Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Шаг резьбы — расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему.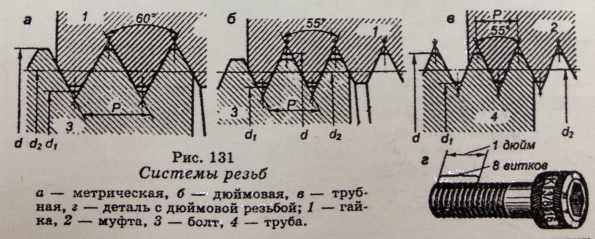 Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной).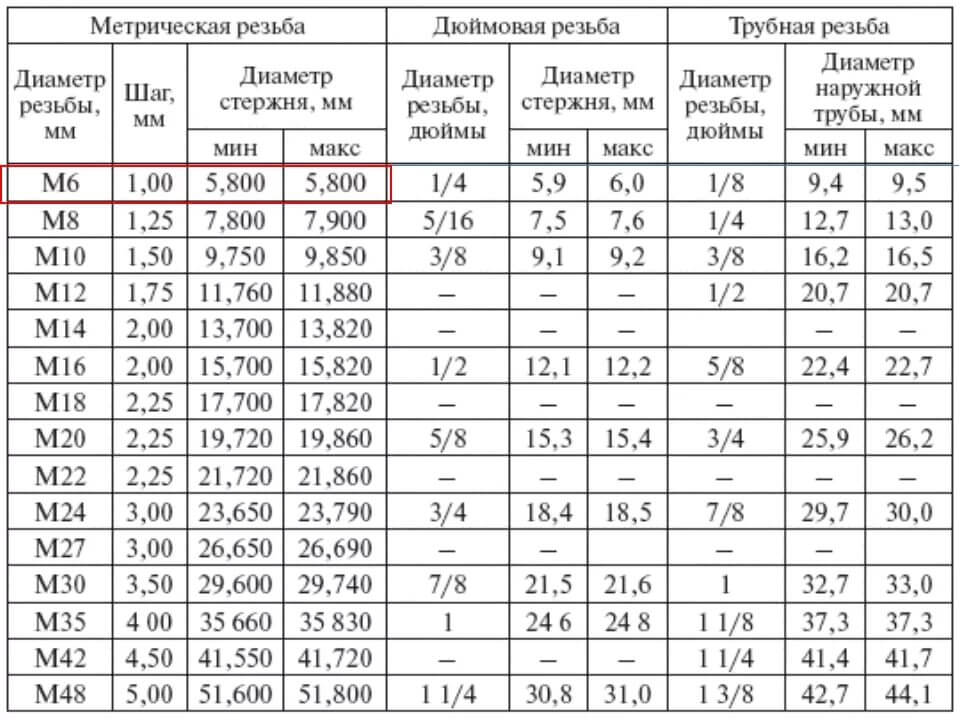
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Полезные советы Обновлено: 29.09.2020 13:36:40
nobilia7
Что касается дюймовых и метрических резьб, да приблизительные совпадения есть. Но трудно представить, как вы будете пытаться вкрутить болт 1/2″-20 UNF в отверстие М12х1,25.
Но трудно представить, как вы будете пытаться вкрутить болт 1/2″-20 UNF в отверстие М12х1,25.
Насчет резьбы М14х1,25 , да , все верно.
08.04.2021 10:38:01
nobilia7
Евгений Гурьевич,
На практике многие иностранные производители и на инструменте и на упаковках с крепежом все же дают полную маркировку размера резьбы, например 12х1,75. Советские и Российские фирмы по производству режущего инструмента тоже нередко «грешат» этим. За примерами далеко ходить не надо — это бывший Сестрорецкий инструментальный з-д, немецкая фирма Reyher. Делается это в основном для того, чтобы у пользователя не возникало сомнений в правильности выбора изделия. Ни для кого не секрет, что большинство продавцов в магазинах, да и слесаря на производствах, а иногда и конструкторы не знают (не помнят) таблицу шага резьб не только мелких, но и основных .

08.04.2021 10:33:18
Марвел
Болт M8x25 каким номером нарезать резьбу
01.04.2021 21:55:03
Евгений
Спасибо за статью, и приложение пригодилось!
11.03.2021 00:32:47
Резьба М14х1,25 применяется ТОЛЬКО для свечей зажигания, а резьба М12х1,25, применяемая И для сверлильных патронов СОВЕТСКИХ дрелей с резьбовым креплением, ЛЕГКО спутать с американской 1/2″-20 UNF, имеющей размер ф12,7х1,27 мм — и от усердия сорвать входы ОБЕИХ.
19.11.2020 17:44:43
Евгений Гурьевич
На МЕТРических резьборезах и в таблицах основной (крупный) шаг резьбы обозначения через «х» не имеет.
19.11.2020 17:34:02
 ru:443/blog/poleznye-sovety/kak-opredelit-shag-rezby-bez-rezbomera/
ru:443/blog/poleznye-sovety/kak-opredelit-shag-rezby-bez-rezbomera/
Наши контакты:
E-mail: [email protected]
Телефон: 8 (800) 333-21-68
Как определить шаг резьбы: измерить без резьбомера, определить штангенциркулем и рассчитать по формуле внутренний диаметр
18Сен- Понятие шага резьбы (с фото)
- ГОСТ и необходимость унификации
- Информация к размышлению
- Метрические резьбы
- Размеры и шаг винтовой линии
- Дюймовые резьбы
- Размеры и шаг винтовой линии
- Прямоугольные
- Размеры и шаг винтовой линии
- Упорные
- Параметры винтовой линии
- Трапецеидальные
- Параметры винтовой линии
- Трубные
- Параметры винтовой линии
- Как узнать (определить) шаг резьбы гайки без инструмента?
- Воспользуйтесь линейкой
- Сделайте слепок
- Используйте бумагу
- Воспользуйтесь резьбомером
Параметры крепежного элемента должны соответствовать действующим нагрузкам и обеспечивать надежность соединения.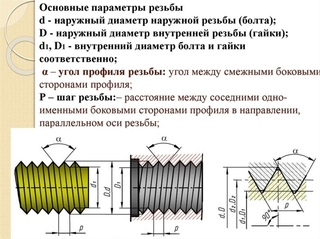 Рассмотрим, как правильно найти один из них при подборе болта – как определить шаг резьбы без резьбомера. Да, специализированные и точные инструменты далеко не всегда будут под рукой на практике, поэтому им нужна альтернатива: ею станут линейки и таблицы.
Рассмотрим, как правильно найти один из них при подборе болта – как определить шаг резьбы без резьбомера. Да, специализированные и точные инструменты далеко не всегда будут под рукой на практике, поэтому им нужна альтернатива: ею станут линейки и таблицы.
Этот показатель в обязательном порядке указывают непросто в расширенной технической документации, а в каждом чертеже. Почему именно ему уделяется столько внимания? Потому что он действительно важен: чем уже будет расстояние между витками, тем прочнее окажется стык (но и тем серьезнее будет напряжение от прикладываемых сил). А значит его нельзя бездумно уменьшать или увеличивать – задавая его, следует соблюдать баланс.
Понятие шага резьбы (с фото)
По сути, это дистанция между соседними нитками (одноименными боковыми сторонами) крепежа. Она очень наглядно показана на рисунке ниже:
Как мы уже выяснили, данный параметр в значительной степени влияет на качество соединения (которое одно из самых популярных и применяемых для всевозможных деталей). Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.
Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации. К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению
Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.

В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.

Метрические резьбы
Их название говорит о том, что все их параметры измеряются в м (мм), и сегодня это общепринятый и наиболее распространенный стандарт. Расстояние между витками является ключевым показателем, но величина двойного радиуса тоже важна.Размеры и шаг винтовой линии
P, мм | d (номинальный диаметр), мм | |||||||
крупный | мелкий, в варианте исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | 3 ряд (для спец конструкций) | ||||
1 | 2 | 3 | 4 | 5 | ||||
0,4 | 0,35 | – | 2 | – | ||||
0,45 | 0,4 | – | – | 2,2 | – | |||
0,45 | 0,35 | – | 2,5 | – | ||||
0,5 | – | 3 | – | |||||
-0,6 | – | – | 3,5 | – | ||||
0,7 | 0,5 | – | 4 | – | ||||
0,75 | – | – | 4,5 | – | ||||
0,8 | – | 5 | – | |||||
0,5 | 0,4 | – | – | 5,5 | ||||
1 | 0,75 | 0,5 | – | 6 | – | |||
– | – | 7 | ||||||
1,25 | 1 | 0,75 | 0,5 | – | 8 | – | ||
– | – | 9 | ||||||
1,5 | 1,25 | 1 | 0,75 | 0,5 | – | 10 | – | |
1,5 | 1 | 0,75 | 0,5 | – | 11 | |||
1,75 | 1,5 | 1,25 | 1 | 0,75 | 0,5 | 12 | – | |
2 | – | 14 | – | |||||
1,75 | 1 | – | – | 15 | ||||
2 | 0,75 | 0,5 | – | 16 | – | |||
1,75 | – | – | 17 | |||||
2,5 | 2 | 1,5 | 1 | 0,75 | 0,5 | – | 18 | – |
20 | – | |||||||
– | 22 | – | ||||||
3 | 24 | – | ||||||
2 | 1,5 | 1 | – | – | 25 | |||
1,5 | 1 | – | – | 26 | ||||
3 | 2 | 1,5 | 1 | 0,75 | 0,5 | – | 27 | – |
2,5 | – | – | 28 | |||||
3,5 | 3 | 2 | 1,5 | 1 | 0,75 | 30 | – | |
2,5 | 2 | 1,5 | – | – | 32 | |||
3,5 | 3 | 2 | 1,5 | 1 | 0,75 | – | 33 | – |
2,5 | 1,5 | 1 | 0,75 | – | – | 35 | ||
4 | 3 | 2 | 1,5 | 1 | – | 36 | – | |
3 | 1,5 | 1 | 0,75 | – | – | 38 | ||
4 | 3 | 2 | 1,5 | 1 | 0,75 | – | 39 | – |
3,5 | – | 40 | ||||||
4,5 | 4 | 3 | 2 | 1,5 | 1 | 42 | – | |
– | 45 | – | ||||||
5 | 48 | – | ||||||
4 | 3 | 2 | 1,5 | – | – | 50 | ||
5 | 4 | 3 | 2 | 1,5 | 1 | – | 52 | – |
4 | 3 | 2 | 1,5 | – | – | 55 | ||
5,5 | 4 | 3 | 2 | 1,5 | 1 | 56 | – | |
5 | – | – | 58 | |||||
5,5 | 1 | – | 60 | – | ||||
5 | – | – | 62 | |||||
6 | 1 | 64 | – | |||||
– | – | 65 |
Из таблицы понятно, как узнать шаг резьбы болта, – достаточно найти значение в подходящей ячейке.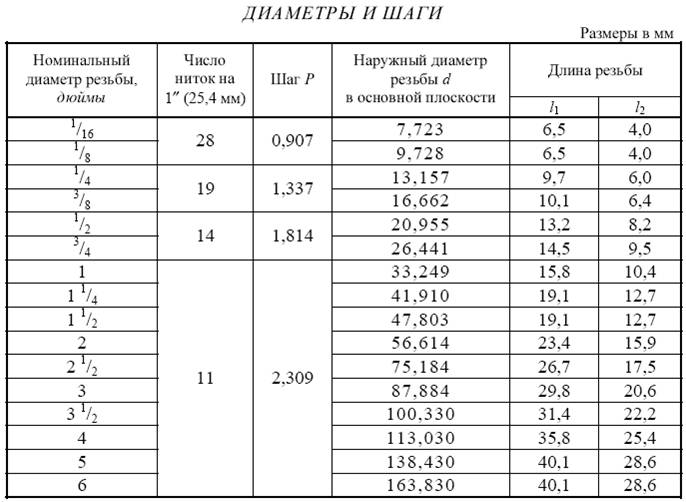 Только обратите внимание на уровни предпочтений. 1й ориентирован на типовые и часто используемые детали, 3й – на специальное исполнение.
Только обратите внимание на уровни предпочтений. 1й ориентирован на типовые и часто используемые детали, 3й – на специальное исполнение.
При изготовлении крепежа практичнее задавать номинальные параметры, так как именно под них выпускается большинство инструмента. Учтите, что мелкие значения расстояния между витками актуальны в специфических ситуациях, например, при изготовлении нагружаемых шпилек для ДВС или соединения турбинных лопаток. Они востребованы в условиях постоянно меняющегося давления или значительной центробежной силы.
