, который может быть при необходимости дополнен такими элементами, как марганец, свинец, железо, а также цинк, никель или свинец.
Латунь играет большое значение для такого металлического сплава, как бронза, на который уже давно наблюдается большой спрос.
Как и у любого другого элемента из группы металлов, у латуни есть своя температура плавления, говоря другими словами, тот предел, при котором ее можно расплавить.
Если знать этот важный параметр, то можно будет изготовить самые разнообразные конструктивные элементы, в том числе, и в домашних условиях.
Плавление латуни можно отнести к первичной обработке этого металла. В настоящее время известно несколько основных способов, при которых можно расплавить латунь в домашних условиях.
:
- Основные характеристики
- Особенности обработки
- Порядок работы
Основные характеристики
На плавку латуни, главным образом, влияет ее состав, а потому температура может иметь различные показатели, начиная от восьмисот восьмидесяти градусов по Цельсию и заканчивая девятьсот пятидесятью.
Чтобы понизить данный показатель, необходимо в состав латуни вводить больше цинка и наоборот.
Кроме этого, за счет своих универсальных свойств этот металл имеет свойство свариваться.
Обработку латуни можно производить при помощи сварки, и в этом случае она может прокатываться.
Если не покрыть поверхность данного компонента дополнительной защитой, то через определенное время она немного почернеет из-за контакта с атмосферным воздухом.
ВАЖНО ЗНАТЬ: Советы по никелированию в домашних условиях
Основным цветом латуни является желтый, а ее поверхность достаточно легко поддается полировке. Выбирая способ плавления для этого элемента, следует, главным образом, учитывать его состав.
Негативно влияют на латунный сплав такие элементы, как висмут или свинец, поскольку они значительно снижают свойства этого металла к деформации, когда он находится в разогретом состоянии.
Латунь относят к категории цветных металлов, при этом ее химические, а также физические свойства имеют некоторые характерные особенности. Данный элемент обладает целым рядом преимуществ.
Во-первых, этот металл имеет высокую стойкость к коррозионным процессам. Во-вторых, он обладает высокой степенью текучести, что особенно важно при плавлении.
Латуни свойственны высокие антифрикционные свойства, а также достаточно низкая склонность к ликвации.
Следует отметить и то, что данный металл обладает практичностью и имеет превосходные технологические, а также механические свойства.
Есть еще целый ряд достоинств этого универсального компонента, которые носят узконаправленный характер. В зависимости от своей марки, латунь используется в той или иной промышленной сфере.
Металл используется в машиностроении и автомобилестроении, из нее изготавливают целый ряд самых разных изделий различного назначения.
Для того чтобы с данным металлом успешно работать в домашних условиях, для начала необходимо хорошо изучить его свойства, а также знать характеристики сплавов на основе бронзы и меди.
Порядок работы
Прежде всего, необходимо правильно подготовить муфельную печь, в которой и будет осуществляться вся основная работа.
Также следует проверить в работе горелки. Кроме этого, необходимо иметь под рукой специальный сосуд из огнеупорного материала, например, тигель.
На поверхность основания следует уложить асбестовый лист и позаботится о хорошей вентиляции в помещении, где будет проводиться плавка латуни.
Латунь, которая будет подлежать плавлению, необходимо переработать в измельченную массу. Следует помнить, что чем меньше будут куски металла, тем легче он будет плавиться.
https://www.youtube.com/watch?v=5l0ZlXDYHOI
ВАЖНО ЗНАТЬ: Технология цинкования металла в домашних условиях
Далее тигель с мелкой латунью аккуратно устанавливается в муфельную печь и при помощи специального регулятора температур выставляется ее необходимое значение.
Если металл создан на основе бронзы или меди, то это обязательно следует учитывать. После того, как печь будет включена, через специальное окошко можно наблюдать, как металл начинает плавиться.
При достижении желаемого результата и после того, как металл полностью расплавится, следует аккуратно открыть дверцы печи и вынуть тигель.
Сделать это можно при помощи специальных щипцов, которые уберегут от ожогов. Латунь в расплавленном состоянии имеет свойство на своей поверхности образовывать пленку.
Ее необходимо в обязательном порядке убрать и сделать это можно при помощи стальной проволоки. После этого необходимо будет только залить металл в предварительно подготовленную форму.
В том случае, если специальное оборудование для плавки металла отсутствует, можно провести плавление латуни при помощи газовых горелок.
В этом случае горелку следует установить в вертикальном положении и хорошо закрепить.
Далее на подставку помещается сосуд с мелкой латунью и зажигается сама горелка.
При этом пламя должно охватывать всю нижнюю поверхность сосуда.
В этом случае процесс плавления будет сопровождаться достаточно сильным окислением, уменьшить которое можно при помощи древесного угля.
Если латунь создана на основе бронзы или меди, то ее температура плавления несколько увеличиваться, а значит, на плавку металла уйдет немного больше времени и это следует обязательно учесть.
Источник: https://rezhemmetall.ru/temperatura-plavleniya-latuni.html
Как плавят латунь: температура плавления и другие характеристики, нюансы обработки металла
Для того чтобы начать работу с тем или иным материалом, для начала следует ознакомиться со всеми его свойствами. Это нужно для того, чтобы знать какое механическое воздействие можно оказывать на материал, а также в каких условиях и какими инструментами можно осуществлять его обработку.
Латунь — металл, так что очень часто её обработка проводится именно посредством плавления. Температура плавления латуни очень важная характеристика, которая должна быть известна, если требуется обработка посредством термического воздействия.
Сплав латуни
Латунь — металл компонентный. Это означает, что чаще всего латунь идёт в сплавах с другими металлами. Для латуни главным легирующим элементом обычно считается цинк. Но при необходимости он может быть дополнен другими элементами: марганец, железо, свинец или никель.
У латуни есть несколько сплавов, которые в разной мере популярны, но рассмотреть следует два самых востребованных и интересных в практическом плане: двойной и многокомпонентный, содержащий медь.
Для любого мастера, работающего с латунью, температура плавления этого сплава имеет определённый практический смысл. Осведомлённость в этой области сможет помочь в решении многих вероятных проблем.
Если знать температуру плавления латуни, то есть предел, при котором её можно расплавить, то появится возможность изготавливать различные конструктивные элементы, возможно и в домашних условиях.
Технические особенности латуни
- Температура плавления латуни — 880–950 градусов по Цельсию.
- Удельная теплоёмкость этого металла — 0,377 кДж*кг — 1*К-1 при термическом воздействии в 20 градусов по Цельсию.
- Плотность материала — 8300–8700 кг/метр кубический.
- Удельное электрическое сопротивление (0,07–0,08)*6—10 Ом*м.
Что следует учитывать при работе с латунью
Домашний мастер в бытовой обстановке использует довольно много изделий, изготовленных именно на основе латуни.
Очень много инструментов изготавливаются именно с использованием латуни, её очень часто можно встретить в различных сплавах, основой которых может быть медь или бронза.
Если быть осведомлённым насчёт того, какая температура плавления приемлема для латуни и её сплавов, впоследствии возможно использовать эти знания при починке или изготовлении различных изделий, которые могут быть использованы в хозяйстве.
Процедура плавления такого универсального компонента не лишена различных тонкостей и нюансов, о которых следует знать и помнить, чтобы избежать различных трудностей при обработке, а также отрицательных последствий в результате ошибочных действий.
Следует помнить, что при всех существующих тонкостях при плавлении латуни, отдельные нюансы следует учитывать при плавлении сплавов из бронзы и меди.
