Как пользоваться паяльной кислотой?
Паяльной кислоте присуще множество специфических свойств и характеристик, благодаря которым она в значительной степени отличается от других разновидностей флюсов. Одной из главных особенностей данного вещества является его форма: кислота доступна исключительно в жидком состоянии. Естественно, в этой связи возникает резонный вопрос о том, как на практике можно использовать паяльную кислоту. Попробуем в этом разобраться.
Из-за специфических свойств, присущих этой кислоте, условия ее применения также весьма особенны. Во многом это объясняется тем фактом, что она относится к той незначительной группе флюсов, которые несут в себе опасность для человека при непосредственном контакте с его кожей. Следует позаботиться о полном исключении соприкосновения даже слабого кислотного раствора со слизистыми оболочками и открытыми ранами на коже. Что касается высококонцентрированной кислоты, то она и вовсе способна разъедать кожные покровы и ткани мышц.
Данное вещество применяется главным образом в роли флюса в процессе пайки. Высокая агрессивность кислоты приводит к тому, что в случае соприкосновения с поверхностью основного металла либо припоя, происходит уничтожение всех имеющихся там жировых пленов, окислов железа и иных видов загрязнений. Благодаря этому удается получить максимально чистую, близкую к идеальной поверхность для пайки.
Также важно отметить, что данный вид флюса после нанесения сохраняется на поверхности еще в течение длительного времени, что способствует предотвращению повторного формирования налета и окислов. Плюс использования паяльной кислоты еще и в том, что благодаря ней материал припоя лучше растекается, а затем схватывается, вследствие чего полученное соединение отличается высоким качеством и надежностью.
Нюансы применения паяльной кислоты
При осуществлении паяльных работ с задействованием данной кислоты чрезвычайно важно соблюдать определенные правила, особенно части, касающейся вопросов безопасности. Все действия должны быть предельно аккуратными и выверенными, чтобы никакие капли или частицы не попадали на кожу. Работать следует в определенной экипировке, состоящей, по крайней мере, из защитной одежды с длинными рукавами и перчаток.
Все действия должны быть предельно аккуратными и выверенными, чтобы никакие капли или частицы не попадали на кожу. Работать следует в определенной экипировке, состоящей, по крайней мере, из защитной одежды с длинными рукавами и перчаток.
Другой момент – защита от вредных кислотных испарений. Работу желательно проводить в помещении, где можно обеспечить надлежащее проветривание (при помощи естественной либо принудительной вентиляции). Органы дыхания должны быть защищены за счет использования респиратора либо другого подобного средства, так как пары кислоты не только негативно влияют на здоровье, но и просто имеют чрезвычайно едкий запах, который попросту не позволит спокойно и сосредоточенно работать.
Совет! Не пытайтесь использовать данную кислоту для паяния микросхем, так как она имеет крайне агрессивную среду.
Запрет на применение паяльной кислоты в данной сфере обусловливается следующими факторами:
- используемые в микросхемах мелкие и тонкие детали могут быть просто разъедены кислотой;
- данный флюс относится к категории токопроводящих, поэтому его малейшие остатки могут привести к замыканию платы.


После завершения работ с паяльной кислотой необходимо обязательно обеспечить качественное очищение от нее спаиваемой поверхности. Данное требование объясняется тем, что после применения этой кислоты на поверхности остается ее соли, наличие которых категорически неприемлемо на поверхности эксплуатируемых изделий.
Паяльная кислота может реализовываться нескольких различных видов, разница между которыми состоит главным образом в концентрации. В большинстве случаев она поставляется в разбавленном состоянии, тогда как концентрированная предлагается лишь для наиболее сложных случаев. Стандартным вариантом является 10-процентный раствор – его можно применять даже тогда, когда конкретные данные относительно рекомендуемой концентрации данного флюса отсутствуют.
Технологические особенности пайки с паяльной кислотой
Практическое применение данного флюса имеет крайне мало отличий от прочих аналогичных продуктов. Для его подготовки следует использовать какую-нибудь изолированную емкость, в которой он доводится до необходимой концентрации.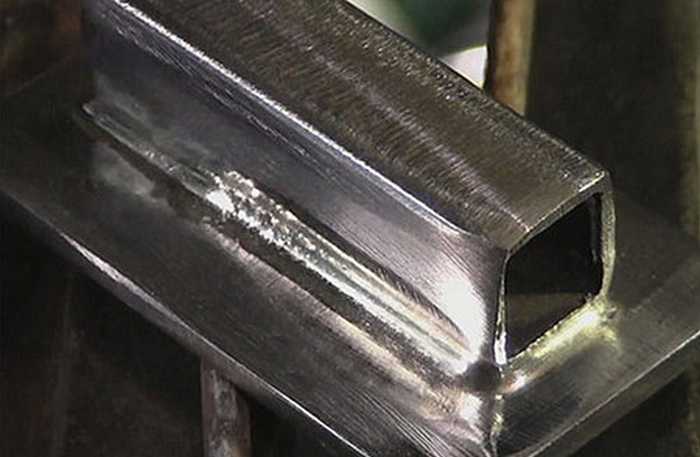 Поверхность деталей, которые будут подвергаться паянию, должна быть предварительно залужена, для чего применяется смоченный кислотой припой. Последний должен при этом расплыться по металлу тонким слоем.