Дюймовые резьбы
Наносятся на болты и другие детали производства Великобритании и США. До недавних пор были очень популярны в сфере самолетостроения (постепенный переход к метрическим начался лишь недавно).Размеры и шаг винтовой линии
d, ʺ | d, мм | P, мм | Кол-во ниток на 1 ʺ | ||||||
исполнение | |||||||||
норм | мелкая | норм | мелкая | ||||||
I | II | III | I | II | III | ||||
1/16 “ | 1,588 | 0,706 | 0,529 | 0,470 | 0,397 | 36 | 48 | 54 | 64 |
1/8 “ | 3,175 | 0,706 | 0,529 | 0,470 | 0,353 | 36 | 48 | 54 | 72 |
3/16 “ | 4,763 | 1,058 | 0,706 | 0,529 | 0,470 | 24 | 36 | 48 | 54 |
1/4 “ | 6,350 | 1,270 | 1,058 | 0,847 | 0,706 | 20 | 24 | 30 | 36 |
5/16 “ | 7,938 | 1,411 | 1,270 | 1,058 | 0,847 | 18 | 20 | 24 | 30 |
3/8 “ | 9,525 | 1,588 | 1,411 | 1,270 | 1,058 | 16 | 18 | 20 | 24 |
7/16 “ | 11,113 | 1,814 | 1,588 | 1,411 | 1,270 | 14 | 16 | 18 | 20 |
1/2 “ | 12,700 | 2,117 | 1,814 | 1,588 | 1,270 | 12 | 14 | 16 | 20 |
9/16 “ | 14,288 | 2,117 | 1,814 | 1,411 | 1,058 | 12 | 14 | 18 | 24 |
5/8 “ | 15,875 | 2,309 | 2,117 | 1,814 | 1,588 | 11 | 12 | 14 | 16 |
3/4 “ | 19,050 | 2,540 | 2,117 | 1,588 | 1,270 | 10 | 12 | 16 | 20 |
7/8 “ | 22,225 | 2,822 | 2,540 | 2,117 | 1,588 | 9 | 10 | 12 | 16 |
1 “ | 25,400 | 3,175 | 2,540 | 1,588 | 1,411 | 8 | 10 | 16 | 18 |
1 1/8 “ | 28,575 | 3,629 | 3,175 | 2,540 | 2,117 | 7 | 8 | 10 | 12 |
1 1/4 “ | 31,750 | 3,629 | 3,175 | 2,822 | 2,540 | 7 | 8 | 9 | 10 |
1 3/8 “ | 34,925 | 4,233 | 3,175 | 2,540 | 2,117 | 6 | 8 | 10 | 12 |
1 1/2 “ | 38,100 | 4,233 | 2,822 | 2,117 | 1,588 | 6 | 9 | 12 | 16 |
1 5/8 “ | 41,275 | 5,080 | 4,233 | 3,175 | 2,540 | 5 | 6 | 8 | 10 |
1 3/4 “ | 44,450 | 5,080 | 4,233 | 2,540 | 2,117 | 5 | 6 | 10 | 12 |
1 7/8 “ | 47,625 | 5,080 | 4,233 | 3,629 | 3,175 | 5 | 6 | 7 | 8 |
2 “ | 50,800 | 5,080 | 3,175 | 2,540 | 2,117 | 5 | 8 | 10 | 12 |
2 1/4 “ | 57,150 | 5,080 | 3,175 | 2,540 | 2,117 | 5 | 8 | 10 | 12 |
2 1/2 “ | 63,500 | 6,350 | 5,080 | 4,233 | 3,175 | 4 | 5 | 6 | 8 |
2 3/4 “ | 69,850 | 6,350 | 5,080 | 4,233 | 3,175 | 4 | 5 | 6 | 8 |
3 “ | 76,200 | 8,467 | 6,350 | 4,233 | 2,540 | 3 | 4 | 6 | 10 |
При измерении шага резьбы в дюймах важнее не конкретное расстояние между нитями, а общий номер витков.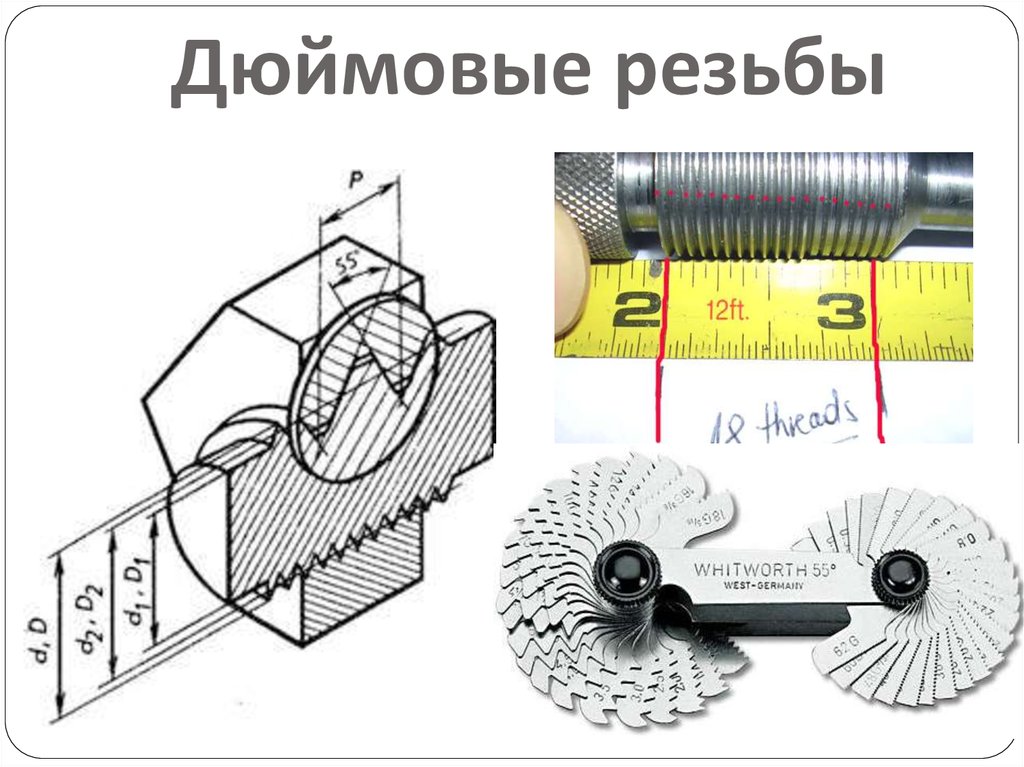 Параметр P, по сути, является проверочным, а находить нужно число канавок на расстоянии в 1ʺ. Обратный расчет еще проще: нужно лишь разделить 25,4 на количество насечек.
Параметр P, по сути, является проверочным, а находить нужно число канавок на расстоянии в 1ʺ. Обратный расчет еще проще: нужно лишь разделить 25,4 на количество насечек.
Прямоугольные
У них обычно квадратная форма зуба – с нею сцепление оказывается достаточно качественным. Хотя существует и специальное исполнение – с профилем в виде параллелепипеда. Горизонтальная часть получает расширенную полку с целью усиления соединения. Находят свое применение при выпуске ручных тисков, слабонагруженных подъемников и в других случаях.Размеры и шаг винтовой линии
Р, мм | d, мм | |||||
вариант исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | ||||
крупный | мелкий | |||||
1 | 2 | 3 | 4 | |||
2,00 | 1,50 | 1,25 | 8 | |||
2,00 | 1,50 | 9 | ||||
2,00 | 1,50 | 1,25 | 10 | |||
3,00 | 2,00 | 1,25 | 1,00 | 11 | ||
3,00 | 2,00 | 1,50 | 12 | |||
3,00 | 2,00 | 14 | ||||
4,00 | 2,00 | 1,50 | 1,00 | 0,75 | 16 | |
4,00 | 2,00 | 18 | ||||
4,00 | 3,00 | 2,00 | 20 | |||
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 22 | |
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 24 | |
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 26 | |
8,00 | 5,00 | 4,00 | 3,00 | 2,00 | 28 | |
10,00 | 6,00 | 3,00 | 30 | |||
10,00 | 6,00 | 3,00 | 2,00 | 32 | ||
10,00 | 6,00 | 3,00 | 34 | |||
10,00 | 6,00 | 3,00 | 2,00 | 1,50 | 36 | |
10 | 7 | 6,00 | 5,00 | 3,00 | 38 | |
10 | 7 | 6,00 | 5,00 | 3,00 | 40 | |
10 | 7 | 6,00 | 5,00 | 42 |
Упорные
Обладают двумя важными конструкционными особенностями:Ширина угла при виртуальной вершине составляет 55 градусов.
Одна сторона нити идет перпендикулярно стержню, вторая – под наклоном для предотвращения самоотвинчивания.
Решать, как замерить шаг резьбы такого типа, часто приходится проектировщикам прецизионных приборов, точно выставляющих гайку по отношению к болту.
Параметры винтовой линии
Р, мм | d, мм | |||
вариант исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | ||
крупный | мелкий | |||
1 | 2 | |||
3,00 | 2,00 | 10 | ||
3,00 | 2,00 | 1,00 | 12 | |
4,00 | 2,00 | 14 | ||
4,00 | 2,00 | 1,00 | 16 | |
4,00 | 3,00 | 18 | ||
4,00 | 3,00 | 2,00 | 20 | |
5,00 | 4,00 | 22 | ||
8,00 | 5,00 | 4,00 | 24 | |
8,00 | 5,00 | 26 | ||
10,00 | 8,00 | 4,00 | 28 | |
10,00 | 8,00 | 30 | ||
12,00 | 10,00 | 8,00 | 32 | |
12,00 | 34 | |||
12,00 | 10,00 | 8,00 | 36 | |
12,00 | 7,00 | 5,00 | 38 | |
12,00 | 10,00 | 8,00 | 40 | |
10,00 | 8,00 | 42 | ||
12,00 | 7,00 | 3,00 | 44 | |
12,00 | 8,00 | 3,00 | 46 | |
12,00 | 8,00 | 3,00 | 48 | |
12,00 | 8,00 | 5,00 | 50 | |
14,00 | 10,00 | 8,00 | 52 | |
14,00 | 10,00 | 55 | ||
16,00 | 12,00 | 10,00 | 60 | |
16,00 | 12,00 | 65 | ||
16,00 | 12,00 | 10,00 | 70 | |
16,00 | 10,00 | 8,00 | 75 |
Трапецеидальные
Актуальны для тех систем управления, трение в которых должно быть минимальным. О том, как определить внутренний диаметр резьбы такого типа, чаще всего вспоминают создатели робототехники, желающие обеспечить точное и быстрое передвижение исполнительного механизма устройства. Потому что такая конструкция обеспечивает легкое скольжение в обе стороны и надежную фиксацию в нужной точке.
О том, как определить внутренний диаметр резьбы такого типа, чаще всего вспоминают создатели робототехники, желающие обеспечить точное и быстрое передвижение исполнительного механизма устройства. Потому что такая конструкция обеспечивает легкое скольжение в обе стороны и надежную фиксацию в нужной точке.Параметры винтовой линии
Р, мм | d, мм | ||||||
вариант исполнения | 1 ряд (реко мендуемый) | 2 ряд (допус тимый) | |||||
крупный | мелкий | ||||||
1 | 2 | 3 | 4 | 5 | |||
2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | 8 | |
2,00 | 1,50 | 9 | |||||
2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 10 | ||
3,00 | 2,00 | 11 | |||||
3,00 | 2,00 | 1,50 | 12 | ||||
3,00 | 2,00 | 14 | |||||
4,00 | 2,00 | 1,50 | 0,75 | 0,50 | 16 | ||
4,00 | 2,00 | 18 | |||||
4,00 | 2,00 | 1,50 | 1,00 | 20 | |||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 22 | ||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | ||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 26 | ||
8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 28 | ||
10,00 | 6,00 | 4,00 | 2,00 | 30 | |||
10,00 | 6,00 | 4,00 | 2,00 | 32 | |||
10,00 | 6,00 | 4,00 | 2,00 | 34 | |||
10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | 36 | |
10,00 | 7,00 | 6,00 | 3,00 | 38 | |||
10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | 40 | |
10,00 | 7,00 | 6,00 | 3,00 | 42 |
Трубные
>Лежат в основе подавляющего большинства санитарно-технических устройств и коммуникационных линий.Параметры винтовой линии
P, мм | Число ниток на 1 ʺ | d (наружный), мм | DN, ʺ |
0,907 | 28 | 9,729 | 1/8 |
1,337 | 19 | 13,158 | 1/4 |
1,337 | 19 | 16,663 | 3/8 |
1,814 | 14 | 20,956 | 1/2 |
1,814 | 14 | 22,912 | 5/8 |
1,814 | 14 | 26,442 | 3/4 |
1,814 | 14 | 30,202 | 7/8 |
2,309 | 11 | 33,250 | 1 |
2,309 | 11 | 37,898 | 1 1/8 |
2,309 | 11 | 41,912 | 1 1/4 |
2,309 | 11 | 44,325 | 1 3/8 |
2,309 | 11 | 47,805 | 1 1/2 |
2,309 | 11 | 53,748 | 1 3/4 |
2,309 | 11 | 59,616 | 2 |
Приведенные таблицы будут вашими помощницами – они содержат те данные, на которые можно смело ориентироваться при выборе стандартных значений для нанесения витков на стержни крепежа.
