Ручной инструмент для холодной ковки
С тех пор, как люди освоили искусство обработки металла, прошло немало времени. Но даже сейчасникто не сможет оспорить ценность металлических изделий, которые прочно вошли в обиход современного человека. Металл благодарный материал, который в руках умелого мастера способен обретать любые формы. Недаром кузнечную ковку всегда считали искусством, ведь так много красивейших художественных кованых вещей созданы именно посредством ковки. Но если в прошлом единственный способ подчинить металл был связан с огнем, а профессией кузнеца владели лишь единицы, то в наше время практически каждый сможет попробовать свои силы в древнем ремесле. Для этого всего лишь необходимо приобрести ручной инструмент для холодной ковки.
Холодная ковка во многом может стать полноправной альтернативой горячекованным изделиям, ведь с помощью ручного инструмента для холодной ковки можно создавать самые замысловатые узоры, способные стать украшением любого изделия из металла.
В продаже можно найти различные ручные станки для холодной ковки, которые позволяют обрабатывать готовые металлические заготовки. С помощью нехитрых приспособлений полосу или пруток можно гнуть без предварительного нагрева металла, получая различные кованые элементы, к примеру, простые и многозаходные завитки, корзинки, волны, ромбы, кольца, а также скручивать заготовки вдоль оси. Готовые элементы холодной ковки, выполненные посредством ручного инструмента для холодной ковки, соединяют в единое целое с помощью сварки. После чего кованое изделие можно покрыть краской или нанести защитное покрытие, что добавит оригинальности и позволит повысить его прочность и долговечность.
Готовые элементы холодной ковки, выполненные посредством ручного инструмента для холодной ковки, соединяют в единое целое с помощью сварки. После чего кованое изделие можно покрыть краской или нанести защитное покрытие, что добавит оригинальности и позволит повысить его прочность и долговечность.
Ручной инструмент для холодной ковки помогает создавать разнообразные кованые узоры, делать красивые кованые ажурные оградки, калитки, козырьки, предметы кованой мебели и предметов быта. Идеи узоров для кованых изделий можно подчеркнуть в каталогах ковки или нарисовать самостоятельно. Кованые изделия, созданные своими руками с помощью ручного инструмента для холодной ковки, будут отличным подарком для друзей и родственников, а также вы сможете получать прибыль от их продажи. Это прекрасная идея для бизнеса либо неплохой вариант любимого хобби, которое поможет реализоваться и стать дизайнером окружающего пространства. Изделия холодной ковки украсят дачный участок, привнесут изюминку в интерьер, позволят добиться уникальности любого двора или фасада дома.
Ручной инструмент для холодной ковки металла
Прошло много времени с тех пор, как человек освоил искусство обработки металла. Даже сейчас, когда каждое ремесло разбавлено высокими технологиями, никто не сможет оспорить процесс, который называется холодной ковкой.
Ручной инструмент, используемый при работе, может помочь мастеру получить прекрасные узоры и фигуры. И в умелых руках металл обретет любую форму. И недаром ковку считают искусством, ведь столько прекрасных металлических украшений было сделано посредством холодной и художественной ковки.
Но если раньше единственный способ исправить металл был напрямую связан с огнем, а профессий кузнеца владели лишь единицы, то в наше время любой целеустремленный человек сможет испытать свои силы в этой смеси искусства и ремесла. Главное – это приобрести оборудование для холодной и художественной ковки. Некоторые инструменты можно изготовить своими руками.
Некоторые инструменты можно изготовить своими руками.
Наковальня
Оборудование, которое должно быть всегда, для холодной и художественной ковки — это конечно же наковальня и молот. И если приобрести или сделать самодельный молот – это не проблема, то установить наковальню весьма затруднительно. Подразделяют наковальни на двурогие, однорогие и безрогие. Самым оптимальным вариантом является двурогая.
Нижняя часть наковальни называется основанием, а верхняя поверхность – лицом. Верхняя часть должна быть закалена и отшлифована, в противном случае могут появиться вмятины и трещины. Также на холодной заготовке могут остаться следы, которые может оставить ручной молот или другой самодельный инструмент. Заостренную часть наковальни применяют для разгонки коле или для гибочной работы, противоположная часть (называет также хвостом) служит для гибки под углом девяносто градусов.
Есть несколько способов установки наковальни. Традиционным способом считается установка на деревянной колоде. Сделать это можно и своими руками. Для этого используют самодельные заготовки с диаметров 500 миллиметров таких пород дерева, как береза или дуб. Высота такого стула вместе с наковальней будет около 80 сантиметров.
Сделать это можно и своими руками. Для этого используют самодельные заготовки с диаметров 500 миллиметров таких пород дерева, как береза или дуб. Высота такого стула вместе с наковальней будет около 80 сантиметров.
То есть лицо наковальни будет находиться на уровне руки мастера. И если нет возможности купить цельную колоду, то самодельный стул можно изготовить из отдельных брусков своими руками, скрепленных стальными обручами. Для этой работы понадобится набор, куда входят простейшие инструменты, такие как молот.
Самодельный станок для холодной ковки
Но не только молот, наковальня и другой самодельный или ручной инструмент понадобится для холодной или художественной ковки из металла. Также в этом ремесле важны самодельные станки, которые могут стать быть сделаны в домашних условиях. Такое оборудование может быть заточено на одну операцию или универсальным. Также важно иметь хороший набор инструментов для холодной ковки, куда обычно входят щипцы, молот и прочее.