Дело в том, что эти сплавы имеет несколько другие параметры плавления, которые отличаются от характеристик латуни, поэтому прежде, чем начать работу с такими латунными сплавами, нужно для начала подробно узнать все их свойства. Это позволит не допустить досадных ошибок при их обработке, а также провести работу максимально эффективно и плодотворно.
Для того чтобы произвести плавку металла в домашних условиях, следует обладать определёнными знаниями и навыками, а также и специальными инструментами, которые смогут помочь в работе и произвести необходимые действия, предполагающие плавку латуни.
К тому же опытные мастера рекомендуют перед процедурой плавки латуни в домашних условиях запастись терпением, так как процедуру эту быстрой никак назвать не получится.
Для работы необходимо запастись следующими элементами:
- техническое серебро;
- газовая горелка ручного типа;
- специальная графитовая горелка;
- медный сплав.
Нужно перед работой приобрести буру, причём в достаточном количестве. К тому же для того чтобы обеспечить максимальные безопасные условия для окружающего пространства во время плавления металла, следует использовать асбестовый лист.
Процесс плавки латуни является довольно трудоёмким и потребует определённых затрат как времени, так и приложенных сил.
Опять же следует учесть особенности плавления сплавов, содержащих бронзу и медь, так как они имеют немного другие характеристики и свойства, что означает при плавке придётся применять другую температуру термического воздействия.
К процессу плавки латуни следует переходить уже только в том случае, когда рабочее место подготовлено должным образом, а все рабочие инструменты находятся на своём месте и готовы к работе.
Порядок проведения работ
Для начала следует подготовить муфельную печь. В ней и будет осуществляться вся основная работа.
Перед тем как начать непосредственно саму плавку, следует проверить работу имеющихся горелок, которые будут использованы в процессе. Кроме того, под рукой следует иметь специальный сосуд, сделанный из огнеупорного материала. Таким материалом является тигель, так что можно будет применить именно его.
Приобретённый ранее асбестовый лист, следует уложить на поверхность основания. Очень важным фактором является поддержание хорошей вентиляции в помещении, в котором будет проводиться вся работа.
Перед началом плавки, латунь следует измельчить, то есть создать измельчённую массу. Следует помнить, что чем меньше будут получившиеся куски металла, тем легче она будет впоследствии плавиться.
Затем тигель с измельчённой латунной массой помещается в муфельную печь, после чего пользователь выставляет необходимое температурное значение, используя специальный регулятор температур. После включения печи, можно будет наблюдать за всем процессом плавления через специальное маленькое окошко, которое имеется у таких печей.
После того как металл полностью расплавится, пользователю требуется лишь аккуратно открыть дверцы муфельной печи и достать оттуда тигель с расплавленной латуни.
Конечно, делать это нужно, используя специальные щипцы, для того, чтобы обезопасить себя от возможных ожогов. У расплавленной латуни, кстати, есть интересное свойство, которое заключается в том, что на поверхности образуется тонкая плёночка, которую впоследствии надо будет убрать. Такую процедуру можно будет проделать, если использовать обычную стальную проволоку.
После снятия образовавшейся плёнки с поверхности расплавленной латуни, следует просто залить металл в требуемую форму, которую пользователь должен предварительно подготовить на своём рабочем месте.
Плавление с помощи горелки
Кстати, бывают случаи, когда пользователь, к сожалению, не может использовать специальное оборудование, предназначенное для плавления. В этом случае, не стоит отчаиваться, так как плавка латуни может быть осуществлена при помощи газовых горелок.
При этом горелка должна быть установлена в вертикальном положении и очень хорошо закреплена. Затем на подставку устанавливает сосуд с металлом и производится плавка.
Следует опять же помнить, что если латунь содержит в своей основе медь, то температура будет непременно увеличиваться, что означает, что металл будет плавиться дольше.
Источник: https://stanok.guru/cvetnye-metally-i-splavy/latun/plavka-latuni-temperatura-plavleniya-latuni-i-osobennosti.html
Температура плавления латуни и бронзы: плавка в домашних условиях
Такой параметр, как температура плавления латуни, является важным во многих ситуациях. Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.
Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их. Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками. Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь. Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич. Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.
Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.
Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент. Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик. Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности. Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.
Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни.
Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро.
Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни. Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко. В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.
Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился. Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно. На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.
Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.
Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Источник: http://met-all.org/cvetmet-splavy/latun/temperatura-plavleniya-latuni-bronzy-plavka-domashnih-usloviyah.html
Температура плавления латуни
Что такое латунь? Это сплав металлов на основе меди. Основным легирующим компонентом является цинк, но при необходимости он может заменяться марганцем, железом, никелем или свинцом. Вот почему промышленность выпускает несколько марок сплава.
Самые популярные из них две: двухкомпонентная (в составе только медь и цинк) и многокомпонентная латунь (в составе помимо меди и цинка есть несколько легирующих элементов). У каждой марки свой температурный предел, позволяющий перевести твердый металл в жидкое состояние.
Данная статья расскажет о том, какой должна быть температура плавления латуни, как можно расплавить металл в домашних условиях, на что нужно обращать внимание, желая соблюсти все технологические особенности процесса.
Как расплавить латунь в домашних условиях?
Специалисты знают, что латунь плавится при температуре, диапазон которой составляет 880-950 градусов по Цельсию (он гораздо меньше, чем у бронзы).
Следовательно, важно приобретать печь, которая позволит расплавить сплав до того момента, когда другие компоненты металла окислятся.
Если эксперименты со сплавами перестают быть просто хобби, целесообразно приобретать и устанавливать печи, способные нагреваться до 1100 градусов и выше. Тогда доступен будет процесс плавки бронзы и других цветных металлов.
Кроме печи для работы понадобится специальный набор инструментов. Нужно приобрести графитовый тигель – емкость, в которой будет плавиться латунь, нарезанную кусками, а потом расплавить ее в печи.
Каждый тигель лучше использовать под определенный сплав металла (тигель для бронзы нельзя потом применять для плавки латуни). Новый тигель предварительно закаливается, только после этого он становится пригодным для плавки цветного металла.
Делается это просто: печь прогревается до температуры 95 градусов, в нее погружается емкость для плавления, и оставляется там минут на двадцать. После этого тигель должен остыть.
Тигель в печь погружается и вынимается из нее при помощи стальных щипцов. Еще под рукой должна быть большая ложка. Она поможет удалить с поверхности жидкого металла шлак. Литейный ковш – приспособление, при помощи которого придерживают тигель, наклоняют его, желая вылить жидкую латунь в форму.
Перед тем, как помещать сплав в топку, важно почистить латунь, промыть металла мылом, очистить при помощи него загрязнения в виде масляных пятен, продуктов окисления. Если изделия, выбранные для переплавки, покрыты лаком, лучше снять его слой специальным химическим составом (разбавителем лака, например).
Обратите внимание! Снимать лак нужно на улице или в хорошо проветриваемом помещении. Руки лучше защитить перчатками.
Печь устанавливается в хорошо проветриваемом помещении, специалисты рекомендуют просто выставлять ее на улицу под навес. Во время нагрева любого металла (латуни и бронзы в том числе) в воздух попадают токсины, углекислый газ, сама печь эффективнее работает при наличии большого количества воздуха. Поэтому улица – лучшее место для монтажа описываемого оборудования.
