Как правильно варить сваркой ресанта 190 а
Ресанта САИ-190 \u2013 аппарат для новичков и профессионалов + Видео
Ресанта САИ-190 \u2013 аппарат для новичков и профессионалов + Видео
Инверторный сварочный аппарат Ресанта САИ 190 — доступная цена …
Ресанта САИ-190 \u2013 аппарат для новичков и профессионалов + Видео
Сварочный инвертор Ресанта САИ 190 — Сварочные инверторы купить в …
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Ресанта САИ 190 продувка! — YouTube
Купить сварочный аппарат инвертор РЕСАНТА САИ-190 в интернет …
РЕСАНТА САИ 190 А. Неприятная особенность. Обзор на сварочный …
Ресанта Саи 220 — предельная бытовая мощность
Сварочный инвертор Ресанта САИ 190: БЕСПЛАТНАЯ ДОСТАВКА и низкая …
Сварка фермы Ресанта саи 190 — YouTube
Сварочный аппарат Ресанта: отзывы, САИ, САИ ПН, цены, эксплуатация
Сварка Ресанта 190а | Festima.Ru — Мониторинг объявлений
Как варить сварочным инвертором \u2013 подключение, работа с аппаратом + …
Сварочный инвертор Ресанта САИ 190 ПН — доступная цена, описания и . ..
..
Как варить сварочным аппаратом правильно \u2013 с чего начать? + Видео
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair …
Сварочный аппарат Ресанта САИ 190 проф — цена и отзывы сварщиков
Ресанта САИ-190 \u2013 аппарат для новичков и профессионалов + Видео
Полуавтоматический сварочный аппарат САИПА-190МФ
Инверторный сварочный аппарат Ресанта САИ 160 — доступная цена …
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Ресанта САИ-190 купить в интернет-магазине VOLTRA.BY — Дуговая …
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Сварочный аппарат Ресанта: отзывы, САИ, САИ ПН, цены, эксплуатация
Сварочный инвертор Ресанта САИ 190 К — Форум для сварочников
Сварочный инвертор Ресанта САИ 190 — купить в Краснодаре по отличной …
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Ресанта САИ 140- цена и отзывы сварщиков
Сварочный инвертор Ресанта САИ-190 ПРОФ после сервиса \u2014 цена, купить . ..
..
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190ПН. Интернет …
Полуавтоматический сварочный инвертор Ресанта САИПА 135 — низкая …
Полуавтомат Ресанта саипа 165 — цена и отзывы сварщиков
Взять в аренду Сварочный инвертор РЕСАНТА САИ 190 — Бригадир Прокат 36
Сварочный аппарат инверторный РЕСАНТА САИ 190 (65\\2) купить в …
Как варить сварочным инвертором \u2013 подключение, работа с аппаратом + …
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Сварочный аппарат Ресанта САИ 190
Сварочный аппарат пониженного напряжения САИ-190ПН
Сварочный аппарат РЕСАНТА САИ-250АД AC/DC \u2014 купить в Москве в …
Сварочный инвертор РЕСАНТА САИ 190К — купить, цена, отзывы: 36 …
Сварка нержавейки инвертором в домашних условиях
Ресанта САИ-190 купить в Минске недорого с доставкой по Беларуси
Сварочный аппарат инвертор РЕСАНТА САИ-190ПН, отзывы владельцев в …
Сварочный инвертор Ресанта САИ-190 после сервиса \u2014 цена, купить . ..
..
Инверторный сварочный аппарат ресанта саи 190а \u2013 Отзывы покупателей …
Сварочный аппарат РЕСАНТА САИ-250 в кейсе \u2014 купить в Москве в …
Сварочный аппарат РЕСАНТА-190. САИ-190. Инвертор. — YouTube
Инверторные сварочные аппараты \u2013 какой лучше (отзывы)
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190ПН. Интернет …
Сгорела Ресанта 160 саи — Ремонт и модернизация — Форум сварщиков …
Сварка инвертором для начинающих: инструкции и видео
Отзывы о возможностях аппарата сварочного Ресанта САИ 190, цена этой …
Сварочный аппарат инвертор Ресанта саи 190А | Festima.Ru …
Ресанта САИ-190: отзывы, схема, неисправности, характеристики
Сварочный аппарат Ресанта САИ 190 ПРОФ, инверторный \u2014 купить в …
Ресанта сварочный аппарат 190 ремонт | Сварочный инвертор типа …
Обзор Cварочные инверторы РЕСАНТА САИ 140, РЕСАНТА САИ 160, РЕСАНТА …
Обзор от покупателя на Сварочный аппарат Ресанта САИ 160ПН …
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190 — DNS Технопоинт
Сварочный инвертор Ресанта САИ 190, 190К, 190 ПН, 190 ПРОФ
Отзывы покупателей о Сварочный аппарат Ресанта САИ 190ПН.
Ресанта САИ-190 купить по низкой цене Пермь интернет магазин Zubilo …
Как работать со сварочным аппаратом Ресанта — YouTube
Сварочный аппарат пониженного напряжения САИ-190ПН
Сварочный инвертор Ресанта САИ 190ПН — купить в Краснодаре по …
Сварочный инвертор РЕСАНТА САИ 190 ПРОФ — купить, цена, отзывы: 28 …
Купить сварочный аппарат инвертор РЕСАНТА САИ-190 в интернет …
Ресанта | Сварочные аппараты и инверторы | Ваши отзывы, мнения …
Сварочный аппарат ресанта 160 с алиэкспресс мой опыт — YouTube
Ресанта саи 190 пн | Festima.Ru — Мониторинг объявлений
Сварочные аппараты Ресанта САИ: характеристики, отзывы
Как работать сварочным аппаратом на 220 — Пирометр
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Сварочный аппарат – довольно сложное устройство, требующее определенных знаний. Прежде чем понять, как правильно пользоваться сварочным аппаратом, требуется изучить основные принципы работы и нюансы техники безопасности. Однако для начала следует рассмотреть все основные аспекты, которые необходимо соблюдать для правильного и безопасного использования сварочного аппарата.
Основы использования сварочного аппарата для новичков
При наличии сварочного аппарата дома рано или поздно его придется привести в действие. Многие люди предпочитают воспользоваться услугами высококвалифицированных специалистов. Однако управлять аппаратом можно самостоятельно без особого труда. Люди, которые еще ни разу не варили металл, часто пытаются найти информацию о том, как пользоваться сварочным аппаратом для начинающих. Все не так сложно, как кажется на первый взгляд. Для начала нужно изучить все требования по технике безопасности в условиях использования данного аппарата. Затем обратить внимание на все основные принципы работы с техникой. Следует отметить, что подобные правила довольно важны, так как именно от них зависит безопасность человека.
Основные принципы работы со сварочным аппаратом:
- Важным аспектом является ознакомление с инструкцией. В ней говорится о соблюдении правил безопасности в работе со сварочным аппаратом.
- Требуется устранить с места работы все легковоспламеняющиеся материалы.
- Рабочее место должно быть хорошо проветриваемым. Обязательно свежий воздух должен присутствовать с передней и задней стороны сварочного аппарата.
- Требуемые средства для пожаротушения должны находится в соответствующих местах и быть доступными.
Как научиться пользоваться сварочным аппаратом?
Управлять техникой несложно, главное, выполнить все требования по эксплуатации, которые легко найти в инструкции. После того, как все тщательно подготовлено, можно приступать к варке металла.
Чтобы правильно варить металл, рекомендуется соблюдать следующий алгоритм действий:
- Для начала на деталь, которая предназначена для сваривания, устанавливается заземление.

- Далее подбирается сварной ток, который будет соответствовать диметру нужного электрода.
- После выполнения двух выше описанных действий можно приступать к процессу сварки.

Подготовка к использованию сварочного аппарата
Перед тем как пользоваться сварочным аппаратом, следует тщательно выполнить действия, предназначенные для подготовки к работе с данным оборудованием.
Обязательные действия по подготовке сварочного аппарата перед использованием:
- Требуется поместить оборудование на рабочую поверхность. Важно, чтобы сварочный аппарат находился на расстоянии не менее двух метров от стен или других предметов, находящихся в помещении.
- Стоит проверить подключение кабеля заземления, а также кабеля сварочного аппарата.
- Требуется подобрать электроды. Обычно используются электроды размером 2-5 миллиметров. Размер индивидуален, и все зависит от толщины металла, который предстоит варить.
- Далее следует вставить сварочный ток. Данный процесс определяется путем анализа толщины подобранного электрода, а также плотности деталей, которые подвергнутся сварке.
- Если электричества недостаточно для образования дуги, то нужно увеличить подачу тока. Однако стоит делать это аккуратно, так как при перенасыщенности током может возникнуть залипание электродов.
- Далее следует подготовить детали, которые будут участвовать в процессе сварки. Для этого требуется деталь зажать в тисках.
Стоит учитывать, что кратковременное соприкосновение с металлической деталью образует дугу. Возникшую дугу довольно непросто удержать. Важно знать, что если существует большой или же, наоборот, маленький зазор между электродом и поверхностью свариваемой детали, то она сразу гаснет. Поэтому перед тем, как пользоваться сварочным аппаратом, рекомендуется обязательно изучить основные моменты мероприятия. Для процесса варки также требуется правильно установить силу тока, опираясь на подобранный электрод. Такие параметры не идентичны и подбираются индивидуально для каждого вида металла.
На следующем этапе следует электрод поставить в спецдержак, а клемму массы установить в область поверхности свариваемой детали. Необходимо добиться образования дуги, после чего произойдет движение электродов, расплавляющих металл.
Основные этапы проведения сварки
- Для начала требуется вставить электрод в держатель.
- Затем следует прикрепить зажим к подобранной детали.
- Нужно добиться образования дуги с помощью соприкосновения с металлом.
- Следует водить зажженной дугой. Действия должны быть медленными и продолжаться до тех пор, пока не образуется угол в 75 градусов.
- Требуется соблюдать дуговой промежуток (расстояние между металлом и рабочим электродом).
- При наличии лишнего металла его нужно убрать молотком после того, как основной металл остынет. После чего начистить его щеткой.
Сварочный аппарат «Ресанта 220»
На сегодняшний день существует широкий ассортимент сварочных машин. Выбор делается на основе таких основных критериев, как качество, доступность и цена. «Ресанта 220» является довольно популярным оборудованием. Спрос на данный сварочный аппарат обусловлен не только качеством, но и ценовой политикой. Однако немаловажное значение уделяется тому, как пользоваться сварочным аппаратом «Ресанта 220».
Перед использованием аппарата следует разобраться в его характеристиках и правилах безопасности. Стоит отметить, что наиболее часто выбор сварочного аппарата основывается на предлагаемых преимуществах.
Основные преимущества работы с аппаратом «Ресанта»
- Наличие кнопки регулятора тока на дуге сварки, чего нет на других похожих моделях.
- Отличная система охлаждения, которая позволяет продлить работу аппарата до беспрерывного действия.
- Наличие специальной функции «антизалипание», которая ориентируется на залипание электродов. В случае возникновения подобного процесса машина автоматически уменьшает подачу тока до тех пор, пока электроды не «отлипнут». После нормализации электродов машина начинает работать в прежнем режиме.
- Наличие функции горячего старта (позволяет улучшить процесс поджигания дуги).
- Наличие контроля горения дуги. Машина четко фиксирует уровень горения дуги, не давая ей погаснуть.
 После нормализации электродов машина начинает работать в прежнем режиме.
После нормализации электродов машина начинает работать в прежнем режиме.Еще одним плюсом этого оборудования являются его защитные свойства. Могут пользоваться сварочным аппаратом «Ресанта» как профессионалы в данной сфере, так и новички. Поэтому система безопасности была четка отрегулирована.
Меры предосторожности при использовании оборудования
- Изолирование токопроводящей части прибора.
- Подключение сварочного аппарата создается путем использования кабеля, который способен выдерживать напряжение до трех тысяч ватт в минуту. Стоит отметить, что кабель имеет двойную изоляцию, что делает его устойчивым к замыканию.
- Внутри прибора узлы закреплены намертво и находятся на изоляторах. Важно знать, что изоляторы нельзя загрязнять, особенно металлической стружкой.
Сварочный аппарат «Ресанта 220», в отличие от своих аналогов, наиболее прост и понятен в использовании. Он также обладает защитными свойствами и специальной системой охлаждения, что на долгий срок продлевает его работоспособность. Оборудование имеет хорошие отзывы среди профессионалов сварочного дела, что говорит о его безупречном качестве.
Технология сварки полипропиленовых труб: общие сведения
Главное преимущество полипропиленовых труб заключается в весьма доступной стоимости и несложной установке. Поэтому как пользоваться сварочным аппаратом для полипропиленовых труб, так и производить монтаж коммуникаций самостоятельно не составит особого труда. Для начала следует освоить технологию сварки и разобраться в специфике работы с материалом.