Как узнать (определить) шаг резьбы гайки без инструмента?
На практике часто возникают ситуации, когда под рукой нет справочной литературы, зато есть конкретная деталь. Как вычислить ее параметры? Есть сразу несколько альтернативных способов, в том числе и без использования каких-либо специальных приспособлений.
Воспользуйтесь линейкой
Возьмите ее.
Приложите к ней соединитель.
Зафиксируйте расстояние между 5-10 подряд идущими нитями.
Разделите полученную величину на число канавок.
Оруглите результат до стандартного (ближайшего в сторону увеличения или уменьшения).
Ничего сложного, правда? Минута, и готово, и результат достаточно точный. Также можно вооружиться рулеткой – это еще один вариант того, чем измеряют шаг резьбы, если она наружная. Когда же она внутренняя, лучше подойдет следующий метод.
Сделайте слепок
Возьмите пластилин (стеарин, парафин, воск или другой пластичный и держащий форму материал) и скатайте из него «колбаску» такого же сечения, как диаметр актуального отверстия.
Охладите полученный измеритель – положите его ненадолго в морозилку или оставьте в тени; он должен стать твердым, но при этом не потрескаться.
Вверните эту заготовку в винтовое соединение, только не дышите на нее и не сжимайте пальцами, чтобы не нагреть и не помять.
Продолжая движения по спирали, выверните самодельную деталь наружу – она приобретет «зеркальную» нарезку.

Дальше останется только вооружиться линейкой и найти количество витков. Вы уже знаете, как определить (рассчитать) шаг метрической резьбы с ее помощью, так что никаких сложностей это не вызовет.
Используйте бумагу
Это способ для тех случаев, когда деталь настолько сильно покрыта грязью, что не получается разглядеть, сколько же витков на каком-то из ее участков. Выход есть – необходимо лишь:Взять в руки небольшой, но чистый лист.
Провести по нужной поверхности так, как будто вы хотите ее завернуть.
Посмотреть и убедиться, что остался четкий отпечаток.
Сосчитать число витков, после чего вооружиться любимой линейкой.

В результате этих нехитрых манипуляций вы получите четкий рисунок нитей, полностью соответствующий тому, что нанесен на крепежный элемент. Вы уже знаете, как мерить шаг резьбы, формула определения по числу нитей известна, дело за простейшими вычислениями.
Обратите внимание, этот метод подходит для деталей и с наружным, и с внутренним нанесением канавок. Вы ведь можете накрутить бумагу на какой-то стержень – только плотно, проверьте, чтобы он не спадал – и аккуратно затолкать в отверстие. На листе, опять же, останутся четкие следы – получите неплохую альтернативу слепку.Существует еще одно приспособление, которое почти наверняка есть в доме у каждого, а не только у профессиональных проектировщиков. Оно настолько привычное, что язык не поворачивается назвать его специализированным инструментом, а между тем именно таковым оно и является. Да вы уже наверняка поняли, о чем мы, и, скорее всего, догадались, как определить (узнать, измерить) шаг резьбы болта штангенциркулем.
Берете прибор и откладываете 5 витков с помощью его губок.
Получаете длину в мм.
Делите ее на количество ниток, то есть на 5.
Для контроля можете взять большее число насечек, допустим, 10, и пересчитать – итоговая цифра должна получиться такой же. С помощью этого же приспособления не составит труда узнать и фактический двойной радиус крепежного элемента, причем как внешний, так и внутренний. Для этого достаточно обжать соединитель посередине (для первого случая) или на конце, до витка (для второго) – так, как представлено на рисунке:
И, раз уж речь зашла об инструментах, давайте посмотрим, что делать, когда один из них все-таки есть под рукой.
Воспользуйтесь резьбомером
С ним не нужно заниматься определением резьбы по диаметру и шагу и производить пересчеты – можно непосредственно и сразу найти ее фактический размер, это удобно. Каким образом?Прибор представляет собой совокупность пластин, на кромке каждой из которых сделаны выступы.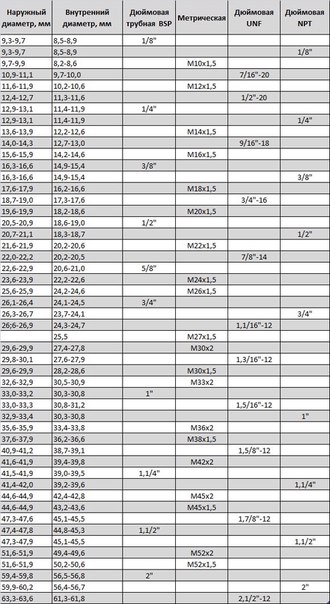 Эти гребенки закреплены в общем корпусе на осях. Остается только прикладывать каждую из них поочередно к стержню, пока рисунок канавок не совпадет полностью.
Эти гребенки закреплены в общем корпусе на осях. Остается только прикладывать каждую из них поочередно к стержню, пока рисунок канавок не совпадет полностью.
Шаблоны выполнены из специальной стали, не подверженной температурному влиянию (не расширяется и не сжимается), и поэтому дают максимально точные результаты, если уметь с ними обращаться.
Нахождение нужных геометрических параметров не должно быть проблемой. Теперь, когда вы знаете сразу несколько способов того, как определить шаг резьбы болта без резьбомера или с его помощью, вы сможете убедиться, что рассчитать все важные параметры действительно легко, причем в любой ситуации.
Технические статьи
Метрический и дюймовый крепеж – это крепеж, который распространен на территории Великобритании и Америки, а так же стран содружественных с ними. Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°. Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°. Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и aдюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом.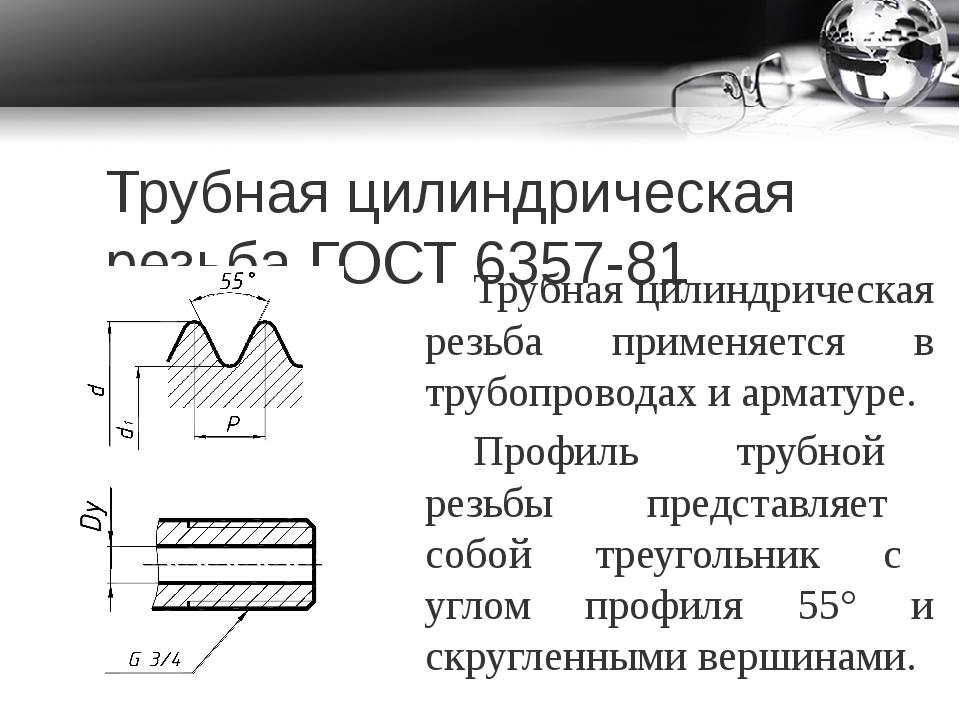 За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
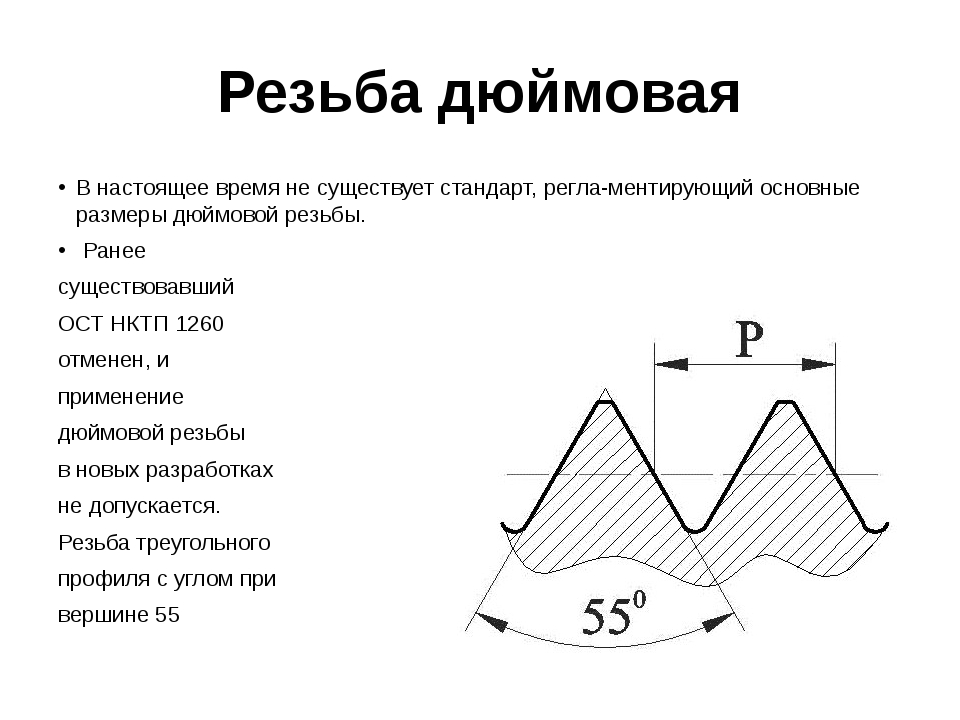
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным диаметром;
- внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
- и другим.

Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
|---|---|---|---|---|---|---|---|
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H | |||
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
|---|---|---|
| UNC № 1 |
1. 854 854
|
64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 |
5. 486 486
|
24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 |
19. 05 05
|
10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ |
50. 8 8
|
4 1/2 |
Резьба
Резьба может быть внутренней и наружной.
