Инструменты для ковки металла своими руками
Кованые элементы в оформлении дизайна и архитектуре имеют большую популярность на протяжении долгих веков. Решетки для каминов и окон, оградки либо балясины для лестниц, кованые из металла, всегда имеют изысканный и привлекательный вид.
На сегодняшний день, даже учитывая новые технологии для обработки металлов, изделия из металла ручного производства имеют актуальны как никогда. Понятное дело, ковка своими руками является делом не простым, и без определенной подготовки тяжело сделать на самом деле красивое изделие.
Но желающим познать эту древнюю профессию и, если они готовы потрудиться, необходимо ознакомиться с типами и технологиями ковки металла, знать о металлах для ковки, знать о процессе и правильно обращаться с инструментами.
Ковка металла – это такой процесс во время, которого производится обработка металла для того, чтобы придать ему необходимую форму и размер. Имеется два варианта ковки – это горячая и холодная.
Ковка горячего типа
При использовании горячей ковки металлическая заготовка нагревается до нужной температуры, во время которой металл теряет свои свойства прочности и станет пластичным. Высокий уровень пластичности и является большим преимуществом ковки горячего типа. Это дает возможность очень быстро придать заготовке необходимый размер и форму. Помимо этого ковка горячего типа открывает возможность использования огромное количество методов ковки, что помогает создавать множество различных вариантов элементов.
Но нагревание металла также имеет и отрицательные стороны. Изначально это обустройство горна для кузни и покупка топлива для него. Это может быть проблематично для людей, которые желают заниматься ковкой металла горячего типа собственноручно в городе. Помимо этого любая работа с огнем – это определенная опастность, которая требует соблюдения правил безопасности. Еще один из основных факторов ковки, который влияет на выбор ее типа можно назвать особые знания о температурных режимах для разных металлов.
Еще один из основных факторов ковки, который влияет на выбор ее типа можно назвать особые знания о температурных режимах для разных металлов.
Ковка холодного типа
По сравнению с горячей ковкой, ковка холодного типа не требует постройки горна для того, чтобы нагревать металл. Суть ковки холодного типа заключается в том, что придание необходимой формы металлу производится при помощи выгибания заготовки, опрессовывания и сваривания. Ковка холодного типа намного проще по исполнению, а для устройства мастерской много места не нужно. Для создания готового изделия не нужны большие температуры, а это только плюс к общей безопасности.
Но подобного типа ковка имеет и свой огромный недостаток. Любые работы с металлом проводятся только с подготовленными заготовками, и исправить какую-либо ошибку возможности нет. Понятное дело, это относится ко всем этапам данной ковки, но по большей части заготовка с ошибкой пойдет в металлолом либо в качестве учебного пособия как не нужно делать.
Не зависимо от того какой тип ковки вы выбрали вам нужно будет изучить множество важных процессов. В первую очередь это относится типов металлов и температуры для их ковки и плавления. Также следует разбираться и в самой технологии ковки разных металлов. Ниже мы о них расскажем.
оборудование для ковки
Ковка металла вручную – это трудоемкий и сложный процесс, который требует применения металлов определенного типа, а если говорить точнее, то метала с определенными параметрами. Для ковки руками, вне зависимости будет она холодной либо горячей важно подобрать металл более высокой пластичностью, так как от этого качества будет зависеть удобство и простота изменения самой заготовки и ее формы. Стоит упомянуть и о том, что такие свойства металла как пластичность и прочность взаимосвязаны. Если увеличивается один из них, то уменьшается вторая. Так что весьма важно разбираться в параметрах разных металлов и знать про их состав.
Для ковки декоративного типа применяют такие металлы как:
- латунь;
- медь;
- дюралюминий;
- другие подобные сплавы.
То есть для ковки ручного типа применяют мягкие металлы, которые легко гнуться и им можно придавать разную форму. Для выбора самого легкого и ковкого металла вам следует просмотреть Марочник Стали и Сплавов. Здесь имеется детальное описание всех сплавов и металлов, а также их характеристики и состав.
Учитывая тот факт, что самым ковким металлом является сплавы меди и она сама, специалисты отдают предпочтение черным металлам для того, чтобы производить горячую либо холодную ковку. Такое предпочтение весьма просто объясняется большими ценами на цветные металлы. Так как для ковки металла стоимость по большому счету зависит от цен на заготовки, и не все могут купить оградки либо балясины, сделанные из меди.
пруты для ковки
Если вы выбираете черные металлы для ковки, то следует ориентироваться на сталь с самым малым содержанием углерода, около 0,25 процента. Помимо этого в нем должно быть самое минимальное содержание таких вредных добавок как:
Помимо этого в нем должно быть самое минимальное содержание таких вредных добавок как:
Также стоит не останавливать свой выбор на сталях конструкционного и инструментального типа с высоким уровнем содержания углерода 0,2-1,35 процентов. Подобного типа стали имеют малую эластичность и их плохо сваривать.
Выбирая тот либо другой металл, следует использовать Марочник. Если же вы не имеете к нему доступа, то можно использовать таблицы из сети. Процесс же выбора весьма простой, следует поднести вашу заготовку к точилу и посмотреть на искры, а потом сравнить их с показателями таблиц.
На сегодняшний день при помощи промышленности нет необходимости создавать заготовки собственноручно. Теперешние кузни применяют уже готовые заводские заготовки для проведения ковки холодного типа.
Проведение любой работы, связанной с ковкой металла невозможно без наличия специальных инструментов. Инвентарь для ковки горячего типа очень разнообразен в него входит:
- наковальня;
- горн;
- клещи;
- молоты разного веса и много других инструментов.


Инструменты для ковки холодного типа немного проще и в него входят более простые станки. Понятное дело, что такие приборы, как аппарат для сварки, шлифмашина и болгарка применяется для всех типов ковки. Зная про предназначение всех инструментов можно грамотно провести все работы.
Без этого при горячей ковке невозможно обойтись. Как раз на нем и греют заготовку до необходимой температуры в 1400 градусов. Можно сказать, что горн это своего рода печка, которая рассчитана на большие температуры и имеет поддув.
Наковальня
Данный инструмент – это опора, где выполняется ковка. Наковальня может быть разного вида, самой популярной среди них является двурогая, которая имеет вес в 200 кг. Масса может колебаться в отрезке 150-350 кг.
Шпераки
Во время выполнения разного рода декоративной и художественной ковки применяют как раз шпераки. Они могут быть разных видов, каждый из мастеров делает их под себя. Общая черта любого типа данного прибора можно назвать то, что они все вставляются в отверстие квадратной формы расположенное в наковальне либо крепятся в бревно.
Ручник и кувалда
Это основные инструменты любого кузнеца. Кувалда может иметь вес 4-8 кг, и необходима для того, чтобы наносить сильные удары. Зависимо от вида проводимых работ и толщины заготовок выбирается и масса кувалды. Сам же ручник может иметь вес 0,5-2 кг. Применяется для того чтобы придавать окончательную форму изделию.
Клещи
Клещи горнового типа являются вторым по значимости инструментом. Без них нет возможности удерживать нагретую заготовку для того, чтобы ее обработать. Имеется несколько типов клещей для определенных профилей и размеров заготовок.
Молотки фасонного типа
Во время выполнения ковки художественного типа необходимо производить загнутые заготовки либо заготовки, имеющие определенные формы. Для этого применяют такие молотки. Такие молотки могут быть нижними для обработки, так и верхними. Вариаций подобных молотков множество и каждый мастер выбирает свой.
Помимо описанного инструмента применяют и инструменты для измерения, к примеру, рулетка, наугольник для кузнечного дела, калибры и шаблоны. Выбор оборудования для этого ремесла весьма разнообразен, перечислять весь весьма сложно, так что стоит сказать о том, что каждый из мастеров имеет собственный набор инструмента, который использует в своей работе.
Выбор оборудования для этого ремесла весьма разнообразен, перечислять весь весьма сложно, так что стоит сказать о том, что каждый из мастеров имеет собственный набор инструмента, который использует в своей работе.
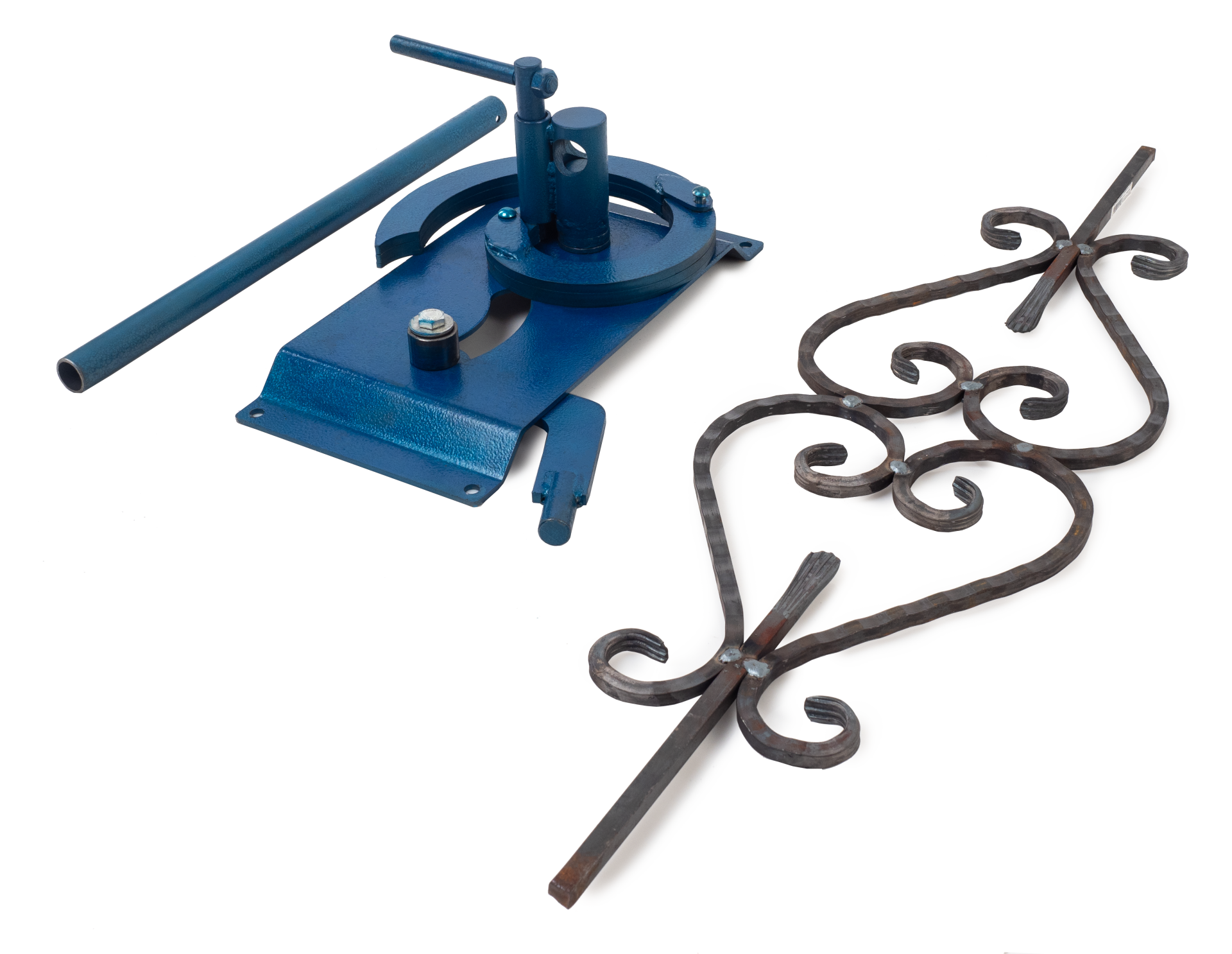
Гнутик
Это стандартный инструмент для холодной ковки. Если смотреть на название, то он дает возможность выгибать заготовку под нужным углом. Также гнутик помогает производить элементы в форме дуги с разными радиусами.
Улитка
Название этого инструмента говорит само. С помощью улитки есть возможность создать разнообразные элементы в форме спирали. Спираль производится по определенным шаблонам, которые если нужно можно менять с одного на другой, с разными радиусами.
Фонарик
Данный станок предназначается для того, чтобы создавать декоративные элементы, имеющие одноименное название.
Волна
Открывает возможность создавать элементы в форме волны. Во время протискивания через данный станок в итоге выходит интересная заготовка синусоидного типа.
Твистер
По своему принципу работы данный прибор похож на фонарик, но по сравнению с ним твистер только скручивает заготовку по оси.
Станок для колец
Тут можно не описывать и по названию становится понятно для чего этот станок.
Помимо выше перечисленных имеются также и универсальные приборы, предназначенные для:
Все станки можно купить либо сделать своими руками. Понятное дело, что станки, сделанные своими руками будут уступать по уровню качества произведенным на заводе, но это можно компенсировать тем, что на них сделаны уникальные элементы. Для того чтобы самостоятельно сделать станки можно найти чертежи в сети или купить их у специалистов.
Отдельно необходимо сказать про станки промышленного производства. Такие станки дорогие и их стоимость около 6000 у.е., но если вы приобретете один такой станок, то должны знать о том, что один такой станок может выполнить все операции по холодной ковке.
Во время ковки, чтобы придать заготовке некоторую форму применяют самые разнообразные методы и приемы. Для того чтобы выполнить каждый из них применяется своя технология и инструменты для ковки металла. Технологии ковки металла разными методами сильно отличается. Как уже говорилось, для ковки горячего типа необходимо нагревать заготовки для того, чтобы изменить их форму, а во время ковки холодного типа заготовка просто выгибается. Основываясь на это главные приемы, зная о которых можно начинать заниматься ковкой металла собственноручно.
Для того чтобы выполнить каждый из них применяется своя технология и инструменты для ковки металла. Технологии ковки металла разными методами сильно отличается. Как уже говорилось, для ковки горячего типа необходимо нагревать заготовки для того, чтобы изменить их форму, а во время ковки холодного типа заготовка просто выгибается. Основываясь на это главные приемы, зная о которых можно начинать заниматься ковкой металла собственноручно.
Производится ковка холодного типа собственноручно не так сложно и не требует особых усилий. Все работы разбиваются на определенные этапы:
- разработка эскизов либо чертежей для будущей детали;
- покупка материалов;
- процесс ковки заготовок.
Чертежи можно создавать на ПК, установив на него специальное ПО, а также купить готовые проекты или просто нарисовать самостоятельно. В сети можно отыскать бесплатные чертежи или спросить такие у специалистов. По своей сути чертеж несет в себе несколько целей. В первую очередь, он поможет определиться какие именно детали следует сделать при помощи ковки холодного типа. Если у вас на руках будет чертеж, вы сможете рассчитать необходимое количество и вид заготовок, которые вам понадобятся, к примеру, прутья, трубы профильного типа и другие. Также чертеж необходим для того, чтобы собрать все детали вместе.
Если у вас на руках будет чертеж, вы сможете рассчитать необходимое количество и вид заготовок, которые вам понадобятся, к примеру, прутья, трубы профильного типа и другие. Также чертеж необходим для того, чтобы собрать все детали вместе.