Стремительное развитие технологий на сегодняшний день позволяет произвести замену старых труб из металла на новые, изготовленные из высококачественной пластмассы. Установка труб производится их соединением между собой при помощи различных способов варки.
Перед тем, как пользоваться сварочным аппаратом, следует понять, что во время работы с полипропиленовыми коммуникациями в дальнейшем демонтаж системы будет невозможен. Сваренное соединение даже при большом желании не удастся разъединить. Поэтому процессу варки необходимо уделить особое внимание, а все работы проводить не торопясь.
Для получения крепкого сварочного шва рекомендуется использовать трубы, изготовленные исключительно из полимеров одинакового химического состава. Поэтому желательно выбирать трубы одной марки, чтобы избежать возможных проблем.
В заключение
Большинство начинающих специалистов, которые только осваивают процесс варки, также сталкиваются с проблемой, как пользоваться инверторным сварочным аппаратом. Как оказывается, подобного рода техника не имеет существенного отличия от обычного сварочного аппарата. При использовании любого оборудования требуется обязательно ознакомиться с его системой безопасности и требованиями по эксплуатации. Основополагающим моментом в сварочном деле является наличие бесценного опыта. Поэтому рекомендуется сделать выбор в сторону наиболее комфортной машины для работы и постепенно набивать руку.
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
 Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщикаРазобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые.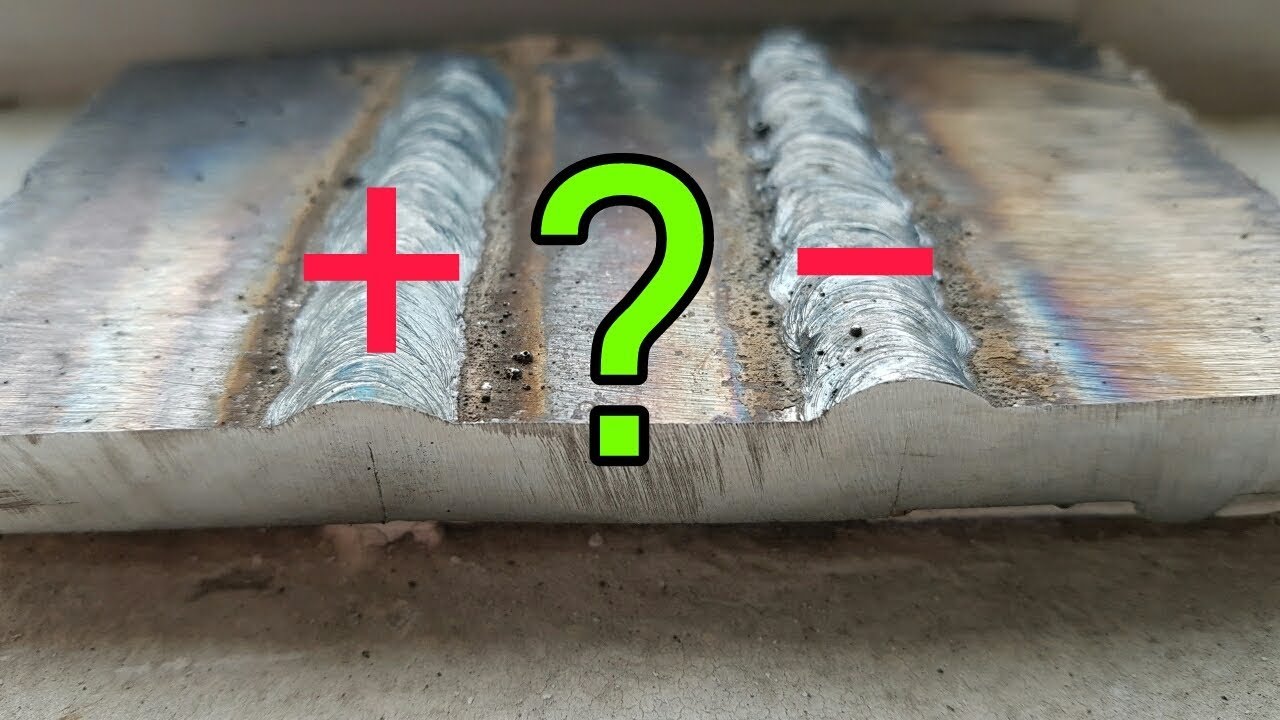 Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
 Чем меньше скорость, тем больше размер шва
Чем меньше скорость, тем больше размер шваНаучиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Сварочный Инвертор Ресанта САИ 190
Общие сведения о модели
Устройство представляет собой сварочный инвертор с ручным управлением. Целевое назначение – выполнение дуговой электросварки с применением покрытых электродов под постоянным током. Рабочая начинка заключена в компактный металлический корпус, позволяющий оператору свободно передвигаться по рабочей площадке в зоне доступности защитной газовой среды. Передняя панель аппарата имеет регуляторы токовых величин, а также индикаторы с показаниями сети, информацией о перегреве и подключенных кабелях. Поскольку конструкция сварочного инвертора «Ресанта» САИ 160 ПН дополнена принудительной системой вентиляции, в процессе работы строго запрещается прикрывать отверстия циркуляции воздуха. Основная комплектация прибора кроме технического паспорта и упаковки включает кабель с электрододержателем и заземляющие клеммы с системой подключения. Кейс для прибора не предусматривается.
Обзор аппарата Ресанта САИ 190 ПРОФ
Эта модель более популярна у профессиональных сварщиков. Принцип работы аналогичен с уже рассмотренной нами моделью, но присутствуют и кое-какие дополнения в виде функции ARC FORCE. Она позволяет регулировать изменение силы тока при сварочном процессе. Перед работой, учитываются виды металлов для сварки и их толщина, затем выбирается требуемое значение от 0 до 100% исходя от ранее определённого тока сварки. При этом дуга будет обладать стойкостью, а металл обретёт текучесть.
Смотрите также: Ресанта САИПА 165
Технические показатели:
- Защита корпуса — lP21;
- Регулировка тока сварки от 10 до 190 А;
- Напряжение дуги — 26 V;
- Электроды d — 5 мм;
- ПН — 70%
- Рабочее напряжение — 100-260 В;
- Максимальное потребление тока — 33 А;
- Холостой ход — 65 V;
Достоинства модели
В первую очередь, в глаза бросается современный внешний вид аппарата. На панели управления, установлена защитная прозрачная крышка из прочного пластика. Цифровой дисплей покажет все значения и выставленные показатели для удобства работы. Увеличилось количество отверстий для вентиляции. Сверху оборудована специальная ручка для удобного перемещения, вес агрегата около 4,8 кг. Все принятые меры позволили дать возможность сэкономить потребляемую электроэнергию на 30%. Был установлен корректор коэффициента мощности, он обеспечит стабильность, при работе с напряжением от 100 В. Аппарат также поддерживает свою работоспособность при подключении ко многим автономным источникам питания.
Интересно! Если для аппарата Ресанта САИ-190 требуется генератор, мощность которого составит не менее 5.5 кВт, то для ПРОФ модели, достаточно будет показателя в 4,6 кВт. При этом стабильность работы не будет затронута.
Инструкция по применению инвертора Ресанта САИ 190
Подключение устройства к сети происходит без специальных правил и требований. Аппарат зануляется через подключаемый шнур, поэтому розетку стоит обязательно заземлить. В инструкции прописано, что для удачного подключения уместна установка автоматов со значением не меньше 16 А.
На близком расстоянии от агрегата не должны вестись работы с инструментами, создающими пыльную атмосферу. В их число входят болгарки, электрические пилы или шлифовальные машины. Если Ресанта работает в обычном режиме или даже вхолостую, не стоит её накрывать, создавая ограничения для теплопроводимости, для обеспечения стабильной работы, охладительная система не должна подвергаться раздражениям.
Сварка строго запрещена под дождем или в помещениях с повышенной влажностью. Работа с аппаратом не начинается сразу, если его занесли с улицы, где на данный момент минусовая температура, инвертор должен простоять в помещении без работы как минимум 2 часа.
Рекомендации
Не выключайте оборудование слишком часто, если индикатор загорелся, уместно просто переждать чуть более 15 минут, пока он остынет. Когда работа происходит в прерывистом режиме в течение 7-9 минут, сварка не отключается, нужно прождать около 3-х минут холостой работы. Безвредное отключение возможно только тогда, если работы не будут вестись на протяжении одного часа.
Когда работа происходит в прерывистом режиме в течение 7-9 минут, сварка не отключается, нужно прождать около 3-х минут холостой работы. Безвредное отключение возможно только тогда, если работы не будут вестись на протяжении одного часа.
Для ухода за техникой, рекомендуется прочищать внутренние плоскости от возможной пыли и грязи. Частота зависит от степени загрязнения или времени работы, проведённой в пыльных помещениях.
Какими бывают самые распространённые причины поломки аппарата?
Первое и простое правило, которого стоит придерживаться для того, чтобы сварочный аппарат для сварки Ресанта САИ 190 прослужил долго и без проблем, это периодическая чистка и соблюдение правил эксплуатации, но есть и другие факторы, которые могут привести к ремонту модели:
- Быстрый нагрев в том случае, если вентилятор вышел из строя;
- Обрывы в цепи или неисправность кабеля не позволит включить устройство;
- По причинам обрыва кабеля, отсутствует дуга, это приводит к сгоранию печатной платы или теряется «масса».
Характеристики оборудования
Модель относится к полупрофессиональной сварочной технике, что подтверждают и ее технико-эксплуатационные показатели. Номинальные характеристики «Ресанта» САИ 160 ПН выглядят так:
- Рабочее напряжение – 220 В.
- Входное напряжение – минимум 140 В.
- Напряжение прибора в режиме холостого хода – 80 В.
- Максимальный ток – 160 А.
- Минимальная сила тока – 10 А.
- Марка сварочного провода – DX25.
- Класс защиты конструкции – IP21.
- Масса – 6,2 кг.
Отдельно стоит отметить коэффициент продолжительности включения (ПВ), который составляет 70%. Это время работы устройства под максимальной нагрузкой без перерывов. Величина 70% является стандартом для сварочных аппаратов данного уровня и на практике означает, что пользователь сможет работать порядка 7 мин, после чего потребуется технический перерыв на 3 мин и т. д. Паузы требуются для того, чтобы аппарат остыл после высоких температурных нагрузок.
Как выбрать сварочный аппарат «Ресанта»
Для бытового использования имеет смысл выбрать агрегат из двух линеек — САИ и САИ ПН.
Ресанта САИ — стандартная модификация, которая работает при 220 V в сети с небольшими отклонениями. Заявлен такой диапазон: +10% (до 242 В) и -30% (от 154 В). Вроде и должно хватать таких характеристик, но реально работает нормально при 190 В. Если падает еще ниже, начинаются проблемы и приходится ставить электроды меньшего диаметра.
Это сварочный аппарат Ресанта САИ 220 — небольшие размеры и вес
В сельской местности напряжение часто бывает и ниже 190 В. При таких параметрах сети нормально работать могут далеко не все сварочные аппараты. Если у вас такая ситуация — вам выбирать нужно инвертор из линейки САИ ПН. Он нормально сваривает даже при 140-160 В.
Есть еще одна линейка — «Компакт». Она отличается еще меньшими размерами и на килограмм-полтора меньше весит. При обозначении моделей этой линейки к цифре, обозначающей максимальный сварочный ток, приписывается буква «К». Если вес и размер для вас критичны — выбирайте сварочный инвертор из этой линейки.
Все остальные больше подходят для профессионального или полупрофессионального использования. Для бытового использования их «навороты» и повышенные мощности ни к чему. Если и можно их покупать, то уже не новичкам в сварке.
Выбор модели
После того как с линейкой определились, нужно выбрать максимальный сварной ток. Он проставляется в наименовании каждой модели после аббревиатуры САИ. Например, САИ-160 — максимальный сварочный ток 160 А, САИ 220 — может выдавать 220 А.
Как выбирать мощность? Исходя из работ, для которых приобретается или под тот размер электрода, которым вы предпочитаете работать. Например, для работы 3 мм электродами подходят аппараты на 140 и 160 ампер. Но 140 будет работать на пределе, а 160 — в нормальном режиме. Также можно рассмотреть вопрос приобретения 190, но он уже может работать и 4 мм электродами. А запас мощности — это всегда хорошо. Правда, за него приходится доплачивать.
Более мощные модели САИ 220 и 250 могут работать с электродами 5 мм и 6 мм соответственно. Если вам такие мощности не нужны, то и платить за них незачем. Но выбирать, как всегда, вам. Может вы предпочитаете работать 3 мм электродом но с повышенным током сварки — 190 и выше… Редко, но встречаются и такие сварщики.
