Как приварить нержавейку к обычному металлу
Соединение деталей изготовленных из однородных металлов в плане применения электродов не вызывает особых вопросов. Однако при сваривании деталей из неоднородных металлов к вопросу подбора марки электрода для создания качественных соединений необходимо подходить более осторожно и внимательно. Например, сварщикам часто приходится решать вопрос, как приварить нержавейку к обычному металлу и обеспечить при этом качественный надежный шов.
Особенности сварки нержавеющей стали к обычному металлу
- Сваривание нержавеющей и черной стали всегда сопряжено с нюансами. При выполнении данной работы для качественного шва необходимо применять всегда нержавеющую присадку, которая в обязательном порядке должна содержать намного больше марганца и никеля, в некоторых случаях и хрома, чем в самой свариваемой нержавейке.
- Одним из самых важных моментов – это наличие минимального количества в шве основного металла. Шов должен состоять из присадки – максимально допустимое количество основного металла 40%, то есть по 20% от каждого.

- Примерно так же необходимо поступать и при подборе штучного электрода, но в каждом отдельном случае важно точно знать химическое содержание обеих сталей, по которому следует подбирать присадку.
Разнородные металлы и сплавы характеризуются неодинаковой свариваемостью, отличием физико-механических показателей и процессов легирования. К такой группе чаще всего относят сплавы с никелевым и железоникелевым составом. Их можно разделить на четыре категории:
- высоколегированные;
- легированные с повышенными и высокими показателями по прочности;
- низколегированные и углеродистые;
- теплоустойчивые.
Конечно же, применяемые для сваривания разнородных сталей электроды отличаются от электродов, которые используются для сваривания однородных металлов. Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Видео, можно ли варить нержавейку обычным электродом
Иногда, как показывает практика, допустимо варить нержавку ржавеющим электродом. Подробности здесь.
Марки электродов применяемые для сваривания обычного металла с другими сталями (для разнородных сталей, подробнее здесь) :
- с теплоустойчивыми сталями применяются электроды типа Э50А-Э85;
- с аустенитными высоколегированными сталями применяются электроды ЭА-395/9, а также НИАТ-5;
- с жаропрочными высоколегированными сталями применяются электроды ОЗЛ-25Б;
- для сплавов с никелевой основой применяются электроды ОЗЛ-25Б и ЦТ-28.

Разделы: Сварочные работы — как варить
Метки: выполнение сварочных работ, сварка своими руками, Сварка- основыМожно ли приварить нержавейку к черному металлу? Как?
Приварить эти металлы друг к другу возможно, но необходимо учесть некоторые нюансы:
- корректно подобрать электроды.
- правильно подобрать ток.
- правильно подготовить заготовки.
- строго придерживаться технологии сварки и последующего остывания изделия.
Основная сложность при сварке нержавейки с обыкновенными черными металлами состоит в том, что эти металлы совершенно разнородны, имеют различные технические свойства и характеристики.
Сталь становится нержавеющей при добавлении в ее состав примесей (медь, никель, хром, кремний, титан, молибден, и др.), которые препятствуют образованию ржавчины. Благодаря таким добавкам, сталь меняет свои свойства и превращается в «нержавейку» с очевидными преимуществами:
- повышенной прочностью.
- устойчивостью к большим температурам.
- хорошими антикоррозионными качествами.
- внешний вид изделий из нержавеющей стали более привлекательный.
- повышается устойчивость к изнашиванию.

Для сварки вышеуказанных металлов применяются инверторные аппараты. Они отличаются от обычных сварочных аппаратов тем, что выдают постоянку высокой частоты. Если обычный трансформаторный сварочник выдает 50 герц, то инвертор – несколько десятков килогерц.
Перед процессом сварки важно корректно выбрать режим работы аппарата:
- при толщине металлов около 1 мм сила тока не должна превышать 60 А. Диаметр электрода – не более 2 мм.
- если толщина составляет от 2 до 3 мм, выставляем силу тока до 80 А, а электрод берем диаметром 3 мм.
- для металлов толщиной 4 мм соответствует ток силой 125 А, электрод – 4 мм.
Перед началом работ электроды с никелевым покрытием рекомендуется прокалить в жаровом шкафу на протяжении не менее часа, температура должна быть не ниже 200 градусов.
Кромки свариваемых деталей нужно тщательно очистить от загрязнений.
Сварку этих металлов производят несколькими способами:
- вольфрамовым электродом.
- с никелевым покрытием.
- в аргоновой среде – для этого способа нужен специальный сварочный аппарат.
При сварке необходимо учитывать, что нержавейка, нагреваясь, расширяется больше, чем черный металл, поэтому при сварке «встык» обязательно делаем зазор между заготовками и вначале прихватываем заготовки в нескольких местах, а потом приступаем к сварке. Если детали длинные, сварку выполняем обратноступенчатым методом. В ГОСТ 2601-84 по сварке металлов есть описание этого метода:
Этот метод доступно показан на этом рисунке:
После сварки изделие нельзя охлаждать в воде или масле, оно должно остыть естественным образом — на открытом воздухе.
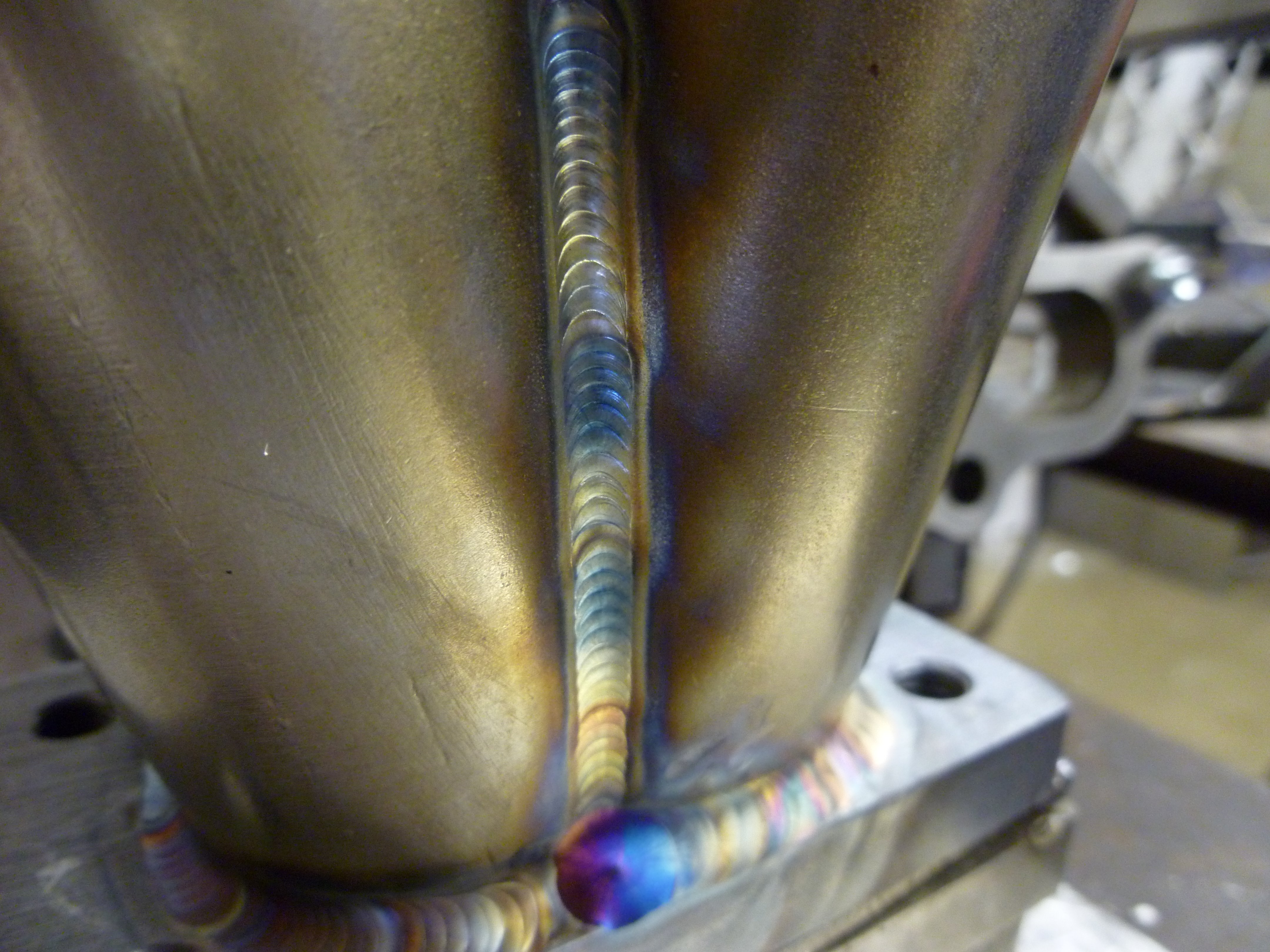
Из личного опыта могу добавить, что во время сварки нужно стараться держать электрод перпендикулярно сварному шву (не наклонять, как при обычной дуговой сварке), стараться наплыв шва делать больше на черный металл и сварочную дугу держать максимально короткой.
Можно ли сварить медь с нержавейкой электродами
В сварных работах при соединении разнородных материалов возникает немало сложностей. Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах. В криогенной технике, ракетной технике, энергетических установках без таких соединений просто не обойтись. Если рассматривать вариант сварки нержавеющей стали и меди, то главные трудности возникают из-за разности в физико-маханических свойствах материалов.
Мешает высокая степень родства меди к кислороду, низкая температура плавления меди и ее способность к поглощению различных газов. 
Многие задаются вопросом можно ли сварить медь с нержавейкой электродами, или выполнить наплавку методом электродуговой сварки. Да, однозначно можно
Как один из самых эффективных методов сварки меди и нержавеющей стали признан метод аргонодуговой сварки с вольфрамовым электродом и использованием медной присадки. В отдельных направлениях вместо аргона для сварки предлагается использовать азот.
Стоит также отметить, что при работе с медью нужно соблюдать некоторую технику безопасности. При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей.
Можно ли приварить алюминий к нержавеющей стали?
Можно ли приварить алюминий к нержавеющей стали?
К нам очень часто обращаются клиенты с вопросом — «можно ли приварить нержавейку к алюминию». Простыми видами сварки- покрытым электродом, аргонодуговой сваркой, полуавтоматом произвести эту технологическую операцию не получится. Так как при приварке к алюминию таких металлов как сталь, медь, магний, титан образуются очень хрупкие интерметаллические связи. И данное соединение не будет качественно работать ни на герметичность, ни на механические нагрузки. Следовательно качественной сваркой это назвать нельзя. При высокой необходимости для сварки алюминия с другим металлом используют биметаллические переходные заготовки, но их производство очень тяжелый технологический процесс и стоимость такого соединения очень дорогое удовольствие. Поэтому делаем вывод — для простых смертных технология сварки алюминия с другими металлами находится в недосягаемости.