Отдельно стоит рассмотреть некоторые элементы ковки холодного типа, из которых будет состоять проект. На сегодняшний день можно отыскать множество элементов ковки, все они объединяются в определенные группы.
Лапки
Данный элемент является раскатанным в любой форме концом прута из металла. Сюда можно относить пики. Даже с учетом их заостренного конца, они производятся по подобной технологии.
Завитки
В данную группу относят такие элементы как улитка, волюта, червонка. Баранка или волюта – это прут, края которого загибают в одну сторону. Червонка – это прут, края которого загибают в разные стороны. Данный элемент некоторые мастера называют «долларом» из-за того, что он напоминает этот знак. Улитка либо запятая – это обычный завиток, имеющий один загнутый конец, а второй остается прямым.
Кольца
Данный элемент создать просто: основу стакана накручивают прут с круглым либо квадратным сечением, а в итоге выходит пружина, и ее потто разрезают на кольца.
Торсион
Данный элемент очень легко узнаваем, так как он скручивается вдоль своей оси винтовым методом. Вариантов данный элемент имеет очень много и один из них, который более всего распространен – это фонарик, и простой прут винтообразной формы для решеток и оград.
Сам процесс производства всех элементов основан на таких стандартных технологиях, как вытяжка, скручивание и гибка.
Вытяжка
Весь процесс данной технологии заключается в том, чтобы увеличить длину заготовки при помощи уменьшения сечения. При ковке холодного типа применяется один из методов вытяжки – это раскатка. Как раз, используя ее создают разные пики и лапки. Для производства лапок применяют специальные станки для раскатки. Край заготовки заводят внутрь его и потом запускают механизм раскатки, в итоге край расплющивается с нанесением рельефа или без него. Для того чтобы изготовить пики применяют прессовочные станки. Процедура проходит также, но в конце выходит опрессованый и раскатанный с определенной формой.
Для того чтобы изготовить пики применяют прессовочные станки. Процедура проходит также, но в конце выходит опрессованый и раскатанный с определенной формой.
Гибка
Данная технология ковки представляет собой загибание краев или других частей заготовок под определенными углами. Сам процесс гибки производится практически на любом станке, предназначенном для ковки холодного типа. Изначально один из краев заготовки помещают внутри специальных шаблонов после чего его загибают на необходимое количество градусов. Такая работа производится на станке под названием Улитка.
Закручивание
Данная технология ковки предполагает скручивание заготовок по их оси. При холодной ковке этот процесс можно пронаблюдать на станке под названием Твистер, на нем изготавливают торсионы. Для этого один из краев заготовки помещают в тески, а второй из них проворачивают по оси. Отдельно стоит сказать про такой элемент как фонарик. Для него применяют два или больше прутов, которые изначально скручивают по оси, а потом по оси сжимают, в итоге прутья в определенных местах расходятся в разные стороны.
Сборка всех деталей в одну конструкцию
Сборка элементов в единую конструкцию проводится с помощью сварочного аппарата на специальном столе для сборки. На сегодняшний день аппарат для сварки доступен всем и он обязателен для современного кузнеца. Самодельная ковка холодного типа очень актуальна среди начинающих. Ведь для нее не требуются особые знания, навыки и огромное помещение для работы.
Видео о холодной ковке
холодная ковка
Если сравнивать данный вид ковки с холодно, то этот процесс намного сложнее и от мастера потребуется опыт работы с определенными инструментами и хорошая физическая подготовка. Процесс работы разделяется на определенные этапы:
- разработка эскизов либо чертежей;
- покупка необходимого материала;
- ковка.
В сущности, холодная и горячая ковка отличается в технологическом процессе обработки металлических заготовок. В первую очередь это относится к обработке.
Для ковки горячего типа можно использовать заготовки из любого металла. Но для более удобной работы используют уже подготовленные прутья с квадратным либо круглым сечением.
Помимо этого при горячей художественной ковке нет никаких ограничений для производства элементов для готовой конструкции. Естественно можно придерживаться производства стандартных элементов, но ковка горячего типа открывает возможность использовать всю фантазию мастера, а это открывает по истине не ограниченные возможности.
Любые изделия из металла при горячей ковке создают при помощи таких технологий для обработки металла:
- осадка;
- вытяжка;
- гибка;
- закручивание;
- разрубка;
- нанесение рисунка;
- набивка рельефов.
Осадка
Осадка используется во время ковки металла для того, чтобы увеличить сечение поперечного типа по всей длине заготовки либо на определенной ее части. Во время ковки зависимо от необходимости проводят полный либо частичный нагрев заготовок для проведения осадки.
Вытяжка
Этот процесс заключается в том, чтобы увеличить длину заготовок при помощи уменьшение их сечения. Это выполняется как ударами ручником либо кувалдой, так и с применением раскатки металла между валами на специальном станке. По сравнению с ковкой холодного типа производство пик с помощью вытяжки потребует более точных и аккуратных ударов.
Гибка
Такого рода операция проводится для того, чтобы придать заготовке загнутую форму. Здесь необходимо учесть, что гибка заготовок более толстых может исказить их и для того, чтобы вернуть им прежние формы нужно будет делать осадку. Для процесса гибки используют самые разные шпераки, рог на наковальне, кондукторы и фассоные молотки.
Закручивание
Такая методика ковки предполагает закручивание заготовок по их оси. Как и при ковке холодного типа заготовка зажимается в тиски и прокручивается. Но по сравнению с холодной ковкой, заготовка нагревается локально, что открывает возможность с легкостью производить локальное скручивание.
Подобные методики ковки как разрубка, набивка рельефов и нанесение рисунка используется в ковке художественного типа с применением различных зубил. По краям нагретых заготовок, зависимо от проекта, металл закручивают клещами либо рассекают зубилом. Еще пока заготовка полностью раскалена, на поверхности набивают рисунки и узоры.
Во время ковки металла горячего типа следует знать про температурный режим нагрева металла. Это помогает обработать металл более качественно. Черный металл куется при температурах 800-1250 градусов. Понятное дело, что проверить температуру заготовки обычным градусом не возможно, так что придется определять температуру по тому, какой цвет имеет заготовка.
Видео о горячей ковке
горячая ковка
Ковка металла собственноручно является увлекательным делом, которое требует регулярного совершенствования. это в первую очередь относится к созданию разнообразных декоративных и художественных деталей. Тем, кто желает начать заняться ковкой, необходимо будет много трудиться, чтобы их изделия имели правильную форму и высокий уровень качества.
Тем, кто желает начать заняться ковкой, необходимо будет много трудиться, чтобы их изделия имели правильную форму и высокий уровень качества.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.

Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.

Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.

Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.

Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
 Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия. Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Кузнечное ремесло — один из самых старых способов обработки металла. Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.
Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Обычно для ковки стальных предметов используют готовые заготовки в виде литых стальных болванок требуемого размера. Своими руками таким способом можно изготовить не слишком большие предметы и мелкие инструменты, поэтому для нагревания использую кузнечный горн.
Своими руками таким способом можно изготовить не слишком большие предметы и мелкие инструменты, поэтому для нагревания использую кузнечный горн.
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.
По данным таблицы можно понять каких температурных рамок стоит придерживаться во время нагревания различных сортов стали при ковке. Определяют степень накала металла по его цветовому спектру. Например, если заготовка имеет окраску ослепительно белого цвета, значит, она разогрета до 1200-1300 градусов. Чем более темный окрас металла, тем он холоднее. На фото изображена схема соотношений цветового спектра к температуре.
Как по цвету определить температуру нагрева
Процесс ковки
Когда заготовка будет разогрета до требуемой температуры, ее стоит обжать. Это нужно делать для устранения различных раковин, пустот и трещин в структуре болванки. Процесс проводят следующим образом. Заготовку вытаскивают из горна и ударами молота проходят ее поверхности от середины до краев (сначала верхнего, а потом нижнего).
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.
Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация
Очень быстрое остывание материала кованого изделия приведет к неравномерной кристаллизации металла. Как следствие в структуре образуются напряжения, раковины и пустоты. Чтобы избежать таких отрицательных моментов, когда завершиться ковка металла в домашних условиях, нужно задать постепенное и равномерное остывание.
Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью.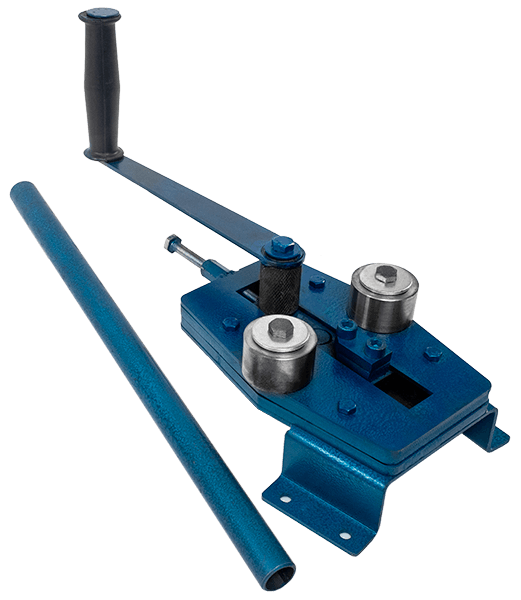 Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Процесс ковки своими руками можно посмотреть на примере видео поковки якутского ножа
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
Классификация кузнечного инструмента | Мир ковки
По назначению кузнечный технологический инструмент для ручной ковки разделяется на основной, вспомогательный и измерительный. Основным инструментом называется такой, с помощью которого заготовке придают форму и размеры, соответствующие чертежу на поковку. Различают опорный, ударный, накладной, подкладной, пробивной и парный инструменты.
Основным инструментом называется такой, с помощью которого заготовке придают форму и размеры, соответствующие чертежу на поковку. Различают опорный, ударный, накладной, подкладной, пробивной и парный инструменты.
Опорным инструментом являются наковальни, шпераки и нижние бойки молотов.
Ударным инструментом являются кувалды, молотки-ручники и верхние бойки молотов.
Накладной инструмент накладывают или устанавливают на заготовке и кувалдой или верхним бойком молота ударяют по нему. С помощью этого инструмента разрубают заготовку, получают поковку требуемой формы и приглаживают поверхности поковок. К нему относятся: зубила, набойки и гладилки, кузнечные топоры, обсечки, пережимки, обжимки и раскатки.
Подкладной инструмент устанавливают на наковальню (или подкладывают под заготовку), на него накладывают заготовку и разрубают, куют или изгибают. В результате получается поковка требуемой формы. Он как бы изменяет профиль наличника наковальни. К нему относятся: подсечки, нижники, специальные приспособления, гвоздильни и формы при ручной ковке; клиновые подкладки и подкладные штампы при ковке на молотах.
К нему относятся: подсечки, нижники, специальные приспособления, гвоздильни и формы при ручной ковке; клиновые подкладки и подкладные штампы при ковке на молотах.
Парный инструмент состоит из следующих пар инструментов: подбоек-верхников и подбоек-нижников, обжимок-верхников и обжимок-нижников.
Пробивной инструмент — пробойники (бородки) и прошивки. При пробивке отверстий на молотах с этим инструментом применяют подставки, надставки и оправки.
Вспомогательный инструмент и приспособления применяют для захвата, транспортирования, поворота и поддержания заготовок во время ковки и при выполнении других операций, а также для облегчения труда кузнецов. К нему относятся различные виды клещей, приспособления и средства малой механизации при ручной ковке и ковке па молотах.
Измерительный инструмент предназначается для разметки и измерения размеров заготовок. Им измеряют и контролируют размеры поковок в процессе ковки и готовых горячих или холодных поковок. К нему относятся линейки стальные, складные метры, рулетки, штангенциркули и др. Этот инструмент применяется как при ручной, так и при ковке на молотах.
К нему относятся линейки стальные, складные метры, рулетки, штангенциркули и др. Этот инструмент применяется как при ручной, так и при ковке на молотах.
Кроме этого, кузнечный инструмент и приспособления разделяются на универсальные и специальные.
Универсальный инструмент и приспособления используются для различных по форме и размерам поковок.
Специальный инструмент и приспособления применяют только при изготовлении больших партий поковок одного типоразмера.
Шмаков В.Г. Кузница в современном хозяйстве
Инструменты для ковки | Кованые изделия от мастерской художественной ковки Золотой гвоздь в Воронеже
Наковальня. Основной опорный инструмент для ковки Воронеж,
на котором производятся все ковочные операции. Наиболее распространен однорогий тип с коническим круглым рогом, который служит для загибания поковок по радиусу. Противоположный рогу край наковальни, называемый хвостом, служит для загибания под прямым углом. На поверхности хвоста имеются два отверстия; одно из них — круглое служит для пробивания отверстий, другое — квадратное для установки различных подкладных приспособлений (нижников). У основания рога имеется незакаленная площадка для рубки металла. Верхняя часть наковальни называется наличником; она гладко обработана и закалена.
На поверхности хвоста имеются два отверстия; одно из них — круглое служит для пробивания отверстий, другое — квадратное для установки различных подкладных приспособлений (нижников). У основания рога имеется незакаленная площадка для рубки металла. Верхняя часть наковальни называется наличником; она гладко обработана и закалена.
Шпераки — маленькие двурогие наковальни весом до 4 кг с разнообразным профилем. При художественной ковке Воронеж они имеют широкое применение: на них производят загибку, правку, выколотку различных орнаментальных элементов. Своим хвостом шперак устанавливается в квадратное отверстие в наковальне (или вбивается в дубовый чурбан).
Кувалда — боевой молот весом от 2 до 16 кг. Кувалдой производят подручные работы; при работе кувалду держат двумя руками. По силе удара различают: легкий удар — локтевой, средний — плечевой при разгоне кувалды «с плеча» и максимально возможный удар — навесной, когда кувалда описывает в воздухе полный круг. Кувалда имеет оба плоских бойка или один клиновидный (продольный или поперечный).
Ручник — основной кузнечный инструмент. Ручником наносят удары при мелких поковках; им же указывают место, по которому следует бить кувалдой. Ручник весит от 0,5 до 2 кг. Им работают одной рукой, а другой держат в клещах поковку. К подкладным инструментам относятся: Зубило и подсечка — инструменты, применяемые для рубки металла.
Пробойники — инструменты, служащие для пробивания отверстий. По сечению рабочей части различают круглые, овальные, квадратные, прямоугольные и фасонные (фигурные) пробойники. Последние применяются для пробивания нетолстых заготовок при просечных работах, выполнении декоративных подзоров, решеток и т. п. Пробойники насаживают на деревянные ручки так же, как и зубила.
Обжимки — приспособления, состоящие из двух частей — верхника и нижника. Верхник насаживают на деревянную ручку, нижник своим хвостом крепится в отверстие наковальни. При помощи обжимок поковке придают цилиндрическую или граненую форму.