Чтобы выбирать было проще, в таблице собрали наиболее важные характеристики сварочных инверторов Ресанта линейки САИ и САИ ПН, и САИ К.
Технологические особенности
Инверторы «Ресанта» обычно не балуют широким функционалом и наличием инновационных систем контроля, что и обуславливает их невысокую стоимость. И все же разработчикам САИ 160 ПН удалось предложить ряд интересных дополнений. Для начала стоит отметить средства регулировки и цифровую панель управления. Настройка сварочного тока выполняется по принципу широтно-импульсной модуляции напряжения, что повышает точность термического воздействия на заготовку. Разумеется, многое будет зависеть и от навыков оператора в обращении с регуляторами. Также сварочный аппарат «Ресанта» САИ 160 ПН получил функции «анти-залипание» и «горячий старт».
В первом случае используется технология Anti Stick, благодаря которой в самом начале розжига дуги аппарат кратковременно понижает силу тока, чтобы электрод не прилип к поверхности заготовки. Пользователь избавляется от лишних манипуляций в ответственный момент розжига. Что касается системы «горячий старт», то и она оказывает помощь вначале выполнения операции, не позволяя дуге утратить наработанный электрический потенциал. Иными словами, не придется ожидать длительного набора тепловой энергии для начала полноценной сварки.
Отзывы потребителей
Если вас тоже заинтересовал сварочный аппарат «Ресанта САИ 190», то вы должны ознакомиться с мнениями потребителей о нём. Среди прочих положительных особенностей покупатели выделяют:
- удобный контроль;
- простоту транспортировки;
- надежность.
Что касается контроля, то он обеспечивается возможностью регулировки тока, что говорит о точных работах и ровных швах. Простота транспортировки гарантируется практичным ремнём, который упрощает перемещение инвертора по рабочей площадке. Если вам понравился инвертор «Ресанта», вы должны обратить внимание на его надежность. Аппарат будет готов прослужить в течение длительного времени, чего удалось добиться благодаря прочному металлическому корпусу. Он защищает внутренние узлы от механических повреждений.
Агрегат построен на IGBT транзисторах. Защита от перегрева обеспечивается принудительным туннельным охлаждением. Инвертор высокопроизводителен, особого технического обслуживания, со слов потребителей, он не требует. Покупателям нравится ещё и незначительный вес аппарата.
Инструкция по эксплуатации
Рабочий процесс в соответствии с рекомендациями производителя должен осуществляться в следующем порядке:
- К силовым клеммам «Ресанта» САИ 160 ПН присоединяется комплектный кабель с электрододержателем и подключается система заземления. На этом этапе важно соблюсти полярность, учитывая марку электрода.
- Переключатель «Сеть» изначально должен находиться в выключенном состоянии. Аппарат подключается к сети.
- Проверяется регулятор минимального сварочного тока, который также должен находиться в выключенном положении. Далее и он включается.
- Производятся основные сварочные работы с розжигом дуги, плавлением электрода и заготовки.
- После завершения работ регулятор тока устанавливается на минимальное значение.
- Аппарат отключается через выключатель, а затем отсоединяется от сети.
Техника безопасности при эксплуатации аппарата
В процессе работы важно соблюдать правила эксплуатации электроустановок, поскольку рассматриваемый инвертор относится к первому классу опасности с точки зрения поражения электрическим током. Начинать следует с подключения уже упомянутой системы заземления к сети. Проверяются и условия работы. Корпус инвертора САИ 160 ПН «Ресанта» должен иметь возможность свободной циркуляции воздуха через технологические отверстия. Также и само помещение должно хорошо проветриваться. Отдельное внимание уделяется средствам индивидуальной защиты. Производить рабочие операции следует в защищенном головном уборе, сварочной маске (желательно использовать модели формата «Хамелеон»), перчатках и термостойком комбинезоне.
Инструкция по техобслуживанию
В условиях регулярного и активного применения аппарата следует систематически выполнять его ревизию и доступные ремонтные операции. Осмотру подвергаются механические соединения, корпус, электротехническая инфраструктура и вспомогательные устройства. По возможности стоит периодически проверять и корректность работы индикаторов. Показания тестируются измерительными приборами – в частности, электромагнитным мультиметром. К наиболее распространенным техническим проблемам с аппаратом «Ресанта» САИ 160 ПН относят перегревы и понижение мощности. Причиной первой проблемы может быть превышение рассмотренного выше коэффициента непрерывной сварки, а также чрезмерное скопление пыли под корпусом. Низкая мощность, в свою очередь, объясняется использованием некачественной или просто неподходящей по характеристикам проводки или применением мокрого электрода. Вообще, влага как таковая представляет серьезную угрозу для инверторных сварочных приборов, поэтому следует тщательно изолировать устройство от сырости и водяных паров.
Выгодные отличия
Выгодные отличительные черты:
- Повышенная надёжность. Агрегат обладает возможностью стабильной и продолжительной службы. Инверторный сварочный аппарат оснащен корпусом из высококачественного металла, способным защищать устройство от внешних повреждений;
- Удобство над контролем тока. Для обеспечения качественно выполненных швов, ток регулируется в диапазоне от 10 до 190 А;
- Прост в транспортировке. Специальный ремень, позволяет без проблем переносить аппарат с места на место.
- Не требует постоянного сервисного обслуживания;
- Высокий уровень производительности;
- Способность проводить качественную сварку при колебаниях в сети. Все параметры, выставленные для сварочного процесса, не будут подвергаться корректировке на этом фоне.
Положительные отзывы владельцев
Модель многие хвалят за информативный цифровой дисплей и общую эргономику пользования. Элементы управления вкупе с индикаторами позволяют отслеживать рабочий процесс в мельчайших деталях, фиксируя риски перегрева и перенапряжения. Отмечается и технико-конструкционная надежность инвертора «Ресанта» САИ 160 ПН. Отзывы, в частности, положительно оценивают поведение аппарата в условиях улицы без специальной защитной среды. Систематической замене подвергаются разве что расходники, но основные рабочие узлы служат до 3-5 лет без потребности в ремонте. Хорошие впечатления оставляет и само качество сварки. Шов получается ровным и с минимальными деформирующими изъянами. Причем на хороший результат могут рассчитывать даже новички, на помощь которым придут системы автоматического контроля дуги.
Электропитание инверторов Ресанта
Главный плюс этих сварочных аппаратов в том, что они работают от бытовой электросети 220 В, не предъявляя особых требований. Главное — чтобы розетка была заземлена. Класс защиты у всех агрегатов IP 21, что означает, что заземляется аппарат через шнур электропитания. Потому для защиты о поражения электричеством необходимо запитывать инвертор от заземленной розетки.
Работают нормально САИ-160 на автоматах 10-16 А, но на десятиамперных максимальный ток сварки не поставишь. Если планируете работать САИ 190, нужен будет, как минимум, автомат на 16 А.
Негативные отзывы владельцев
Ощутимых просчетов разработчики данного инвертора не допустили, но отдельные мелкие погрешности все же выявляются. Больше всего критика затрагивает короткие силовые провода, из-за чего многим владельцам приходится обновлять комплектные кабели сразу после покупки аппарата. Встречаются и проблемы с разъемной фурнитурой – пожалуй, в техническом отношении это наиболее слабое место, так как выполнено из пластика. Плюс ко всему отмечаются эксплуатационные ограничения прибора «Ресанта» САИ 160 ПН. Отзывы владельцев указывают на отсутствие возможности применения сварки TIG, которая относится к распространенным монтажным операциям, как в быту, так и в профессиональной сфере.
как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва.Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
- подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.
Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Как сваривать нержавейку инвертором?
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Электроды для сварки нержавейки
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Чем лучше варить нержавеющую сталь в домашних условиях?
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере.
Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным.
Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Выбор инвертора
Сварка нержавеющих хромоникелевых сталей. Технологические особенности сварки (304, 304L, 316L, 321).
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%.
В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки аргоном подходят практически все современные инверторы бытового и профессионального типа.
Опыт работы: можно ли заварить простыми электродами?
Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
- рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
- мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
учимся правильно варить. Как правильно сформировать сварочный шов и какие бывают дефекты
Сварочный аппарат — довольно сложное устройство, требующее определенных знаний. Прежде чем понять, как правильно пользоваться требуется изучить основные принципы работы и нюансы техники безопасности. Однако для начала следует рассмотреть все основные аспекты, которые необходимо соблюдать для правильного и безопасного использования сварочного аппарата.
Основы использования сварочного аппарата для новичков
При наличии сварочного аппарата дома рано или поздно его придется привести в действие. Многие люди предпочитают воспользоваться услугами высококвалифицированных специалистов. Однако управлять аппаратом можно самостоятельно без особого труда. Люди, которые еще ни разу не варили металл, часто пытаются найти информацию о том, как пользоваться сварочным аппаратом для начинающих. Все не так сложно, как кажется на первый взгляд. Для начала нужно изучить все требования по технике безопасности в условиях использования данного аппарата. Затем обратить внимание на все основные принципы работы с техникой. Следует отметить, что подобные правила довольно важны, так как именно от них зависит безопасность человека.
Основные принципы работы со сварочным аппаратом:
- Важным аспектом является ознакомление с инструкцией. В ней говорится о соблюдении правил безопасности в работе со сварочным аппаратом.
- Требуется устранить с места работы все легковоспламеняющиеся материалы.
- Рабочее место должно быть хорошо проветриваемым. Обязательно свежий воздух должен присутствовать с передней и задней стороны сварочного аппарата.
- Требуемые средства для пожаротушения должны находится в соответствующих местах и быть доступными.
Как научиться пользоваться сварочным аппаратом?
Управлять техникой несложно, главное, выполнить все требования по эксплуатации, которые легко найти в инструкции. После того, как все тщательно подготовлено, можно приступать к варке металла.
- Для начала на деталь, которая предназначена для сваривания, устанавливается заземление.
- Далее подбирается сварной ток, который будет соответствовать диметру нужного электрода.
- После выполнения двух выше описанных действий можно приступать к процессу сварки.
Подготовка к использованию сварочного аппарата
Перед тем как пользоваться следует тщательно выполнить действия, предназначенные для подготовки к работе с данным оборудованием.
Обязательные действия по подготовке сварочного аппарата перед использованием:
- Требуется поместить оборудование на рабочую поверхность. Важно, чтобы сварочный аппарат находился на расстоянии не менее двух метров от стен или других предметов, находящихся в помещении.
- Стоит проверить подключение кабеля заземления, а также аппарата.
- Требуется подобрать электроды. Обычно используются электроды размером 2-5 миллиметров. Размер индивидуален, и все зависит от толщины металла, который предстоит варить.
- Далее следует вставить сварочный ток. Данный процесс определяется путем анализа толщины подобранного электрода, а также плотности деталей, которые подвергнутся сварке.
- Если электричества недостаточно для образования дуги, то нужно увеличить подачу тока. Однако стоит делать это аккуратно, так как при перенасыщенности током может возникнуть залипание электродов.
- Далее следует подготовить детали, которые будут участвовать в процессе сварки. Для этого требуется деталь зажать в тисках.
Стоит учитывать, что кратковременное соприкосновение с металлической деталью образует дугу. Возникшую дугу довольно непросто удержать. Важно знать, что если существует большой или же, наоборот, маленький зазор между электродом и поверхностью свариваемой детали, то она сразу гаснет. Поэтому перед тем, как пользоваться сварочным аппаратом, рекомендуется обязательно изучить основные моменты мероприятия. Для процесса варки также требуется правильно установить силу тока, опираясь на подобранный электрод. Такие параметры не идентичны и подбираются индивидуально для каждого вида металла.
На следующем этапе следует электрод поставить в спецдержак, а клемму массы установить в область поверхности свариваемой детали. Необходимо добиться образования дуги, после чего произойдет движение электродов, расплавляющих металл.
Основные этапы проведения сварки
- Для начала требуется вставить электрод в держатель.
- Затем следует прикрепить зажим к подобранной детали.
- Нужно добиться образования дуги с помощью соприкосновения с металлом.
- Следует водить зажженной дугой. Действия должны быть медленными и продолжаться до тех пор, пока не образуется угол в 75 градусов.
- Требуется соблюдать дуговой промежуток (расстояние между металлом и рабочим электродом).
- При наличии лишнего металла его нужно убрать молотком после того, как основной металл остынет. После чего начистить его щеткой.
Сварочный аппарат «Ресанта 220»
На сегодняшний день существует широкий ассортимент сварочных машин. Выбор делается на основе таких основных критериев, как качество, доступность и цена. «Ресанта 220» является довольно популярным оборудованием. Спрос на данный сварочный аппарат обусловлен не только качеством, но и ценовой политикой. Однако немаловажное значение уделяется тому, как пользоваться сварочным аппаратом «Ресанта 220».
Перед использованием аппарата следует разобраться в его характеристиках и правилах безопасности. Стоит отметить, что наиболее часто выбор сварочного аппарата основывается на предлагаемых преимуществах.
