Как правильно варить сваркой – учимся варить самостоятельно
Главная » Обучение для начинающих » Как можно научиться правильно варить сваркой?
0
Опубликовано: 22.03.2017
На сегодняшний день сварочные работы широко распространены как в промышленности, так и в бытовых условиях – знания относительно того, как правильно сваривать металлические элементы, понадобятся даже в квартире. Сварка представляет собой наиболее качественный способ соединения металлических элементов. Если же строительные работы будут производиться своими руками, то сварку можно также проводить самостоятельно.
Оглавление:
- В чем заключаются основы электросварки?
- Существующие технология электросварки
- Как выбрать подходящее оборудование?
- Какие электроды предпочтительнее?
- Технология проведения работ
- Основы техники безопасности при проведении сварных работ
В чем заключаются основы электросварки?
Как уже говорилось раньше, сварка представляет собой неразъемное и довольно прочное соединение металлических элементов друг с другом в одну конструкцию. Это осуществляется с помощью высоких температур. Практически все сварочные аппараты для того чтобы расплавить металл используют специальную электрическую дугу.
Это осуществляется с помощью высоких температур. Практически все сварочные аппараты для того чтобы расплавить металл используют специальную электрическую дугу.
Под ее воздействием происходит разогрев металлического элемента вплоть до температуры плавления, но осуществляется это только на незначительной площади. В связи с тем, что для проведения подобны работ применяется электрическая дуга, то сварка также получила название электродуговой.
Существующие технология электросварки
Формирование электрической дуги может производиться за счет постоянного или переменного тока. Последний ток получается в ходе использования специальных трансформаторов, постоянным током варят инверторы.
Еще одной проблемой, связанной с использованием трансформаторов, является чрезмерная нагрузка на электрическую сеть, вызывая скачки напряжения. Это, в свою очередь, может привести к поломкам бытовой техники или другого электрического оборудования.
Инверторы работают от обыкновенной электрической сети. У них незначительные размеры, а масса составляет порядка 3-8 кг. В процессе работы практически не издают шума и не влияют на напряжение в сети. Дуга формируется при помощи постоянного тока, поэтому она будет идти равномерно, ее гораздо легче перемещать и держать под контролем. Если человек собирается научиться качественно сваривать металлические элементы, то ему лучше начинать именно со сварочного инвертора.
Как выбрать подходящее оборудование?
Чтобы свариваемые элементы плотно прилегали друг к другу, необходимо подобрать наиболее подходящую технику, предназначенную для проведения сварочных работ. Такое оборудование можно приобрести либо арендовать на определенный период времени. Сегодня в продаже можно отыскать сварочные аппараты, которые обладают определенным элементом, с чьей помощью можно делать силу тока больше или же меньше.
- Трансформатор, который будет изменять электричество из обычной сети в ток, подходящий для проведения сварочных работ. При выборе подобного изделия следует принимать во внимание, что чересчур дешевые модели не способны обеспечить стабильную дугу. Они также будут снижать напряжение в основной сети, что в конечном счете может привести к поломке другого электрического оборудования. Еще одним минусом является довольно большая масса;
- Выпрямитель используется для того, чтобы сделать переменный ток сети постоянным. Благодаря этому оборудованию можно научиться сваривать элементы из металла с помощью достаточно стабильной дуги, которая позволяет получить сварное соединение высокого качества;
- Инвертор не просто преобразовывает ток электрической сети из переменного в постоянный, но и доводит его до требуемого напряжения. Как уже говорилось раньше, данный аппарат весит довольно мало.


Какие электроды предпочтительнее?
Мало знать, как правильно варить сваркой, необходимо еще уметь выбирать нужные электроды. В бытовых условиях, а зачастую и при проведении промышленных сварных работ, берутся электроды, подводящие необходимое напряжение к сварному шву. Как правило, они представляют собой проволоку, изготовленную из особого плавящегося порошка.
Если человек только начинает постигать азы сварных работ, то ему, чтобы разобраться в том, как правильно варить, нужно брать электроды, представляющие собой твердые стержни, покрытые плавящимся веществом. С их помощью можно получить ровный сварной шов. Наиболее подходящий диаметр таких электродов для начинающих сварщиков – 3 мм.
В продаже можно найти и более тонкие электроды, они предназначены для соединения между собой довольно тонкого металла. Если брать более толстые электроды, то они могут нуждаться в более мощном аппарате, который будет давать большую нагрузку на сеть.