Рядом с печью важно установить ящик с песком. Он является необходимой частью обеспечения безопасности проведения подобного рода работ. Только над ящиком с сухим песком можно переносить жидкую латунь и переливать ее в форму. Если капля жидкого металла (бронзы в том числе) соприкоснется с капельками влаги, вода моментально превратиться в пар и разбрызгает горячий металл.
Там, где продается оборудование для плавки, продается и специальные атрибуты одежды, помогающие обезопасить человека и во время плавки бронзы, и во время плавки латуни. Это перчатки, сшитые из прочной кожи, высокие ботинки и жароупорный фартук. Их необходимо надевать на одежду из хлопка, имеющую длинные рукава и длинные штаны. Они защитят кожу от случайных капель горячего металла.
Обратите внимание! Ни в коем случае перед плавкой металла нельзя надевать на себя синтетику. Этот материал быстро загорается, долго горит, в случае форс-мажора синтетика усугубит ситуацию.
Последний предмет экипировки — защитная маска (или очки) на лице, а также респиратор с фильтром Р100. Без него плавить латунь нельзя. Компонентные добавки имеют более низкую температуру плавления, чем медь. Поэтому, прежде чем латунь расплавится,все примеси сгорят, выделяя едкий дым. Он при дыхании попадет в легкие. Последствия могут быть опасными для здоровья человека.
Подробный алгоритм плавки
- Нагреваем формы в печи до 100 градусов по Цельсию. Подобная операция позволит избавиться от влаги, способной спровоцировать разбрызгивание металла. По этой же причине важно прожечь и ложку. Горячие детали нужно положить в ящик с песком.
- Кладем латунь в тигель.
- Прогреваем печь наполовину необходимой температуры (точки плавления).
- Помещаем тигель в тело печи. И повышаем температуру до 930 градусов. При необходимости температуру можно повышать на 30 градусов. Выбор режима нагрева зависит от типа выбранной латуни. Опытный специалист способен на глаз определить, готов ли металл к заливке. Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.
Обратите внимание! Увеличение температуры выше токи плавления латуни поможет заметно ускорить процесс плавки, но подобное действие способно спровоцировать окисление металла.
- После того как латунь в печи расплавится, с ее поверхности ложкой нужно снять продукты окисления. Перемешивать сам состав ни в коем случае нельзя. Действовать важно осторожно. Главное – предотвратить образование пузырьков воздуха в сплаве. Они не позволят вылить качественную форму.
- Когда латунь полностью расплавится, ее можно будет вынимать из печи. Стальными щипцами подцепляется тигель и аккуратно укладывается на литейный ковш. После этой операции будет легко перелить жидкий металл из тигеля в форму. Чтобы печь не остыла, необходимо в тигель положить новую порцию латуни и отправить ее в жаровню.
Плавка латуни – опасный процесс, под рукой обязательно должен быть огнетушитель. Специалисты рекомендуют всем новичкам предварительно тренироваться и плавить небольшие порции металла и только потом осваивать большие объемы.
Печь для плавки можно купить в специализированном магазине, но при необходимости ее можно собрать и самостоятельно, но делать это можно только в присутствии опытного печника.
В процессе плавки латуни выделяются опасные для человека газы (оксид цинка), вот почему так важно соблюдать все правила безопасной экипировки.
Источник: https://svarkalegko.com/tehonology/latun-svojstva-plavka.html
Процесс плавки латуни в домашних условиях, температура плавления и необходимые инструменты
В самом базовом смысле латунь — это сплав, главным компонентом которого выступает медь.
В качестве дополнительных могут выступать такие металлы, как цинк, олово (его должно быть не слишком много, чтобы сплав не стало возможным называть бронзой), в гораздо меньшей степени марганец, свинец и даже железо.
В древности этот сплав часто называли орихалком, в переводе — «златомедью». К бронзам, однако, сплав по классификации не относится, так как если сравнить температуру плавления латуни и бронзы, у второй она будет гораздо выше.
Как и бронза, латунь имеет довольно широкое применение в разных областях. Её используют в основном в автомобилестроении при изготовлении некоторых болтов и других деталей, для изготовления памятных знаков и наград, труб, гильз химической аппаратуры. Очень часто используется при создании предметов интерьера или отдельных элементов мебели.
Плавка / заливка | Lost & Foundry
Лить видео и информация….
Полезные советы:
1. Начните литье с алюминия (легкоплавкого), затем попробуйте латунь или бронзу. Практикуйтесь с низкотемпературными металлами.
2. Завершите формовку перед запуском печи. НЕ зажигайте печь после начала формования.
3. Greensand имеет влажность около 6%. Форма для горелки (только зона литья) для удаления лишней влаги.
4. НЕ расплавляйте алюминиевые банки.Металлическая банка покрыта винилом для защиты банки от содержимого. Все остальные виды алюминия плавятся.
5. НЕ перемешивайте расплавленный металл, это добавляет газа.
Перед заливкой удалите окалину с правого верха!
Температура плавления
Неплотно поместите металл в тигель для бронзовых сплавов, БРОНЗА РАСШИРЯЕТСЯ и треснет тигель. Алюминий можно упаковывать в тигель. По мере нагрева печи металл начинает плавиться в верхней части тигля. Вы должны подавать тигель, поскольку он начинает плавиться, нагревание возвращается (обрезки) на крышку в выхлопном пламени.
Наша печь очень предсказуема. Мы используем время, чтобы определить температуру заливки, следя за тем, чтобы последний кусок стал жидким. ТОГДА НАЧАТЬ ВРЕМЯ ! Алюминий достигает температуры заливки через 3 минуты после того, как последний кусок станет жидким. Латунь достигает температуры заливки через 5 минут после переливания жидкости. Для достижения температуры заливки бронзы требуется 8 минут.
Металл имеет температуру плавления и температуру заливки. Он должен быть очень нагрет, чтобы он оставался жидким во всей форме.
Температура заливки алюминия 1300-1400F
Температура заливки латуни 1950F
Температура заливки бронзы 2250-2300F
Температура заливки чугуна 2800F
https: // www.facebook.com/donna.s.hoerner/videos/10215732713005638/UzpfSTExMjY2MTA2MjA4ODc1MzoyNDYwOTg0MjczOTIzMDc1/
Заливка бронзы Заливайте настолько быстро, насколько это может выдержать литник. Налить сильно, но не без остатка. Усадка подразделяется на две категории: жидкая усадка , и твердая усадка , . Жидкая усадка (толщина) — это уменьшение объема в процессе затвердевания, а твердая усадка (размер) — это уменьшение объема во время охлаждения литого металла.Усадка жидкости учитывается за счет стояков на толстых участках, усадка твердого тела учитывается за счет использования «усадочной линейки» и увеличения размера детали. Около 1/8 дюйма на фут с алюминием.
Плавление латуни в печи для цветочного горшка
Плавление латуни в печи для цветочного горшкаДомашняя страница
Наконец-то я отлил латунь. Это было намного проще, чем я ожидал, и печь с цветочным горшком растопила его с легкостью. Итак, для всех, кто меня задавал, на вопрос наконец-то дан ответ… Да! В горшке-печи можно плавить латунь!
Посмотрите эту статистику;
- 2:27 — Загружен тигель и запущен нагнетатель.
- 2:34 — Тигель раскален докрасна, из вентиляционного отверстия крышки печи выходит мягкое зеленое пламя (должно быть, медь немного окисляется).
- 2:38 — Первые признаки плавления (без предупреждения большая лужа упала с металла), мягкое зеленое пламя и дым вернулся
- 2:46 — Добавлен еще уголь. Латунь сейчас быстро тает.