Простыми видами сварки- покрытым электродом, аргонодуговой сваркой, полуавтоматом произвести эту технологическую операцию не получится. Так как при приварке к алюминию таких металлов как сталь, медь, магний, титан образуются очень хрупкие интерметаллические связи. И данное соединение не будет качественно работать ни на герметичность, ни на механические нагрузки. Следовательно качественной сваркой это назвать нельзя. При высокой необходимости для сварки алюминия с другим металлом используют биметаллические переходные заготовки, но их производство очень тяжелый технологический процесс и стоимость такого соединения очень дорогое удовольствие. Поэтому делаем вывод — для простых смертных технология сварки алюминия с другими металлами находится в недосягаемости.
Что касается услуг по сварке алюминия — вы всегда можете обратиться в компанию Аргон66 в Екатеринбурге по адресу Космонавтов 258/3. тел. +7 343 2020023
http://argon66.ru
Про сварку разных металлов можно выделить интересную статью от компании ESAB, размещенную у них на сайте в разделе «ЦЕНТР ЗНАНИЙ ЭСАБ»
Цитата:
«Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии. При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
Биметаллические переходные вставки. В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка. Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки. Рекомендуется начинать со сварки алюминия с алюминием. Это позволяет увеличить отвод тепла при сварке стали со сталью и тем самым избежать перегрева на участке соприкосновения стали с алюминием. Сварка с использованием биметаллических переходных вставок — распространенный метод скрепления алюминия и стали, который часто применяется для обеспечения сварных соединений высокого качества в строительной отрасли. Эта технология используется для приваривания алюминиевых палубных рубок к стальным палубам на судах, в трубных решетках теплообменников, состоящих из алюминиевых труб и решеток из обычной и нержавеющей стали, а также для формирования сварных швов между алюминиевыми и стальными трубами с использованием дуговой сварки.
Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки. Рекомендуется начинать со сварки алюминия с алюминием. Это позволяет увеличить отвод тепла при сварке стали со сталью и тем самым избежать перегрева на участке соприкосновения стали с алюминием. Сварка с использованием биметаллических переходных вставок — распространенный метод скрепления алюминия и стали, который часто применяется для обеспечения сварных соединений высокого качества в строительной отрасли. Эта технология используется для приваривания алюминиевых палубных рубок к стальным палубам на судах, в трубных решетках теплообменников, состоящих из алюминиевых труб и решеток из обычной и нержавеющей стали, а также для формирования сварных швов между алюминиевыми и стальными трубами с использованием дуговой сварки.
Покрытие разнородными материалами перед сваркой. Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.»
Они используются только для герметизации.»
источник — http://www.esab.ru/ru/ru/education/blog/can-i-weld-aluminum-to-steel.cfm
Сварка алюминия и нержавейки
Для работ с алюминием и нержавейкой многие сварщики активно используют аргонное сваривание, которое является методом сварки неплавящимися электродами в среде защитного газа аргона. Аргонное сваривание являет собою горелку с вольфрамовым электродом, через которую к месту сваривания подается аргон, защищающий сварочную ванну от попадания в нее кислорода, азота и других газов, содержащихся в воздухе. Аргонодуговое сваривание широко используется во многих областях сварочных работ.
Данный вид сварки является одним из самых сложных и ответственных видов сварки и требует современного оборудования, качественных присадочных материалов и высокого профессионализма сварщика. Это позволит производить качественное и ответственное сваривание.
Преимуществами проведения сварочных работ аргонодуговым сварочным аппаратом является защита аргоном сварочной ванны, что создает отсутствие взаимодействия металла с воздухом и позволяет получить качественный сварочный шов. При сваривании неплавящимися вольфрамовыми электродами отсутствует разбрызгивание металла, благодаря чему шов получается ровным и прочным, а также позволяет проводить сварочные работы в местах, где нежелательные сварочные брызги.
При расплавлении металла аргон не допускает попадания в сварочную ванну воздуха и содержащихся в нем газов. Аргон тяжелее воздуха и не вступает в реакцию с расплавленным металлом. Данное преимущество является наилучшим и самой доступной защитой сварочного шва. В сравнении с другими способами сваривания, аргонодуговая сварка отлично проваривает шов металла, имеет увеличенный провар корня шва в работе с толстыми и тонкими металлами.
Аргонодуговое сваривание широко применяется для сварки ответственных узлов оборудования разного назначения, а также для работы в агрессивной среде. Для работы с нержавейкой подбирается припой в соответствии с маркировкой свариваемого металла и обычный калиброванный пруток диаметром 2 или 3 миллиметра.
Для работы с нержавейкой подбирается припой в соответствии с маркировкой свариваемого металла и обычный калиброванный пруток диаметром 2 или 3 миллиметра.
Следующим шагом в работе является очищение кромок свариваемого металла, которые очищаются на 30 миллиметров в обе стороны. Только после этого можно приступать к сварочному процессу и подбирать оптимальную силу тока. Сварка нержавейки аргоном производится на постоянном токе обратной полярности, а сила тока устанавливается в зависимости от толщины свариваемого металла.
Следующим шагом при сварке нержавеющей стали является оптимальный зазор между свариваемыми деталями, который должен составлять в среднем 2 миллиметра. Если толщина свариваемого металла превышает 5 мм, то следует производить скос кромок и проваривать изделие с обеих сторон. После зажигания дуги сварщик создает сварочную ванну из расплавленных кромок металла, куда в дальнейшем подается припой и прокладывается сварочный шов. В этом случае главным является виденье провара кромок и недопущение прожога металла свариваемого изделия из нержавейки.
Сварка титана с нержавейкой от компании поставщика Авек Глобал
Вас интересует сварка титана с нержавеющей сталью? Поставщик Авек Глобал предлагает купить титановый прокат по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Технические сложности
Сварка вольфрамовым неплавящимся электродом неэффективна. Основная трудность — охрупчивание шва вызванное образованием интерметаллидных фаз. Сварка стали с титаном трудноосуществима из-за низкой растворимости железа в альфа-титане при комнатной температуре. Когда титан сваривается с нержавеющей сталью, формируются интерметаллические фазы TiFe и TiFe2, которые являются очень твердыми и хрупкими, а потому препятствуют производству технически применимых сварных швов.
Промежуточные материалы
Одним из способов достижения вязких сварных швов при сварке стали и титановых фрагментов является использование промежуточных материалов, которые хорошо свариваются и с титаном, и со стальными сплавами, без образования хрупких фаз. Такими материалами являются ванадий, ниобий и медь. В этом случае можно использовать электронно-лучевую и диффузионную сварку. Поставщик Авек Глобал предлагает купить титановый прокат по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Такими материалами являются ванадий, ниобий и медь. В этом случае можно использовать электронно-лучевую и диффузионную сварку. Поставщик Авек Глобал предлагает купить титановый прокат по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Контактные способы сварки
Распространённым способом сварки является фрикционная сварка. В большинстве случаев, однако, следует ожидать потери прочности в сварном шве. Применение данной технология сварки титана с нержавеющей сталью является специализированной технологией, поскольку существующие промышленные установки адаптированы под конкретные производственные применения, Они зависят от числа проходов или формы стыка. Вместе с тем для производства плоских соединений между титаном и стальной деталью успешно используются процессы диффузионной сварки с применением металлических взрывающихся оболочек. В массовом производстве широко используют точечную сварку титановых деталей из стали.
Купить. Поставщик, цена
Как осуществить сварку титана с нержавеющей сталью? Поставщик Авек Глобал предлагает купить титановый прокат по доступной цене от производителя в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
современные технологии, виды и способы
Вопросы, рассмотренные в материале:
- Кто и когда создал нержавеющую сталь
- Какая существует технология сварки нержавеющей стали
- Какие есть режимы и способы сварки нержавеющей стали
- Какие необходимы оборудование и расходные материалы для сварки нержавеющей стали
- Как выполняется сварка изделий из нержавеющей стали с другими металлами
- Какие ошибки чаще всего допускают во время сварки нержавеющей стали
Согласно существующей классификации металлов нержавеющая сталь является высоколегированной, особо устойчивой к разрушению и коррозии. Потребитель видит в этом огромное преимущество, а сварщик – сложность в обработке. На сегодняшний день сварка трубопроводов из нержавеющей стали и сварка тонколистовой нержавеющей стали очень востребованы. Для профессионала выполнение этих работ не должно составлять никакого труда. Разберем подробнее, что такое сварка нержавеющей стали.
Потребитель видит в этом огромное преимущество, а сварщик – сложность в обработке. На сегодняшний день сварка трубопроводов из нержавеющей стали и сварка тонколистовой нержавеющей стали очень востребованы. Для профессионала выполнение этих работ не должно составлять никакого труда. Разберем подробнее, что такое сварка нержавеющей стали.
История нержавеющей стали
Своим появлением нержавеющая сталь обязана английскому металлургу Гарри Бреарли, который в 1913 году работал над совершенствованием оружейных стволов и отметил, что хром, добавленный в состав низкоуглеродистой стали, резко повышает ее антикоррозийные свойства.
Основными элементами любой нержавеющей стали являются железо, хром и углерод. Количество хрома в составе варьируется в пределах 11–30 %. Высокая устойчивость стали к коррозии обеспечивается хромом, добавленным в количестве не менее 12 %. Именно благодаря ему при взаимодействии с кислородом, находящимся в атмосфере, на стали образуется оксидная пленка, представляющая собой очень тонкий слой оксида хрома. Атомы этого оксида по размеру схожи с атомами хрома, что дает им возможность плотно примыкать друг к другу и образовывать устойчивый к любым воздействиям слой, имеющий толщину нескольких частиц.
Атомы этого оксида по размеру схожи с атомами хрома, что дает им возможность плотно примыкать друг к другу и образовывать устойчивый к любым воздействиям слой, имеющий толщину нескольких частиц.
При деформации поверхности нержавеющей стали – порезах или царапинах, наблюдается разрушение оксидной пленки. Но сразу происходит образование новых оксидов, восстанавливающих поверхность и защищающих ее от коррозии. Если сравнить атомы железа и его оксида, можно заметить их совершенно разный размер. Это не позволяет создать на поверхности металла ровный, крепкий слой. Он получается рыхлым и тонким. Соответственно, железо быстро ржавеет.
Помимо железа, хрома и углерода, в состав современных нержавеющих сталей входят и иные элементы. Повышается коррозионная стойкость и улучшаются другие физико-механические свойства нержавеющей стали при добавлении никеля, молибдена или ниобия. Никель значительно снижает тепло- и электропроводность стали.
Современные технологии значительно расширили область применения нержавеющей стали, затронув практически все сферы жизни человека. Из наиболее популярных хромоникелевых аустенитных сталей изготавливаются крепежные детали в виде болтов и гаек. Эти сплавы применяются в производстве монет.
Из наиболее популярных хромоникелевых аустенитных сталей изготавливаются крепежные детали в виде болтов и гаек. Эти сплавы применяются в производстве монет.
Аустенитные стали не требуют особой обработки и легко поддаются сварке. Химическая промышленность сделала востребованными ферритные сплавы. Благодаря своей устойчивости к негативному воздействию высокой температуры и различных химических составов, в том числе и кислот, они идеально подходят для изготовления больших резервуаров, необходимых в химическом производстве.
Технология сварки нержавеющей стали
Сварка нержавеющей стали – процесс, требующий серьезного подхода. Даже небольшое отступление от разработанной технологии грозит отрицательным результатом. Все требования к технике и способам сварки нержавеющей стали продиктованы ее химическим составом и физическими свойствами.