Подбойки — приспособления, также состоящие из верхника и нижника.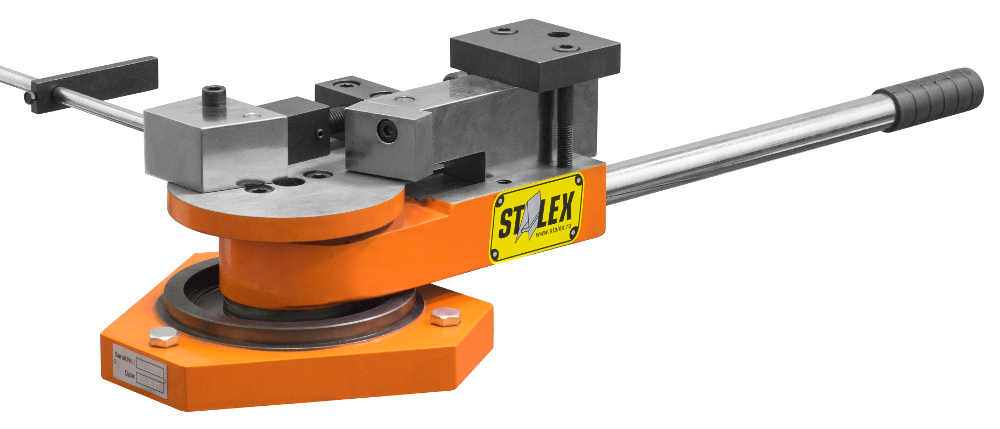 Применяются для ускорения и облегчения протяжки металла при ручной ковке, а также для выделки в поковке углублений, желобков, канавок, перехватов и т. п. Рабочая поверхность имеет различную конфигурацию с различными радиусами кривизны.
Применяются для ускорения и облегчения протяжки металла при ручной ковке, а также для выделки в поковке углублений, желобков, канавок, перехватов и т. п. Рабочая поверхность имеет различную конфигурацию с различными радиусами кривизны.
Раскатка — подкладной инструмент; одна сторона у него плоская, другая выпуклая. Служит для ускорения вытяжки (раскатки) поковки в длину.
Гладилки — инструмент, служащий для выглаживания поверхности поковки. Рабочая поверхность гладилки хорошо отшлифована. Гладилки бывают плоские и полукруглые.
Кроме этих основных инструментов, применяются различные вспомогательные инструменты и приспособления, облегчающие изготовление кованых изделий Воронеж и ускоряющие процесс изготовления однотипных кованых изделий. К таким приспособлениям относятся гвоздильня и кузнечная форма.
Фасонные и профильные оправки изготовляют, исходя из рисунка или модели. Сначала из жести вырезают шаблон, представляющий копию элемента рисунка или орнамента, подлежащего выполнению. Затем по шаблону из мягкой стали выгибают оправку и ее рабочую часть тщательно опиливают.
Затем по шаблону из мягкой стали выгибают оправку и ее рабочую часть тщательно опиливают.
При гибке завитков, меандров и других кривых из прутков и полос применяют в качестве вспомогательного приспособления стальную плиту с рядами отверстий, в которые плотно вставляют штыри. Подобрав по шаблону соответствующие отверстия и забив в них штыри, полосу огибают вокруг них или между ними, получая каждый раз аналогичную по изгибам кривую. Этим приемом удобно выгибать раппортные элементы ковки. Необходимым вспомогательным инструментом являются кузнечные клещи.
Клещи — инструмент, при помощи которого вынимают поковку из жара, удерживают и поворачивают ее в процессе ковки. Клещи имеют различные формы губок (продольные, поперечные и др.) в зависимости от конфигурации поковки. В процессе работы клещи нагревают и губки подгоняют по поковке так, чтобы они по всей длине прилегали к ее поверхности и прочно ее удерживали.
В современных условиях в мастерской художественной ковки, кроме ручных инструментов, применяют механические молоты. Они обладают значительно большей силой удара. При этом удары наносят значительно чаще, чем ручной кувалдой. Это позволяет за одни нагрев сделать намного больше, чем при ручной ковке. Особое значение приобретают механические молоты при обработке крупных поковок, так как слабые удары ручных инструментов не могут произвести необходимых деформаций.
Они обладают значительно большей силой удара. При этом удары наносят значительно чаще, чем ручной кувалдой. Это позволяет за одни нагрев сделать намного больше, чем при ручной ковке. Особое значение приобретают механические молоты при обработке крупных поковок, так как слабые удары ручных инструментов не могут произвести необходимых деформаций.
Узнать стоимость изготовления кованых изделий Вы можете узнать по телефонам 8-950-760-44-50, 8-950-760-07-02
Информация предоставлена сайтом kovka-vmhk.ru
оборудование для горячей ковки своими руками
Горячая ковка металла один из самых древних способов обработки металла. И надо отметить этот способ обработки металла не потерял актуальности до сих пор. Более того, можно смело утверждать, что горячая ковка переживает новое рождение.
Ручная горячая ковкаПричиной тому новое оборудование и методы обработки горячего металла, которые стали применять при работе с деталями.
Горячий метод ковки
Горячая ковка обеспечивает изготовление оригинальных и зачастую индивидуальных изделий. Металл необходимо разогреть до температуры порядка 1000 °C. При таких температурах, стальные заготовки теряют свою прочность, но зато приобретают повышенную пластичность и это позволяет мастерам кузнечного дела выполнять самые разные детали, которые затем применяют и в производстве, и в украшении интерьера.
Для выполнения горячей обработкой заготовки необходим следующий минимальный набор оборудования:
- печь;
- наковальня.
- Наковальня для ковки металла
- Муфельная печь
Кроме этого мастеру потребуется определенное количество инструмента и приспособлений – молотки, молоты, щипцы, прижимы и пр.
Процесс работы с горячим металлом
Процесс работы с горячим металлом можно условно разделить на следующие основные операции:
- Разделение заготовки на части определенного размера.
- Обработка заготовки с наружной поверхности, такую операцию называют прорубка.
- Получение чернового варианта заготовки. Для этого мастер должен отсечь от нее лишний материал.
- Вытяжка – это удлинение заготовки путем уменьшения ее поперечного сечения.
- Пробой отверстий разной формы, для этой операции применяют специальный инструмент или отверстия уже проделанные в наковальне.
- При необходимости мастер в состоянии придать заготовке необходимый изгиб. Эта операция может выполняться и с применением шаблона, и без него.

Мастер чеканки по металлу
Надо отметить это далеко не полный список операций, которые выполняет кузнец во время работы над деталью. В любом случае, завершающая операция – отделочная. То есть во время ее выполнения можно создавать надписи, рельеф и чеканку и пр.
Выбираем металл
Заготовки, которые подвергают горячей ковке металла, должны быть изготовлены из таких материалов, которые при определенной температуре получают высокую пластичность, при некотором снижении прочностных параметров.
Для получения изделий по технологии горячей ковки вполне допустимо применять такие металлы как стальные, алюминиевые, медные сплавы. Широко применяют латунь марки Л90, Л80 и пр. Наибольшей популярностью заслуженно пользуются такие материалы как сплав железа с углеродом. Этот сплав (сталь) обладает прочностью, которая возрастает по мере роста объема углерода. Но с другой стороны при насыщении его углеродом сталь может потерять пластичность и ковкость.
- Титан
- Внешний вид титановых сплавов
В середине ХХ века, перед производственниками встали задачи по обработке титана и его сплавов. Они были решены после того, как были разработаны технологии по горячей ковке и штамповке этого материала.
Какие для ковки нужны инструменты
Ключевыми инструментами, применяемыми при горячей ковке являются молот, щипцы и некоторые другие.
Инструменты для горячей ковки
Ковка заготовок выполненных из стали требует от мастера определенных навыков и знаний в части термической обработки металлов. Все дело в том, что если заготовки передержать в горне, то последующая ковка может привести к образованию некоторых дефектов, например, трещины.
Все дело в том, что если заготовки передержать в горне, то последующая ковка может привести к образованию некоторых дефектов, например, трещины.
Если нагрев произведен до строго определенной температуры, например, 1 000 °, то применение специального кузнечного инструмента позволяет выполнять контролируемое изменение размеров и формы металла.
Для достижения необходимой температуры заготовки применяют горн или муфельную печь. Для повышения ее эффективности некоторые мастера устанавливают системы дополнительной подачи воздуха.
Наковальня — ключевой инструмент
Наковальня, как правило, выполняется в заводских условиях, так как в домашних условиях практически невозможно обработать кусок стали марки 45Л весом от 70 до 250 кг. Именно такие наковальни выпускает отечественная промышленность. Для работы с небольшими заготовками применяют ж/д рельс марки Р65.
Кстати, конструкции наковален определены в серии ГОСТ.
Кроме описанного оборудования в кузне должен находиться набор инструмента, включающий в себя:
- молотки разной массы и формы бойка;
- клещи с разной длиной рукоятей и формы губ;
- различного вида прижимы и пр.

Надо учитывать и то, что процесс охлаждения чаще всего выполняют непосредственно в кузне, для этих целей в помещении мастерской устанавливают емкость с жидкостью для охлаждения разогретой заготовки.
- Процесс охлаждения заготовки при горячей ковки
- Емкость с жидкостью для охлаждения разогретой заготовки
Довольно часто в кузне можно встретить сварочный аппарат. На самом деле, сварку можно выполнить и с применением кувалды и при соблюдении определенных температурных режимов. Но это весьма трудоемкий и длительный процесс, поэтому многие мастера применяют традиционную электродуговую сварку. Другими словами, набор оборудования, который устанавливается в современной кузнечной мастерской, способен обеспечить полный производственный цикл, начиная от разработки эскиза и заканчивая сборкой готового изделия.
Достоинства и недостатки горячей ковки
Ковка металла, как впрочем, и любая другая технология обработки, обладает положительными и отрицательными свойствами. К первым можно смело отнести получение улученных механических свойств, особенно если сравнивать поковки с литьем.
К первым можно смело отнести получение улученных механических свойств, особенно если сравнивать поковки с литьем.
Горячая ковка крупногабаритных изделий
Ковка позволяет обрабатывать заготовку с такими – габаритно-весовыми параметрами масса от 250 тонн, длина может быть от 10 метров и более.
При обработке разогретого металла в ручном или автоматическом режиме нет необходимости в прикладывании больших мускульных усилий.
Кузнечный труд может быть относительно легко автоматизирован и это приводит к снижению затрат на производство.
С другой стороны горячая ковка не самый производительный способ обработки металла. Кроме этого после такой обработки металла заготовка будет подвержена большому объему механических работ.
Горячая ковка металла своими руками
Действительно горячая ковка металла не самый сложный способ обработки деталей и при довольно небольших затратах можно организовать собственное кузнечное производство полного цикла.
В качестве сырья часто применяют пруты квадратного и круглого сечения, чушки и другие формы металла.
Так как кузнечный горн, довольно сложное и затратное оборудование, вместо него все чаще применяют муфельные печи. Они занимают меньшее количество производственной площади и вызывают меньше хлопот по установке и обслуживанию. Устройства этого типа более качественно поддерживают заданную температуру, контроллер управления позволяет выставлять временные границы нагрева и определять его скорость.
Использование муфельных печей позволяет достичь ровного прогрева заготовок до нужного состояния.
Как уже выше отмечалось в качестве наковальни можно использовать кусок тяжелого рельса.

Инструменты для ручной ковки — Энциклопедия по машиностроению XXL
Инструмент для ручной ковки [c.299]Инструментами для ручной ковки (рис. 81) служат наковальня, молоты различного веса, гладилки, обжимки, кузнечные зубила, пробойники, клещи. [c.295]
| Рис. 81. Инструменты для ручной ковки |
Ударным инструментом для ручной ковки являются кувалды, боевые молоты и ручники, разные по форме и массе, которыми наносят удары непосредственно по нагретой заготовке. [c.60]
Основной инструмент для ручной ковки [c.61]
Специальный контрольно-измерительный инструмент для ручной ковки состоит из ряда кронциркулей, нутромеров, малок, предельных скоб, калибров-гребенок, шаблонов прутковых, профильных, контурных и др. [c.72]
ИНСТРУМЕНТ ДЛЯ РУЧНОЙ КОВКИ
[c. 118]
118]
Форма и ориентировочные размеры инструмента для ручной ковки [c.317]
Опорным инструментом при ручной ковке является наковальня, наиболее ходовой вес наковальни 150 кг. Наковальни бывают трех типов двурогие, однорогие и безрогие. При ручной ковке кувалдой работает молотобоец, а кузнец, удерживая заготовку клещами, обычно указывает ручником место для нанесения удара. [c.263]
| Рис. 126. Инструменты и принадлежности для ручной ковки |
Наборы кузнечного технологического инструмента для ручной и машинной ковки отличаются между собой только по размерам и, в незначительной части, по наименованиям. [c.60]
Основной технологический инструмент, входящий в набор для ручной ковки, в свою очередь, разделяют на опорный, ударный и универсально-подкладной. [c.60]
[c.60]
Зубила, обжимки для ручной ковки Поддерживающий переносный инструмент [c.247]
Первая стадия развития технологического оборудования заключалась в использовании таких механизмов, которые облегчают труд рабочего, но не вносят принципиальных изменений в ход технологического процесса. Такие орудия дошли и до наших дней. Хотя электродрель для сверления, станки для ручной заточки инструмента, молот для свободной ковки, агрегат для руч ной сварки и другие аналогичные машины имеют современный привод и совершенный инструмент, при их использовании ход Технологического процесса всецело зависит от квалификации рабочего. [c.459]
Закручиванием называется кузнечная операция, посредством которой одну часть заготовки поворачивают по отношению к другой под определённым углом вокруг общей оси. Закручивание применяется для получения поковок специальной формы (коленчатые валы с коленами, расположенными в различных плоскостях, стенные болты, стойки для изгородей, спиральные свёрла и др. ). Инструментом для закручивания служат воротки (ручная ковка), вилки, люнеты. Операция закручивания сопровождается некоторым уменьшением длины исходной заготовки в зоне закручивания. При больших углах закручивания или при закручивании малопластичных металлов возможно появление продольных трещин.
[c.319]
). Инструментом для закручивания служат воротки (ручная ковка), вилки, люнеты. Операция закручивания сопровождается некоторым уменьшением длины исходной заготовки в зоне закручивания. При больших углах закручивания или при закручивании малопластичных металлов возможно появление продольных трещин.