В вопросе выбора привода для подобной установки нужно грамотно учесть толщину обрабатываемого проката.
Но если взглянуть с другого угла, то профессиональное оборудование обойдется гораздо дороже, и организация небольшого ЧП по ковке из металла будет весьма затратной. Поэтом многие опытные кузнецы решили, что изготовить ручной станок для ковки металла будет значительно выгоднее, чем покупать дорогое оборудование и приспособления.
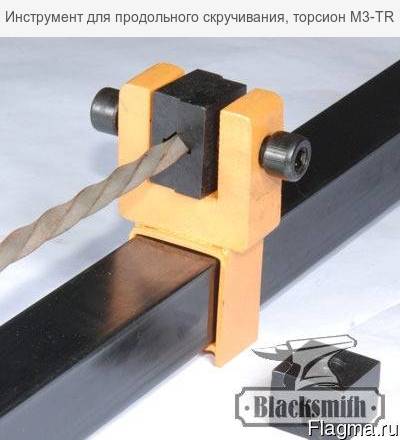
Обычно принцип формирования узоров из металла путем художественной ковки сводится к скручиванию. Эти узоры получаются из круглого или квадратного прута. Делится эта операция на два вида: навивка круглой спирали вокруг центра или скручивание, которое происходит на продольной оси. Также допускается возможность получения матричного отпечатка, которую можно получить при помощи пресса из металла.
Также допускается возможность получения матричного отпечатка, которую можно получить при помощи пресса из металла.
Самодельные детали и инструмент для изготовления изделий из металла, полученные подобным способом, используют для композиции, которая будет основой для будущего изделия. Используя метод холодной и художественной ковки, кузнецы добиваются повышения экономической выгоды, а также большего геометрического совпадения.
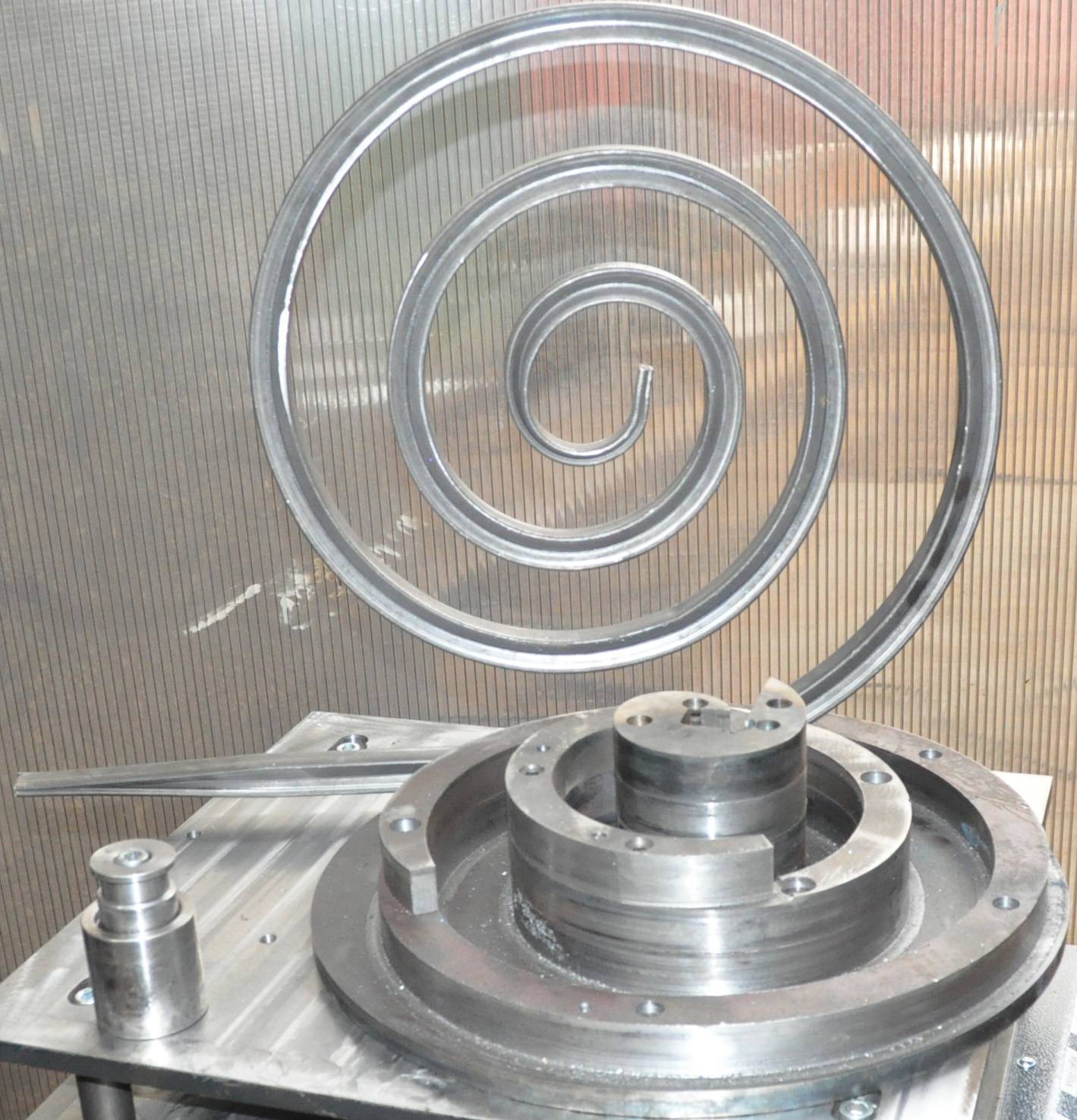
Одна из самых распространенных форм изгиба изделий из металла – это завитки. Для их формирования ручной станок и инструмент холодной ковки обязан обеспечивать контролируемую и плавную навертку прута на спираль. Лучшим вариантом будет вращение меньше 10 оборотов в минуту. Если скорость будет больше этого предела, то момент, когда нужно остановить навивку, будет весьма затруднительно.
