Нарезание внутренней резьбы
Нарезание внутренней резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части.
Хвостовиком метчик крепится в воротке или патроне станка.
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки.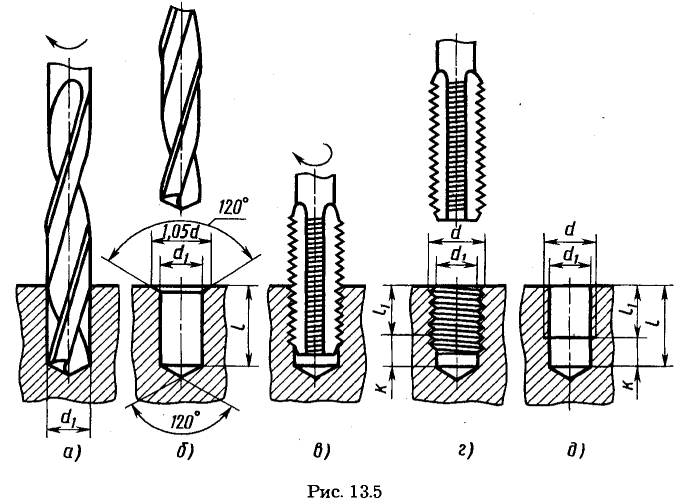
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2 — средний и № 3 — чистовой) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые(рис. а) и
слева). Воротки бывают – нерегулируемые(рис. а) и
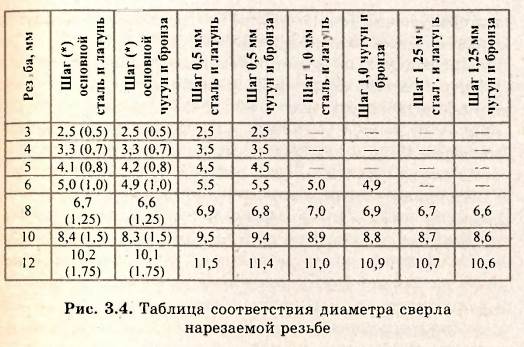
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Сталь | |||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом — чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
d — диаметр нарезаемой резьбы, мм; t — глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D — диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
Нарезают резьбу следующим образом (рис. 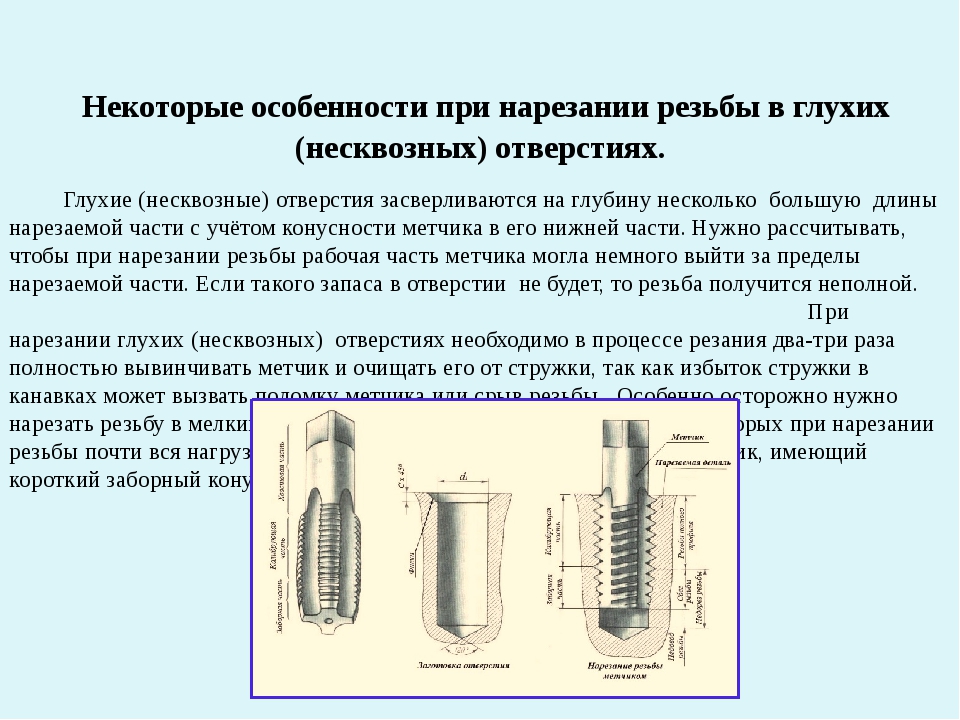 Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка
2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Нарезание внутренней резьбы в сквозном отверстии
В практике авторемонта часто встречается необходимость нарезания резьбы в сквозном отверстии. Рассмотрим как нарезать резьбу качественно и быстро. На примере восстановления отверстия под болт крепления защиты картера двигателя автомобиля Рено Логан.
Необходимые инструменты
— Метчик нужного диаметра
— Вороток для метчика
— Новый болт
— Проникающая жидкость на основе керосина (например, вд-шка)
Подготовительные работы
— Высверливаем обломанный болт
Подробнее: «Как высверлить обломанный болт».
— Производим необходимые замеры
Если отверстие под болт М6, то метчик выбираем тоже №6. При условии, что оно было высверлено сверлом 5 мм.
Порядок нарезания резьбы в сквозном отверстии
— Устанавливаем метчик в вороток и фиксируем его
Один край метчика имеет форму квадрата и им он вставляется в отверстие воротка. Зажимается вращением одной из ручек воротка (либо, если вороток не регулируемый, он должен иметь отверстие необходимого диаметра).
Зажимается вращением одной из ручек воротка (либо, если вороток не регулируемый, он должен иметь отверстие необходимого диаметра).
— Устанавливаем метчик в отверстие
Перед нарезанием впрыскиваем в отверстие немного проникающей жидкости. Вдавливаем метчик одной рукой в отверстие, другой вращаем по часовой стрелке вороток. Нужно сделать 1-2 оборота, чтобы метчик закрепился в отверстии. Далее выравниваем его перпендикулярно плоскости с отверстием под нарезку. Можно использовать угольник.
— Нарезаем резьбу в сквозном отверстии
Вращаем метчик за вороток по часовой стрелке в следующем порядке: два оборота вперед, пол-оборота назад (так стружка, образующаяся при нарезке будет крошиться и не будет создавать препятствие резцам метчика). После двух-трех оборотов имеет смысл залить в отверстие еще немного вд-шки. Постоянно контролируем перпендикулярное положение метчика относительно плоскости с отверстием. Таким способом проходим метчиком все отверстие и нарезаем в нем резьбу.
— Дорабатываем новую резьбу
После нарезания выворачиваем метчик и проходим им отверстие еще раз (уже без смазки). Далее окончательно извлекаем метчик и удаляем стружку из отверстия продув его сжатым воздухом.
Проверяем резьбу, ввернув в отверстие новый болт.
Примечания и дополнения
— Аналогичным образом восстанавливается и нарезается резьба в гайках.
— Для нарезания резьбы в «глухих» отверстиях применяется схожая, но несколько иная технология. Она подробно изложена в статье: «Нарезание резьбы в «глухих» отверстиях».
Еще статьи по слесарному делу в авторемонте
— Нарезание наружной резьбы
— Как вывернуть обломавшийся метчик
Как восстановить резьбу при помощи метчика и без него — РИНКОМ
Содержание
Как восстановить резьбу при помощи метчика и без него
- Как восстановить резьбу метчиком
- Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
- Заваривание отверстия с последующим нарезанием новой резьбы.

- Восстановление резьбы при помощи ввертыша.
- Восстановление резьбы при помощи спиральной вставки
- Заваривание отверстия с последующим нарезанием новой резьбы.
- Как восстановить резьбу в отверстии без метчика
- Использование эпоксидного клея
- Холодная сварка

Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
-
Рассверлите отверстие.
-
Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
-
Рассверливайте отверстие строго под прямым углом
-
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
-
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
-
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
-
Не забывайте использовать смазку и регулярно удалять стружку.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
-
Удаление старой резьбы путем рассверливания.
-
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
-
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
-
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
-
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
-
-
Обработка отверстия заподлицо основным металлом.
-
Сверление.
-
Нарезание новой резьбы.

Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
-
Рассверлите отверстие.
Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
-
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
-
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
-
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
 Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
-
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
-
Формирование резьбы. Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
-
Монтаж приспособления.
Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
-
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Изображение №1: рассверливание отверстия под спиральную вставку
Изображение №2: формирование резьбы под спиральную вставку
 Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
-
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
-
За счет упругости вставок нагрузки и напряжения распределяются равномерно.
Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
-
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
 Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
-
Заполните эпоксидным клеем отверстие.
-
Подождите пока полимер затвердеет.
-
Вкрутите болт.
-
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.
-
ABRO.
-
«Алмаз».
-
«Полимет».
Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
-
Вскройте упаковку и вытащите компоненты.
-
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
-
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
-
Смешайте в равных долях вещества из первого и второго тюбиков.
Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
-
Нанесите полученную смесь на предназначенное для вкручивание изделие.
-
Вкрутите его.
-
Обеспечьте необходимый температурный режим.
-
Не трогайте детали в течение указанного в инструкции времени.
 Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу. Это обеспечит правильное формирование витков при восстановлении резьбы.
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор.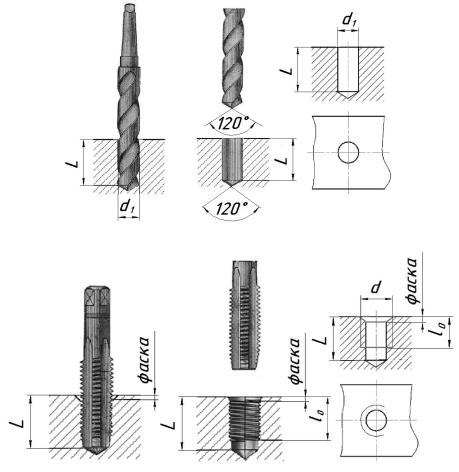 При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится.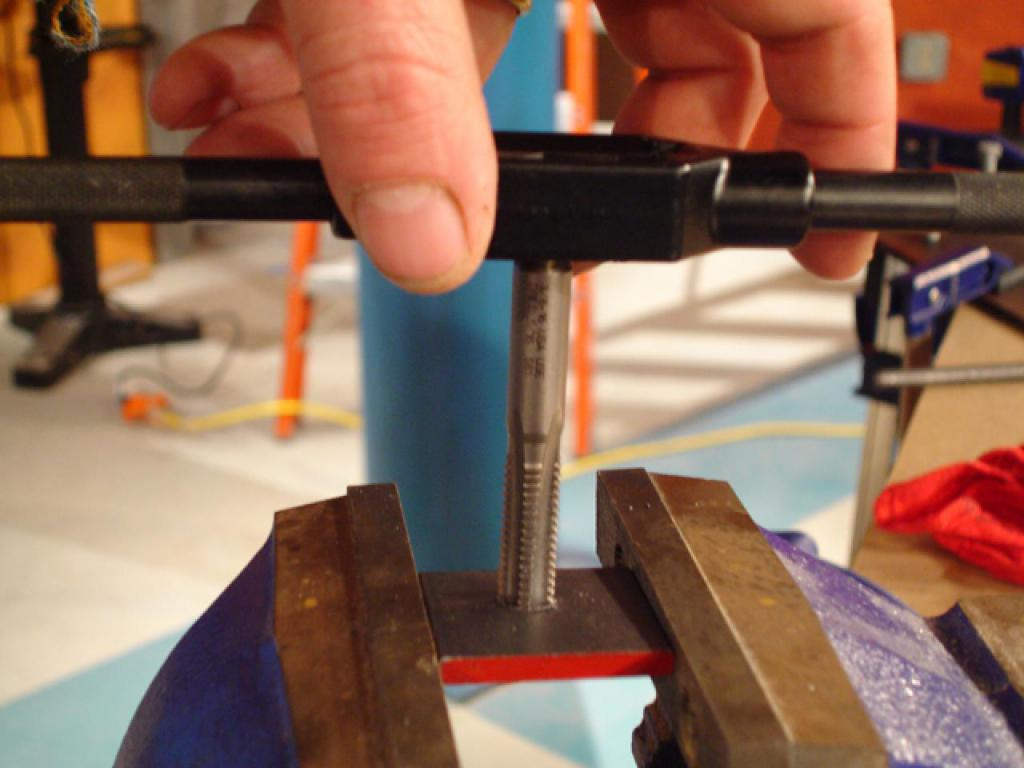 Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |

Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Диаметры сверл для отверстий под нарезание метрической резьбы по ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
Примечание: подчеркиванием выделены диаметры сверл для отверстий под резьбу с крупным шагом.
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 1 | 0,2 | 0,8 |
| 0,25 | 0,75 | |
| 0,2 | 0,9 | |
| 1,1 | 0,25 | 0,85 |
| 0,2 | 1 | |
| 1,2 | 0,25 | 0,95 |
| 0,2 | 1,2 | |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 0,35 | 1,25 | |
| 1,8 | 0,2 | 1,6 |
| 0,35 | 1,45 | |
| 2 | 0,25 | 1,75 |
| 0,4 | 1,6 | |
| 0,25 | 1,95 | |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 0,45 | 2,05 | |
| 3 | 0,35 | 2,65 |
| 0,5 | 2,5 | |
| 0,35 | 3,15 | |
| 3,5 | 0,6 | 2,9 |
| 0,5 | 3,5 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 4 | |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,5 |
| 0,8 | 4,2 | |
| 5,5 | 0,5 | 5 |
| 0,5 | 5,5 | |
| 6 | 0,75 | 5,25 |
| 1 | 5 | |
| 0,5 | 6,5 | |
| 7 | 0,75 | 6,25 |
| 1 | 6 | |
| 8 | 0,5 | 7,5 |
| 0,75 | 7,25 | |
| 1 | 7 | |
| 1,25 | 6,8 | |
| 0,5 | 8,5 | |
| 9 | 0,75 | 8,25 |
| 1 | 8 | |
| 1,25 | 7,8 | |
| 10 | 0,5 | 9,5 |
| 0,75 | 9,25 | |
| 1 | 9 | |
| 1,25 | 8,8 | |
| 1,5 | 8,5 | |
| 11 | 0,5 | 10,5 |
| 0,75 | 10,25 | |
| 1 | 10 | |
| 1,25 | 9,5 | |
| 12 | 0,5 | 11,5 |
| 0,75 | 11,25 | |
| 1 | 11 | |
| 1,25 | 10,8 | |
| 1,5 | 10,5 | |
| 1,75 | 10,2 | |
| 14 | 0,5 | 13,5 |
| 0,75 | 13,25 | |
| 1 | 13 | |
| 1,25 | 12,8 | |
| 1,5 | 12,5 | |
| 2 | 12 | |
| 15 | 1 | 14 |
| 1,5 | 13,5 | |
| 16 | 0,5 | 15,5 |
| 0,75 | 15,25 | |
| 1 | 15 | |
| 1,5 | 14,5 | |
| 2 | 14 | |
| 17 | 1 | 16 |
| 1,5 | 15,5 | |
| 18 | 0,5 | 17,5 |
| 0,75 | 17,25 | |
| 1 | 17 | |
| 1,5 | 16,5 | |
| 2 | 16 | |
| 2,5 | 15,5 | |
| 20 | 0,5 | 19,5 |
| 0,75 | 19,25 | |
| 1 | 19 | |
| 1,5 | 18,5 | |
| 2 | 18 | |
| 2,5 | 17,5 |
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 22 | 0,5 | 21,5 |
| 0,75 | 21,25 | |
| 1 | 21 | |
| 1,5 | 20,5 | |
| 2 | 20 | |
| 2,5 | 19,5 | |
| 24 | 0,75 | 23,25 |
| 1 | 23 | |
| 1,5 | 22,5 | |
| 2 | 22 | |
| 3 | 21 | |
| 25 | 1 | 24 |
| 1,5 | 23,5 | |
| 2 | 23 | |
| 26 | 1,5 | 24,5 |
| 27 | 0,75 | 26,25 |
| 1 | 26 | |
| 1,5 | 25,5 | |
| 2 | 25 | |
| 3 | 24 | |
| 28 | 1 | 27 |
| 1,5 | 26,5 | |
| 2 | 26 | |
| 30 | 0,75 | 29,25 |
| 1 | 29 | |
| 1,5 | 28,5 | |
| 2 | 28 | |
| 3 | 27 | |
| 3,5 | 26,5 | |
| 32 | 1,5 | 30,5 |
| 2 | 30 | |
| 33 | 0,75 | 32,25 |
| 1 | 32 | |
| 1,5 | 31,5 | |
| 2 | 31 | |
| 3 | 30 | |
| 3,5 | 29,5 | |
| 35 | 1,5 | 33,5 |
| 36 | 1 | 35 |
| 1,5 | 34,5 | |
| 2 | 34 | |
| 3 | 33 | |
| 4 | 32 | |
| 38 | 1,5 | 36,5 |
| 39 | 1 | 38 |
| 1,5 | 37,5 | |
| 2 | 37 | |
| 3 | 36 | |
| 4 | 35 | |
| 40 | 1,5 | 38,5 |
| 2 | 38 | |
| 3 | 37 | |
| 42 | 1 | 41 |
| 1,5 | 40,5 | |
| 2 | 40 | |
| 3 | 39 | |
| 4 | 38 | |
| 4,5 | 37,5 | |
| 45 | 1 | 44 |
| 1,5 | 43,5 | |
| 2 | 43 | |
| 3 | 42 | |
| 4 | 41 | |
| 4,5 | 40,5 | |
| 48 | 1 | 47 |
| 1,5 | 46,5 | |
| 2 | 46 | |
| 3 | 45 | |
| 4 | 44 | |
| 5 | 43 | |
| 50 | 1,5 | 48,5 |
| 2 | 48 | |
| 3 | 47 | |
| 52 | 1 | 51 |
| 1,5 | 50,5 | |
| 2 | 50 | |
| 3 | 49 | |
| 4 | 48 | |
| 5 | 47 |
Обзор способов нарезания резьбы: взгляд изнутри
Анализ способов нарезания резьбы позволяет производителям налаживать эффективную и рентабельную нарезку резьбовых отверстий.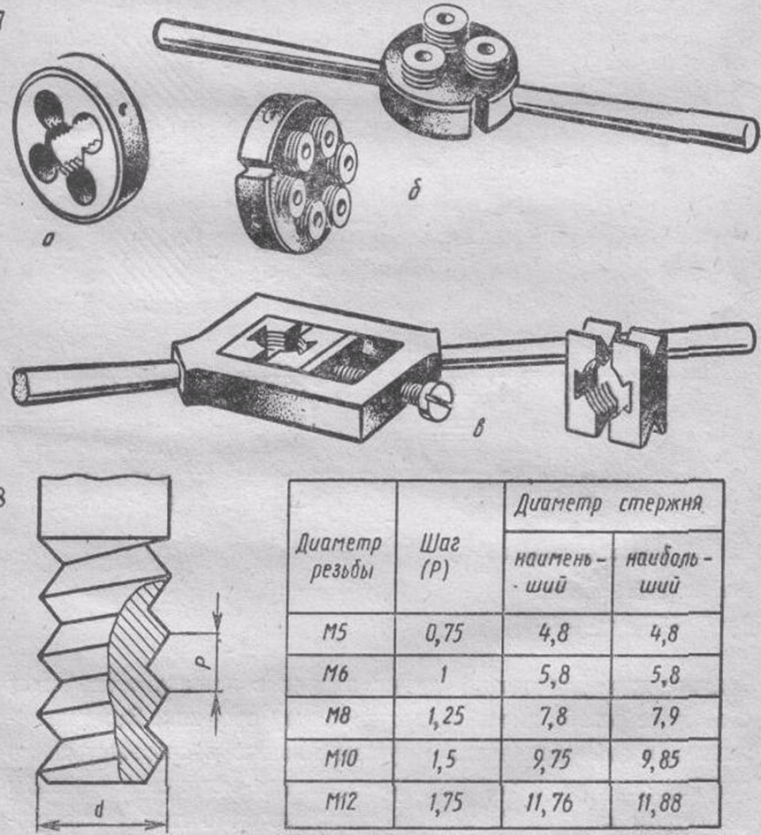 Здесь представлены достоинства и недостатки четырёх ключевых методов машинного нарезания резьбы: нарезание метчиками, фрезерование, нарезание на токарных станках и шлифование.
Здесь представлены достоинства и недостатки четырёх ключевых методов машинного нарезания резьбы: нарезание метчиками, фрезерование, нарезание на токарных станках и шлифование.
Нарезание метчиками
Метчики Emuge Multi TAP-Form накатывают резьбу на детали, отлитой из алюминия. Метчики-раскатники деформируют материал заготовки, тем самым создавая резьбу нужной формы. При этом процессе стружка не образуетсяПрименение метчиков для нарезания резьбы является эффективной и популярной практикой. «Нарезание резьбы метчиками–самый распространённый способ, так как он является наименее затратным на начальном этапе производства, но не всегда оказывается самым экономичным в итоге», – говорит Каллен Морисон, специалист по развитию бизнеса американской компании КОМЕТ, производящей метчики и резьбонарезные фрезы.
Нарезание резьбы метчиками – это продолжительный процесс, при котором снятие материала производится режущими кромками, расположенными на определенном расстоянии друг от друга. Окончательные размеры резьбы достигаются за один проход. «Метчик сконструирован под размеры конкретной резьбы: ей соответствуют диаметры заборной и калибрующей частей и шаг резьбы», – поясняет Марк Хэтч, менеджер по продукции корпорации Emuge, расположенной в городе Вест Бойлстон штата Массачусетс, производящей метчики и резьбонарезные фрезы. Марк также добавляет, что, поскольку метчик производит черновую и чистовую обработку за один проход, производится большое количество стружки, которую нужно эффективно отводить. В противном случае существует вероятность возникновения чрезмерного давления, которое может привести к повреждению резьбы или метчика.