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
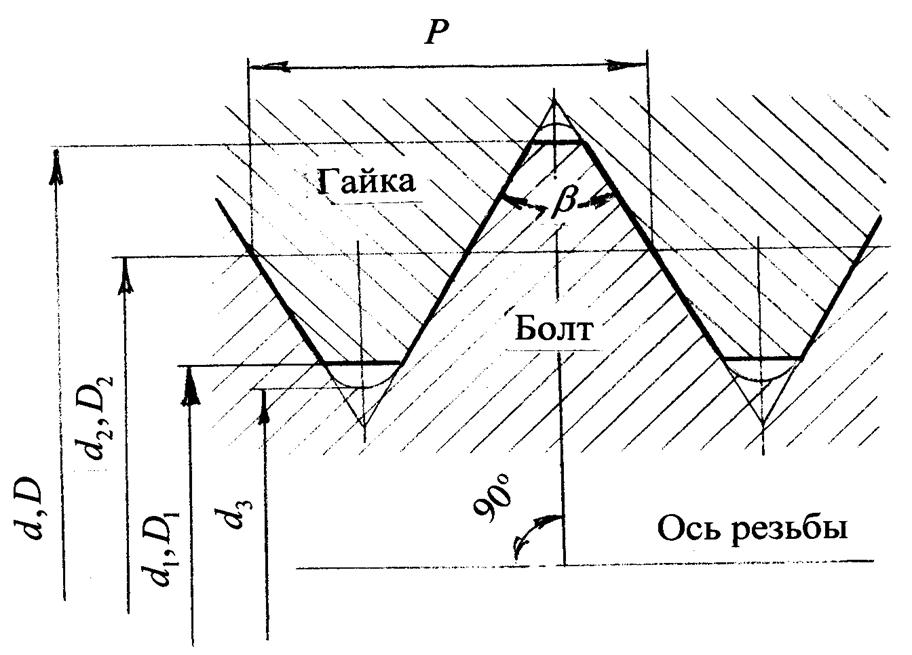
Основные элементы резьб представлены на рис. 3 К ним относятся следующие элементы:
- шаг резьбы — расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы — расстояние от вершины резьбы до ее основания;
- угол профиля резьбы — угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр — наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
- внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
- Моменты затяжки крепежныйх изделий с дюймовой резьбой стандарта США

Ещё о дюймовом крепеже:
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 161189
13.02.2008
Резьбомеры для метрических и дюймовых резьб
Для того чтобы определить шаг и профиль резьбы, широко используется такое средство контроля, как резьбомер. Он представляет собой, по сути дела, набор шаблонов, сделанных из металла и имеющих вырезы, которые как раз соответствуют эталонным (точнее, близким к ним) параметрам шага и профиля той или иной резьбы.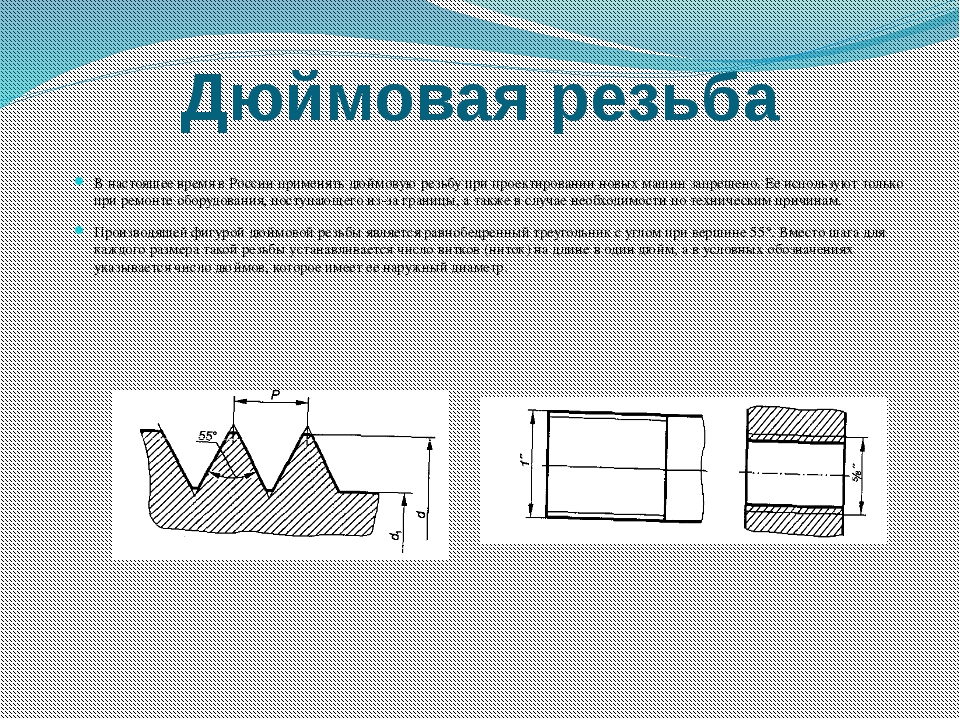
Резьбомеры, которые предназначены для того, чтобы определять значение шага метрических резьб, обозначаются надписью « М60° » (то есть значением угловой величины профиля метрической резьбы).
Резьбомер метрический
Для того чтобы определить шаг конкретной резьбы, необходимо из набора шаблонов выбрать именно тот, который наилучшим образом войдет во впадины измеряемой резьбы. После этого останется только взглянуть на значение шага, цифровое значение которого имеется на всех пластинах.
Используя резьбомер в сочетании со штангенциркулем можно получить практически полную информацию о том, какими именно параметрами обладает та или иная резьба. Следует заметить, что подавляющее большинство из них (причем как наружных, так и внутренних) соответствуют стандартам.
Резьбомер дюймовый
Широко используются также и резьбомеры, которые предназначены для определения свойств трубных и дюймовых резьб.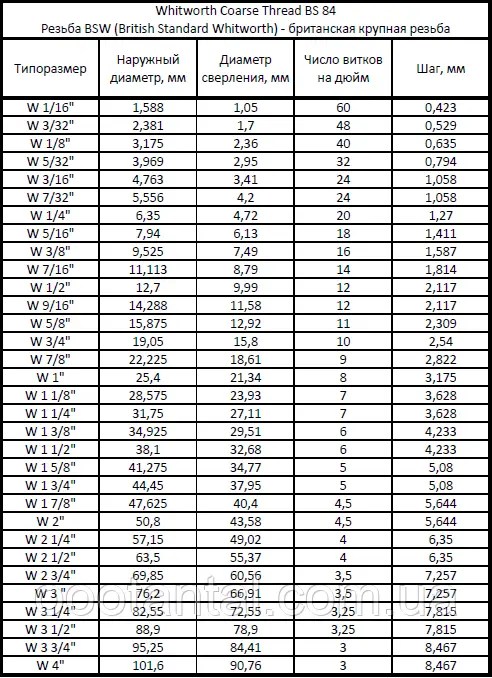 Основными из их параметров являются количество ниток на длине одного дюйма. Такого рода резьбомеры обозначаются надписью «
Основными из их параметров являются количество ниток на длине одного дюйма. Такого рода резьбомеры обозначаются надписью « Д55° », потому что угловой размер профиля дюймовых и трубных резьб составляет 55°.
Нередко используется и достаточно простой способ, позволяющий определить шаг резьбы и без резьбомера. Для этого можно использовать ее отпечаток, оставленный на бумаге. Подсчет производится по формуле: P=L/n, где P— шаг резьбы, L – ее длина, определяемая с помощью линейки, а n – количество отпечатков на ней витков резьбы.
Метрическая резьба
При изготовлении машин, оборудования, различной бытовой техники и т.п. очень широкое применение находит метрическая резьба. Диапазон ее диаметров весьма широк и составляет от 1 до 600 миллиметров. Шаг метрической резьбы измеряется в миллиметрах, а разброс его цифровых значений находится в пределах от 0,25 до 6 миллиметров. Что касается профиля метрической резьбы, то он представляет собой равносторонний треугольник, с величиной угла при вершине, равной
Что касается профиля метрической резьбы, то он представляет собой равносторонний треугольник, с величиной угла при вершине, равной 60°. Для обозначения метрической резьбы в технической документации используется буква « М ».
Сфера применения метрической цилиндрической резьбы весьма широка: машиностроение, приборостроение, производство разнообразных крепежных изделий (винты, болты, гайки, шпильки и т.п.), многие другие сферы. Можно с уверенностью сказать, что без использования метрической резьбы современное машиностроение практически невозможно себе представить. Резьбы этого типа отличаются относительной простотой изготовления, они способны выдерживать значительные нагрузки, отличаются универсальностью в применении и высокой надежностью.
Дюймовая резьба
Эта резьба характеризуется, прежде всего, тем, что угол ее профиля составляет 55°, а шаг дюймовых резьб установлен не в миллиметрах, а в количестве ниток на один дюйм длины.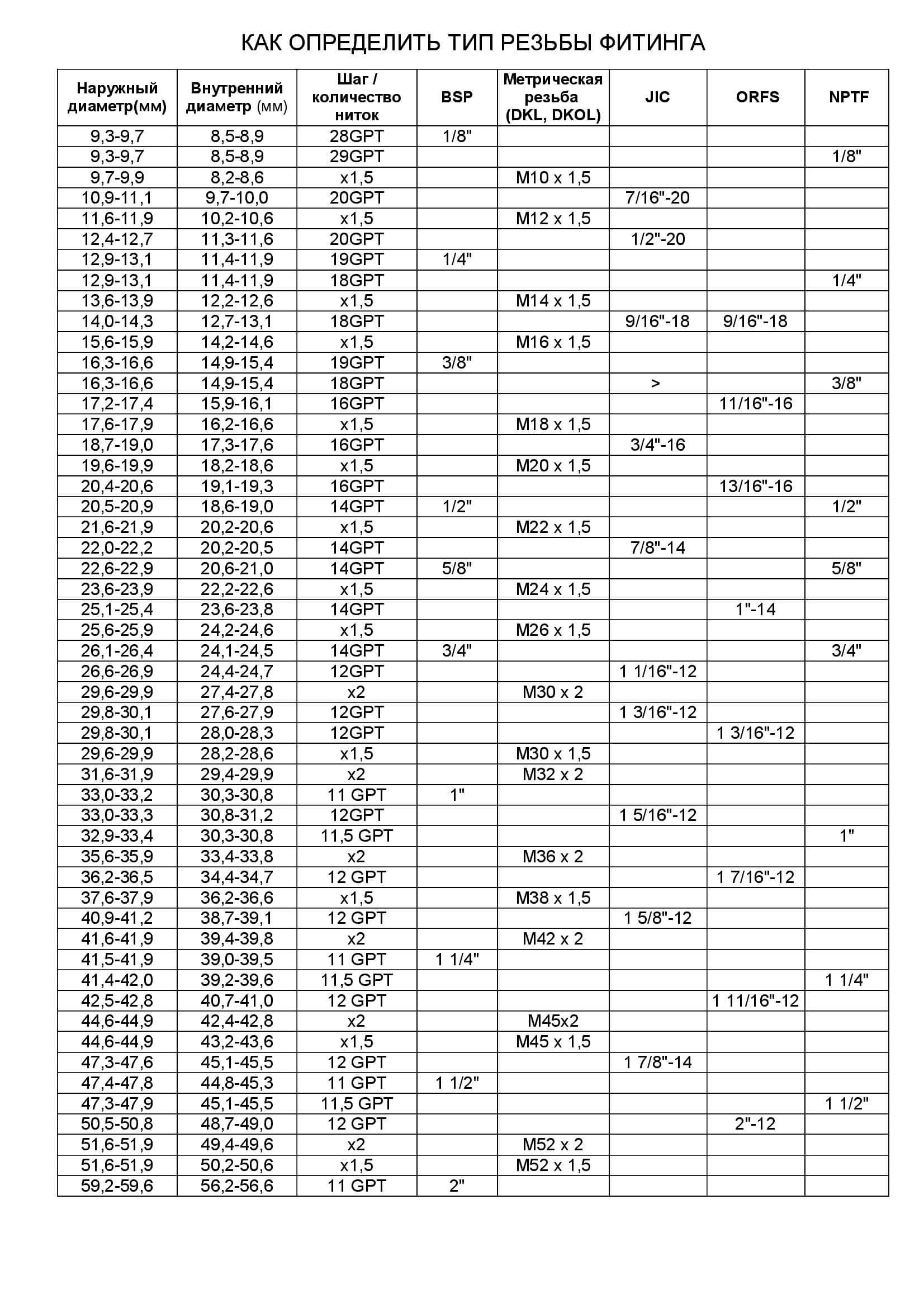 Чаще всего дюймовая резьба встречается в конструкции деталей старого оборудования, используется она в некоторых зарубежных странах.
Чаще всего дюймовая резьба встречается в конструкции деталей старого оборудования, используется она в некоторых зарубежных странах.
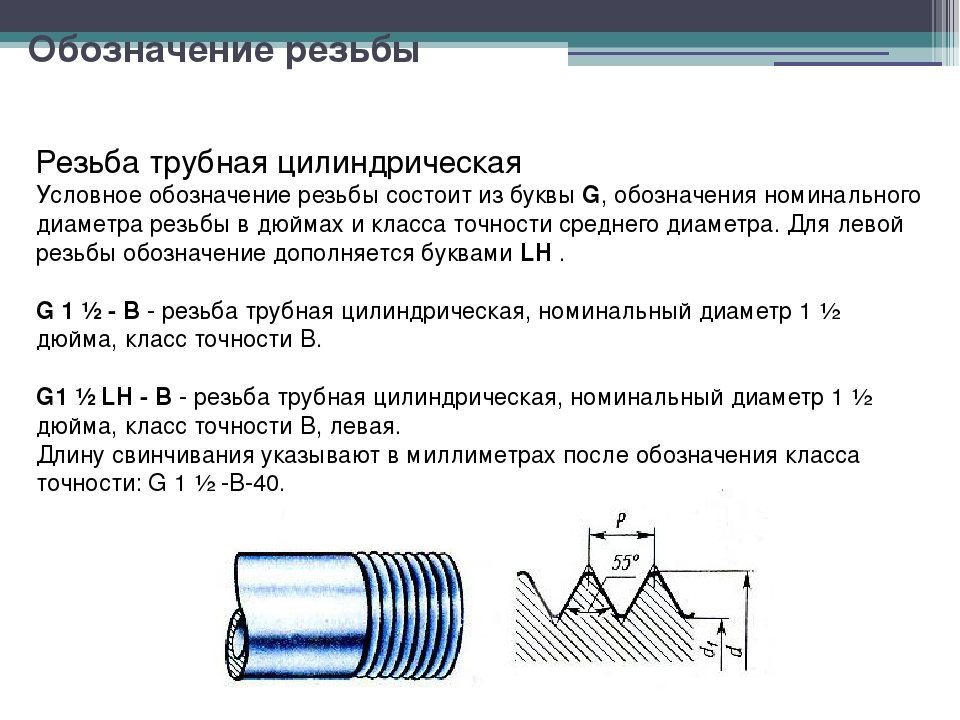
Трубная цилиндрическая резьба
Так же, как и резьба дюймовая, трубная имеет профиль 55°, шаг ее точно так же выражается в количестве ниток на дюйм. Используется она для герметичного соединения труб, а для ее обозначения применяется буква « G ».