Рекомендовано к прочтению
Для промышленной или бытовой сварки профильной и листовой нержавеющей стали необходимо правильно выбрать способ работы. Здесь все зависит от вида металла. Нержавеющую сталь профессионалы квалифицируют на:
Здесь все зависит от вида металла. Нержавеющую сталь профессионалы квалифицируют на:
- аустенитную;
- мартенситную;
- ферритную.
На эффективность процесса сварки нержавеющей стали оказывают влияние многие факторы.
Особенности сварки нержавеющей стали:
1. Теплопроводность данного материала гораздо ниже, чем у низкоуглеродистой стали. Разница может варьироваться в пределах от 50 % до 100 % в зависимости от марки материала. При проведении сварки нержавеющей стали необходимо обязательно учитывать этот момент, чтобы не допустить прожога металла в месте выполнения сварочного шва. Оптимальным будет выбор режима пониженного на 17–20 % тока.
2. Нержавейку отличает повышенное электрическое сопротивление. Именно этим объясняется значительная скорость сгорания электрода, вызванная быстрым и сильным его нагревом. Оптимальным решением будет выбор хромоникелевых электродов.
3. У нержавеющей стали высокое значение коэффициента линейного расширения. Поэтому при сваривании деталей из нержавеющей стали, особенно значительной толщины, должен быть выдержан некоторый зазор, обеспечивающий нужную усадку шва. Невыполнение данного условия грозит появлением трещин.
Поэтому при сваривании деталей из нержавеющей стали, особенно значительной толщины, должен быть выдержан некоторый зазор, обеспечивающий нужную усадку шва. Невыполнение данного условия грозит появлением трещин.
4. Неправильно выбранный режим термообработки аустенитной хромоникелевой нержавеющей стали может спровоцировать потерю ее антикоррозийных свойств, связанную с образованием карбида железа и хрома. Исправить ситуацию можно быстрым охлаждением сварочного шва холодной водой. Однако такой способ значительно снижает стойкость к коррозии.
5. В разных условиях температура сварки нержавеющей стали варьируется от +600 до +1200 °С.
Широкий ассортимент современного сварочного оборудования дает возможность проводить сварку нержавеющей стали как в промышленном масштабе, так и в бытовых условиях.
Подготовительный этап к сварке нержавеющей стали идентичен аналогичным процедурам с другими металлами. Но некоторые моменты все же требуют особого внимания:
- Металлическая щетка поможет быстро и эффективно зачистить до блеска кромки соединяемых сваркой деталей.
- Подходящий растворитель, ацетон или авиационный бензин поможет обезжирить поверхности. Такой подход снижает пористость шва, а также повышает устойчивость дуги.
Режимов и способов сварки нержавеющей стали существует довольно много. Чаще всего используют:
- аргонодуговую, с режимом DC/AC TIG и вольфрамовым электродом;
- сварку с режимом ММА и покрытым электродом;
- аргоновую полуавтоматическую, с режимом MIG и нержавеющей проволокой;
- холодную, осуществляемую под давлением, без плавления поверхности;
- шовную и точечную контактную;
- при помощи лазерного луча.
Аргонодуговой сварочный аппарат имеет свои неоспоримые преимущества. Он обеспечивает защиту сварочной ванны аргоном, не допускает соприкосновения металла и воздуха, дает возможность получения качественного сварочного шва. Неплавящиеся вольфрамовые электроды, в свою очередь, не допускают разбрызгивания металла, что способствует получению ровного и прочного шва. Не менее важно и то, что такой вид сварки нержавеющей стали может быть применен в тех случаях, когда сварочные брызги нежелательны.
Аргон не позволяет воздуху и содержащимся в нем газам попасть в сварочную ванну во время расплавления металла. Он тяжелее воздуха и не входит в реакцию с расплавляемым металлом. Такие свойства обеспечивают наилучшую и самую доступную защиту сварочного шва. Профессионалы признают преимущества аргонодуговой сварки, отлично проваривающей шов стали и дающей повышенный провар на корне шва независимо от толщины металла.
Аргонодуговая сварка нержавеющей стали инвертором в режиме DC/AC TIG
Если материал для сварки выбран очень тонкий, а требования к качеству предъявлены высокие, то предпочтительнее будет применить метод TIG. Вольфрамовый электрод в инертном газе оптимально подходит для сварки нержавеющих труб, используемых при транспортировке газа или жидкости под давлением.
Сварка нержавеющей стали в среде аргона проводится под действием переменного или постоянного тока прямой полярности. Присадочным материалом может служить проволока с более высокой степенью легирования, чем обрабатываема сталь. Защитить изделие от брака в этом случае поможет аргон.
При работе старайтесь исключить колебательные движения электродом, чтобы не нарушить защиту области сварки и не допустить окисления металла на шве. Оборотную сторону шва от воздуха защищает поддув аргона. Стоит отметить, что нержавеющая сталь – не слишком требовательная к защите оборотной стороны, как, к примеру, титан.
Важно прослеживать, чтобы вольфрам не попадал в сварочную ванну. С этой целью оптимально применение бесконтактного поджога дуги или зажигание ее сначала на пластине из графита или угля с последующим переносом на основной металл.
Чтобы концентрация хрома на внешних участках оставалась постоянной и не уменьшалась, сварочный шов охлаждают водой. Чтобы уменьшить расход вольфрамового электрода, не следует по окончании сварки сразу выключать защитный газ. Сделайте это на 10–15 секунд позже. Нагретый электрод не получит интенсивного окисления, что значительно продлит срок его службы.
К бесспорным преимуществам данного вида сварки нержавеющей стали можно отнести:
- выполнение высококачественных швов;
- возможность визуального наблюдения за ходом работы;
- отсутствие разбрызгивания металла;
- возможность выполнения сварки в любой плоскости;
- защита сварного шва от попадания шлака.
Ручная дуговая сварка нержавеющей стали покрытыми электродами (режим ММА)
В ручной дуговой сварке используются покрытые электроды, что обеспечивает шву достойное качество. Когда к сварному соединению не предъявляется каких-либо отдельных требований, то этот способ будет самым оптимальным.
Электроды, которые применяются при сварке нержавеющей стали, должны соответствовать ГОСТу 10052-75 «Электроды, покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами». Для процесса сварки нержавеющей стали используются электроды марок ЦЛ-11, ОЗЛ-8, УОНИ-13/НЖ 12Х13, НИАТ-1 и др.
Зная марку нержавеющей стали для сварки, с помощью ГОСТа легко выбрать нужные для работы электроды. Они в обязательном порядке должны обеспечивать высокий уровень основных эксплуатационных параметров сварных соединений – коррозионной стойкости, механических свойств, при необходимости жаростойкости и т. п. Выбор электродов для сварки нержавеющей стали должен быть ориентирован на требования к конструкции, указанные в ее документации.
В работе обычно применяется ток обратной полярности. Профессионалы стремятся как можно меньше проплавить шов, используя в работе электроды с небольшим диаметром и минимум тепловой энергии. Стоит отметить, что для сварочных работ с обычной сталью требуется ток, сила которого на 15–20 % выше, чем для работ с нержавейкой.
Высокое электрическое сопротивление и низкая теплопроводность электродов ограничивают применение токов высокого значения. Это может вызвать перегрев покрытия и деформацию отдельных участков. Этими же причинами обоснована более высокая скорость плавления электродов, выбираемых при сварке нержавеющей стали, нежели для обычной стали. Мастер, впервые занимающийся сваркой нержавейки, должен знать эти нюансы.
Для сохранения коррозионных свойств сварочного шва необходимо его быстро охладить. Достичь этого можно путем обдувания воздухом или применением медных прокладок. Для хромоникелевых аустенитных сталей допустимо использование холодной воды.
Преимуществ у данного метода несколько:
- Мобильность, возможность выполнять работы в любых положениях, а также в труднодоступных местах.
- Широкая номенклатура электродов. Это дает возможность соединять самые разнообразные металлы. При этом на перенастройку оборудования затрачивается очень мало времени.
Аргоновая полуавтоматическая сварка нержавеющей стали в режиме MIG/MAG с применением нержавеющей проволоки
Одним из способов сварки, применяемой как в масштабе тяжелой промышленности, так и в бытовых условиях, является полуавтоматическая MIG/MAG сварка. Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Существуют некоторые нюансы, характерные для полуавтоматической MIG/MAG сварки, которым необходимо уделить отдельное внимание. Сварщик обязан знать базовые основы сварки, совершенствоваться в работе, узнавать и понимать детали, чтобы в дальнейшем использовать их в работе и получать результаты высокого качества.
Суть полуавтоматической MIG/MAG сварки заключается в соединении нескольких металлических деталей в одно целое при помощи расплавленной ванны, образующей связь в процессе охлаждения и затвердевания. Концепцию такого типа сварки можно назвать простой. Однако несоблюдение технических требований и условий приведут к негативному результату – низкому качеству сварочного шва, что станет дефектом изделия.
Для полуавтоматической MIG/MAG сварки применяются защитные газы GMAW, сокращение от Gas Metal Arc Welding. Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Основными преимуществами данного вида сварки являются:
- высокая скорость сварки;
- доступность быстрого обучения работе;
- возможность выполнения длинных сварных швов, отсутствие необходимости останавливать процесс или заново запаливать дугу;
- сварочный шов после проведения работ не требует очистки.
Другие современные способы сварки нержавеющей стали
- Холодная сварка нержавеющей стали без плавления под давлением.
В данной технологии плавление материала в зоне соединения не предусмотрено. Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
- Шовная и точечная контактная сварка нержавеющей стали.
Существует две технологии выполнения такой сварки: точечная и роликовая. Такой метод позволяет соединять тонкие пласты нержавеющей стали, которые имеют толщину не больше 2 мм. Оборудование применяется такое же, как и для обычной сварки.
- Лазерная сварка нержавеющей стали.
Этот метод сварки нержавеющей стали потрясающе смотрится и имеет целый ряд серьезных преимуществ. Сталь в зоне соединения не теряет своей прочности даже при высоком температурном воздействии, быстро охлаждается, трещины не появляются, зерна, образующиеся в структуре металла, имеют минимальный размер. Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Оборудование и расходные материалы для сварки нержавеющей стали
Стандартный комплект, состоящий из инвертора, осциллятора и баллона с аргоном, дополненный горелкой и набором шлангов и проводов, прекрасно подойдет в качестве сварочного аппарата для сварки тонкой нержавеющей стали, для работы в ручном режиме.
В качестве расходных материалов будут выступать аргон и присадочная проволока. Важно, чтобы состав присадки и свариваемого материала был одинаковым. Обычно разнообразные изделия изготавливают из нержавеющей стали, имеющей марку 304. Оптимальным присадочным материалом для нее станет пруток для сварки нержавеющих сталей, имеющий марку Y308.
Аргон – не единственный защитный газ, применяемый в сварочных работах такого типа. Однако он считается основным, поэтому процесс сварки и называют аргонодуговым.