Окончательные размеры резьбы достигаются за один проход. «Метчик сконструирован под размеры конкретной резьбы: ей соответствуют диаметры заборной и калибрующей частей и шаг резьбы», – поясняет Марк Хэтч, менеджер по продукции корпорации Emuge, расположенной в городе Вест Бойлстон штата Массачусетс, производящей метчики и резьбонарезные фрезы. Марк также добавляет, что, поскольку метчик производит черновую и чистовую обработку за один проход, производится большое количество стружки, которую нужно эффективно отводить. В противном случае существует вероятность возникновения чрезмерного давления, которое может привести к повреждению резьбы или метчика.
Контролирование отвода стружки – это большая проблема при нарезании резьбы, особенно в мягких материалах, ведь при обработке такого материала получается сливная стружка. Такая стружка может образовывать заторы вокруг метчика или забивать его канавки, что может привести к обламыванию метчика в отверстии. «Алюминий, углеродистые и нержавеющие стали 300 серии являются наиболее сложными материалами для контроля отвода стружки», – отмечает Шерил Стюарт, инженер по применению метчиков и резьбонарезных фрез, сотрудник компании OSG Tap & Die Inc. , расположенной в Глендейл Хайтс, штат Иллинойс.
, расположенной в Глендейл Хайтс, штат Иллинойс.
Метчики могут быть использованы при обработке практически любого материала твердостью до 50 HRC, но некоторые производители предлагают метчики, эффективные и до 65 HRC.
Спиралевидный метчик для нержавеющей стали EXOPROCC-SUS от OSG имеет изменяемую геометрию стружечных канавок с улучшенным контролем отвода стружкиТакже нужно обращать внимание и на диметр отверстия под резьбу. Большинство предприятий нарезают резьбу в отверстиях диаметром не более 16 мм. Моррисон отмечает, что «при нарезании резьбы в отверстиях большего диаметра у станка может просто не хватить мощности для поворота метчика, контактирующего с заготовкой»
Также он добавил, что при нарезании резьбовых отверстий диаметром 6 мм и менее существует проблема отвода стружки, так как пространство очень ограничено, а инструменты маленького размера относительно хрупкие.
Вдобавок, метчики могут нарезать резьбу в отверстиях глубиной более трёх диаметров самого инструмента. «Как раз в этом случае метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой», –говорит Мориссон. «До тех пор, пока у вас не возникает никаких проблем при отводе стружки, вы можете углублять инструмент настолько, насколько это позволяет сделать его конструкция».
«Как раз в этом случае метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой», –говорит Мориссон. «До тех пор, пока у вас не возникает никаких проблем при отводе стружки, вы можете углублять инструмент настолько, насколько это позволяет сделать его конструкция».
Поскольку диаметр и шаг резьбы всегда остаются неизменными, один и тот же метчик не может использоваться для нарезания отверстий разного размера. Более того, нарезание резьбы подразумевает очень тесный контакт инструмента с заготовкой, из-за чего инструмент подвергается воздействию больших сил. Метчик может сломаться и застрять в отверстии, при этом деталь может уйти в брак. Поэтому при использовании метчиков нужно позаботиться о достаточном количестве смазки.
Накатка резьбы
Процесс резьбообразования при накаткеМетчики-раскатники используются для накатки внутренней резьбы глубиной до четырёх диаметров самого инструмента. Накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки, но твёрдость заготовки при такой обработке ограничивается 40 HRC. Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Накатные метчики обычно имеют диаметр от 0.5 до 19 мм. Инструменты большего размера создают и большее трение, поэтому требуют большей мощности станка.
По сравнению с обычными метчиками, метчики-раскатники обладают большей жесткостью и менее подвержены излому. «Давление, действующее на метчик, направлено тангенциально, метчик испытывает скручивающие напряжения, в то время как давление на метчик-раскатник направлено по радиусу в центр, поэтому он гораздо надежнее,» – говорит Моррисон.
«Накатанная резьба прочнее резьбы, получаемой нарезкой, так как зернистый по своей структуре металл подвергается сдавливанию, что делает его более однородным», – объясняет Хетч, работник компании Emuge.
Недостаток накатных метчиков заключается в том, что они требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка. «Для пластической деформации требуется приложить большую силу, чем при его резке», – поясняет Стюарт.
«Для пластической деформации требуется приложить большую силу, чем при его резке», – поясняет Стюарт.
Ещё одним ограничением является то, что отверстие должно быть просверлено более точно, чем таковое отверстие при нарезании резьбы.
Кроме того, резьбы, полученные путем пластической деформации материала, не подходят для некоторых отраслей промышленности, таких как медицинская и авиационно-космическая. «При накатке резьбы внутренний диаметр не идеален», – отмечает Хэтч. «Авиационно-космическая отрасль не допускает такой изгиб (U-образный профиль) на внутреннем диаметре резьбы. Хотя, этот дефект не влияет на прочность резьбы, поэтому это не считается дефектом для деталей общего назначения».
Резьбонарезные фрезы
Фрезы для нарезания резьбы используют спиральную интерполяцию для нарезания как внутренней, так и наружной резьбы. Большинство станков ЧПУ, произведенных за последние 10 -15 лет, поддерживают спиральную интерполяцию.
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками).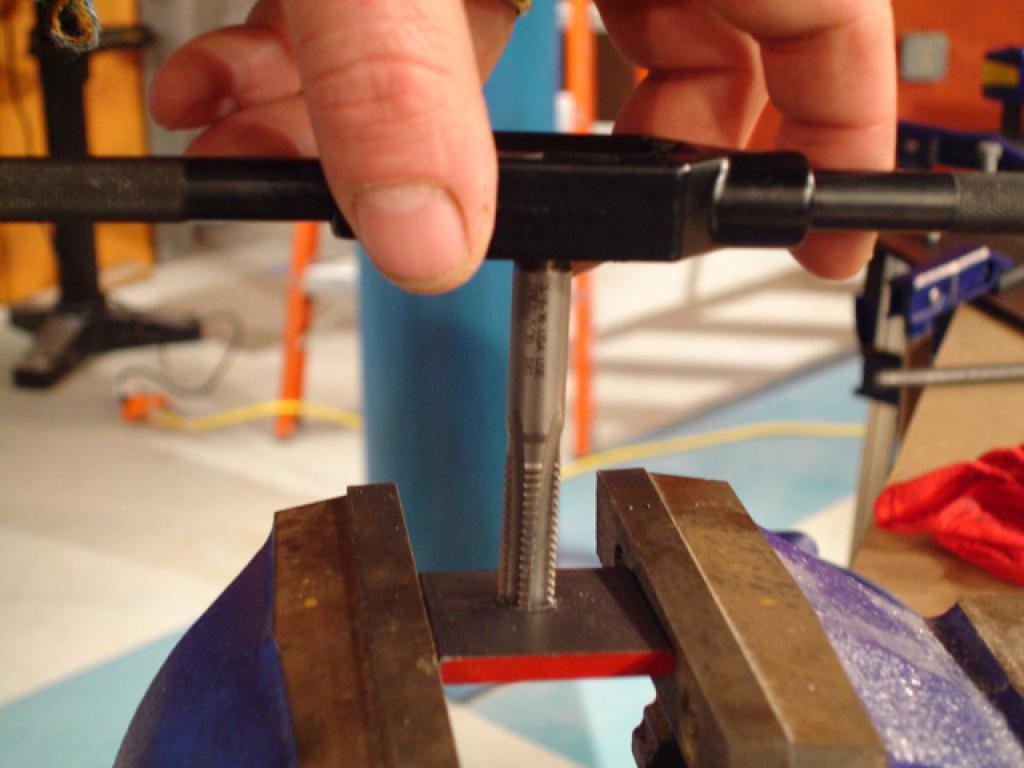 Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Большинство фрез для нарезания резьбы – многовитковые.
Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Большинство фрез для нарезания резьбы – многовитковые.
Фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC, что существенно расширяет область их применения. «Фреза одной и той же геометрии, но с одним или двумя слоями различных покрытий, позволяет обрабатывать множество разнообразных материалов», – объясняет Моррисон.
Одна и та же резьбонарезная фреза может применяться для отверстий, имеющих различный диаметр, но одинаковый шаг резьбы. Так как нижняя поверхность фрезы является плоской, она может быть использования для нарезания резьбы в непосредственной близости к нижней части глухого отверстия. KOMET, АмерикаОтвод стружки обычно не является проблемой при нарезании резьбы фрезами. «Нарезание резьбы фрезами — это резание с остановками, поэтому, независимо от свойств материала, всегда получается стружка надлома с короткими частицами», – говорит г-н Хэтч из компании Emuge.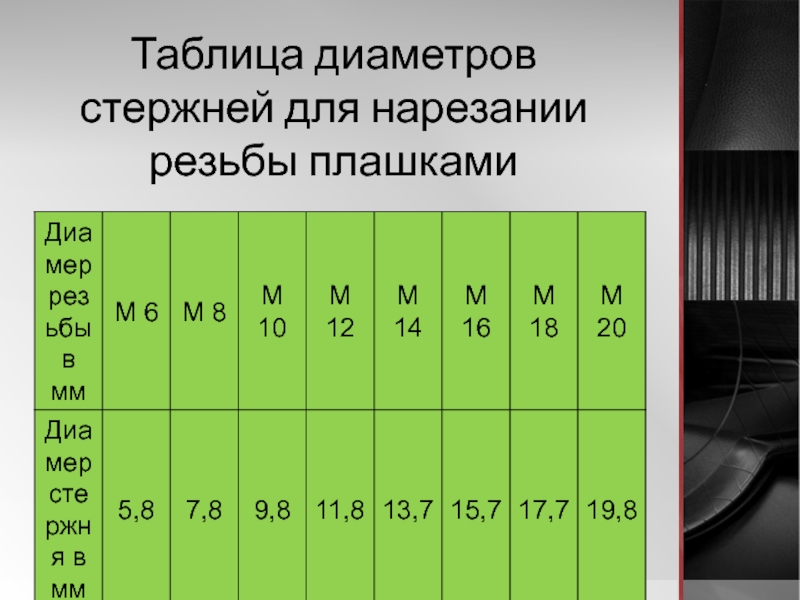
Резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами. Но по большому счету оптимальная глубина резки фрезой ограничивается 2.5 диаметрами самой фрезы. «При использовании фрезы для нарезания резьбы силы резания не сбалансированы», – отмечает Хетч. «При нарезании резьбы большой длины создается большое давление на боковую поверхность фрезы, так как на нее воздействует большая радиальная сила. Это может приводить к проблемам в виде отскакивания режущей кромки от заготовки и появлению на ней сколов, и даже к обламыванию фрез небольшого диаметра».
Однако одновитковая фреза может работать и на большой глубине. «Вы даже можете врезаться на 20 диаметров, если вам это действительно нужно», – говорит Моррисон. «У вас не будет проблемы отскакивания режущей кромки фрезы от края заготовки, так как в таком случае силы резания воздействуют только одну режущую кромку, находящуюся на самом конце фрезы. У нас много покупателей, работающих в области нефтедобывающей промышленности и электроэнергетики, закупающих одновитковые фрезы с длинным хвостовиком.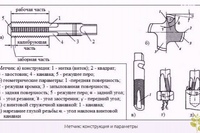 Для них гораздо рентабельнее иметь в своем распоряжении фрезу, подходящую для нарезания множества различных видов резьбы, даже с учетом того, что процесс идет несколько медленнее. Иначе им бы пришлось приобретать метчики длиной 250 мм стоимостью под 1000 долларов».
Для них гораздо рентабельнее иметь в своем распоряжении фрезу, подходящую для нарезания множества различных видов резьбы, даже с учетом того, что процесс идет несколько медленнее. Иначе им бы пришлось приобретать метчики длиной 250 мм стоимостью под 1000 долларов».
Использование фрез имеет множество преимуществ. Один и тот же инструмент может применяться для отверстий разного диаметра, при этом используется один шаг резьбы. Фреза с одной режущей кромкой может быть использована для обработки отверстий различных диаметров, а также и нарезания резьбы различного шага.
К тому же одновитковая резьбонарезная фреза может быть применена для обработки глухих и сквозных отверстий, а также для нарезания правой и левой резьбы. Так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, она не приведет к выбраковыванию детали. В заключение, фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу.
Тем не менее цикл обработки фрезой обычно дольше цикла обработки метчиками. «Так как использование фрез для нарезания резьбы требует специальной программы для станка, некоторые люди могут побояться их использовать», – говорит г-н Стюарт из компании OSG. «И всё же алгоритм достаточно прост и может быть реализован множеством управляющих программ станков ЧПУ».
Некоторые компании всё же предпочитают использовать метчики, так как хотят минимизировать вмешательство оператора в процесс работы. Использование фрез для нарезания резьбы подразумевает, что оператор должен постоянно производить необходимые регулировки. «Так как инструмент стачивается в процессе нормального износа, оператору необходимо регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы», – говорит Хэтч. «Обязанность оператора – измерять допустимые отклонения в размерах резьбы и следить за износом инструмента, а затем, на основе полученных данных, производить регулировку оборудования».
«Размеры метчика всегда остаются неизменными, метчик изготовлен по размерам нарезаемой им резьбы. Оператор просто время от времени сверяет размеры при помощи измерительных инструментов и калибров, и если эти размеры вышли за пределы допустимого, метчик просто выбрасывается».
Токарная обработка резьбы
Твердосплавные пластины для токарных станков от компании Carmex могут использоваться для нарезания как внутренней, так и наружной резьбыТокарная обработка является ещё одним способом нанесения внутренней резьбы. При этом используются либо сменные твердосплавные пластины, либо миниатюрный инструмент наподобие расточного резца. Обработка производится на многоосевых или токарных станках. Возможно применение однозубых и многозубых твердосплавных пластин. Многозубые пластины имеют по несколько зубцов на каждой режущей кромке, причем каждый зубец врезается глубже предыдущего, тем самым сокращается количество проходов, требуемых для нарезания резьбы.
Однако многозубые пластины достаточно дороги. «Большие производства, конечно, выиграют от использования таких пластин, но для маленьких производств польза может быть весьма сомнительной», – говорит Джеф Дей, президент компании Carmex Precision Tools LLC, Ричфилд, Висконсин, производящей инструменты для нарезания резьбы на токарных и фрезерных станках.
«Большие производства, конечно, выиграют от использования таких пластин, но для маленьких производств польза может быть весьма сомнительной», – говорит Джеф Дей, президент компании Carmex Precision Tools LLC, Ричфилд, Висконсин, производящей инструменты для нарезания резьбы на токарных и фрезерных станках.
Кроме того, многозубые резьбонарезные пластины не могут нарезать наружную резьбу на деталях с фланцами. «В зависимости от шага резьбы, глубина врезания первого и последнего зубцов различается примерно на 3 мм», – говорит Майк Тримбл, менеджер по продукции компании Vargus (США, Дженесвилль, штат Висконсин), также производящей инструменты для нарезания резьбы на токарных и фрезерных станках. «При наличии на детали фланца или выступа, режущая пластина не может подойти к нему вплотную последним зубом, поэтому последние витки резьбы нужно дорезать другим способом».
При нарезании резьбы на токарном станке оператор может применять режущие пластины как полного, так и частичного профиля (многозубые пластины могут быть только полнопрофильными). Пластины полного профиля формируют полный профиль резьбы, включая вершину витка резьбы (при этом внутренний диаметр резьбы выбирается зубцами режущей пластины). При таком подходе для нарезания каждого шага резьбы требуется отдельная пластина.
Пластины полного профиля формируют полный профиль резьбы, включая вершину витка резьбы (при этом внутренний диаметр резьбы выбирается зубцами режущей пластины). При таком подходе для нарезания каждого шага резьбы требуется отдельная пластина.
Пластины полного профиля нарезают более прочную, более прецизионную резьбу, чем пластины частичного профиля, причем за меньшее число проходов. Тримбл говорит, что это происходит из-за того, что они одновременно создают наружный, внутренний и номинальный диаметры резьбы.
Пластины частичного профиля нарезают резьбу без торцовки вершин витков (они не формируют внешний диаметр). Пластины частичного профиля имеют только одну режущую кромку, поэтому они могут нарезать резьбу различного шага, варьируя глубину проникновения режущей кромки в материал.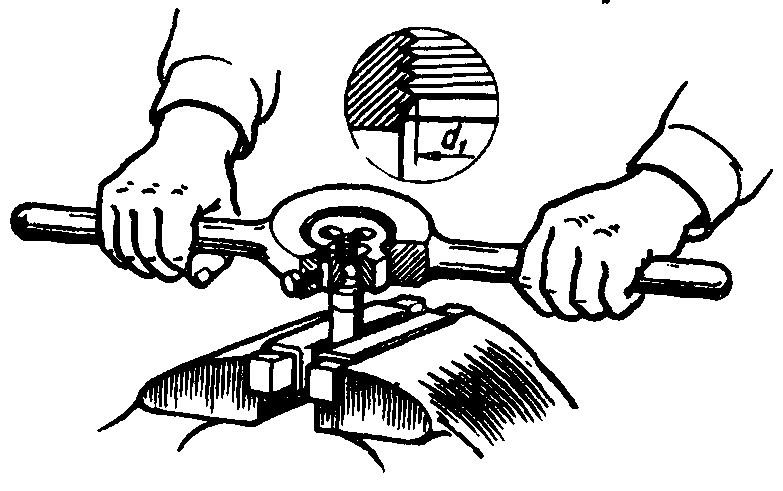 «У такой пластины очень острый кончик зуба, поэтому при большем шаге резьбы теряется ее прочность, и это может привести к более долгому процессу нарезания резьбы», – говорит Дей.
«У такой пластины очень острый кончик зуба, поэтому при большем шаге резьбы теряется ее прочность, и это может привести к более долгому процессу нарезания резьбы», – говорит Дей.
Нарезание резьбы на токарных станках при использовании сменных твердосплавных пластин позволяет нарезать резьбу в отверстиях диаметром 6 мм и больше. Для нарезания резьбы в меньших по диаметру отверстиях требуется цельный твердосплавный инструмент, при помощи которого возможно нарезать резьбу в отверстиях диаметром до 1.3 мм.
Что касается отверстий большого диаметра, компания Vargus сумела нарезать резьбу в отверстии диаметром 914 мм. Тримбл сказал: «Мы сделали это на вертикальном токарно-револьверном станке возрастом примерно в 100 лет. Не было никакого другого способа сделать это, кроме как точить эту резьбу, так как на таких станках не бывает спиральной интерполяции».
Нарезание резьбы на токарных станках подходит для отверстий глубиной до 3 его диаметров при использовании инструмента со стальными державками, и даже глубиной в 4-5 диаметров при использовании инструмента с державками из твердых сплавов.
Нарезание резьбы на токарных станках подходит для целого ряда материалов. «Мы каждый день нарезаем резьбу в материалах твердостью до 50 HRC», – говорит Тримбл. «Мы также нарезаем резьбу в экзотических материалах, таких как хастеллой и инконель 718, но это приводит к сокращению срока службы инструментов, так как такие материалы очень тверды или абразивны».
Отвод стружки является большой проблемой при нарезании внутренней резьбы на токарных станках, особенно остро проблема проявляется при нарезании резьбы в глухих отверстиях. Операторы могут компенсировать это, выбрав режущий инструмент с определенной геометрией, а также используя какой-либо вид поперечной подачи (прямо поперечная, по углу профиля резьбы, модифицированная угловая или попеременная угловая) используемый для облегчения отвода стружки, или метод обратной спирали. Тримбл объяснил, что «при последнем способе вместо того, чтобы нарезать резьбу по направлению к шпинделю, вы делаете это в обратном направлении, для облегчения отвода стружки».
«Применение того или иного вида поперечной подачи при нарезании резьбы зависит от конкретной детали, но в большинстве случаев при выборе модифицированной угловой подачи, вы не испортите работу», – говорит Тримбл. «Вы всегда можете использовать его в качестве способа по умолчанию. Но в 99% случаев, если вы сами не поменяете параметры программы станка, будет применяться прямо поперечная подача».
Как же производителю выбрать способ нарезания резьбы? Нарезание резьбы метчиками, фрезерование или токарная обработка? «Путем проб и ошибок», – ответил нам Дей. «Если один из способов не приносит удовлетворительного результата, нужно пробовать другой. У каждого из них есть свои достоинства и недостатки. Самое главное: решая взяться за нарезку резьбы, посмотрите на имеющиеся станки и подсчитайте стоимость инструментов, время цикла резки и сроки эксплуатации инструментов».
Метод шлифования для высокопрецизионной резьбы
Нарезание резьбы методом шлифования позволяет нарезать высокопрецизионные внутренние резьбы и является высокоэффективным решением для производства деталей с низким допустимым отклонением от размеров. При помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы, а также пазы, желоба и другие формы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач.
При помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы, а также пазы, желоба и другие формы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач.
Нарезание внутренней резьбы методом шлифования обычно производится на специализированных станках. Для шлифования прецизионного профиля резьбы, ход шлифовальной головки должен осуществляться согласно углу спирали резьбы. Такой подход требует от станка наличия переменной оси вращения, которую абсолютное большинство шлифовальных станков не имеет. Даже при том, что наружная резьба может быть нарезана на шлифовальном станке с использованием профилированного многозубого шлифовального круга, профиль шлифовального круга должен быть модифицирован под спиралевидную форму (параллельное шлифование по оси А). Для нарезания внутренней резьбы требуется шлифовальный круг с одним шлифующим зубом и ось А должна быть настроена под спираль.
Типичные размеры, обеспечивающие экономически выгодный процесс шлифования, варьируются от 10 до 533 мм. Согласно материалам производителя шлифовальных станков компании Drake Manufacturing Services Co., Уоррен, штат Огайо, золотым правилом при шлифовании резьбы в глубоких отверстиях является наличие пропорционального соотношения между длиной и диаметром шлифовальной державки 7:1. Но при этом возникает проблема отношения угла подъема витка к диаметру отверстия. По мере увеличения длины резьбы и уменьшения диаметра отверстия возникают трудности при шлифовании деталей с большим углом подъема витка. Появляются границы, при достижении которых шлифовальная державка будет ударяться об заготовку.