Как определить шаг дюймовой резьбы
Как мы уже знаем, 1 дюйм достаточно неудобная и сравнительно большая величина. Поэтому сэру Джозефу Уитворту показалось затруднительным точно измерить в долях дюйма расстояние между вершинами профиля резьбы (как мы это делаем с метрической резьбой), и, он решил, что самым простым и достаточно точным параметром шага резьбы будет не расстояние между вершинами профиля, а количество витков резьбы, которое помещается в 1 дюйм длины резьбы ― витки можно посчитать даже визуально.
Так по сей день и определяют шаг любой дюймовой резьбы ― в количестве витков на дюйм.
· Значит, первый способ ― приложить к резьбе дюймовую линейку (подойдёт и обычная метрическая с отметкой на 25,4 мм) и посчитать количество витков, которое помещается в 1 дюйм (25,4 мм). На примере показана дюймовая резьба с шагом 18 витков на дюйм.
· второй способ ― можно воспользоваться специальным инструментом ― резьбомером для дюймовой резьбы (правда, необходимо знать какую дюймовую резьбу Вы собираетесь измерить, так как английская и американская дюймовые резьбы отличаются по углу профиля резьбы: 55° и 60°)
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах выполняется на поверхностях диаметром от 8 до 640 мм.. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов. Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях.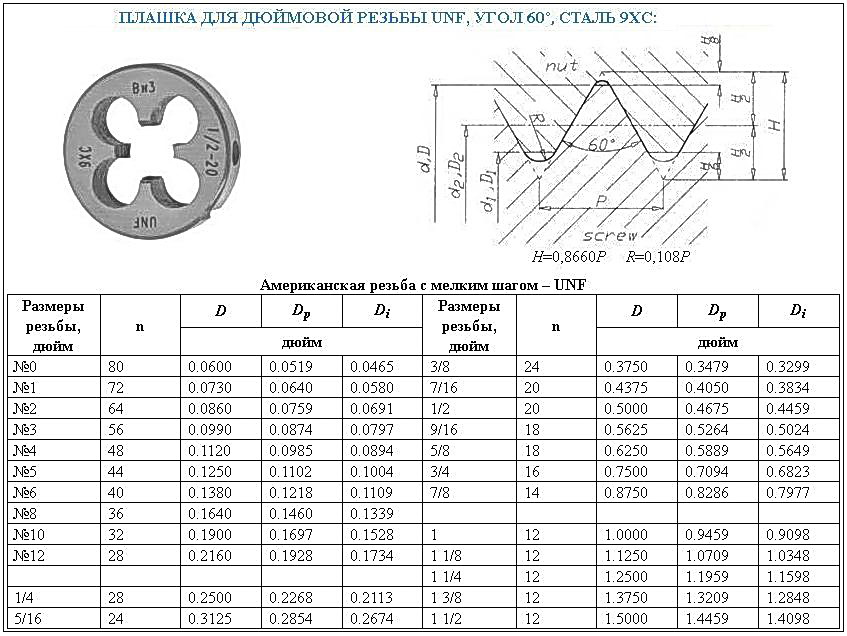
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.). Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82).
Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную. Профиль резьбы – квадрат. При изнашивании образуются осевые зазоры, которые трудно устранить. Применяется в малонагруженных передачах винт-гайка.
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Резьба круглая
| Резьба круглая |
Резьба с круглым профилем (ГОСТ 9484-81) обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также тонкостенных деталей с накатанной или штампованной резьбой (цоколь электролампы и т.д.).
Пример условного обозначения:
Rd16 — круглая резьба с наружным диаметром 16 мм.
Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54(ГОСТ 13536-68).
: Интересные новости для Вас !!! :: BlogStroiki
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких — единицы измерения, дюймы или миллиметры.
Одна из таких — единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин — попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа — измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой — количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
НиП «Машиностроение»
Добавлено: 25.01.2017 15:56
Дюймовая резьба.Американский и английский стандарты — Справочная информация
Как подобрать дюймовый болт взамен сорванного?
Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях
Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях
В Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.
British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны.
В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил:
- Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI).
- Угол профиля (между соседними сторонами витков) должен составлять 55°.
- Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты.
- Зависимость радиуса закругления от шага определяется формулой r = 0.137329 x p (шаг).
Форма резьбы Уитворта
Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров).
Количество витков у болта с обычной резьбой BSW и мелкой BSF
Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8″W, 3/8″BSW или 3/8″-16BSW, где 16 — количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16″- 60BSW до 6″- 2 1/2BSW.
Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) W 1/16″ 1/16 1,588 60 0,423 0,0412 1,05 0,0472 1,2 W 3/32″ 3/32 2,381 48 0,529 0,0671 1,70 0,0748 1,9 W 1/8″ 1/8 3,175 40 0,635 0,0930 2,36 0,1024 2,6 W 5/32″ 5/32 3,969 32 0,794 0,1162 2,95 0,1260 3,2 W 3/16″ 3/16 4,763 24 1,058 0,1341 3,41 0,1457 3,7 W 7/32″ 7/32 5,556 24 1,058 0,1654 4,20 0,1772 4,5 W 1/4″ 1/4 6,350 20 1,270 0,1860 4,72 0,2008 5,1 W 5/16″ 5/16 7,938 18 1,411 0,2414 6,13 0,2598 6,6 W 3/8″ 3/8 9,525 16 1,588 0,2950 7,49 5/16 8,0 W 7/16″ 7/16 11,113 14 1,814 0,3460 8,79 0,3701 9,4 W 1/2″ 1/2 12,700 12 2,117 0,3933 9,99 27/64 10,7 W 9/16″ 9/16 14,288 12 2,117 0,4558 11,6 31/64 12,3 W 5/8″ 5/8 15,875 11 2,309 0,5086 12,9 17/32 13,7 W 11/16″ 11/16 17,463 11 2,309 0,5711 14,5 19/32 15,2 W 3/4″ 3/4 19,050 10 2,540 0,6219 15,8 21/32 16,6 W 13/16″ 13/16 20,638 10 2,540 0,6844 17,4 23/32 18,2 W 7/8″ 7/8 22,225 9 2,822 0,7327 18,6 49/64 19,5 W 15/16″ 15/16 23,813 9 2,822 0,7952 20,2 53/64 21,1 W 1″ 1 25,400 8 3,175 0,8399 21,3 7/8 22,3 W 1 1/8″ 1 1/8 28,575 7 3,629 0,9420 23,9 63/64 25,1 W 1 1/4″ 1 1/4 31,750 7 3,629 1,0670 27,1 1 7/64 28,3 W 1 3/8″ 1 3/8 34,925 6 4,233 1,1616 29,5 1 7/32 30,9 W 1 1/2″ 1 1/2 38,100 6 4,233 1,2866 32,7 1 5/16 34,0 W 1 5/8″ 1 5/8 41,275 5 5,080 1,3689 34,8 1 7/16 36,4 W 1 3/4″ 1 3/4 44,450 5 5,080 1,4939 37,9 1 9/16 39,6 W 1 7/8″ 1 7/8 47,625 4 1/2 5,644 1,5904 40,4 1 5/8 42,2 W 2″ 2 50,800 4 1/2 5,644 1,7154 43,6 1 3/4 45,4 W 2 1/8″ 2 1/8 53,975 4 1/2 5,644 1,8404 46,7 1 7/8 48,6 W 2 1/4″ 2 1/4 57,150 4 6,350 1,9298 49,0 2 51,1 W 2 3/8″ 2 3/8 60,325 4 6,350 2,0548 52,2 2 1/8 54,2 W 2 1/2″ 2 1/2 63,500 4 6,350 2,1798 55,4 2 1/4 57,4 W 2 5/8″ 2 5/8 66,675 4 6,350 2,3048 58,5 2 3/8 60,6 W 2 3/4″ 2 3/4 69,850 3 1/2 7,257 2,3841 60,6 2 1/2 62,9 W 2 7/8″ 2 7/8 73,025 3 1/2 7,257 2,5091 63,7 2 5/8 66,1 W 3″ 3 76,200 3 1/2 7,257 2,6341 66,9 2 3/4 69,2 W 3 1/4″ 3 1/4 82,550 3 1/4 7,815 2,8560 72,5 3 75,0 W 3 1/2″ 3 1/2 88,900 3 1/4 7,815 3,1060 78,9 3 1/4 81,4 W 3 3/4″ 3 3/4 95,250 3 8,467 3,3231 84,4 3 3/8 87,1 W 4″ 4 101,600 3 8,467 3,5731 90,8 3 5/8 93,5 W 4 1/4″ 4 1/4 107,950 2 7/8 8,835 3,8046 96,6 3 7/8 99,5 W 4 1/2″ 4 1/2 114,300 2 7/8 8,835 4,0546 103,0 4 1/8 105,8 W 4 3/4″ 4 3/4 120,650 2 3/4 9,236 4,2843 108,9 4 3/8 111,8 W 5″ 5 127,000 2 3/4 9,236 4,5343 115,2 4 5/8 118,1 W 5 1/4″ 5 1/4 133,350 2 5/8 9,676 4,7621 121,0 4 7/8 124,1 W 5 1/2″ 5 1/2 139,700 2 5/8 9,676 5,0121 127,3 5 1/8 130,4 W 5 3/4″ 5 3/4 146,050 2 1/2 10,160 5,2377 133,0 5 3/8 136,3 W 6″ 6 152,400 2 1/2 10,160 5,4877 139,4 5 5/8 142,6 Мелкая резьба British Standard Fine (BSF)Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8″BSF или 3/8″-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16″-32BSF до 4 1/4″-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) F 3/16″ 3/16 4,763 32 0,794 0,1475 3,75 0,1457 3,7 F 7/32″ 7/32 5,556 28 0,907 0,1730 4,39 0,1811 4,6 F 1/4″ 1/4 6,350 20 1,270 0,2008 5,1 0,2087 5,3 F 9/32″ 9/32 7,142 26 0,97 0,2320 5,89 0,2323 5,9 F 5/16″ 5/16 7,938 22 1,154 0,2543 6,46 0,2677 6,8 F 3/8″ 3/8 9,525 20 1,270 0,3110 7,9 0,3268 8,3 F 7/16″ 7/16 11,113 18 1,411 0,3363 8,54 0,3819 9,7 F 1/2″ 1/2 12,700 16 1,587 0,4200 10,7 0,4370 11,1 F 9/16″ 9/16 14,288 16 1,587 0,4825 12,3 0,5000 12,7 F 5/8″ 5/8 15,875 14 1,814 0,5336 13,6 0,5512 14 F 11/16″ 11/16 17,463 14 1,814 0,5961 15,1 0,6102 15,5 F 3/4″ 3/4 19,050 12 2,117 0,6432 16,3 0,6594 16,75 F 7/8″ 7/8 22,225 11 2,309 0,7586 19,3 0,7776 19,75 F 1″ 1 25,400 10 2,540 0,8720 22,1 0,8957 22,75 F 1 1/8″ 1 1/8 28,575 9 2,822 0,9828 25 1,0039 25,5 F 1 1/4″ 1 1/4 31,750 9 2,822 1,1078 28,1 1,1220 28,5 F 1 3/8″ 1 3/8 34,925 8 3,175 1,2150 30,9 1,2402 31,5 F 1 1/2″ 1 1/2 38,100 8 3,175 1,3400 34 1,3583 34,5 F 1 5/8″ 1 5/8 41,275 8 3,175 1,4650 37,2 1,4724 37,4 F 1 3/4″ 1 3/4 44,450 7 3,628 1,5670 39,8 1,5748 40,0 F 2″ 2 50,800 7 3,628 1,8170 46,2 1,8425 46,8 F 2 1/4″ 2 1/4 57,150 6 4,233 2,0366 51,7 2,0551 52,2 F 2 1/2″ 2 1/2 63,500 6 4,233 2,2866 58,1 2,3031 58,5 F 2 3/4″ 2 3/4 69,850 6 4,233 2,5366 64,4 2,5551 64,9 F 3″ 3 76,200 5 5,080 2,7438 69,7 2,7756 70,5 F 3 1/4″ 3 1/4 82,550 5 5,080 2,9938 76 3,0079 76,4 F 3 1/2″ 3 1/2 88,900 4 1/2 5,644 3,2154 81,7 3,2283 82 F 3 3/4″ 3 3/4 95,250 4 1/2 5,644 3,4654 88 3,4764 88,3 F 4″ 4 101,600 4 1/2 5,644 3,7154 94,4 3,7441 95,1 F 4 1/4″ 4 1/4 107,950 4 6,350 3,9298 99,8 4,0197 102,1 Совместимы ли резьбы BSW – UNC и BSF – UNF?Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др. )
)
- BSF и BSW – британский стандарт, а UNF и UNC — американский стандарт.