Основные преимущества работы с аппаратом «Ресанта»
- Наличие кнопки регулятора тока на дуге сварки, чего нет на других похожих моделях.
- Отличная система охлаждения, которая позволяет продлить работу аппарата до беспрерывного действия.
- Наличие специальной функции «антизалипание», которая ориентируется на залипание электродов. В случае возникновения подобного процесса машина автоматически уменьшает подачу тока до тех пор, пока электроды не «отлипнут». После нормализации электродов машина начинает работать в прежнем режиме.
- Наличие функции горячего старта (позволяет улучшить процесс поджигания дуги).
- Наличие контроля горения дуги. Машина четко фиксирует уровень горения дуги, не давая ей погаснуть.
Основываясь на вышеприведенных преимуществах, многие предпочитают именно эту модель, так как пользоваться сварочным аппаратом данного вида наиболее просто и комфортно. Точки контроля над работой позволяют не только создать комфортные условия для варки, но и сэкономить много времи.
Еще одним плюсом этого оборудования являются его защитные свойства. Могут пользоваться сварочным аппаратом «Ресанта» как профессионалы в данной сфере, так и новички. Поэтому система безопасности была четка отрегулирована.
Меры предосторожности при использовании оборудования
- Изолирование токопроводящей части прибора.
- Подключение сварочного аппарата создается путем использования кабеля, который способен выдерживать напряжение до трех тысяч ватт в минуту. Стоит отметить, что кабель имеет двойную изоляцию, что делает его устойчивым к замыканию.
- Внутри прибора узлы закреплены намертво и находятся на изоляторах. Важно знать, что изоляторы нельзя загрязнять, особенно металлической стружкой.
Сварочный аппарат «Ресанта 220», в отличие от своих аналогов, наиболее прост и понятен в использовании. Он также обладает защитными свойствами и специальной системой охлаждения, что на долгий срок продлевает его работоспособность. Оборудование имеет хорошие отзывы среди профессионалов сварочного дела, что говорит о его безупречном качестве.
Технология сварки полипропиленовых труб: общие сведения
Главное преимущество полипропиленовых труб заключается в весьма доступной стоимости и несложной установке. Поэтому как пользоваться сварочным аппаратом для полипропиленовых труб, так и производить монтаж коммуникаций самостоятельно не составит особого труда. Для начала следует освоить технологию сварки и разобраться в специфике работы с материалом.
Стремительное развитие технологий на сегодняшний день позволяет произвести замену старых труб из металла на новые, изготовленные из высококачественной пластмассы. Установка труб производится их соединением между собой при помощи различных способов варки.
Перед тем, как пользоваться сварочным аппаратом, следует понять, что во время работы с полипропиленовыми коммуникациями в дальнейшем демонтаж системы будет невозможен. Сваренное соединение даже при большом желании не удастся разъединить. Поэтому процессу варки необходимо уделить особое внимание, а все работы проводить не торопясь.
В заключение
Большинство начинающих специалистов, которые только осваивают процесс варки, также сталкиваются с проблемой, как пользоваться инверторным сварочным аппаратом. Как оказывается, подобного рода техника не имеет существенного отличия от обычного сварочного аппарата. При использовании любого оборудования требуется обязательно ознакомиться с его системой безопасности и требованиями по эксплуатации. Основополагающим моментом в сварочном деле является наличие бесценного опыта. Поэтому рекомендуется сделать выбор в сторону наиболее комфортной машины для работы и постепенно набивать руку.
Позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы . Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из , то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?Металл, который вы собираетесь «варить», должен быть . Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
Как пользоваться сварочным инвертором?Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
Несколько раз ударить кончиком электрода об изделие;
Применить способ, аналогичный розжигу спички.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно большое количество, и многие из них с высокой эффективностью могут использовать полученные в домашних условиях практические навыки. Тем не менее иногда лучше сначала набраться теоретических знаний, перед тем как переходить к делу. Давайте поговорим о том, что такое сварка для начинающих, чем она характеризуется, и почему новичкам лучше всего воспользоваться инвертером.
Вкратце о сварочных инверторах
Инвертор — электронный Достаточно точный, экономичный и простой в использовании. Основная нагрузка во время работы приходится на сварочную сеть. Преимущества инвертора, особенно для новичков, заключаются в том, что они имеют накопительные конденсаторы. Они необходимы для набора определенного количества электрозаряда, что обеспечивает бесперебойную работу. Многие наверняка замечали, что при работе со старыми напряжение в сети начинает резко прыгать. В таких условиях может сгореть какой-либо бытовой прибор. Так вот, при такого недостатка нет. Кроме того, обеспечивается плавный пуск дуги, что необходимо для обеспечения качества шва.
Немного теории
При соединении металлических деталей протекает огромное количество процессов. Большинство из них скрыты от человеческих глаз, другие же являются явными. Так, сам процесс сварки можно условно разделить на несколько простых этапов. На первом образуется дуга, что свидетельствует о замыкании электрода и металла. На второй стадии создается высокая температура (до 7 тысяч градусов), что позволяет расплавить любой металл. В результате плавления электрода и кромок металлических изделий происходит соединение — получение На этом процесс заканчивается. Большую роль играет электрод. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Контроль зазора
Большое значение во время выполнения сварочных работ имеет дуговой промежуток. Данный зазор — это расстояние между электродом и металлом, который образуется во время выполнения сварочных работ. Если расстояние будет недостаточным, то шов получится выпуклым, так как металл в месте соединения не успеет прогреться. Если же зазор слишком большой, это приведет к нестабильной дуге, что, в свою очередь, чревато низким качеством шва. В частности, соединение получается кривым.
Для хорошего провара и качественного шва необходимо выбрать оптимальный зазор. Можно смело говорить о том, что научиться соблюдать постоянное правильное расстояние и является наиболее сложным навыком. Но если вы научитесь это делать, вскоре дуговая сварка для начинающих превратится в сварку для профессионалов. Не забывайте о том, что в процессе электрод постепенно плавится, следовательно, если его не двигать, то зазор будет увеличиваться. Следите за этим более внимательно, и все будет в порядке.
Формирование правильного шва
Хотелось бы отметить, что для начинающих подразумевает не только соблюдение необходимого зазора. Тут есть еще несколько важных требований, которые желательно соблюдать:
- скорость и электрода;
- сила тока;
- угол наклона электрода.
Изменяется при работе с различными материалами. Именно поэтому в одних случаях электрод ведут быстро, в других, наоборот, — медленно. При этом толщина соединяемого металла влияет на силу тока. Чем толще изделие, тем больше ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и провариваемость. Все это необходимо учитывать во время выполнения работ. В принципе, ручная сварка для начинающих несложных деталей под силу каждому. Опыт придет, только если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
Необходимо понимать, что существует прямая и обратная полярность. Если мы имеем дело с первой, то ввод тепла в металлическое изделие повышается. Следовательно, образуется узкая, но довольно глубокая зона расплавления. Такая технология используется при точной обработке достаточно толстых листов.
Если же требуется создать качественный шов на тонком листе, то используется обратная полярность. Она характерна тем, что происходит пониженный ввод тепла в изделие, следовательно, шов получается широким, но при этом не слишком глубоким. В настоящее время активно применяются обе технологии. Вполне возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых соединений данные знания придутся очень кстати.
для начинающих: работа с тонкими листами
Как было отмечено немного выше, с тонкими металлическими изделиями необходимо работать при обратной полярности. Это обусловлено тем, что их довольно легко прожечь, что испортит заготовку. Обратная полярность устанавливается непосредственно на инверторе. При этом сила тока тоже снижается до нормальной. Электроды в таком случае подсоединяются «плюсом» к инвертору, а «минусом», соответственно, к металлическому листу. Это позволит получать швы высокого качества и не прожечь лист. Тем не менее, если вы являетесь начинающим, то необходимо выбирать рабочее место так, чтобы шов вам был виден. В этом случае вы сможете контролировать процесс. Со временем вы будете выполнять работы на автомате, но это придет только с большим опытом.
Заключение
Вот мы и поговорили с вами о том, что такое и как выполняется сварка инвертором для начинающих. «Ресанта», к примеру, — это сварочное оборудование хорошего качества. При этом оно идеально подходит для начинающих. Обусловлено это исключительной простотой в использовании. В линейке есть модели, больше подходящие для любительской сварки, а есть дорогостоящие профессиональные инверторы. Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Стоит он, конечно, немало, но позволяет выполнять сварочные работы с самыми различными материалами. Не забывайте о средствах личной защиты. Нельзя смотреть без специальных очков или маски на дугу. Во-первых, от этого сильно устают глаза, во-вторых, это негативно влияет на зрение. Именно поэтому маску необходимо использовать обязательно. В принципе, это все, что можно рассказать об инверторной сварке для новичков. Тут нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Сварка тонкого металла инвертором: руководство для начинающих
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
Как правильно сварить тонкий металл инверторной сваркой
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Сваривание инвертором толстых и тонких металлических конструкций
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
Как резать металлические детали инверторной сваркой?
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Сварочные аппараты Ресанта
Эта статья будет посвящена одному из ведущих производителей сварочных аппаратов в России — компании РЕСАНТА.
Цель статьи — рассказать нашим покупателям об особенностях сварочных аппаратов серии САИ. Сварочный аппарат серии САИ предназначен для ручной дуговой сварки штучным электродом.
Первое, на что стоит обратить внимание – в названии сварочного инвертора «Ресанта» указан максимальный сварочный ток конкретного аппарата, например Ресанта САИ 190 (максимальный ток данного аппарата будет 190А), а Ресанта САИ 160 будет иметь максимальный ток 160А. Регулировка сварочного тока на всех сварочных инверторах серии САИ начинается с 10А.
Небольшая таблица-подсказка по подбору аппаратов «Ресанта» серии САИ в зависимости от ваших потребностей.
| САИ 140 | САИ 160 | САИ 190 | САИ 220 | САИ 250 Профессионал | |
|---|---|---|---|---|---|
| Максимальный сварочный ток | 140А | 160А | 190А | 220А | 250А |
| Максимальный диаметр электрода | 3,2 | 4 | 5 | 5 | 6 |
Как правильно подобрать электрод?
Здесь мы также создали табличку, которая поможет вам разобраться в ситуации с выбором электрода. Нужно придерживаться простого принципа, чем толще металл – тем больше должен быть диаметр электрода. Для бытового использования вполне достаточно «тройки» или «четверки». Мы приводим полную таблицу.
| Толщина свариваемого металла, мм. | 1.1 — 2.0 | 3.0 | 4.0 — 5.0 | 6.0 — 8.0 | 9.0 — 12.0 | 13.0 — 15.0 | 16 и более |
|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм. | 1.5 — 2.0 | 3.2 | 3.2 — 4 | 4 | 4 — 5 | 5 | 6 |
Обратите внимание на распространенное «золотое правило»: Электрод нужно выбирать в соответствии с толщиной металла, а ток — с диаметром используемого электрода.
Что такое ПВ и на что оно влияет?
ПВ — это продолжительность включения сварочного аппарата, время его непрерывной работы. ПВ всегда указывается в процентах (%) исходя из десятиминутного сварочного цикла. ПВ на сварочных аппаратах Ресанта можно найти на шильдике сварочного аппарата, на задней панели.
У всех САИ Ресанта ПВ на максимальном токе составит 70%. Так например у сварочника Ресанта САИ 220 — ПВ составляет 70% на максимальном токе 220А. Таким образом сварочный аппарат будет работать 7 минут и 3 минуты отдыхать.
Вы можете спросить, почему так мало, всего 7 минут? 7 минут — это время непрерывного сваривания металла без отрыва от производства. Как показывает практика и реальная жизнь – невозможно беспрерывно варить 7 минут, вам потребуется время для замены электрода, вы будете смотреть на получающийся сварочный шов, менять свариваемые детали и т.д. Именно поэтому при работе в бытовых условиях ПВ можно считать за 100%.
Но если вам необходим сварочный аппарат с показателем ПВ больше чем 70%, мы рекомендуем вам выбрать просто более мощный сварочный аппарат Ресанта. Например давайте рассмотрим следующую ситуацию: у САИ 160 ПВ при максимальном токе в 160 А составит 70%, а у Ресанта САИ 250 при работе с регулировкой сварочного тока в 160А ПВ будет уже 100% т.е. непрерывная работа.
Хотим обратить ваше внимание на то, что все показатели ПВ рассчитаны на температуру окружающей среды + 25 оС. Если температура воздуха будет выше (корпус аппарата под действием температуры будет дополнительно нагреваться) – ПВ будет незначительно, но падать. Переживать не стоит, в случае перегрева сработает защита сварочного аппарата и он отключится, продолжить работу можно после остывания.