Достигнуть понижения оборот можно при помощи ременной передачи или используя редукторы. Большая часть редукторов получили ограничения по количеству оборотов, которые они могут совершить (предел – 1500 оборотов в минуту).
Чтобы получить понижение, необходимо добавить ременную передачу перед редуктором. Такая мера предосторожности поможет сохранить кинематическую систему в исправном состоянии и защитит ее от перегруза. Многие умельцы, которые собирали самодельные станки и оборудование, использовать в основном цепную передачу использую стандартный набор, но если судить по отзывам, то для получения плавного пуска лучше использовать такие приспособления, как шкивы.
Стоит помнить, что самодельные станки, ручной инструмент и приспособления не имеют стандартов по мощности электроприводов. И сборка обычно проводится из того, что кузнец находит под рукой. Но для получения хорошего усилия и возможности изгибании толстого металла вам понадобится достаточно мощный движок.
Итог
Залогом хорошей ковки является набор, где находятся все необходимые приспособления, крепкий кузнечный молот. А самодельное оборудование, как этот станок, только поможет начинающему мастеру познать основы и помочь в малом бизнесе.
А самодельное оборудование, как этот станок, только поможет начинающему мастеру познать основы и помочь в малом бизнесе.
Похожие статьи
Станки и оборудование для холодной ковки
Кузнечное оборудование для художественной ковки
Современное кузнечное оборудование для художественной ковки очень сильно отличается от классической наковальни, набора ручников, боевых молотов и прочего классического арсенала кузнеца. Теперь вместо могучих молотобойцев трудятся электромоторы и гидроцилиндры.
Станки для холодной обработки металла
«На холодную» выполняется большинство кузнечных операций, кроме сварки и формовки раскованных изделий. К ним относятся:
- Гибка деталей по шаблону вращением (например, гибка завитков). Выполняется специализированным вращающимся шаблоном, который вставляется в шпиндель станка. Станок с высокой точностью может контролировать угол поворота шпинделя, выполняя гибку изделия в автоматическом режиме (если станок «умеет» это делать).
 Усилие, развиваемое станком, позволяет выполнять гибку завитков из прутка или квадрата толщиной, для большинства станков, до 20 мм. При этом заготовка фиксируется под специальным держателем.
Усилие, развиваемое станком, позволяет выполнять гибку завитков из прутка или квадрата толщиной, для большинства станков, до 20 мм. При этом заготовка фиксируется под специальным держателем.
 Усилие, развиваемое станком, позволяет выполнять гибку завитков из прутка или квадрата толщиной, для большинства станков, до 20 мм. При этом заготовка фиксируется под специальным держателем.
Усилие, развиваемое станком, позволяет выполнять гибку завитков из прутка или квадрата толщиной, для большинства станков, до 20 мм. При этом заготовка фиксируется под специальным держателем.- Изготовление скрученных деталей (включая розетки). Выполняется тем же шпиндельным станком с помощью другого набора насадок. Они обеспечивают фиксацию одного конца заготовки (квадрата или полосы) в шпинделе, а другого конца – в неподвижной задней бабке станка, с последующим скручиванием заготовки заданным числом поворотов шпинделя. Насадки для изготовления розеток принципиально выполнены так же, но фиксируют тонкие заготовки вокруг толстого шаблонного прутка и выполняют загибку спирально относительно него.
- Навивка спиралей и колец. Выполняется специальной насадкой на шпиндель, наматывающей заготовку на шаблонный пруток.
- Гибка изделий прессованием между шаблоном и пуансоном. Этот вид ковки выполняется специализированными станками, основу которых составляет горизонтальный гидравлический цилиндр. По сути, такой станок является горизонтальным прессом с набором форм и пуансонов для формовки из линейных заготовок.
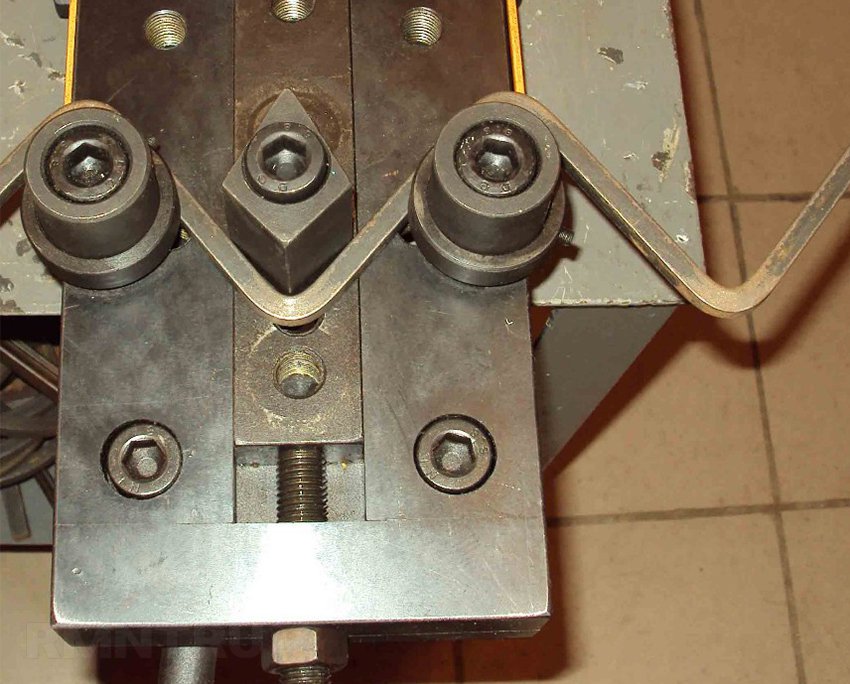
- Гибка полосы, прутка, профилей и труб на валках. Операция выполняется валковым гибочным станком с электрической или ручной протяжкой заготовки из линейного профиля между тремя валками, из которых два нижних выполняют протяжку заготовки, а верхний – ее деформацию. Гибка малых радиусов выполняется в несколько проходов с увеличением прижима верхнего валка после каждого прохода.