- 2:57 — Залил латунь.
Вот куча медного лома, который я собирал. В основном это просто фитинги и короткие отрезки труб. Я удаляю все не латунные детали, такие как резиновые шайбы и тому подобное. Я где-то нашел даже декоративный знак «кроличий переход». | |
Решил отлить медную подставку для благовоний. Я подумал, что если я отливаю латунь, это должно быть что-то действительно хорошее … что-то, что я могу подарить, если захочу.Деревянный изготовлен в Китае, а латунный — моя отливка. Посмотрите, как я это сделал … | |
Так как узор был изогнутым, мне пришлось использовать метод формования, называемый «копирование вниз». Здесь вы вырезаете формовочный песок до тех пор, пока не увидите линию разъема отливки. Вы можете видеть, как песок здесь срезан на волнах. | |
Песок забивается обычным способом, и он принимает форму бугеля, как и любая другая песчаная форма.Вот это вы можете увидеть. | |
Вот латунь, загруженная в тигель с дутьевой печью. В основном я использовал фурнитуру, но я также расплавил знак кролика. Крышка снимается для картины. | |
Я наконец наливаю металл. Это было через 30 минут после загрузки тигля. Да, я знаю, что для безопасности мне следует надеть перчатки, но мне нравится жить на грани … (не пытайтесь делать это дома). Я всегда выливаю металл из печи для цветочных горшков с помощью этих плоскогубцев, а с алюминием — никаких проблем.Излучаемого тепла практически не наблюдается. Это а не корпус с латунью! Лучистое тепло было довольно неудобным (мягко говоря), я не планирую снова лить его так. | |
Здесь можно увидеть дым и пар, выходящие через вентиляционные отверстия. Формовочный песок, который я здесь использую, — это домашний зеленый песок (откуда идет пар), смешанный с остатком моего связанного маслом песка (дым — это остаток выгорающего масла). | |
Это первая попытка отливки ладана, металл преждевременно остыл. Я использовал только литник на 3/4 дюйма, так что это было частью проблемы (думаю, слишком маленького размера). Также, прежде чем заливать металл, я просто держал тигель из печи в течение примерно 10 секунд, готовясь к изображению фактической заливки, чтобы металл также немного остыл. | |
Вот основание удачной отливки с небольшой отделкой (литник срезан и немного отшлифован).Непосредственно перед заливкой металла я бросил в расплав небольшой кусок цинковой пленки, чтобы заменить испарившийся цинк. Как только он попал в расплавленную латунь, он вспыхнул зеленым пламенем и дымом, поэтому я не знаю, было ли это эффективным. Казалось, что эта отливка была более ярко-желтой, чем первая (неудачная) попытка, в которую я не добавлял цинк, но это могло быть просто моим воображением. | |
Вот готовая отливка с отрезанным литником рядом и образец для сравнения. | |
Вот подставка для благовоний, которая используется рядом с небольшими украшениями в виде слонов. Перейти на следующую страницу. |
Домашняя страница
Copyright © 2000, 2001 Лайонел Оливер II. Все права защищены.
Этот сайт был создан 28 сентября 2000 г.
Руководство по литью металла своими руками
Чтобы отлить что-либо, нужно вылить жидкость в форму и дать ей затвердеть. Литье металла включает нагрев металлов, чтобы превратить их в жидкий расплавленный материал.Выполнить литье по металлу можно в качестве хобби в домашней мастерской. Домашняя литейная мастерская может стать интересным дополнением к оборудованию для хобби, позволяя изготавливать различные металлические предметы, такие как украшения и предметы домашнего декора.
Необходимые материалы
Отливка металла требует использования различных инструментов и материалов. Например, сосуд для расплавленного металла называется «тиглем». Другие инструменты и оборудование, необходимые для литья металла, включают печь, литейные формы, ручной трамбовочный инструмент, тигельные щипцы, вентиляционный стержень, ручное сито и распылитель воды.Литье зерен, таких как зеленый песок или глина, позволяет создать форму для расплавленного металла. Обычные металлы для литья включают цинк, медь, олово, алюминий и серебро.
Типы ремесел
Проектирование и создание собственных металлических предметов позволяет использовать множество различных видов ремесел. Вы можете изготавливать свои собственные предметы, создавать декоративные автозапчасти и делать украшения. Дополнительные возможности изготовления включают в себя проектирование и изготовление уникальных ручек для инструментов и подсвечников.Можно даже создать замысловатые металлические штампы для использования в проектах по сжиганию дерева.
Шаги задействованы
Первый шаг в литье металла включает изготовление формы. В качестве зерен можно использовать песок или глину. При формовании цинка можно использовать силиконовую форму. После завершения проектирования формы может потребоваться обжиг формы, в зависимости от материала. Обжиг укрепляет форму и подготавливает ее к расплавлению металла. Следующий шаг включает плавление металла, чтобы вы могли вылить его в форму.После того, как металл станет жидким, осторожно вылейте его в форму. Металл быстро затвердевает. Через несколько секунд после заливки металла вы сможете извлечь его из формы. Завершающий этап — опиливание и полировка металлической отливки.
Меры предосторожности
Работа с расплавленными металлами и печью сопряжена с определенными рисками, поэтому меры безопасности важны. Любители должны носить защитную одежду, включая обувь с закрытым носком, длинные брюки, длинные рукава, изолированные перчатки и очки.Хорошо проветриваемое помещение снизит риск появления опасных паров. Также важно держать рядом с рабочей зоной сухой химический огнетушитель для тушения пожара в случае необходимости. Сохраняйте чистую рабочую зону, чтобы избежать несчастных случаев при переносе горячих предметов.
Автор
Алан Бернау-младший
Отливка бронзовой скульптуры — Процесс утраченного воска
Галерея Калкен является домом для красивой и сложной скульптуры Майкла Джеймса Талбота. Майкл — ведущая фигура в мире современного искусства, и его бесконечное увлечение литьем бронзовых скульптур с использованием процесса Lost Wax Process привело его к тому, что он стал одним из самых признанных художников Великобритании в этой области.
«Офелия» Майкла Джеймса ТалботаБронза на протяжении многих веков была одним из самых популярных сред для скульптуры из-за ее прочности и того факта, что бронза сохраняет свою ценность в мире искусства. Существует множество техник и методов, используемых для литья бронзовых изделий, но древний метод «литья по выплавляемой восковой модели» получил широкое распространение на протяжении веков, впервые начиная с ок. 3700 г. до н.э. Отливки из бронзы, возраст которых превышает 5000 лет, сохранились до наших дней.
Одна из литейных мастерских, которую Майкл предпочитает за свой опыт в отливке замысловатых деталей в своих скульптурах, — Artworks в Беркли, Калифорния.
Ниже приводится их описание процесса литья бронзовой скульптуры по выплавляемой восковой модели.
Отливка бронзовой скульптуры — процесс утраченного воска
«Потерянный воск» — это процесс, с помощью которого металлическая скульптура отливается из оригинальной скульптуры художника. Этот древний метод используется с третьего тысячелетия до нашей эры. и выдержал века, наглядно рассказывая историю прошлых культур, их религии и их социальных структур. Термин «потерянный воск» происходит от восковой копии, которая расплавляется из созданной паковочной массы, таким образом, она «теряется» при получении бронзы.