[c.319]
Грунтовые воды, приборы для гидрологических измерений G 01 V 9/02 Грунтозацепы В 60 В 15/02-15/22 Грязь грязеуловители в трубах F 16 L 55/24 В 08 В защита от загрязнений, выносимых дымом или парами 15/00 удаление вообще)) Губки в ручных зажимных инструментах В 25 В 7/02-7/04 Гудроны (машины для распределения по дорожному полотну Е 01 С 19/12 композиции па их основе С 08 L 95/00) Гука шарниры F 16 D 3/26 Гусеницы (движители) ручной инструмент для нас)евания и прочих операций с ними В 25 В 27/22) Гусеничные (посадочные устройства самолетов и т. п. В 64 С 25/38 транспортные средства В 62 D (55/00-55/32 управление ими 11/00-11/24)) [c.70]
Все основные кузнечные операции при свободной ковке заключаются в обработке нагретого металла ударами молота илк ручного инструмента для получения поковок или изделий опре- деленной формы и требуемых размеров. [c.99]
[c.99]
Ручная ковка выполняется непосредственно ударами кузнеца и его помощников молотобойцев вручную, без использования кузнечных машин для деформирования металла. Металл нагретой заготовки, уложенной на наковальню, перемещается (течет) под ударами ручника и кувалд непосредственно или с помощью подкладного инструмента. Ручная ковка применяется при изготовлении мелких поковок (массой до 8 кг) в индивидуальном производстве и при ремонтных работах. Она требует высокой квалификации кузнеца и отличается низкой производительностью. [c.9]
Кузнечный стационарный горн, сложенный из строительного кирпича (рис. 9), состоит из очага 1, выложенного огнеупорным кирпичом, сопла 2, подводящего воздух сбоку к очагу, и зонта 3 из тонкого листового железа для улавливания и отвода дымовых газов. Для удаления золы и шлака в кладке имеется вертикальный канал 4. На уровне рабочей зоны горна, облицованной плитами, установлен бачок 5 с водой, применяемый для охлаждения инструмента и выполнения некоторых видов термообработки при ручной ковке. [c.27]
[c.27]
Отрубкой называется кузнечная операция, с помощью которой происходит отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Отрубку применяют для разделения слитка или сортового проката на заготовки требуемых размеров ее используют при изготовлении фигурных заготовок или поковок и для удаления излишков с концов поковок. При ручной ковке применяют в основном две операции — надрубку и отрубку. [c.78]
Осадка при ручной ковке. Для выполнения осадки при ручной ковке применяют набор кузнечных инструментов, состоящий из наковальни, молота (кувалды), клещей, ручника, гвоздилен [c.82]
Ручная ковка — это ковка мелких поковок, когда форма металла изменяется ударами кувалды или кузнечного ручного молота на наковальне. При этом используются также и другие ручные кузнечные инструменты. Ручная ковка применяется для изготовления мелких инструментов слесарных и кузнечных зубил, резцов, молотков, клещей и т.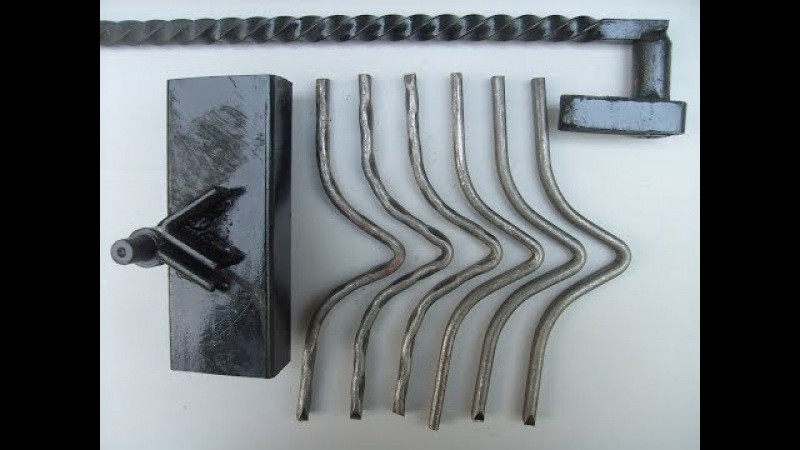 д., а также различных мелких деталей, необходимых при ремонте машин, станков, механизмов болтов, валиков, крючков, петлей, скоб, колец, гвоздей, вилок, подков, костылей, рукояток.
[c.17]
д., а также различных мелких деталей, необходимых при ремонте машин, станков, механизмов болтов, валиков, крючков, петлей, скоб, колец, гвоздей, вилок, подков, костылей, рукояток.
[c.17]
Клещи. Клещи служат для того, чтобы захватывать, поддерживать, вращать и передвигать металл и инструмент в процессе КО ВКИ. Применяются такие же клещи, что и при ручной ковке. [c.128]
При ручной ковке рещающее значение имеют опыт, знания и практика кузнеца, при мащинной ковке и штамповке основную роль играет оборудование, инструмент, приспособления, механизация. При ручной ковке мелких деталей способ ковки чаще всего выбирает сам кузнец, при машинной ковке и штамповке приемы и порядок работы определяют технологи цеха, а для ответственных и крупных деталей в этом деле принимают участие инженеры исследовательских институтов. [c.279]
Отмеченные особенности ковки и объемной штамповки определяют области их применения. Ручную ковку применяют преимущественно в мелких ремонтных мастерских, например в сельских кузницах для изготовления мелких поковок массой до 5—8 кг. При помощи горна, кувалды, наковальни и подкладного инструмента изготавливают детали, необходимые для ремонта механизмов (болты, гайки, гвозди, скобы, крючки, кольца и т. п.), мелкий инструмент (зубила, резцы, клещи, молотки).
[c.10]
При помощи горна, кувалды, наковальни и подкладного инструмента изготавливают детали, необходимые для ремонта механизмов (болты, гайки, гвозди, скобы, крючки, кольца и т. п.), мелкий инструмент (зубила, резцы, клещи, молотки).
[c.10]
Опорным инструментом для ручной ковки являются наковальни безрогие, однорогие, двурогие, шпераки и нижние бойки молотов, так как при ковке они служат опорой. [c.60]
Кузнечный инструмент для ручной ковки и ковки на небольших молотах и прессах кузнечная бригада изготовляет собственными силами. Особенно это относится к единичному и мелкосерийному производству. Для крупносерийного и массового производства обычно весь кузнечный специальный инструмент изготовляют в штампово-ин струментальной мастерской цеха или завода. [c.290]
Рукоятки кувалд, молотков и другого инструмента для ручной ковки следует изготовлять из клена, кизила, бука, рябины или молодого дуба. Применение мягких крупнослойных пород (ель, сосна) не допускается. Рукоятки надо насаживать плотно и расклинивать их деревянными или заершенными железными клиньями (рис. 89). Длина клиньев не должна превышать двух третей глубины наса-
[c.212]
Рукоятки надо насаживать плотно и расклинивать их деревянными или заершенными железными клиньями (рис. 89). Длина клиньев не должна превышать двух третей глубины наса-
[c.212]
Подкладным универсальным инструментом в наборе для ручной ковки являются кузнечные зубила, топоры, пробойники, гладилки, подсечки, раскатки, пережимки, обжимки, подбойки, гвозднльнн, прошивни, надставки, оправки разных видов, подкладывая которые под удары кувалд, осуществляют разделительные и формоизменяющие операции ковки путем перемещения металла заготовки в заданном направлении. [c.60]
При маншнной ковке применяют такой же поддерживающий переносный и вспомогательный инструмент, как и прн ручной ковке, но размеры его несколько увеличены. Ориентировочные размеры и форма инструмента для машинной ковки поковок среднего размера приведены в табл. 119. Форма и основные конструктивные размеры кузнечных клещей приведены в табл. 120. [c.341]
Инструментами для рубки (фиг. 46) слуи1ат при ручной ковке зубила (фиг. 46, а), подсечки (фиг. 46, б), а при машинной ковке — топоры двусторонние (фиг. 46, й), односторонние (фиг. 46, г), угловые (фиг, 46, д), полукруглые (фиг. 46, е) и различные фасонные.
[c.112]
46) слуи1ат при ручной ковке зубила (фиг. 46, а), подсечки (фиг. 46, б), а при машинной ковке — топоры двусторонние (фиг. 46, й), односторонние (фиг. 46, г), угловые (фиг, 46, д), полукруглые (фиг. 46, е) и различные фасонные.
[c.112]
Колеса дисковые, изготовление В 21 Н 1/02 зубчатые [изготовление зажимных инструментов В 25 В 7/12 термообработка С 21 D 9/32] изготовление ((ковкой или штамповкой К 1/28-1/42 D 53/26-53/34 (обработкой давлением из металла)) В 21 литьем во вращающихся формах В 22 D 13/04-13/06) измерение (бокового давления G 01 L 5/20 измерительные G 01 3/12 кулачковые в механических цифровых вычислительных машинах G 06 С 16/38 летательных аппаратов В 64 С 25/36 как направляющие устройства в канатных дорогах В 61 В 12/02 для передвижных домкратов В 66 F 5/00-5/04 из пластических материалов В 29 L 31 32 рабочие (гидравлических и пневматических муфт F 16 D 33/20 гидротурбин F 02 В 3/12-3/14) токарные станки для обработки В 23 В 5/28-5/34 транспортных средств [В 60 В (балластные грузы для колес 15/28 дисковые 3/00-3/18) защита от грязи В 62 D 25/16 ж. -д. регулирование нагрузки на колеса F 5/36) изготовление прокаткой В 21 Н 1/04 шлифование В 24 В 5/46) В 60 (ограждение для них R 19/00-19/50, В 61 F 19/02 очистка S 1/68 повышенной эластичности В 9/00-9/28, В 17/02 со спицами В 1/00-1/14 сферические В 19/14 увеличение силы сцепления с дорогой В 15/00-15/28, 39/00 устройства для монтажа или демонтажа, сборки или разборки В 29/00-31/06) предотвращение схода с рельсов В 61 F 9/00 определение дисбаланса G 01 М 1/28 В 62 (схемы расположения D 61/00-61/12 щитки грязевые для колес в мотоциклах, велосипедах и т.п. J 15/00-15/04] формы для отливки В 22 С 9/28 ходовые для подъемных кранов В 66 С 9/08 шлифование В 24 D цевочные в пишущих машинах B41J 11/28
[c.95]
-д. регулирование нагрузки на колеса F 5/36) изготовление прокаткой В 21 Н 1/04 шлифование В 24 В 5/46) В 60 (ограждение для них R 19/00-19/50, В 61 F 19/02 очистка S 1/68 повышенной эластичности В 9/00-9/28, В 17/02 со спицами В 1/00-1/14 сферические В 19/14 увеличение силы сцепления с дорогой В 15/00-15/28, 39/00 устройства для монтажа или демонтажа, сборки или разборки В 29/00-31/06) предотвращение схода с рельсов В 61 F 9/00 определение дисбаланса G 01 М 1/28 В 62 (схемы расположения D 61/00-61/12 щитки грязевые для колес в мотоциклах, велосипедах и т.п. J 15/00-15/04] формы для отливки В 22 С 9/28 ходовые для подъемных кранов В 66 С 9/08 шлифование В 24 D цевочные в пишущих машинах B41J 11/28
[c.95]
Фитинги изготовление ковкой или штамповкой В 21 К 1/14 F 16 маслопроводов N 21/00 пластмассовые L 47/(00—06) предотвращение коррозии L 58/00) ручные инструменты для вставки в шланги В 25 В 27/10> Фланцы [инструменты для сборки В 25 В 27/16 В 21 ковка К 23/04 отгибание фланцев металлических частей D 19/00) соединения труб (путем загибания фланцев F 16 L 13/14 фланцевые (в теплообменных аппаратах F 28 F 9/12 и шлангов F 16 L 23/(00—04))>] Флоккуляция очистке воды и сточных вод С 02 F 1/52-1/56) как способ нанесения жидкостей на поверхность В 05 D 1/14, 1/16> Флотация очистки воды и сточных вод С 02 F 1 /24 для разделения руд В 03 В 5/28-5/46 для транспортирования сыпучих материалов по желобам и трубам В 65 G 53/00)) Флюсы, использование выращивания монокристаллов С 30 В 9/12 для нанесения защитного слоя на изделия С 23 С 2/30 С 21 (для обработки расплавленных ферросплавов С 7/076 при получении чугуна В 3/02) (при рафинировании С 22 В 9/10 при сварке и резке В 23 К 35/(36 -368)) металлов) Фольга (изгопювлеиие (В 21 D 33/00 способами гальванопластики С 25 D 1/04 для упаковки В 65 В 9/00) В 65 Н намотка 18/00 подача, намотка, размотка, укладка и т. п.) обработка В 41 N 1/00, 1/14 прокатка В 21 В 1/40) Фонари (как осветительные устройства) поездные для сигнализации В 61 L 15/02 F 21 уличные S 1/10 шахтерские L 11/00) в устройствах для зажига1шя F 23 Q 13/04 кабин самолетов В 64 С 1/14) Форкамеры F 02 (в воздушно-реактивных двигателях К 1104-7двигателей внутреннего сгорания В 19/(00—18)) Форматные пилы В 27 В 5/06
[c.203]
п.) обработка В 41 N 1/00, 1/14 прокатка В 21 В 1/40) Фонари (как осветительные устройства) поездные для сигнализации В 61 L 15/02 F 21 уличные S 1/10 шахтерские L 11/00) в устройствах для зажига1шя F 23 Q 13/04 кабин самолетов В 64 С 1/14) Форкамеры F 02 (в воздушно-реактивных двигателях К 1104-7двигателей внутреннего сгорания В 19/(00—18)) Форматные пилы В 27 В 5/06
[c.203]
Ручную ковку ведут на наковальне с помощью кувалд и различного подкладного кузнечного инструмента. Машинную ковку производят на ковочных молотах и прессах. Ковочные молоты применяются пневматические для изготовления мелких поковок и паро-воздуш-ные для производства средних поковок. Крупные тяжелые поковки куют на ковочных прессах. [c.292]
Инструмент для ковки
01.02.2020
От используемых в самых обычных кузницах приспособлений практически не отличается оборудование для художественной ковки. Можно подобрать все необходимое для этого на сайте https://kovka-svarka.
 net/category/kuznica/instrument-k/, где предлагаются инструменты для ковки. Горн и наковальня – основные устройства. С трех сторон необходимо обеспечить доступ к горну. Если речь идет о производстве крупногабаритных изделий, это является особенно важным. После нагревания их необходимо вынести и уложить. Наличие хорошей вытяжки – обязательное требование. Дополнительный дымоход может быть установлен для этой цели. Продукты горения он будет выводить. Вентилятор в помещениях устанавливают многие мастера для предотвращения вероятности задымления и поддержания тяги.
net/category/kuznica/instrument-k/, где предлагаются инструменты для ковки. Горн и наковальня – основные устройства. С трех сторон необходимо обеспечить доступ к горну. Если речь идет о производстве крупногабаритных изделий, это является особенно важным. После нагревания их необходимо вынести и уложить. Наличие хорошей вытяжки – обязательное требование. Дополнительный дымоход может быть установлен для этой цели. Продукты горения он будет выводить. Вентилятор в помещениях устанавливают многие мастера для предотвращения вероятности задымления и поддержания тяги.На жестком чурбане или деревянной подушке надежно закрепляется наковальня. Песок или глина могут использоваться для заполнения бочки из железа во втором случае. Основание для предотвращения расшатывания необходимо заглубить в пол. Расположенного снизу центрального шипа достаточно для укрепления наковальни. Сделанную из твердой резины дополнительную прокладку можно использовать для того, чтобы заглушить возникающие во время работы шумы. Все имеющиеся неровности на поверхности подушки следует выровнять.
Все имеющиеся неровности на поверхности подушки следует выровнять.
Кузнечные инструменты
Ручник – важный элемент оснастки. Подбирается он с учетом того, какие физические данные имеет работающий с ним кузнец. Масса может варьироваться от одного до двух с половиной килограмм. Не менее тридцати пяти сантиметров должна составлять длина рукояти. Кувалда используется при создании крупных изделий. Держать ее необходимо двумя руками. По скругленной траектории она движется во время ковки. Клещи – инструмент, с помощью которого захватывают нагретый материал. Две клещевины соединяются друг с другом в таком инструменте. Клещи могут быть продольно-поперечными, продольными или поперечными. Определяется это формой губок.