Расход аргона – серьезный показатель в расчете себестоимости проведения сварочных работ. Он напрямую зависит от вида металла, свариваемого по технологии TIG. К примеру, при соединении алюминиевых стыков требуется около 20 л/мин, а титановых – 50 л/мин. На сварку нержавейки понадобится 8 л/мин аргона. Установка газовой линзы, оснащенной специальной сеточкой, позволит снизить объемы расходуемого аргона и усилит износостойкость сварочной ванны.
Линза подбирается для каждого сопла горелки по размеру, с соответствующим номером от 4 до 10. Чем выше номер, тем сильнее защитные свойства линзы. Следует учитывать, что для работы в труднодоступных местах лучше подойдут более компактные линзы. Отмечено, что благодаря установке на горелки газовых линз неплавящиеся вольфрамовые электроды выдвигаются на 10 мм дальше. Для аргоновой сварки нержавеющей стали оптимально подходит универсальный вид вольфрамовых электродов. Диаметр тугоплавкого стержня выбирают, ориентируясь на толщину свариваемых заготовок.
При толщине детали из нержавеющей стали до 1,6 мм диаметр вольфрамового электрода должен быть не менее 1 мм, а сила тока – 50 А. Если свариваемый материал большей толщины, то сила тока требуется до 50 А, а диаметр вольфрамового стержня не менее 1,6 мм.
Особенности сварки изделий из нержавеющей стали с другими металлами
Современный человек использует в своей жизни все больше инструментов, вещей, средств, которые со временем при износе или поломке требуют применения сварки. Однако очень многие металлы могут быть успешно сварены только после дополнительной подготовки.
1. Сварка нержавеющей стали с титаном.
Каждый способ сварки нержавеющей стали подразумевает свои требования ко всем элементам конструкции, включая подготовку самих деталей, их кромок, определение нужного размера шва и т. п. Все параметры утверждены и регламентированы ГОСТом. Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Самой главной задачей в подготовке сварочных работ стали и титана является правильный выбор материала, метода и режима сварки. Оптимальный режим позволит либо предотвратить, либо резко подавить образование хрупких интерметаллических фаз, негативно влияющих на получение качественного результата работы.
Обычным способом соединить титан и сталь невозможно. Просто сваривать эти два металла друг с другом бесполезно. Здесь нужно применять аргон в совокупности с вольфрамовым электродом. Значительно реже, но все еще применяют сварку при помощи специальных промежуточных вставок. Такой способ достаточно трудоемок, но всегда дает хорошие результаты. В качестве вставок можно использовать технический талан, имеющий давление 700 Мпа, и термообрабатываемую бронзу.
2. Сварка нержавеющей стали с алюминием.
Надежным способом профессионалы считают сварку алюминия и стали через биметалл. Биметаллом является материал, структуру которого составляют несколько слоев различных металлов.
Изготавливается он одновременным прокатом через валы. Между слоями происходит диффузия молекул. Для алюминирования применяется прерывный и непрерывный методы. Металл помещается во флюс, затем обсушивается и обрабатывается реакционным газом. В этом случае он приобретает чистую и слегка пористую поверхность.
Деталь погружается в горячий алюминиевый расплав, полностью там прогревается и удерживается некоторое время для проникновения алюминия в пористую структуру поверхности. Затем ее вынимают из ванны. За счет закупорки в поверхности части расплавленного металла и получается прочное соединение. Такой электролитический метод сварки нержавеющей стали признан наиболее затратным и энергоемким.
Примерная инструкция по сварке алюминия со сталью следующая: взять по бруску алюминия, биметалла, состоящего из алюминия и нужной стали, а также самой стали. Все поверхности нуждаются в обработке и обезжиривании.
Первый шаг – соединение алюминия с алюминиевой подложкой биметалла. Необходимо следить за процессом, чтобы не допустить перегрева. Оптимальным решением будет использование хорошего полуавтомата сварки MIG. Проволоку выбирайте также алюминиевую. Это обеспечит большую скорость и возможность регулирования глубины проваривания.
Остальная часть пластины приваривается непосредственно к стали. Здесь должна использоваться специальная проволока. Следует учитывать роль алюминия в отводе тепла. Нельзя допускать его перегрева, чтобы не спровоцировать появление экзотермической реакции со сталью, вызывающей образование на стыке металлов очень хрупкого соединения FeAl3.
3. Сварка жаропрочной нержавеющей стали.
Самой большой неприятностью при выполнении работ с жаропрочной сталью становятся появляющиеся микро- и макротрещины. Чтобы этого избежать, необходимо исследовать каждый материал, и выяснить оптимальную температуру для сварки. При этом нужно учитывать склонность материалов к коррозии и воздействию других негативных факторов.
Определять тенденцию образования трещин на металле лучше всего проведением натуральных испытаний. Качественная сварка жаропрочной стали подразумевает достижение в швах и соединениях механических свойств, максимально приближенных к основному материалу.
Обязательным условием проведения качественных работ считается предварительная закалка жаростойких сплавов. Процесс заключается в воздействии на каждую деталь температуры +1100 °С с последующим охлаждением.
Применение термообработки металла после его закалки способствует значительному упрочнению стали. Следует понимать, что качество сварки по паяному шву напрямую зависит от химического состава припоя.
4. Сварка черной и нержавеющей стали.
Разный химический состав стали приводит к появлению своих особенностей сварки:
- Следует учитывать теплопроводность материалов, чтобы не получилось так, что один из них недостаточно проплавился.
- Различие коэффициентов линейного расширения. В наиболее слабом месте сварочного соединения, в области сплавления, даже после завершения термообработки могут оставаться напряжения.
- Сталь, достаточно насыщенная углеродом, может отдавать его металлу шва, что значительно снижает антикоррозийные свойства нержавейки.
Единого подхода к сварке нержавеющей стали, дающего отличный результат во всех случаях, не существует. Это обусловлено великим многообразием видов соединений металла, их разным составом.
Качественные результаты гарантированы при работе с материалом, имеющим хорошую свариваемость, и соблюдении рекомендаций профессионалов. На практике чаще всего используются два метода сварки нержавеющей стали с низкоуглеродистыми и низколегированными материалами:
- Для заполнения шва используются электроды из более легированной стали или имеющие никелевую основу.
- Вначале при помощи легированных электродов из черной стали наплавляется кромка, затем делается плакированный слой. Процесс завершается свариванием электродами нержавеющей кромки.
5. Сварка разнородных сталей.
Для сварных соединений разнородных сталей характерен ряд специфических особенностей. Основное затруднение при работе с такими сталями в конструкции, долго работающей под воздействием высоких температур, вызывает образование в области соединения структурной неоднородности, способной привести к изменению свойств металлов и преждевременному разрушению конструкции.
Неоднородность не будет образовываться при высоком содержании никеля в составе аустенитного материала. Никель – дорогой и дефицитный материал, который нужно применять с осторожностью, чтобы не спровоцировать появление горячих трещин в сварочных швах.
Для получения результата высокого качества при соединении аустенитной стали с неаустенитной металл шва должен иметь повышенное содержание никеля, чтобы предупредить структурную неоднородность в зоне сплава. Но тот же никель негативно влияет на металл. Поэтому следует рассчитывать оптимальное его содержание, учитывая факторы, влияющие на появление в зоне сварки структурной неоднородности.
6. Сварка пищевой нержавеющей стали.
Для сварки нержавеющей стали, используемой в пищевой промышленности, оптимально подходят электроды ЦЛ-11. Они позволяют проводить сварочные работы в любом пространственном положении, применять обратно полярный ток. Этим объясняется их востребованность у профессиональных сварщиков.
До начала работы электроды прокаливают. Стоит внимательно относиться к этому этапу, от этого зависит качество выполняемой работы. Время прокаливания – 1,5 часа. Электроды отличает высокое качество металла шва, малое разбрызгивание и устойчивое горение дуги. Большая популярность сварочных электродов при работе с пищевой нержавейкой обеспечивается и отличным удалением шлаков.
8 часто допускаемых ошибок во время сварки нержавеющей стали
В процессе сварочных работ могут допускаться ошибки, некоторые из них значительно влияют на конечный результат.
Качество работы определяется множеством факторов, которые требуют постоянного внимания – классность оборудования, металла, расходных материалов, ход сварочного процесса и т. д. Несоблюдение одного из этих параметров неизбежно приведет к ошибкам в сварочных работах.
1. Использовать устаревшее сварочное оборудование и методы недопустимо. Современные технологии наполнены инновациями, которые помогают снизить энергопотребление, увеличить скорость сварки, сократить время на подготовку до сварки и быстро обучить оператора работать на новом оборудовании.
2. Если в работе используется слишком слабая или рассчитанная на очень высокие силы тока сварочная горелка, то это вызовет лишние расходы.
3. Довольно распространенной ошибкой является неправильное хранение сварочного материала под негативным воздействием влаги, пыли и т. п. Рекомендуется выбирать сухие, чистые помещения, без резких перепадов температуры.
4. Ошибкой будет неправильный выбор температуры подогрева или температуры металла во время начала сварки нержавеющей стали. Материал должен быть предварительно нагрет до достижения определенной температуры.
5. Несвоевременное профилактическое обслуживание сварочного оборудования может привести к сбоям в его работе. Также необходима своевременная замена расходных материалов и запасных частей сварочной горелки.
6. Несоответствие применяемого защитного газа негативно отразится на результате работы.
7. К низкому результату приводит отсутствие обучения сотрудников и приобретение дешевых, некачественных сварочных материалов.
8. Неправильно подготовленный сварочный шов при эксплуатации конструкции может спровоцировать серьезные проблемы.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Полезные советы по сварке нержавеющей стали — Baker’s Gas & Welding Supplies, Inc.
Сварка нержавеющей стали
Сварщикичасто используют нержавеющую сталь, поскольку она очень устойчива как к ржавчине, так и к коррозии благодаря высокому содержанию в ней хрома. Уметь сваривать нержавеющую сталь — это отличный навык для любого сварщика, потому что это не только делает сварщика очень ценным, но и некоторые виды работ предназначены только для сварщиков, способных сваривать нержавеющую сталь. Это не самый простой в сварке металл.Сварочные аппараты с подачей проволоки и стержневые сварочные аппараты можно использовать, когда вы хотите сваривать нержавеющую сталь, но если вы используете сварочный аппарат MIG или устройство подачи проволоки, вы должны использовать газ. Это потому, что вы не найдете нержавеющую сталь в порошковой форме.
Изображение предоставлено: www.precisionsteelworks.com
Есть несколько способов облегчить сварку нержавеющей стали. Например, убедитесь, что вы тщательно очистили сталь перед сваркой. Вы должны чистить нержавеющую сталь из-за высокого содержания хрома.Если вы используете металлическую щетку для чистки поверхности, она должна быть чистой. Это удалит все отложения хрома, жир, масла, краску и грязь. Вы должны убедиться, что нержавеющая сталь полностью очищена от мусора, прежде чем вы сможете правильно сварить ее.
Избегайте деформации
При сварке нержавеющей стали всегда следует использовать слабый нагрев. В большинстве случаев нержавеющая сталь представляет собой очень тонкие листы, и если вы не будете использовать медленный нагрев для ее сварки, вы можете деформировать ее. Начните с холодных настроек и затем медленно добавляйте тепло, если вам нужно для более прочных сварных швов и лучшего проплавления.Листы нержавеющей стали нужно прихватывать прихваточными швами, как панели кузова автомобиля. Приварите их прихваточным швом в нескольких местах, а потом залейте. Это уменьшит вероятность деформации, и вы легко сможете убедиться, что все правильно выровнено. Другой способ избежать деформации стали — это сваривать короткими очередями продолжительностью от трех до четырех секунд. Затем остановитесь и дайте стали остыть, затем снова сварите.