Тем не менее, сегодня литье из бронзы, по сути, такое же, как и в прошлом, и сегодня, и современные скульпторы, желающие отлить свои изделия из бронзы, зависят от литейного цеха. Здесь мастера умело применяют метод «Потерянный воск» к дереву, камню, глине, гипсу или любой другой скульптуре, превращая ее в бронзу. Следующие шаги описывают весь процесс:
РЕЗИНОВАЯ ФОРМА
Метаморфоза скульптуры из первоначальной среды в бронзу начинается с резиновой формы.Половина скульптуры уложена в основу из мягкой пластилиновой глины, другая открытая половина равномерно окрашена прозрачной вязкой резиной (полиуретаном). Когда половина, окрашенная резиной, высыхает, вокруг гибкой резины образуется защитная и прочная «материнская форма» из армированного гипса. Затем скульптуру переворачивают, и процесс повторяется. Когда вторая сторона завершена, форма открывается и оригинал удаляется изнутри. Резина соединяется с другой половиной, создавая точное «негативное» изображение скульптуры из резины.
ВОСК ПОЛОЖИТЕЛЬНЫЙ
Оригинальная скульптура теперь используется исключительно как ориентир. Из «негативной» резиновой формы создается восковой «позитив». Воск плавится примерно до 210 ° F, выливается в форму и равномерно покрывается или «проталкивается» внутри. Смывку повторяют трижды, используя каждый раз более холодный воск, чтобы не расплавить предыдущий слой. Необходимо заливать воск точной толщины, меньшая толщина может создать проблемы с текучестью бронзы; больше приведет к более тяжелой скульптуре, чем необходимо.Когда форма открыта и резина снята, получается почти идеальная копия воска.
ВОСКОВОЙ ВЫБОР — ПРУЖИНА И ГЕЙТ
«Чеканка воска» — это деликатный процесс соединения восковых деталей, удаления швов и исправления дефектов с помощью подогреваемых индивидуальных паяльников или инструментов — стоматологические инструменты идеально подходят. Художникам рекомендуется посетить литейный цех на этом этапе, чтобы подписать и проверить целостность воска.
После того, как воск прогнан и одобрен художником, изделие продвигается к «Спруингу» или «Стробу».«Ворота и литники также сделаны из воска. Они образуют каналы, по которым расплавленная бронза будет поступать к произведению искусства.
«Вентс» (тонкие восковые палочки) и «Гейтс» (более толстые восковые палочки) прикрепляются к восковой репродукции с помощью нагретых инструментов. Позже в процессе литья пространство, занимаемое литниками или затворами, становится проходами, через которые течет металл и выходит захваченный газ.
ИНВЕСТИЦИИ
«Инвестиция» — это процесс создания твердой оболочки вокруг восковой скульптуры.Позже, когда воск будет расплавлен, паковочная масса будет служить формой для расплавленной бронзы. Технология, используемая для этого, называется керамической оболочкой, и начинается она с погружения закрытого воска в чаны с жидким навозом, за которым сразу следует ванна с песком. В результате этого процесса вокруг воска образуется очень тонкая стенка из диоксида кремния. При повторении примерно 9 раз с учетом времени высыхания между погружениями вокруг воска образуется твердая оболочка толщиной около ½ дюйма.
Воск внутри керамической оболочки — это «позитив», который должен исчезнуть, чтобы образовалась полость или «негатив», которую нужно заполнить бронзой.Таким образом, оболочки «удаляют парафин» в паровой камере высокого давления, известной как автоклав; Раковины, покрытые гипсом, депарафинируются в печи.
ЗНАЧЕНИЕ
Огромный графитовый тигель, обожженный печью, заполнен расплавленными бронзовыми слитками. Металл начинает плавиться при температуре 1700 ° F. Бронза «схватывается» (перестает течь), когда сталкивается с холодом, что могло бы произойти, если бы расплавленную бронзу вылили в оболочку комнатной температуры; поэтому одновременно с обжигом бронзы в печи на природном газе керамический кожух нагревается в печи примерно до 1100 ° F.
Когда начинается «Танец разлива», тигель поднимается краном из газовой печи. В то же время светящиеся керамические оболочки выносятся из печи в зону разливки. Два мастера управляют краном, который удерживает тигель в «куртке». Ремесленник с элементами управления — это «заливка свинца», мастер, поддерживающий равновесие тигля, известен как «мертвец». Третий член разливочной группы отталкивает окалину и шлак с поверхности расплавленной бронзы. Вся заливка происходит очень быстро и очень точно.
РАЗРАБОТКА
«Удаление паковки» — это процесс снятия паковки с металла. Примерно через час после заливки изделие достаточно остынет, чтобы его можно было обрабатывать. Умение и сила сочетаются с молотками и зубилами, чтобы сбить паковочную массу с только что затвердевшего металла. Вентили и литники также необходимо снимать с помощью электрической дуги высокой интенсивности, которая может прорезать бронзу, как масло. Последний шаг — пескоструйная обработка тонкой паковочной массы из бронзы.В чистом виде скульптура продвигается в цех металла…
ЗАДВИЖКА И ОТДЕЛКА МЕТАЛЛА
Подобно восковой чеканке, бронзу также необходимо протравливать или очищать, чтобы устранить небольшие дефекты, которые могут возникнуть в процессе литья или строительства корпуса. На более крупных скульптурах, где требуется сборка литых секций, необходимо выполнить чеканку для снятия линии сварного шва, образованной соединением двух плоскостей.
Чеканка металла обычно начинается с помощью больших электрических или пневматических шлифовальных машин, чтобы удалить большую часть нежелательного металла.Затем используются более совершенные и мелкие инструменты, такие как шлифовальный станок и карандаш, чтобы воссоздать тонкую текстуру поверхности художника.
Подобно тому, как дому нужен деревянный каркас, чтобы стоять, многим монументальным изделиям из бронзы требуется внутренняя конструкция из нержавеющей стали для поддержки бронзовой «кожи». Большинство бронзовых изделий больше, чем в натуральную величину, анализируются инженером-строителем, который рекомендует опорную конструкцию, способную выдержать землетрясения и сильные ветра.
ПАТИНА
Патинирование — это улучшение бронзы путем химического нанесения цвета.
Каждое литейное производство разрабатывает свою собственную (и тщательно охраняемую) патину, которая является результатом тщательно подобранной смеси различных химикатов, пигментов и техники нанесения. Опытному патинёру доступна широкая цветовая гамма, как прозрачная, так и непрозрачная. Последний шаг — нанести тонкий слой прозрачного воска на бронзу, чтобы усилить и сохранить патину.
Чтобы увидеть некоторые скульптуры, которые мы продаем в галерее Calken, посетите нашу страницу скульптур.