- BSF и UNF — системы с мелкой резьбой, а BSW и UNC — системы с крупной резьбой.
Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2″, где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения.
UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы.
Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF
Трубная резьба (BSP)BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д.
Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11.
Отличия дюймовой резьбы BSPP (G) и BSPT ®
Трубные соединения BSPP (G)Фитинг BSPP (папа)
Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8″ до 4″.
Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2″-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2″ LH — А.
Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259)
Размер G Ниток на дюйм Шаг резьбы Внешнийдиаметр Внутренний
диаметр Длина
резьбы Диаметр сверления G
(конусность 80%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 5/8 14 1,814 0,9020 22,911 0,8105 20,587 0,3214 8,2 21,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 7/8 14 1,814 1,1890 30,201 1,0975 27,877 3/8 9,5 28,3 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/8 11 2,309 1,4920 37,897 1,3756 34,939 0,4091 10,4 35,5 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 3/8 11 2,309 1,7450 44,323 1,6285 41,365 1/2 12,7 42,0 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 1 3/4 11 2,309 2,1160 53,746 1,9995 50,788 5/8 15,9 51,4 1 7/8 11 2,309 2,2440 56,998 2,1276 54,041 5/8 15,9 54,6 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/4 11 2,309 2,5870 65,710 2,4706 62,752 11/16 17,5 63,3 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 2 3/4 11 2,309 3,2100 81,534 3,0935 78,576 13/16 20,6 79,2 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 3 1/4 11 2,309 3,7000 93,980 3,5835 91,022 7/8 22,2 91,6 3 1/2 11 2,309 3,9500 100,330 3,8335 97,372 7/8 22,2 98,0 3 3/4 11 2,309 4,2000 106,680 4,0835 103,722 7/8 22,2 104,3 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 Трубные соединения BSPT ®
Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Фитинг с цилиндрической и конической резьбой BSP
BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
В стандарты включено 15 размеров от 1/16″ до 6″ (трубные соединения свыше 6 дюймов в диаметре свариваются).
BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений.
Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2″ и Rp 1/2″.
Таблица 4. Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1
Размер R Ниток на дюйм Шаг резьбы Внешнийдиаметр Внутренний
диаметр Длина
резьбы Диаметр сверления R
(конусность 95%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/16 28 0,907 0,3041 7,723 0,2583 6,561 5/32 4,0 6,6 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 5 11 2,309 5,4500 138,430 5,3335 135,472 1 1/8 28,6 136,1 6 11 2,309 6,4500 163,830 6,3335 160,872 1 1/8 28,6 161,5
Особенности резьбы BSPP и BSPT и совместимость фитингов, труб
Размеры труб и креТипоразмер штока Типоразмер втулки (фитинга) Параметры трубы Номинальный (внутренний)
диаметр Внешний
диаметр Толщина R 1/16″ Rp 1/16″ 3 7,1 2 R 1/8″ Rp 1/8″ 6 10,2 2 R 1/4″ Rp 1/4″ 8 13,5 2,3 R 3/8″ Rp 3/8″ 10 17,2 2,3 R 1/2″ Rp 1/2″ 15 21,3 2,6 R 3/4″ Rp 3/4″ 20 26,9 2,6 R 1″ Rp 1″ 25 33,7 3,2 R 1 1/4″ Rp 1 1/4″ 32 42,4 3,2 R 1 1/2″ Rp 1 1/2″ 40 48,3 3,2 R 2″ Rp 2″ 50 60,3 3,6 R 2 1/2″ Rp 2 1/2″ 65 76,1 3,6 R 3″ Rp 3″ 80 88,9 4 R 4″ Rp 4″ 100 114,3 4,5 R 5″ Rp 5″ 125 139,7 5 R 6″ Rp 6″ 150 168,3 5 Сравнение BSPT и NTP – отличие и совместимость
Наряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NTP, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1.20.1 (аналог ГОСТ 6111-52).
Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта).
Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе.
Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки.
Отличие дюймовой резьбы NTP и BSP
Статьи по теме:
Как преобразовать 26 Tpi в метрическую систему
Обновлено 28 декабря 2020 г.
Автор: С. Хуссейн Атер
Если взглянуть на такую простую вещь, как винт, на самом деле, можно увидеть высокий уровень сложности. Вы можете заметить, насколько точным и утонченным он должен быть при использовании. Винты должны изготавливаться точно по назначению, большие или маленькие. Количество потоков дает вам один из способов измерения этого.
Преобразование TPI в метрическую систему
Ученые и инженеры используют единицу резьбы на дюйм (TPI) для измерения тонкости и точности резьбы, спиральных канавок винта или болта.Это дает вам представление о том, какой винт подойдет к какому болту и насколько надежным и закрепленным может быть этот конкретный винт.
Заводы по производству винтов и болтов используют эти уточненные размеры, чтобы гарантировать, что они имеют соответствующий сорт и качество для их применения. Вы можете понять больше единиц TPI, чтобы понять, как преобразовать их в дюймы или миллиметры.
Если вы знаете, что означает TPI для резьбовых соединений, вы можете определить размер винта. Поместите винт на плоскую поверхность так, чтобы головка винта не касалась края, так чтобы сами резьбы лежали ровно рядом друг с другом.Используйте линейку рядом с первой резьбой и подсчитайте количество зазоров резьбы на первом дюйме винта. Имейте в виду, что первый поток считается нулевым.
После того, как вы посчитали, разделите один дюйм на количество канавок в резьбе. Эта простая формула шага резьбы означает, что если бы у вас было четыре зазора резьбы в одном дюйме, шаг резьбы был бы 0,25 дюйма. Таким образом, TPI равен четырем, потому что он измеряет количество ниток на дюйм. Чтобы преобразовать шаг в миллиметры, используйте преобразование, что 1 дюйм равен 25.4 миллиметра.
Вы можете преобразовать 26 TPI в дюймы на резьбу, разделив 1 на 26, чтобы получить 0,038, а затем умножив это на 25,4, чтобы получить шаг 0,98 миллиметра. Если это измерение TPI является обычным для имеющихся у вас винтов, то это может быть стандартная единица измерения, в которой они были произведены. Используйте его, чтобы отслеживать повреждения конструкции винта, такие как изношенная резьба или канавки на винтах.
Измерение TPI
Вы можете рассчитать, что крепеж с TPI 32 имеет шаг в дюймах 0.031, разделив 1 на 32. Затем вы можете преобразовать это в миллиметры, умножив на 25,4 миллиметра, и в итоге получите шаг миллиметра 0,793 мм. даст 0,793 мм (0,8), а один с TPI 56 даст 0,45 мм. Эти размеры зависят от того, как были изготовлены сами винты и для каких целей они предназначены.
Другие факторы важны при описании качества винтов и болтов. Тип головки и форма винтов имеют определенные радиусы, на которых они построены.Измерение диаметра головки и формы с использованием кривизны или плоскостности может рассказать вам больше о качестве и назначении винта. Геометрия самих шурупов дает множество способов рассчитать, насколько надежно или затянуто шурупы.
Сравнивая вращение винта с волной, вы можете представить, как выглядели бы пути по спирали винта, если бы вы лишили его путей. Точная форма спирали будет иметь форму волны с гребнями, наивысшими пиками волны, что даст вам возможность измерить от пика до пика спирали.Частота этой волны подскажет вам, сколько полных длин волн проходит через данную точку за одну секунду.
Если вы внимательно посмотрите на винт, вы можете заметить толщину, которую принимает спираль винта, когда она наматывается на вал винта. Угол, который принимает форма спирали винта, когда он сам образует пятно, и есть угол боковой поверхности. Вы используете это при подсчете гребней, края самой траектории, чтобы определить шаг винта. Вы можете описать больше конкретных углов и расстояний внутри винта, используя также шаг шага.
Шаг винта
Когда винт наматывается за один оборот вдоль своих канавок, он поднимается по высоте на определенную величину. Свинец измеряет эту высоту и служит еще одним примером измерения качества винтов. Шаг — это расстояние вдоль оси винта, на которое используется одно вращение шага.
Вы можете себе представить, если бы канавки для винта были винтовой лестницей, то шагом было бы расстояние между этажами, когда вы поднимаетесь на один оборот ступеней лестницы, или, по аналогии с винтом как волна, свинцом было бы соответствуют «длине волны» винта.
Для каждого поворота (измеряется на 360 °) шаг измеряет ширину канавки или гребня. Если винт однозаходный, «гребень» винта — это один оборот по круговой траектории. Для двухзаходных винтов канавка дважды оборачивается в одном направлении по обе стороны от круга, как в двухцепочечной ДНК. В трехзаходных винтах используются три канавки, равномерно разделенные по круговой спирали.
Это означает, что винт двойного пуска будет иметь вдвое больший шаг, чем винт одиночного пуска того же шага, а винт тройного пуска будет иметь тройной шаг.{-1} \ frac {I} {\ pi D}
для шага I и большого диаметра D , оба в миллиметрах. Главный диаметр — это диаметр всего вала винта, включая высоту спирали, когда канавка проходит по петле. Если вы положите винт на бок и посмотрите на его головку, измерьте диаметр его головки, чтобы получить наибольший диаметр. Шаг I можно рассчитать как количество витков резьбы, умноженное на шаг с соответствующими единицами измерения.
Меньший диаметр , с другой стороны , измеряет наименьший диаметр, который принимает винт, когда канавка вращается по спирали вокруг оси винта. Это самая внутренняя часть винта, также называемая корнем, которую производитель точно измеряет, чтобы обеспечить охват канавок для получения желаемого эффективного диаметра.
Калибровочный номер
Инженеры используют калибровочный номер для учета диаметра винта.Обычно они используются только с винтами менее 1/4 дюйма. Для большей длины диаметр измеряется в долях дюйма. Онлайн-таблицы, такие как таблица Zytrax, предлагают способы преобразования между номерами калибра и длиной винта.
В метрической версии номера калибра используется термин «Maa x bb» для обозначения aa, диаметра в миллиметрах, и bb, шага с расстоянием между резьбой в миллиметрах. Это означает, что для диаметра 3,5 мм и шага 0,6 мм номер калибра будет выглядеть как «M3.5 x 0,6 дюйма для винта. Обязательно используйте правильные единицы измерения при использовании этих терминов.
Таблица резьбы TPI в Интернете
В Интернете можно найти таблицы шага резьбы, например, от Newman Tools. простой способ преобразования между метрическими и обычными единицами измерения США. Таблица резьбы TPI упрощает преобразование.
Трехпроводной метод измерения диаметра шага
Что касается метода для измерения трех проволочной резьбы , ниже приводится выдержка из страницы 35 из FED-STD-h38 .
«Точное измерение диаметра шага резьбы, который может быть идеальным по форме и шагу, представляет определенные трудности, которые приводят к некоторой неопределенности в отношении его истинного значения. Следовательно, желательно принятие стандартной единообразной практики проведения таких измерений, чтобы свести такую неопределенность измерения к минимуму. Так называемый «трехпроводной метод» измерения диаметра шага резьбы, описанный здесь, оказался наиболее удовлетворительным при правильном применении и рекомендуется для универсального использования при прямом измерении резьбовой пробки и резьбы. установка пробок манометров.”
Элементы с резьбой
Важные определения и формулы:
1. УГОЛ РЕЗЬБЫ — это угол между сторонами резьбы, измеренный в осевой плоскости. Обозначается буквой А . Половина угла обозначается маленькой буквой a. Угол резьбы известен из названия резьбы. Все резьбы Unified form и National имеют угол 60 °. Резьба Acme и некоторые Worm имеют угол 29 °, а резьба Whitworth — 55 °.
2. ШАГ — Это расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси резьбы. Обозначается буквой р. (р = 1 / п).
а. FED-STD-h38 использует греческую букву альфа «?» для ½ включенного угла резьбы (аксиальная плоскость). В Приложении А мы используем английскую букву «а».
3. ГЛУБИНА РЕЗЬБЫ — Это расстояние от вершины резьбы до основания резьбы, измеренное перпендикулярно оси винта или гайки.** Обозначается буквой х .
4. ГЛАВНЫЙ ДИАМЕТР — это наибольший диаметр винта или гайки. ** Обозначается буквой D . Для определения большого диаметра формулы не требуется, поскольку она используется для определения размера винта. Например, винт ¼ ”- 20 — это винт с большим диаметром 1/4 дюйма и резьбой 20 на дюйм.