В мастерских художественной ковки используются также подбойки для высадки и гладилки, бородки, молоток для протяжки, пробойная и формовочная плита. Разную толщину может иметь лезвие кузнечного зубила. Подбирается нужный вариант соответственно конкретному материалу, который подвергается обработке. Тряпкой, которая смачивается в масле, протирают такой инструмент перед использованием, чтобы во время ударов вероятность схватывания с железом была ниже.
Тряпкой, которая смачивается в масле, протирают такой инструмент перед использованием, чтобы во время ударов вероятность схватывания с железом была ниже.
Основные инструменты кузнеца | Типы кузнечных инструментов
Для создания удивительных художественных изделий кузнецу необходимо множество самых разных приспособлений.
Типы кузнечных инструментов по назначению
Существует шесть основных типов инструментов, при помощи которых рождаются кованые изделия. В первую очередь – это опорные (например, наковальни), зажимные (струбцины и тиски) и ударные (молоты и молотки). Еще кузнецу нужны подкладные приспособления, помогающие сформировать будущее произведение искусства, захватывающие клещи и контрольно-измерительные приборы (угольники, линейки, штангенциркули и т.п.).
Кроме основных, Мастерская изящной ковки имеет и немало различных вспомогательных инструментов. Их задача – ухаживать за горном, обрабатывать острые кромки, выравнивать поверхность, выполнять слесарные работы.
Основные инструменты кузнеца
Без наковальни не обходится ни одна кузница. Это приспособление занимает центральную часть кузни и именно на нем производится художественная ковка. Наковальня может быть однорогой или двурогой. В основную наковальню вставляется шперак — мини-наковальня для более мелких работ.
Главные инструменты кузнеца, которые он не выпускает из рук – самые разные молотки, молоты и кувалды. Самые маленькие из них называют ручниками и с их помощью изготавливают наиболее изящные изделия.
Вообще у каждого кузнеца свой индивидуальный инструмент, чтобы только ему было максимально удобно работать. Потому и изготавливаются эти инструменты чаще всего лично. Рукоятка молота подбирается под рост молотобойца, молоты выковываются самостоятельно. Рукоятки делают из граба, прочных сортов клена, ясеня.
Боевые молоты весят 10-12 кг. С их помощью делают крупные кованые изделия. Обращение с таким орудием требует большой силы и умения, как и при работе с кувалдой весом до 16 кг.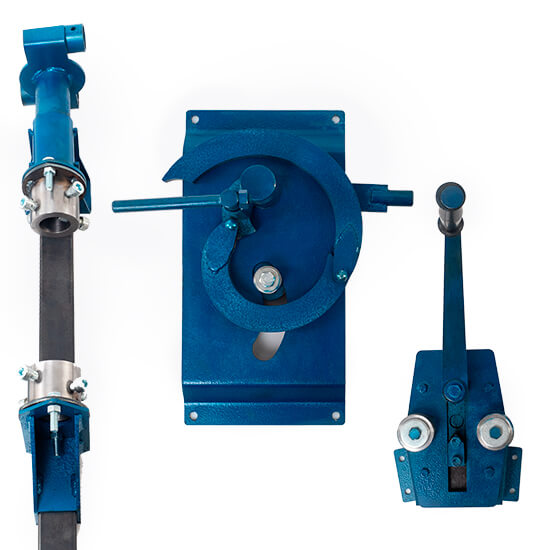
Для того, чтобы зафиксировать как нагретые, так и холодные заготовки будущих художественных изделий, применяют тиски и струбцины. В мастерской кузнеца их всегда несколько разных размеров.
Подкладные инструменты для формирования будущего изделия бывают ручными, хвостовыми и стационарными.
К ручным относится зубило с разным предназначением, а также раскатка, гладилки для выравнивания поверхности изделия, пробойник, конический или цилиндрический прошивень, пуассон (матрица для формирования элементов).
Хвостовые инструменты используются для формовки, рубки, загиба заготовок. Стационарные придают заготовке правильную форму.
Важны в работе кузнеца и клещи, которыми извлекают из горна нагретые заготовки и держат их в процессе ковки.
Anvil Peddinghaus | Наковальня кузнеца на продажу
** Позвоните, чтобы узнать стоимость доставки и заказать товары весом более 150 фунтов. **
Ridgid-Peddinghaus по-прежнему остается лучшим. Не дайте себя обмануть наковальнями в стиле «педдингхаус», которые на самом деле не являются коваными.
Не дайте себя обмануть наковальнями в стиле «педдингхаус», которые на самом деле не являются коваными.
Наковальни Ridgid-Peddinghaus представляют собой наковальни из кованой стали от пояса вверх. У некоторых других верхняя пластина может быть кованной, но не вся верхняя половина.Изготовлен компанией Ridgid Peddinghaus — Ridge Tool Co (Ridgid) в Германии и отправлен с консолидации Ridge Tool в порту Антверпена, Бельгия.
Верхняя поверхность наковальни Peddinghaus отшлифована и закалена индукционным способом до твердости 58, что обеспечивает живую поверхность для работы. Наковальни Peddinghaus плоские спереди назад. Центр к кончику рогов немного опускается. Плоские и круглые выступы могут быть ниже центральной поверхности кованой наковальни. Посмотрите на различные наковальни Peddinghaus, которые у нас есть сегодня в продаже!
Функции включают:
- Конструкция из кованой стали
- Фрезерованная закаленная рабочая поверхность
- Большой круглый рог
- Широкое устойчивое основание
- Квадратное отверстие Харди
- Отверстие Притчела на больших моделях
- *** Блок осадки только на модели 12 ***
Если вы еще не пробовали использовать двухроговую наковальню. ….. есть причина, по которой большинство европейских кузнецов используют такие кованые наковальни. Для чего вы используете каблук в лондонском выкройке? Большинство людей отвечает, что пятка держит крепкий инструмент. Если ваш ответ не лучше этого, то вы упускаете из виду все другие полезные области двухроговой наковальни.
….. есть причина, по которой большинство европейских кузнецов используют такие кованые наковальни. Для чего вы используете каблук в лондонском выкройке? Большинство людей отвечает, что пятка держит крепкий инструмент. Если ваш ответ не лучше этого, то вы упускаете из виду все другие полезные области двухроговой наковальни.
Позвоните сегодня, чтобы поговорить с одним из нас о наковальнях, которые мы продаем.
Peddinghaus Полноразмерная кузнечная наковальня из кованой стали | |||||||||
Модель | Вт. | Лицевая сторона | Лицевая сторона | Длина | Pritchel | Харди | Длина | Высота | База |
5 | 77 фунтов 35 кг | 3. | 8 ‘ | 5,5 ‘ | 11/16 ‘ | 1 « | 18,75 ‘ | 8 ‘ | 6,75 x 7,75 ‘ |
9 | 165 фунтов 75 кг | 5 ‘ | 10.5 ‘ | 7,5 ‘ | 7/8 ‘ | 1 « | 25 ‘ | 10,5 ‘ | 9,25 x 11 футов |
12 | 275 фунтов 125 кг | 5,25 ‘ | 12 ‘ | 8.5 ‘ | 7/8 ‘ | 1 « | 28,5 ‘ | 12,25 ‘ | 10,75 x 13,5 ‘ |
ПРИМЕЧАНИЕ: Блок осадки доступен только для модели 12 и добавляет 1 дюйм к ширине основания. Для чего используется обжимной блок? | |||||||||
 75 ‘
75 ‘ Блок осадки расположен на противоположной стороне от того места, где он изображен.
Блок осадки расположен на противоположной стороне от того места, где он изображен.Наборы кузнечных кузн | Приобретите наборы кузнечного инструмента для начинающих и опытных кузнецов в Centaur Forge
Когда вы отправляетесь в путь кузнеца, очень сложно преодолеть трудности, связанные с тем, какие инструменты вам понадобятся для достижения мастерства. Кентавр Кузница понимает тяжелое положение начинающего кузнеца, и мы подготовили тщательно проверенные, полноценные стартовые наборы для кузнецов-новичков, которые хотят развить навыки в любой специальности.
Наборы инструментов для кузнеца для начинающих
Для тех из вас, кто уверен в выборе кузницы и наковальни, но нуждается в помощи в создании набора кузнечных инструментов, у нас есть только стартовый набор для кузнеца.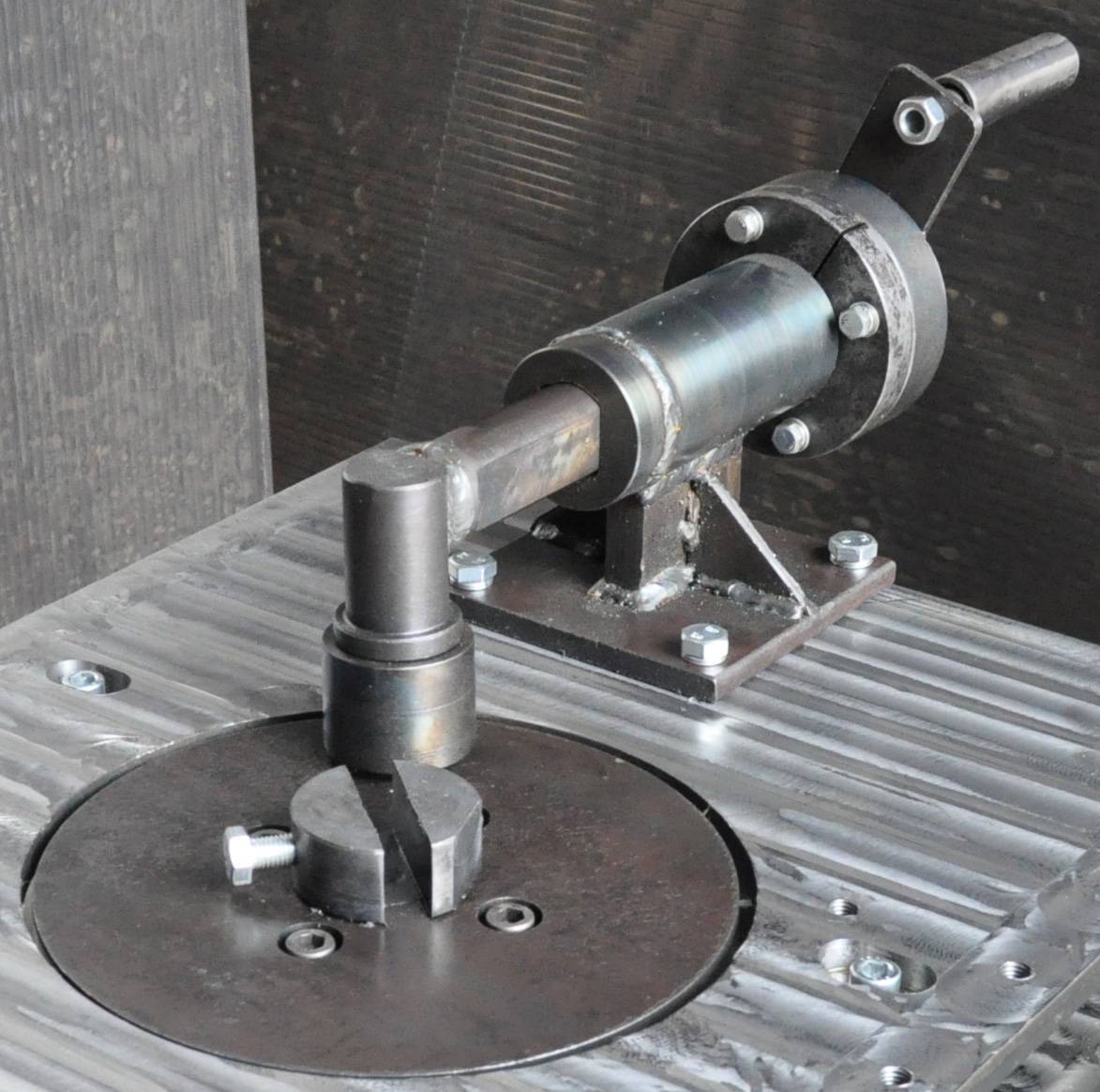 Мы предлагаем различные коллекции многоцелевых инструментов, отобранных вручную для решения самого широкого круга задач, с которыми вы можете столкнуться как начинающий кузнец.
Мы предлагаем различные коллекции многоцелевых инструментов, отобранных вручную для решения самого широкого круга задач, с которыми вы можете столкнуться как начинающий кузнец.
В каждый стартовый набор для кузнечного дела входит молоток и долото, а также защитное снаряжение, такое как очки и перчатки.Некоторые также включают литературу по основам кузнечного дела и инструкции по технике безопасности, чтобы вы могли практиковать кузнечное дело на долгие годы.
Включенные в кузницу стартовые наборы для кузнеца
Если вы действительно начинаете с нуля, Кузница Кентавров также подготовила бесценный выбор основных комплектов кузнечного дела, в которые также входят кузницы и наковальни. Начните работу быстро с нашим комплектом Ultimate Blacksmith из кузницы, который поможет вам уверенно приступить к ковке.
Наборы инструментов для новичков
Для нового кузнеца наши комплекты инструментов для стрижки копыт и универсальные инструменты для кузнеца помогут вам начать свою практику без потери времени и ресурсов. Купите кузнечный комплект, чтобы начать работу в новом месте или войти в мир профессиональных кузнецов.
Купите кузнечный комплект, чтобы начать работу в новом месте или войти в мир профессиональных кузнецов.
Испытайте беспрецедентное обслуживание клиентов с помощью набора для новичков в кузнице
Единственное, что может быть лучше, чем быстро запустить кузницу с помощью набора для начинающих кузнецов, — это работать с нашей службой поддержки клиентов, чтобы удовлетворить все ваши потребности. Снова и снова наша служба поддержки клиентов оказывается причиной того, что наши клиенты возвращаются за новыми кузнечными и кузнечными изделиями.Расскажите нам сегодня о своих кузнечных и кузнечных проектах, и мы позаботимся о том, чтобы вы нашли набор кузнечных инструментов, который наилучшим образом соответствует вашим потребностям.Аграрная техника в разработке
Аграрная техника в разработке В отличие от многих других мастеров, кузнецы могут делать большинство своих инструментов. Основные инструменты — это ручные молотки и кувалды, большое количество и разнообразие долот, пробойников и выколоток, а также набор клещей с битами или губками различной формы.
Инструменты, которые вставляются в отверстие для инструмента в упоре, обычно с соответствующими верхними инструментами, снабженными подходящей ручкой, необходимы для формовки и резки.
Для измерения и разметки необходимы штангенциркуль, делители, установленный угольник и линейка. Штангенциркули, разделители и установочный угольник должны быть достаточно тяжелыми и прочными, чтобы выдерживать воздействие на горячий металл в неблагоприятных условиях. Рекомендуется латунная линейка длиной около 600 мм, поскольку стальная линейка быстро ржавеет под воздействием тепла и воды.