Если вы используете сварочный аппарат для сварки нержавеющей стали, используйте только нержавеющие стержни. Если суффикс стержня заканчивается на «-16», то используйте его со сварочными аппаратами переменного тока, а если он заканчивается на «-15», то он предназначен для использования с обратной полярностью постоянного тока.Ваши самые сильные результаты будут у удилища «-15», но оба будут работать очень хорошо. Если вы планируете использовать для сварки нержавеющей стали обычные MIG или порошковые стержни или проволоку, вы должны помнить, что любые свариваемые части будут ржаветь. Добавьте грунтовку или прозрачную краску, чтобы предотвратить коррозию.
Посетите Bakersgas.com, чтобы найти все сварочные материалы, необходимые для выполнения любой работы.
Сопутствующие товары
Miller Maxstar 280 Сварочный аппарат TIG / Stick (Auto-Line 208-575)
Артикул: MIL907552
Узнать больше
Якорь Щетка для ручки обуви из нержавеющей стали
Артикул: NAS102-387SS
Узнать больше
Коронные сплавы ER 309LSI -.Сварочная проволока MIG 035 x 2 # — катушка 2 фунта
Артикул: CRO-SS309_1ZF
Узнать больше
Miller Thunderbolt 160 Сварочный аппарат постоянного тока
Артикул: MIL907721
Узнать больше
Сообщение «Полезные советы по сварке нержавеющей стали» впервые появилось на сайте Weld My World.
Свариваемость материалов — нержавеющая сталь
Нержавеющие стали выбираются из-за их повышенной коррозионной стойкости, стойкости к высокотемпературному окислению или их прочности.Выявлены различные типы нержавеющей стали и даны инструкции по сварочным процессам и технологиям, которые можно использовать при изготовлении компонентов из нержавеющей стали без ухудшения коррозионных, окислительных и механических свойств материала или появления дефектов в сварном шве.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Виды материалов
Уникальные свойства нержавеющих сталей обусловлены добавлением в сталь легирующих элементов, в основном хрома и никеля.Обычно для производства нержавеющего чугуна требуется более 10% хрома. Четыре марки нержавеющей стали классифицированы в зависимости от свойств материала и требований к сварке:
- Аустенитный
- Ферритный
- Мартенситный
- Ферритно-аустенитный (дуплекс)
Группы сплавов обозначаются в основном в соответствии с их микроструктурой. Первые три состоят из одной фазы, но четвертая группа содержит в микроструктуре как феррит, так и аустенит.
Поскольку никель (плюс углерод, марганец и азот) способствует развитию аустенита, а хром (плюс кремний, молибден и ниобий) способствует образованию феррита, структуру сварных швов коммерчески доступных нержавеющих сталей можно в значительной степени предсказать на основе их химического состава. Прогнозируемая структура металла сварного шва показана на диаграмме Шеффлера, на которой аустенитные и ферритные промотирующие элементы показаны в единицах эквивалентов никеля и хрома.
Из-за разной микроструктуры группы сплавов имеют разные сварочные характеристики и подверженность дефектам.
Аустенитная нержавеющая сталь
Аустенитные нержавеющие стали обычно имеют состав в диапазоне от 16 до 26% хрома (Cr) и от 8 до 22% никеля (Ni). Обычно для сварных конструкций используется сплав типа 304, который содержит примерно 18% Cr и 10% Ni. Эти сплавы можно легко сваривать, используя любой из процессов дуговой сварки (TIG, MIG, MMA и SA). Поскольку они не затвердевают при охлаждении, они обладают хорошей ударной вязкостью, и нет необходимости в термообработке до или после сварки.
Как избежать дефектов сварного шва
Хотя аустенитная нержавеющая сталь легко сваривается, металл шва и растрескивание в зоне термического влияния могут образоваться. Растрескивание металла шва при затвердевании более вероятно в полностью аустенитных структурах, которые более чувствительны к трещинам, чем структуры, содержащие небольшое количество феррита. Благоприятный эффект феррита в основном объясняется его способностью растворять вредные примеси, которые в противном случае образовали бы сегрегации с низкой температурой плавления и междендритные трещины.
Поскольку присутствие 5-10% феррита в микроструктуре чрезвычайно важно, выбор состава присадочного материала имеет решающее значение для снижения риска растрескивания. Индикация баланса феррит-аустенит для различных составов обеспечивается диаграммой Шеффлера. Например, при сварке нержавеющей стали типа 304 используется присадочный материал типа 308, который имеет немного другое содержание сплава.
Ферритная нержавеющая сталь
Ферритные нержавеющие стали обычно имеют содержание Cr в пределах 11–28%.Обычно используемые сплавы включают марку 430, содержащую 16-18% Cr, и марку 407, содержащую 10-12% Cr. Поскольку эти сплавы можно рассматривать как преимущественно однофазные и не закаливаемые, их можно легко сваривать плавлением. Однако крупнозернистая ЗТВ будет иметь низкую ударную вязкость.
Как избежать дефектов сварного шва
Основной проблемой при сварке этого типа нержавеющей стали является низкая ударная вязкость в зоне термического влияния. Чрезмерное укрупнение зерна может привести к растрескиванию сильно затянутых соединений и материала толстого сечения.При сварке тонкого материала (менее 6 мм) никаких специальных мер предосторожности не требуется.
В более толстом материале необходимо использовать низкое тепловложение, чтобы минимизировать ширину зоны укрупнения зерна, и аустенитный наполнитель для получения более жесткого металла сварного шва. Хотя предварительный нагрев не приведет к уменьшению размера зерна, он снизит скорость охлаждения ЗТВ, сохранит температуру металла шва выше температуры вязко-хрупкого перехода и может снизить остаточные напряжения. Температура подогрева должна быть в пределах 50-250 град.C в зависимости от состава материала.
Мартенситная нержавеющая сталь
Наиболее распространенные мартенситные сплавы, например тип 410, имеют умеренное содержание хрома, 12-18% Cr, с низким содержанием Ni, но, что более важно, имеют относительно высокое содержание углерода. Принципиальным отличием от сварки аустенитной и ферритной нержавеющей стали является потенциально твердая мартенситная структура ЗТВ и соответствующий состав металла шва. Материал можно успешно сваривать при условии принятия мер предосторожности во избежание растрескивания в ЗТВ, особенно в компонентах с толстым сечением и сильно зажатых стыках.
Как избежать дефектов сварного шва
Высокая твердость в ЗТВ делает этот тип нержавеющей стали очень склонным к водородному растрескиванию. Риск растрескивания обычно увеличивается с увеличением содержания углерода. Меры предосторожности, которые необходимо предпринять для минимизации риска, включают:
- с использованием процесса с низким содержанием водорода (TIG или MIG) и обеспечения сушки флюса или покрытых флюсом расходных материалов (MMA и SAW) в соответствии с инструкциями производителя;
- с предварительным нагревом примерно от 200 до 300 градусов.C. Фактическая температура будет зависеть от процедуры сварки, химического состава (особенно содержания Cr и C), толщины сечения и количества водорода, попадающего в металл шва;
- поддерживает рекомендованную минимальную температуру промежуточного прохода.
- для проведения термообработки после сварки, например при 650-750 град. C. Время и температура будут определяться химическим составом.
Тонкий срез из низкоуглеродистого материала, обычно менее 3 мм, часто можно сваривать без предварительного нагрева, при условии, что используется процесс с низким содержанием водорода, соединения имеют низкую фиксацию и внимание уделяется очистке области соединения.Более толстый срез и материал с более высоким содержанием углерода (> 0,1%), вероятно, потребуют предварительного нагрева и термообработки после сварки. Термическую обработку после сварки следует проводить сразу после сварки, чтобы не только закалить (упрочнить) структуру, но и дать водороду возможность диффундировать от металла шва и ЗТВ.
Дуплексные нержавеющие стали
Дуплексные нержавеющие сталиимеют двухфазную структуру с почти равными пропорциями аустенита и феррита. Состав наиболее распространенных дуплексных сталей находится в диапазоне 22-26% Cr, 4-7% Ni и 0-3% Mo, обычно с небольшим количеством азота (0.1-0,3%) для стабилизации аустенита. Современные дуплексные стали легко поддаются сварке, но для получения правильной структуры металла шва необходимо строго соблюдать процедуру, особенно поддержание диапазона погонной энергии.
Как избежать дефектов сварного шва
Хотя можно использовать большинство сварочных процессов, обычно избегают процедур сварки с низким тепловложением. Предварительный нагрев обычно не требуется, и необходимо контролировать максимальную температуру между проходами. Выбор присадочного материала важен, поскольку он предназначен для создания структуры металла сварного шва с балансом феррит-аустенит, соответствующим основному металлу.Чтобы компенсировать потерю азота, наполнитель может быть чрезмерно легирован азотом, или сам защитный газ может содержать небольшое количество азота.
Эта статья Job Knowledge была первоначально опубликована в Connect, сентябрь 1996 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Как (MIG / TIG) сваривать нержавеющую сталь: пошаговое руководство
Нержавеющая сталь, несомненно, является одним из наиболее широко используемых металлов на планете.Мы используем его из-за непреодолимых преимуществ, которые он предлагает. Не говоря уже о том, что самым прибыльным атрибутом нержавеющей стали является ее коррозионная стойкость.
Поскольку нержавеющая сталь обычно не добывается природой и образуется путем объединения двух или более элементов, каждый начинающий сварщик задается вопросом на миллион долларов, можем ли мы сваривать нержавеющую сталь?
Ну, посмотрим…
Темы, затронутые в этой статье
Можно ли сваривать нержавеющую сталь?Ответ на этот вопрос, конечно же! Видите ли, почти все типы материалов, инструментов и оборудования, которые мы используем в повседневной жизни, хотя бы частично или полностью изготовлены из нержавеющей стали.И этот процесс определенно включает от небольшого до большого количества сварочных операций, чтобы прочно соединить несколько его частей. Но это правда, что, поскольку нержавеющая сталь является уникальным типом материала, каждый сварщик должен следовать некоторым важным инструкциям, чтобы эффективно выполнять сварочную задачу.
Сложно ли сваривать нержавеющую сталь?
Что ж, ответ спорный. Прежде чем приступить к сварке нержавеющей стали, сварщику необходимо ознакомиться с некоторыми общими фактами и факторами.Теперь это может включать в себя знание всех различных типов нержавеющей стали, которые в основном включают в себя пять типов в соответствии с их микроструктурой.
Кроме того, он должен также знать, чем подготовка металла нержавеющей стали отличается от подготовки других материалов, и каким диапазонам температур и другим мерам предосторожности должен следовать сварщик при сварке нержавеющей стали.
Подготовка металла шваПеред тем, как приступить к сварке любого типа материала, очень важно его тщательно очистить, чтобы предотвратить возможное загрязнение.Кроме того, в случае с нержавеющей сталью нужно быть осторожным, используя молоток или щетку для ее очистки.