Проблемы отвода стружки при нарезании резьбы методом шлифования заключаются в своевременном поступлении охлаждающей жидкости и смыве стружки из зоны шлифования. Опять же, из-за очень ограниченного пространства при шлифовании внутренней резьбы малого диаметра, в зону шлифования очень сложно доставить охлаждающую жидкость и направить поток в направлении движения ходового вала и при этом не препятствовать движению шлифовальной державки и закрепленной на ней головки.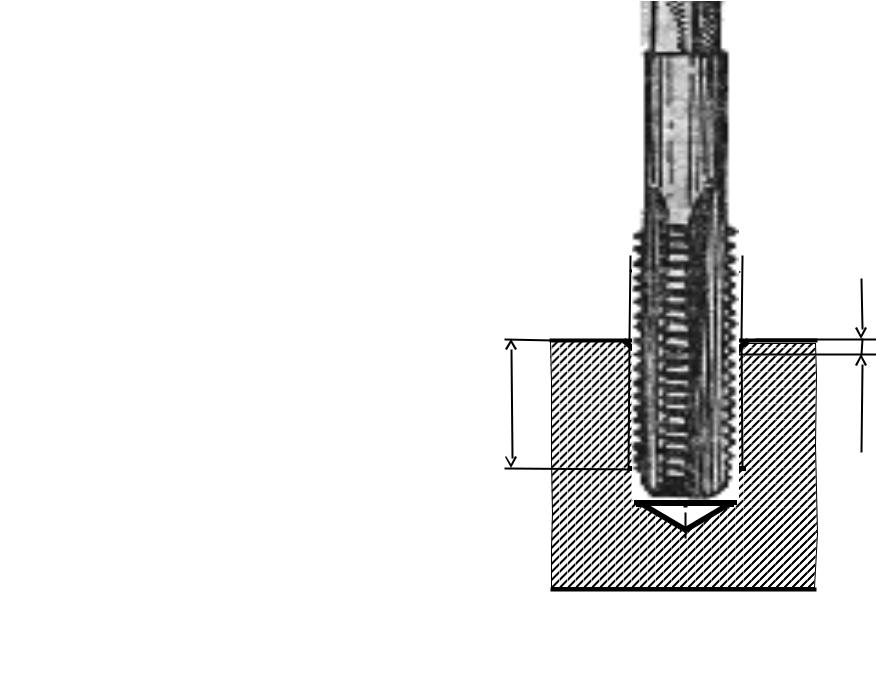
Нарезание внутренней резьбы методом шлифования является очень точным процессом. Необходимо очень точно установить шлифовальную головку, но после того, как сделаны все настройки, головка может быть очень быстро заменена впоследствии. Также, по словам Дрейка, шлифование внутренней резьбы может увеличить производительность, поскольку замена шлифовальной головки на головку для резьбы другого типа происходит быстрее, чем замена всей державки.
Дрейк утверждает, что для эффективного нарезания внутренней резьбы методом шлифования станок должен обладать несколькими важными свойствами. Этими свойствами являются: жесткость конструкции, стабильная температура, точное перемещение по осям, способность выполнять точные циклические перемещения и наличие прецизионных шпинделей с датчиками контроля температуры.
В рубрике «Нарезание резьбы» находятся материалы по данной теме: анонсы нового инструмента – современных моделей метчиков, плашек и разверток, описание решений технологических проблем, авторские статьи о современных технологиях, новости производителей инструмента.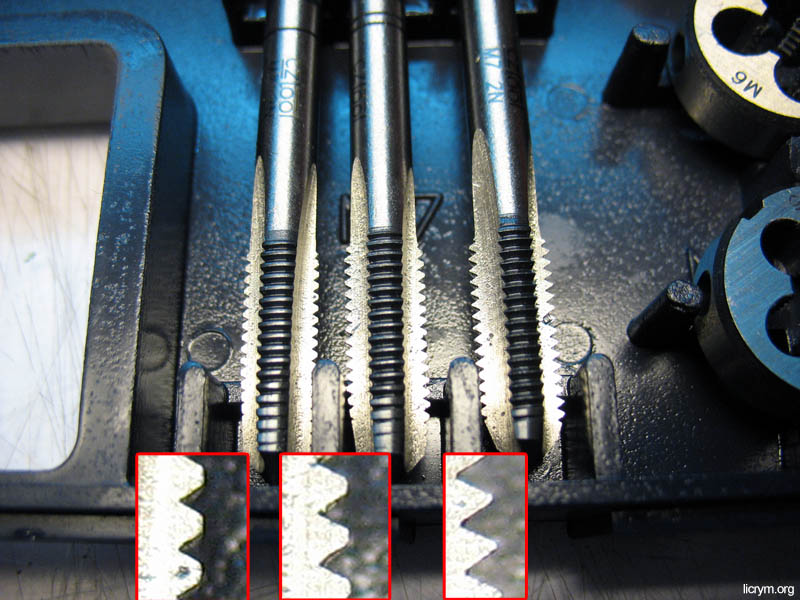
Источник материала: перевод статьи
Insider trading: evaluating internal threading methods,
Ctemag.com
Автор статьи—оригинала:
Сьюзан Вудс (Susan Woods), редактор
Нет связанных записей.
Как нарезать резьбу в чугуне метчиком
Резьбовое соединение является основным способом соединения деталей. При изготовлении своими руками любого приспособления из металла возникает необходимость самостоятельного нарезания резьбы. Нарезка позволяет своими руками сформировать резьбу в различных отверстиях.
На практике приходится иметь дело с различными материалами, которые отличаются по своим свойствам. Нарезка должна учитывать особенности материала. Существуют определенные правила, выработанные годами, которые позволяют качественно выполнить нарезание резьбы разных размеров и видов.
Особенности строения метчиков
Метчик, относящийся к группе слесарно-токарных режущих инструментов, имеет форму стержня, на котором выполнен режущий элемент. Он предназначается для нарезания внутренней резьбы, то есть внутри отверстия в различных материалах, а также для восстановления поврежденной внутренней резьбы.
Он предназначается для нарезания внутренней резьбы, то есть внутри отверстия в различных материалах, а также для восстановления поврежденной внутренней резьбы.
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Инструменты состоят из рабочей и хвостовой частей. В свою очередь, рабочая часть делится на заборный (режущий) и калибрующий участок. Режущий участок ответствен за основную функцию метчика — нарезание резьбы, и, чаще всего, имеет конусную форму. Он обладает зубьями в виде резцов, размещенных по окружности. Калибрующий участок выполняет задачу окончательного формирования. Он выполнен в виде цилиндра с зубьями, являющимися продолжением зубьев режущего участка. Этот участок значительно длиннее заборного. Рабочая часть в продольном направлении разрезана канавками, которые предназначены для формирования резцов и вывода стружки. В метчиках диаметром до 22 мм выполняется три канавки. Устройства специального назначения могут изготавливаться без канавок. Канавки могут быть прямыми или винтообразными.
Канавки могут быть прямыми или винтообразными.
Хвостовая часть имеет форму цилиндра. На конце участка выполнен квадрат для установки в крепежный инструмент. В этой части выбивается маркировка по диаметру. С помощью хвостовика инструмент фиксируется в ручном держателе или патроне станка.
Основные виды метчиков
По способу использования метчики делятся на два типа — ручные и машинные. Первые устанавливаются в ручных держателях (воротках) и предназначены для нарезания внутренней резьбы вручную. Машинные крепятся в специальные держатели для патронов токарного станка.
По виду резьбы, нарезаемой метчиком, они делятся на несколько видов. Метрический предназначен для нарезания наиболее распространенной метрической резьбы. Трубный формирует внутреннюю резьбу на трубах, а также усиленную в отверстиях металлических деталей. Дюймовый — это устройство для специальной дюймовой резьбы, а также конусообразной. Специализированные гаечные метчики изготавливаются из очень прочной стали (Р6М5) и имеют особую форму хвостовиков.
Кроме того, метчики подразделяются на одиночные и комплектные. Комплектные применяются для того, чтобы резать в несколько заходов. Комплект может содержать два метчика — чистовой и черновой; или три метчика — черновой, средней обработки и чистовой. Комплектность указывается на хвостовой части инструмента. Метчики в комплекте отличаются по форме зуба: у чернового зуб имеет трапециевидную форму; у среднего — треугольник с закругленной вершиной; у чистового — треугольник с острой вершиной.
Основные параметры
Нарезание резьбы метчиком.
В общем случае нарезать резьбу — это значит изготовить выступ на внутренней поверхности отверстия так, чтобы он образовал винтовую линию. Такой выступ, как и вся резьба, характеризуется следующими основными параметрами: угол подъема винтообразной линии, шаг, вид профиля выступа и угол подъема профиля, наружный и внутренний диаметр. Кроме того, принято выделять еще глубину, определяемую по наружному и внутреннему диаметрам.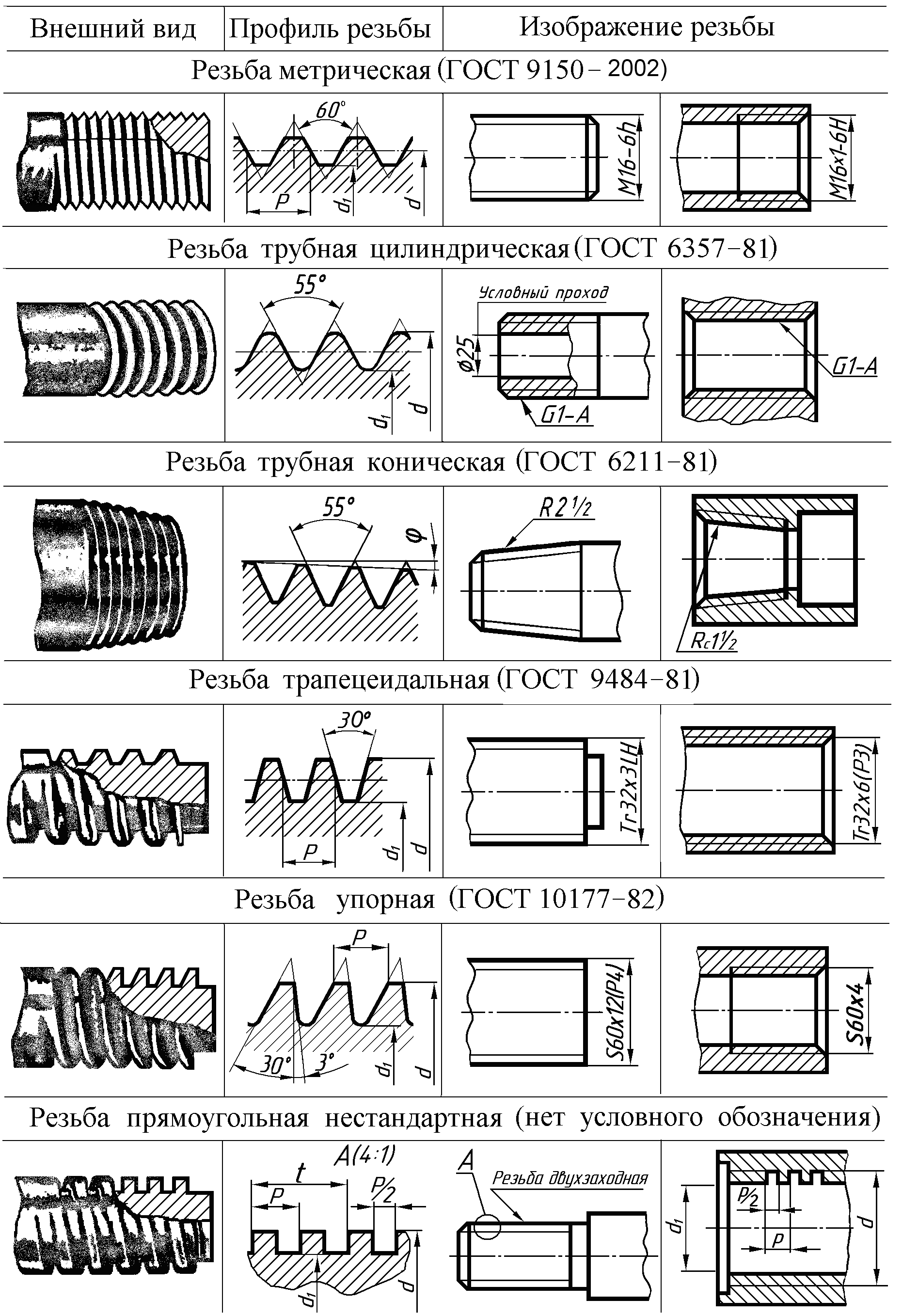
По направлению резьба может быть правой, когда винтообразный выступ поднимается против часовой стрелки, и левой, когда направление подъема выступа совпадает с движением часовой стрелки. По форме профиля выступа выделяются два основных типа: резьба с прямоугольным профилем и с треугольным профилем. Существуют еще специальные формы профиля, но они в бытовых условиях практически не применяются.
Основной является метрическая резьба. Такой профиль представляет собой треугольник с углом профиля 60º. По шагу метрическая делится на резьбу с крупным шагом и с мелким шагом. Пример полного обозначения метрической резьбы — М10х1-6Н. Обозначение нужно понимать следующим образом:
Таблица выбора метчиков для нарезания резьбы.
- М — метрическая резьба;
- 10 — номинальный диаметр;
- 1 — шаг резьбы;
- 6Н — пределы допуска отклонений размеров.
При нормальном (крупном шаге) обозначение сокращается (например, М10). В случае левой резьбы, вводится обозначение LH.
Вторым по распространенности в быту является трубный цилиндрический тип. Профиль представляет собой треугольник с углом при вершине 55º. Такой тип используется при соединении труб и цилиндров, где нужна повышенная герметичность соединения. Трубная цилиндрическая резьба обозначается буквой G с указанием диаметра в дюймах.
Упорная резьба основана на трапециевидном профиле с углами наклона с одной стороны 3º, с другой — 30º. В обозначение входит буква S, диаметр и шаг.
Выбор подходящего метчика
Схема нарезания внешней и внутренней резьбы.
Вначале выбирается тип метчика по виду резьбы и ее назначению (форма профиля, шаг резьбы, допуски). По требованиям (классу) точности определяется, следует ли применить одинарный метчик или необходим комплект. Кроме того, метчики выпускаются с различной чистотой обработки их режущего элемента, что влияет на точность нарезания профиля резьбы.
Материал, в котором надо нарезать резьбу, влияет на выбор метчика.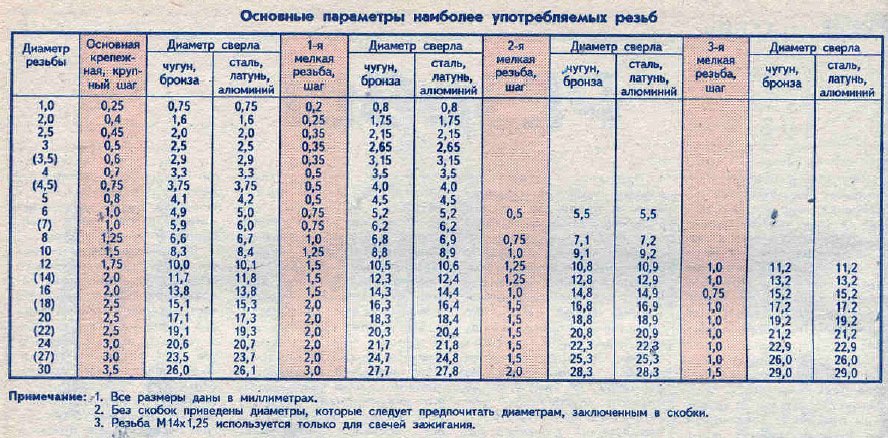 Так, следует учитывать передний угол заточки зубьев. Он составляет для стали — 5-10º, для медных сплавов — 0-5º, для алюминия и сплавов — 25-30º. Устройства могут изготавливаться из обычных сталей, высокопрочных сталей или высокопрочными напайками, что должно учитываться при рассмотрении того, материал какой прочности обрабатывается.
Так, следует учитывать передний угол заточки зубьев. Он составляет для стали — 5-10º, для медных сплавов — 0-5º, для алюминия и сплавов — 25-30º. Устройства могут изготавливаться из обычных сталей, высокопрочных сталей или высокопрочными напайками, что должно учитываться при рассмотрении того, материал какой прочности обрабатывается.
Основной выбор делается по диаметру отверстия, в котором производится нарезание внутренней резьбы. Диаметр метчика должен быть немного меньше диаметра отверстия. Так, для метрической резьбы М20 (диаметр метчика 20 мм) диаметр отверстия составляет 19 мм. При метрической резьбе, если нет особых требований, то выполняется стандартный шаг. Например, резьба М4 — шаг 0,7 мм; М5 — 0,8 мм; М10 — 1,5 мм; М12 — 1,75 мм и т.д.
Инструмент для крепления
Схемы нарезания резьбы плашками.
Для того чтобы обеспечить нарезание резьбы, метчику необходимо придать вращательное движение с приложением усилия. Эту функцию выполняет ручной держатель — вороток. Он обеспечивает вертикальное крепление инструмента и возможность приложения значительной нагрузки за счет рычагов. Стандартная конструкция воротка содержит узел крепления метчика и удлиненные ручки, при помощи которых можно вращать приспособление вручную с усилием.
Он обеспечивает вертикальное крепление инструмента и возможность приложения значительной нагрузки за счет рычагов. Стандартная конструкция воротка содержит узел крепления метчика и удлиненные ручки, при помощи которых можно вращать приспособление вручную с усилием.
Крепление устройства осуществляется двумя способами. Одна из конструкций воротка состоит из двух частей. При сочленении этих частей внутри формируется отверстие для установки метчика. Обе части сближаются на регулируемое расстояние, которое устанавливается винтами. Второй вариант предусматривает единую конструкцию воротка с отверстием по центру. Метчик вставляется в это отверстие и зажимается 3-4 стопорными винтами. Ручки воротка выполнены с обеих сторон. Длины ручек могут составлять 15-25 см.
Подготовка к нарезанию
Нарезка внутренней резьбы начинается с просверливания нужного отверстия — сквозного или глухого. Главное условие: отверстие должно быть меньше диаметра резьбы. При сверлении отверстия рекомендуется выбирать сверло из следующего условия:
- при резьбе М3 — диаметр сверла 2,5 мм;
- при М4 — 3,4 мм;
- при М5 — 4,2 мм;
- при М6 — 5 мм;
- при М8 — 6,7 мм;
- при М10 — 8,4 мм.

Если необходимо нарезать большую резьбу, то диаметр отверстия определяется приблизительно умножением диаметра резьбы на 0,8.
Отверстие для нарезания внутренней резьбы делается на сверлильном станке или электродрелью. В последнем случае заготовка зажимается в тиски. Необходимо следить, чтобы сверло направлялось строго вертикально. На верхней кромке отверстия снимается фаска для облегчения входа метчика. Ее можно сделать сверлом большего диаметра или напильником. После сверления отверстие тщательно очищается от стружки, что особенно важно для глухих отверстий.
Нарезка резьбы метчиком
Деталь, в которой просверлено отверстие для внутренней резьбы, закрепляется в тиски так, чтобы фаска на отверстии находилась вверху. Ось отверстия должна расположиться строго перпендикулярно столу. Метчик надежно закрепляется в гнезде воротка и вертикально вводится в фаску отверстия заготовки. Держась обеими руками за ручки воротка, метчик прижимают к детали и вращают по часовой стрелке. Вращение производится плавно и равномерно с легким нажимом. Так делается два оборота вперед. Затем производится поворот на половину оборота назад (против часовой стрелки). В такой последовательности просверливается все отверстие.
Вращение производится плавно и равномерно с легким нажимом. Так делается два оборота вперед. Затем производится поворот на половину оборота назад (против часовой стрелки). В такой последовательности просверливается все отверстие.
При нарезании резьбы болт нужно закреплять.
При нарезке резьбы необходимо периодически охлаждать инструмент. Рекомендуется использовать следующие вещества: при работе с алюминием и его сплавами — керосин, с медью — скипидар, со стальными деталями — эмульсию. Для таких металлов, как бронза или чугун, охлаждающие смазки можно не применять.
Нарезку внутренней резьбы метчиком лучше всего производить комплектными метчиками. Вначале нарезается черновая резьба. Потом аналогично пропускают средний метчик, и только потом резьба окончательно формируется с помощью чистового. Исключение из процесса какого-либо метчика не приведет к заметному ускорению процесса, но значительно ухудшит качество работы.
Основные правила нарезки
Внутренняя резьба метчиком должна делаться с обязательным соблюдением определенных правил. В случае нарезания в длинных отверстиях, в глухих отверстиях, в алюминии или меди, метчик нужно временами извлекать наружу, а отверстие тщательно прочищать от частиц металла.
В случае нарезания в длинных отверстиях, в глухих отверстиях, в алюминии или меди, метчик нужно временами извлекать наружу, а отверстие тщательно прочищать от частиц металла.
Нарезку рекомендуется производить полным комплектом устройства. Средний и чистовой вначале проворачиваются в отверстии вручную без закрепления в воротке и только после этого закрепляются в нем и прогоняются с легким усилием. Резьба внутри глухих отверстий нарезается длиной, большей расчетной длины резьбы на длину режущего участка метчика.
Введение метчика в отверстие необходимо тщательно контролировать по вертикали.
Через каждые три оборота воротка следует проверять вертикальность угольником.
Обязательно используется охлаждающая жидкость.