Поверхность деталей, которые будут подвергаться паянию, должна быть предварительно залужена, для чего применяется смоченный кислотой припой. Последний должен при этом расплыться по металлу тонким слоем.
После окончания работ по лужению можно дополнительно в место стыковки капнуть небольшое количество кислоты, которая покроет всю поверхность изделий, участвующую в соединении. Затем идет собственно процесс пайки с нанесением расплавленного припоя на соединяемые элементы. В обязательном порядке следует позаботиться об очистке от образовавшегося после высыхания кислоты солевого налета. Делается это механическим способом.
Заключение
Паяльная кислота является одним из наиболее востребованных видов флюсов, когда речь идет об использовании для самых тяжелых случаев пайки. Применяется она главным образом в профессиональной сфере, а домашнее использование ограничено в связи с высокой агрессивностью вещества и выделяемым специфическим запахом. Соблюдение всех правил и норм безопасности является неотъемлемым условием получения качественного результата и сохранения здоровья самих работников и всех окружающих.
Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия. Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
 Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в H4P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Паять можно мощным паяльником или открытым огнем от газовой горелки. Можно использовать различные источники тепла в зависимости от площади разогреваемой поверхности и температуры плавления припоя.
Остатки кислотного флюса смываются водой, лучше мыльным, щелочным раствором, это исключит дальнейшую коррозию металла.
Обработанные и спаянные элементы нержавеющей стали
Кислотой можно повредить кожу и мышечную ткань, при вдыхании паров поражаются дыхательные органы. Контактируя с воздухом, соляная кислота вступает в химическую реакцию, над открытой емкостью заметен дымок. Работать правильно в этих условиях в защитных очках, резиновых перчатках, противогазе, можно в респираторе.
При попадании раствора на кожу промыть этот участок тела 6%-ным щелочным раствором или простым мылом. Не рекомендуется флюсами с кислотой паять радиотехнические платы. Кислотные составляющие с них трудно смываются и способствуют распаду медных дорожек. Их лучше заменить, для этого есть специальная паста.
Хранить растворы с кислотой для пайки правильно будет в емкостях из следующих материалов:
- стекло;
- керамика;
- фарфор;
- фторопласт.
Такая посуда не вступает в реакцию с кислотой, в ней длительное время можно сохранить приготовленный состав.
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
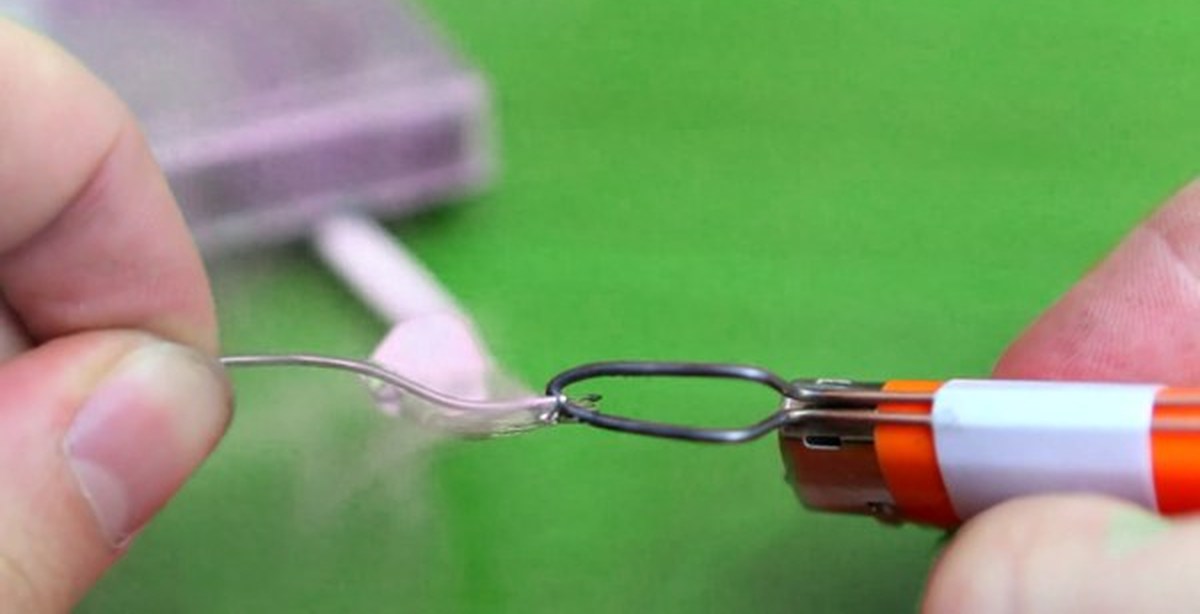
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
 Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.Как готовится паяльная паста
Паста для пайки продается в магазинах радиодеталей, но можно приготовить самостоятельно. В 32 мл соляной кислоты добавляют 12 мл обычной воды, потом кусочки цинка – 8,1 г. Для этого используется эмалированная посуда.