Вам определенно следует использовать отдельную щетку, молоток и зажим для работы только с нержавеющей сталью, потому что, если щетка ранее использовалась для любого другого типа материала, такого как углеродистая сталь, высока вероятность того, что какое-то большое количество этого металла было прикреплен к этой щетке, что впоследствии может привести к загрязнению и появлению ржавчины на вашей нержавеющей стали.
Как сваривать нержавеющую сталь?В основном существует пять различных типов сварочных процессов для соединения нержавеющей стали, среди которых два из них являются наиболее распространенными и часто используются для соединения этого популярного металла. Это сварка MIG и сварка TIG. Самое приятное то, что наше руководство будет охватывать пошаговый процесс для обоих этих методов сварки, чтобы вы могли эффективно сваривать нержавеющую сталь, используя любой из этих методов.
Какие шестерни требуются?Теперь часть сварочного оборудования можно разделить на две части, которые в основном состоят из средств индивидуальной защиты и сварочного инструмента.Часть личного защитного снаряжения будет охватывать всю основную одежду или инструменты, которые сварщик должен обязательно надеть перед началом сварочных работ. Во второй части подробно описывается все основное оборудование, которое необходимо или частично необходимо для эффективной и действенной сварки нержавеющей стали с использованием сварки MIG или TIG.
Средства индивидуальной защиты- Сварочный шлем с автоматическим затемнением: Основная цель ношения этого шлема — защитить глаза от искр и других горячих веществ, которые могут попасть в глаза во время сварки.Кроме того, если каска оснащена функцией автоматического затемнения, у вас будет более яркое и прозрачное зрение в области сварного шва, и вы сможете более точно сваривать нержавеющую сталь.
- Сварочная куртка или рукава: Сварочные куртки или рукава обычно предназначены для защиты рук и верхней части тела от огня, искр и других вредных веществ. Тем не менее, сварочная куртка закрывает большую часть вашего тела, но вы можете выбрать любую из них в зависимости от вашего комфорта и продолжительности службы.
- Защитные очки и перчатки при сварке: Поскольку безопасность всегда на первом месте, сварщик должен иметь сварочные очки и перчатки, чтобы защитить глаза и область запястья, которая в основном находится в непосредственной близости от дуги.
- Наколенники и насадки для сварки: Наколенники полезны, когда вы собираетесь сваривать в течение долгих часов. Вы почувствуете комфорт в синовиальной области. С другой стороны, насадки для сварки просто необходимы, поскольку они полностью защищают нижнюю часть тела, за исключением ступней.
- Респиратор или маски : Сварка выделяет большое количество токсичных паров, которые не подходят нашему телу для вдыхания. Наличие респиратора или хотя бы маски защитит ваше тело от этих вредных газов и воздуха.
- Сварочные ботинки: Как следует из названия, сварочные ботинки защитят область ваших ног.
- Сварщик: Независимо от того, какой процесс сварки вы используете, вам понадобится сварщик, чтобы включить горелку и произвести дугу.Вы можете использовать сварочный аппарат MIG или TIG для сварки нержавеющей стали в зависимости от вашего выбора. В противном случае есть также многоцелевые сварочные аппараты, которые могут выполнять несколько процессов в соответствии с вашими требованиями. Просто убедитесь, что он обладает всеми функциями и мощностью для сварки необходимых деталей.
- Электроды: Если вы собираетесь сваривать нержавеющую сталь TIG, вам потребуется стандартный неплавящийся вольфрамовый электрод. Кроме того, кончик электрода должен быть достаточно острым для эффективного выполнения операции.Шлифовальный станок также может это сделать.
- Присадочные материалы: Выбор подходящего типа присадочного металла для нержавеющей стали чрезвычайно важен, как и умение точно сваривать его. Потому что нержавеющая сталь может быть хромовой или хромоникелевой, которая также состоит из трех различных групп, называемых ферритной, мартенситной и аустенитной.
Теперь существует специальный код AISI для основного металла всех видов нержавеющей стали. В зависимости от кода AISI вашего металла вы можете узнать рекомендуемый базовый код присадочного металла, который также может включать от одного до трех альтернативных типов.Чтобы определить подходящий присадочный металл, вам необходимо найти точную AISI.
- Защитный газ: Для защитного газа мы будем использовать соотношение 98: 2 смеси аргона и диоксида углерода соответственно. Это газ, который должным образом защитит нашу работу от всевозможных атмосферных загрязнений. Кроме того, если вы планируете сваривать нержавеющую сталь методом MIG, лучшим защитным газом, который вы можете использовать, будет 2,5% углекислого газа, 7,5% аргона и 90% гелия. Хотите сваривать нержавеющую сталь без защитного газа? У меня для вас есть интересная статья в той теме!
- Угловая шлифовальная машина : Угловая шлифовальная машина — еще один очень важный инструмент, который можно использовать для шлифования вашей заготовки от всех видов ржавчины и краски, которые могут привести к загрязнению после сварки. Кроме того, после того, как вы закончите сварку, вы можете нанести шлифовальный станок на сварной шов, чтобы придать ему окончательную отделку и удалить оставшиеся шлаки.
- Сварочные зажимы: Сварочные зажимы очень важны.Вам может понадобиться как минимум несколько из них, чтобы без труда выполнить сварку. Они будут использоваться для надежного удержания заготовок сварочным столом.
- Магниты и калибр листового металла: Магниты необходимы для легкого выполнения сварки под разными углами. Кроме того, измеритель листового металла будет полезен для измерения толщины любой детали.
- Металлическая кисть: Как было сказано ранее, металлическая кисть понадобится только для нанесения на нержавеющую сталь.
Как известно, при сварке выделяется большое количество токсичных газов и дыма.Вы всегда должны работать в хорошо проветриваемом помещении. Кроме того, обеспечьте заземление всех основных рабочих инструментов, особенно рабочего стола.
Пошаговый процесс сварки нержавеющей стали (сварка MIG и TIG)Итак, теперь, когда у нас есть все части, давайте объединим их и приступим к работе! Для начала:
- Наденьте защитное снаряжение: Верно; это самая важная вещь номер один, которую должен сделать каждый сварщик перед началом сварки.Сначала вам нужно надеть сварочную куртку или хотя бы рубашку с длинными рукавами, чтобы защитить руки и верхнюю часть тела. Во-вторых, наденьте сварочные чулки, ботинки и перчатки.
- Определите соответствующий код AISI для вашего основного металла: Теперь это очень важно, поскольку мы знаем, что нержавеющая сталь является одним из самых чувствительных материалов на планете, вам обязательно нужно выяснить фактический код AISI для основного металла, который вы буду варить. Это позволит вам получить наиболее подходящий присадочный металл для обработки заготовки.
Как мы уже говорили, присадочные металлы также подпадают под определенный код, и у большинства из них снова есть несколько альтернативных типов, которые могут использоваться взаимозаменяемо только с этим определенным кодом / типом присадочного металла.
- Правильно очистите заготовку: Это очень важно. Как и любой другой металл, сварщик должен тщательно очистить его от всех видов ржавчины, масла, смазки и других веществ, вызывающих загрязнение, перед началом сварочных работ. Для этого можно использовать металлическую щетку.
- Зажим: На этом этапе мы закрепим наши заготовки с помощью С-образных струбцин. Для этого мы сначала разместим все заготовки под правильным углом и в правильном месте. Вы можете просто зажать их над сварочным столом. Просто убедитесь, что они надежно зажаты и нет возможности промахов, иначе весь ваш проект может быть провален.
Как сваривать нержавеющую сталь методом MIG:
Процесс MIG-сварки нержавеющей стали в основном требует, чтобы вы непрерывно подавали проволоку сплошного электрода внутрь сварочной ванны вместе с небольшим количеством защитного газа, чтобы защитить сварной шов от всех видов загрязнений.Кроме того, этот процесс довольно прост и удобен, чем сварка TIG.
- Подготовка горелки: Теперь во-первых, вам нужно протянуть присадочную проволоку от барабана сварочного аппарата MIG до конца сварочной горелки. Просто убедитесь, что после конца вашего фонаря видно 1/4 дюйма этого провода. Теперь активируйте защитный газ, и все готово.
- Определите правильный угол: Расположите фонарь на высоте более 30 градусов от стыка и убедитесь, что пламя попадает прямо в эту область.
- Нарисуйте валики: Наконец, включите питание и медленно протяните валик до конца. Не пытайтесь двигаться слишком быстро или медленно. Кроме того, старайтесь использовать соответствующую мощность, не слишком большую или низкую, иначе это может привести к разбрызгиванию. В случае более тонких деталей вы можете перемещать резак немного быстрее, чем обычно, потому что он быстро плавится.
Как выполнять сварку TIG нержавеющей стали:
Это общий и уникальный процесс соединения нержавеющей стали.Сварка нержавеющей стали TIG выполняется с использованием одноразового вольфрамового электрода с аппаратом TIG для зажигания дуги. В этом процессе также используется защитный газ от загрязнения, но с его помощью можно более эффективно сваривать более тонкие металлы.
- Настройте сварочный аппарат: Сначала вам необходимо соответствующим образом настроить сварочного аппарата. Поскольку мы свариваем сталь, мы выберем отрицательную мощность постоянного тока, также называемую DCEN. Вы также можете использовать положительный ток постоянного тока или DCEP, но он используется только для стали, сваренной палочкой.Однако вместо алюминия используется переменный ток.
- Подготовка резака: Теперь поместите вольфрамовый электрод внутрь резака. Вы должны убедиться, что кончик электрода достаточно заострен и видимая часть 1/4 дюйма остается за пределами резака, которую можно назвать соплом.
- Определите правильный угол: В отличие от сварки MIG, на этот раз мы будем держать горелку под углом 75 градусов над краем стыка. Но убедитесь, что вы не прикасаетесь электродом к стыку, иначе вам может понадобиться снова стачивать наконечник.
- Нарисуйте сварные швы: Теперь возьмите ножную педаль сварочного аппарата TIG и нарисуйте линии. Процесс аналогичен сварке MIG, за исключением того, что вам нужно непрерывно подавать присадочный металл каждые несколько секунд.
- Готово! : Наконец, подождите, пока металл остынет, и вы готовы к работе.
Всегда кладите огнетушитель рядом с рабочей зоной, потому что в любой момент могут произойти несчастные случаи, и это обеспечит общую безопасность.Кроме того, как только вы закончите работу, сверните все и положите в безопасное и чистое место для следующего использования.
Заключительные словаЗнание того, как сваривать нержавеющую сталь, может дать вам огромную фору в вашей карьере сварщика только потому, что этот материал очень чувствительный, а также один из широко используемых. Мы считаем, что это руководство предоставило вам все инструкции по сварке нержавеющей стали.
Спасибо, что прочитали весь пост. Оставайтесь с нами для наших предстоящих статей
Можно ли сваривать нержавеющую сталь методом MIG?
Опубликовано: 28 ноября, 2018 Автор: MattMНас часто спрашивают, можно ли сваривать другие металлы, кроме мягкой стали, с помощью сварочного аппарата MIG.Самыми распространенными являются алюминий или нержавеющая сталь, если их можно сваривать сварщиком MIG. Ниже мы приводим некоторую информацию о сварке нержавеющей стали с помощью MIG.