- Рубка линейных заготовок. Для резки кованых заготовок традиционно используются станки ножничного типа, которые выполняют смещение частей отрезаемой заготовки друг относительно друга по линии отреза. Рез, благодаря этому, получается очень чистый и ровный.
 По сути, такой станок является горизонтальным прессом с набором форм и пуансонов для формовки из линейных заготовок.
По сути, такой станок является горизонтальным прессом с набором форм и пуансонов для формовки из линейных заготовок.Кузнечные станки для горячей обработки металла.
Некоторые операции очень трудно или невозможно выполнить с холодной заготовкой. Виды операции, для которых необходим нагрев:
- Расковка «лапок». Это операция формирования специфического окончания линейной заготовки, в виде расплющенного «листочка» на конце прутка или квадрата. Часто на такой листочек наносится рельефное «жилкование» с помощью накатки. Все эти операции выполняются специальным ковочным станком, который с помощью гидравлического валька «прессует» заготовку. Если валок имеет рельефную поверхность, то она будет «отпечатана» на изделии.
- Расковка и закатка плотных лапок. Эта процедура аналогична описанной выше, но после расковки станок выполняет процедуру «скатывания» плоской лапки в завиток, который венчает заготовку. Такая операция на холодной заготовке была быслишком энерго- и ресурсозатратной.
 Часто на такой листочек наносится рельефное «жилкование» с помощью накатки. Все эти операции выполняются специальным ковочным станком, который с помощью гидравлического валька «прессует» заготовку. Если валок имеет рельефную поверхность, то она будет «отпечатана» на изделии.
Часто на такой листочек наносится рельефное «жилкование» с помощью накатки. Все эти операции выполняются специальным ковочным станком, который с помощью гидравлического валька «прессует» заготовку. Если валок имеет рельефную поверхность, то она будет «отпечатана» на изделии.Индукционные нагреватели заготовок
Используются для быстрого разогрева заготовок при их «горячей» обработке. В основе работы нагревателей лежит эффект электрической индукции, который позволяет очень быстро и локально разогреть участок заготовки, помещенный внутрь индуктивного контура – спирали из специального проводящего материала.
Оборудование для ручной холодной ковки металла
Главная О компании Статьи Оборудование для ручной холодной ковки металла
Холодная ковка представляет собой процесс обработки металла методом механического воздействия, то есть ударами молота по заготовке, и статическим воздействием – методом прессования. Холодную ковку металла можно осуществлять с использованием ручного инструмента и специализированных станков, и на сегодняшний день используются обе технологии изготовления кованых изделий. Холодная ковка и оборудование, используемое в процессе ручной или механизированной обработки металла, позволяет выполнять такие операции, как гибка, протяжка, прошивание, рубка, выглаживание. Итак, какое же оборудование для ручной ковки используется для холодной обработки металла в каждом конкретном случае?
Холодную ковку металла можно осуществлять с использованием ручного инструмента и специализированных станков, и на сегодняшний день используются обе технологии изготовления кованых изделий. Холодная ковка и оборудование, используемое в процессе ручной или механизированной обработки металла, позволяет выполнять такие операции, как гибка, протяжка, прошивание, рубка, выглаживание. Итак, какое же оборудование для ручной ковки используется для холодной обработки металла в каждом конкретном случае?