Технология проведения работ
Чтобы разобраться, как варить, необходимо точно знать технологию, касающуюся сварных работ:
- Соединяемые сваркой поверхности необходимо хорошенько зачистить, чтобы на них не оставалось ни одного пятнышка ржавчины или разного рода загрязнений.
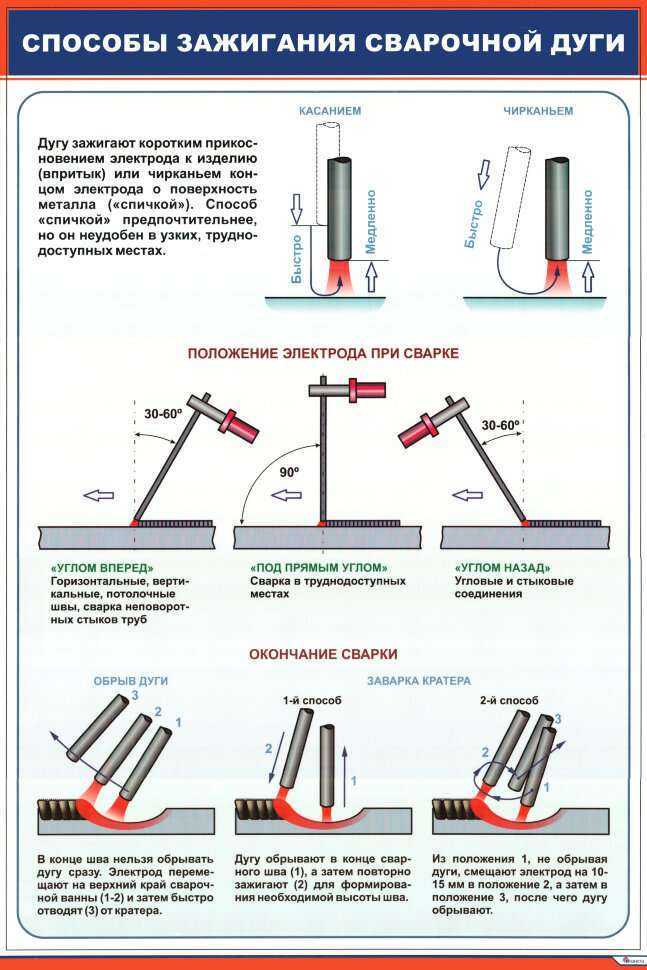
- Прежде чем приступить к сварке, нужно взять электрод и закрепить его в держателе сварочного аппарата. Затем приступают к образованию электрической дуги. Чтобы это произошло, следует вызвать движение тока в районе создания электрической дуги. Выполнить это довольно просто – нужно всего лишь чиркнуть кончиком электрода по поверхности металла или же слегка постучать им по поверхности заготовки;
- Когда электрическая дуга будет получена, между ней и соединяемыми металлическими элементами следует создать незначительный зазор, который должен иметь постоянную величину на всем протяжении шва. Он, как правило, находится в пределах от 3 до 5 мм. Если не соблюдать такое правило, то дуга будет становиться сильнее или слабее либо вовсе прерываться, что в конечном счете станет причиной снижения качества сварного соединения.