Сварочные аппараты Ресанта построены на базе IGBT транзисторов. Insulated-gate bipolar transistor — по-русски Биполярный транзистор с изолированным затвором (БТИЗ). В отличии от транзисторов MOSFET, IGBT транзисторы более современная технология, которая дает лучший теплообмен, высокий КПД, быструю замену вышедшего из строя транзистора. Для производства сварочного аппарата требуется всего 4 IGBT транзистора, а не 12 MOSFET, что позволяет повысить качество аппарата в целом и сделать его по приемлемой цене.
Работа в тяжелых условиях.
Стоит всегда помнить о том, что любой сварочный инвертор — это техника, а как и любая техника инверторные аппараты не очень любят пыль, металлическую стружку, влагу.
Многие компании делают ошибку, заливая все платы изоляционным лаком, что делает в дальнейшем аппарат полностью неремонтопригодным, и плохо влияет на работу аппарата. Ресанта – покрывает платы тончайшей пленкой изоляционного лака, которая препятствует тому, чтобы пыль, мелкая стружка и конденсат не замыкали контакты на платах. Чтобы аппарат прослужил вам как можно дольше, мы просим вас соблюдать простые правила: иногда продувайте аппараты сжатым воздухом из компрессора, не позволяйте металлической стружке попадать в сварочный аппарат. Металлическая стружка губительна для любого сварочного инвертора.
Особенности системы охлаждения.
Сварочные аппараты Ресанта сконструированы по тоннельной системе охлаждения с двумя вентиляторами. Принцип работы такой системы таков: воздух входит с тыльной стороны, далее проходит внутрь сварочного инвертора, охлаждает его и выходит с лицевой стороны.
Первый вентилятор охлаждает радиаторы, на которых стоят IGBTтранзисторы, располагается он у задней стенки. Второй вентилятор расположен в центре инвертора, охлаждает диоды-выпрямители тока. А совместная работа этих двух вентиляторов прекрасно охлаждает саму плату.
Сварочные аппараты Ресанта имеют все современные функции, такие как Hot Start ( быстрый горячий старт, сварка начинается как только вы коснетесь электродом свариваемого изделия ) и Anti-Stick ( антизалипание электрода, по окончании сварки электрод не будет прикипать к изделию).
Многие наши покупатели спрашивают нас, будет ли работать Ресанта от генератора? Ответ на этот вопрос вы можете получить прочитав нашу статью про подбор генераторов, в ней мы указали какие сварочные инверторы Ресанта совместимы с бензиновыми и дизельными генераторами.
Краткий итог: Инверторы Ресанта позволят вам получить качественный сварочный шов даже если вы не профессиональный сварщик, аппараты серии САИ «прощают» вам отсутствие опыта, аппараты вам будут помогать добиваться желаемого результата.
Подбор генератора →← Инверторные генераторыКак подключить розетку 220 для сварщика?
Любой электромонтаж может быть опасной задачей и требует соответствующих знаний. Электропроводка 220V для сварщика — это такой процесс, но если вы знаете, как это сделать, это тоже возможно. Обычно для выполнения этой работы требуется квалифицированный электрик, но если вы чувствуете себя достаточно уверенно в обращении с электрооборудованием, эта статья для вас.
Сварочный аппарат на 220 В подходит для тяжелых условий эксплуатации, и вам потребуется подключить внешнюю сварочную розетку для домашних сварочных работ.Кроме того, этот тип сварочного аппарата потребляет большое количество тока, поэтому он требует прочной проводки.
Вам также необходимо знать правильный размер автоматического выключателя и величину силы тока, прежде чем вы сможете безопасно пользоваться сварочным аппаратом. Для сварщика на 220 В вам понадобится выключатель на 50 А и трехконтактная розетка для тяжелых условий эксплуатации.
Калибр проволоки также должен соответствовать определенному току, необходимому вашему сварщику. Например, в нашем случае для автоматического выключателя на 50 ампер потребуется провод 6-го калибра.Итак, без лишних слов, давайте перейдем к пошаговой инструкции, как подключить сварщику розетку 220 В.
Подключение розетки 220 к сварщику: пошаговая инструкцияДля этого проекта вам понадобятся;
- A 6 Провод AVG
- Монтаж заподлицо 2-х полюсный выключатель
- Двухполюсный выключатель 50 А
- Некоррозионный клей
- Выходная крышка
- Устройство для разрыва кабеля и зачистки проводов
Прежде всего выключите автоматический выключатель и заблокируйте ручку.Основное питание коробки выключателя должно быть отключено и не прикасайтесь ни к чему, особенно к металлическим частям, прежде чем включить выключатель.
Шаг 2После выключения автоматического выключателя вы можете перейти к доступу к выключателям, сняв металлическую крышку. К настоящему моменту мы полагаем, что вы уже приобрели прерыватель, розетку (2-местную коробку для скрытого монтажа) и кусок электрического провода в вашем местном магазине электроснабжения.
Обеспечьте получение высококачественных материалов для этого проекта, чтобы предотвратить опасность поражения электрическим током и повреждения вашего оборудования.Например, перегрузка цепи представляет собой явную опасность, поэтому, если вы не знаете, что делать, вам следует обратиться за помощью. Таким образом, убедитесь, что выключатель рассчитан на силу тока или выше, требуемую для вашего сварщика, а также убедитесь, что провод и розетка правильного калибра соответствуют вилке вашего сварщика.
Шаг 3Следующим шагом является определение марки вашего блока выключателя, чтобы определить, может ли он при необходимости вместить двухполюсный выключатель.
Щелкните, чтобы выбрать лучший двухполюсный выключатель на 50 А
Шаг 4Поместите двухполюсный выключатель на 50 А внутри коробки выключателя в двух отведенных местах.
Шаг 5Определите расстояние от автоматического выключателя до места, где вы хотите установить розетку. Отметьте в стене отверстие, куда вы хотите подключить розетку 220 В, затем прикрепите 2-местную коробку для скрытого монтажа и прикрутите ее. Выберите самый короткий маршрут, и вам может потребоваться пройти сквозь стены или пол. Кроме того, вам может потребоваться выполнить несколько измерений в зависимости от препятствий между коробкой автоматического выключателя и розеткой или планировки вашего помещения.
Шаг 6Теперь пора выполнить электромонтаж. Вам понадобится как минимум около 6 дюймов провода внутри вашей 2-х канальной коробки. Используйте кабельный рыхлитель, чтобы снять пластиковую оболочку с провода. Некоторая оболочка должна оставаться открытой в вашей коробке для розеток.
Шаг 7Используйте тот же рыхлитель кабеля, чтобы вытащить около 12 дюймов пластиковой оболочки провода, который будет использоваться внутри коробки автоматического выключателя. Как и в коробке с 2-мя блоками, в коробке автоматического выключателя должна оставаться открытая пластиковая оболочка.
Шаг 8На этом этапе вам нужно подключить провода. Во-первых, вам нужно поработать с проводами внутри 2-х групповой коробки. В идеале для этого проекта у вас будут черный, красный и неизолированный провода. И черный, и красный горячие, а голый — земля. Некоторые соединения могут иметь белый цвет, но он нейтральный, поэтому в этом нет необходимости.
Шаг 9Теперь используйте инструмент для зачистки проводов, чтобы снять 1 дюйм оболочки на конце провода, и будьте осторожны, чтобы не зачистить больше, чем рекомендуется.Нанесите на концы проводов неагрессивный материал, чтобы предотвратить коррозию соединения.
Шаг 10Возьмите провода (черный, красный и неизолированный) и закрепите их соответствующими винтами. Красный и черный должны быть подключены к двухконтактной клемме, а неизолированный провод — к клемме заземления. Теперь вы можете надеть крышку и убедиться, что она правильно закреплена. Вот и все с коробкой на 2 группы.
Шаг 11Следующим шагом является соединение всех трех проводов с автоматическим выключателем.Снова необходимо снять провода и обернуть их антикоррозийным покрытием на концах, чтобы установить надежное соединение. Вы можете использовать руководство по эксплуатации выключателя, чтобы узнать правильные клеммы для подключения проводов. Если у вас есть белый провод, вам нужно будет его герметично закрыть и надежно удерживать внутри двухкладового ящика.
Шаг 12Еще раз проверьте все, чтобы убедиться, что ваши соединения проложены правильно и что провода установлены надежно. Если вас устраивают соединения, закройте коробку автоматического выключателя и подключите сварочный аппарат к розетке.Теперь вы можете включить основной источник питания, а затем выключатель на 50 А, и теперь ваша машина готова к сварке.
Заключительные замечанияМы надеемся, что мы попытались объяснить процесс максимально простым языком, и при соблюдении надлежащих мер безопасности вы сможете запустить розетку 220 для сварщика с помощью всего лишь нескольких инструментов. Имейте в виду, что для этого проекта вам необходимо получить качественные материалы, но если вам недостаточно комфортно, всегда полезно нанять лицензированного электрика.Безопасная сварка!
В чем разница между сваркой при напряжении 110 и 220 вольт?
Кто-то, только что купил AHP AlphaTIG 200X, спросил о разнице между сваркой с использованием 110 вольт и 220 вольт. Аппарат справится и с тем, и с другим, но что вы получите на конце сварочной горелки? Если у меня только 110 вольт, что мне делать со сварщиком?Кевин играл с пластиной толщиной 1/4 дюйма во время работы над скульптурой Knot Me, поэтому он запустит свой AHP AlphaTIG, запустит его на 220, затем переключит на 110, не меняя силы тока или других настроек, и увидит что происходит со сварными швами.
Заводит автомат на 220 вольт. Кевин знает, что когда он переключает машину на 110, он теряет до половины доступной рабочей силы тока — вы вкладываете примерно половину мощности, так что вы получаете примерно половину мощности.
Сварочный аппарат TIG настроен на 4Т, без импульса, постоянный ток и 100 ампер. Он заводит дугу и двигается вперед.
Затем он выключает сварочный аппарат и вставляет переходную заглушку, которая входит в комплект принадлежностей сварщика, чтобы перевести сварочный аппарат на напряжение 110 вольт.
Кевин знает, что машина будет работать от 15 ампер, но он рекомендует, если вы используете 110 вольт, вы используете схему на 20 ампер, чтобы у вас было немного дополнительной мощности.
Он не менял ручку регулировки силы тока, и теперь на дисплее отображается 71, что означает, что сила тока упала почти на 30 ампер только из-за переключения с 220 вольт на 110. Он увеличивает силу тока до 100 ампер. Затем он надевает шлем и сваривает еще один небольшой участок. Сварщик сваривает чуть медленнее, чем на 220.
Оба шва выглядят хорошо. Кевин отмечает, что он сваривает только стальную пластину размером 1–4 дюйма при токе 100 ампер, а это далеко не достаточная сила тока (цифра составляет примерно 1 ампер на 1000 с толщины. Это дает металл толщиной 1/4 дюйма толщиной 0,250). Зона термического влияния выглядит примерно так же.
Итак, 100 ампер при 110 и 100 ампер при 220 — ну, это все еще 100 ампер.
Затем Кевин полностью увеличивает силу тока, чтобы увидеть, сколько он может получить при 110 вольт, а затем переключится на 220, чтобы посмотреть, что он может получить, чтобы получить представление о том, какую силу тока вы можете ожидать.Дисплей показывает, что при 110 вольт сварщик выдает 136 ампер.
Прежде чем он сможет снова переключиться на 220, ему нужно показать, что машина будет делать при максимальном значении 110, а затем 220. Таким образом, он сваривает при 135 А, а затем переключает машину на 220. На дисплее отображается 191 ампер.
Кевин сваривает еще один кусок стали толщиной 1/4 дюйма. Когда он смотрит на результаты, Кевин удивляется ширине двух сварных швов. На обратной стороне он показывает, что зона термического влияния была больше при 110 вольт.
При 220 вольт вы получаете больше тепла, и оно более концентрированное, что дает вам лучшее проникновение, как также показывает Кевин.
Кевин готов вернуться к работе, но перед тем, как вы уйдете, вам, возможно, понравится видеть, как Кэрон скучает по пшеничному краю, но не теряет своего юмора….
Сварка МИГ: установка правильных параметров
Основные советы для начала работы со сваркой MIG, включая информацию о новом оборудовании и настройках.
Оптимальная производительность с вашим сварочным аппаратом MIG
Если вы не зарабатываете сваркой на жизнь, часто бывает трудно определить, настроен ли ваш сварочный аппарат MIG для оптимальной работы.Если вы задаетесь вопросами, например: «Правильно ли я использую напряжение?» или «у меня слишком много или слишком мало провода?» Тогда эта статья для вас! Мы коснемся основ правильной настройки сварочного аппарата, а затем посмотрим, что говорит вам сварной шов.