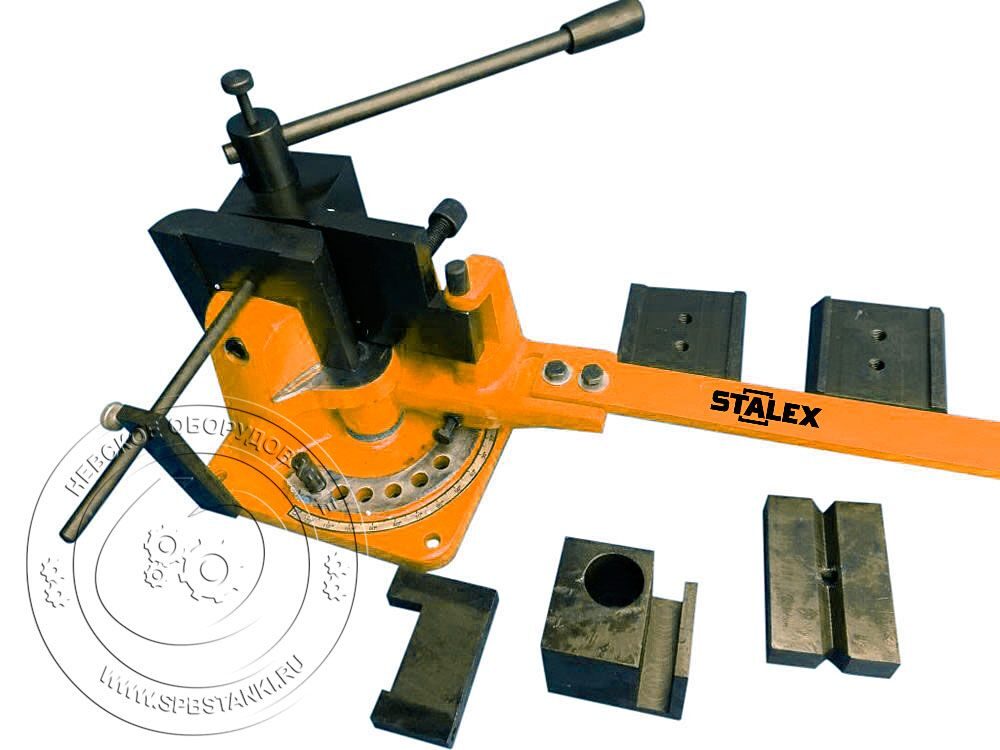
Оборудование для ручной холодной ковки, включает в себя оснастки для холодной ковки металла, благодаря которым можно работать как с полосой, так и с квадратом. Оборудование включает в себя: улитку, гнутик, фонарик, твистер, объемная (объемник) и волну.
Улитка, к примеру, предназначена для получения многозаходных спиральных завитков, а изготовление спиральных узоров различных диаметров происходит за счет четырех разборных завитков. Оборудование, используемое для сгибания металла под любым углом или по дуге, называется гнутиком, а для закручивания изделия вдоль продольной оси используется твистер. Есть еще так называемый упрощенный гнутик, используемый для сгибания квадрата под фиксированным углом.
Есть еще так называемый упрощенный гнутик, используемый для сгибания квадрата под фиксированным углом.
Волнообразные узоры получают с помощью такого инструмента, как волны, объемные узоры – с помощью объемника, а для изготовления кованого элемента «фонарик» из сваренных четырех квадратов также используется свое одноименное оборудование. Холодная ковка может осуществляться с применением дополнительных инструментов для обработки металла — ручного пресса, трубогиба, горна. Ручной пресс предназначен для обработки полосы, квадрата или кругляка с целью придать ему вид, характерный для изделий художественной ковки.
Гибочный ковочный станок позволяет получать треугольные и округлые художественные неровности, а горн служит для нагрева металла. Следующая технология изготовления кованых изделий: ручные станки для холодной ковки, к которому относятся оборудование для автоматизированной обработки металла, в частности, станки для резки и гнутья на заданный угол, станки для изготовления спиралей, станки для скручивания «винтом». Это оборудование помогает отрезать полосы по требуемому размеру, гнуть окружности разных диаметров, изготавливать спирали, завитки с различным шагом и «шишки». Ковочное оборудование дает возможность изготавливать наиболее часто встречающиеся в художественной ковке элементы.
Это оборудование помогает отрезать полосы по требуемому размеру, гнуть окружности разных диаметров, изготавливать спирали, завитки с различным шагом и «шишки». Ковочное оборудование дает возможность изготавливать наиболее часто встречающиеся в художественной ковке элементы.
Ковочное оборудование так же используются для получения «лапки» (гладкой или с двусторонним рисунком), «завитков», пик, волют, «корзинок» и колец различного диаметра. Это оборудование может использоваться для нанесения рельефного рисунка, для обработки граней и для придания заготовке сложной геометрической формы. Оборудование включает в себя также паровоздушные и пневматические молоты: паровоздушные молоты используются для поковок среднего размера, а для обработки сравнительно небольших заготовок предпочтительнее выбирать пневматические молоты.
Кузнечно-прессовое ковочное оборудование включает в себя следующие виды станков и инструментов: гильотинные ножницы, прессы кривошипные, листогибочные прессы, молоты, зигмашины, кузнечно-прессовые автоматы, и др. Для ручной резки и раскроя листового металла предназначены гильотинные ножницы, без которых не обходится мелкосерийное и индивидуальное производство изделий. Для отрезки сортового и фасонного проката предназначены пресс-ножницы, а для гибки металла – листогибы.
Для ручной резки и раскроя листового металла предназначены гильотинные ножницы, без которых не обходится мелкосерийное и индивидуальное производство изделий. Для отрезки сортового и фасонного проката предназначены пресс-ножницы, а для гибки металла – листогибы.
Для зиговки, рифления и круговой резки листового материала используют загмашину, а протяжка, осадка и прошивка отверстий – это функции ковочных молотов. Ковочный молот деформирует металлическую заготовку в процессе обработки и может применяться для листовой и объемной штамповки. Свое применение находят также прессы механические и гидравлические, благодаря которым процесс обработки металла происходит с минимальными затратами рабочей силы.
Ключевые слова: оборудование для ручной холодной ковки, ковочное оборудование, кузнечное ручное оборудование
Делаем полку под ТВ на стену своими руками: пошаговая инструкция
В каждой квартире можно найти разнообразные полки, предназначенные для размещения техники и различных принадлежностей: книг, фотографий, сувениров. Предпочтительнее иметь такие полки в гостиной. Они красиво смотрятся, позволяют облагородить комнату. В других комнатах полки тоже находят применение: в детской – для игрушек, на балконе – для цветов, либо в коридоре – для хранения средств по уходу за обувью. Полка в стене – выгодное современное решение, которое подойдет для хранения любых вещей, в том числе для телевизора. Ее легко можно сделать своими силами. Об этом пойдет речь в данной статье.