При нарезке могут возникнуть характерные дефекты, за появлением которых необходимо пристально следить.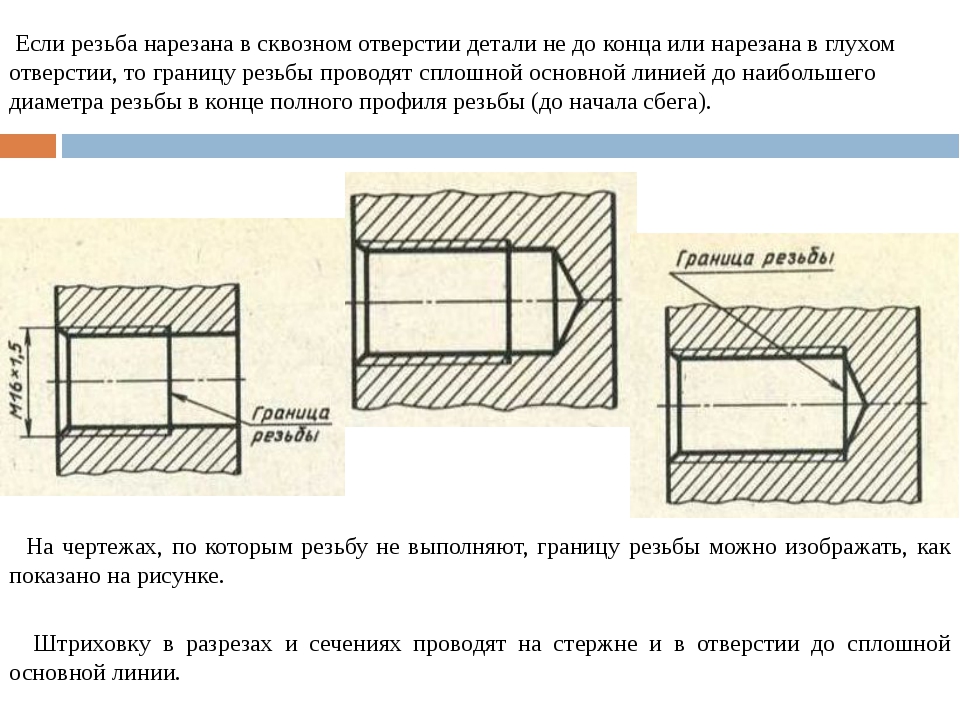 Шероховатая или неравномерная резьба появляется при недостаточном охлаждении или перекосе метчика. Неполное формирование профиля может проявиться при неправильном просверливании отверстия. По той же причине могут происходить перекосы направления и поломки инструмента.
Шероховатая или неравномерная резьба появляется при недостаточном охлаждении или перекосе метчика. Неполное формирование профиля может проявиться при неправильном просверливании отверстия. По той же причине могут происходить перекосы направления и поломки инструмента.
Необходимый инструмент
Для нарезания резьбы метчиком понадобится следующий инструмент:
- набор метчиков;
- вороток;
- тиски;
- электродрель;
- набор сверл;
- плоскогубцы;
- отвертка;
- напильник;
- наждачная бумага;
- штангенциркуль;
- угольник.
При изготовлении своими руками различных приспособлений не удастся обойтись без резьбовых соединений. Нарезка метчиками является важнейшим этапом таких работ. При выполнении определенных правил ее можно произвести самостоятельно.
Автор: 1-vip, 6 декабря 2012 в Разговоры
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Автор: stroitelinfo · Опубликовано 01.02.2014 · Обновлено 08.11.2018
Нарезаем резьбу метчиком. Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильная нарезка резьбы метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент. Как нарезать резьбу метчиком самостоятельно.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала.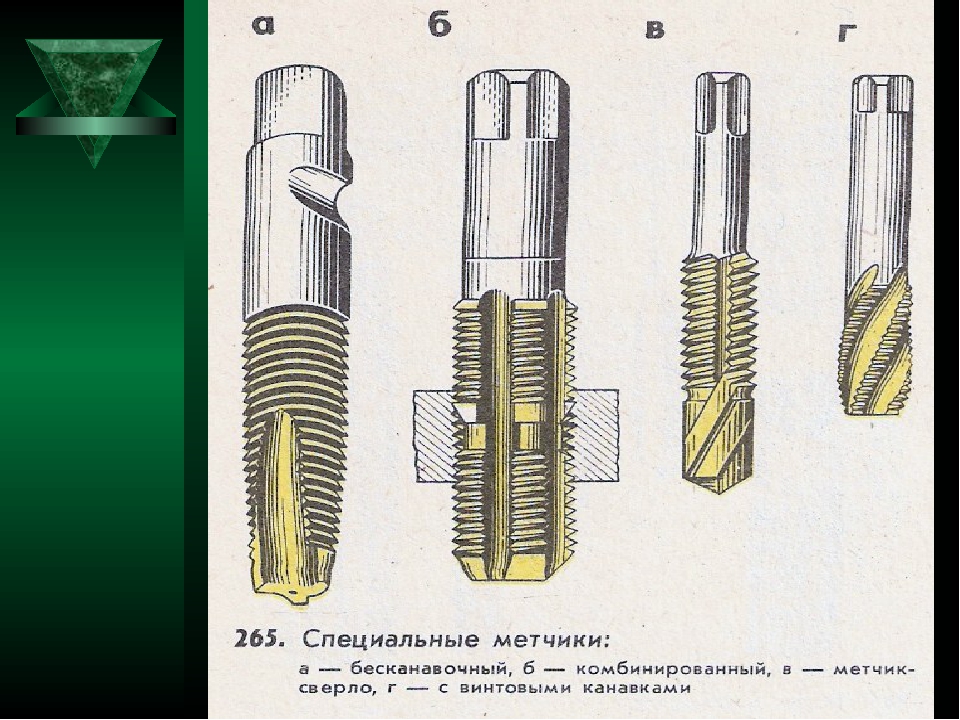 К ним относятся все дешевые варианты неизвестного происхождения.
К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).

В качестве смазки не рекомендуется использовать минеральные либо машинные масла. Их состав не позволяет мягко скользить поверхности метчика или плашки, поэтому резьба получится с шероховатостями.
Как нарезать резьбу метчиком: нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.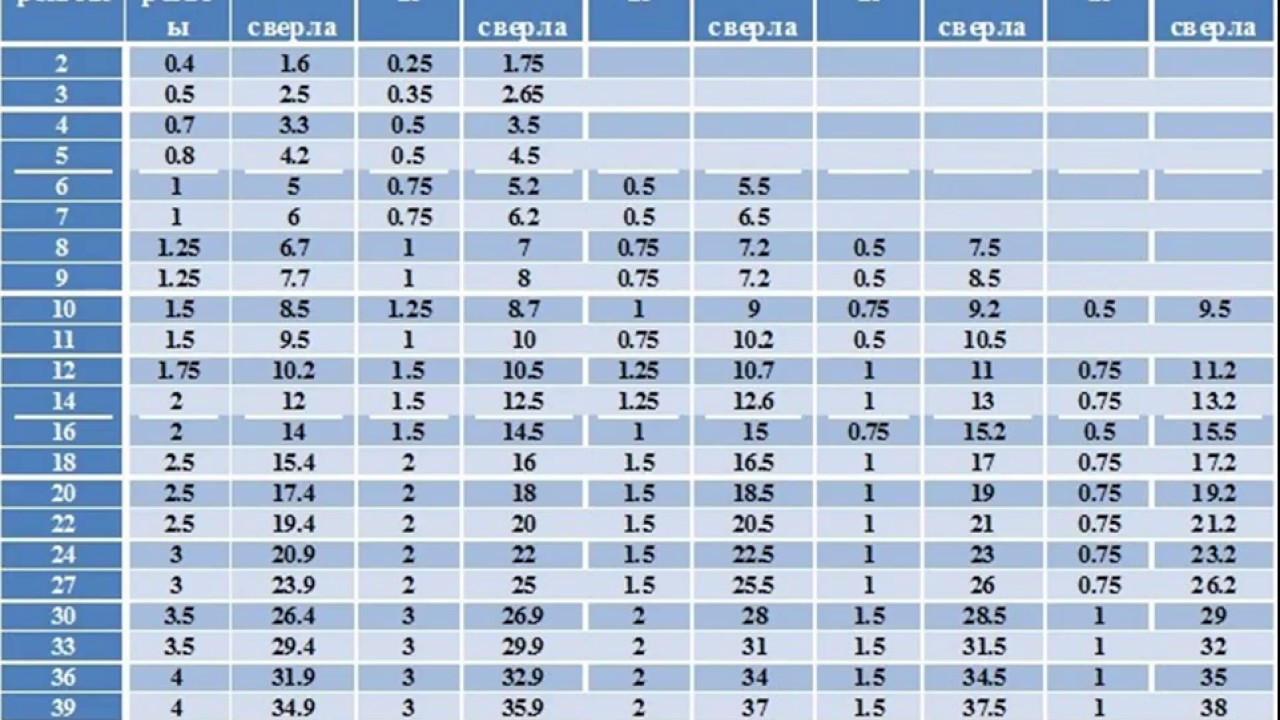
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу сметчиком: нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку : Клупп для нарезки резьбы , Как крепить анкерный болт
 youtube.com/embed/xKnc9ungzyc?rel=0″/>
youtube.com/embed/xKnc9ungzyc?rel=0″/>
Как нарезать резьбу в глухом отверстии
Для соединения изделий между собой используют разные способы:
Если детали соединять болтом с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.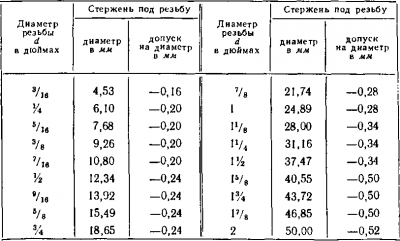
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Подготовка отверстия.
 Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.
Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.
В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка.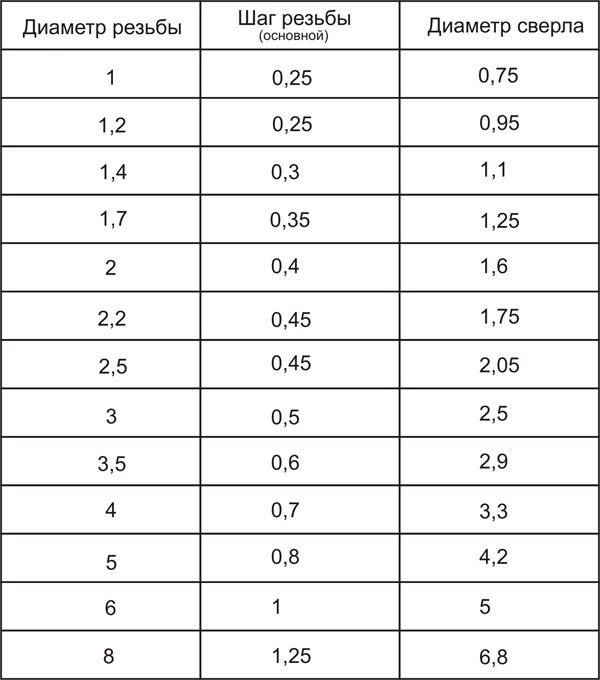 Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Если что-то пошло не так, или что делать со сломанным метчиком
При неправильной организации работы метчик может сломаться. Причины, приводящие к поломке:
- перекос инструмента;
- несоответствие диаметра отверстия;
- слишком высокая скорость нарезки;
- пренебрежение правилом +360 градусов, -180 градусов.
Если вы не знаете какое предварительное отверстие необходимо сделать в металле чтобы нарезать резьбу и не сломать метчик, скачайте ГОСТ 19257-73, называется он “Отверстия под нарезание метрической резьбы”.
Как выкрутить сломанный метчик
Способов на самом деле немного.
- Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.
Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.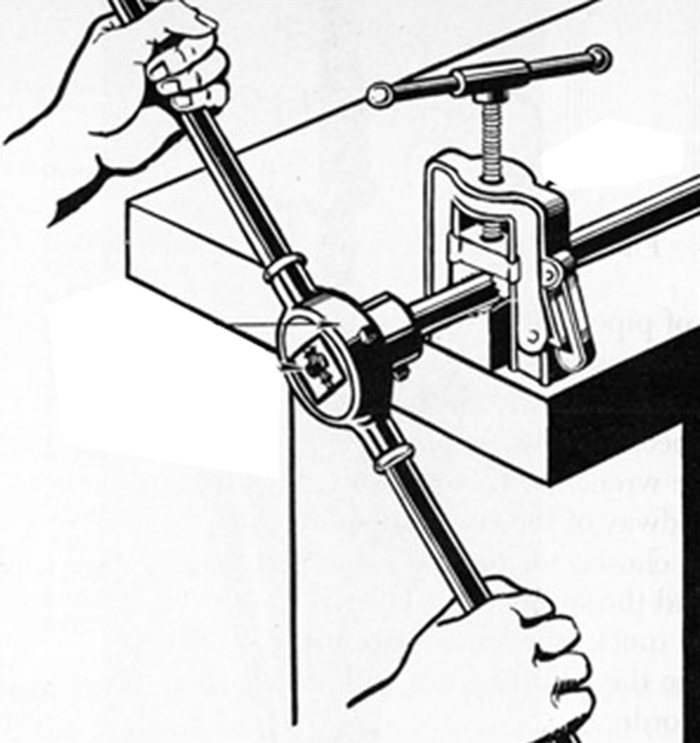
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
А в заключение видео информация по нарезанию внутренней резьбы метчиком.
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали.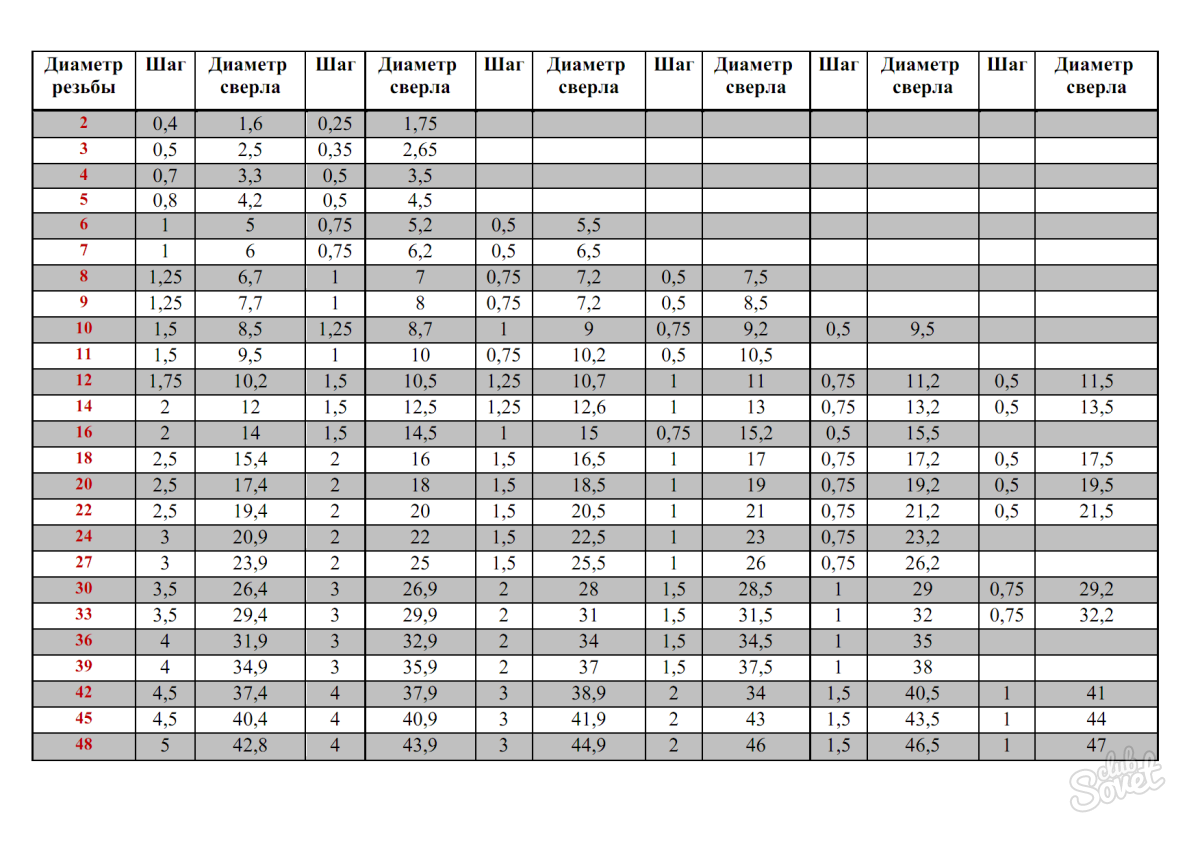 Метчик состоит из хвостовика и рабочей части.
Метчик состоит из хвостовика и рабочей части.
Хвостовиком метчик крепится в воротке или патроне станка.
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2 — средний и № 3 — чистовой) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые(рис. а) и регулируемые(рис. б).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр сверла | Диаметр сверла | |
| Сталь | Сталь | |
| 1,6 | 3,0 | 4,2 |
| 1,9 | 6,0 | 5,0 |
| 2,15 | 8,0 | 6,7 |
| 2,5 | 10,0 | 8,4 |
| 3,4 | 12,0 | 10,1 |
Иногда можно воспользоваться простым способом – чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.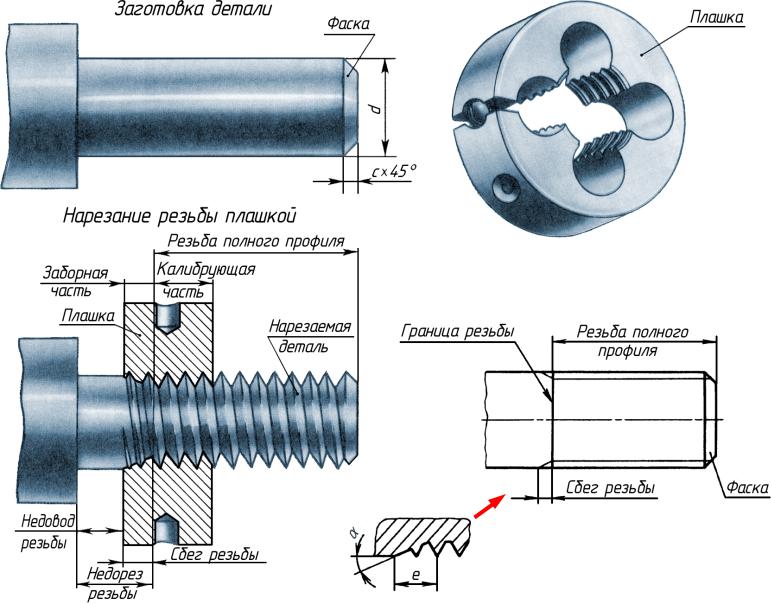
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
где D – диаметр отверстия, мм;
d – диаметр нарезаемой резьбы, мм; t – глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D – диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис.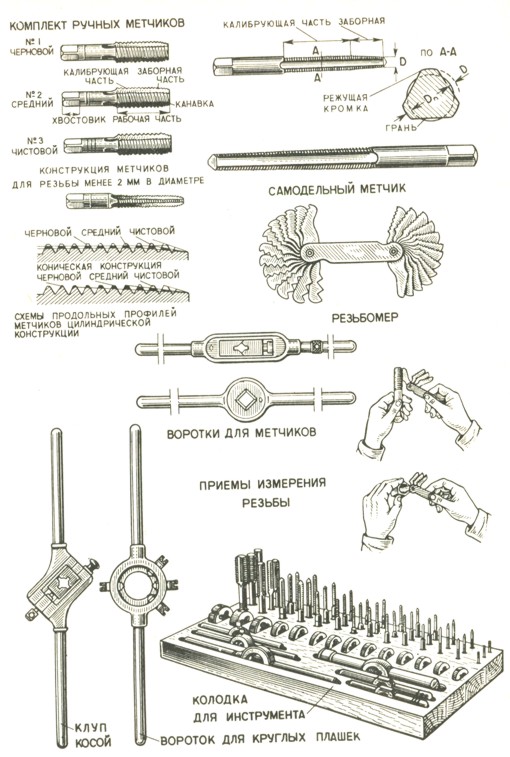 выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).