Оборудование
Хорошее оборудование облегчает сварку MIG, в то время как плохое оборудование может дорого обойтись в результате разочарования и качества сварки. Сварочные аппараты MIG, такие как Millermatic® 211 и Millermatic 141, идеально подходят для случайного сварщика.Если вам нужен аппарат с несколькими сварочными функциями, мы рекомендуем многопроцессорные сварочные аппараты, такие как Multimatic® 215 и Multimatic 220 AC / DC.
Некоторые сварочные аппараты включают усовершенствованные технологии, такие как технология Auto-Set ™, которая автоматически устанавливает оптимальные параметры в зависимости от толщины материала и диаметра проволоки. Это позволяет сосредоточиться на правильной технике.
Чтобы определить, какой сварочный аппарат лучше всего соответствует вашим потребностям, посмотрите, какой сварочный аппарат подходит для вашего дома или магазина, или загрузите это руководство.
Получение максимальной отдачи от машиныНезависимо от выбора машины прочтите руководство пользователя. Он содержит важную информацию о правильной эксплуатации и правилах безопасности. Большинство компаний предлагают свои руководства в Интернете.
Следующие основные рекомендации относятся к сварке стали методом MIG сплошной проволокой. Совместная конструкция, положение и другие факторы влияют на результаты и настройки. Когда будут достигнуты хорошие результаты, запишите параметры.
1. Толщина материала определяет силу тока .Ориентировочно для каждого 0,001 дюйма толщины материала требуется выходной ток 1 ампер: 0,125 дюйма = 125 ампер.
2. Выберите правильный размер провода в соответствии с силой тока . Поскольку вы не хотите менять проволоку, выберите одну из наиболее часто используемых толщин.
- 30-130 ампер: 0,023 дюйма
- 40-145 ампер: 0,030 дюйма
- 50-180 ампер: 0,035 дюйма
- 75-250 ампер: 0,045 дюйма
3. Установить напряжение .Напряжение определяет высоту и ширину борта. Если нет таблицы, руководства или технических характеристик для установки правильного напряжения, вы можете попробовать следующее: пока один человек сваривает металлолом, помощник снижает напряжение до тех пор, пока дуга не начнет врезаться в заготовку. Затем снова начните сварку и попросите помощника увеличить напряжение до тех пор, пока дуга не станет нестабильной и неровной. Напряжение посередине между этими двумя точками является хорошей отправной точкой.
Существует зависимость между напряжением дуги и длиной дуги.Короткая дуга снижает напряжение и образует узкую вязкую полоску. Более длинная дуга (большее напряжение) дает более плоский и широкий валик. Слишком большая длина дуги приводит к очень плоскому валику и возможности подрезания.
4. Установите скорость подачи проволоки . Скорость подачи проволоки контролирует силу тока, а также степень проплавления сварного шва. Слишком высокая скорость может привести к прогоранию. Если руководство или лист технических характеристик сварного шва недоступен, используйте множители в следующей таблице, чтобы найти хорошую отправную точку для скорости подачи проволоки.Например, для проволоки 0,030 дюйма умножьте ее на 2 дюйма на ампер, чтобы найти скорость подачи проволоки в дюймах в минуту (ipm).
Для проволоки размером | Умножить на | Пр. с использованием 1/8 дюйма (125 ампер) |
.023 дюйма | 3.5 дюймов на усилитель | 3,5 x 125 = 437,5 изобр. / Мин |
0,030 дюйма | 2 дюйма на усилитель | 2 x 125 = 250 изображений в минуту |
0,035 дюйма | 1.6 дюймов на усилитель | 1,6 x 125 = 200 изображений в минуту |
0,045 дюйма | 1 дюйм на усилитель | 1 x 125 = 125 изображений в минуту |
Осмотр бисера
Один из способов проверить параметры — это проверить сварной шов.Его внешний вид указывает на то, что нужно настроить.
Хороший сварной шов: Обратите внимание на хорошее проникновение в основной материал, плоский профиль валика, соответствующую ширину валика и хорошее соединение на носках сварного шва (кромки, где металл сварного шва встречается с основным металлом).
Слишком высокое напряжение: Слишком высокое напряжение характеризуется плохим контролем дуги, непостоянным проваром и турбулентной сварочной ванной, которая не может постоянно проникать в основной материал.
Слишком низкое напряжение: Слишком низкое напряжение приводит к плохому зажиганию дуги, контролю и провалу.Это также приводит к чрезмерному разбрызгиванию, выпуклому профилю валика и плохому закреплению на носках сварного шва.
Слишком высокая скорость хода: Узкий выпуклый валик с недостаточным закреплением на носках сварного шва, недостаточный проплав и непоследовательный валик сварного шва вызваны слишком быстрым движением.
Слишком низкая скорость хода: Слишком медленное движение приводит к слишком большому нагреву сварного шва, что приводит к чрезмерно широкому сварному шву и плохому проплавлению.На более тонком материале это также может вызвать прожог.
Слишком высокая скорость подачи проволоки / сила тока: Установка слишком высокой скорости подачи проволоки или силы тока (в зависимости от типа используемого вами аппарата) может вызвать плохое зажигание дуги и привести к слишком широкому сварному шву и прожогу , чрезмерное разбрызгивание и плохое проникновение.
Слишком низкая скорость подачи проволоки / сила тока: Узкий, часто выпуклый валик с плохой закрепкой на носках сварного шва указывает на недостаточную силу тока.
Отсутствие защитного газа: Отсутствие или недостаточное количество защитного газа легко определить по пористости и точечным отверстиям на лицевой и внутренней сторонах сварного шва.
Pro Pulse ™ 220 MTS — HTP America
Если вы хотите, чтобы мы добавили вас в наш список ожидания, чтобы гарантировать, что вы получите Pro Pulse ™ 220 MTS, когда мы получим новые запасы, свяжитесь с нашим офисом по телефону (847) 357 -0700 или отправьте нам электронное письмо по адресу [email protected].
Pro Pulse ™ 220 MTS — многопроцессорная машина, способная выполнять MIG, синергетическую MIG, синергетическую импульсную MIG, DC TIG и Stick, — предлагает ручной режим, а также 22 синергетические программы, как с импульсом, так и без него, что дает вам преимущество в виде сварного шва практически без брызг! Выбор параметров на аппаратах для импульсной сварки может быть сложным, но Pro Pulse 220 MTS использует синергетическую технологию, которая делает выбор параметров более интуитивным и автоматическим.Фактически, Pro Pulse 220 MTS с его трехэтапным процессом упрощает настройку и позволяет выполнять сварку за считанные минуты — просто выберите процесс, диаметр проволоки и толщину материала во время автоматической настройки. ЖК-дисплей с диагональю 8 квадратных дюймов, представленный в Pro Pulse 220 MTS, упрощает настройку, сообщая вам, какой газ требуется для вашего приложения; ЖК-дисплей также позволяет легко просматривать и настраивать параметры сварки.
Pro Pulse 220 MTS также поддерживает дугу ST. Функция ST-arc считывает параметры сварки обратно в сварочный аппарат под напряжением (во время сварки), а также контролирует и поддерживает постоянную длину дуги, позволяя изменять вылет (расстояние контакта наконечника до рабочего расстояния).ST-дуга, по сути, позволяет новому сварщику сосредоточиться на месте сварного шва, а также на скорости движения, а также позволяет опытному сварщику поддерживать идеально равномерный валик и равномерное тепловложение, что позволяет сварщику добиваться хороших результатов. сваривает в узких углах — достижение, которого раньше нельзя было достичь с помощью обычного сварочного оборудования.
Pro Pulse 220 MTS также позволяет настраивать и сохранять до 30 различных сварочных заданий, а с помощью функции запуска задания вы можете применить три из 30 различных сварочных заданий к спусковому крючку сварочной горелки — просто нажмите спусковой крючок, чтобы вызвать до каждой работы.По сути, с Pro Pulse 220 MTS вы получаете несколько узкоспециализированных сварочных аппаратов MIG в одном компактном и легком корпусе. А с добавлением сварочной горелки TIG и пульта дистанционного управления универсальный Pro Pulse 220 MTS также может работать как сварочный аппарат с подъемной дугой на постоянном токе.
Здесь, в HTP, мы предварительно запрограммировали Pro Pulse 220 MTS с 22 синергетическими программами (импульсными и неимпульсными) и одной классической, полностью ручной программой, каждая из которых предназначена для сварки с использованием низкоуглеродистой стали, алюминия, нержавеющей стали, кремния. бронзовая, или порошковая проволока.
Импульсная сварка низкоуглеродистой стали обеспечивает отличное проплавление благодаря чрезвычайно горячей дуге с напылением, а также обеспечивает идеальный контроль сварочной ванны как при сварке в открытом, так и в исходном положении. Примечательно, что Pro Pulse 220 MTS при использовании на чистом материале обеспечивает сварку практически без брызг — от начала до конца — что приводит к очень гладкому внешнему виду валика без необходимости очистки.
Алюминий можно сваривать импульсным способом или без него. Наши передовые, синергетические программы и швейцарский механизм подачи проволоки, представленный в Pro Pulse 220 MTS, позволяют подавать алюминиевую проволоку с повторяемой точностью с помощью нашей стандартной сварочной горелки MIG.Способность поддерживать стабильную и гладкую дугу при 22 А позволяет сваривать алюминий толщиной от 1/32 дюйма (0,031 дюйма). Наша предварительно запрограммированная программа двойного импульса позволяет выполнять сварочные швы «MIG как TIG» с желаемым видом «стопки монет». А для всех сварщиков, которые спешат и у которых нет времени на предварительный нагрев алюминия, Pro Pulse 220 MTS имеет встроенную функцию горячего старта, которая позволяет вам установить заранее определенное время, в течение которого вы будете сваривать в более горячем режиме, прежде чем переключаться обратно. к вашим стандартным настройкам.Мы также включили функцию заполнения кратера для сварки алюминия, которая сводит к минимуму образование кратерных трещин в сварных швах. Поскольку алюминиевые сплавы 4043 и 5356 подаются и свариваются по-разному, Pro Pulse 220 MTS поставляется с установленными программами для обоих.
Помимо низкоуглеродистой стали и алюминия, мы также включили программы, позволяющие выполнять импульсную сварку нержавеющей стали. Опять же, импульсная сварка нержавеющей стали обеспечивает сварку практически без брызг. Мы также включили возможность регулировки подачи газа до и после сварки, а также снижение наклона для MIG, что позволяет вашим сварным швам из нержавеющей стали выглядеть «как TIG».
А для тех, кто сваривает оцинкованную сталь или листовой металл, мы включили программу силиконовой бронзы, которая позволяет сваривать кремниевую бронзу с помощью импульсной дуги со струйным распылением. Импульсная дуга с распылением позволяет сваривать оцинкованную сталь или листовой металл без плавления цинкового покрытия или деформации листового металла. Наконец, мы включили программы сварки порошковой проволокой без использования газа, а также программы сварки порошковой проволокой в среде защитного газа для ваших потребностей в сварке конструкций и производстве. Простое изменение полярности на передней панели аппарата позволяет выполнять сварку порошковой проволокой без защитного газа.Вы также хотите изменить полярность при сварке TIG.
Облегченная конструкция делает Pro Pulse 220 MTS идеальным MIG для использования как в мастерской, так и на стройплощадке, а многопроцессорный характер машины предлагает практически безграничные возможности при сварке.
CA Prop 65 — Для жителей Калифорнии
Предупреждение: сварочное и режущее оборудование, аксессуары и пары могут подвергать вас воздействию химических веществ, включая хром (шестивалентные соединения), свинец и никель, которые известны. в штат Калифорния, чтобы вызвать рак и / или врожденные дефекты или другой вред репродуктивной системе.Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov. Руководство для покупателей
MIG: 5 советов по сварке MIG по выбору сварочного аппарата
Когда я начал сварку всего 5 лет назад, я понятия не имел, с чего начать сварку, не говоря уже о том, как выбрать сварщика.
Я боролся с основами сварки MIG, когда начинал, но я придерживался их, пока не научился методам сварки MIG, которые позволили бы создавать отличные сварные швы
Если вы ищете сварщика MIG и только начинаете, то вы принимаете ВЕЛИКОЛЕПНОЕ решение.
Я уже несколько лет помогаю новичкам и любителям научиться сварке в Интернете. Я помог тысячам людей, как и вы, начал учиться переносить сварку с помощью моего руководства по сварке для начинающих.
Проверьте это, если вы застряли или вам нужна помощь, чтобы начать работу.
СваркаMIG хорошо известна новичкам.
Если вы хотите научиться сварке стали методом MIG или алюминия, и вы полный новичок, просто знайте, что сварочный аппарат MIG — отличное место для начала.
Если вам нужен эффективный сварщик для любительской сварки, автомобильных работ, обслуживания сельскохозяйственного оборудования и механических работ… сварщик MIG отлично справится с этой задачей.