РИСУНОК 9
РИСУНОК 10
РИСУНОК 11
МОЛОТКИ
Для повседневной работы большинство кузнецов используют шаровой молоток весом от 750 до 1250 г (рис. 9). Ручной молоток должен иметь вес, подходящий кузнецу. Он должен иметь более длинный вал, чем обычно для других работ, и быть хорошо сбалансированным.Часто для определенных работ используются специальные молотки. Их кузнец обычно изготавливает по мере необходимости. Старые автомобильные полуоси — подходящий материал для молотов.
Он должен иметь более длинный вал, чем обычно для других работ, и быть хорошо сбалансированным.Часто для определенных работ используются специальные молотки. Их кузнец обычно изготавливает по мере необходимости. Старые автомобильные полуоси — подходящий материал для молотов.
Кувалды могут быть двусторонними, прямошовными или поперечно-упорными и обычно весят от 3 до 5 кг (рис. 10). У них длинные стержни для использования двумя руками.
Все головки молотов должны быть надежно закреплены на валах. Используются как деревянные, так и металлические клинья (рис. 11). Центральные линии головки молотка и его вала должны находиться под прямым углом друг к другу.Поверхности молотка должны быть отполированы и не оставлять следов.
ДОЛОТА
Кузнецу нужны долота для резки как холодного, так и горячего металла. Для резки холодного металла стамески сравнительно короткие и толстые, а для горячего металла они тоньше и длиннее (рис. 12A). Долота могут быть из
много форм и размеров, часто делаются специальные, чтобы облегчить ручную работу. Лучше всего их делать из стали, содержащей около 0,8% углерода. Автомобильные винтовые и листовые рессоры являются хорошей заменой, если ничего другого нет.
Лучше всего их делать из стали, содержащей около 0,8% углерода. Автомобильные винтовые и листовые рессоры являются хорошей заменой, если ничего другого нет.
Кузнецов часто привлекают для изготовления долота для других торговцев. Они должны быть закалены и закалены в соответствии с конкретными целями.
НАБОРЫ
Как и долота, наборы используются для резки горячего и холодного металла. В основном это стамески с ручками или валками. Проще всего обращаться с деревянными древками, но многие кузнецы используют ручки с металлическими стержнями. Это дешево, легко сделать и установить. Как и долота, наборы для холодной обработки короткие и толстые, а для горячего металла они длиннее и тоньше.Опять же, они могут быть изготовлены в широком диапазоне форм для различных целей (рис. 12B).
HARDY
Hardy — это долото, предназначенное для работы в отверстии для инструмента в наковальне. Он используется с ручным молотком для резки горячего и холодного металла.
РИСУНОК 12
РИСУНОК 12 A
ЩИПЦЫ
Кузнец использует щипцы разных типов и стилей (Рис.13). Щипцы должны крепко удерживать заготовку, не соскальзывая. Они часто изготавливаются для одной конкретной работы или адаптированы для конкретной заготовки и могут различаться по длине, размеру и весу, как и размеры металлов. Хотя кузнецы изготавливают свои собственные клещи, как правило, из мягкой стали, рекомендуется начать с изготовления хотя бы нескольких пар.
ПУАНСОНЫ ДЛЯ ГОРЯЧЕЙ РАБОТЫ
Они могут быть круглой, квадратной или почти любой другой формы, подходящей для работы. Пуансоны должны быть достаточно длинными, чтобы руки не попадали в отраженное тепло, а большие
снабжены ручками.Обычно они предназначены для удаления минимального количества металла из работы и расширения отверстия до размера и формы (рис. 14).
ДРИФТЫ
Выколотки скорее похожи на короткие удары. Изготовленные из углеродистой инструментальной стали, они имеют точный размер и форму и могут быть круглыми, шестиугольными, восьмиугольными или почти любой другой формой. Их обычно забивают молотком, чтобы довести отверстие до нужного размера и формы, пока металл нагревается только до тускло-красного цвета. Можно нанести немного смазки, чтобы облегчить работу и добиться лучшего результата (рис.14).
РИСУНОК 13
РИСУНОК 14
РИСУНОК 14 A
002
67 903 как стамески или наборы, бывают разных размеров и имеют закругленные края. Маленькие можно держать в руках, в то время как для больших размеров требуются древки или ручки, и по ним бьют кувалдой.Фуллеры обычно делают парами. Нижний сошник входит в отверстие наковальни. Они используются для опускания уступов при подготовке к ковке шипов и для вытягивания или перемещения металла в одном направлении (Рис. 15).
Они используются для опускания уступов при подготовке к ковке шипов и для вытягивания или перемещения металла в одном направлении (Рис. 15).ОБРАБОТКИ
Это верхний и нижний инструменты, между которыми обрабатывается металл. Наиболее распространены полукруглые формы, которые используются для формовки круглых сечений по размеру после предыдущей ковки. Нижний инструмент входит в отверстие для инструмента на наковальне.В некоторых случаях верхний и нижний инструменты шарнирно соединены или скреплены между собой пружинным ремнем или стержнем. Это может быть полезно, когда кузнец работает один. Они также распространены при работе с механическим молотком (рис. 16).
ПЛОСКИ И МОЛОТКИ
Имеют плоские поверхности с острыми или закругленными краями, в зависимости от требований. Их кладут на изделие и бьют кувалдой. Установочный молоток чаще всего используется для установки в плечи, а более плоский
— хороший инструмент для отделки, и его следует использовать только для придания хорошей отделки ровным поверхностям (рис. 17).
17).
РИСУНОК 16
РИСУНОК 17
РУЧНОЙ РУЧНОЙ
Этот инструмент имеет конусообразную форму и оснащен ручкой. Он используется для округления небольших колец или для их растягивания до нужного размера. Его держат в руке либо за лицевую поверхность, либо за край наковальни (рис. 18).
БОЛСТЕРНЫЕ ПЛИТЫ
Это стальные пластины с просверленными или пробитыми в них различными отверстиями. Они используются для формирования аккуратных уступов при изменении сечения заготовки.Некоторые типы имеют круглые и квадратные отверстия с потайной головкой и позволяют изготавливать болты с потайной головкой, как для лемехов (рис. 19).
РИСУНОК 18
РИСУНОК 19
Ковочные инструменты, подходящие для руки
Изображение предоставлено: Архив Медицинского центра Университета Дьюка
В 1949 году Дж. Дерил Харт, доктор медицины, в то время заведующий кафедрой хирургии и будущий президент Университета Дьюка, открыл магазин хирургических инструментов Герцога, которому было поручено создать «все, чтобы помочь [практикующим врачам] в их работе и учебе».Помимо множества хирургических инструментов, в ее продукцию входили хорошо известный «Ингалятор Университета Дьюка» для введения трихлорэтиленовой анестезии и складной операционный стол. Будучи студентом-медиком, я каждый день ходил по первоначальному месту магазина инструментов, и как опытный хирург я ценил, как хирургические инструменты расширяют мою способность дотянуться до трудных мест, рассекать ткани под разными углами и соединять ткани после травм. .
Дерил Харт, доктор медицины, в то время заведующий кафедрой хирургии и будущий президент Университета Дьюка, открыл магазин хирургических инструментов Герцога, которому было поручено создать «все, чтобы помочь [практикующим врачам] в их работе и учебе».Помимо множества хирургических инструментов, в ее продукцию входили хорошо известный «Ингалятор Университета Дьюка» для введения трихлорэтиленовой анестезии и складной операционный стол. Будучи студентом-медиком, я каждый день ходил по первоначальному месту магазина инструментов, и как опытный хирург я ценил, как хирургические инструменты расширяют мою способность дотянуться до трудных мест, рассекать ткани под разными углами и соединять ткани после травм. .
Но в то время как Инструментальная мастерская формировала (и все еще формирует) металлы, которые расширяют наши возможности в операционной, теперь мы живем в мире, где данные — все эти биты информации о нашем физиологическом состоянии, нашей демографии, нашей социальной среде, нашей генетике. и эпигенетика — все больше и больше составляют сырье для создания новых инструментов для помощи нашим пациентам.Фактически, можно утверждать, что специалисты по обработке данных — это металлурги и производители инструментов нашего времени.
и эпигенетика — все больше и больше составляют сырье для создания новых инструментов для помощи нашим пациентам.Фактически, можно утверждать, что специалисты по обработке данных — это металлурги и производители инструментов нашего времени.
Немногим более двух лет назад, когда мы основали Дьюкский центр практических медицинских данных, мы назвали его «Дюк Фордж», имея в виду эту метафору. Фактически, мы производители инструментов — не так уж сильно отличаемся от мастеров магазина хирургических инструментов. Это может показаться причудливым кустарным способом, а не отдаленно «технологичным» или «наукой о данных», но это очень намеренно. «Искусственный интеллект», «машинное обучение», «статистика», «наука о данных» — как бы вы это ни называли — это инструменты.Это продолжение фундаментальной моральной деятельности: исцеление наших собратьев.
Изображение предоставлено: Пирон Гийом через Unsplash
Таким образом, я вижу нашу работу в Forge в создании и оценке инструментов науки о данных с точки зрения человека. Когда я беру хирургический «зажим под прямым углом», он изогнут, чтобы поместиться в моей руке; у меня есть кольца вместо пальцев; он округлый и гладкий, чтобы его было удобно держать. То, что это , а не , — это просто абстрактная способность, предназначенная для рассечения или зажима в плоскости, ортогональной руке.Он полностью справляется с этой задачей, но только потому, что интуитивно соответствует руке хирурга.
Когда я беру хирургический «зажим под прямым углом», он изогнут, чтобы поместиться в моей руке; у меня есть кольца вместо пальцев; он округлый и гладкий, чтобы его было удобно держать. То, что это , а не , — это просто абстрактная способность, предназначенная для рассечения или зажима в плоскости, ортогональной руке.Он полностью справляется с этой задачей, но только потому, что интуитивно соответствует руке хирурга.
Многие алгоритмы, которые мы видим, обсуждаемые в новостях или на конференциях по машинному обучению, все еще являются абстрактными возможностями, которые теоретически могут превосходить людей, но в настоящее время практически невозможно использовать в повседневной медицинской помощи. Нет интуитивного соответствия руке врача или нашему повседневному рабочему процессу.
В этом и заключается наша тяжелая работа: взять огромные теоретические возможности, доступные нам, и сделать их полезными и интуитивно понятными для уже перегруженных и часто измученных клиницистов. Как я отмечал в предыдущих сообщениях в блоге, должны произойти огромные культурные и технические сдвиги. Например, этот зажим под прямым углом имеет значение и полезен в операционной, но в клинике CVS Minute его совершенно неуместны. Нам нужно определить правильные контексты для используемых алгоритмов, и мы все еще находимся на очень ранней стадии этого пути. Нет сомнений в том, что наука о данных коренным образом изменит то, как мы практикуем медицину, и это обязывает нас выяснять интуитивные связи, которые связывают профессионала, инструмент и пациента.
Как я отмечал в предыдущих сообщениях в блоге, должны произойти огромные культурные и технические сдвиги. Например, этот зажим под прямым углом имеет значение и полезен в операционной, но в клинике CVS Minute его совершенно неуместны. Нам нужно определить правильные контексты для используемых алгоритмов, и мы все еще находимся на очень ранней стадии этого пути. Нет сомнений в том, что наука о данных коренным образом изменит то, как мы практикуем медицину, и это обязывает нас выяснять интуитивные связи, которые связывают профессионала, инструмент и пациента.
Изображение предоставлено: Metoc через Wikimedia Commons (CC BY-SA 2.5)
Как новый директор Duke Forge, я глубоко признателен Робу Калиффу за его наставничество и его пример. Роб уже внес колоссальный вклад в цель сделать клинические исследования полезными для всего мира, основав и руководя Институтом клинических исследований Дьюка и Институтом трансляционной медицины Дьюка, а также выступив в качестве комиссара FDA, среди многих других ролей. Видение Роба для Duke Forge охватывало науку о данных как предприятие, выполняющее наши обязательства как профессионалов в области здравоохранения.Вначале, когда мы объясняли основные концепции, лежащие в основе Duke Forge, Роб использовал аналогию, которая продолжает находить у меня отклик: «мы берем твердые конструкции, плавим их и превращаем в новые инструменты». Медицина меняется. Если наука о данных поможет изменить это к лучшему, нам потребуются горячие костры и сильные удары по наковальням.
Видение Роба для Duke Forge охватывало науку о данных как предприятие, выполняющее наши обязательства как профессионалов в области здравоохранения.Вначале, когда мы объясняли основные концепции, лежащие в основе Duke Forge, Роб использовал аналогию, которая продолжает находить у меня отклик: «мы берем твердые конструкции, плавим их и превращаем в новые инструменты». Медицина меняется. Если наука о данных поможет изменить это к лучшему, нам потребуются горячие костры и сильные удары по наковальням.
При рассмотрении следующих глав о применении данных в здравоохранении — на самом деле реформировании или переработке здравоохранения — мы должны предвидеть проблемы, с которыми мы столкнемся.В их число войдут:
- Выявление и устранение алгоритмической систематической ошибки;
- Рассмотрение возможности «снижения квалификации» в медицинских профессиях, поскольку алгоритмы берут на себя роль в принятии клинических решений и поддержке операций; и
- Непосредственно устранение недостатков электронных медицинских карт, которые усугубляют выгорание клиницистов, их неспособности предоставлять полезные данные и препятствуют их инновациям в приложениях, предназначенных для пациентов и врачей.

Новинка, представленная невероятными возможностями науки о данных — как и любой новой технологии — не означает, что она противоречит нашим обязанностям как клинических и научных профессионалов.Я с нетерпением жду возможности обновить и расширить миссию Forge по обеспечению междисциплинарного дома для «совести науки о данных» и создания новой культуры науки о данных в области здравоохранения для Герцога и не только.
См. Другие сообщения в блоге доктора Хуанга.
Список основных инструментов, необходимых для кузнечного дела 2021 (обновленный)
Кузнечное дело — сложное ремесло, которое может включать использование множества различных инструментов. Хотя есть некоторые основные инструменты, которыми должен владеть каждый кузнец, есть много других современных инструментов, которые можно найти в большинстве кузнечных мастерских.
Эти дополнительные инструменты могут служить очень специфическим целям, позволяя кузнецу придавать своим заготовкам более изысканные формы или размеры. Важно понимать назначение каждого инструмента, чтобы определить, подходит ли он для вашего предполагаемого применения.
Важно понимать назначение каждого инструмента, чтобы определить, подходит ли он для вашего предполагаемого применения.
Список основных кузнечных инструментов («Должен иметь»)
Основные кузнечные инструменты — это инструменты, которыми, вероятно, владеет или должен владеть каждый кузнец для выполнения основных кузнечных проектов, будь то любитель или будущий профессионал
1) КузницаОдним из важнейших элементов оборудования кузнечной мастерской является кузница.Кузница является незаменимым элементом кузнечных процессов горячей и горячей ковки. Это основной способ, которым кузнецы нагревают свои заготовки, чтобы легко придать им желаемую форму. Поскольку некоторые металлы имеют очень высокие температуры деформации, наиболее практичный способ изменить их форму — это горячая ковка или теплая ковка, которые представляют собой процессы ковки, требующие какой-то ковки!
Ознакомьтесь со списком рекомендуемых кузниц как для новичков, так и для экспертов!