ШАГ 1. Сделайте оригинальную скульптуру.Вначале художник делает оригинальную скульптуру из всего, что может сохранять форму: глины, проволоки, дерева, гипса, пластика, пены и т. Д. В большинстве случаев я использую пластилиновую глину, т. Е. Глина, которая никогда не затвердевает под воздействием воздуха, которая наносится на арматуру (внутреннюю опорную конструкцию). | |
| Сборка арматуры.Арматуру можно сделать из чего угодно, достаточно прочного, чтобы удерживать вес глины в желаемом положении. Эта арматура представляет собой стальную водопроводную трубу, дерево, твердую изоляционную пену и алюминиевую проволоку. Пена не только поддерживает глину, но и действует как «наполнитель». Пена и легче по весу, и дешевле глины. Когда скульптура достаточно мала, строить арматуру не нужно. | |
| Скиньте арматуру и установите исходное положение и ориентацию фигуры.При необходимости отрегулируйте арматуру (в данном случае я добавил больше пены для головы). | |
| Начать определение основных функций. В этом случае основные мышцы шеи, положение глаз, ноздрей, скул и т. Д. | |
| Начните добавлять детали. Здесь глаз на месте, рот открыт, ноздри очищены. | |
| Продолжаем уточнение рисунка. Здесь была добавлена драматическая грива и сглажена текстура лица. | |
| Это законченный оригинал с добавлением ушей и воротника на груди. | |
ШАГ 2: Сделайте восковую копию оригинальной скульптуры. | |
| Мягкий каучук, нанесенный на глину. Обратите внимание, что передняя лапа и хвост удалены. Еще один слой резины с добавленными «ребрами» для создания секций, позволяющих разбирать форму. | Чтобы изготовить воск, художник или работники литейного цеха сначала должны слепить форму оригинальной скульптуры.Резина для формы очень тонкая и мягкая, поэтому она точно передает текстуру поверхности оригинальной работы. Однако из-за того, что он такой мягкий, ему нужна поддержка, чтобы удерживать форму; Вот почему покрытие из чего-то твердого, обычно гипса, окружает внутренний слой мягкой резины. Эта гипсовая опора называется «материнской формой», потому что она обволакивает и поддерживает хрупкую резину внутри. Для того, чтобы полностью воспроизвести ноги, уши или другие части, которые изгибаются или выступают под странными углами, форма создается из такого количества секций, которое необходимо, чтобы покрыть всю деталь.Из-за этого, а также из-за того, что мягкая глина деформируется, когда резина наконец вытаскивается из глубоких складок и поднутрений, оригинальная скульптура почти всегда разрушается на этом этапе. |
| Форма справа открыта, чтобы показать полую мягкую резину, расположенную в твердом гипсе исходной формы. Эта форма — единственная деталь в процессе изготовления бронзы, которую можно использовать снова и снова. | |
| Теперь слепок используется для создания восковой скульптуры. | |
| Форма собирается секциями. Горячий воск заливается в полую оболочку, дает ему отстояться в течение нескольких минут, а затем излишки воска выливаются обратно. В результате на резиновой форме остается тонкий слой воска, который затем охлаждается. Этот шаг повторяется до тех пор, пока слой воска толщиной около 1/4 дюйма не покроет стенки каждой секции формы. Когда форма будет удалена, у вас будет восковая копия оригинальной ноги, тела, головы и т. Д. Иногда скульптура имеет настолько детализированную поверхность, что перед соединением частей формы необходимо нанести воск прямо в критические области. отлить восковую деталь (показано слева). | |
| К сожалению, ни одна форма не является полностью герметичной, и воск не течет полностью без воздуха. Итак, восковые детали нужно очистить. Следы швов удаляются, а все пузырьковые отверстия заполняются. Этот шаг называется «гонкой за воском». | |
| Затем все восковые детали собираются заново. Требуется больше чеканки, чтобы восстановить детали и текстуры в любом месте, где соединяются части. | |
| Теперь у вас есть точная копия оригинальной скульптуры из полого воска. | Сюзанна с Бобби Хантом, скульптором и бывшим совладельцем литейного завода Schaefer Art Bronze в Арлингтоне, штат Техас |
ШАГ 3: Сделайте слепок для бронзы, используя восковую копию.Теперь нам нужна форма для бронзы. Мы покрываем воск тонкой керамической глиной и обжигаем воск в глиняной оболочке в печи, которая сжигает воск и оставляет чрезвычайно твердую полую керамическую оболочку, которая может выдерживать температуру расплавленной бронзы. Этот этап называется «потерянный воск», потому что воск будет плавиться или теряться во время этого процесса. | |
| Подобно горячему воску, расплавленная бронза течет в узких или далеких местах особым образом. Чтобы учесть это, восковую скульптуру обычно разрезают на части по размеру и форме, более подходящим для характеристик текучести. Кроме того, к восковым деталям можно добавить отрезки воска для перекрытия зазоров, называемые «литниковыми стержнями», чтобы гарантировать, что расплавленный металл попадет ко всем частям скульптуры в нужное время и при нужной температуре. | |
| Каждый кусок воска с литниками принимает ванну в жидком тесте из керамической скорлупы, а затем присыпается сухим керамическим порошком для придания прочности и толщины (например, обваливание куриной грудки в панировочных сухарях в яйце). Первое тесто очень тонкое и тонкое, чтобы сохранить детали и текстуры на поверхности воска. | |
| Чтобы создать оболочку необходимой толщины, каждую деталь несколько раз окунают в более крупное и более толстое тесто и сухой порошок. Покрытию из теста и пыли дают высохнуть между каждым окунанием. (Влажная скорлупа зеленого цвета; сухая скорлупа кремово-коричневого цвета) | |
| Когда утолщенная скорлупа высохнет, ее отправляют в печь для затвердевания и сжигания воска.Выстреливаемый снаряд белого цвета. После того, как оболочка остынет, ее наполняют водой для проверки на герметичность. Если гильза протекает, отверстия закупориваются, и снаряд снова выстреливается. В итоге мы получили оболочку с полым пространством точно такого же размера, формы и толщины, как исходный воск. | |
ШАГ 4: Сделайте бронзу.Сделайте все части скульптуры из бронзы, а затем соберите их. | |
| ` | Теперь, когда у нас есть форма, которая не плавится и не протекает, она возвращается в печь, чтобы нагреться.Он должен быть достаточно горячим, чтобы при заливке в него расплавленного металла он не треснул. Стоять рядом с печью или бронзовым тиглем было бы невозможно без защитного снаряжения. |
| Горячие гильзы устанавливаются открытой стороной вверх в песчаную яму, а тигель, заполненный жидким металлом, поднимается на место и наклоняется достаточно, чтобы залить металл в гильзу. | |
| Поскольку для плавления бронзы требуется много времени и энергии, литейный цех заполняет как можно больше деталей за один раз. Этот процесс заполнения гильз расплавленной бронзой называется «заливкой». | |
| Как только металл немного остынет, керамическая оболочка разбивается и отламывается молотками, зубилами и другими инструментами. Это называется «разрушение формы». Затем металл завершает остывание до конца. | |
| Молотки и долота удаляют большие куски керамической формы, но для удаления материала формы с детализированных участков требуется пескоструйный аппарат. | |
| Как только металл освободится от формы, слесари паяют, сваривают, шлифуют и делают все возможное, чтобы воссоздать бронзовую версию оригинальной скульптуры. И снова пузыри могут нуждаться в заполнении, а детали поверхности и структуры, возможно, придется перестраивать везде, где соединяются части. В больших скульптурах, состоящих из многих частей, также всегда нужно внести небольшие коррективы, чтобы справиться с незначительным деформированием металла во время процесса охлаждения. | |
| Большие скульптуры, хоть и полые, но все же очень тяжелые.Цепи, лебедки и колесные платформы помогают на этапе сборки. | |