После окончания реакции растворения, в состав вносят олово – 8.7 г. Когда закончится вторая реакция растворения, выпаривают воду до пастообразной консистенции раствора. Паста перемещается в фарфоровую емкость, куда засыпают порошок, в составе которого:
- свинец – 7,4 г;
- олово – 14,8 г;
- сухой нашатырь – 7,5 г;
- цинк – 29,6 г;
- канифоль – 9,4 г.
Эта паста замешивается на 10 мл глицерина, подогревается и перемешивается.
Как правильно паять, последовательность действий:
- детали на месте пайки зачищают, провода скручивают;
- паста наносится кисточкой, тонким слоем;
- поверхность для спайки разогревается зажигалкой плазменной, горелкой, свечкой или спиртовой таблеткой, можно даже спичками или на костре до момента, когда паста расплавится;
- после плавления элементы пайки удаляются от источника тепла, припой застывает.

Паста очень эффективна, когда необходимо паять медный провод, мелкие детали из сплавов, основой которых является медь, латунь, например радиатор, самовары и другие изделия.
Пайка посуды
Ведра и кастрюли, с отверстиями не более 5-7 мм в диаметре, рекомендуется паять, не используя паяльник, припоем ПОС-60. Дырявые места на посуде можно надежно запаять. Для этого дырки тщательно зачищаются наждачной бумагой изнутри емкости. Отверстию по краям придается конусная форма, очищенные места кисточкой обрабатываются раствором паяльной кислоты.
Для того чтобы исключить утечку припоя с наружной стороны, все донышко или отдельные места, где требуется запаять отверстия, закрывают тонкими жестяными пластинами. С внутренней стороны в зачищенные отверстия насыпают порошкообразный припой с канифолью. Места пайки разогревают на открытом огне до плавления припоя и заполнения им всех щелей.
Для радиаторов зачистка и пайка осуществляются с наружной стороны. Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
Чтобы исключить протекание припоя внутрь, отверстие закрывают пластиной жести, оцинкованного железа, можно заменить на медь или латунь. Выбор зависит от материала, из которого сделан радиатор. Однородные металлы и сплавы, схожие по своему составу, легче запаять.
После окончания процесса пайки радиаторов внутренняя и внешняя поверхности тщательно промываются щелочным, мыльным раствором для того, чтобы исключить воздействие кислотных составляющих на металл.
Флакон с флюсом для пайки алюминия
Когда надо запаять детали из алюминия, используются специальные припои:
- смесь 4:1 олово с цинком;
- смесь 30:1 олово с висмутом;
- порошок 99:1 олова и алюминия.
Последовательность обработки поверхности аналогичная, как и для подготовки железной посуды. Для того чтобы качественно запаять алюминий, в порошок добавляют канифоль, но температура плавления должна быть выше 500ºС. Припой в отверстии рекомендуется помешивать, можно тонким медным жалом паяльника.
Паста для пайки печатных плат
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
Последовательность пайки:
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Уроки пайки. Видео
Научиться правильно паять можно, просмотрев это видео.
Из вышеизложенной информации следует, что при желании и наличии определенных материалов в бытовых условиях можно паять различными способами, достигая качественного крепления деталей и герметичности емкостей.
Пайка медных труб с помощью горелки
Можно спаять паяльником или без паяльника практически все металлы, сплавы, алюминий, латунь, медь, провода электрических цепей различного назначения, металлическую посуду, корпуса радиаторов и другие элементы оборудования.
Оцените статью:Не лудится сталь — Пайка
Условия легкой и надежной пайки металлов.
1. Спаиваемые поверхности должны быть сухими, чистыми и обезжиренными. Не должно быть необработанных пятен или следов неудачных попыток пайки.
2. Поверхности желательно прошлифовать. Никакой риски. Хорошо паяются шершавыми только легко лудящиеся материалы типа меди.
3. Поверхность должна прогреваться до температуры немного выше температуры плавления припоя. Перегрев или недогрев не позволяют сделать качественную пайку.
Поверхность должна прогреваться до температуры немного выше температуры плавления припоя. Перегрев или недогрев не позволяют сделать качественную пайку.
4. Спаиваемые поверхности нужно нагревать как можно быстрее, нанесение флюса производить на уже разогретые (возможно, немного недогретые) поверхности, и сразу же наносить расплавленный припой. Медленный разогрев приводит к преждевременного окислению поверхностей, излишней реакции флюса и невозможности пайки из-за обилия этих продуктов.
5. Флюс должен быть чистым. Применение уже использованного ранее для пайки и лужения флюса может стать причиной брака.
6. Наносимый расплавленный припой должен быть абсолютно чистым, без пленки окисла, не перегретым.
7. Лужение производится «натиранием» горячим жалом паяльника, желательно круговыми движениями.