Нарезают резьбу следующим образом (рис. в). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1—2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают.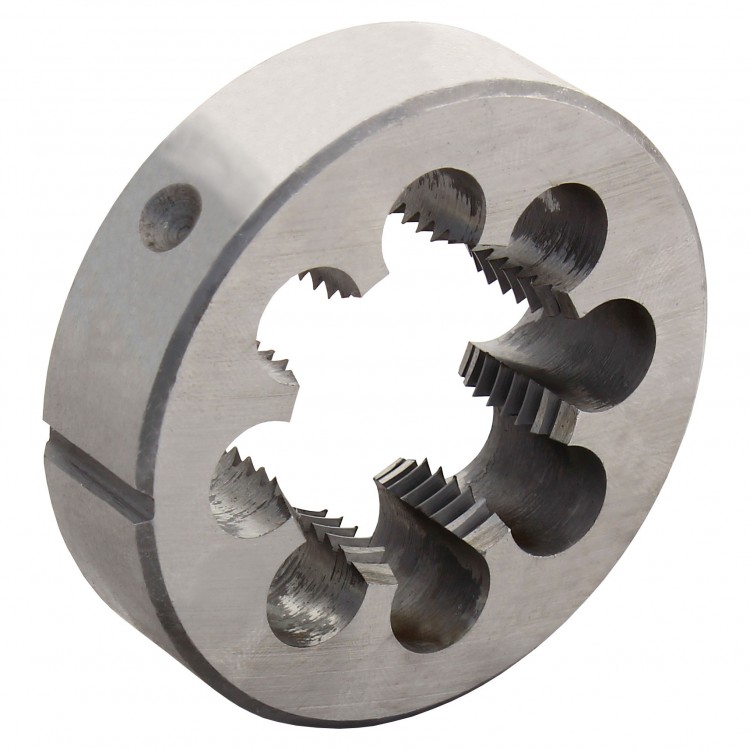 Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Нарезание резьбы 101: Введение в нарезание резьбы
Нарезание резьбы — это процесс создания винтовой резьбы для скрепления предметов. Резьбовые детали невероятно распространены, и не зря: резьба позволяет легко и недорого соединять детали. Их можно создавать разными способами, и они используются с десятками различных типов застежек. В этом посте мы расскажем о нескольких процессах, используемых для нарезания резьбы, о том, как добавить резьбовые вставки к определенным материалам, как предотвратить поломку метчиков и многое другое.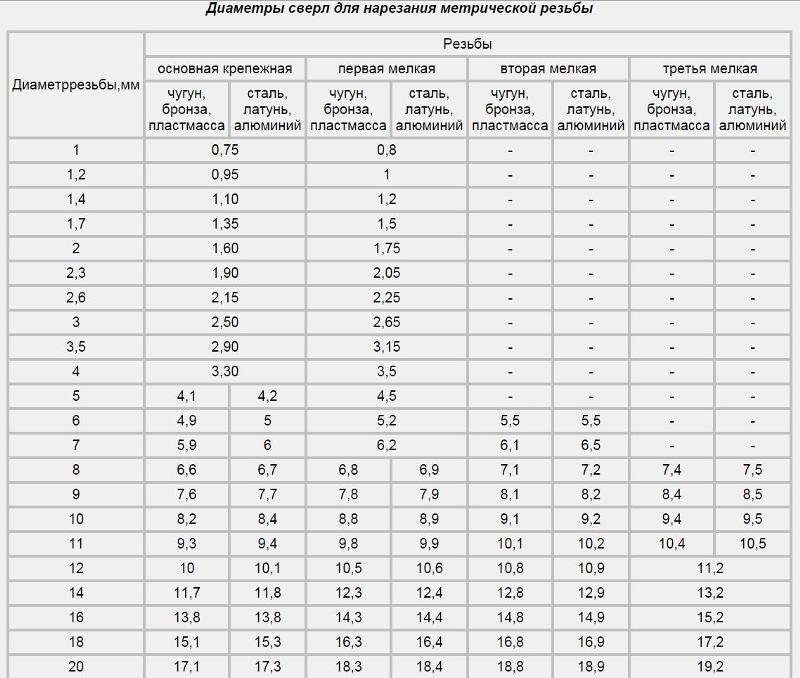
Нарезание резьбы: как это работает
Распространенный метод создания резьбы — нарезание ее метчиком или штампом. Метчики используются для нарезания внутренней резьбы, как в гайке, а плашки используются для нарезания внешней резьбы, например, на болте. Нарезание резьбы метчиком называется «нарезание резьбы метчиком», а нарезание резьбы штампом — «нарезание резьбы». Оба эти процесса можно выполнять вручную с помощью метчика или штампа.
(Слева направо) Плашки, ручка для метчика, ручка для штампа, метчики.Источник
Станки с ЧПУ также могут нарезать резьбу, хотя это не похоже на сверление сквозного отверстия, когда вы можете просто запустить шпиндель и клюнуть вниз. Нарезание резьбы требует хорошего крутящего момента и точного управления двигателем для точного перемещения шпинделя и оси Z. Шпиндель также должен вращаться в обратном направлении, чтобы снять метчик. К сожалению, задача не из простых: метчики легко ломаются из-за недостаточной очистки от стружки, высоких скоростей или плохого угла входа в отверстие.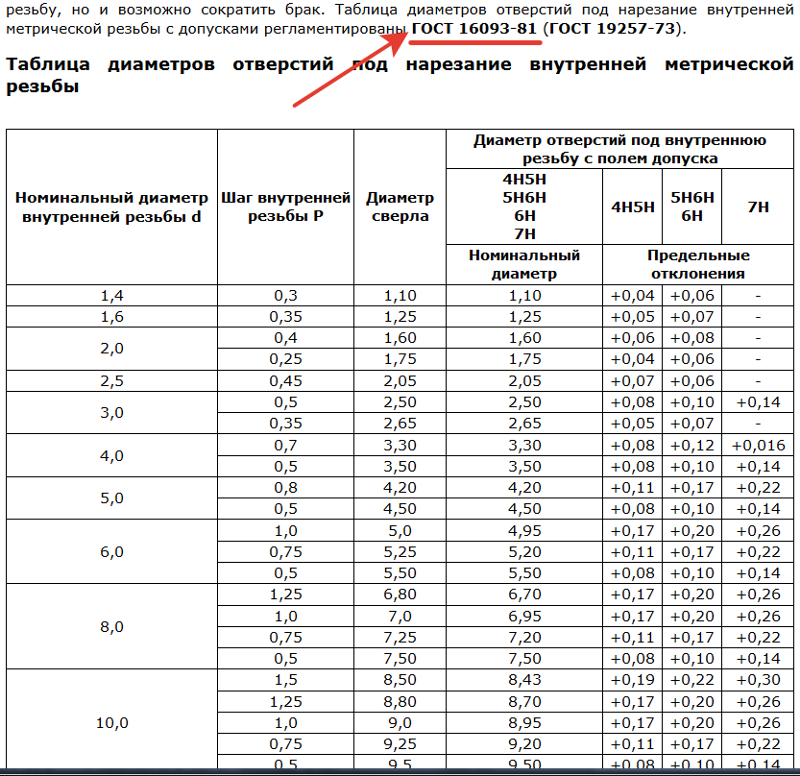
Сломанный кран.Источник
Сломать метчик в отверстии может быть реальной проблемой: если он сломается над материалом, его можно открутить плоскогубцами, но обычно они ломаются в материале или под ним. Подумайте о том, как удалить сломанный метчик из-под верхней части материала, не повредив остальную часть или резьбу. Из-за серьезности этой проблемы предприятия были построены на услугах по удалению сверл и метчиков.
Тип используемого метчика имеет решающее значение для обеспечения его пригодности для многих отверстий.Конические метчики имеют режущие зубья, которые постепенно взаимодействуют с заготовкой, что делает их идеальными для начальных отверстий с хорошим совмещением. Отводы с донным отверстием имеют плоское дно для доступа к самой глубокой части любого глухого отверстия. Существует много других типов метчиков, в том числе более конические для нарезания трубной резьбы и некоторые со спиральными канавками, которые помогают удалять стружку.
Фрезерование резьбы. Источник
Источник
Для нарезания резьбы с помощью фрезы с ЧПУ, вместо использования матрицы, идеально подходит тип режущего инструмента, называемый резьбовой фрезой.В отличие от метчиков и плашек, которые изготавливаются для определенного размера и шага резьбы, резьбовые фрезы можно использовать для фрезерования практически любого типа резьбы в любом направлении (левом или правом) благодаря компьютерному управлению. Их также можно использовать для нарезания внутренней резьбы, что особенно удобно, когда в детали требуется слишком большое отверстие, чтобы метчик подходящего размера поместился в станке. Универсальность резьбовой фрезы означает, что фреза с ЧПУ может создавать резьбу в отверстиях любого размера, если деталь может поместиться в станке.
Рекомендации по материалам резьбы
Однако нарезание резьбы подходит не для всех материалов. Его не рекомендуется использовать в деревообработке из-за недостаточной прочности древесины для поддержки и удержания резьбы, особенно если резьба небольшая. Иногда по тем же причинам стоит избегать нарезания тонкой резьбы в пластике. Однако ваши шансы на успех зависят главным образом от размера отверстия: большие и грубые резьбы могут работать нормально. Другие мягкие материалы, такие как HDPE или пена, могут изначально удерживать нити, но, скорее всего, со временем не выдержат большого использования.
Иногда по тем же причинам стоит избегать нарезания тонкой резьбы в пластике. Однако ваши шансы на успех зависят главным образом от размера отверстия: большие и грубые резьбы могут работать нормально. Другие мягкие материалы, такие как HDPE или пена, могут изначально удерживать нити, но, скорее всего, со временем не выдержат большого использования.
Гайка тройника. Источник
При использовании болтов и других резьбовых соединений с деревом хорошо подходят забитые резьбовые вставки, называемые «тройниковыми гайками». Просто сделав отверстие с зазором и ударив молотком, гайка устанавливается, захватывая дерево маленькими зубцами, чтобы предотвратить вращение. Они тоже самозатягиваются: по мере затягивания ответной застежки на другом размере гайка вдавливается еще глубже в древесину, предотвращая ослабление. Обычное применение тройниковых гаек — это крепление скалолазания к стене спортзала.
Helicoil. Источник
При работе с пластмассами есть несколько вариантов, включая винтовые, запрессованные, термофиксированные и запрессованные резьбовые вставки.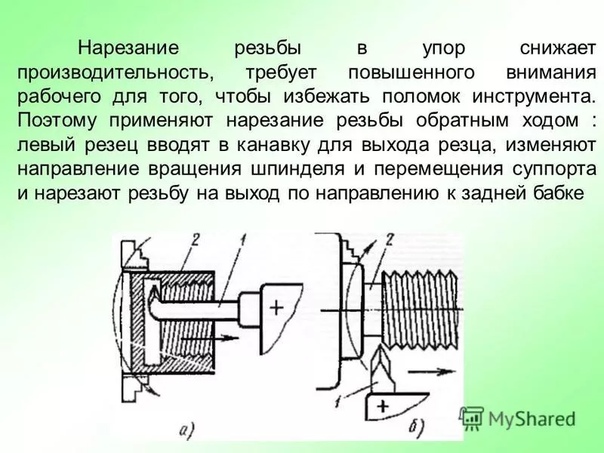 Геликоилы представляют собой намотанную проволоку из нержавеющей стали с алмазным поперечным сечением — на первый взгляд они могут показаться чрезмерно сжатыми пружинами. Для них требуется начальное отверстие, которое немного больше, чем конечное резьбовое отверстие, что делает их идеальными для быстрой переделки, если вам нужно отремонтировать резьбовое отверстие. Они также просты в установке, доступны по цене и являются отличным вариантом для добавления резьбовых отверстий в пластиковые детали.
Геликоилы представляют собой намотанную проволоку из нержавеющей стали с алмазным поперечным сечением — на первый взгляд они могут показаться чрезмерно сжатыми пружинами. Для них требуется начальное отверстие, которое немного больше, чем конечное резьбовое отверстие, что делает их идеальными для быстрой переделки, если вам нужно отремонтировать резьбовое отверстие. Они также просты в установке, доступны по цене и являются отличным вариантом для добавления резьбовых отверстий в пластиковые детали.
Вкладыши термофиксированные. Источник
Вставные вставки дороже, но их проще установить. Они сделаны из твердого материала и имеют выступы, удерживающие их в пластике, который они деформируют при установке с помощью оправочного пресса. Термостабилизированные и формованные вставки дают одинаковый конечный результат, но с разными методами установки. Термофиксированные вставки легко вдавить кончиком паяльника, что делает их идеальными для прототипов, напечатанных на 3D-принтере. Литые вставки лучше работают при литье под давлением, когда они могут быть помещены в форму перед заполнением расплавленным материалом.
Невыпадающие гайки запрессовываются в листовой металл. Источник
Добавление резьбы к деталям из листового металла тоже нетривиально: тонкий материал очень распространен в работе с листовым металлом из-за легкости, с которой он изгибается, но не удерживает больше одной или двух ниток. Для увеличения толщины в листовой металл можно вдавить невыпадающие гайки и вставки. Как и вставки для запрессовки пластмасс, они также имеют выступы, которые заставляют материал деформироваться и обтекать их по мере застывания.
Предотвращение обрыва резьбы
Выбрать идеальный резьбовой крепеж не всегда легко: гайки и болты бывают десятков различных типов, с множеством материалов, покрытий, стилей головок и вариантов размеров.Однако может возникнуть одна потенциальная проблема — истирание или «холодная сварка», которые могут возникнуть, когда гайка и болт или винт и резьбовое отверстие подвергаются сильному давлению. Особенно подвержены этому крепежные детали из нержавеющей стали, где две точки соприкосновения могут свариваться. Смазочные материалы можно использовать для уменьшения трения и уменьшения вероятности истирания, хотя использование более крупной резьбы также поможет.
Смазочные материалы можно использовать для уменьшения трения и уменьшения вероятности истирания, хотя использование более крупной резьбы также поможет.
Чрезмерная затяжка винта или болта может привести к поломке головки. Это особенно характерно для более мягких креплений, таких как латунные винты.Чтобы предотвратить это (и заедание), следует использовать инструмент с контролем крутящего момента. Фактически, динамометрические инструменты повсеместно используются на заводах. Они предотвращают истирание или поломку застежек в самолетах, поездах, автомобилях и повседневных потребительских товарах.
Блокировка резьбы Galling, безусловно, не идеален для большинства приложений, но иногда вы можете захотеть предотвратить расшатывание чего-либо во время работы, сохраняя контроль над тем, когда они разваливаются.Вибрация может вызвать выскальзывание винтов из отверстий из-за зазора между резьбовыми соединениями каждого компонента. Если бы нити были выровнены точно, их было бы невозможно собрать, поэтому необходимо немного неровно. К сожалению, из-за вибрации винт будет сильно раскачиваться взад и вперед и в конечном итоге вылетит из отверстия.
К сожалению, из-за вибрации винт будет сильно раскачиваться взад и вперед и в конечном итоге вылетит из отверстия.
Здесь можно использовать резьбовые фиксаторы для контроля прочности замка: некоторые жидкие продукты будут удерживать винт только в резьбовом отверстии до тех пор, пока не будет приложен небольшой крутящий момент, в то время как другие не поддадутся, пока не будет приложен сильный нагрев и крутящий момент. .Состав для фиксации резьбы даже поставляется предварительно нанесенным на некоторые крепежные детали, что делает их идеальными для заводских настроек, когда оператор не может нанести слишком много или слишком мало и просто вбить винт.
Нанесите фиксатор резьбы на болт. Источник
Существует множество других методов предотвращения откручивания винтов, включая применение нейлоновой вставки внутри гайки для предотвращения ее ослабления (обычно сокращенно «гайка найлок»). На другом конце застежки можно использовать разрезную стопорную шайбу между головкой винта и материалом, чтобы физически раздвинуть их. Эта сила подталкивает винт вверх, проталкивая верхнюю часть его резьбы в нижнюю часть резьбы резьбового отверстия. Теперь, когда система вибрирует, винт удерживается на месте.
Эта сила подталкивает винт вверх, проталкивая верхнюю часть его резьбы в нижнюю часть резьбы резьбового отверстия. Теперь, когда система вибрирует, винт удерживается на месте.
Резьбы в программах CAD
В программах 3D CAD резьбовые отверстия изображаются по-разному. Некоторые программы включают функции автоматического моделирования в точных потоках. Однако большинство из них просто используют сквозное отверстие, чтобы избавить программу от требуемой вычислительной мощности модели в точных потоках.Перед созданием детали с резьбовыми отверстиями типичным методом является моделирование сверла для метчика при подготовке к производству.
Если вы работаете с нами и хотите, чтобы в отверстии была нарезана резьба, вам необходимо смоделировать это отверстие. В этом случае лучше всего использовать Мастер отверстий, чтобы указать точные характеристики резьбы. Даже если это может быть косметически некорректно, именно так надстройка Plethora заметит резьбовое отверстие. Если вы не хотите использовать мастер создания отверстий и задавать резьбовое отверстие другим способом, просто отправьте PDF-файл с обозначенным резьбовым отверстием.
Если вы не хотите использовать мастер создания отверстий и задавать резьбовое отверстие другим способом, просто отправьте PDF-файл с обозначенным резьбовым отверстием.
Нарезание резьбы — это надежный способ недорогого и съемного соединения деталей. По этой причине детали с резьбой преобладают в механической конструкции и должны быть знакомы всем инженерам. В изобилии, мы прилагаем все усилия, чтобы сделать его безболезненным указать темы в дизайне. Мы хотим, чтобы вы получали удовольствие от использования резьбы с точной нарезкой и отличной посадки, поэтому дайте нам знать, если мы можем что-то сделать для улучшения процесса.
Изготовьте детали с резьбой с помощью метчиков и штампов
Винты и болты — простые варианты скрепления двух частей материала вместе.Как вы могли догадаться, секрет кроется в нитях, но как бы вы сделали свои собственные? В этом разделе мы рассмотрим набор инструментов, которые позволяют создавать собственные потоки там, где они вам нужны.
Метчик — это инструмент, который врезает резьбу в отверстие, чтобы в него можно было вкрутить болт. Хотя они похожи на болты, метчики обычно изготавливаются из быстрорежущей стали и имеют длинные каналы, зашлифованные по бокам, оставляя зазоры в резьбе.Когда метчик превращается в отверстие, эти каналы позволяют стружке, вырезанной из материала, вырваться наружу и выбрасываться.
ВЫБОР ОТВОДАОтводы бывают трех основных стилей:
Конус — вначале узкий и сужается до полной ширины резьбы. Это означает, что нарезание резьбы в отверстии начинается легко, но их нужно повернуть дальше, чтобы образовалась полная резьба в отверстии.
Заглушка — самый распространенный кран общего назначения.Он имеет небольшой конус, но позволяет нарезать резьбу почти до дна глухого отверстия.
Дно — для формирования резьбы по всей длине отверстия с дном. Для формирования начальной резьбы рекомендуется использовать конус или метчик-пробку.
Для формирования начальной резьбы рекомендуется использовать конус или метчик-пробку.
Фото: JTS Machinery & Supply Co.
СЧЕТЧИК РЕЗЬБЫДля каждого болта имеется соответствующий метчик с подходящим диаметром и числом резьб на дюйм. Убедитесь, что вы выбрали правильный вариант! Точно так же для каждого метчика существует сверло соответствующего размера, которое следует использовать для сверления начального отверстия.Эти отношения обычно печатаются на упаковке крана или их можно найти с помощью быстрого поиска в Интернете.
Если вы не уверены, какое количество резьбы у болта, вы можете использовать измеритель шага винта (Рисунок A) , чтобы сопоставить одно из его лезвий с профилем резьбы.
Рисунок A. Фото предоставлено: Hep Svadja
СОВЕТ: Если вы часто используете метчики, рекомендуется оставить для каждого метчика соответствующее сверло. Я храню дубликаты сверл только для метчиков. Таким образом, когда мне нужно куда-то вставить болт ¼-20, мои инструменты готовы к работе.
Таким образом, когда мне нужно куда-то вставить болт ¼-20, мои инструменты готовы к работе.
Это одна из самых важных частей. Метчики очень хрупкие, поэтому, если ваш метчик или ваш материал будет двигаться слишком сильно, он сломает метчик в отверстии. Чтобы этого избежать, рекомендуется использовать зажимы и выровнять отверстие так, чтобы оно находилось либо прямо под вами, либо прямо перед вами. Это поможет крану оставаться верным, когда вы поворачиваете его в отверстие.
ВЫБЕРИТЕ ГАЕЧНЫЙ КЛЮЧ Поскольку метчики — это всего лишь биты, для их поворота нужен инструмент. Надежный гаечный ключ для метчика специально разработан для этого (Рисунок B) . Для нарезания отверстий диаметром ¼ дюйма или меньше подойдет метчик на 5–7 дюймов, но для отверстий большего размера вам понадобится более длинная ручка. Вставьте квадратный конец метчика в регулируемые губки ключа, затем поверните ручку, которая сжимает губки.
Рисунок B. Кредит на фото: Hep Svadja
Если у вас недостаточно свободного пространства для ручки, вы можете использовать Т-образный ключ (Рисунок C) .Эти меньшие альтернативы отлично подходят везде, где не подходит обычный гаечный ключ.
Рисунок C. Фото предоставлено: Hep Svadja
ПРОЦЕСС НАРЕЗКИ А вот и сложная часть. Совместите кран с отверстием, убедившись, что он полностью перпендикулярен материалу (может быть полезно, чтобы другой человек посмотрел на него сбоку, пока вы это делаете). Слегка надавите на кран и начните поворачивать гаечный ключ (Рисунок D) . Вы должны почувствовать, как режущие нити начинают заедать, поэтому дважды проверьте, чтобы метчик был прямым, и не прилагайте усилий, иначе он может сломаться.Сделав пару полных оборотов в материале, вы можете прекратить оказывать давление и после каждого полного оборота повернуть метчик назад, чтобы отломить стружку и очистить резьбу.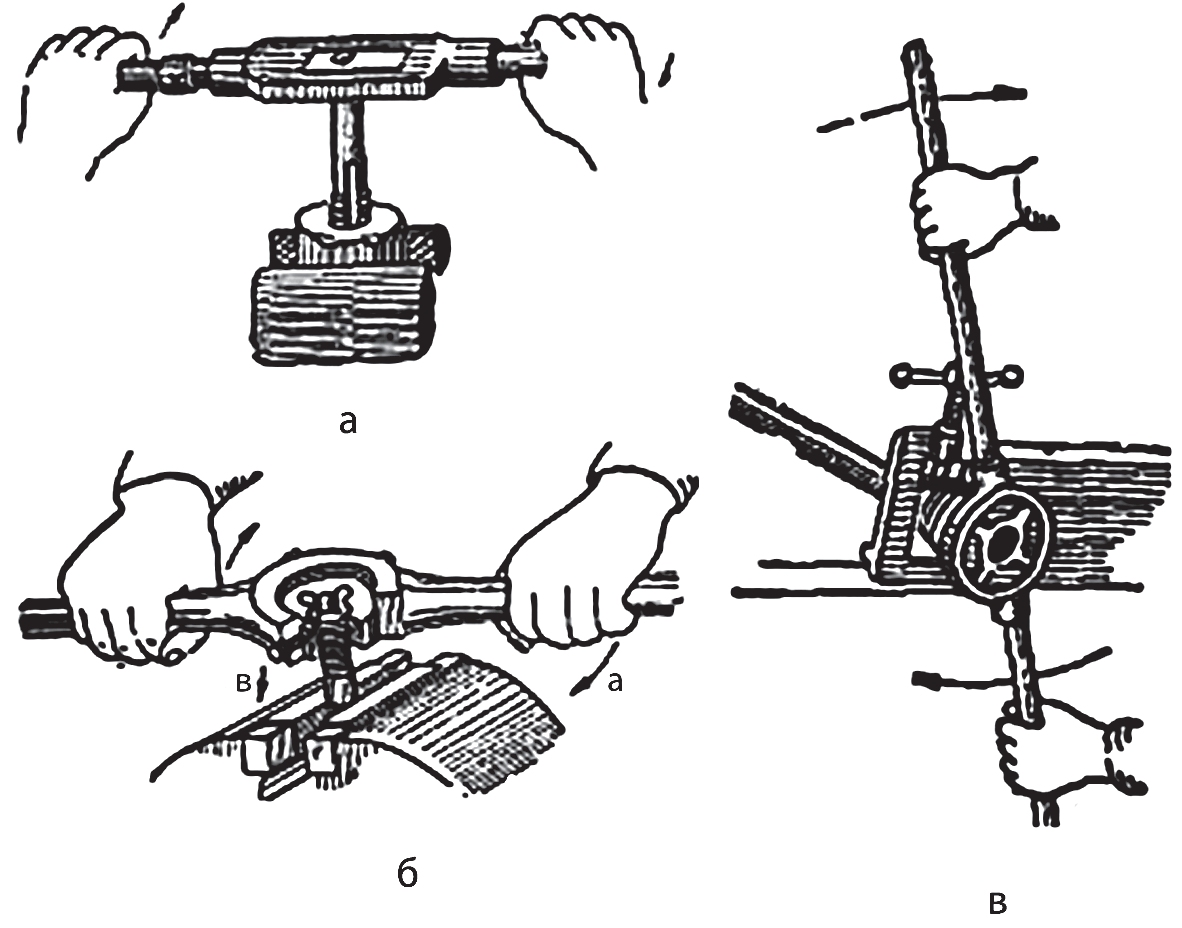 Когда закончите, выверните кран, выдуйте стружку из отверстия сжатым воздухом и проверьте с помощью болта!