| Иногда скульптура настолько велика, что ВНУТРИ скульптуры приходится строить металлические леса, чтобы она не рухнула под собственным весом! | |
ШАГ 5: Патина и установка бронзы.«Патина» — это термин, обозначающий обработку поверхности бронзы. Обычно его обрабатывают химическими веществами, чтобы изменить цвет металла, а затем запечатывают воском или лаком, чтобы защитить его от отпечатков пальцев, погодных условий или того и другого. «Монтаж» означает крепление бронзы к основанию. Для работ размером с памятник может быть достаточно прикрепления к основанию правильных опор, чтобы его можно было закрепить в конечном месте назначения. У некоторых скульптур есть основание из бронзы, входящее в состав самой скульптуры. | |
| Размер и форма основания могут кардинально изменить воздействие работы. Он должен быть достаточно большим, чтобы выдержать вес бронзы, и привлекательным, чтобы усиливать работу, а не отвлекать ее. Основания обычно изготавливаются из камня (мрамор, гранит и т. Д.), Дерева (орех, дуб и т. Д.), Других металлов или их комбинаций. | |
Перед нанесением патины бронза снова проходит через пескоструйный аппарат, чтобы удалить кожный жир с отпечатков пальцев, полученных при обычном обращении; в противном случае кожные масла заставят химические вещества патины по-разному реагировать в этих местах. | |
| Бронза прикрепляется к опоре, а затем нагревается паяльной лампой для усиления химических реакций. | |
| Химические вещества можно наносить мазком, распылением, щеткой или наносить на горячую металлическую поверхность любым способом, обеспечивающим желаемый эффект рисунка. В этом примере химическая смесь наносится таким образом, чтобы имитировать прожилки камня. | |
| Химические вещества нагреваются горелкой, чтобы «закрепить» их. После нанесения всех химикатов вода будет вылита или распылена по всей поверхности, чтобы нейтрализовать оставшиеся химикаты. | |
| Цвета наносятся послойно.Здесь сплошной черный цвет глаз сочетается с пестрыми зелено-серыми камнями. После нанесения патины участки готовой детали, которые должны быть блестящими, полируются. Затем наносятся любые прозрачные защитные финишные покрытия. | |
| После того, как патина будет обработана и металл остынет, скульптуру можно устанавливать на ее основание. | |
| Наконец-то! Готовая бронзовая скульптура! | _ |
Как сделать литейный завод
Изготовление формы
На следующее утро основа была хорошей и твердой, и я был готов добавить стороны.Старая пластиковая банка с краской может стать идеальным временным вкладышем для формы. Он оставил хороший зазор от полутора до двух дюймов по всему периметру, что идеально. Проблема заключалась в том, что банка с краской слегка покачивалась, поэтому я, очевидно, не выполнил блестящую работу по выравниванию огнеупора.
Мне нужно было вырезать отверстие в пластиковой банке с краской, чтобы выровнять горелку для отходов. Добавление большого количества временного груза надежно удерживало верхнюю часть банки. Поскольку банка была пластиковая, я решил аккуратно и легко вырезать отверстие, используя стальную трубку моей масляной горелки и паяльную лампу.При осторожном размещении, помня об идеальном расположении горелки, я нагрел трубку, пока она не стала очень горячей, затем вставил ее в пластиковую банку, заставив ее расплавить отверстие. Всего за три или четыре прохода я растопил дыру именно там, где хотел.
- Пластиковая банка краски делает идеальную внутреннюю форму, оставляя зазор от 1,5 до 2 дюймов.
- Вырежьте в банке отверстие, чтобы совместить его с горелкой.
- Оберните конец горелки липкой пленкой, в идеале толщиной 1 мм или более.В качестве альтернативы вырежьте тонкий металл из банки из-под соды и используйте его в качестве рукава вокруг трубы — чтобы предотвратить прилипание огнеупора к стали.
- В хорошо укрытом / внутреннем пространстве вставьте горелку в баллончик, выровняв, как будто она используется.
- Зафиксируйте все на месте, чтобы предотвратить движение.
Помните шаткую базу? Здесь действительно пригодится пластилин (или пластилин, пластилин для лепки или как вы его называете). Свернув в тонкую колбасу, я прижал ее к нижнему внешнему краю банки с краской, затем прижал банку к себе, совместив отверстия горелки и устранив все колебания.
Небольшое количество растительного масла на бумажной салфетке, натертой вокруг банки с краской, должно действовать как разделительное средство. Вам не нужно столько всего. Просто блеск.
Затем я обернул конец масляной горелки пищевой пленкой. Будьте здесь весьма щедрыми. Вы хотите увеличить толщину на миллиметр или два.
Работая внутри своего сарая, я протолкнул горелку через основание и баллончик с краской, как будто собирался ее использовать, затем с помощью зажимов закрепил все на месте.Любое движение нужно ограничивать.
Вы можете увидеть торчащую под хорошим углом горелку. Чтобы огнеупор не попал внутрь, я обернула его пластилином. Не давите слишком сильно, иначе он проткнет другую сторону. На заднюю часть горелки было добавлено больше пластилина, чтобы предотвратить утечку огнеупора. Пластилин предотвращает раскачивание краски и попадание внутрь огнеупора, но процесс заливки может легко все сместить. Поэтому я добавил несколько совков сухого песка внутрь банки с краской.Его вес прочно удерживал все.
На баллончик с краской была закрыта крышка. Через мгновение вы поймете, почему.
Формирование сторон литейного цеха
При повторном перемешивании огнеупора эта смесь была немного более влажной, чем в прошлый раз, так как ей необходимо больше перемещаться. Но все же НЕ СЛИШКОМ МНОГО. Только воды достаточно, чтобы заставить его двигаться. Я видел видео, как люди устраивают беспорядок, пытаясь заполнить эту узкую нишу на литейном производстве. Крышка банки с краской делает это очень просто. Используя немного старой доски и скребок, просто протолкните огнеупор в прорезь.Никакого беспорядка.
- Используйте пластилин вокруг горелки, внутри и снаружи, чтобы предотвратить просачивание огнеупора.
- Насыпьте в банку сухой песок для увеличения веса и устойчивости, затем закройте банку крышкой.
- Смешайте на этот раз огнеупор и немного смачивателя и прижмите его к стенкам банки. Хорошо разотрите его палкой, чтобы удалить весь воздух.
- После заполнения используйте шпатель, чтобы обработать верх.
Хорошо утрамбовать огнеупор палкой.Обратите особое внимание на горелку, так как вам нужно, чтобы огнеупор проходил под трубой. Именно здесь вибрационный инструмент творит чудеса. Независимо от того, сколько вы наберете его палкой, кажется, что вибрация заставляет его течь и тонуть еще больше.
Замечательный совет от Myfordboy. Обычная электрическая шлифовальная машинка превращается в великолепный вибрирующий инструмент. Я прикрепил к себе кусок медной трубы парой шурупов. Но я обнаружил, что этого было недостаточно. При использовании винты ослабли.Я добавил несколько кабельных стяжек, и, похоже, это помогло.
В конце концов, основание было заполнено, и для этого, вероятно, используется больше огнеупора, чем вы ожидали. В этом случае кусок дерева стал отличным инструментом для выравнивания огнеупора. Усиленный обод, безусловно, пригодился. Не торопитесь на этом этапе. Убедитесь, что вы уплотняете его как можно лучше. Удалите пузырьки воздуха. Заполните все недостатки и снова удалите воздух. Когда вы счастливы, легкая рука и мастерок отлично справятся с поверхностью.
Теперь вы можете увидеть крышку. Вы заметите, что я прикрутил ручки. Это прижимает конструкцию к доске, предотвращая нежелательные изгибы и делая вещи более управляемыми.
Крышка литейного цеха
Крышка во многом аналогична процессу, но, очевидно, сейчас у нас есть большое отверстие в центре. Я использовал стандартную банку для еды, чтобы заполнить отверстие.