Предпочтительнее иметь такие полки в гостиной. Они красиво смотрятся, позволяют облагородить комнату. В других комнатах полки тоже находят применение: в детской – для игрушек, на балконе – для цветов, либо в коридоре – для хранения средств по уходу за обувью. Полка в стене – выгодное современное решение, которое подойдет для хранения любых вещей, в том числе для телевизора. Ее легко можно сделать своими силами. Об этом пойдет речь в данной статье.
Предпочтительнее иметь такие полки в гостиной.
Заранее решите, где будет располагаться конструкция.
Полка для телевизора на стену: разновидности
Для телевизора зачастую используют следующие виды полок.
| Подвесная. | Данный вариант отлично подходит для маленьких комнат. Она позволяет зрительно увеличить пространство в интерьере. Однако имеется минус: если сделать ее ненадежной, то она может обвалиться вместе с дорогой техникой. |
| Настенная. | Полка для телевизора позволяет удобно разместить технику и легко к ней подбираться. Минус один – если прибор старой модели, то смотреться на красивой настенной полке он будет непрезентабельно. Минус один – если прибор старой модели, то смотреться на красивой настенной полке он будет непрезентабельно. |
| Угловая. | Такой вариант в стене бывает внутреннего или наружного исполнения. Его просто сделать своими руками. Нередко люди выбирают данный вариант. |
| Вариант с кронштейном. | Данную полку для телевизора редко используют, хотя смотрится она довольно привлекательно. Минус заключается в определенной сложности для самостоятельного изготовления конструкции. |
Полка в стене – выгодное современное решение, которое подойдет для хранения любых вещей, в том числе для телевизора.
Как только определились с деталями, начинайте изготовление полки под телевизор в гостиной.
Бывают полочки для телевизора многоярусные, комбинированные, с боковыми стенками, задней стенкой. Крепиться они могут при помощи уголков, кронштейнов, либо навесным креплением. Простыми словами, полки под ТВ на стену смотрятся хорошо в любой комнате, будь то гостиная, спальня или кухня. Если вы решили самостоятельно сделать конструкцию, надо изучить все детали и нюансы изготовления полки под телевизор, а также заранее определиться с типом.
Если вы решили самостоятельно сделать конструкцию, надо изучить все детали и нюансы изготовления полки под телевизор, а также заранее определиться с типом.
Ее легко можно сделать своими силами.
Когда вы определитесь с тем, как будет выглядеть ваша полка, начинайте делать эскиз.
Какой вид полки лучше выбрать?
Настенное крепления для телевизора бывает разным. Каждый отталкивается от собственных предпочтений, финансовых возможностей. При выборе нужно учесть следующие факторы.
- Материал. Лучше сделать полку из дерева. Это экологически чистый, долговечный материал, который стильно, привлекательно смотрится. В интерьере присутствует деревянная мебель (или элементы), поэтому полка из древесины впишется наиболее гармонично.
- Вид конструкции. Мебель для телевизора на стену бывает разной, но проще сооружать настенный вариант.
- Размер. Ключевую роль играют размеры телевизора. Измерьте габариты, а затем уже производите расчеты относительно полки.
- Размещение. Заранее решите, где будет располагаться конструкция. Удачные места — напротив дивана, кресел.
Такой вариант в стене бывает внутреннего или наружного исполнения.
Для современной техники подойдет настенная конструкция.
Как только определились с деталями, начинайте изготовление полки под телевизор в гостиной.
Данную полку для телевизора редко используют, хотя смотрится она довольно привлекательно.
Одинаковые части, заранее подготовленные, надо скрепить, используя уголки.
Пошаговая инструкция
Подготовьте инструменты, которые пригодятся для создания полочки: древесина, дрель, шуруповерт, лобзик, карандаш, крепежный элемент, рулетка, нож, сверла. Когда вы определитесь с тем, как будет выглядеть ваша полка, начинайте делать эскиз.
Измерьте габариты, а затем уже производите расчеты относительно полки.
Далее на стене делается разметка. Затем сверлятся отверстия для дюбелей.
Делая что-то своими руками, вы вкладываете в изделие душу и делаете вклад в благоприятную семейную атмосферу.
Контуры всех деталей надо нанести на большой лист. Полученный эскиз перенесите на древесину для полочки под телевизор в стене. Чтобы упростить задачу, надо при «раскрое» одинаковых деталей фиксировать струбцины, которые помогут далее вырезать все по контуру. Далее готовые части для полки в стене надо покрыть лаком, краской, а затем дать качественно просохнуть. Для современной техники подойдет настенная конструкция. Ее изготовление состоит из трех этапов.
- Одинаковые части, заранее подготовленные, надо скрепить, используя уголки.
- Далее на стене делается разметка. Затем сверлятся отверстия для дюбелей.
- После поверхность крепится к стене кронштейнами или уголками.
Мебель для телевизора на стену бывает разной, но проще сооружать настенный вариант.
После поверхность крепится к стене кронштейнами или уголками.