Профессиональные сварщики рекомендуют держать электрод под наклоном примерно 70 градусов – так проводить работы удобнее всего.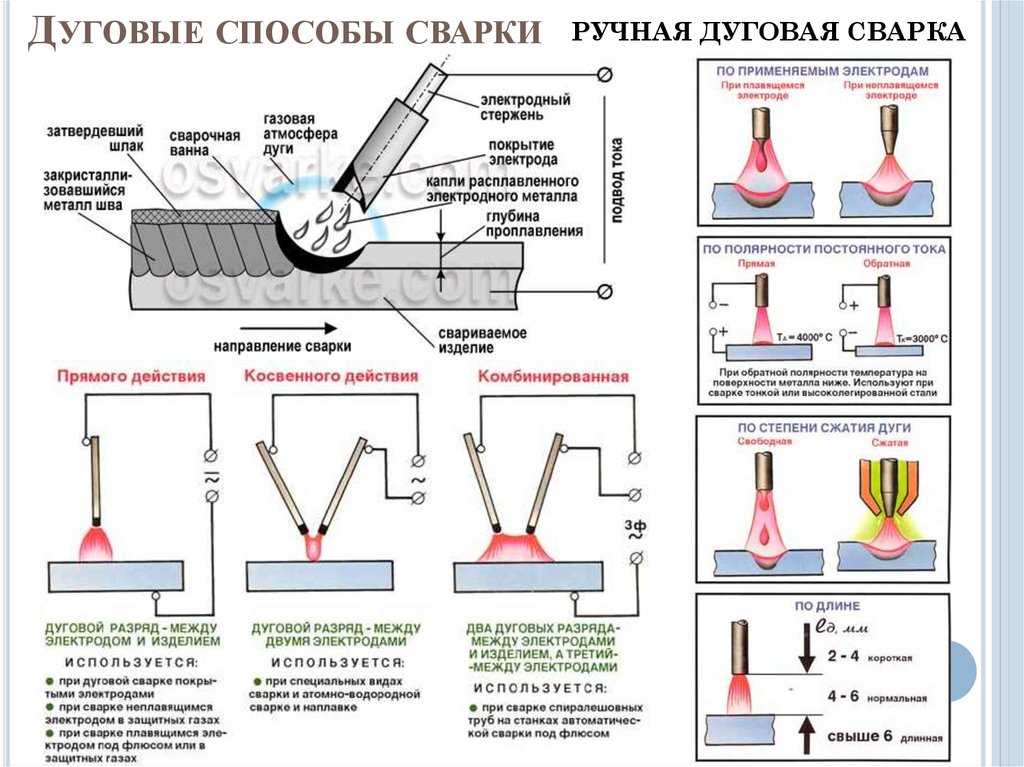 Однако при необходимости его можно несколько изменить для того, чтобы сваривать металл было более комфортно.
Однако при необходимости его можно несколько изменить для того, чтобы сваривать металл было более комфортно.
Очень важную роль играет и то, насколько стабильно подается электрический ток. Принимают во внимание, что чересчур большая сила тока станет причиной проплавление металла. Сила тока меньше необходимой вызовет пропадание дуги.
Когда технику создания сварного соединения удалось освоить, можно начинать создавать именно неразъемные элементы. Сначала приступают к формированию валика, так как получить данный шов проще всего. На первом этапе получают электрическую дугу, а уже потом занимаются созданием неразъемного соединения.
После того как удалось научиться варить самые элементарные конструкции, можно начинать выполнять операции более сложные. К ним относятся тавровые, угловые соединения, а также нахлестные швы при разных направлениях.
Основы техники безопасности при проведении сварных работ
Человек, только начавший постигать азы подобного технологического процесса, должен в обязательном порядке соблюдать все ключевые правила, связанные с тем, чтобы работа была максимально безопасной. Необходимо принимать во внимание, что сварка представляет собой одну из наиболее опасных технологий соединения металлических элементов. В связи с этим желательно следовать определенным рекомендациям:
- Категорически запрещено проводить сварочные работы во влажную погоду, а также на морозе – это может стать причиной возникновения короткого замыкания и поражения электрическим током;
- Необходимо работать с помощью специализированной маски и защитного щитка. Это позволит предохранить глаза от слишком яркого света, который выделяется из сварной ванны от формируемой дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза;
- Все работы производятся только в плотной одежде, не оставляющей открытых участков тела. Это необходимо для того, чтобы расплавленный металл не попадал на кожу. На руки лучше надеть плотные перчатки или рукавицы, а костюм сварщика должен быть изготовлен из плотного брезента;
- Сварочные работы всегда сопряжены с довольно высокой температурой, которая может стать причиной возникновения возгорания. На рабочем месте сварщика обязательно должна быть емкость с водой и огнетушитель.
 Это позволит предохранить глаза от слишком яркого света, который выделяется из сварной ванны от формируемой дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза;
Это позволит предохранить глаза от слишком яркого света, который выделяется из сварной ванны от формируемой дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза;Если полностью освоить сварочные работы, то это позволит облегчить работы по дому, да и на производстве можно будет получать требуемый результат значительно быстрее.