8. Так называемая паяльная кислота (хлорид цинка) — враг пайки и паяных соединений. Соединения окисляются и разрушаются очень быстро. Впрочем, иногда помочь залудить или припаять что-то можно только при помощи ее — сам в этом убедился.
9. Наиболее приемлемым, как и наименее эффективным, является использование в качестве флюса обычной канифоли. Впрочем, видел в инете сообщения, что и канифоль со временем разрушает паяные соединения, сам на практике с таким не встречался. Лудить сталь при помощи канифоли достаточно геморройно.
10. Для пайки стальных изделий я использовал так называмый паяльный жир. Лудит почти все, пишут, что соединения также разрушаются — не встречал такого на практике. На всякий случай старался убрать его почище после пайки.
Технология примерно такая.
— Зачищаем, шлифуем, полируем поверхности;
— Определяемся с источником тепла и его мощностью. Паяльник — это само собой, но для больших деталей он может быть слабоват. Возможно, нужен еще один паяльник, ну или фен, газовая горелка. Лудить поверхности (если это уже не целое изделие) проще по отдельности.
— Подготавливаем кусочек припоя, флюса;
— Хорошо (или не очень в зависимости от размеров детали) прогреваем паяльник. На паяльнике желательно, чтобы не было остатков припоя, ну или поменьше его.
Прижимаем паяльник к облуживаемой поверхности по возможно большей площади контакта;
Берем кусочек флюса и при достижении поверхностью температуры его плавления быстро наносим на поверхность. Берем пруток хорошего припоя и аналогично при достижении нужной температуры наносим немного его на поверхность и на жало паяльника. Быстро натираем место пайки. Припой должен быть чистым, в виде капли или шарика, легко растекающимся по поверхности. Если припой не растекается, а становится как зернистая каша — недогрели, если на его поверхности появилась серая пленка с радужным отливом — перегрели.
Если спустя 15-20 секунд при натирании поверхность все-таки не залудилась, и на ней образовался грязный налет — все, зачистка, шлифовка по новой, иначе ничего уже не добиться.
Изменено пользователем Adventurer
Плюсы и минусы обоих — Welding Mastermind
Пайка — это обычная форма ремонта для всех типов проектов. Расплавив припой, вы можете использовать его для соединения двух других металлических проводов или труб. Припой обеспечивает прочную связь между различными задействованными компонентами, поэтому люди предпочитают его. Однако бывает сложно понять, какой припой использовать.
Припой как кислотный сердечник, так и канифольный припой сердечника имеют определенные преимущества и недостатки в зависимости от компонентов проекта.
| Кислотное ядро | Канифольное ядро |
| Лучшее для сантехнических проектов | Не вызывает коррозии |
| Склеивает металлические трубы и листы | Лучше всего для печатных плат |
| Оставляет позади остаток | Не оставляет следов |
Обычно люди используют пайку для ремонта сантехники или компонентов печатных плат.Очень важно выбрать правильный тип припоя для вашего конкретного проекта. В этой статье будут рассмотрены различия между кислотным припоем сердечника и канифольным припоем сердечника, когда целесообразно использовать тот или иной припой, а также преимущества и недостатки каждого из них.
Припой с кислотным сердечником
Припой с кислотным сердечником обычно продается в виде металлической проволоки с полой сердцевиной, заполненной флюсом, изготовленным из кислоты. Профессионалы часто используют флюс для припоя, чтобы свести к минимуму коррозию и ржавчину металла после процесса соединения.Использование сердечника из флюса позволяет паяльному соединению оставаться прочным.
Припой с кислотным сердечником Использование флюса способствует сохранению прочной связи после процесса пайки. Тем не менее, остатки флюса необходимо удалить сразу после завершения пайки компонентов. Вы можете протереть его влажной тканью, когда металл остынет достаточно, чтобы вы могли безопасно протереть его, не нарушая соединения между компонентами.
Этот тип припоя обычно используется в сантехнических проектах, хотя люди также используют его для соединения металлических листов.В зависимости от того, для какого проекта вы планируете его использовать, металл, окружающий сердечник флюса, может быть сделан из серебра, олова или свинца. Каждый тип материала лучше всего работает в определенных ситуациях, но центр остается неизменным.
Включая флюс в паяльный материал, вы можете сэкономить деньги и энергию, поскольку вам не нужно покупать и применять отдельный флюс для вашего проекта. Когда припой плавится и начинает течь в пространство между компонентами, вместе с ним течет флюс, чтобы обеспечить равномерное нанесение флюса и припоя в ваш проект.
| Плюсы | Минусы |
| Подходит для стали и других металлов | Остатки флюса необходимо удалить после пайки. |
| Лучше всего для сантехники | Не следует использовать для печатных плат |
| Отлично подходит для склеивания металлических труб или листов | Не может использоваться с алюминием |
Плюсы
Прочность кислотного флюса сердечника способствует увеличению прочности связи.Из-за интенсивного кислотного флюса сердечника этот тип припоя можно использовать практически на любом металле. Универсальность флюса с кислотным сердечником выгодна, если вы хотите использовать одну и ту же катушку с припоем в различных проектах по дому, или если вы профессиональный подрядчик или сантехник.