Когда закончите, выверните кран, выдуйте стружку из отверстия сжатым воздухом и проверьте с помощью болта!
Рисунок D. Фото предоставлено: Hep Svadja
СОВЕТ: Если вы постукиваете по мягкому материалу, например, по алюминию, латуни или чугуну, смазка не потребуется, но если вы стучите по стали, вам поможет смазочно-охлаждающая жидкость.
УДАРПлашка (Рисунок E) — это в основном обратная сторона метчика: она нарезает резьбу по внешнему диаметру стержня. Диаметр стержня будет определять, какой штамп вы будете использовать.
Рисунок E. Фото предоставлено: Hep Svadja
ПОДГОТОВЬТЕ УЗЕЛЧтобы подготовить стержень к нарезанию резьбы, просто подпилите или отшлифуйте фаску на конце, чтобы на нем было легче поворачивать штамп. (Рисунок F) .
Рисунок F. Фото предоставлено: Hep Svadja
РАЗМЕСТИТЬ МАТРИЦУ НА СКЛАДЕ После того, как вы выбрали матрицу, вам нужно будет вставить матрицу в заготовку матрицы, которая похожа на метчик, но имеет гнездо, в которое вставляется матрица.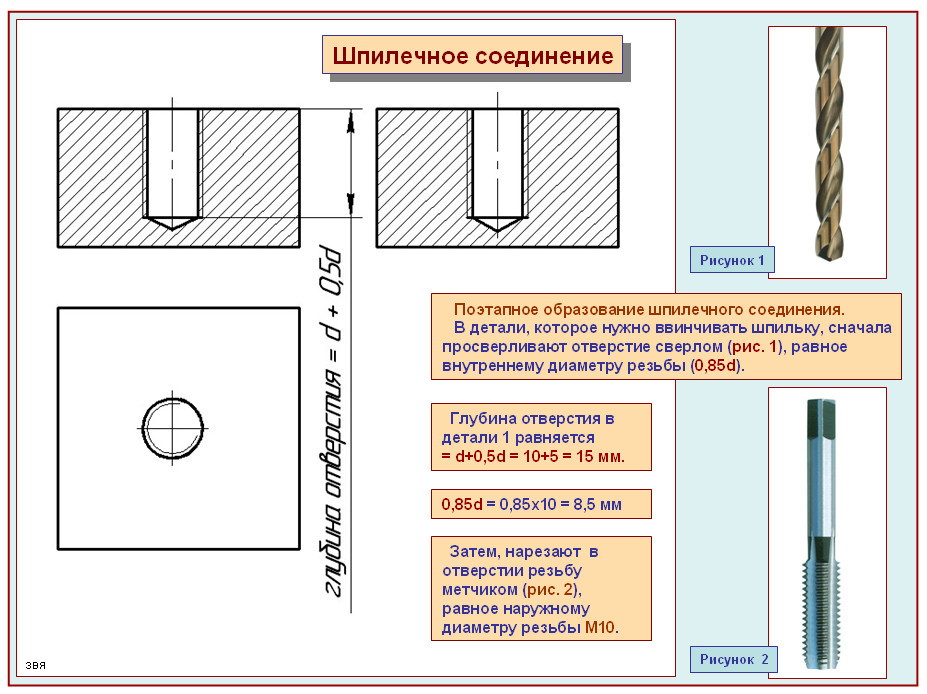 Большинство заготовок штампов имеют установочный винт сбоку, который совмещен с выемкой на штампе и ввинчивается для затягивания штампа в заготовке.
Большинство заготовок штампов имеют установочный винт сбоку, который совмещен с выемкой на штампе и ввинчивается для затягивания штампа в заготовке.
Вместо того, чтобы пытаться вкрутить стержень в матрицу, мы закручиваем матрицу на стержне. Это означает, что штангу нужно будет надежно удерживать, в идеале — в тисках. Это также помогает удерживать стержень прямо при намотке матрицы на конец.
НАРЕЗАТЬ РЕЗЬБУНарезание резьбы практически идентично процессу нарезания резьбы.Убедитесь, что матрица выровнена со стержнем, приложите давление, затем наденьте его на стержень. После того, как начальная резьба сформирована и матрица «схватилась», вы можете снять давление и продолжить вращение (Рисунок G) , не забывая делать небольшой поворот назад на каждом обороте, чтобы сломать стружку. Как только вы продвинете стержень до нужной длины, протестируйте его!
Рисунок G. Фото предоставлено: Hep Svadja
Фото предоставлено: Hep Svadja
Cutting Threads: Введение в использование метчика для завинчивания отверстий под болты
Недавно, находясь под автомобилем друга, я заметил множество стяжек, используемых для крепления всего, от кабелей аккумулятора до проводов задних фонарей и тормозных магистралей, и все свисало с топливопровод.После небольшого поворота рук я убедил его, что мы должны просверлить и проткнуть несколько отверстий, чтобы прикрепить зажимы к раме и снять напряжение с его топливопровода. Поначалу его колебания были связаны с несколькими неудачными случаями, когда он ломал метчики, отверстия и болты, которые не затягивались. Я заверил его, что мы сможем выполнить эту работу без каких-либо ошибок, если выполним несколько простых шагов.
Заправка просверленного отверстия может показаться легкой задачей, но многое может пойти не так, если вы не примете надлежащих мер предосторожности при использовании ручных метчиков. Знание того, как правильно пользоваться краном, снизит риск его поломки и сделает процесс более приятным.
Знание того, как правильно пользоваться краном, снизит риск его поломки и сделает процесс более приятным.
Типы метчиков
Существует 3 распространенных типа ручных метчиков: конические, заглушки и донные. Разница между ними заключается в количестве резьбы с фаской на метчике перед резьбой на всю ширину метчика. Метчики с конической резьбой имеют от 8 до 10 резьбы с фаской, метчики с заглушкой имеют 3-5 резьбы, а метчики с нижней точкой — только 1-2 резьбы.
Метчикис конусом и заглушкой чаще всего используются для нарезания резьбовых отверстий, которые полностью проходят сквозь металл, а метчики с донным отверстием используются для нарезания «глухих» отверстий, которые не проходят полностью.Краны для розеток чаще всего встречаются в местных магазинах бытовой техники и строительных центрах.
Что купить
Отводы дорогие, и вы НИКОГДА не должны пытаться сэкономить. Практически каждый автолюбитель виноват, что находит такую выгодную цену на набор импортных смесителей, а затем боится их каждый раз, когда кран ломается. Вот несколько простых советов: метчики из углеродистой стали немного тверже, чем из быстрорежущей стали, хотя они также более хрупкие и затупляются быстрее. Покупайте высококачественные U.Метчики, произведенные в S.A., Большинство автолюбителей должны выбрать HSS (быстрорежущая сталь) или лучше. В зависимости от вашего бюджета, большинству любителей классических автомобилей не нужен полный набор метчиков, скорее всего, для автомобилестроения чаще всего используются грубая и мелкая резьба 1/4 «-9/16». Когда ваши краны затупятся, выбросьте их; Из глухого крана ничего хорошего еще не вышло. Я предпочитаю метчики с коническим отверстием вместо метчиков для пробок, так как я могу получить больше метчика в отверстии, и мне легче увидеть, что я врезаю прямо в отверстие.
Вот несколько простых советов: метчики из углеродистой стали немного тверже, чем из быстрорежущей стали, хотя они также более хрупкие и затупляются быстрее. Покупайте высококачественные U.Метчики, произведенные в S.A., Большинство автолюбителей должны выбрать HSS (быстрорежущая сталь) или лучше. В зависимости от вашего бюджета, большинству любителей классических автомобилей не нужен полный набор метчиков, скорее всего, для автомобилестроения чаще всего используются грубая и мелкая резьба 1/4 «-9/16». Когда ваши краны затупятся, выбросьте их; Из глухого крана ничего хорошего еще не вышло. Я предпочитаю метчики с коническим отверстием вместо метчиков для пробок, так как я могу получить больше метчика в отверстии, и мне легче увидеть, что я врезаю прямо в отверстие.
Бурение отверстия
Для создания правильной резьбы в металле необходимо сначала просверлить в металле отверстие нужного размера.Чтобы определить отверстие правильного размера для сверления в металле, вы можете обратиться к таблице сверла и коснуться таблицы внизу этой веб-страницы. Другой метод определения приблизительного размера сверла состоит в следующем: вычтите 1 / шаг (резьбы на дюйм) из основного диаметра. Это размер сверла для метчика. Например: 1 / 4-20: 1/4 ″ = 0,250. 1/20 = 0,050. 0,250-0,050 = 0,200. Вам понадобится сверло диаметром около 0,200 дюйма. (В этом случае будет работать № 7 или 13/64 дюйма, что составляет 0,203 дюйма.) Дополнительный пример: 3 / 8-16: 3 / 8-1 / 16 = 5/16.
Другой метод определения приблизительного размера сверла состоит в следующем: вычтите 1 / шаг (резьбы на дюйм) из основного диаметра. Это размер сверла для метчика. Например: 1 / 4-20: 1/4 ″ = 0,250. 1/20 = 0,050. 0,250-0,050 = 0,200. Вам понадобится сверло диаметром около 0,200 дюйма. (В этом случае будет работать № 7 или 13/64 дюйма, что составляет 0,203 дюйма.) Дополнительный пример: 3 / 8-16: 3 / 8-1 / 16 = 5/16.
Часто при сверлении и нарезке отверстий в классических автомобилях мы делаем это не в идеальных условиях, например, в раме автомобиля. Но важно приложить все усилия, чтобы просверлить отверстие как можно более перпендикулярно. Часто, если мы просверлили отверстие криво, мы пытаемся выровнять его с помощью метчика, что приводит к тому, что отверстия больше, чем крепеж, и снижается потенциальная зажимная нагрузка. Если вы сверляете и стучите по более мелким предметам на скамейке, ВСЕГДА прикрепляйте их к скамейке или используйте тиски.
Просверлите отверстие в металле или детали или сквозь них, обильно нанося смазочно-охлаждающую жидкость на «сверло», это смазывает и охлаждает сверло. Помните, что более низкие обороты лучше, чем более высокие. Слишком быстро вы повредите «сверло» или, возможно, даже свою деталь. Затем сделайте фаску на отверстии зенковкой. Это снижает нагрузку на кран и помогает держать кран ровным. Нет ничего хуже для резьбового отверстия, чем криво заводной кран. И часто вы покачиваетесь на несколько оборотов.Если отверстие началось криво, оно со временем попытается выпрямить резьбу. Это вызывает большее трение и увеличивает вероятность поломки метчика. При сверлении отверстия ручным сверлом всегда смотрите на сверло с нескольких разных сторон, чтобы оно было как можно ближе к прямому.
Помните, что более низкие обороты лучше, чем более высокие. Слишком быстро вы повредите «сверло» или, возможно, даже свою деталь. Затем сделайте фаску на отверстии зенковкой. Это снижает нагрузку на кран и помогает держать кран ровным. Нет ничего хуже для резьбового отверстия, чем криво заводной кран. И часто вы покачиваетесь на несколько оборотов.Если отверстие началось криво, оно со временем попытается выпрямить резьбу. Это вызывает большее трение и увеличивает вероятность поломки метчика. При сверлении отверстия ручным сверлом всегда смотрите на сверло с нескольких разных сторон, чтобы оно было как можно ближе к прямому.
Нарезание отверстия
Выберите метчик, соответствующий размеру крепежа, который вы будете устанавливать в металл, и закрепите его в гаечном ключе с тройниковой рукояткой.Смажьте кран смазочно-охлаждающей жидкостью. Затем нанесите немного жидкости на отверстие, которое нужно постучать. Совместите кран с просверленным отверстием и посмотрите под разными углами, чтобы убедиться, что кран идет прямо. Начните продевать отверстие в металле, поворачивая гаечный ключ с тройниковой рукояткой по часовой стрелке, чтобы получить правую резьбу. Продолжайте проверять кран, чтобы убедиться, что он ровно совпадает с отверстием. Регулярно меняйте курс, чтобы измельчить стружку на небольшие кусочки и не допускать попадания стружки в отверстие. Как только вы почувствуете сопротивление, закройте кран.Удаление стружки особенно важно при работе с толстым материалом. Сталь и латунь легко образуют стружку, поэтому в этих материалах может потребоваться полное откручивание метчика раз или два. С другой стороны, более мягкие материалы, такие как алюминий, могут образовывать более длинную стружку, которую необходимо срезать с обрабатываемой детали, и может потребоваться до половины «поворота назад» для каждого поворота метчика вперед, чтобы отрезать кусочки. Достаточно короткий, чтобы его можно было откачать из отверстия через канавки. Во время обратного движения часто можно услышать или почувствовать, как отрезанный кусок отламывается от обрабатываемого материала.
Начните продевать отверстие в металле, поворачивая гаечный ключ с тройниковой рукояткой по часовой стрелке, чтобы получить правую резьбу. Продолжайте проверять кран, чтобы убедиться, что он ровно совпадает с отверстием. Регулярно меняйте курс, чтобы измельчить стружку на небольшие кусочки и не допускать попадания стружки в отверстие. Как только вы почувствуете сопротивление, закройте кран.Удаление стружки особенно важно при работе с толстым материалом. Сталь и латунь легко образуют стружку, поэтому в этих материалах может потребоваться полное откручивание метчика раз или два. С другой стороны, более мягкие материалы, такие как алюминий, могут образовывать более длинную стружку, которую необходимо срезать с обрабатываемой детали, и может потребоваться до половины «поворота назад» для каждого поворота метчика вперед, чтобы отрезать кусочки. Достаточно короткий, чтобы его можно было откачать из отверстия через канавки. Во время обратного движения часто можно услышать или почувствовать, как отрезанный кусок отламывается от обрабатываемого материала.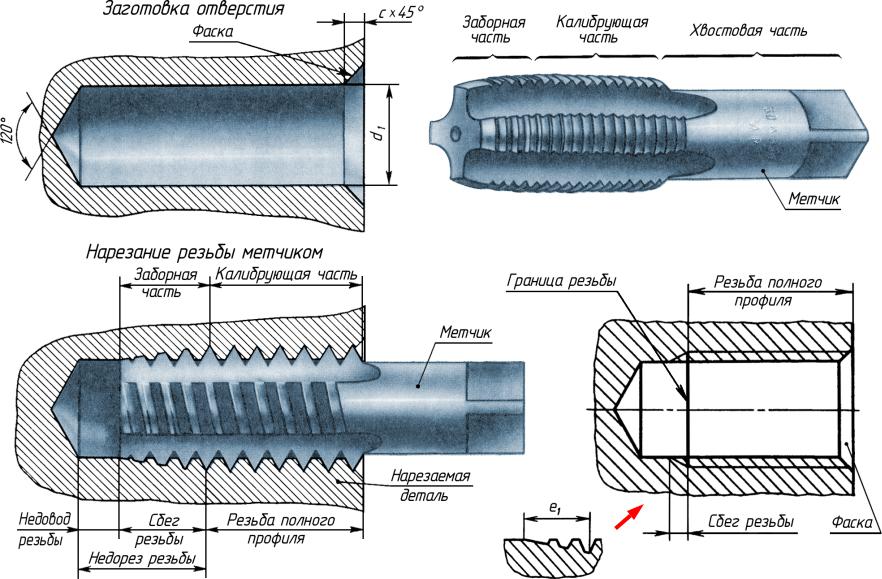 Чем меньше размер крана, тем чаще потребуется реверсирование. Игнорирование этого шага может привести к засорению канавок и заклиниванию крана. Если вы будете часто двигаться вперед, кран сломается.
Чем меньше размер крана, тем чаще потребуется реверсирование. Игнорирование этого шага может привести к засорению канавок и заклиниванию крана. Если вы будете часто двигаться вперед, кран сломается.
Несмотря на то, что медленное постукивание вручную не вызывает достаточного количества тепла, смазка все же важна. В зависимости от материалов использование коммерческого масла для заливки крана, машинного масла, ATF и даже воды значительно снижает трение и нагрузку на смесители. Сульферизованная смазочно-охлаждающая жидкость, предлагаемая во многих строительных магазинах для нарезания трубной резьбы, также хорошо подходит для выпуска жидкости.Для алюминия хорошо подходит WD40, керосин или мазут. Дополнительная гладкость предотвратит заедание метчика и поможет эвакуации стружки по канавкам.
ВАЖНАЯ ИНФОРМАЦИЯ: Убедитесь, что давление на кран сведено к минимуму. Надавить нужно только при запуске крана. С этого момента вы должны убедиться, что вы только поворачиваете кран, а не наклоняете его из стороны в сторону и не нажимаете. Некоторые метчики твердые и хрупкие для резки сложных металлов.Это означает, что они очень легко защелкнутся, особенно метчики меньшего диаметра.
Некоторые метчики твердые и хрупкие для резки сложных металлов.Это означает, что они очень легко защелкнутся, особенно метчики меньшего диаметра.
Болт
Если резьбовой фиксатор не входит в отверстие, поищите в отверстии мусор или металлическую стружку и очистите их. Практически никогда не требуется повторно обрезать резьбу, если только ваш метчик не того размера или сильно поврежден.
Нарезание отверстий для крепления — отличный способ закрепить стропы, кронштейны и аксессуары на вашем классическом автомобиле, а также говорит о качестве сборки.Независимо от того, находятся ли они в моторном отсеке, вдоль направляющей рамы или даже под приборной панелью, правильно просверленное и резьбовое отверстие — одна из тех деталей, которые другие будут уважать, особенно по сравнению с ассортиментом застежек-молний, страховочной проволоки и даже ленты. видел использованный на некоторых машинах. Найдите время, чтобы сделать это правильно, и вам никогда не придется делать это дважды.
Загрузите руководство по диаграмме сверления и метчиков здесь:
Метрические размеры
Стандартные размеры
Нарезание резьбы в отверстии или гайке Если резьбовое отверстие должно быть
в куске металла, сначала необходимо просверлить отверстие подходящего размера.%
(США Coarse) | (штраф США) | ||
Размер крана | Размер сверла | Размер крана | Размер сверла |
H | He | H | |
He | м | He | H |
H | ÎU | H | He |
He | % или% | He | H |
H | ^ 2 0r He | > 5 | He |
% | м | ||
H | H | ||
Резьба Pipb (стандарт Briggs) | Машинно-винтовая резьба | ||||
Размер крана | Синус сверла | Размер крана | Резьбы на дюйм | Размер метчика | Размер бура |
10 10 12 14 | 56 48 36 32 32 32 24 24 20 | 50 47 44 36 29 20 25 16 10 | H | ||
- Рис. 209. — Матрица должна быть хорошо смазана жирным маслом или маслом для нарезания резьбы. облегчает поворот штампа, нарезает более гладкую резьбу и дольше работает.
 209. — Матрица должна быть хорошо смазана жирным маслом или маслом для нарезания резьбы. облегчает поворот штампа, нарезает более гладкую резьбу и дольше работает.
209. — Матрица должна быть хорошо смазана жирным маслом или маслом для нарезания резьбы. облегчает поворот штампа, нарезает более гладкую резьбу и дольше работает.B C
Рис. 210. — Нарезание резьбы в отверстии. A. Будьте осторожны, чтобы запустить метчик прямо в отверстие. Возьмите одну руку, предварительно повернув ее прямо к верхней части крана, и медленно поверните рукой.
jB. Как только кран будет хорошо запущен, «сверху и смажьте его маслом сала или маслом для резьбы C. Затем постоянно поворачивайте, прилагая одинаковое давление обеими руками.6 дюймов меньше для болтов размером от K до дюйма.
Вероятно, лучший способ определить точный размер используемого сверла — это обратиться к таблице, например, к таблице V. В отсутствие такой таблицы в куске металлолома можно просверлить отверстие несколько меньшего размера, чем болт. , и кран попробовал в нем. Если отверстие не соответствует размеру, следует использовать сверло на размер больше или меньше. С помощью конической развертки можно легко и быстро увеличить слишком маленькое отверстие.
С помощью конической развертки можно легко и быстро увеличить слишком маленькое отверстие.
После того, как просверлено отверстие нужного размера, метчик помещается в отверстие и прикладывается давление, медленно поворачивая гаечный ключ.Следует проявлять осторожность, чтобы запустить кран прямо в отверстие. Хороший способ — использовать только одну руку, пока не начнется нажатие, плотно прижимая ладонь к центру ключа и медленно поворачивая его запястьем. После запуска метчика давление сбрасывается, и поворот выполняется с помощью руки на каждом конце гаечного ключа, стараясь тянуть с равной силой каждой рукой.