Сергей Одинцов
tweet
как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.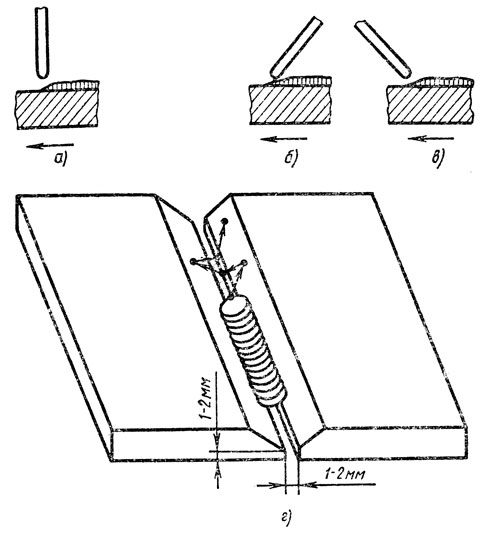
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
- Основные азы сварочных работ ↓
- Необходимые материалы/инструменты/защита ↓
- Как выбрать правильное оборудование, электроды и экипировку ↓
- Пошаговая инструкция по проведению сварочных работ ↓
- Как делать разные виды швов ↓
- Особенности сварки труб ↓
- Как правильно варить тонкий металл ↓
- Советы и рекомендации ↓
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.

Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.

К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.

Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.

Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.

Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.

Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).

На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.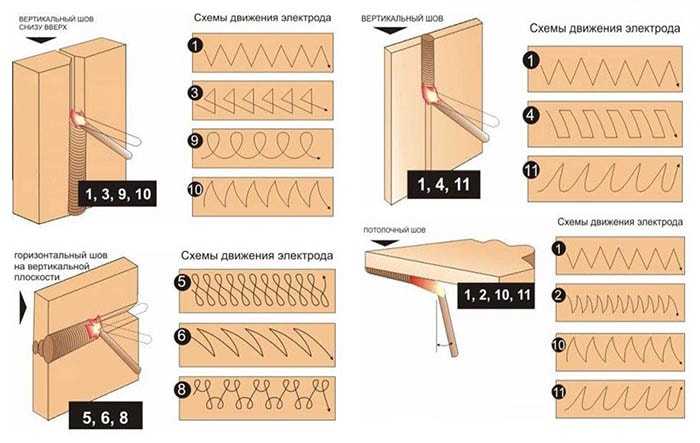
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Как правильно варить тонкий металл
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
Как правильно сварить? Обзор различных стилей и методов сварки
Все о методах и технологиях сварки
Сварка может показаться сложным процессом, но на самом деле это довольно просто и недорого. Сварка — это соединение двух материалов, обычно металлов, путем их нагревания до тех пор, пока они не превратятся в расплавленную горячую сварочную ванну, которая используется для создания сварного шва. Ниже приведены советы по правильной сварке нержавеющей стали
Сварка — это соединение двух материалов, обычно металлов, путем их нагревания до тех пор, пока они не превратятся в расплавленную горячую сварочную ванну, которая используется для создания сварного шва. Ниже приведены советы по правильной сварке нержавеющей стали
Соблюдайте все правила безопасности и используйте средства индивидуальной защиты (СИЗ)
Обеспечьте достаточную вентиляцию и держите вдали легковоспламеняющиеся материалы.
Держите все инструменты и оборудование под рукой.
Очистите металл перед сваркой, чтобы получить сварной шов хорошего качества.
Аккуратно отрежьте металл и установите его точно в том положении, в котором вы хотите их сварить.
При необходимости отрегулируйте настройки сварочного аппарата.
Удалите излишки шлака отбойным молотком.
Различные методы и приемы сварки
Сварка восходит к кузнецам, использующим нагревательную кузницу для нагрева металла и ковки металла, чтобы сплавить его вместе. Это называется кузнечной сваркой. Это был старый способ сварки. Ниже приведены различные методы и приемы сварки.
Это был старый способ сварки. Ниже приведены различные методы и приемы сварки.
1. Сварка кислородом и ацетиленом
Оборудование для сварки кислородом и ацетиленом включает два резервуара, один с кислородом, а другой с ацетиленом, узлы регуляторов наверху резервуаров и шланги, ведущие от регуляторов к рукояткам горелки. В основном горелка используется для создания лужи расплавленного металла во время работы, после чего конец сварочного стержня помещается в лужу расплава. Стержень плавится и смешивается с расплавленным металлом, что приводит к соединению двух частей. Слишком много или слишком мало тепла может испортить сварку. Хорошая техника требует правильной интенсивности горелки, создания хорошей лужи, перемещения лужи с правильной скоростью и подачи нужного количества стержней. Правильная регулировка горелки также является ключом к качественному сварному шву.