Помимо водопровода, припой с кислотным сердечником могут использовать слесари, производители автомобилей, аэрокосмические инженеры и практически все, что связано с металлом, который необходимо соединить. Агрессивные очищающие свойства кислотного припоя для сердечников позволяют создавать водонепроницаемые соединения при пайке водопроводных труб.
Флюс для кислотного сердечника может растворять даже самые сильные окисления и смазки, которые могут накапливаться на ваших трубах или металлических листах. Профессиональным сантехникам и подрядчикам нравится использовать кислотный флюс для сердечников из-за прочности, которую он придает соединенным компонентам, и из-за того, насколько долговечным будет припой.
Флюс с кислотным сердечником также может быть полезен при пайке труб малого диаметра. Тщательно протравив и очистив поверхности перед их соединением, вы можете быть уверены, что не потеряете диаметр трубы при ее соединении.Таким образом, вы можете предотвратить засорение и другие проблемы с потоком, которые могут возникнуть после завершения пайки.
Минусы
Кислотный сердечник вызывает коррозию и оставляет после пайки следы остатков. Оставшийся флюс может привести к ржавчине и снижению прочности соединения, и его необходимо очистить после завершения процесса соединения. Вы можете очистить его влажной тканью, когда трубы достаточно остынут, чтобы их можно было касаться.
Воды должно быть достаточно, чтобы смыть любые остатки, пока вода горячая.Остающиеся после пайки активные соединения должны быть водорастворимыми. Немного подмыв, возможно, с использованием мыла, если остатки остаются стойкими, вы можете избавиться от них, но это может быть чем-то вроде хлопот, ожидающих, пока металл остынет.
Особенно не следует использовать кислотный припой для сердечников в проектах, связанных с деликатными проводами, потому что потом будет невозможно удалить остатки, а также потому, что едкая кислота может повредить соответствующие провода даже после завершения процесса пайки.Вы же не хотите, чтобы вся ваша тяжелая паяльная работа была потрачена впустую.
Единственный металл, с которым категорически нельзя использовать кислотный припой, — это алюминий. Алюминий — хрупкий металл, и коррозионная природа кислотного флюса сожжет металл и сделает его непригодным для использования. Для алюминиевых компонентов вам понадобится более щадящий припой, например, канифольный припой.
Припой для канифольных стержней
Канифольный припой сердечника очень похож на кислотный припой сердечника тем, что он сделан из полой проволоки с флюсом внутри.Металлы, покрывающие флюс, аналогичны тем, которые используются с кислотным припоем сердечника. Существенное отличие состоит в том, что флюс не оставляет такого же остатка на канифольном ядре, как на кислотном ядре.
Канифольный припой сердечника — это канифоль, полученная из смолы сосны и перегоняемая в флюс, который используется для усиления связи между металлами. Флюс по-прежнему достаточно мощный, чтобы удалять оксиды и другие смазки, которые могут накапливаться в электрической цепи, не повреждая при этом крошечные чувствительные провода, которые были припаяны.
Некоторые типы припоев из смолы для сердечников оставляют после себя немного остатков, потому что активные компоненты в этих типах несколько более существенны и счищают больше песка и грязи, которые могут попасть между двумя паяемыми вместе стыками. Однако такое коррозионное качество делает эти типы канифольных стержней менее привлекательными для многих клиентов.
Канифольный припой сердечника имеет более щадящий тип флюса, чем кислотный припой сердечника, что означает, что канифольный припой сердечника может использоваться для хрупких и хрупких металлов, таких как алюминий.Вам не придется беспокоиться о том, что канифольный флюс повредит металлы, на которых вы его используете, или вам придется ограничивать компоненты вашего проекта более жесткими металлами.
| Плюсы | Минусы |
| Отсутствие остатков флюса (в зависимости от используемого типа) | Работает только для меди и латуни. |
| Лучше всего подходит для печатных плат | При нагревании выделяется токсичный дым |
| Некоррозионный | Нагревание занимает больше времени |
Плюсы
Тот факт, что флюс из канифоли не оставляет следов, которые необходимо очищать, делает его привлекательным для людей, которые используют его для соединения небольших электрических проводов.Крошечные провода на печатной плате невозможно очистить должным образом, поэтому флюс с кислотным сердечником не будет подходящим типом припоя для очень небольшого проекта.
Как и в случае с припоем с кислотным сердечником, простота использования припоя с флюсом в центре намного перевешивает любые недостатки. Вы можете сэкономить время, используя флюс при пайке и энергии, поскольку вам вообще не нужно чистить его после этого. Экономия времени и энергии, необходимых для очистки после пайки, является большим удобством для людей, которые хотят быстро завершить проект.
В припое есть три типа канифольных стержней:
- Канифоль
- Канифоль умеренно активированная
- Канифоль активированная
Мягкоактивированная канифоль — более мощный очиститель от окисления. Тем не менее, у него есть серьезный недостаток в виде небольшого остатка, оставшегося после процесса пайки. Активированная канифоль — самый мощный из предложенных вариантов, но она оставляет после себя большую часть остатков после завершения, помогая процессу пайки.