Сварочные аппараты MIG не только делают очень красивые сварные швы, но и очень просты в освоении и очень недороги для начала работы. Фактически, из всех сварочных процессов MIG — лучший и самый простой способ сварки для начинающих.
Когда дело доходит до покупки сварочного аппарата MIG, вам необходимо убедиться, что вы покупаете сварочный аппарат, который соответствует вашим потребностям.
Щелкните ниже, чтобы загрузить мое руководство для покупателей MIG и изучить основы сварки MIG… и то, что современные сварочные аппараты MIG могут предложить рынку.
В этом Руководстве покупателя MIG вы найдете советы по сварке MIG о том, как выбрать подходящего сварщика, который будет делать то, что вам нужно … без дополнительных затрат, чем вам нужно.
Сегодня я собираюсь поговорить о линейке MIG-сварщиков долговечности. У меня есть и Hobart, и Longevity, не считая разницы в цене, они почти одинаковы.
Независимо от того, решите ли вы сваривать сталь, нержавеющую сталь или алюминий с помощью сварочного аппарата MIG, есть некоторые вещи, которые вам нужно знать, прежде чем приступить к делу.
Руководство покупателя MIG: как выбрать сварочный аппарат MIG
Когда дело доходит до выбора сварочного аппарата MIG, вы должны быть уверены, что покупаете что-то, что позволяет подключить к нему газовый баллон.
Независимо от того, какую марку вы покупаете, вам понадобятся инструкции по сварке для начинающих, которые помогут вам в этом.
На рынке есть сварочные аппараты MIG, которые могут сваривать только сварочной проволокой с флюсовым сердечником.
Проблема заключается в том, что сердцевина из флюса создает на сварном шве шлаковое покрытие, которое необходимо удалить, поскольку не используется защитный газ.
Рано или поздно вам захочется подключить газовый баллон из-за красивого внешнего вида сварного шва и того факта, что сварочная лужа видна намного лучше.
Наконечники для сварки MIG On Power
Сварщики классифицируются по величине силы тока, которую они производят при заданном рабочем цикле.
Сила тока — это тепло, которое он может произвести, а рабочий цикл — это промежуток времени в течение 10 минут, в течение которого сварочный аппарат может работать с заданной силой тока без перегрева.
Вкратце, если вы ведете непрерывную сварку в течение длительных периодов времени при высокой силе тока (для более толстого металла), вам нужен сварочный аппарат с большим рабочим циклом.
Нет необходимости останавливаться на рабочем цикле сварщика, когда вы решаете, какой из них купить.
Просто знайте, что если вы планируете увеличивать ток и непрерывно без перерывов сваривать толстый металл, то вам нужен сварщик с высоким рабочим циклом.
110 В против 220 В
Перед покупкой сварочного аппарата MIG убедитесь, что у вас установлены правильные электрические розетки.Сварочные аппараты MIG на 110 вольт удивительны тем, что их можно подключить к любой домашней розетке на 110 вольт.
Это позволяет очень удобно купить сварочный аппарат, подключить его к домашней розетке и начать сварку в кратчайшие сроки.
Однако обратная сторона этого состоит в том, что вы ограничены силой тока, которую сварщик вырабатывает при розетке на 110 вольт.
Итак, если все, что вам нужно, это уметь сваривать металлы толщиной не более 1/8 дюйма за один проход, тогда подойдет сварочный аппарат на 110 вольт.Фактически, для большинства сварщиков-любителей подойдет сварочный аппарат на 110 вольт.
Если вам нужно больше мощности, потому что вы будете сваривать, скажем, металл толщиной ½ дюйма за один проход, вам понадобится сварочный аппарат на 220 вольт.
Это, конечно же, предполагает установку розетки на 220 вольт, если у вас ее еще нет.
Хотите ли вы возможность катушечного пистолета?
Советы по сварке MIG, которыми я делюсь с вами, могут сэкономить вам много денег, особенно если вы купили сварочный аппарат MIG без горелки для катушки.
Один вопрос, который следует задать себе, когда вы собираетесь купить свой первый сварочный аппарат MIG, — хотите ли вы подключить катушечный пистолет.
Получение сварщика MIG с такой способностью означает, что вы умеете сваривать алюминий. Не многие сварщики-хобби предлагают вам эту возможность, и мой Hobart 140 этого не делает.
Однако мой Longevity MIG 140 дает мне такую возможность. Все, что вам нужно сделать, это купить дополнительный пистолет для алюминиевых катушек, подключить его, и вы готовы сваривать алюминий.
Как узнать, покупаю ли я хорошего сварщика?
Убедитесь, что ваш сварщик предоставляет хорошую гарантию.Это довольно очевидно, но не отправляйтесь на блошиный рынок в поисках сварочного аппарата MIG, если вы не хотите сильно разочароваться.
На мои сварочные аппараты Hobart и Longevity предоставляется 5-летняя гарантия.
СварщикиMIG начинают с аппаратов на 110 В с малым током, которые сваривают сталь толщиной до 3/16 дюйма, и заканчивают большими аппаратами на 220 В, которые сваривают сталь 1/2 дюйма за один проход.
Имейте в виду, что устройства с низким током часто поставляются только с возможностью сварки с использованием проволоки с флюсовым сердечником. Многие из них не имеют возможности подключить газовый баллон.
Это желательная особенность, которую вы собираетесь надрать себе под зад в будущем, если не получите ее.
Теперь, когда вы прочитали мое руководство для покупателей MIG, пора пойти и купить свой первый сварочный аппарат MIG, чтобы вы могли выполнить долгожданный сварочный проект, которого так долго ждали.
Надеюсь, эти советы по сварке MIG были для вас полезны.
Как безопасно подключить сварщик к розетке 220?
Сегодня я поделюсь с вами простым самодельным процессом, как подключить сварщику розетку 220 В.
Различные типы сварочных аппаратов используют разные типы напряжения. Во время работы вам необходимо правильно подключить розетку. Обычно для выполнения этой задачи требуется профессиональный электрик. И он берет на себя значительную плату. Если вы работаете со сварочным аппаратом MIG на 220 В, вы должны знать, как подключить розетку на 220 В. Это не так уж сложно.
В этом обзоре мы предоставим вам полное руководство по правильному изучению этой техники. Затем вы можете успешно применить его в своем проекте сварки MIG 220 В.(С полной уверенностью)
Приступим.
Весь процесс разбит на несколько этапов. Это:
На начальном этапе: Вы должны выключить главный выключатель питания. Это убережет вас от искрообразования и различных видов возможных аварий.
(Осторожно: не прикасайтесь ни к чему, особенно к металлическим предметам перед включением переключателя)
На этом этапе: Прежде всего повредите коробочную модель и внимательно прочтите инструкцию.(Максимальные приемы характерны для каждой модели)
Чтобы получить доступ к выключателям, откройте металл и вытащите нижнюю часть троса.
Обычно перегруженная цепь может привести к повреждению или поражению электрическим током. Вот почему; вам нужно быть более внимательными при выборе выключателя.
Мои конкретные рекомендации:
- 50 ампер
- 2-полюсные выключатели
- 3-контактная розетка
Еще одна вещь, которую вы должны отметить, что обычно белые и черные кабели горячие.Но в системе с четырьмя контурами белый — нейтральный, а красный или черный — горячий.
Теперь потяните вверх всю коробку корпуса (8 — 12 дюймов). Чтобы вытащить ее, вы можете использовать рыхлитель для проволоки. Это сделает вашу работу сравнительно быстрее и удобнее.
Но убедитесь, что в коробке нет источника питания. В противном случае это может привести к ужасным несчастным случаям.
Однако на следующем шаге обнаруживаем пустое место. Затем соедините шину заземления с кабелем заземления. (Убедитесь, что вы закрепили его правильно и избегайте нейтральной перемычки)
Теперь наденьте пластиковую крышку от ½ до 1 дюйма для каждого провода с помощью инструмента для зачистки кабелей.Также можно использовать любой цвет (черный, белый или красный).
Закройте выходное отверстие и плотно закрутите. Затем вам нужно вставить розетку в корпус розетки.
Затем еще раз проверьте подключение и убедитесь, что прилагаемые кабели вращаются в правильном положении.
На последнем этапе вы можете подключить сварочный аппарат и включить основной источник питания. Теперь ваше устройство готово к работе.
Преимущества самостоятельной установки розетки 220 для сварочного аппарата
Да, профессиональный электрик может сделать этот процесс установки более точным и полезным.Но вам придется заплатить невыносимую плату. Так что особого смысла в этом нет.
Эксперты говорят, что весь процесс немного сложен, но не так уж и сложен. Вот почему; они предлагают своим клиентам исправить это самостоятельно.
Я думаю, что метод настолько прост, что вы легко справитесь с этим методом и сэкономите значительную сумму дополнительных затрат.
Дополнительная информация:Электропроводка субпанели:
В субпанели; провода питателя, зачистить и разрезать, напрямую соединить с клеммами.К горячей шине следует подключить как красный, так и черный провода. И вставьте нейтральный провод в нейтральную клемму.
В этом случае я особенно рекомендую медный провод 4 или 6 AWG. Причина в том, что медь обладает высокой термостойкостью и способностью выдерживать большой объем давления.
Однако для проводки вспомогательной панели вам не нужен главный выключатель.
Вместимость шкафа выключателей:
Максимальный ток коробки составляет 100, 150 и 200 ампер. Вы должны размещать выключатели индивидуально.Например: для любой сервисной панели на 100 ампер следует добавить еще на 200 ампер.
Как подключить коробку выключателя к другой коробке выключателя?
Если получится открытое пространство; процесс замены будет сравнительно более простым. Но для закрытого пространства; вы можете применить местную систему кодов. Это помогает сдвинуть тандемный выключатель и установить одиночный. (С помощью блоков питания)
Как протянуть электрический провод от блока выключателя к розетке?
Если вы устанавливаете материал на субпанели; лучший вариант — заменить землю и нейтраль на разных шинах.Подключите все эти провода к выключателю и вставьте его в коробку. После завершения установки выключателей; вставьте кабели.
Окончательный вердикт:
Безупречная установка может помочь максимизировать эффективность и результативность машины. Кроме того, это увеличивает точность работы, производительность, а также возможности. Для этого целевого требования: внимательно прочтите весь обзор и правильно примените процесс.
Наконец, сделайте процесс соединения металлов более приятным и достигните поставленной цели с помощью практических характеристик.Я забыл упомянуть одну очень важную вещь. Да, я не говорил вам принимать меры защиты при выполнении вышеупомянутой проводки. Никогда не знаешь, когда может возникнуть искра. Чтобы обезопасить себя от этого, не забудьте надеть сварочную куртку.
Тем не менее, если у вас возникнут проблемы; не стесняйтесь спрашивать нас через поле для комментариев. Желаем приятной и продуктивной сварки.
А теперь посмотрите видео, чтобы познакомиться поближе!