- Выровняйте отверстие в крышке пищевой консервной банкой.
- Сделайте ручки из плоской медной трубы.Прикрепите их по бокам с помощью заклепок.
- Заполните крышку огнеупорным материалом и хорошенько разотрите ее палкой, чтобы удалить весь воздух.
- После заполнения используйте шпатель, чтобы обработать верх.
Также полезно добавить ручки по бокам крышки. Я взял обычную медную трубу, сплющил ее, затем придал форму ручкам в тисках, прежде чем приклепать их на место. Медь — не самый прочный материал, но в этой ситуации он подойдет.
Пластилин снова можно использовать, чтобы закрыть любые потенциальные места утечки, а затем таким же образом можно заполнить крышку.Теперь все, что мы можем сделать, это подождать, пока он высохнет.
Огнеупор следует оставить не менее 24 часов в теплом и сухом месте. Поскольку для меня это был проект выходного дня, прошла неделя, прежде чем я смог заняться извлечением форм.
Начиная с крышки, частое постукивание по банке с едой ничего не дало, поэтому в конце концов я переключился на плоскогубцы и вытащил ее. Меня очень порадовали результаты. Он был очень похож по внешнему виду и текстуре на бетон и более чем достаточно прочен, чтобы выдержать мое грубое обращение, хотя я все же посоветовал бы быть как можно осторожнее.Бессмысленно портить всю вашу тяжелую работу. Там было немного разливов, которые я вытерла в то время, и остатки представляли собой просто серый порошок, который легко соскоблить.
Перейдя к основанию, я снял крышку банки с краской и удалил столько песка, сколько смог. Затем я включил паяльную лампу, чтобы растопить липкую пленку с горелки (будьте осторожны с парами — я думаю, они токсичны). К сожалению, я не добавил достаточно пищевой пленки, и мой хитрый план провалился. Поэтому я тщетно пытался снять горелку, прежде чем сдаться и перейти к пластиковой банке.
Пожалуйста, не повторяйте ту же ошибку, что и я. У меня не было выбора, кроме как разбить банку. Действительно позор. Думаю вытащил бы. Растительное масло действительно помогло. Сжимая и скручивая плоскогубцы, он в конце концов сломался и освободился, но я много ругался в процессе.
Примерно через час после того, как я ударил по горелке молотком и обрызгал ее WD40, наконец, добился успеха, и я смог убрать оставшийся песок и мусор пылесосом.
Для придания внешнему виду я отшлифовал всю внешнюю поверхность и окрасил ее термостойкой краской. Выглядело неплохо.
Наконец, я добавил четыре ролика (два из которых запираются), чтобы сделать все это мобильным.
Грунтовка литейного цеха
Пуристы скажут вам, что необходимо зажечь несколько небольших костров внутри литейного цеха, чтобы должным образом закалить и загрунтовать его. Я не эксперт и понятия не имел, поэтому я зажег небольшой дровяной огонь внутри и позволил ему сгореть дотла.Затем я взял обычный мешок с самовозгорающимся древесным углем для барбекю и зажег его в литейном цеху. Я снова позволил ему полностью умереть.
- Дайте высохнуть минимум на 24 часа, прежде чем снимать все формы.
- Зажгите небольшой костер внутри литейного цеха и дайте ему полностью погаснуть.
- Зажгите небольшой огонь древесным углем внутри литейного цеха и дайте ему полностью прогореть.
- Отшлифовать и покрасить термостойкой краской.
Это был полный объем моей подготовки, если честно.Помогло это или нет, я не могу сказать… но, конечно, у меня нет никаких претензий к литейному производству. Работает как часы.
Рекомендация — Прежде чем начать
Я пренебрегал изоляцией. Гипсолитейка легко развалится, но материал обладает прекрасными изоляционными качествами. К сожалению, огнеупорный — нет. Это означает, что если вы ищете максимальную эффективность или живете в более прохладном климате, вам нужно подумать об изоляции.Фактически, из соображений безопасности, я настоятельно рекомендую вам изолировать под литейным цехом, как я этого не делал — почти с плачевными результатами. К счастью, я нашел простое и дешевое решение. Подробности см. В моем видеоролике «Изоляция литейного гипса».
Если у вас есть вопросы ко мне, напишите мне.
Если вы хотите посмотреть мое видео на YouTube по этой теме и увидеть, как я делаю это в реальном времени, просто нажмите ниже:
Литейное производство для хобби, литье металла для хобби, домашнее литейное производство, советы для литейного дела для хобби, литье металла на заднем дворе
Вы когда-нибудь думали, что сможете самостоятельно расплавить достаточно латуни или алюминия для создания небольших отливок для особых нужд или проектов.Что ж, это верно для многих людей, которые мечтают лить металл у себя дома. Это профессионалы в области металла, которые любят отливать металлы, чтобы реализовать свои творческие желания или сделать особые детали или компоненты, которые трудно найти на рынке.
Домашнее литейное производство можно определить как базовое оборудование для литья металла дома или на заднем дворе профессионалами-любителями для изготовления небольших отливок для различных нужд. Домашний литейный завод отличается от коммерческого литейного производства тем, что он обычно строится с использованием вещей и оборудования, которые легко доступны на рынке и могут использоваться для выполнения простых работ по литью металла.
Литье металла — это удивительный, но довольно простой процесс, который можно использовать для изготовления самых разных вещей, при условии, что ваше мастерство и воображение являются единственными ограничивающими факторами. От концепции дизайна до изготовления моделей и, наконец, до изготовления пресс-форм (где разливается расплавленный металл), все эти процессы могут быть легко выполнены на домашнем литейном производстве. Когда металл остынет и затвердеет, его вынимают из песка, который теперь представляет собой новую блестящую металлическую отливку.
Литье металла позволяет профессионалам в области литья металлов воспроизводить различные предметы, которые можно использовать для —
- Изготовление вещей по спецпроектам.
- Антикварные реставрации.
- Запчасти для старинных автомобилей и мотоциклов.
- Восстановление старых станков и инструментов для мастерских.
Наряду с этим, вы можете создавать гораздо больше типов вещей, используя умение и воображение как единственные ограничивающие факторы. Литейные операции достаточно просты, вы можете использовать деревянный или металлический узор для создания полости в песчаной форме, состоящей из двух частей, а затем правильно залить расплавленный металл в полость формы. Чем больше вы практикуете литье по металлу, тем выше будут ваши навыки — работа и творчество.
Многие люди во всем мире производят отливки из бронзы и алюминия высшего качества для старинных и старых мотоциклов и автомобилей. Большинство из этих людей также обрабатывают и обрабатывают свои собственные отливки, готовые к использованию. Хотя для выполнения этих операций нужна хорошо оборудованная мастерская … Но дело в том, что это возможно, и это можно сделать прямо в домашнем литейном цехе.
Преимущества: Некоторые из важных преимуществ домашнего литейного производства: —
- Вам не нужно искать источник или платить деньги за некоторые устаревшие металлические детали или компоненты, которые необходимы для
- исправная работа вашего автомобиля или какого-либо механического устройства.
- В следующий раз, когда вам понадобится такой же компонент, у вас не будет формы и дополнительных усилий, как в первый раз.
- Более того, вы нашли хорошее применение всем тем кускам металлолома, которые ни на что не годились.
- При производстве одной детали или компонента вы можете сделать больше компонентов, просто насыпав немного песка.