Как видно, это сделать просто, поэтому многие предпочитают такие полочки под телевизор. К примеру, угловая полка под телевизор в интерьере смотрится более изысканно, но зато устанавливать ее сложнее. Для этого надо просверлить отверстия в уголках, потом собрать конструкцию, сделать разметку на стене. Затем все надежно крепится и используется по назначению.
Для этого надо просверлить отверстия в уголках, потом собрать конструкцию, сделать разметку на стене. Затем все надежно крепится и используется по назначению.
Лучше сделать полку из дерева.
Затем все надежно крепится и используется по назначению.
Главное — подойти к реализации задумки как можно более ответственно.
Где размещение полочки для телевизора неуместно?
Есть места в квартире, где поверхность для телевизора в стене не должна располагаться.
- Место над плитой. Очевидно, что над газом и копотью устанавливать дорогой прибор нецелесообразно, ведь его презентабельный вид быстро утратится.
- Пространство под камином. В этой зоне не размещайте технику из-за опасности перегрева, что приведет к внезапной поломке.
- в маленьких нишах. Там техника тоже будет нагреваться, портиться. В случае надобности достать оттуда ТВ будет крайне затруднительно.
- Место, куда не попадает воздух. В таком случае корпус будет пылиться, перегреваться и, как результат, быстро изнашиваться. Важно выбирать такое место, где есть доступ воздуху.
 Важно выбирать такое место, где есть доступ воздуху.
Важно выбирать такое место, где есть доступ воздуху.Если вы решили самостоятельно сделать конструкцию, надо изучить все детали и нюансы изготовления полки под телевизор, а также заранее определиться с типом.
Есть места в квартире, где поверхность для телевизора в стене не должна располагаться.
Как мы выяснили, сделать самостоятельно поверхность для телевизора – задача не самая сложная. Кто умеет работать с деревом, справится с этой задачей. Учитывая все нюансы, действуя в последовательно, можно соорудить симпатичную конструкцию, которая будет выгодно дополнять интерьер. При желании можно приобрести ее, благо выбор на рынке огромный.
Простыми словами, полки под ТВ на стену смотрятся хорошо в любой комнате, будь то гостиная, спальня или кухня.
Сделать самостоятельно поверхность для телевизора – задача не самая сложная.
При желании можно приобрести ее, благо выбор на рынке огромный.
Предметы интерьера, выполненные своими руками, как и вещи ручной работы, представляют собой в определенном смысле элементы роскоши. Главное — подойти к реализации задумки как можно более ответственно. Говоря начистоту, это не самый верный способ сэкономить. Всегда в магазинах или на досках объявлений в Интернете можно найти доступный вариант. Делая что-то своими руками, вы вкладываете в изделие душу и делаете вклад в благоприятную семейную атмосферу. Каждый раз, смотря телевизор, у членов вашей семьи будет мелькать мысль: «Какой мой муж (папа, дедушка, брат) молодец!».
Главное — подойти к реализации задумки как можно более ответственно. Говоря начистоту, это не самый верный способ сэкономить. Всегда в магазинах или на досках объявлений в Интернете можно найти доступный вариант. Делая что-то своими руками, вы вкладываете в изделие душу и делаете вклад в благоприятную семейную атмосферу. Каждый раз, смотря телевизор, у членов вашей семьи будет мелькать мысль: «Какой мой муж (папа, дедушка, брат) молодец!».
Бывают полочки для телевизора многоярусные, комбинированные, с боковыми стенками, задней стенкой.
Кто умеет работать с деревом, справится с этой задачей.
ВИДЕО: Самодельная полка под телевизор
ПредыдущаяПолки и стеллажиКак сделать стеллаж из картона своими руками
СледующаяПолки и стеллажиДелаем полки для цветов своими руками. Что нужно знать?
Необычные книжные полки в интерьере
В любом доме есть книги, они расставлены в шкафу, на полках, в общем, занимают много места. У многих имеются целые библиотеки, это становится очень популярно. Хочется, чтобы полки были не просто стандартными,…
У многих имеются целые библиотеки, это становится очень популярно. Хочется, чтобы полки были не просто стандартными,…
Для ребенка, как и для любого взрослого человека, комната имеет значение личного пространства, где он чувствует себя маленьким хозяином. Соответственно этот крошечный мир должен выполнять индивидуальные…
Делаем обувницу для прихожей своими руками.Какое большое разнообразие обуви в магазинах и на рынках! Женская половина не может удержаться, не купив очередные туфли к новому платью. Для мужчин есть выбор практичной обуви и ее тоже много. Сколько…
Изготовление полки на стену своими рукамиЧто может быть банальнее обычной навесной полки на стену? Но хорошее воображение и умелые руки способны творить чудеса и с таким простым предметом, превращая его в красивый элемент дизайна интерьера вашего…
Делаем удобный стеллаж своими рукамиПодготовка инструментов для стеллажаБеспорядок в доме? Скорее всего, вам просто недостаточно полок для хранения многих полезных вещей. Банки для консервирования и готовые заготовки на зиму, электрический…
Банки для консервирования и готовые заготовки на зиму, электрический…
Традиция обустройства домашнего иконостаса существует не один век. Хотя в современных домах иконы часто ставятся на полки книжных шкафов или вешаются на стену, лучше всего оборудовать для них отдельное…
Прочные, не пылящиеся и универсальные ручные инструменты для холодной штамповки
Если вы ищете ручных инструментов для холодной штамповки , которые не только удобны, но и эффективны, долговечны и профессиональны, Alibaba.com — это ваш лучший выбор. Здесь вы можете получить множество ручных инструментов для холодной ковки , которые можно использовать для множества целей, будь то жилые или коммерческие. Эти ручные инструменты для холодной штамповки обладают уникальными характеристиками, такими как защита от пыли и ржавчины, которые обеспечивают плавную работу. Независимо от того, являетесь ли вы профессионалом или любителем, эти инструменты могут пригодиться в большинстве случаев.