5. ШАГОВЫЙ ДИАМЕТР -Основной продольный диаметр резьбы — это диаметр, при котором толщина резьбы равна расстоянию между резьбами.Если лыски вверху и внизу резьбы одинаковы, диаметр шага будет совпадать с серединой наклонной стороны резьбы. ** Делительный диаметр обозначается буквой E .
Формула E = D — Глубина резьбы = D — h
Или E = D — Двойное дополнение
6. МАЛЕНЬКИЙ ДИАМЕТР — это наименьший диаметр винта или гайки. На гайке он соответствует размеру сверла для метчика. ** Обозначается буквой К.
Формула K = D — 2 X Глубина резьбы = D -2h
7. УГОЛ НАПРАВЛЕНИЯ — Угол между продольной спиралью и плоскостью, перпендикулярной оси. ** Обозначается буквой s или.
Формула загара
ПРИМЕЧАНИЕ: Читателю предлагается обратиться к FED-STD-h38 и ANSI B1.7 за дополнительными определениями, имеющими отношение к элементарной информации и информации о размерах, касающихся резьбовых соединений.
8. ПРОВОДА НАИЛУЧШЕГО РАЗМЕРА .* Провода, которые касаются резьбы на шаге диаметра, известны как провода «наилучшего размера». Такие проволоки используются потому, что на измерения среднего диаметра меньше всего влияют ошибки, которые могут присутствовать в углу резьбы. Диаметр измерительных проводов обозначается буквой G .
Приблизительные формулы для измерения диаметра шага
Следующие приблизительные формулы для расчета диаметра шага из измерения по проволоке следует использовать только для винтов с углом въезда от 0 ° до 5 °.Эти формулы пренебрегают влиянием угла подъема и дают результаты, которые показывают, что винт больше, чем истинное состояние. Формулы предназначены для проволоки любого диаметра, подходящего для резьбы.
Приближенные формулы для основных измерений по проводам
При нарезании или шлифовке винтовой резьбы желательно знать, какой будет размер по проволоке для винта теоретического базового размера. Следующие приблизительные формулы аналогичны формулам на предыдущей странице, но перенесены и относятся к основному внешнему диаметру винта.Применяются те же требования, что указаны на предыдущей странице.
Калькулятор шага крыши — Дюймовый калькулятор
Рассчитайте уклон крыши, указав уклон и уклон или угол в градусах. Подробнее об измерении наклона крыши и подъема и спуска см. Ниже.
Как рассчитать шаг кровли
Дома и другие постройки имеют крыши с уклоном от плоских до очень крутых. Уклон крыши описывает наклон или угол крыши.
Знание уклона кровли имеет важное значение для определения подходящего метода установки и количества кровельного материала, которое вам понадобится. Это также важный фактор в холодном климате для расчета снеговой нагрузки.
Уклон крыши — это мера от вертикального подъема до горизонтального пролета, выраженная в дюймах на фут. [1] Крыша с подъемом 6 дюймов на каждые 12 дюймов пробега имеет уклон 6 дюймов на фут или 6 дюймов на 12 футов.
Таким образом, шаг — это отношение подъема в дюймах к 12-дюймовому ходу и часто выражается точкой с запятой, например, 6:12.Иногда высота звука также выражается в форме дроби с помощью дроби с косой чертой, например 6/12.
Вы можете измерить уклон крыши, определив высоту подъема и спуска или пересчитав угол, если он известен. В таблице ниже приведены значения подъема и спуска для стандартных уклонов крыши.
Ниже мы рассмотрим четыре метода расчета уклона крыши.
Метод первый: Измерение от крыши
Один из способов найти высоту — это залезть на крышу и измерить подъем на 12-дюймовом беге.Вам понадобится уровень 12 дюймов или больше и рулетка.
На крыше держите уровень идеально ровным и измерьте высоту от крыши до уровня в 12 дюймах от того места, где уровень касается поверхности; это будет подъем.
Например, если конец уровня находится на 4 дюйма над крышей в точке на расстоянии 12 дюймов от того места, где он встречается с поверхностью, то шаг будет 4:12.
Метод второй: Измерение с чердака
Другой метод определения уклона крыши — это зайти на чердак и измерить подъем на 12-дюймовом участке стропил крыши, что позволит вам определить уклон, не выходя на крышу.
С чердака держите уровень идеально ровным, касаясь стропила одним концом. Измерьте расстояние от уровня до стропила в 12 дюймах от того места, где уровень касается стропила. [2]
Метод третий: Измерьте общий подъем и выполните пробег
Если вы знаете общую высоту козырька и ширину крыши, вы также можете найти угол наклона с помощью небольшой математики. Например, если пик составляет 4 фута, а общая ширина крыши — 20 футов, то общий подъем составит 4 фута или 48 дюймов.
Общий пробег — это расстояние от пика до края крыши, которое в данном случае представляет собой общую ширину, разделенную пополам, которая равна 10 футам или 120 дюймам.
Поскольку шаг — это подъем за 12-дюймовую пробежку, вы можете разделить пробег на 12, чтобы получить множитель, в данном случае 120 ÷ 12 = 10.
Затем разделите повышение на множитель, чтобы получить высоту звука, например 48 ÷ 10 = 4,8. Уклон этой крыши 4,8: 12. Калькулятор выше может обработать большую часть этой математики.
Метод четвертый: Измерение квадратом скорости
Вы также можете использовать скоростной квадрат и уровень, чтобы быстро измерить уклон крыши. Установите уровень на краю скоростного квадрата, как показано ниже, затем поместите пятку скоростного квадрата на стропильный или двускатный край крыши.
Удерживая горизонтальный и скоростной квадрат на одном уровне, найдите измерение на угловом квадрате, где он пересекает нижний край стропила, чтобы найти угол крыши в градусах.
Как преобразовать угол в градусах в угол наклона крыши
Если вам известен угол наклона крыши в градусах, вы можете определить уклон крыши, преобразовав угол в градусах в уклон, а затем вычислив подъем, умножив уклон на 12.
Сначала найдите наклон, найдя тангенс градусов, например наклон = загар (градусы). Затем умножьте наклон на 12, чтобы получить подъем. Затем вы можете выразить шаг в дюймах на фут.
Пример: давайте найдем угол наклона крыши 35 °.
наклон = загар (35 °) = 0,7002
подъем = 0,7002 × 12 = 8,4
шаг = 8,4: 12
Как перевести крышу в градусы
Чтобы найти угол наклона крыши в градусах, преобразуйте уклон в наклон, а затем преобразуйте его в градусы, найдя арктангенс или арктангенс угла наклона.Сначала преобразуйте высоту звука в наклон.
Для этого просто преобразуйте рост и бег как дробь в десятичную форму, например подъем / бег = подъем ÷ бег = наклон. Для шага, выраженного в дюймах на фут, сначала преобразуйте его в дробь, например шаг 4 из 12 становится 4/12, затем делите.
Затем найдите градусы, найдя арктангенс угла наклона, например градусы = arctan (наклон).
Например: давайте найдем угол в градусах для крыши с уклоном 4 к 12.
наклон = 4:12 = 412 = 0,333
угол = арктангенс (0,333)
угол = 18,4178 °
Узнайте больше о том, как найти угол прямой с помощью нашего калькулятора уклона.
Стандартные откосы кровли
Большинство крыш имеют уклон от 4:12 до 9:12. Шаг более 9:12 считается крышей с крутым уклоном и , между 2:12 и 4:12 — пологой крышей , а менее 2:12 — плоской крышей . [3]
В таблице ниже показаны стандартные уклоны крыши и эквивалентный уклон и угол в градусах и радианах для каждого из них.
| Шаг | Уклон (уклон) | градусов | Радианы |
|---|---|---|---|
| 1/8: 12 | 1% | 0,6 ° | 0,01 |
| 1/4: 12 | 2,1% | 1,2 ° | 0,02 |
| 1/2: 12 | 4,2% | 2,4 ° | 0.04 |
| 1:12 | 8,3% | 4,8 ° | 0,1 |
| 2:12 | 16,7% | 9,5 ° | 0,2 |
| 3:12 | 25% | 14 ° | 0,2 |
| 4:12 | 33,3% | 18,4 ° | 0,3 |
| 5:12 | 41,7% | 22,6 ° | 0,4 |
| 6:12 | 50% | 26.6 ° | 0,5 |
| 7:12 | 58,3% | 30,3 ° | 0,5 |
| 8:12 | 66,7% | 33,7 ° | 0,6 |
| 9:12 | 75% | 36,9 ° | 0,6 |
| 10:12 | 83,3% | 39,8 ° | 0,7 |
| 11:12 | 91,7% | 42,5 ° | 0,7 |
| 12:12 | 100% | 45 ° | 0.8 |
| 13:12 | 108,3% | 47,3 ° | 0,8 |
| 14:12 | 116,7% | 49,4 ° | 0,9 |
| 15:12 | 125% | 51,3 ° | 0,9 |
| 16:12 | 133,3% | 53,1 ° | 0,9 |
| 17:12 | 141,7% | 54,8 ° | 1 |
| 18:12 | 150% | 56.3 ° | 1 |
| 19:12 | 158,3% | 57,7 ° | 1 |
| 20:12 | 166,7% | 59 ° | 1 |
| 21:12 | 175% | 60,3 ° | 1,1 |
| 22:12 | 183,3% | 61,4 ° | 1,1 |
| 23:12 | 191,7% | 62,4 ° | 1,1 |
| 24:12 | 200% | 63.4 ° | 1,1 |
Влияние шага на стоимость кровли
Уклон крыши определенным образом повлияет на стоимость ее установки или замены. Установка более крутых крыш обходится дороже, поэтому имейте это в виду при выборе правильного уклона для вашего проекта.
Установка крыши с низким уклоном может стоить на 10% дороже, чем с плоской крышей, в то время как крыша с большим уклоном может стоить на 20-30% дороже. Крыши с очень крутым уклоном могут стоить даже дороже, чем установка.
Если вы подумываете о новой крыше, мы предлагаем получить несколько оценок, чтобы узнать больше о правильном уклоне для вашей крыши и понять стоимость установки. Мы также подробно рассмотрим стоимость замены крыши в нашем справочнике по стоимости.
Простой способ определить уклон крыши: источник металлической кровли
Когда вам нужно определить уклон крыши, все, что вам нужно, — это пузырьковый уровень и рулетка. Уровень должен быть не менее 12 дюймов в длину.
Шаг 1: Убедитесь, что у вас есть отметка 12 дюймов на вашем уровне.
На некоторых уровнях уже есть маркировка — и в этом случае вы готовы к работе (если только у вас нет заводской этикетки, закрывающей отметку 12 дюймов, как это делаем мы). Если вам нужно сделать отметку, просто начните измерение с одного конца уровня. Затем поставьте видимую отметку на 12 ″. На этой отметке вы разместите рулетку, когда будете на крыше.
Шаг 2: Поднимитесь на крышу и измерьте.
Заберитесь на крышу. Поместите конец уровня (точка 0 дюймов на отметке 12 дюймов) напротив поверхности крыши. Держите уровень прямо и выровняйте (пузырь в центре), а затем измерьте расстояние по вертикали от вашей 12-дюймовой отметки на уровне до крыши.
Это величина наклона вашей крыши на пролете в 1 фут или «наклон» вашей крыши.
В качестве альтернативы, если на вашей крыше есть черепица или какой-либо другой тип нестандартного материала или доступ в противном случае является проблемой, вы можете подняться на чердак и сделать это следующим образом:
Теперь, когда у вас есть уклон вашей крыши, запишите его на листе бумаги, потому что эта информация понадобится вам, чтобы получить оценку или заказать анализ кровли.
Хотите реального человека?
Пожалуйста, позвоните нам по бесплатному телефону 1-877-833-3237
с любыми вопросами или предложениями! Мы здесь, чтобы помочь.
Обслуживание клиентов и цены доступны с 8:00 до 17:00 MST с понедельника по пятницу.
Измерение уклона и уклона крыши
Ник Громицко, CMI® и Бенджамин ГромицкоИ наклон, и наклон указывают на наклон крыши, выраженный как пропорция вертикали к горизонтали.В этой статье описывается как наклон крыши, так и уклон крыши, а также их различия, поскольку они не совпадают. Поскольку уклон влияет на способ установки кровельных систем, в том числе определяет, какой тип кровельного материала может быть применен, понимание того, как измерить уклон крыши, может быть полезным для домашнего инспектора.
На рисунке выше показана простая двускатная крыша и общая взаимосвязь между подъемом, пролетом и пролетом. Каркас крыши — это практическое применение геометрии, а уклон крыши во многом основан на свойствах прямоугольного треугольника.