Hell’s Forge MAX Пропановая кузница с двойной горелкой- USA СДЕЛАНО печь с двойной кузнечной горелкой с возможностью 2300F и ОБНОВЛЕННЫМ регулятором 0-30 psi
- Большой размер (6 дюймов x 4. 75 «x 19») обеспечивает максимальное рабочее пространство, идеальное воздействие огня «сладкое пятно»
- Одеяло из керамического волокна толщиной 1 дюйм поставляется с огнеупорным покрытием HELLCOTE 3000 (наносится заказчиком)
 75 «x 19») обеспечивает максимальное рабочее пространство, идеальное воздействие огня «сладкое пятно»
75 «x 19») обеспечивает максимальное рабочее пространство, идеальное воздействие огня «сладкое пятно»2) Молотки Молотки
также являются бесценным инструментом в кузнечном деле. Они выступают в качестве мощного продолжения наших рук, облегчая формовку заготовки. Хороший молоток или киянка могут позволить кузнецу эффективно достичь желаемой формы заготовки, не требуя от кузнеца использования избыточная сила.
Однако не все молотки созданы равными, существует много разных типов и форм молотков, которые могут служить множеству целей, а некоторые более специализированы. Тем не менее, они повышают ценность кузнечного дела. Полный список типов молотов и то, что мы рекомендуем новичкам, можно найти в нашей подробной статье о молотах здесь.
3) Наковальня
Наковальня — еще один важный компонент многих кузнечных мастерских.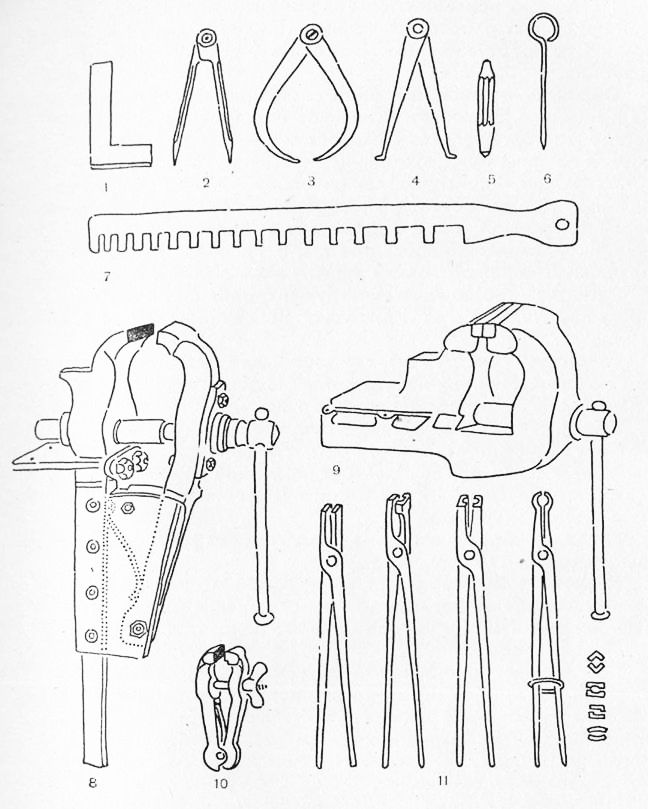 Это поверхность, которая должна должным образом выдерживать силу удара молотка, действующего на заготовку, и при этом иметь достаточный отскок поверхности, чтобы сделать его эффективным.
Это поверхность, которая должна должным образом выдерживать силу удара молотка, действующего на заготовку, и при этом иметь достаточный отскок поверхности, чтобы сделать его эффективным.
Наковальня также включает в себя различные детали, формы которых кузнец может придавать форму заготовке ударами молотка. Многие из них имеют квадратные и закругленные поверхности, которые могут служить ориентирами для различных форм.
RIDGID 69622, кованая наковальня модели 5, наковальня Peddinghaus- Изготовлена из штампованной высококачественной стали для максимальной прочности и долговечности
- Шлифованная и закаленная индукционным способом верхняя поверхность обеспечивает живую рабочую поверхность, выдерживающую сильные удары
- Наковальня модели 5 имеет ширину лица 3 дюйма, длину лица 8 дюймов с рогом 5-1 / 2 дюйма и его общую длину…
4) Клещи
Клещи — отличный кузнечный инструмент, который позволяет нам легко перемещать и захватывать наши заготовки, не захватывая их руками. Есть также много разных форм клещей, которые подходят для деталей разной формы и даже с разным соотношением сторон. Без этого важного инструмента было бы очень трудно манипулировать ошпарочной заготовкой при ее температуре деформации.
Есть также много разных форм клещей, которые подходят для деталей разной формы и даже с разным соотношением сторон. Без этого важного инструмента было бы очень трудно манипулировать ошпарочной заготовкой при ее температуре деформации.
5) Долота
Долота также являются важным инструментом в кузнечной мастерской.Это ручные инструменты с металлическим лезвием на одном конце. Благодаря наличию лезвия этот инструмент отлично подходит для вырезания и резки металла сложной формы.
Противоположный конец инструмента обычно делается из дерева и имеет более широкую поверхность, по которой можно легко ударить молотком или киянкой, чтобы деформировать заготовку, если потребуется более сильное усилие.
Mayhew Pro 60560 Комплект для холодного долота, 6 предметов- Поставляется в пакете
- Содержит: 10200 1/4 «долото для холодного охлаждения с черным оксидом, 10201 5/16 дюйма для холодного долота с черным оксидом, 10202MAY 3/8». ..
- 10205 1/2 «Черное оксидное долото холодного типа, 10209 5/8» Черное оксидное холодное долото, 10212 3/4 «Черное оксидное холодное долото …
 ..
..6) Тиски
Тиски — очень полезный инструмент для любого типа мастерской по металлу. Он позволяет держать заготовку без помощи рук, почти как стационарный клещевой ключ. Он может устойчиво удерживать раскаленную металлическую деталь, пока вы работаете с ней. Хотя существуют разные типы и стили тисков, кузнечных ножных тисков или сплошных коробчатых тисков — лучший тип тисков для кузнечного дела.Он может выдерживать постоянные нагрузки и удары, которые являются неотъемлемой частью кузнечного дела.
Одной из причин, почему тиски для ног так устойчивы к износу, является тот факт, что они на самом деле представляют собой поковки из кованого железа и стали, усиленные в процессе кузнечного дела. Они не такие хрупкие, как чугун. Как указано в их названии, тиски для ног также состоят из «ножки», которая достигает пола или устойчивой нижней поверхности в качестве опоры. Шарнир со штифтовым соединением также позволяет тискам выдерживать нагрузку, потому что он очень прочен и может быть легко заменен, если со временем износится.
Шарнир со штифтовым соединением также позволяет тискам выдерживать нагрузку, потому что он очень прочен и может быть легко заменен, если со временем износится.
- Конструкция из чугуна (прочность на разрыв 30 000 фунтов на квадратный дюйм) со сменными зубчатыми стальными губками удерживает работу …
- Поворотное основание на 120 градусов с двумя стопорными гайками позволяет позиционировать заготовку там, где это необходимо
- Три монтажных отверстия надежно фиксируют тиски. верстак
Список дополнительных кузнечных инструментов
Помимо основных инструментов, которыми владеют многие кузнецы, существует множество дополнительных инструментов, которые могут помочь в процессе изменения формы металла.Эти инструменты немного более специализированы и могут не иметь многих общих целей. Несмотря на отсутствие универсальности, они могут быть очень полезны для многих проектов в зависимости от области применения и желаемой формы.
Кузнечная выколотка, иногда называемая пробойником или выколоткой, представляет собой кузнечный инструмент, который выглядит как конический стержень. Основное применение этого инструмента — увеличение отверстий. По большей поверхности удилища можно ударить молотком, чтобы загнать шток в трюм.
Коническая форма выколотки вызывает смещение нагретой металлической заготовки, когда выколотка врезается в нее. Важно отметить, что прилагать силу можно только к большому концу выколотки, а не к меньшему.
8) Пуансоны
Кузнечные пуансоны похожи на выколотки в том смысле, что они помогают создавать отверстия в заготовках. Пуансоны могут использоваться как при горячей, так и при холодной обработке. Они различаются по размеру, чтобы соответствовать разным приложениям.Пуансонами можно буквально пробить отверстие в заготовке.
Им часто помогает молоток, а некоторые могут даже иметь рукоятки, перпендикулярные пуансону из соображений безопасности. Если вы предпочитаете избегать использования ручного усилия, вы можете использовать штамповочные машины.
Если вы предпочитаете избегать использования ручного усилия, вы можете использовать штамповочные машины.
Некоторые стационарные типы штамповочных машин обычно предназначены для более крупных приложений, но существуют также ручные штамповочные машины, которые имеют больший рычаг, чем простой перфоратор.
Mayhew Tools 62078-MAI 045256620787, мульти, один размер- Сделано в США
- Включает: 1/16, 5/64, 3/32, 1/8, 5/32, 3/16, 7/32, Пробойник 1/4, 5/16, 3/8, 7/16, 1/2 дюйма
- 12 Пробойник для ПК
9) Проволочные щетки
Обычно используемый кузнечный инструмент — это ручная щетка.Эти ручные щетки представляют собой блочные проволочные щетки, которые можно использовать на горячих поверхностях. Кузнецы часто используют ручные щетки, чтобы смахнуть лишний материал с заготовки и придать ковке более красивый вид. Лишний материал, который удаляется ручными щетками, известен как накипь. Хотя проволочные щетки предназначены для очистки поверхности заготовки, из-за своей грубой природы они могут оставлять отметки на поверхности заготовки.
Как и многие кузнечные инструменты, существует множество различных видов и размеров проволочных щеток для блоков, подходящих для самых разных областей применения.Проволочные щетки обычно дороже обычных щеток, но они очень прочные.
10) Кузнечные штампы
Кузнечные штампы — это инструменты, состоящие из штампов, которые придают металлической заготовке форму, выдолбленную в штампе. Пружинные зажимы на самом деле состоят из верхнего и нижнего штампов, работающих вместе, чтобы сформировать нагретую заготовку.
Прессующие блоки — это металлические блоки, которые имеют различные углубленные формы и отверстия, которые также помогают формировать металлическую заготовку.Блоки обжима могут использоваться во многих различных областях и могут иметь множество различных характеристик.
11) Инструменты для скручивания
Использование кузнечных инструментов для скручивания — отличный способ сформировать поковку. Они могут помочь вам добиться желаемого вида вашей заготовки, поскольку сгибание и скручивание являются одними из основных действий, связанных с кузнечным делом.
Они могут помочь вам добиться желаемого вида вашей заготовки, поскольку сгибание и скручивание являются одними из основных действий, связанных с кузнечным делом.
Ключи для закручивания можно использовать в сочетании с тисками для закручивания нагретой заготовки в желаемую форму.Эти ключи могут иметь разные стили. Некоторые поворотные ключи регулируются, а другие имеют характерную z-форму. Существуют также разные виды крутильных машин для выполнения крутки разных типов. Типы скручиваний, которые можно сделать с помощью этих инструментов, включают простые скручивания, скручивания веревки, скручивания с прожилками, скручивание корзин, скручивание кос, скручивание ананаса и даже скручивание лестницы.
Список защитного снаряжения для кузнечного дела
Защитное снаряжение для кузнечного дела — очень важный аспект ремесла.Перед началом работы над проектом очень важно принять все предлагаемые меры безопасности и индивидуальной защиты, необходимые для безопасной работы над вашим проектом. Средства индивидуальной защиты могут помочь предотвратить травмы и уберечь вас от опасности. Настоятельно рекомендуется прикрывать все тело, чтобы избежать ожогов.
Средства индивидуальной защиты могут помочь предотвратить травмы и уберечь вас от опасности. Настоятельно рекомендуется прикрывать все тело, чтобы избежать ожогов.
Многие кузнецы носят фартуки, чтобы защитить себя. Кузнечные фартуки обычно изготавливаются из кожи и покрывают большую часть тела, чтобы предотвратить серьезные ожоги и повреждение одежды.Некоторые фартуки имеют очень практичные функции, такие как карманы для хранения кузнечных инструментов, которые могут оказаться очень полезными при работе с несколькими инструментами над конкретным проектом.
13) Термостойкие перчатки
Кузнечные термостойкие перчатки — еще одно важное средство индивидуальной защиты, которое кузнецы должны носить при работе с горячими материалами. Хотя среди кузнецов ведутся споры о том, лучше ли носить перчатки в определенных ситуациях, перчатки остаются важной мерой безопасности, которая может предотвратить нанесение серьезного ущерба рукам и предплечьям.
14) Защитные очки
Кузнечные защитные очки очень важны для защиты зрения при работе над кузнечными проектами. Хорошие кузнечные защитные очки обычно делают из линз из дидима, которые действуют как фильтры между вашими глазами и ультрафиолетовым светом, излучаемым перегретыми газами в пропановой кузнице, предотвращая напряжение глаз.
Если вы не соблюдаете эту меру безопасности, ваши глаза могут быть постоянно повреждены при кузнечном деле из газовой кузницы.Хотя эти линзы отлично подходят для кузнечного дела, вы также можете использовать их для выдувания стекла, и они защитят вас от яркого желтого света.
Продвинутое и электрическое кузнечное оборудование
Некоторые кузнецы работают с электрическим оборудованием, которое может быть очень полезным для некоторых типов проектов. Важно иметь базовое представление о том, как работает оборудование, прежде чем пытаться его использовать, поскольку все электрическое оборудование может быть потенциально очень опасным при неправильном использовании.
Пирометр — хороший пример электронного устройства, которое часто используют кузнецы. Это устройство может измерять температуру поверхности. В кузнечном деле эта поверхность обычно представляет собой кузницу или горячий металл.
Пирометр может дать вам представление о том, насколько горячая поверхность, не полагаясь на интуицию или прямой контакт с поверхностью. Это отличный инструмент для кузнецов любого уровня подготовки, особенно если вы новичок и хотите лучше понять работу с разными высокими температурами.
Основным недостатком этого типа оборудования является то, что оно может быть очень дорогим, поэтому любитель, возможно, не захочет вкладывать так много денег в термометр. По этой причине некоторые кузнецы создают собственные кузнечные пирометры. Если покупка пирометра или создание собственного — это не то, во что вы хотите инвестировать, вы также можете рассмотреть инфракрасный термометр, который имеет аналогичное применение.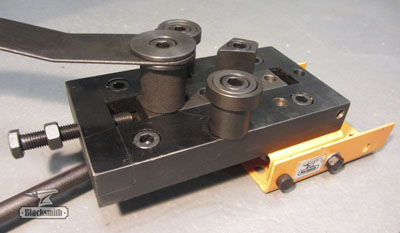
16) Индукционные кузницы
Индукционные кузницы — это тип электрической кузницы, которая может нагревать предметы за счет электромагнитной индукции.Эта кузница обычно дороже, чем кузницы других типов, но она также более энергоэффективна, чем кузницы других типов.
Он состоит из электромагнита и электронного генератора, пропускающего переменный ток на высоких частотах. Этот механизм позволяет индукционной кузнице генерировать резистивное тепло от вихревых токов. Этот нагреватель имеет металлическую спираль, которая излучает тепло и может нагревать заготовку без использования огня.