- Это нержавеющая сталь или покрытие? — Часто покрытия наносят на сталь, чтобы придать вид нержавеющей стали, и это может ввести в заблуждение многих людей. Настоящая нержавеющая сталь не обладает магнитными свойствами, поэтому вы можете проводить испытания с помощью обычного магнита на поверхности. Если он прилипает, это в основном низкоуглеродистая сталь, если магнит не прилипает, вы имеете дело с нержавеющей сталью или другим типом металла.
- Сварка нержавеющей стали — Любой сварщик MIG, который умеет сваривать низкоуглеродистую сталь, может сваривать нержавеющую сталь. Мы рекомендуем использовать только настоящий сварочный аппарат MIG, а не сердечник из флюса, так как защитный газ очень важен при сварке нержавеющей стали.
- Какая сварочная проволока? — Малоизвестный факт заключается в том, что на самом деле вы можете сваривать нержавеющую сталь MIG той же проволокой из мягкой стали, которую вы используете регулярно. Проблема в том, что сварной шов ржавеет, и его необходимо покрыть, чтобы предотвратить ржавчину. Мы предлагаем перейти на нержавеющую проволоку MIG.
- Используйте катушечный пистолет. Если у вас есть катушечный пистолет, вы можете оставить проволоку в сварочном аппарате и переключить нержавеющую проволоку на катушечный пистолет, чтобы сэкономить время сварщика. Загрузите его и настройте машину, как обычно.
- Задняя продувка — Если вы свариваете нержавеющие трубки, мы рекомендуем продумать продувку задней стороны трубки при сварке, чтобы избежать загрязнения сварного шва. Это можно сделать с помощью чего-то столь же простого, как шланговый фитинг T и немного фольги с шлангом, проложенным внутри трубки, чтобы заполнить ее сварочным газом во время сварки.
- Сварка нержавеющей стали TIG. Если вы много занимаетесь сваркой нержавеющей стали, мы рекомендуем рассмотреть возможность перехода на сварочный аппарат TIG для этих работ. Сварочный аппарат MIG хорошо подходит для периодического ремонта нержавеющей стали, но он имеет тенденцию к более грязной отделке и не так хорошо контролируется на более тонком металле.
Большинство магазинов сварочных материалов продают или могут заказать нержавеющую проволоку MIG. Вам следует постараться подобрать присадочную проволоку как можно ближе к типу нержавеющей стали, которую вы свариваете.Чтобы увидеть всю нашу линейку сварочных аппаратов MIG и принадлежностей, посетите Eastwood.com сегодня.
Практические инструкции и советы — Сделайте его из металла
За последние несколько лет использование сварочного аппарата с флюсовым сердечником (или безгазового MIG, как некоторые любят их называть) стало намного проще. На самом деле вы можете получить достаточно хорошие сварные швы с помощью очень простой машины.
Если вы хотите узнать только быстрые и грязные основы, чтобы вы могли сваривать нержавеющую сталь с помощью FCAW, вот вам:
Купите 308LFC у Blue Demon и отправляйтесь в город. Это не слишком сложно, и вы, вероятно, сможете понять это, немного попрактиковавшись.
Это подойдет для большинства нержавеющих марок серии 300 и класса 430. Если вы не знаете, с чем работаете, обязательно ознакомьтесь с моим руководством по определению различных марок нержавеющей стали.
Если вы хотите получить несколько советов и уловок и чего ожидать, я действительно думаю, что вам стоит потратить несколько минут, чтобы прочитать этот пост.
Плюсы и минусы дуговой сварки нержавеющей стали с сердечником из флюса
Прежде чем заходить слишком далеко, полезно знать, почему вам нужно и почему вы не хотите использовать нержавеющую сталь FCAW (часто ошибочно называемую «безгазовой сваркой MIG»).
Веские причины для использования FCAW на нержавеющей стали:
- Вы любитель и редко работаете с нержавеющей сталью. Купить рулон порошковой проволоки меньшего размера для небольших работ не слишком дорого, и вам не нужно менять цилиндры. Газ для сварки нержавеющей стали MIG — это не то же самое, что газ, который вы используете для углеродистой стали.
- Вам необходимо сваривать нержавеющую сталь на улице в ветреную погоду, а не использовать дуговой сварочный аппарат. При сварке FCAW часто будет меньше брызг.
- У вас есть только станок FCAW.
Недостатки использования FCAW для сварки нержавеющей стали:
- Очень сложно найти сварочную проволоку, подходящую для вертикальной сварки, почти вся она предназначена только для плоской / горизонтальной сварки. Это означает, что при таких работах, как выхлопные трубы, сваривать нужно во всех положениях, это непростая задача. MIG лучше для всех позиций.
- Если ваш сварочный аппарат ДЕЙСТВИТЕЛЬНО дешев, у вас может быть только вариант с отрицательным электродом, который используется при сварке углеродистой стали.Для нержавеющей стали обычно необходимо приварить положительный электрод.
- Как и в любом процессе FCAW, вы получите шлак, который защищает сварной шов. Дело не только в очистке шлака, но и в повышении риска попадания шлаковых включений в металл.
- Очевидно, он далеко не такой чистый, красивый и прочный, как хороший сварной шов TIG.
Чем сварка нержавеющей стали FCAW отличается от сварки MIG
Одна из вещей, которую вы сразу заметите, — это то, что дуга в FCAW совершенно другая.
Каждый раз, когда я это делал, было очень плохо. Дуга не такая гладкая и стабильная, как при сварке MIG. На мой взгляд, это звучит так, как если бы вы запускали MIG без защитного газа.
На самом деле, попытка посмотреть на плавильную лужу, вероятно, просто отвлечет вас и заставит запутаться. Если вы попытаетесь контролировать лужу, вы, скорее всего, будете двигаться слишком медленно, и ваш сварной шов будет некрасивым.
Я бы порекомендовал просто сложить несколько тренировочных бусинок, чтобы освоиться, прежде чем делать настоящие сварочные швы.Положите несколько дюймов бусинки, затем остановитесь, чтобы посмотреть, как она выходит.
Затем вы научитесь понимать, где должен быть провод, а не где находится бассейн.
Моей первой реакцией на нержавеющую сталь FCAW было «Ого, все не так!»… Но потом, когда я посмотрел на бусину, я был удивлен, что она действительно неплохая.
Потом я переборщил с ужасным звуком, который он издает, и понял, что это довольно крутой и простой способ сварки нержавеющей стали.
Набор в настройках
Вот несколько основных настроек сварки и их влияние на сварку нержавеющим FCAW:
Всегда проверяйте рекомендованную полярность используемого провода для нержавеющей стали FCAW
Низкая скорость подачи проволоки: Сильное разбрызгивание.
Высокая скорость подачи проволоки: Проволока будет закрываться и толкаться во время сварки.
*** примечание: скорость подачи проволоки напрямую зависит от силы тока. Более высокая сила тока обеспечивает более высокую скорость подачи проволоки, более низкая сила тока означает более низкую скорость подачи проволоки.
Медленный ход сварного шва: Ваш валик будет высоко выступать, и шлак не будет хорошо покрывать сварной шов. Это приведет к тому, что сварной шов останется незащищенным возле короны, и металл станет серым. Вероятно, у вас возникнут проблемы с пористостью, и сварной шов может быть подвержен ржавчине.
Быстрый ход сварного шва: Сварной шов получится слишком вязким, а сварной шов будет слишком узким.
Слишком короткое расстояние от наконечника до работы: Флюс недостаточно нагревается, и вы получите плохое покрытие флюса. Как и при низкой скорости перемещения, сварной шов, вероятно, будет темным сверху, и у вас, вероятно, возникнут проблемы с пористостью.
Слишком большое расстояние от наконечника до работы: Будет труднее контролировать сварной шов, и вы увидите рябь на сварном шве.
Неправильная полярность: У вас будет невероятно большое количество брызг. Некоторые называют это брызгами картечи. Если вы используете провод, который я рекомендовал выше, вам понадобится DCEP (прямая полярность)
Наконечники для сварки нержавеющей стали
Со шлаком тащишь. Это общий совет для любого вида сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подниматься до верха сварочной ванны и обеспечивать надлежащее покрытие.В противном случае у вас могут возникнуть проблемы с включениями шлака в сварном шве.
Для нержавеющей стали FCAW угол лобового сопротивления 10 градусов должен работать нормально.
Обрезайте кончик проволоки каждый раз, когда укладываете бусину. Если вы не обрежете провод, вы часто получите силиконовую каплю на конце провода, которая может испортить ваше начало.
Как сваривать нержавеющую сталь (7 рекомендаций)
Нержавеющая сталь — неизменный фаворит в мире строительства благодаря своей прочности и способности противостоять коррозии.Отсюда следует, что сварка нержавеющей стали также распространена, но не без проблем.
Мы рассмотрим основные методы, применяемые обычным сварщиком нержавеющей стали для достижения наилучших результатов.
Способы сварки нержавеющей стали
Выберите метод сварки. MIG проще, но менее точен и сложен. TIG дает наилучшие результаты, но требует времени для выполнения и усвоения. Ручная сварка лучше всего подходит для плоской сварки, но в вертикальном положении она создает проблемы.Убедитесь, что у вас правильная газовая смесь, потому что чистый аргон не подходит. Кроме того, не торопитесь и сделайте это правильно. Никогда не позволяйте стали быстро остывать, так как это вызывает растрескивание и деформацию металла.
Что такое нержавеющая сталь?
Нержавеющая сталь — это сплав, который содержит хром в различных количествах, чтобы придать ему нержавеющий элемент и защитить его от ржавчины. Количество хрома колеблется от 11 до 30 процентов, изменяя химический состав сплава и его характеристики.
Нержавеющая сталь используется во всем: от пивоварения до медицины, строительства, приготовления пищи, нефтяной и трубной промышленности, а также в мире ресторанов. Даже ваши основные столовые приборы сделаны из нержавеющей стали.
Широкое использование нержавеющей стали не означает, что это дешевый материал. Напротив, нержавеющая сталь стоит дороже по сравнению с другими металлами; до 5 раз дороже низкоуглеродистой стали. А когда дело доходит до сварки, нужно помнить о нескольких хитрых вещах.
Сложно ли сваривать нержавеющую сталь?
Нержавеющая сталь эффективно сохраняет тепло, что затрудняет сварку, особенно для начинающих сварщиков. Избыточный нагрев сварного шва легко деформирует сталь и даже деформируется при остывании в неправильных условиях.
Существует 4 марки нержавеющей стали, классифицируемые по материалам и сварочным качествам:
- Аустенитный.
- Ферритный.
- Мартенситный.
- Аустенитно-ферритный (дуплекс).
Каждая из этих марок стали в разной степени содержит никель, хром и углерод. Первые 3 стали однофазными, но аустенитно-ферритные стали двухфазными, поскольку они содержат феррит и аустенит в микроструктуре.
Количество в каждом сплаве означает, что при сварке они по-разному реагируют на нагрев и охлаждение, что усложняет процесс сварки нержавеющей стали.
Можно ли сваривать ржавчину из нержавеющей стали?