Большинство людей выбирают канифольный припой для сердечника специально, чтобы избежать необходимости убирать остатки припоя. Таким образом, умеренно активированная канифоль и активированная канифоль не пользуются таким преимуществом, как обычная канифоль. Большинство людей предпочитают использовать обычную канифоль для пайки крошечных электрических проводов на печатных платах, которые нелегко чистить из-за их размера.
Минусы
Из-за того, что канифольный припой сердечника не вызывает коррозии, он может работать только с компонентами, изготовленными из меди или латуни.Этот ограничивающий фактор означает, что количество проектов, в которых вы можете использовать флюс для канифольного сердечника, невелико, и одной катушки может быть больше, чем вам когда-либо понадобится, если вы не часто работаете с медными и латунными компонентами.
Канифольный припой с сердечником выделяет невыносимый запах, который также может быть токсичным для людей при нагревании — учитывая, что большинство людей склоняются над своей работой и внимательно ее осматривают, что мешает вашим носу и рту испарениям нагретой канифоли. . Ношение защитного снаряжения на лице может уменьшить воздействие паров.
Хотя и не смертельно, пары часто вызывают у людей кашель, боль в горле или другие затруднения дыхания после длительного воздействия паров нагретого припоя из канифоли. Кроме того, если припой содержит какие-либо свинцовые добавки, при нагревании свинец также выделяет пары, которые могут попасть в легкие и вызвать их раздражение.
При пайке всегда следует использовать защитное оборудование, но при использовании канифольного припоя для сердечника особенно важно обеспечить достаточную вентиляцию пространства и надеть лицевую защиту для глаз, носа и рта.Кроме того, у некоторых людей аллергия на канифоль, и любое воздействие может привести к серьезным симптомам, таким как респираторный дистресс.
Содержит ли канифольный припой с сердечником свинец?
Это зависит от марки припоя, который вы покупаете. Если производитель не указал на упаковке, что он не содержит свинца, следует исходить из предположения, что канифольный припой сердечника действительно содержит небольшое количество свинца. В большинстве случаев недостаточно быть вредным, но если вы паяете водопроводные трубы для питьевой воды, вы должны выбрать бессвинцовый.
Однако, если вы планируете паять металлические листы или другие трубы, которые не будут транспортировать воду, которую кто-то будет глотать, свинец — удобный металл, который помогает припою образовывать прочную связь, но при этом имеет достаточно низкую температуру плавления, чтобы требуют много дополнительного времени на процесс пайки.
Назначение сердечников из флюса
Хотя существует паяльный материал, не имеющий ни кислотного ядра, ни канифольного ядра, многие энтузиасты пайки предпочитают использовать паяльный материал, содержащий флюс, очищающий растворитель, который останавливает окисление металлов и обеспечивает прочную связь между металлами, соединенными через процесс пайки.
Хотя флюс может быть изготовлен из множества различных материалов, те, которые используются в флюсе для кислотных сердечников и канифольных сердечников, очень популярны. Тот факт, что паяльщики могут сэкономить время, деньги и энергию, используя припой с флюсом внутри, делает его еще более привлекательным. Обычно флюс наносится кистью до начала пайки.
На протяжении всей истории флюс иногда изготавливали из древесного угля, буры и извести, а также из многих других веществ, которые предотвращают развитие ржавчины, а также растворяют ранее существовавшую сажу и грязь.Флюс также помогает смачиванию, способности расплавленной жидкости оставаться на связи с твердыми предметами и не стекать по бокам.
Флюсиспользовался на протяжении всей истории пайки, чтобы избавиться от песка, стоящего на пути между двумя соединяемыми металлическими компонентами. Кроме того, флюс может передавать тепло между жидким припоем и твердыми металлическими соединениями, чтобы сделать пайку более прочной после того, как все окончательно остынет и любые коррозионные остатки будут удалены.
Стоит ли серебряный припой?
Мягкий припой — это композитный материал для пайки, содержащий около 20% серебра.Серебро имеет относительно высокую температуру плавления для паяльного материала, поэтому, если у вас есть припой с меньшим количеством серебра, он не сильно повысит температуру. Однако в некоторых паяльных материалах содержится до 30% серебра, что значительно увеличивает температуру.
Плюсом включения серебра в припой является то, что это прочный металл. Более высокая температура плавления означает, что когда серебро остынет и затвердеет, ваше соединение будет прочнее, чем если бы вы использовали припой без серебра.При работе с соединениями, которые должны быть более прочными, однозначно стоит использовать серебряный припой.
С другой стороны, если соединение не должно быть таким прочным, вы можете обойтись без припоя, который не содержит столько серебра, а также сэкономите немного денег, поскольку серебряный припой дороже, чем другие типы припоев. Как правило, вы увидите, что другими компонентами серебряного припоя являются никель или олово, которые являются очень мягкими металлами с низкими температурами плавления.