В конструкции крыши основание прямоугольного треугольника называется пролетом. Маршрут — это расстояние от внешней стороны верхней плиты стены до точки непосредственно под центром конька. Вертикальная сторона треугольника называется подъемом, т.е. расстоянием, на которое стропильная доска крыши выступает вверх над верхней пластиной стены.Уклон
Уклон — это уклон крыши, выраженный как отношение вертикального подъема к горизонтальному пролету, где пролет представляет собой некоторую часть пролета.Это соотношение всегда выражается в дюймах на фут.
Коэффициент уклона
Говорят, что крыша, которая поднимается на 4 дюйма на каждые 1 фут или 12 дюймов пробега, имеет уклон «4 на 12». Если подъем составляет 6 дюймов на каждые 12 дюймов пробега, то уклон крыши составляет «6 к 12».Наклон можно численно выразить как отношение. Коэффициент уклона представляет собой определенное количество вертикального подъема на каждые 12 дюймов горизонтального пробега. Например, наклон «4 из 12» можно выразить как соотношение 4:12.Наклон «6 из 12» выражается как 6:12.
Треугольный символ над линией крыши на этом архитектурном возвышении предоставляет информацию о , ro или уклоне .
- в виде отношения; и
- дюймов на фут.
Шаг
Pitch Fraction
Исторически слово «шаг» означало отношение высоты конька к полному пролету / ширине здания или отношение длины стропил к ширине здания. А тогда гребень обычно находился в середине пролета. В современной строительной практике этого больше нет. Гребень может быть размещен в любом месте пролета, непосредственно от середины до любой конечной точки пролета.
Говорят, что крыша, которая поднимается на 8 футов на 24-футовый пролет, имеет уклон «от 1 до 3».Если высота подъема составляет 4 фута на 24-футовом пролете, то уклон крыши считается «от 1 до 6».
Шаг можно численно выразить дробью. Доля тангажа представляет собой определенную величину вертикального подъема по всему пролету. Например, для крыши с подъемом 4 фута и пролетом в 24 фута шаг составляет от 1 до 6, что может быть выражено как часть 1/6. Шаг «от 12 до 24» выражается как 1/2.
Термины «шаг» и «наклон» часто используются как синонимы, что неверно.Они не означают одно и то же. Наклон дает более ценную информацию, чем шаг, как определено в этой статье.
Используя иллюстрацию выше и информацию, которую мы только что узнали о наклоне и шаге, мы можем видеть, что уклон 2:12 можно выразить как 1/12 шага, предполагая, что пролет в два раза превышает длину пробега. Если уклон 4:12, шаг для 24-футового пролета равен 1/6. Если шаг 1/3, наклон 8:12. Помните, что наклон выражается в дюймах на фут.А шаг — это дробная часть, полученная путем деления повышения на весь диапазон.Минимальные уклоны для различных кровельных покрытий
Международный жилищный кодекс (IRC) определяет минимальные требования к кровельным покрытиям и обязывает использовать инструкции производителя кровельного покрытия по установке.
- Битумная черепица должна быть установлена на скатах крыши 2:12 или больше (2015 IRC R905.2.2).
- Глиняную и бетонную черепицу следует укладывать на скаты крыши 2.5:12 или выше (2015 IRC R905.3.2).
- Металлическую черепицу следует устанавливать на кровлях с уклоном 3:12 или больше (2015 IRC R905.4.2).
- Рулонная кровля с минеральным покрытием должна быть установлена на скатах кровли 1:12 или больше (2015 IRC R905.4.2).
- Сланцевую черепицу следует укладывать на крышах с уклоном 4:12 или больше (2015 IRC R905.6.2).
- Деревянная черепица должна устанавливаться на кровлях с уклоном 3:12 или больше (2015 IRC R905.7.2).
- Деревянные вибраторы следует устанавливать на скатах кровли 3:12 или выше (2015 IRC R905.8.2).
- Сборные крыши должны устанавливаться на скатах кровли 0,25: 12 или более (2015 IRC R905.9.1), за исключением кровли из каменноугольной смолы, у которых минимальный уклон крыши составляет 1/8 единицы по вертикали на 12 единиц по горизонтали. (Уклон 1%).
- Металлические кровельные панели должны устанавливаться на скатах крыши в соответствии с определенными швами (2015 IRC R905.10.2):
- минимальный уклон крыши 3:12 для металлических крыш внахлест, непаянных швов без применения герметика
- минимальная крыша наклон 0.5:12 для металлических кровель внахлест, непаянных фальцев с нанесенным герметиком
- минимальный уклон кровли 0,25: 12 для фальцевых кровельных систем
- Модифицированная битумная кровля должна быть установлена на скатах кровли 0,25: 12 или больше (2015 IRC R905.11.1).
- Однослойная кровля из термореактивного материала должна устанавливаться на скатах кровли 0,25: 12 или больше (2015 IRC R905.12.1).
- Однозонная кровля из термопласта должна устанавливаться на скатах кровли 0,25: 12 или больше (2015 IRC R905.13.1).
- Кровельное покрытие из пенополиуритана следует укладывать на скаты крыши 0,25: 12 или больше (2015 IRC R905.14.1).
- Жидкая кровля должна быть установлена на скатах кровли 0,25: 12 или больше (2015 IRC R905.15.1).
- Фотовольтаическая черепица должна устанавливаться на кровлях с уклоном 2:12 или больше (2015 IRC R905.16.2).
Битумная черепица
Уклон крыши влияет на поверхностный отвод воды и может определять тип кровельных материалов, которые должны быть установлены.Асфальтовую черепицу следует использовать только на кровлях с уклоном 2:12 и более. Крыши из битумной черепицы предназначены для отвода воды, а не для использования в качестве водонепроницаемого барьера. Наклон крыши влияет на ее способность отводить воду и определяет пределы использования битумной черепицы.
Большинство битумной черепицы можно использовать на скатах крыш с 4:12 до 21:12, используя стандартные методы нанесения. Асфальтовую черепицу можно использовать на склонах с 2:12 до 3,9: 12, если соблюдаются специальные процедуры укладки на пологих склонах.Инспектор обычно находит рулонные кровельные материалы, установленные на уклонах менее 4:12.Измерение уклона
Вам понадобится плотницкий уровень, рулетка и карандаш.
Отмерьте 12 дюймов от одного конца уровня и сделайте отметку.
Измерения можно проводить в недостроенном чердаке под крышей, на граблях или поверх кровельных материалов. Измерение уклона от поверхности крыши может не дать наиболее точных результатов из-за изначально неровной поверхности кровельного покрытия.
Заползти в недостроенный чердак. Найдите легкодоступную кровельную доску. Приложите конец уровня к нижнему краю стропила крыши и удерживайте его ровно. Измерьте расстояние от 12-дюймовой отметки на уровне по вертикали до нижнего края стропила. Это количество дюймов, на которое крыша поднимается на 12 дюймов.
Найдите легкодоступную доску для граблей. Держите плотника ровно ровно, прижимая конец к нижнему краю грабельной доски.Измерьте расстояние от 12-дюймовой отметки на уровне по вертикали до того места, где рулетка касается нижнего края грабельной доски. Это количество дюймов, на которое крыша поднимается на 12 дюймов.
Измерение уклона крыши от поверхности крыши будет неточным без использования чего-либо, чтобы сделать плоскую поверхность для измерения уклона. Использование 48-дюймового плотницкого уровня или прямой доски 2х4 может оказаться полезным для создания гладкой поверхности, отражающей наклон крыши.
Инспектор может счесть полезным использование мобильных технологий. Существуют приложения для мобильных устройств, которые точно измеряют уклон крыши, в том числе возможность делать цифровые снимки уклона с земли.
Резюме
Шаг и наклон не означают одно и то же. Уклон — это отношение, измеряемое в дюймах на фут. Поскольку уклон влияет на отвод воды с поверхности крыши и определяет пределы использования битумной черепицы, понимание того, как измерить уклон крыши, может быть полезным для домашнего инспектора.
Как измерить уклон крыши
Не совсем уверены, какой у вас скат крыши? Позвольте нам помочь! Уклон или наклон крыши выражается как расстояние, на которое крыша поднимается по вертикали на расстояние 12 дюймов по горизонтали. Таким образом, крыша, которая поднимается на 6 дюймов по вертикали на каждые 12 дюймов по горизонтали, имеет уклон 6/12.
Для измерения уклона крыши:
1. Установите лестницу сбоку от дома, чтобы можно было безопасно добраться до ската крыши. Вам не нужно будет взбираться на крышу для этого шага, просто убедитесь, что вы можете коснуться края крыши с лестницы. Когда вы смотрите на дом, крыша должна подниматься слева направо, а не от вас.
2. Удерживайте квадрат обрамления вплотную к линии крыши так, чтобы длинный конец буквы L был направлен к центру крыши, а короткий конец — к земле.По сути, вы формируете прямоугольный треугольник с длинной и короткой сторонами квадрата обрамления — край крыши образует третью сторону.
3. Расположите рамный квадрат так, чтобы длинный конец совпадал с краем крыши на отметке 12 дюймов.
4. Выровняйте квадрат по горизонтали.
5. Считайте измерение на коротком конце, который стоит вертикально от крыши.
6. ::: Помните ::: Rise over run. Подъем — это мера по вертикальной ноге; длина пробега составляет 12 дюймов на горизонтальной опоре. Таким образом, если вертикальное измерение равно 6, крыша имеет уклон 6/12.
Угол наклона крыши относится к уклону и углу наклона крыши в строительстве. Основная цель скатная крыша предназначена для перенаправления дождевой воды. Как правило, наклон крыши пропорционален количеству осадков. Дома в районах с низким уровнем осадков часто имеют крыши с низким уклоном, а в районах с большим количеством осадков и снегом — крутые крыши.
Теперь, зная уклон крыши, вы можете выбрать подходящий кровельный оклад для установки дымохода. Обшивки обычно охватывают диапазон шагов. Пример; от 0/12 до 6/12 покрывает плоскую крышу до крыши с уклоном 6/12.
Диаметр шага, основной диаметр, диаметр заготовки
Как упоминалось в нашем последнем сообщении в блоге, для достижения полностью оптимизированного процесса накатывания резьбы в игру вступают два диаметра: диаметр шага и диаметр заготовки. Способы вычисления диаметра заготовки будут зависеть от того, является ли конечной целью прямая или коническая трубная резьба.Чтобы рассчитать диаметр заготовки для прямой резьбы, вы должны сначала иметь представление о максимальном и минимальном диаметрах шага, а также о максимальном и минимальном значении основного диаметра.
Но редко затрагивается то, что означают все эти термины. В этом сообщении блога мы сделаем шаг назад и рассмотрим каждое из этих ключевых слов, а также объясним, как они взаимодействуют друг с другом.
Что такое шаг и… каков диаметр шага?
Чтобы понять шаг с диаметром шага , сначала нужно коснуться самого шага .Шаг Шаг — это расстояние, измеренное в осевой плоскости между точкой на одной резьбе и соответствующей точкой на соседней резьбе.
Шаговый диаметр , также известный как эффективный диаметр, представляет собой воображаемую половину пути формы резьбы и полностью основан на характеристиках резьбы, канавке резьбы — или малом диаметре и вершине резьбы — или большом диаметре. Чтобы вычислить средний диаметр, нужно представить цилиндр, диаметр которого существует в точке, где ширина канавки резьбы и ширина вершины резьбы равны друг другу и равны половине номинального шага резьбы.
Диаметр воображаемого цилиндра и есть делительный диаметр.
Что такое большой диаметр?
Главный диаметр — это диаметр, который можно измерить в двух точках. Это диаметр воображаемого цилиндра, образованного вокруг вершины внешней резьбы. Что такое пустой диаметр?Диаметр заготовки — это диаметр детали, на которую будет наматываться резьба. Этот диаметр обычно равен максимальному диаметру шага резьбы меньше.002 дюйма [или 0,051 мм].
Пустой диаметр = МАКСИМАЛЬНЫЙ шаг резьбы — 0,002 дюйма [или 0,051 мм].
С того момента, как резьбовой валик проникает в диаметр заготовки до меньшего диаметра, материал, вытесняемый в процессе прокатки, будет перемещаться на соседнюю резьбу, превышающую диаметр заготовки, с образованием большого диаметра.
Как они работают вместе?
CJWinter продолжил работу над созданием контента и ресурсов для помощи в ваших процессах накатывания резьбы.Наш последний проект — это наш калькулятор шага и диаметра заготовки.
Калькулятор шага и диаметра заготовки разработан для конечных пользователей, которые могут вводить размер своей резьбы (в метрических или стандартных измерениях) и значение шага, а также получать максимальный и минимальный диаметр шага, а также рекомендуемый диаметр заготовки для указанной резьбы и смола, которую они производят.