2. Дуговая сварка или сварка электродом
Это процесс с использованием присадочной проволоки в качестве электрода и электрической дуги для соединения двух металлов путем плавления металла. Процесс включает в себя создание дуги для одновременного плавления изделия и стержня, чтобы стержень можно было наложить на изделие. Для создания дуги необходимо поцарапать конец электрода поперек изделия. Когда искра проскакивает на электроде, наконечник необходимо немного отодвинуть от работы. Его не следует перемещать слишком далеко, что приведет к обрыву дуги, или слишком близко, что приведет к прилипанию электрода к вашей работе. Хорошей техникой является ведение электрода с дугой очень мало, чтобы можно было увидеть развивающуюся ванну. Во время сварки постоянно плавящийся электрод следует держать ближе к рабочему месту. Быстро движущийся шов может привести к слабому сварному шву.
Процесс включает в себя создание дуги для одновременного плавления изделия и стержня, чтобы стержень можно было наложить на изделие. Для создания дуги необходимо поцарапать конец электрода поперек изделия. Когда искра проскакивает на электроде, наконечник необходимо немного отодвинуть от работы. Его не следует перемещать слишком далеко, что приведет к обрыву дуги, или слишком близко, что приведет к прилипанию электрода к вашей работе. Хорошей техникой является ведение электрода с дугой очень мало, чтобы можно было увидеть развивающуюся ванну. Во время сварки постоянно плавящийся электрод следует держать ближе к рабочему месту. Быстро движущийся шов может привести к слабому сварному шву.
Сварка МИГ или сварка в среде инертного газа — это процесс дуговой сварки, для которого требуется постоянный сварочный электрод в виде подающей проволоки. При сварке MIG инертные газы, такие как аргон и углекислый газ, помогают защитить сварочную ванну от газов, таких как кислород и азот, которые присутствуют в атмосфере и могут привести к ослаблению сварного шва. Катушки проволоки, используемые при сварке MIG, могут быть сварочной проволокой из нержавеющей стали , проволокой из мягкой стали или алюминиевой проволокой. Эти катушки, будь то 9Проволока MIG из нержавеющей стали 0017 или из любого другого материала может содержать не только сотни, но и тысячи метров/футов проволоки. Правильная настройка интенсивности электрической дуги и скорости подачи проволоки в зависимости от материала является лучшим методом для более качественной сварки MIG.
Катушки проволоки, используемые при сварке MIG, могут быть сварочной проволокой из нержавеющей стали , проволокой из мягкой стали или алюминиевой проволокой. Эти катушки, будь то 9Проволока MIG из нержавеющей стали 0017 или из любого другого материала может содержать не только сотни, но и тысячи метров/футов проволоки. Правильная настройка интенсивности электрической дуги и скорости подачи проволоки в зависимости от материала является лучшим методом для более качественной сварки MIG.
Наконец, отработка навыков сварки поможет вам получить идеальные сварные швы. Начать с самого дешевого дугового сварочного аппарата — хорошая идея.
Последние сообщения
Что вы должны знать о оцинкованной стали против. Трос из нержавеющей стали
Стержни из нержавеющей стали для ортопедии и хирургии
Трос из нержавеющей стали правит миром!
Шесть вещей, которые следует учитывать при выборе марки нержавеющей стали.

Как выполнять сварку (дуговая)
Цель этой статьи — научить вас пользоваться аппаратом для дуговой сварки с флюсовой проволокой. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством и экономичностью. Несмотря на то, что есть несколько ограничений относительно того, что вам сойдет с рук на этой машине, это отличный сварочный аппарат для начинающих и идеально подходит для выполнения неструктурной, декоративной сварки.
Пример аппарата для дуговой сварки с флюсовой проволокойШаг 1: Безопасность
Первое и самое важное, что следует учитывать при использовании любого типа сварочного аппарата, — это безопасность. Электроэнергия, необходимая для дуговой сварки, не только очень горячая, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него. Вот почему вы всегда должны использовать надлежащие средства индивидуальной защиты (СИЗ) во время работы над сварочным проектом. Это включает в себя, помимо прочего: защитные очки, кожаную сварочную куртку, сварочные перчатки и, конечно же, сварочную маску (также известную как сварочный капюшон). Это также действительно помогает, если у вас есть длинные брюки и обувь с короткими носками. Дуговая сварка с флюсовой проволокой (FCAW), как известно, генерирует много искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайтесь! Эти искры также могут легко привести к пожару, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от зоны сварки.