Большинство припоев содержит не менее 5% серебра, потому что это такой удобный припой.Многие люди предпочитают использовать припой с более высоким процентным содержанием серебра из-за преимуществ, которые серебро приносит в проект. Однако количество задействованного серебра может также увеличить продолжительность проекта и его расходы.
Следует ли добавлять флюс в дополнение к припою сердечника из флюса?
Вы можете подумать, что добавление большего количества флюса поверх припоя кислотного сердечника или канифольного припоя сердечника может только помочь проекту, но обычно рекомендуется не добавлять какой-либо дополнительный флюс в свой паяльный проект.Одна из основных целей флюса — растворение песка и ржавчины на металле, который вы соединяете, но слишком большое количество может разрушить сам металл.
Как правило, небольшое количество дополнительного флюса в проекте не приведет к физическому разрушению металла, если это более прочный металл, но это также будет пустой тратой флюса, потому что это не улучшит соединение или вообще не ускорит процесс пайки. Если вы потратили деньги на покупку припоя с флюсом в сердечнике, вам не стоит тратить лишний флюс на проект.
Вкратце
Если вы планируете использовать свой паяльный материал для сантехнических работ в доме, вам лучше использовать кислотный припой. Для людей, которые хотят использовать свои паяльные способности для более тонких электрических проводов и печатных плат, припой с канифольным сердечником не оставит никаких следов, о которых вам нужно будет беспокоиться.
Источник
https://www.thomasnet.com/articles/machinery-tools-supplies/types-of-solder/
https: // www.cableorganizer.com/learning-center/how-to/how-avoid-solder-related-health-hazards.html
https://www.hunker.com/13417672/what-is-acid-core-solder-used-for
https://en.wikipedia.org/wiki/Flux_(metallurgy)
припоев и паяльных кислот. Часть 4
Улучшенная кислота для пайки
Кислота для пайки удовлетворительного качества может быть получена путем использования обычной кислоты для пайки в качестве основания и введения в определенной пропорции хлорида олова и нашатырного спирта.Это дает кислоту, которая намного превосходит старую форму. Чтобы приготовить один галлон этой паяльной жидкости, возьмите три литра обычной соляной кислоты и растворите в ней как можно больше цинка. Это, как хорошо известно, обычная форма кислоты, используемая при пайке. Затем растворите 6 унций нашатырного спирта в пинте теплой воды. В другой пинте растворите 4 унции хлорида олова. Затем следует смешать три раствора. После смешивания раствор может казаться мутным, и его можно очистить несколькими каплями соляной кислоты, стараясь не добавлять слишком много.Кислота используется так же, как и обычная паяльная жидкость. Было обнаружено, что он не будет разбрызгиваться при нанесении горячего утюга, а также, что при необходимости с ним можно использовать более дешевый припой.
Урбана, штат Иллинойс. Т. Э. О’Доннелл.
Как паять алюминий
Большим недостатком алюминия для специалистов по обработке листового металла является сложность пайки. Это вызвано образованием оксида на поверхности нагретого металла, который препятствует сплавлению припоя с алюминием.Эту трудность можно преодолеть, используя следующий метод:
Сделайте припой из 80% олова и 20% цинка и используйте стеариновую кислоту в качестве флюса. Оловите поверхность вышеуказанным, перемещая медную коронку вперед и назад по металлу и распределяя припой. Затем пленку оксида можно счистить, а поверхность с покрытием можно легко припаять вышеуказанным припоем или обычным припоем жестянщика. А. Эйлс.
Манчестер, Eng.
Золотые припои
Золотые припои, подходящие для 18-каратных работ: золото, леска, 1 унция; серебро мелкое 144 зерна; медная проволока, 06 грамм.(Тройский вес.)
Подходит для 16-каратной работы: Чистое золото. 1 унция; серебро чистое, 144 зерна; медная проволока, 168 гран.
Для работы 15 карат: Чистое золото. 1 унция; серебро чистое, 240 гран; медная проволока, 240 гран.
Подходит для 14-каратных работ: чистое золото, 1 унция. серебро чистое, 300 зерен; медная проволока, 300 гран.
Самый твердый серебряный припой: чистое серебро, 1 унция; дробленая медь, 120 гран.
Лучший твердый серебряный припой: чистое серебро, 1 унция; дробь медная, 105 гран; спелтер, 15 зерен.
Средне-серебряный припой: чистое серебро, 360 зерен; дробленая медь, 96 гран; спелтер, 24 зерна.
Легкий серебряный припой: чистое серебро, 336 зерен; дробленая медь, 108 гран; спелтер, 36 зерен. Х. Д. Шаттл.
Syracuse, N. Y.
Паяльная паста
В соответствии с требованиями электротехнической отрасли в некоторых случаях нельзя использовать кислотный флюс для пайки. Флюс, который можно использовать для любых работ, известен как паяльная паста. Для пайки медных проводов и других электрических проводников паста не имеет себе равных и особенно подходит для работ, в которых нежелательны разбрызгивание и коррозия.Смесь для паяльной пасты состоит из определенной пропорции смазки и хлорида цинка. Обычно используется вазелин или вазелин, которые придают пасте нужную консистенцию. Используемые пропорции: петролатум или вазелин, 1 фунт и 1 жидкая унция насыщенного раствора хлорида цинка.