Смазочное масло или масло для нарезания резьбы следует использовать для метчиков, как и для других режущих инструментов при работе со сталью.
236. Нарезание резьбы в глухом отверстии. Если резьба должна быть нарезана в отверстии, которое не проходит полностью через заготовку, можно использовать обычный метчик для нарезания резьбы до упора. Затем с помощью пробкового метчика, который имеет более тупой и менее конический конец, нарезают резьбу почти до дна отверстия. Если резьба должна быть полностью обрезана до самого низа, для завершения работы используется метчик, имеющий небольшую конусность на конце или совсем без него.
Если резьба должна быть полностью обрезана до самого низа, для завершения работы используется метчик, имеющий небольшую конусность на конце или совсем без него.
237. Изготовление болта. — Очень простой способ сделать болт — это отрезать стержень нужной длины, нарезать резьбу на обоих концах и навинтить гайки.Благодаря небольшому ассортименту гаек и стержням нескольких размеров можно легко изготовить болт практически для любого случая или чрезвычайной ситуации. Более того, болт практически не уступает покупному болту и обычно такой же дешевый или дешевый. При желании одну из гаек можно наклепать на стержень, чтобы предотвратить ослабление.
Очки на нарезание ниток
1. Перед запуском штампа слегка сузьте конец стержня. Используйте напильник, молоток или болгарку.
2. Начинайте, штамп или постукивайте медленно и осторожно и выровняйте.
3. С равным усилием надавите на рукоятки приклада или гаечного ключа.
4. При нарезании резьбы по стали всегда используйте жирное масло или масло для нарезания резьбы. Это сделает резку более гладкой и долговечной.
Это сделает резку более гладкой и долговечной.
5. Метчики и плашки не должны дублироваться, пока резьба не будет завершена.
6. Если инструмент забивает стружкой и стружкой, удалите их с помощью небольшого наи! или проволока, или кусок дерева.
7. Убедитесь, что просверлено отверстие нужного размера перед доливкой. % Слишком маленькое отверстие можно легко и быстро увеличить с помощью конической развертки.
8. Болт легко затянуть, нарезав резьбу на обоих концах стержня и используя гайки на обоих концах.
9. Удалите стружку и сотрите излишки масла перед тем, как ставить краны и штампы.
Вопросы
231. (a) Какие виды резьбы используются на сельскохозяйственных машинах и оборудовании? (6) Каковы основные различия между этими видами ниток?
232. Метчики и плашки каких размеров и типов должны входить в оборудование хозяйственного цеха?
233.Как можно определить количество резьбы на дюйм на болте?
234. а) Какие важные моменты следует соблюдать при нарезании резьбы на болте или стержне? (6) Почему для изготовления метчиков и штампов следует использовать сало или резьбовое масло? в) Что является частой причиной грубых или рваных ниток?
а) Какие важные моменты следует соблюдать при нарезании резьбы на болте или стержне? (6) Почему для изготовления метчиков и штампов следует использовать сало или резьбовое масло? в) Что является частой причиной грубых или рваных ниток?
236. (a) Поток может ли рабочий определить правильный размер отверстия, которое нужно просверлить для установки метчика? (6) Объясните и я смогу продемонстрировать хороший метод запуска метчика прямо в отверстии.
236. а) Что означает нарезание резьбы в глухом отверстии? б) Как это делается?
237.а) Опишите простой метод изготовления болта из короткого стержня. (6) Какое особое преимущество имеет этот метод?
Список литературы
Босс, Дент и Уайт: «Механическое обучение».
Рохл: «Книга фермерских лавок / ‘
Van Lkuvkk; «Работа с холодным металлом».
Тастисон и Кканзуш: «Основы металлообработки».
Radebatjgh: «Ремонт сельскохозяйственных машин и оборудования».
Буркхард: «Работа на станках». Часть I.
Часть I.
Шарп и Шарп: «Принципы механики фермы.»
Читать здесь: Трубопровод на ферме
Была ли эта статья полезной?
Нарезание винтовой резьбы — Appropedia: Theustainability wiki
Рис. 1 — Стандартная форма резьбы Арнерика. P равно шагу резьбы, d обозначает глубину резьбы, f равно ширине плоскости вверху и внизу резьбы.
Хотя резьба может быть разной, американский стандарт является наиболее часто используемым в этой стране (США) для всех общих работ.Форма нити — треугольник с углом между сторонами 60 градусов. Верх и низ сплющены до ширины в одну восьмую шага; глубина составляет 0,649519 шага. Шаг или подъем любой резьбы — это расстояние, которое гайка проходит за один полный оборот. Американская стандартная резьба показана на рис.1.
Нитки могут быть левыми или правыми; правая резьба — это резьба, при которой гайка навинчивается на болт поворотом вправо или по часовой стрелке; обратное применимо к левой резьбе.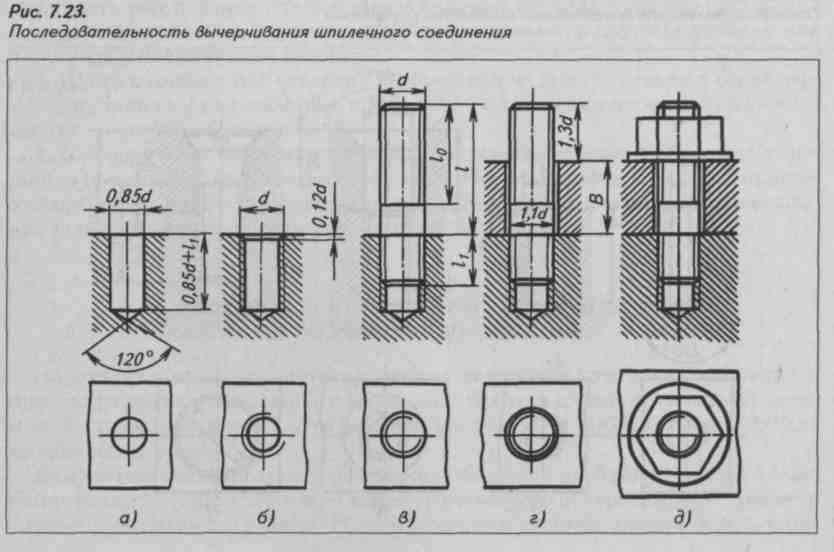 Следует помнить об этой разнице в направлении резьбы, потому что очень часто причина, по которой гайку или болт нельзя ослабить гаечным ключом, не из-за ржавчины, а из-за того, что гайка или болт поворачиваются в неправильном направлении — скорее затягиваются. чем расшатывать.
Следует помнить об этой разнице в направлении резьбы, потому что очень часто причина, по которой гайку или болт нельзя ослабить гаечным ключом, не из-за ржавчины, а из-за того, что гайка или болт поворачиваются в неправильном направлении — скорее затягиваются. чем расшатывать.
Одинарная и двойная резьба показаны на рис. 2. Множественная резьба необходима там, где гайке необходимо пройти большее расстояние за один оборот, чем это было бы возможно для одинарной резьбы.
Рис.2 — Одинарная и двойная резьба. Двойная резьба используется, когда гайка должна пройти большее расстояние за один оборот, чем это возможно для одинарной резьбы.
Детали для резьбового соединения состоят из внешней и внутренней резьбы, причем внешняя резьба формируется на болте, а внутренняя — на гайке.
Винтовая резьба типа V диаметром до одного дюйма может быть нарезана вручную, но что-либо помимо этого или других типов резьбы обычно нарезается на токарном станке.
Наиболее удовлетворительный ручной процесс состоит из нарезания внутренней резьбы набором метчиков и наружной резьбы штампом, удерживаемым в заготовке. Рассматривая сначала использование метчиков, очевидно, что если необходимо нарезать резьбу на внутренней стороне объекта, такого как гайка, сначала необходимо просверлить отверстие; поскольку диаметр всех витков резьбы измеряется снаружи, из этого следует, что, скажем, для 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны.Этот момент проиллюстрирован на рис.3.
Рассматривая сначала использование метчиков, очевидно, что если необходимо нарезать резьбу на внутренней стороне объекта, такого как гайка, сначала необходимо просверлить отверстие; поскольку диаметр всех витков резьбы измеряется снаружи, из этого следует, что, скажем, для 1-дюймовой резьбы диаметр отверстия должен быть 1 дюйм за вычетом глубины резьбы с каждой стороны.Этот момент проиллюстрирован на рис.3.
Рис. 3 — Из вышеприведенной схемы читатель может получить четкое представление о разнице между размером резьбы, размером зазора и диаметром применительно к резьбе винтов.
Диаметр просверливаемого отверстия называется размером резьбы. Набор метчиков того типа, который используется для нарезания внутренней резьбы, показан на рис. 4. Следует отметить, что в наборе три метчика, все одинакового максимального диаметра. Сначала используется конический метчик, и видно, что на некотором расстоянии от его конца нет резьбы.Это позволяет метчику входить в отверстие и помогает рабочему удерживать метчик на одном уровне с отверстием, что очень важно для точных разрезов. Ключ для метчика подходит к квадратному концу крана и образует ручку, с помощью которой кран можно постепенно вводить в отверстие. Если кран пройден. через отверстие нарезается полная резьба; но если отверстие не проходит сквозь металл, резьба на дне отверстия не нарезается. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо установить второй метчик, который, как видно, имеет только несколько сточенных резьб на нижнем конце.Наконец, пробка или метчик для заделки дна используются для завершения резьбы до дна глухого отверстия.
Ключ для метчика подходит к квадратному концу крана и образует ручку, с помощью которой кран можно постепенно вводить в отверстие. Если кран пройден. через отверстие нарезается полная резьба; но если отверстие не проходит сквозь металл, резьба на дне отверстия не нарезается. Чтобы сделать чистую резьбу в таком глухом отверстии, необходимо установить второй метчик, который, как видно, имеет только несколько сточенных резьб на нижнем конце.Наконец, пробка или метчик для заделки дна используются для завершения резьбы до дна глухого отверстия.
При нарезании резьбы в тонком металле часто бывает трудно удерживать метчик в вертикальном положении. Простой способ преодолеть эту проблему — разместить гайку того же размера и формы, что и резьба, которую нужно нарезать, поверх отверстия и плотно прижать ее к поверхности металла. Метчик проходит через гайку перед входом в отверстие и, таким образом, поддерживается.
Рис.4 — Комплект из трех отводов более распространенного типа.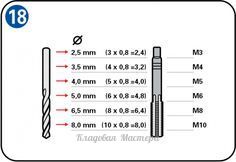 Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и второго метчика сужаются.
Хотя каждый из этих метчиков имеет одинаковый максимальный диаметр, следует отметить, что концы как конуса, так и второго метчика сужаются.
Метчики должны быть чрезвычайно твердыми, чтобы их резьба могла прослужить как можно дольше. Как следствие, они чрезвычайно хрупкие и легко ломаются неопытным пользователем. При использовании требуется большая осторожность, особенно с меньшим диаметром. Обеими руками следует прикладывать одинаковое давление к метчику; Правой рукой обычно давят сильнее, но этого следует избегать.Кстати, слишком длинный метчик увеличивает опасность неравномерного давления и приложения чрезмерной силы.
Следите за тем, чтобы кран не поворачивался постоянно; в противном случае стружка не удаляется, и метчик плотно заклинивает в отверстии. Его следует повернуть вперед примерно на четверть оборота, назад на четверть оборота, вперед на пол-оборота и т. Д. Скорость нарезания резьбы может быть увеличена, когда оператор привыкает к ощущениям от работы и может судить по прошлому опыту, какое давление нужно приложить до заклинивания метчика.
Если метчик сломался, его можно извлечь, открутив плоскогубцами, если какая-либо часть метчика выступает, или сделав кусок стали пальцами, чтобы он соответствовал канавкам, если метчик сломался под поверхностью. В некоторых случаях может потребоваться нагреть и размягчить метчик, а затем просверлить его (как описано для удаления сломанных сверл в разделе «Сверление металла»).
Для предотвращения перегрева метчика и потери правильной степени жесткости масло во время нарезания резьбы следует наносить свободно.
Ложи и плашки используются для нарезания наружной резьбы. Существует множество различных конструкций, наиболее распространенная форма показана на рисунке 5. Матрица представляет собой гайку из закаленной стали, разрезанную на две половины. Обе части имеют V-образные канавки по краям, которые перекрывают соответствующий выступ на стороне прямоугольного отверстия в ложи. Таким образом, две половинки могут скользить вдоль и регулируются до нужного размера с помощью установочного винта. Плашки точно подогнаны к направляющим на ложе и имеют маркировку 1 и 2, чтобы гарантировать правильное положение при каждом использовании.
Плашки точно подогнаны к направляющим на ложе и имеют маркировку 1 и 2, чтобы гарантировать правильное положение при каждом использовании.
Рис. 5 — Матрица для нарезания наружной резьбы.
Ложа обычно рассчитана на три размера штампов (например, 1/4 дюйма, 3/8 дюйма и ½ дюйма). Для следующих трех размеров штампов используется больший запас. В центре каждой половины штампа вырезается выемка, чтобы утилизировать отрезанный металл. Это также обеспечивает дополнительные режущие кромки и в то же время снижает трение и предотвращает заедание. Чем меньше поверхность винта, тем быстрее режется матрица.С другой стороны, большая поверхность сшивания помогает сохранить точность штампа и формирует лучшую резьбу.
Перед тем, как начать нарезать резьбу с помощью заготовки и матрицы, очень важно, чтобы стержень был правильного диаметра. Идеальная нить. может быть разрезан на стержне, который либо слишком мал, либо слишком велик, но в первом случае гайка будет незакрепленной, во втором случае не поместится.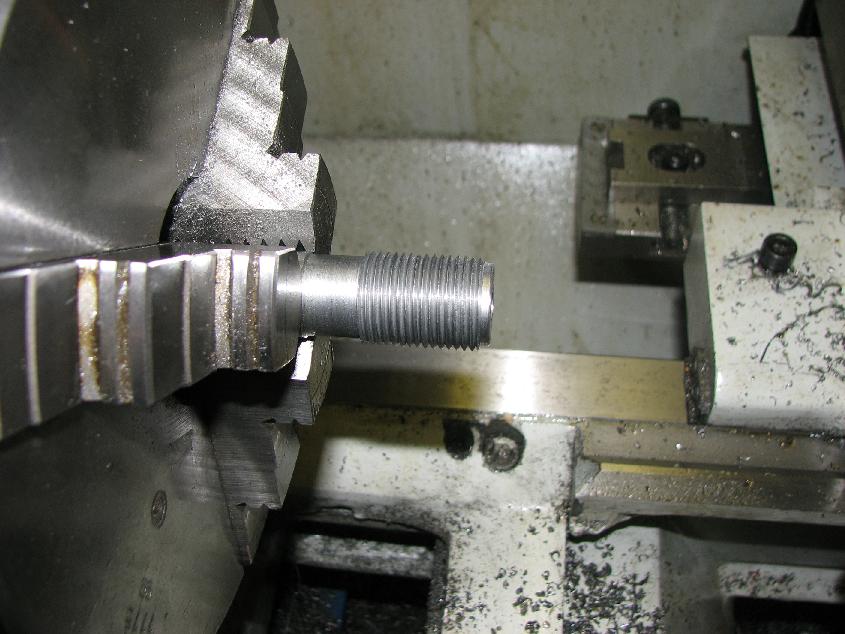
Лучший план, когда необходимо сделать и нарезание резьбы, и нарезание резьбы, состоит в том, чтобы сначала нарезать резьбу в отверстии, так как оно имеет фиксированный размер, а затем нарезать резьбу болта по размеру.Стержень должен быть слегка сужен ближе к концу, чтобы матрица начала движение, а затем можно отрегулировать матрицы, чтобы они соответствовали стержню, и обе половинки должны быть достаточно затянуты, чтобы удерживать заготовку и матрицы на месте. Убедитесь, что приклад находится под прямым углом к стержню, на который должна быть нарезана резьба.
Поворачивайте приклад, пока не будет нарезана мелкая резьба необходимой длины. Затем поверните обратно до конца и еще немного затяните плашки; повторяйте процесс, пока нить не будет обрезана до нужной глубины.Проверьте, используя гайку с резьбой. Если гайка не затягивается после того, как резьба на стержне была полностью нарезана, это означает, что стержень слишком большой в диаметре, и часть резьбы необходимо отпилить, прежде чем плашки снова спустятся.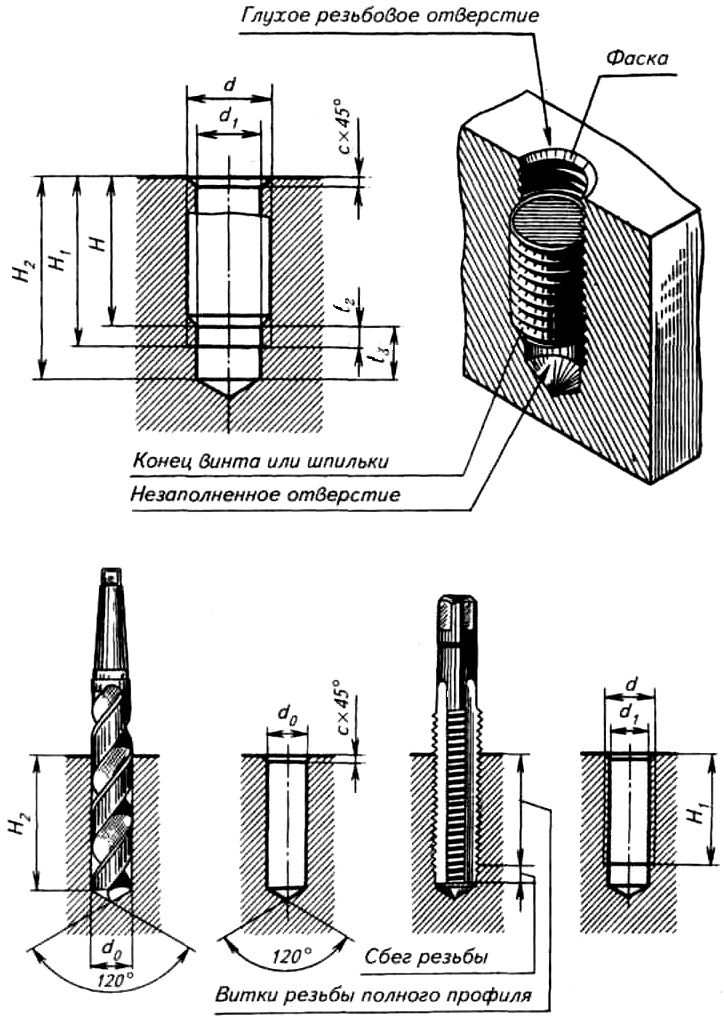 Было бы неразумно следовать практике некоторых мастеров по металлу использовать штампы для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью ее сорвет. Если стержень маленького диаметра, вероятно, он открутится.
Было бы неразумно следовать практике некоторых мастеров по металлу использовать штампы для уменьшения диаметра стержня. Это не только повредит матрицу, но и почти наверняка повредит резьбу или полностью ее сорвет. Если стержень маленького диаметра, вероятно, он открутится.
Использование штампов. При использовании штампа для нарезания резьбы по чугуну или стали шток должен быть хорошо смазан легким машинным маслом, чтобы предотвратить перегрев штампа. Кроме того, важно не допускать попадания металлических отходов в зазоры.
После того, как штампы нарезаны на необходимую длину резьбы, их необходимо снова повернуть обратно без затяжки, так как они предназначены для нарезания резьбы только в одном направлении.
На рис. 5 показан другой распространенный тип заготовки и матрицы, подходящие для нарезания резьбы меньшего размера.Ложа рассчитана на большее количество штампов, чем у более крупного типа. Круглая разрезная матрица удерживается в ложе тремя маленькими установочными винтами, и небольшая регулировка диаметра матрицы возможна, сначала затягивая центральный винт.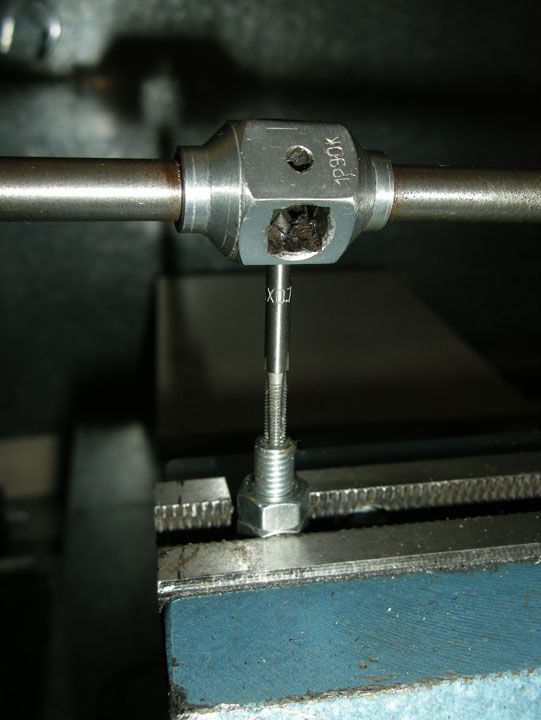 Это открывает прорезь и увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Это открывает прорезь и увеличивает эффективный диаметр. Этот тип ложи и штампов очень часто продается в наборах и является чрезвычайно полезным дополнением к домашней мастерской.
Железная труба. Самая распространенная работа по нарезке резьбы, с точки зрения домашнего мастера, связана с трубами для использования в водопроводной системе.Резьба на трубах и фитингах соответствует американскому стандарту. трубная резьба, имеющая угол 60 градусов. Трубная резьба имеет небольшой конус, диаметр передней части меньше диаметра торца. Это сделано для того, чтобы при скручивании двух отрезков трубы полученное соединение было водонепроницаемым. Факт остается фактом: зачастую невозможно получить абсолютно водонепроницаемое соединение, даже если резьба искусно нарезана и перед соединением на внешнюю резьбу нанесена смазка для труб или компаунд.Этот состав обеспечит герметичность соединения.