Это включает в себя, помимо прочего: защитные очки, кожаную сварочную куртку, сварочные перчатки и, конечно же, сварочную маску (также известную как сварочный капюшон). Это также действительно помогает, если у вас есть длинные брюки и обувь с короткими носками. Дуговая сварка с флюсовой проволокой (FCAW), как известно, генерирует много искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайтесь! Эти искры также могут легко привести к пожару, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от зоны сварки.
При этом сварка может быть веселым и захватывающим способом делать вещи из металла, и после небольшой практики у вас появится бесконечный потенциал для создания действительно крутых вещей. Итак, приступим.
Шаг 2: Соберите необходимое оборудование
Прежде чем приступить к сварке, убедитесь, что у вас есть все необходимые инструменты. В следующем списке должно быть все, что вам понадобится в ходе сварочного проекта:
- Защитные очки
- Сварочная маска
- Перчатки
- Кожаная куртка
- Наушники
- Клещи
- Отбойный молоток
- Проволочная щетка
- Шлифовальный станок с режущими/шлифовальными/проволочными кругами
- Зажимы
- Магниты
- Рулетка/металлическая линейка
- Вытяжка дыма
- и конечно же сварщик!
Шаг 3.
 Очистите металл
Очистите металлНесмотря на то, что FCAW известен как процесс, при котором можно обойтись без сварки грязного металла, все же важно очистить область металла, которую вы планируете сваривать. Обычно это делается с помощью какой-нибудь проволочной щетки, шлифовальной машины или, что еще лучше, шлифовальной машины с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, значительно повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего объекта перед началом сварки.
Перед тем, как поднести шлифовальный станок к заготовке, вы всегда должны принять меры, чтобы убедиться, что металл, который вы планируете шлифовать, надежно закреплен. Обычно это делается с помощью зажимов, но желательно не пружинных зажимов, поскольку они не всегда прилагают необходимое усилие, необходимое для удержания металла на месте во время шлифовки. Сварщики часто предпочитают либо настольные тиски, либо С-образный зажим, поскольку эти инструменты позволяют сварщику контролировать величину давления, прикладываемого к заготовке.
Как только металл будет закреплен, вы можете шлифовать его до тех пор, пока не удалите большую часть вещества, мешающего голому металлу. Во время шлифовки обязательно направляйте любые искры в безопасном направлении (т. е. не на человека или легковоспламеняющийся предмет).
Сварщик, очищающий лист перед сваркойШаг 4: Отрежьте металл
Помимо сварки достаточно очищенного металла, вы также должны убедиться, что металл обрезан до нужной длины. Правильная резка металла может быть такой же, если не более сложной, чем фактическая сварка, в зависимости от того, с чем вы работаете.
Точная резка начинается с точной разметки или отметки на заготовке. Обычно это делается с помощью мыльного камня или фломастера и линейки с прямым краем. Как только вы будете удовлетворены своей маркировкой, вы можете начать резать заготовку. При резке больших отрезков листового металла рекомендуется использовать какую-либо направляющую для обеспечения прямого реза, например угол или длинный квадратный кусок. Пруток. Для каждого реза вы должны прижимать заготовку, чтобы она никуда не ушла, когда вы начнете резать.
Пруток. Для каждого реза вы должны прижимать заготовку, чтобы она никуда не ушла, когда вы начнете резать.
Шаг 5: Установите заготовку
После того, как вы очистили металл и вырезали его до нужных размеров, пришло время настроить заготовку так, чтобы ее можно было легко прихватить. сварить его вместе без необходимости бороться с ним слишком много. Для работы с массовым производством вы обычно изобретаете какое-то приспособление, которое позволит вам легко устанавливать детали на место, не задумываясь об этом.
Чрезвычайно важно убедиться, что детали, которые вы собираетесь сваривать, зафиксированы именно в том положении, в котором вы планируете их сваривать. Сварка сыпучих материалов может привести к бесчисленным ошибкам и может добавить нежелательную дополнительную работу к вашему проекту, поэтому обязательно дважды и трижды проверьте свою заготовку, прежде чем наносить первый прихваточный шов. После того, как вы все точно выровняли, пора приступать к сварке!