Из-за относительно более высокой стоимости некоторые кузнецы фактически строят свои собственные индукционные кузницы, но важно понимать научные и электрические знания, лежащие в основе этого, прежде чем пытаться сделать это самостоятельно.Эти типы кузн могут достигать температуры до 1000 ° C, как и другие типы кузн.
15 кВт 30-80 кГц высокочастотная печь с индукционным нагревателем 220 В- ПРИМЕНЕНИЕ: плавка золота, серебра, меди, алюминия и т. Д. С весом от 0,5 до 2 кг; барное отопление; …
- 100% РАСЧЕТ НАГРУЗКИ: Работает круглосуточно.
- ХАРАКТЕРИСТИКИ: Инфракрасный датчик температуры, время нагрева, изоляции и охлаждения регулируется отдельно, …
 Д. С весом от 0,5 до 2 кг; барное отопление; …
Д. С весом от 0,5 до 2 кг; барное отопление; …17) Электрические пилы
Электрические пилы — это еще один тип электрического оборудования, которое используют кузнецы.Этот инструмент может быть очень полезен, когда кузнецу нужно разрезать большие куски металла на более мелкие, пригодные для обработки, не прикладывая слишком много усилий для ковки.
Однако существует много вопросов безопасности, которые следует учитывать при работе с электропилой. Всегда полезно использовать электрическую пилу с защитными приспособлениями и функциями, а также безопасную конструкцию. При резке металла электрическим инструментом обязательно возникнет искрение, поэтому очень важно надевать соответствующие средства индивидуальной защиты.
18) Электрические буферы
Кузнечные инструменты с буфером могут создать красивую полированную поверхность ковки. Они могут сгладить любые недостатки, чтобы добиться единого дизайна. Хотя многие поковки обычно имеют деревенский вид, полировка поверхности некоторых проектов может придать изделию более профессиональный вид.
Они могут сгладить любые недостатки, чтобы добиться единого дизайна. Хотя многие поковки обычно имеют деревенский вид, полировка поверхности некоторых проектов может придать изделию более профессиональный вид.
- ВКЛЮЧАЕТ: Настольный буферный станок 6 дюймов
- НАЗНАЧЕНИЕ: простая в использовании полировальная станция, разработанная для различных проектов полировки и полировки
- ОСОБЕННОСТИ: Двойные концевые колеса для одновременная полировка, удобный выключатель и удлиненный шарик…
Средневековые технологии и история Америки — подробные статьи
Инструменты и торговые методы кузнеца Из Генри Дж. Кауфмана, Металлообработка в ранней Америке, 1995.из собраний Исторического Вифлеема [Пенсильвания]
Инструменты кузнеца менялись время от времени и от места к месту. Их обычно разделили на три группы. Первый — это очаг с сильфоном, желобом, лопатой, щипцами, граблями, кочергой и емкостью для воды для тушения огня и охлаждения предметов. Вторая группа состоит из наковальни, салазок, клещей, прессовок, фрез, долот и молотков. Третью группу составили ящик для обуви, в котором находятся ножи, рашпили и напильники для подготовки копыт лошади к подковам, железная подставка для поддержки ступни лошади во время работы с ней, а также специальный молоток и гвозди для крепления подковы. к копыту.
Вторая группа состоит из наковальни, салазок, клещей, прессовок, фрез, долот и молотков. Третью группу составили ящик для обуви, в котором находятся ножи, рашпили и напильники для подготовки копыт лошади к подковам, железная подставка для поддержки ступни лошади во время работы с ней, а также специальный молоток и гвозди для крепления подковы. к копыту.
Кузнец работал с древесным углем, названным так потому, что древесный уголь использовался в качестве топлива в печи, производящей железо.Кажется, он не только соответствовал различным способам «работы»; но также из-за других желаемых качеств, большая часть из него пережила железо более позднего периода, которому не хватало этих качеств.
Кузнецы XVIII и XIX веков владели железом разного качества. Даже если использовалось высококачественное железо, металл часто требовал дополнительного внимания со стороны кузнеца перед его использованием. Ограничения процессов рафинирования и прокатки привели к тому, что большая часть железа имела несовершенную текстуру, обычно называемую волокнистой. Кузнец мог улучшить это состояние, нагревая железо и сильно ударяя им по наковальне. Эта процедура помогла удалить некоторые примеси из железа и улучшить его чистоту и устойчивость к распаду. Несмотря на работу, которую большинство кузнецов выполняли с железом, нередко можно найти трещины или трещины в таких объектах, как топоры, колеса колес и детали забора.
Кузнец мог улучшить это состояние, нагревая железо и сильно ударяя им по наковальне. Эта процедура помогла удалить некоторые примеси из железа и улучшить его чистоту и устойчивость к распаду. Несмотря на работу, которую большинство кузнецов выполняли с железом, нередко можно найти трещины или трещины в таких объектах, как топоры, колеса колес и детали забора.
Некоторое улучшение текстуры железа было неизбежным, поскольку кузнец, сняв утюг со стойки, обычно считал необходимым изменить его форму для своих нужд.Особенно это касалось операции, которую кузнец чаще всего выполнял — вытягивания. Этот процесс осуществлялся путем нагревания железного стержня, его укладки на наковальню и увеличения его длины или ширины с помощью молотка с перекрестным ударом, в то же время уменьшения другого его размера по мере необходимости.
Вытяжка улучшила не только качество утюга, но и его внешний вид. Определенные неровности поверхности (не рябь) и изменения размеров в поперечном сечении обычно считаются свидетельством ручного изготовления. Такие вариации можно наблюдать при внимательном рассмотрении. Они являются основной причиной очарования ручной работы по сравнению с механическим совершенством металлического листа или полосы, изготовленного на станке.
Такие вариации можно наблюдать при внимательном рассмотрении. Они являются основной причиной очарования ручной работы по сравнению с механическим совершенством металлического листа или полосы, изготовленного на станке.
Еще одной фундаментальной операцией кузнеца была сварка в кузнице. В одном из первых трактатов по кузнечному делу описывались три плавки, необходимые для правильного выполнения работы. Самый жаркий — это снежный ком, что означает белый жар; это используется для сварки железа.Для сварки низкоуглеродистой стали используется полный жар, не такой горячий, как снежный ком. Последний — это низкий или легкий сварочный нагрев, который используется редко из-за большого мастерства, необходимого для его использования.
Сварке часто предшествовала зачистка, что означает сужение концов или краев деталей перед сваркой. Такие конические детали затем повторно нагревали, и концы перекрывали все расстояние конических деталей. Их поместили на наковальню и постукивали до тех пор, пока две части не были полностью сварены в одну деталь. Если соединение было слишком большим, его повторно нагревали и ковали до тех пор, пока все детали не стали однородной толщины. Эта операция производилась на колесных шинах, но стык встречается редко. Некоторые кузнецы использовали песок в качестве флюса, чтобы поверхность металла оставалась чистой в огне, но хороший мастер мог работать и без этой помощи.
Если соединение было слишком большим, его повторно нагревали и ковали до тех пор, пока все детали не стали однородной толщины. Эта операция производилась на колесных шинах, но стык встречается редко. Некоторые кузнецы использовали песок в качестве флюса, чтобы поверхность металла оставалась чистой в огне, но хороший мастер мог работать и без этой помощи.
Осадка была противоположностью вытягиванию, так как в этой операции длина стержня была уменьшена, а не увеличена. Часть стержня нагревали до сварочного тепла, а другие части охлаждали, так что, когда конец стержня забивался молотком, горячая часть становилась толще, а общая длина стержня уменьшалась.Затем увеличенная часть обрабатывалась молотком или обжимками, если требовалась конструкция с некоторыми конкретными деталями.
Вырубка была довольно простой, но очень важной для декоративных целей и для соединения железок. Это был единственный известный метод, с помощью которого можно было проделать отверстие диаметром один дюйм в стержне шириной в один дюйм. Первая операция заключалась в нагреве бруса и небольшом увеличении его ширины путем осадки. Затем, после повторного нагрева, через горячую часть стержня с помощью молотка продавили небольшой пуансон до тех пор, пока пуансон не остановился на поверхности наковальни.Ударник вытащили из штанги, штангу снова нагрели и пробили с противоположной стороны, пока в штанге не образовалось небольшое отверстие. Пруток повторно нагревали в третий раз, и отверстие помещали над отверстием в наковальне, где его растягивали до желаемого диаметра с помощью больших штампов. Такие отверстия обычно имеют заусенцы на нижней стороне, и стержень в отверстии всегда был шире, чем в любой другой части. Иногда увеличенная часть использовалась, чтобы сформировать часть дизайна объекта. Его использование, как и другие описанные техники, не гарантирует старения, но указывает на то, что оно было сделано вручную.
Первая операция заключалась в нагреве бруса и небольшом увеличении его ширины путем осадки. Затем, после повторного нагрева, через горячую часть стержня с помощью молотка продавили небольшой пуансон до тех пор, пока пуансон не остановился на поверхности наковальни.Ударник вытащили из штанги, штангу снова нагрели и пробили с противоположной стороны, пока в штанге не образовалось небольшое отверстие. Пруток повторно нагревали в третий раз, и отверстие помещали над отверстием в наковальне, где его растягивали до желаемого диаметра с помощью больших штампов. Такие отверстия обычно имеют заусенцы на нижней стороне, и стержень в отверстии всегда был шире, чем в любой другой части. Иногда увеличенная часть использовалась, чтобы сформировать часть дизайна объекта. Его использование, как и другие описанные техники, не гарантирует старения, но указывает на то, что оно было сделано вручную.
Кузнецы использовали различные методы для соединения кусков железа: клепание, надевание, закрепление, завинчивание и завинчивание. Для клепки используются заклепки с круглой или потайной головкой. Когда использовалась потайная головка, головка и заклепанный конец находились заподлицо с поверхностью утюга, что затрудняло обнаружение сильно окрашенных металлических конструкций. Когда использовались заклепки с круглыми головками, забитая или заклепанная часть имела тот же размер и форму, что и исходная головка. Ошейник производился путем наматывания железной ленты на две части, чтобы соединить их вместе; По этому плану свитки часто прикреплялись к решеткам или друг к другу.Существовали различные способы скрепления кусков железа; наиболее часто используемый тип напоминал паз и шип, при этом шип полностью проходил через паз и удерживался на месте с помощью клина или железного штифта. Такое соединение использовалось на некоторых ранних андиронах. В 19 веке применялись винтовые и болтовые соединения. Болтовые соединения нежелательны, если болт закреплен гайкой. Альтернативой было нарезание резьбы на одной из болтовых частей и отказ от гайки.
Скручивание было еще одной техникой, широко используемой мастерами по обработке железа.Это было легко выполнить, нагревая скручиваемую часть утюга до кроваво-красного тепла; затем один конец был помещен в тиски, а другой конец скручен с помощью какого-либо удерживающего устройства. Современный мастер по производству железа использует гаечный ключ; Однако инструмент в его нынешнем виде не был доступен до XIX века. Спирали можно было сделать тугими или ослабленными, а направление скручивания можно было несколько раз менять на обратное, если умел мастер. Очень длинный поворот потребовал нескольких плавок.«Редко когда в распоряжении мастера была такая простая, но эффективная декоративная техника.
Репуссе из железа редко использовался в Америке, но широко использовался в Европе с 12 по 18 век. Работа требовала высокого мастерства и полного понимания используемых форм. Популярными рисунками были человеческие фигуры, маски, цветы и лист аканта. Фамилии широко использовались в качестве украшения свитков.
Еще одним популярным приемом украшения была гравировка, но ее использовали в основном иностранные мастера.Узор был вырезан путем удаления мелких железных нитей острым инструментом, обычно называемым гравером. Некоторая гравировка была сделана на американских дверных и оружейных замках из железа.
Обработка изделий из железа представляет большой интерес для ценителей, которые стараются отделить новое от старого. Новички полагают, что рябая текстура, часто встречающаяся на современных репродукциях, свидетельствует о ручном производстве. Никакой факт не может быть более далеким от истины, поскольку есть свидетельства, собранные из изучения инструментов и методов, используемых мастерами, что они пытались сделать поверхность металла как можно более гладкой.Фактически, был инструмент, называемый флаттером, который использовался, чтобы сделать утюг плоским после его вытягивания. При внимательном изучении уцелевших старых железных предметов обнаруживаются настолько гладкие поверхности, что обнаружить на них следы от молотка практически невозможно.
Кромки и скосы часто сглаживались напильником; и есть свидетельства компетентности в использовании файлов, когда они были сделаны грубо, по сравнению с качеством, доступным сегодня. Следует отметить, что файловых меток на объектах практически не оставалось; они обычно свидетельствуют о безразличном мастерстве.Порошковые абразивы были доступны в ранние времена; а в 18 веке стала использоваться бумага с абразивным покрытием.
От Коллекции в Историческом Вифлееме [Пенсильвания] Загрузите эту статью в формате PDFКовка инструментов соревнования великих держав 21 века
Сообщество национальной безопасности США в последние годы начало обращать внимание на необходимость конкуренции с Китаем и Россией.Движение к реальности конкуренции между великими державами, а вместе с ней и перспективы войны между великими державами, происходит после трех десятилетий передышки от серьезных размышлений о том, что значит столкнуться с экономически мощным и технологически сложным противником в мирное и военное время. Каким образом можно изменить наши правительственные организации, предпосылки и приоритеты нашего оборонного планирования, а также связи между различными элементами национальной мощи, чтобы сосредоточить нашу коллективную энергию на более сложном наборе вызовов безопасности, чем это было после окончания холодной войны? Можно ли извлечь уроки из последних 30 лет — эпохи «однополярности», первой войны в Персидском заливе и конфликтов после 11 сентября? Следует ли нам отбросить наш мысленный шаблон еще дальше назад, чтобы определить полезные предшественники политики, такие как период, когда Соединенные Штаты организовывались и адаптировались к долгосрочному соревнованию с Советским Союзом?
Каким образом можно изменить наши правительственные организации, предпосылки и приоритеты нашего оборонного планирования, а также связи между различными элементами национальной мощи, чтобы сосредоточить нашу коллективную энергию на более сложном наборе вызовов безопасности, чем это было после окончания холодной войны? Можно ли извлечь уроки из последних 30 лет — эпохи «однополярности», первой войны в Персидском заливе и конфликтов после 11 сентября? Следует ли нам отбросить наш мысленный шаблон еще дальше назад, чтобы определить полезные предшественники политики, такие как период, когда Соединенные Штаты организовывались и адаптировались к долгосрочному соревнованию с Советским Союзом?
Томас Г.Манкен, президент и главный исполнительный директор CSBA и член независимой комиссии по стратегии национальной обороны, исследует эти и другие вопросы в документе Forging the Tools of 21 st Century Great Power Competition . Доктор Манкен анализирует наши текущие национальные инструменты для конкуренции и, при необходимости, ведения войны в будущем, оглядываясь на десятилетия американо-советского соперничества, чтобы определить, может ли этот совершенно другой опыт пролить свет на текущие условия.