Не ржавеет под воздействием элементов благодаря своим уникальным свойствам.Однако в процессе сварки могут выгореть слои оксида хрома, основного ингредиента, предотвращающего ржавление нержавеющей стали. Это очевидно, поскольку металл начинает обесцвечиваться, становясь синим при нагревании.
Выжигая слой хрома, вы подвергаете сталь воздействию элементов и повышаете риск коррозии.
Какой тип сварки используется для нержавеющей стали?
Существует 3 подходящих метода сварки нержавеющей стали. У каждого есть свои атрибуты и недостатки.
Сварка МИГ
СваркаMIG — это лучший способ сварки, когда требуется скорость и эффективность. Это не самый изящный или точный способ, но его быстро и легко освоить. Сварщики MIG не так озабочены утонченностью, как сварщики TIG. Он дает результаты независимо от того, хорошо ли выглядит.
Плюсы
- Быстро и эффективно.
- Легко освоить.
- Метод перехода.
- Подходит для ремонта и промышленного использования.
- Дешевле.
Минусы
- Грязный сварной шов.
- Подходит для скрытых сварных швов.
Сварка TIG
Сварка TIG аккуратнее и точнее. Этот метод является наиболее распространенным способом сварки нержавеющей стали.
Особое внимание уделяется качеству и эстетике отделки. Это важно, если вы свариваете скульптуру или делаете индивидуальные проекты, где качество стыков заметно и является частью дизайна конструкции. Сварщикам TIG требуется больше времени для достижения этих результатов благодаря точному характеру шва.Сварку TIG также сложнее освоить.
Плюсы
- Точнее.
- Более аккуратная отделка.
- Идеально подходит для мебели и работы на заказ.
Минусы
- Сложнее освоить.
- Длится дольше.
- Дороже.
Ручная сварка
Если сталь плоская или горизонтальная, сварка штучной сваркой проста, но сварка вертикальной стали имеет совершенно новый набор проблем. Вы должны установить низкую силу тока, потому что стержни быстро нагреваются и начинают стекать капли расплавленной стали.
При использовании аппарата для ручной сварки следует поддерживать плотную дугу и использовать метод проталкивания при сварке на подъеме. Кроме того, используйте легкое переплетение или движение «J», чтобы разгладить борт, чтобы предотвратить стекание.
Плюсы
- Самый дешевый метод.
- Легко освоить.
- Идеально подходит для плоской или горизонтальной сварки.
- Идеально для промышленного использования.
Минусы
- Грязный.
- Подходит для скрытых сварных швов.
- Трудно сваривать вертикально.
Рекомендации по сварке нержавеющей стали
Существует множество методов, советов и советов по сварке нержавеющей стали, но вот наши основные передовые методы.
1. Подготовка имеет решающее значение
Неспособность спланировать — значит потерпеть неудачу. Вы когда-нибудь слышали это? Это правда. Если вы не планируете должным образом подготовить сталь, у вас будут худшие результаты. Держите отдельный набор инструментов для подготовки нержавеющей стали и убедитесь, что они чистые и на них нет остатков углеродистой стали.
Нержавеющая сталь очень чувствительна к любому количеству углеродистой стали, и загрязнение материала может привести к коррозии стали. Даже частицы углерода создают угрозу коррозии нержавеющей стали. Итак, держите набор чистых инструментов, особенно для нержавеющей стали.
2. Очистите сталь
Правильная очистка стали может помочь уменьшить количество ржавчины, а также улучшить соединение. Опять же, хорошо очищенная нержавеющая сталь лучше подготовлена к самовосстановлению во время сварки, поскольку оксид хрома защищает сталь.
Удаление краски и снятие фаски имеют решающее значение для получения наилучшего сварного шва. Удалите все загрязнения.
3. Следите за температурой
Наблюдение за нагревом, особенно в одном месте, жизненно важно для самых прочных сварных швов. Слои хрома выгорают, если сталь становится слишком горячей, поэтому не задерживайтесь на одном месте слишком долго. Перегрев нержавеющей стали приводит к ее деформации и растрескиванию.
4. Выберите наполнитель
При сварке нержавеющей стали очень важно выбрать присадку правильной марки.Нержавеющая сталь является чувствительной и требует, чтобы присадочная сталь была той же марки, что и металл, который вы свариваете. Для основного металла 316 необходим наполнитель марки 316. Вы уловили картину. Не думайте, что подойдет любой старый наполнитель. Не будет!
5. Не торопитесь
Делайте это медленно и никогда не торопитесь. Сварка нержавеющей стали — это искусство, требующее терпения и умелого взгляда.
6. Разогрейте сталь
Важность предварительного нагрева нержавеющей стали возрастает с увеличением толщины материала.Необходимо избегать растрескивания или коробления. Нержавеющая сталь не требует того же режима предварительного нагрева, что и другие стали или металлы, но ее необходимо постепенно нагревать, чтобы предотвратить растрескивание и деформацию.
7. Процедура после нагрева
Нагрев стали требует особого внимания, как и процесс охлаждения. Медленное снижение температуры позволяет избежать тех же бедствий, что и быстрое нагревание. Сталь может потрескаться и покоробиться, хотя это более вероятно, чем толще становится материал.
Сварка нержавеющей стали Часто задаваемые вопросы
Какой газ использовать для сварки MIG нержавеющей стали?
Газ аргон нельзя использовать отдельно для защиты нержавеющей стали. Вам нужна смесь из 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь меняется в зависимости от характеристик сплава, но это хорошее практическое правило.
Какой сварочный стержень использовать для нержавеющей стали?
Электрод 309 или 312 хорошо работает с нержавеющей сталью. Правильный выбор электрода означает, что вы избегаете перегрева стали и уменьшаете вероятность растрескивания или коробления.Вы также уменьшаете вероятность выгорания слоев хрома.
Можно ли сваривать нержавеющую сталь обычной проволокой MIG?
Нержавеющую сталь следует сваривать проволокой того же сорта, что и сталь. Таким образом, для нержавеющей стали марки 316 требуется присадочная проволока. Это сохраняет целостность соединения и уравновешивает антикоррозийные элементы двух материалов.
Нужен ли вам специальный сварочный аппарат для сварки нержавеющей стали?
Для сварки нержавеющей стали вам не нужен уникальный сварщик, вам нужен только сварщик с функциями MIG, TIG и Stick.MIG и TIG являются предпочтительными методами сварки, и, к счастью, большинство сварщиков используют эти методы.
Вы нагреваете нержавеющую сталь перед сваркой?
Зависит от толщины металла. Листовой материал не нуждается в этом так много, но более толстая сталь нужна, чтобы предотвратить его растрескивание. Нержавеющая сталь более снисходительна, чем некоторые хрупкие металлы, такие как чугун, но все же требует внимания.
Почему сварные швы из нержавеющей стали трескаются?
Растрескивание происходит при приложении очень высокой температуры без предварительного нагрева.Кроме того, растрескивание может быть результатом загрязнения металла примесями. Азот, захваченный в процессе сварки, значительно увеличивает риск разрушения стали.
Почему сварные швы из нержавеющей стали черные?
Сварочный шов подвергается воздействию слишком большого количества кислорода, пока сварной шов еще горячий. Это могло произойти из-за слишком большого тока или неправильной газовой смеси с избытком кислорода. Причиной этого может быть даже закупорка подачи газа.
Сохранение реальности с помощью стали
Не отчаивайтесь от сварки нержавеющей стали.Конечно, это сложно и требует тонкого подхода, но это не значит, что это невозможно. Напротив, нержавеющая сталь может простить и с ней легко работать, пока вы делаете уроки.
Подготовьте сталь, подберите правильную газовую смесь, установите правильную температуру и всегда выполняйте предварительный и последующий нагрев. После этого все зависит от навыков. Удачи!
Сварка меди с нержавеющей сталью
Рассмотрим сплавы
При проектировании сварного шва в первую очередь следует учитывать сплавы нержавеющей стали и меди.Наиболее распространенные нержавеющие сплавы, используемые в этом типе применения, включают 304, 304L и 316L. 316 не рекомендуется использовать, поскольку в нем повышенное содержание углерода затрудняет сварку в целом, не говоря уже о стыках из разнородных металлов. Предпочтительные сплавы меди включают класс бескислородных сплавов меди (OFC) и бескислородных сплавов с высокой теплопроводностью (OFHC). Эти сплавы обычно имеют чистоту меди 99,95% или выше с очень низким содержанием кислорода и других химических элементов.
Сплавы, перечисленные в этой статье, ни в коем случае не являются единственными сплавами, которые можно соединять.Однако по мере добавления в сварочную ванну различных элементов металлургия соединения может резко измениться, что усложняет сварку. Например, при сварке латуни, состоящей из комбинации меди и цинка, возникают серьезные проблемы, поскольку цинк выкипает из сварочной ванны, оставляя пустоты и трещины от напряжения. Иногда эти проблемы можно преодолеть, применяя различную технологию сварки, термическую обработку до и после сварки, а также используя присадочный материал. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и тестирование сварных швов квалифицированным и опытным сварщиком или цехом по сварке, таким как EB Industries.
См. Связанный контентСовместная конструкция — ключ к успеху
Важным аспектом сварки нержавеющей стали с медью является физическая конструкция соединения. Проблемы возникают, если соединение спроектировано так, что энергия сварного шва сначала проходит через медь. Медь, являясь отличным проводником тепла, обычно требует значительного количества энергии сварки, прежде чем она расплавится. Большое количество энергии вызывает две проблемы. Во-первых, дополнительная энергия вызывает большую, чем необходимо, зону термического влияния и тепловые искажения.Во-вторых, когда энергия проходит через медь в нержавеющую сталь, ее высокая энергия в основном разрушает нержавеющую сталь, вызывая дыры и прорывы. Гораздо лучше было бы, чтобы энергия шва проходила сначала через нержавеющую сталь, а затем через медь. Преимущество этой конструкции в том, что для плавления нержавеющей стали и меди можно приложить необходимое количество тепла. Любая дополнительная энергия быстро рассеивается в меди, как в радиаторе. Такая конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для плавления деталей.
Схема типов соединенийПредпочтительный процесс сварки — электронно-лучевая сварка
Электронно-лучевая сварка — предпочтительный процесс сварки меди с нержавеющей сталью. Основная причина этого заключается в том, что EBW — отличный процесс для сварки меди в целом, которая является более сложной для сварки из двух металлов. Электронный луч имеет очень высокую плотность энергии, на которую существенно не влияют ни теплопроводность меди, ни высокая отражательная способность меди.Энергия электронов быстро проникает через поверхность меди, что приводит к очень узкой и глубокой сварочной ванне. Затем этим бассейном можно легко управлять до необходимой глубины проникновения.
Обычно считается, что сварка с помощью лазерного луча не является хорошим процессом сварки для соединения меди с нержавеющей сталью. Однако за последние несколько лет лазеры продвинулись до такой степени, что регулярно получают хорошие результаты. Основное ограничение лазерной сварки связано с тем, что медь хорошо отражает свет лазерного луча.Для CO 2 лазера почти 99 процентов падающей световой энергии отражается. Лазеры с более короткими длинами волн, такие как Nd: YAG, работают намного лучше.