переносной сварочный аппарат
Переносной сварочный аппарат
Сварщики Röhr стоят… 179 фунтов стерлингов.89. Большинство аппаратов для ручной дуговой сварки портативны. Современный дуговой сварщик — это обычно инверторный сварочный аппарат — это означает, что он использует электронику для преобразования электросети в ток дуговой сварки. Сварщик Все работы выполнены Ремонт и изготовление сваркой Mig, Tig и Stick по высоким ценам Баллимони, графство Антрим Выполнены все работы из низкоуглеродистой и нержавеющей стали Ремонт и изготовление сваркой Mig Tig Arc и изготовление всего, от поддонов для сбора капель до ворот загонов для собак, перил и многого другого. 0-7-4-2-5-0-9-7-2-8-4 R-Tech Pro-Arc175 — это портативный аппарат для ручной дуговой сварки MMA с инверторной технологией, работает от источника питания 240 В и поставляется в прочном футляре для переноски. и все сварочные провода.Portable Stick & TIG Welder Производство этого продукта прекращено. RÖHR MINI-220PI — Инверторный аппарат для дуговой сварки MINI 240V 220amp MMA DC Portable Stick Welder. Портативный аппарат для дуговой сварки мощностью 160 Вт ПРОДАН Коллекция ожидания Ливингстон, Западный Лотиан Сварочный аппарат на 160 А в комплекте с зажимом, держателем стержней и небольшим набором стержней. Это мой самодельный сварочный аппарат. Дуговая сварка также широко используется для сварки «на месте», поскольку современный аппарат для дуговой сварки легок и портативен. Благодаря портативности можно легко носить с собой.Остался только 1! Сварочный аппарат с инвертором постоянного тока TIG & STICK, 160 Ампер. 6 оценок. 94,99 фунтов стерлингов. Простота использования Одна из причин, по которой его любят новички, — это его простота использования. Наиболее распространенные металлы и сплавы можно соединить с помощью сварочного аппарата. Другие особенности. Просто включите его, установите заземление и силу тока, и вы уезжаете. БЫСТРО И БЕСПЛАТНО. 89,99 фунтов стерлингов. 37 фунтов стерлингов. SMINI-140NI дает вам качество Röhr. Обзор лучших сварочных аппаратов 110 В для дуговой сварки Forney Easy Weld 298, 100ST, 120 В, 90 А. Портативный инверторный сварочный аппарат AUTOOL — отличный маленький сварочный аппарат, если вы только начинаете или вам нужно сэкономить деньги, но все же нужно что-то разумное для работы.Только выходная мощность постоянного тока; Не подходит для самоокисляющихся металлов; Не предназначен для использования в тяжелых условиях; Forney 324. 200А MMA / ARC / STICK / LIFT TIG IGBT DC ИНВЕРТОРНЫЙ ЦИКЛ СВАРКИ 60% + TIG РЕЗЕРВ. Посмотреть больше. Способ доставки. Сварочный аппарат TITANIUM ™ Stick 225, разработанный для дуговой сварки в экранированном металле (SMAW), представляет собой мощный сварочный аппарат, в котором используется легкая инверторная технология для лучшего зажигания дуги и более стабильной и надежной дуги. Сварочный аппарат 3-в-1 Forney 324. HZXVOGEN HT2000 Портативный мини-сварочный аппарат для дуговой сварки 110/220 В.394,99 долларов США. Они сочетают в себе передовые технологии для производства самых передовых и мощных сварочных аппаратов на рынке. Miller Maxstar 161 STL TIG and Stick Welder с X-Case (907710001) 1 950,99 долларов. 159,99 фунтов стерлингов. Выбирайте в соответствии с вашей рабочей нагрузкой. Сваривает до 3/8 дюйма, работает от входного напряжения 120 или 240 В и выходной мощности до 160 А. БЕЗГАЗОВЫЙ MIG 130 WELDER NO GAS FLUX CORE AUTO WIRE FEED PORTABLE WELDING MACHINE. Сварочные аппараты используются для соединения двух металлических частей друг с другом путем плавления. их при очень высоких температурах, используя электрический ток.Было: 2,247.00 $. Röhr SMINI-140NI | Дуговый сварочный аппарат инвертора 240В 140 ампер MMA портативный сварочный аппарат ручки постоянного тока Описание. У меня есть два магазина в пределах 100-150 футов от участков моего проекта. DCW100K. Инверторный аппарат для дуговой сварки MMA 240 В, 200 А постоянного тока Портативный сварочный аппарат для стержневой сварки — ROHR 07. 5 из 5 звезд (14) 14 оценок продукта — Инвертор для дуговой сварки MMA 240 В, 200 А пост. Он также идеально подходит для небольшой сельскохозяйственной техники, где у вас есть доступ к генератору. Выход постоянного тока (DC) обеспечивает более гладкий профиль валика, защиту от перегрузки по току с помощью светового индикатора для обеспечения долговечности и легкий доступ к элементам управления для точных настроек.Сваривайте широкий диапазон материалов и толщин в мастерской или на месте. ROHR ARC Welder Inverter MINI 240V 220amp MMA DC Portable Stick Welder. Сварочные аппараты — это доступные портативные сварочные аппараты, используемые в основном для технического обслуживания и ремонта. В корзину В корзину. 33 продано. Этот легкий сварочный аппарат с инверторной технологией весит 27 фунтов и имеет диапазон силы тока от 30 до 200 А. 100% безопасная оплата дебетовой или кредитной картой. 2020 Weldpro 200 Amp Инверторный многофункциональный сварочный аппарат с двойным напряжением 220 В / 110 В Mig / Tig / Arc Stick Сварочный аппарат 3 в 1 / сварочный аппарат был разработан по современным стандартам для работы со всеми вышеперечисленными опциями.2 оценки. Закрывать. Бесплатная доставка. Совершенно новый инверторный аппарат Weldpro 155 A MIG / Stick для дуговой сварки — двойное напряжение 220 В / 110 В. Бесплатная доставка. $ 29,29 доставка. 94,99 фунтов стерлингов (94,99 фунтов стерлингов за единицу) БЫСТРО И БЕСПЛАТНО. 4,5 из 5 звезд 268. Они сочетают в себе передовые технологии для производства самых передовых и мощных сварочных аппаратов на рынке. Запчасти и сервис. STICKWELD 200 имеет прорезь для плечевого ремня, держателя палки и зажима заземления. Это делает его абсолютно полезным для домашнего использования, в гаражах и небольших магазинах.Более портативна по сравнению со сваркой TIG, поскольку не требуется внешний резервуар для защитного газа; В отличие от сварки TIG и MIG сварка штангой может выполняться на ржавых, грязных или окрашенных металлических поверхностях; Может проводиться на улице в дождливую или ветреную погоду; Может использоваться на самых разных металлах и сплавах; Недостатки сварки STICK. Вы можете рассмотреть возможность покупки легкого сварочного аппарата для портативности. Было: 149,98 фунтов стерлингов. Вершина нашего списка — Forney Easy Welder. Чрезвычайно портативный сварочный аппарат; Операция подъемника тигра; Минусы.Помимо портативных опций, у нас есть сварочные комплекты, аппараты плазменной резки и сварочные аппараты MIG, предназначенные для различных областей применения, поэтому у вас всегда есть подходящий сварочный инструмент для работы. Мне предстоит много сварочных работ на моей ферме. Этот недорогой аппарат для ручной сварки работает от инверторного силового механизма с входным напряжением 120 вольт и выходным напряжением 90 ампер. Röhr MINI-180PI | Переносной сварочный аппарат ручки постоянного тока MMA 240V / 180 amp DC инвертора сварочного аппарата ARC портативный Описание. Это дорогой… Портативный сварочный аппарат.Основная причина, по которой мы остановились на HZXVOGEN, — это высокий рабочий цикл, а значит, он защищен от повреждений. 100% безопасная оплата дебетовой или кредитной картой. MIG180 MIG Welder — это портативный инверторный сварочный аппарат MIG на 180 А с однофазным входом 240 В и прочной металлической системой подачи. 45,00 долларов США. Бесплатная доставка. Когда дело доходит до проектирования и производства сварочных аппаратов, Рёр обладает обширными, беспрецедентными знаниями. Окончание субботы в 16:56 PDT, 1д 17ч. 9 ставок. Аренда сварочного оборудования. Получите как можно скорее в пт 2 апр.Думаем, вам может понравиться. Не изящно, но помогает за небольшие деньги. Закрыть сравнение продуктов. 99 169,99 долл. США 169,99 долл. США. Это определенно не лучшая машина, но и в этом нет ничего плохого. БЕСПЛАТНАЯ доставка на Amazon. Сварочные аппараты Lincoln Electric для дуговой сварки защищенным металлом (SMAW) используют стержневые электроды для сварки низкоуглеродистой, низколегированной, нержавеющей стали, чугуна и наплавки для ремонта, обслуживания и изготовления. 6. Нужна деталь для этого продукта? MINI-180PI дает вам качество Röhr.Линия Stickmate® подходит для различных применений внутри и снаружи помещений, в которых используется сталь, нержавеющая сталь и чугун. В корзину В корзину. Вы можете оформить доставку или забрать сварочный комплект онлайн. 149,99 $ 149 $. Бесплатная доставка (зависит от почтового индекса) Способ доставки. Коллекция только из Ливингстона. Бесплатная доставка (зависит от почтового индекса) Доставка в течение 24-48 часов. Установка и использование: Многие аппараты для сварки штангой имеют простую в установке и использовании функцию, которая лучше всего подходит для… Longevity STICKWELD 200 — отличный портативный, но мощный аппарат для сварки штангой, способный сваривать электроды из целлюлозы 6010 для более глубокого проникновения стержней.Ознакомьтесь с нашим Руководством по сварке, чтобы выбрать подходящего сварщика для работы! Сварщики Röhr … Не работает должным образом на 110V; Менее защищен от изменений напряжения и тока; Не может работать длительное время непрерывно. Этот сварочный аппарат обеспечивает превосходную производительность за счет адаптации усовершенствованного модуля управления IGBT с двойным напряжением (115 В и 230 В). Сварочные аппараты идеально подходят для сварки на открытом воздухе и / или сварки ржавых или грязных объектов. 530 продано. принадлежности для статической дуговой сварки, сварочные аппараты mig tig mma присадочные стержни электроды проволока расходные материалы из вольфрама маска mb15 шлем перчатки зажимы резак 14ak плазменный резак pt31 газовый регулятор без газа флюс ролик подачи проволоки кабель угловой шлифовальной машины скамейка шлифовальный станок лобзик дрель полировщик стальные плоские круглые квадратные угловые стержни листы трубы оцинкованные Портативный аппарат для сварки Stick & TIG.RÖHR MMA-250FI — Переносной инверторный аппарат для дуговой сварки MMA 240 В, 250 А постоянного тока. Бесплатная доставка. Важно проверить портативность, потому что иногда вам нужно выполнять сварку вне дома. Этот замечательный аппарат… Бывший в употреблении аппарат для дуговой сварки… Возьмите напрокат сварочное оборудование через веб-сайт или позвоните в местный сервисный центр HSS, чтобы заказать сварочный комплект. Или лучшее предложение. Руководства по гарантии и сервисной информации Руководство по эксплуатации Ищете сервис? Этот сварочный аппарат прост в использовании и портативен, что делает его идеальным вариантом как для начинающих, так и для профессиональных сварщиков.Для сварки штучной сваркой он допускает максимум 200 ампер; Поставляется с дополнительными импульсными функциями; Просмотр цены: 3. Посмотреть описание. 3,0 из… Ищете ли вы что-то для хобби или для использования в своей работе, у нас есть универсальный ассортимент сварочных аппаратов, который подойдет обычному механику или профессиональному мастеру. MIG СВАРОЧНЫЙ ПИСТОЛЕТ MB15 ЕВРОАЛЮМИНИЕВЫЙ ПРОВОД ГАЗ БЕЗГАЗОВЫЙ КАБЕЛЬ 3М. Используются сварочные стержни с флюсовым покрытием, что устраняет необходимость в баллонах с защитным газом, подобным тому, который используется при сварке MIG или TIG.Качественный и портативный сварочный аппарат; Включите почти все процессы; Легко настроить и использовать; Интуитивно понятные поворотно-нажимные элементы управления и дисплей; Катушечный пистолет прилагается; Минусы. Младшая машина для ручной сварки имеет рабочий цикл около 10% при токе около 70 ампер; Сварочный аппарат очень хорошего качества будет иметь рабочий цикл от 35% до 60%, а самые дорогие — от 70% до 80%. 217 продано. Вес и качество сборки определяют портативность. Stickmate® 160i. Сварочное оборудование: сварочные аппараты MIG, дугосварочные аппараты, паяльники и плазменные резаки.Благодаря дополнительным функциям MMA (сварка палкой) и катушке на пистолете для сварки алюминия это отличное дополнение к вашей мастерской. Поскольку сварочный аппарат имеет небольшие размеры, он занимает очень мало места, а его вес значительно меньше, поэтому его легко переносить из одного места в другое, другими словами, это портативный сварочный аппарат. Небольшие прихваточные швы или быстрый ремонт сваркой часто необходимы на многих строительных площадках, будь то строительство, судостроение, сварка труб или техническое обслуживание и ремонт. Характеристики . Он поставляется с простым пользовательским интерфейсом, который позволяет легко настроить силу тока и тепловую мощность.YESWELDER ARC Welder 205Amp Цифровой инвертор IGBT Stick MMA Welder, 110V / 220V Dual Voltage Hot Start Portable Welder. Сварка палкой — это простой, но универсальный, недорогой и портативный сварочный процесс. У обоих есть несколько выделенных цепей на 20 ампер, так что проблем нет. Когда дело доходит до проектирования и производства сварочных аппаратов, Рёр обладает обширными, беспрецедентными знаниями. У меня в магазине есть хорошие машины, но они слишком большие, чтобы их можно было переместить на место, не говоря уже о том, что я не делаю шнур на 100 ’50 ампер. У нас есть в наличии несколько сварщиков, способных выполнить любые сварочные работы, которые могут вам понадобиться.Посмотреть описание. Просмотреть больше Просмотреть все Закрыть. Идеально подходит для проектов, полностью работающих и в хорошем состоянии. Серия Lifan Pro WeldPro AXQ1-200a, 4000 рабочих ватт / 4500 пусковых ватт, портативный газовый генератор, с комбинированным сварочным аппаратом на 200 А. Переносной сварочный аппарат, используйте по хозяйству на удлинителе .. Привет всем. 139,99 фунтов стерлингов (139,99 фунтов стерлингов за единицу) БЫСТРО И БЕСПЛАТНО. … Часто эти сварочные работы необходимо выполнять быстро, чтобы операторы могли перейти к следующей задаче. Кроме того, технология горячего старта позволяет быстро и легко запускать штанги.