Шаг 6: Включите сварочный аппарат и настройте параметры
Конечно, настройка сварочного аппарата на соответствующие параметры является еще одной важной частью вашего проекта. Если листовой металл довольно тонкий, сваривайте на более низких настройках с более низкой скоростью проволоки. По мере того, как металл, который вы свариваете, увеличивается в толщине, вы захотите увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на куске металлолома, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
Если листовой металл довольно тонкий, сваривайте на более низких настройках с более низкой скоростью проволоки. По мере того, как металл, который вы свариваете, увеличивается в толщине, вы захотите увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на куске металлолома, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
Если вы не уверены, какие настройки следует использовать для вашего собственного проекта, обратитесь к руководству пользователя.
Шаг 7: Прихватите заготовку
После того, как вы правильно все выровняли и настроили сварочный аппарат на соответствующие настройки, прихватите углы заготовки вместе. При прихватке важно убедиться, что вы действительно сплавляете обе стороны металла вместе. Когда вы нажимаете на курок горелки, обратите внимание на то, где вы наносите металл сварного шва, и что вы ударяете по заготовке именно там, где одна часть соприкасается с другой. Сварка одной стороны больше, чем другой, приведет к отсутствию сплавления, что может привести к тому, что два куска металла не соединятся вместе должным образом. Не забудьте очистить область, которую вы только что сварили, с помощью проволочной щетки, чтобы удалить шлак, образовавшийся на прихваточном шве.
Сварка одной стороны больше, чем другой, приведет к отсутствию сплавления, что может привести к тому, что два куска металла не соединятся вместе должным образом. Не забудьте очистить область, которую вы только что сварили, с помощью проволочной щетки, чтобы удалить шлак, образовавшийся на прихваточном шве.
В идеале, когда вы соедините каждый угол вместе, ваша заготовка приобретет форму, и вы сможете увидеть, выровнены ли стороны и сварены ли они в правильном положении. Если нет, то сейчас самое время исправить свои ошибки, так как их будет гораздо сложнее исправить после того, как вы закончите сварку!
Небольшая коробка с углами, сваренными прихваткамиШаг 8: Заполните оставшиеся области сварными швами
Предполагая, что вы все правильно прикрепили, теперь вы можете вернуться и заполнить оставшиеся швы сварными швами. Именно здесь вы действительно сможете отточить свои навыки сварки, поэтому внимательно следите за тем, как угол наклона горелки, скорость перемещения и электрический вылет влияют на внешний вид ваших сварных швов.
Самое важное, что следует учитывать при выполнении этих сварных швов, — это соблюдение согласованности в вышеуказанных категориях. Другими словами, как только вы определили правильный угол наклона горелки, не меняйте его в середине сварки. Скорость вашего перемещения должна быть достаточно высокой, и вы не хотите ускоряться или замедляться в середине сварки, а должны поддерживать постоянный темп. Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне около 3/8 дюйма.
Постоянство техники сварки является ключом к профессиональной сварке, и потребуется некоторая практика, прежде чем ваши сварные швы будут выглядеть идеально. Имейте это в виду, если они не выглядят великолепно с первой попытки, просто наберитесь терпения и напомните себе, что практика приводит к совершенству.
Сварка сварных швов прихваточными швамиШаг 9: Очистите деталь
После того, как вы все сварите, от флюса останется куча брызг и шлака. Настало время использовать отбойный молоток и проволочную щетку, чтобы удалить как можно больше этого, прежде чем вы начнете шлифовать.
Настало время использовать отбойный молоток и проволочную щетку, чтобы удалить как можно больше этого, прежде чем вы начнете шлифовать.
После того, как вы удалили как можно больше вручную, возьмите плоскогубцы и зажмите их на одном из внешних краев заготовки. Аккуратно используйте настольную шлифовальную машину для шлифовки сварных швов, пока вы не удалите внешние слои сварного шва, а углы не станут на одном уровне со сторонами. Во время шлифовки убедитесь, что заготовка надежно закреплена на защитном кожухе. Вам, вероятно, придется повторно зажимать плоскогубцы один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как бесшовный переход с каждой стороны и не должно быть никаких отверстий или трещин. Если нет, вам, возможно, придется вернуться и повторно заварить участки с дефектами, а также повторять процесс очистки/шлифовки, пока не будет достигнут желаемый результат.
К этому моменту сварка практически завершена!
Шаг 10: Очистите место
Очистите место, где вы работали, и положите все инструменты на место.