Ложа и плашки, используемые для нарезания трубной резьбы, аналогичны по конструкции тем, которые используются для других работ на станке. Невозможно правильно разрезать трубу и нарезать резьбу, если она не будет надежно зажата в тисках. Используйте либо трубные тиски, либо тиски с параллельными губками, оснащенные трубными губками (см. Тиски).
Невозможно правильно разрезать трубу и нарезать резьбу, если она не будет надежно зажата в тисках. Используйте либо трубные тиски, либо тиски с параллельными губками, оснащенные трубными губками (см. Тиски).
Перед нарезанием резьбы трубу, конечно же, необходимо обрезать до нужного размера. При измерении трубы необходимо сделать некоторый припуск для резьбовой части на каждом конце, который будет ввинчиваться в фитинг.Это количество будет варьироваться в зависимости от диаметра трубы. Хороший план — отрезать трубу и нарезать резьбу так, чтобы ее можно было подвести прямо к выступу фитинга.
Железную трубу обычно режут труборезом. Можно использовать ножовку, но сделать идеально прямой пропил с помощью этого инструмента практически невозможно, а если конец трубы будет неровным, резьба будет выброшена за пределы отверстия.
Труборез имеет небольшие стальные ролики и отрезной круг. Пространство между роликами и отрезным кругом можно регулировать поворотом ручки резака.
Рис. 6 — Ложа, предназначенная для работы с матрицами большого ассортимента. Разрезная матрица, используемая с этой ложей, показана вместе с методом, использованным для ее закрепления в ложе. Приставка этого типа с набором матриц отлично подходит для работы с малым диаметром.
Поместите трубу, которую нужно разрезать, в тиски и дайте ей выйти за пределы стола, чтобы труборез можно было вращать вокруг трубы в точке, отмеченной для резки. Наденьте резак на трубу и отрегулируйте его положение так, чтобы отрезной диск находился точно над той точкой, которую нужно отрезать.Поверните ручку резака так, чтобы отрезной диск немного вошел в трубу, затем поверните резак вокруг трубы. Прежде чем продолжить, убедитесь, что этот первый разрез точен. После того, как будет сделан первый разрез, затяните ручку резака и снова поверните ее вокруг трубы. Продолжайте этот процесс, затягивая ручку резака после каждого оборота. Несколько капель машинного масла на отрезном круге облегчат работу. Излишне говорить, что успех этой операции зависит от наличия острого и точного отрезного круга на фрезе.
Излишне говорить, что успех этой операции зависит от наличия острого и точного отрезного круга на фрезе.
После того, как труба будет нарезана, она готова для нарезания резьбы, это делается так же, как нарезание резьбы в стержне. Чтобы матрица начиналась прямо на трубе, используется втулка. Медленно поворачивайте приклад и время от времени смазывайте матрицу маслом. Если резьба не прямая или неправильно сформирована, при сборке трубы будет невозможно получить плотное соединение. Теперь необходимо удалить заусенцы на внутренней стороне трубы, иначе поток воды через трубу значительно сократится.Эта работа выполняется с помощью расширителя для труб, такого как описано ранее в разделе «Развертка по металлу».
Метчики и плашки | Инструменты для нарезания резьбы и восстановления резьбы
Инструменты для нарезания резьбы и восстановления резьбы
Метчики и плашки — это инструменты для нарезания резьбы по металлу, используемые для резки и восстановления внутренних и внутренних поверхностей.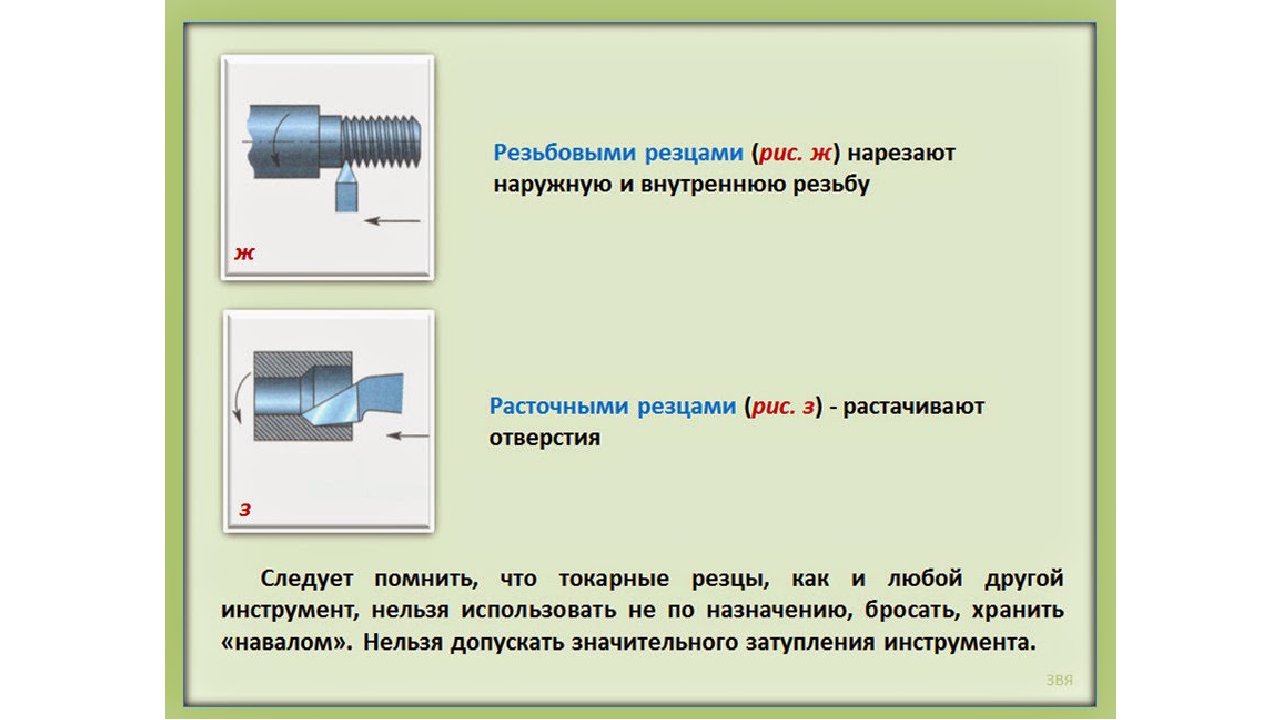 внешняя резьба точно. Метчик используется для формирования охватывающего компонента сборки,
как в случае гайки или гнезда, на охватываемой детали используется матрица, как в винте
или болт. Другими словами, метчик используется для создания внутренней резьбы в отверстии для использования
с резьбовым креплением и плашкой используется для изготовления или ремонта наружной резьбы на
круглый стержень, винт или болт.Ключи с Т-образной ручкой используются вместе с метчиком для создания или ремонта
Внутренний поток.
внешняя резьба точно. Метчик используется для формирования охватывающего компонента сборки,
как в случае гайки или гнезда, на охватываемой детали используется матрица, как в винте
или болт. Другими словами, метчик используется для создания внутренней резьбы в отверстии для использования
с резьбовым креплением и плашкой используется для изготовления или ремонта наружной резьбы на
круглый стержень, винт или болт.Ключи с Т-образной ручкой используются вместе с метчиком для создания или ремонта
Внутренний поток.
Конические метчики
Конические метчики, иногда называемые стартовыми метчиками, имеют более
выраженный конус к их режущим кромкам, чем у других метчиков. Это дает метчикам с конусом
более плавное режущее действие. Метчики с коническими метчиками чаще всего используются, когда материал
с резьбой трудно работать или если метчик очень малый диаметр и
склонны к поломке. Имеет длину фаски с шагом 7-10 и начало резьбы
квадрат с заготовкой.Чтобы метчики могли резать, они должны быть тверже, чем
материалы, которые они режут. Эта дополнительная твердость также делает их хрупкими,
Это означает, что их можно легко сломать, чего можно избежать. это
Важно использовать для крана подходящую Т-образную рукоятку, а не стандартный гаечный ключ или
плоскогубцы. Использование Т-образной рукоятки позволяет удерживать силу, прилагаемую к центру крана.
или умереть, сохраняя правильную симметрию и пробивая прямое и квадратное отверстие.
Эта дополнительная твердость также делает их хрупкими,
Это означает, что их можно легко сломать, чего можно избежать. это
Важно использовать для крана подходящую Т-образную рукоятку, а не стандартный гаечный ключ или
плоскогубцы. Использование Т-образной рукоятки позволяет удерживать силу, прилагаемую к центру крана.
или умереть, сохраняя правильную симметрию и пробивая прямое и квадратное отверстие.
Режущие зубья метчика не сплошные по всей длине корпуса метчика.Обычно есть три или четыре режущих участка, разделенных канавкой, называемой
флейта, между ними. Как только первые полные зубы начнут резаться, металл
удаляемая может быть длинная полоска, называемая стружкой, или стружкой. Работа флейты — обеспечить
зазор, чтобы стружка не попадала в режущие зубья и выталкивалась из
верх отверстия. Важно, чтобы обрезки были измельчены, чтобы предотвратить заедание.
и сломав кран. Лучше всего это сделать, повернув кран в направлении
режущего края, пока вы не почувствуете его заедание. На этом этапе медленно поверните кран.
в обратном направлении, пока вы не услышите или не почувствуете «щелчок» отрыва чипа от
разрезаемый материал. Удалите чип, чтобы отверстие было чистым, и продолжайте движение.
кран. Чем меньше метчик, тем важнее отломать стружку от
кран.
На этом этапе медленно поверните кран.
в обратном направлении, пока вы не услышите или не почувствуете «щелчок» отрыва чипа от
разрезаемый материал. Удалите чип, чтобы отверстие было чистым, и продолжайте движение.
кран. Чем меньше метчик, тем важнее отломать стружку от
кран.
Всегда используйте Таблицу размеров метчиков / сверл, чтобы найти правильный размер сверла для отверстие необходимо просверлить. Просверливание отверстия правильного размера важно, потому что если отверстие слишком большое, корень резьбы будет неглубоким, а винт может сорваться выйти или потерпеть неудачу.Если отверстие слишком маленькое, это приведет к заеданию метчика и, возможно, сломать, пытаясь прорезать слишком много материала. Маленькие краны очень легко защелкиваются. Это требуется всего около 4 фунтов человеческой силы, чтобы сломать кран 6-32, продолжайте осторожность при использовании небольших кранов.
Шестигранные плашки для восстановления нити
Шестигранные плашки для восстановления нити используются для восстановления синяков (закругленные)
или ржавая резьба на винтах и болтах.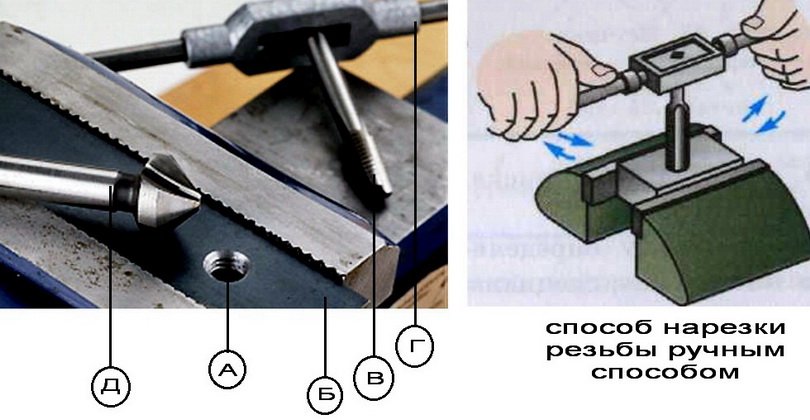 Плашки для перетяжки имеют шестиугольную форму и
можно повернуть гаечным ключом.Шестигранные матрицы для перетяжки имеют такой же размер, как и их
соответствующие стандартные размеры шестигранной гайки. Все штампы имеют резьбовые разгрузки для обеспечения
облегчает резку и снижает трение, помогая удалить стружку с
перетяжка. Количество рельефов зависит от размера матрицы.
Плашки для перетяжки имеют шестиугольную форму и
можно повернуть гаечным ключом.Шестигранные матрицы для перетяжки имеют такой же размер, как и их
соответствующие стандартные размеры шестигранной гайки. Все штампы имеют резьбовые разгрузки для обеспечения
облегчает резку и снижает трение, помогая удалить стружку с
перетяжка. Количество рельефов зависит от размера матрицы.
Т-образные ключи для метчиков
Т-образные ручки удерживают конец метчика, обеспечивая дополнительное усилие
для ручного постукивания, что делает их очень полезными для ограниченного пространства или там, где дополнительная досягаемость
или требуется кредитное плечо.Ключи для метчиков с T-образной рукояткой также можно использовать с винтовыми
экстракторы, дрели и другие инструменты. В гаечных ключах с T-образной ручкой используется цанга для надежного
возьмитесь за кран. Цанга — это набор сегментированных металлических деталей, образующих хомут.
вокруг крана. Носовая крышка Т-образной ручки сужается, имеет резьбу и затягивается. цангу, пока вы закручиваете носовую часть на Т-образную ручку. Сама ручка на Т-образной ручке
гаечные ключи регулируются и могут быть переключены на любую сторону ключа.
цангу, пока вы закручиваете носовую часть на Т-образную ручку. Сама ручка на Т-образной ручке
гаечные ключи регулируются и могут быть переключены на любую сторону ключа.
Быстрорежущая сталь
Быстрорежущая сталь (также известная как HSS) — это высокоэффективные специальные стали, предлагаемые высокая твердость при температуре до 500 градусов С и высокая износостойкость, благодаря легирующие элементы.Быстрорежущая сталь как таковая не теряет закалки (твердости) с более высокие температуры позволяют резать быстрее, чем высокоуглеродистая сталь, отсюда и название. Быстрорежущая сталь при комнатной температуре обычно имеет высокую твердость (выше твердости по Роквеллу). твердость 60) и сопротивление истиранию по сравнению с углеродистой и другими видами стали. Высоко Метчики из быстрорежущей стали можно использовать в Т-образной рукоятке или станке.
Как: Устранение неисправностей метчиков
Иногда проблемы могут возникать при нарезании резьбовых отверстий. Это часто вызвано
нарезной станок (если он используется), приспособления для крепления метчиков и состояние отверстия для
быть затронутым. При использовании резьбонарезного станка обязательно проверьте шпиндель, приспособление и работу
выравнивание на предмет проскальзывания ремней, износа и мощности. При использовании устройства удержания крана проверьте
посмотрите, используется ли правильный тип для износа и совмещения с отверстием. Сама дыра
Следует проверить диаметр и правильность по кругу и оси, чтобы гарантировать правильный процент зацепления резьбы.И наконец, убедитесь, что в
дно отверстия для глухих отверстий. Ниже приведены типы проблем и их причины, которые
могут встречаться при нарезании отверстий.
Это часто вызвано
нарезной станок (если он используется), приспособления для крепления метчиков и состояние отверстия для
быть затронутым. При использовании резьбонарезного станка обязательно проверьте шпиндель, приспособление и работу
выравнивание на предмет проскальзывания ремней, износа и мощности. При использовании устройства удержания крана проверьте
посмотрите, используется ли правильный тип для износа и совмещения с отверстием. Сама дыра
Следует проверить диаметр и правильность по кругу и оси, чтобы гарантировать правильный процент зацепления резьбы.И наконец, убедитесь, что в
дно отверстия для глухих отверстий. Ниже приведены типы проблем и их причины, которые
могут встречаться при нарезании отверстий.
Проблема с нарезанием резьбы | Типичные причины |
| Обрыв ответвителя |
|
| Отказ метчика при реверсе |
|
| Стружка забивает канавки |
|
| Обрезанная или сколотая резьба метчика |
|
| Оборванная резьба в метчике |
|
| Заедание или заедание метчика |
|
| Чрезмерный износ метчика |
|
| Поломка режущей поверхности |
|
| Перегрев метчика |
|
| Плохое качество обработки резьбы в резьбовой части |
|
| Чрезмерное сопротивление трения и требования к мощности |
|
 Угол режущей кромки должен быть увеличен.
Угол режущей кромки должен быть увеличен.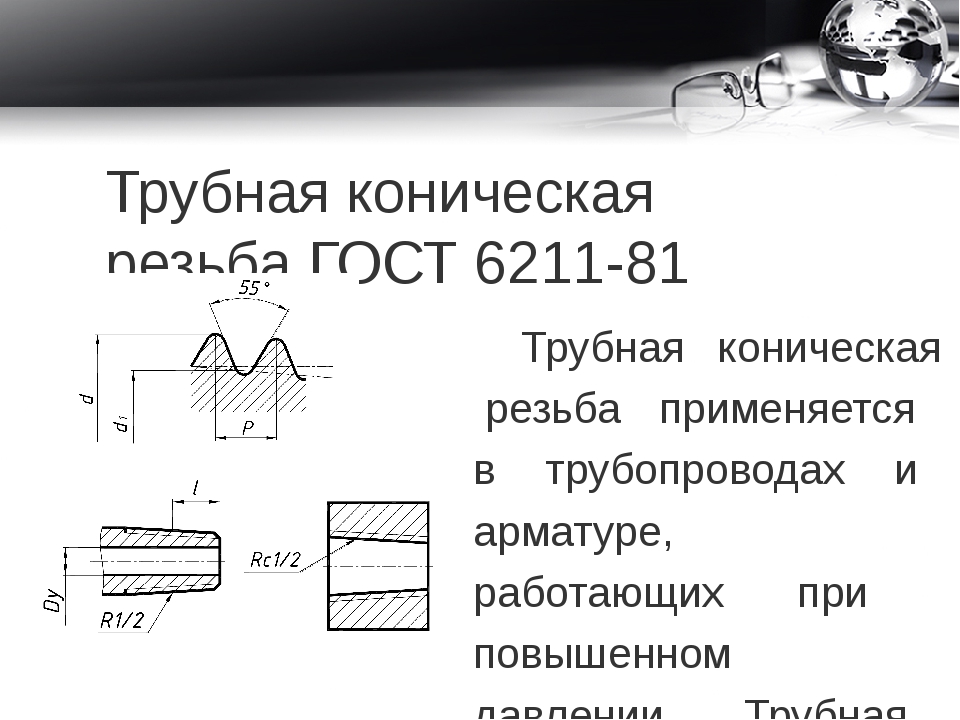 Метчик с обработанной поверхностью
требуется
Метчик с обработанной поверхностью
требуетсяОбщие предложения
Чтобы избежать некоторых из этих проблем, связанных с метчиками, мы можем попробовать:
Если отверстия меньше или больше, проверьте инструкции по установке.
Проверьте метчик на предмет правильного предельного диаметра деления резьбы для требуемого класса резьбы и
сверло для правильного размера.Если метчик имеет грубую резьбу, это обычно означает, что метчик толкает или рвать металл вместо того, чтобы разрезать его. Кран затупился, заел потоки или могут работать на слишком низкой скорости. Если ничего из этого нет, увеличьте крючок угол режущей поверхности.
Если кран нагружен (металл цепляется за кран) или заедает, проверьте смазка.Здесь тоже может быть затуплен кран или слишком высокий процент резьбы. Перейдите на метчик с обработанной поверхностью.
Если происходит поломка метчика, возможно, метчик режет слишком много резьбы, недостаточно смазаны или слишком малый зазор для стружки на дно глухого отверстия. Если ни одно из этих условий не существует, увеличьте скорость, кроме твердых или прочных материалов. В этих материалах уменьшите скорость.
США Размер метчиков и сверл и справочная таблица
 Проверьте метчик на предмет правильного предельного диаметра деления резьбы для требуемого класса резьбы и
сверло для правильного размера.
Проверьте метчик на предмет правильного предельного диаметра деления резьбы для требуемого класса резьбы и
сверло для правильного размера.Хотите узнать больше о крепежных деталях? Заходите в наш Еженедельный блог, чтобы увидеть новые сообщения каждый понедельник!
Чеканка или повторная нарезка резьбовых отверстий — инструмент для Северной Америки
Вы пытаетесь «погнать» или очистить существующие внутренние потоки? Используйте кран, предназначенный для выполняемой работы.
Когда мы в North American Tool получают информацию о том, что метчик должен использоваться для «повторной нарезки резьбы», другого термина для этой задачи, мы всегда рекомендуем использовать метчик с углом наклона 0–3 градусов для режущей кромки.
Отличие от первой заправки
При повторной нарезке резьбы очень мало материала удаляется из существующей резьбы. Возможно, что ни одна из подложек не будет затронута, особенно когда необходимо удалить окалину или другие загрязнения с резьбы.Учитывая эту возможность, метчик, использующий геометрию общего назначения или любую степень торца крючка, будет иметь трудности с образованием «стружки» при резании. Режущая кромка будет слабой и обычно ломается. С режущей поверхностью Rake кромка будет лучше удерживаться, и она сможет царапать поверхность подложки, когда не удается сформировать стружку. Это также лучше работает при использовании метчика для удаления загрязнений (грязь, краска, герметик и т. Д.) С существующей резьбы.
Д.) С существующей резьбы.
Несогласованные силы создают ситуацию «без гарантии»
Даже при использовании рекомендованной геометрии для повторной нарезки резьбы производительность метчика не может быть гарантирована.Силы, действующие на метчик, непостоянны, как в случае создания новой резьбы путем непрерывного резания.
Часто метчики используются для изменения формы поврежденной резьбы. Когда это делается, оператор должен знать о возможной проблеме с размером отделки. Формовочные метчики делаются больше, чем режущие метчики, создавая такой же класс резьбы. Цель состоит в том, чтобы компенсировать память материала при снятии метчика для формования. Все формуемые материалы имеют тенденцию к разной степени «пружинить», когда им придана новая форма.
Использование метчиков для удаления загрязнений с существующей резьбы может до некоторой степени работать, но также будет иметь тенденцию «вдавливать» этот загрязнитель в форму резьбы, что, вероятно, не является целью.