Урбана, штат Иллинойс. Т. Э. О’Доннелл.
Припой для проволоки с кислотным сердечником Oatey® 21115, плавление от 361 до 460 ° F, 1 фунт, сплав
/ {{vm.product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}
Выберите параметры для получения полного описания продукта и информации о покупке.
{{section.sectionName}}:
{{option.description}}
{{section.sectionName}} Выберите {{section.sectionName}}
.{{styleTrait.nameDisplay}} {{styleTrait.unselectedValue? «»: «Выбрать»}} {{styleTrait.unselectedValue? styleTrait.unselectedValue: styleTrait.nameDisplay}}
{{спецификация.nameDisplay}}
Характеристики
| {{attributeValue.valueDisplay}} {{$ last? »: ‘,’}} |
{{спецификация.nameDisplay}}
доля
Электронное письмо было успешно отправлено. Электронное письмо не было отправлено, проверьте данные формы.
×Северный радиатор | .125 Припой Acid Core 40/60
{{vm.product.shortDescription}}
{{section.sectionName}}:
{{вариант.описание}}
Джоббер Цена: {{vm.product.pricing.regularPriceDisplay}}
/ {{vm.product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}
Ваша цена: / {{vm.product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}
{{section.sectionName}} Выберите {{section.sectionName}}
.{{styleTrait.nameDisplay}} {{styleTrait.unselectedValue? «»: «Выбрать»}} {{styleTrait.unselectedValue? styleTrait.unselectedValue: styleTrait.nameDisplay}}
- Атрибуты
- Документы
- {{спецификация.nameDisplay}}
- Атрибуты
- Документы
| Марка | |
| {{attributeValue.valueDisplay}} {{$ last? »: ‘,’}} |
| Марка | |
| {{attributeValue.valueDisplay}} {{$ last? »: ‘,’}} |
доля
Электронное письмо было успешно отправлено.Электронное письмо не было отправлено, проверьте данные формы.
× Флюс— Пайка нержавеющей стали
Флюс — Пайка нержавеющей стали — Обмен электротехникиСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Electrical Engineering Stack Exchange — это сайт вопросов и ответов для профессионалов в области электроники и электротехники, студентов и энтузиастов.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 727 раз
\ $ \ begingroup \ $Бродил, мог ли кто подсказать, как паять нержавейку.Я знаю, что для удаления окисления рекомендуется использовать флюс соляной кислоты. Любой может предложить поставщика в Великобритании или кто сможет доставить в Великобританию.
Деталь, которая у нас есть, представляет собой сложенную миниатюрную коробку (примерно 2х4х3 мм). Нам необходимо закрыть 2 щели в материале из нержавеющей стали путем пайки поверхностей вместе, однако обычный флюс, похоже, не работает …
Если у кого-то есть предложения по технике или поставщику сверхагрессивного флюса, подходящего для этой процедуры, я был бы очень благодарен за совет.
Заранее спасибо.
Создан 27 фев.
\ $ \ endgroup \ $ 6 \ $ \ begingroup \ $Припой для нержавеющей стали очень хорошо паяется только с разбавленной HCl.Специального флюса не требуется. Я не уверен, что это верно для всех сплавов, но это один из тех, что я использовал. Соблюдайте все необходимые меры безопасности и промойте паяную поверхность водой.
Создан 27 фев.
Роберт ЭндлРоберт Эндл2,1139 серебряных знаков1111 бронзовых знаков
\ $ \ endgroup \ $ \ $ \ begingroup \ $Может стоит к механически прикрепить контакт.Как насчет того, чтобы просверлить небольшое отверстие, постучать по нему и ввернуть в него миниатюрный латунный винт с достаточным усилием, чтобы обеспечить контакт при натяжении?
Создан 27 фев.
Маркус МюллерMarcus Müller2,1k 44 золотых знака100100 серебряных знаков182182 бронзовых знака
\ $ \ endgroup \ $ 4 \ $ \ begingroup \ $Раньше я этим флюсом паял изрядно нержавеющую сталь —
EutecTor 157
Я могу представить, что он доступен во всем мире, но я не знаю наверняка.
Если я правильно помню, я также успешно использовал «стандартный» флюс из хлорида цинка (например, цинк и HCl), хотя некоторое механическое истирание (чистка щеткой из нержавеющей стали) с нанесенной пленкой флюса полезно в этом применении. Он не так активен, как 157.
Хорошо очистите после использования любого из них.
Создан 27 фев.
Экнервал5,485112 серебряных знаков2323 бронзовых знака
\ $ \ endgroup \ $Не тот ответ, который вы ищете? Просмотрите другие вопросы с метками флюс для пайки или задайте свой вопрос.
Электротехнический стек Exchange лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.