Независимо от того, являетесь ли вы профессионалом или любителем, эти инструменты могут пригодиться в большинстве случаев.Ручные инструменты для холодной ковки , доступные на стройплощадке, изготовлены из прочных качественных материалов, которые служат в течение длительного периода времени, полностью протестированы и имеют гарантированную производительность. Эти наборы ручных инструментов для холодной ковки легко переносимы, и их можно носить где угодно в ящиках для инструментов. Вы можете найти ручные инструменты для холодной ковки для всех видов работ, от резки до ремонта, абразивные инструменты и многое другое.
Alibaba.com предлагает профессиональные и эффективные ручные инструменты для холодной штамповки от ведущих поставщиков по самым доступным ценам. Вы можете выбирать из большого количества наборов универсальных инструментов различных форм, размеров и цветов. Еще один положительный момент ручных инструментов для холодной штамповки — это удобство использования, которое значительно облегчает вашу работу. У вас также есть возможность заказать индивидуальные версии этих ручных инструментов для холодной штамповки , особенно если вы заказываете оптом.
У вас также есть возможность заказать индивидуальные версии этих ручных инструментов для холодной штамповки , особенно если вы заказываете оптом.
Просмотрите широкий ассортимент ручных инструментов для холодной ковки вариантов на Alibaba.com, чтобы сэкономить с трудом заработанные деньги на покупках. Вы, безусловно, можете сделать заказы OEM и ODM вместе с возможностью индивидуальной упаковки. Закажите сейчас и получите предложения.
Канча
1966 Компания KANCA основана как мастерская площадью 40 м2 по производству ручных инструментов с 5 сотрудниками.
1970 Ассортимент продукции расширен до тисков и зажимов с 60 сотрудниками.
1976 Переехала на свое место в Топкапы, закрыта 12 000 м2 (всего 20 000 м2).
1979 Первые шаги и инвестиции в автомобильную промышленность, с молотками MPM 10000 и небольшими партиями заказов от автомобильных компонентов.
1982 Экспортируемые инструменты из первых рук с рекордным экспортным доходом в 3 миллиона долларов, который позже был награжден Торговой палатой.
1989 Первые стальные кованые тиски.
1990 Инвестиции в станки с ЧПУ для автомобильных компонентов, таких как поворотные кулаки для Renault.
1992 Экспорт инструментов из первых рук в Европу и модернизация ручных инструментов. Штат 210.
1994 Сертификат ISO 9002.
1996 Сертификат ISO 9001.
1997 Холодная штамповка в эксплуатации. Штат 350 человек.
2000 Сертификат QS 9000. Доля экспорта выросла до 40%.
2001 Топ-10 бизнес-профилей в Стамбуле.
2002 Премия университетско-промышленной корпорации от TTGV.
2003 Экспорт ручного инструмента расширился до 20 стран. Германия, Австрия, Бельгия, США, Нидерланды, Португалия, Швеция, Швейцария, Греция, Франция, Норвегия, Италия, Великобритания, Ирландия, Испания, Дания, Финляндия, Исландия, остров Фарео, Египет, Ливан. Сертификаты ISO TS 16949: 2002 и ISO 9001: 2000.
Германия, Австрия, Бельгия, США, Нидерланды, Португалия, Швеция, Швейцария, Греция, Франция, Норвегия, Италия, Великобритания, Ирландия, Испания, Дания, Финляндия, Исландия, остров Фарео, Египет, Ливан. Сертификаты ISO TS 16949: 2002 и ISO 9001: 2000.
2004 Начало производства на новом заводе.
Закрытые 25000 м2, общая 55000 м2 Сертификат ISO 14001.
2007 Внедрение систем автоматизации на заводе.
2009 Использование полностью автоматизированных систем с помощью роботов.
2010 Внедрение технологии червячной ковки. Создание научно-исследовательского центра.
2011 45-я годовщина
2014 Объем продаж достиг 20 000 тонн
2015 Первое производство алюминиевых кованых деталей
2016 50-летие
2016 В течение 50 лет мы производили 200 миллионов деталей и отгружено 300. 000 тонн деталей.
000 тонн деталей.
2020 55 лет
Применение инструментальной стали и марки
Что такое инструментальная сталь?
Инструментальная сталь— это разновидность углеродистой легированной стали, которая хорошо подходит для изготовления инструментов, например ручных инструментов или штампов станков. Его твердость, устойчивость к истиранию и способность сохранять форму при повышенных температурах — ключевые свойства этого материала. Инструментальная сталь обычно используется в термически обработанном состоянии, что обеспечивает повышенную твердость.
Некоторые марки обладают дополнительной стойкостью к коррозии за счет дополнительных химических свойств, таких как ванадий. Кроме того, для некоторых марок содержание марганца ограничено, чтобы свести к минимуму возможность растрескивания при закалке в воде. Другие марки предлагают различные методы, кроме воды, для закалки материала, например, масло.
Виды инструментальной стали
Различные марки инструментальной стали включают:
- Отверждение водой
- Закалка на воздухе
- D Тип
- Закалка в масле
- Ударопрочные типы
- Горячая обработка.

Выбор марки инструментальной стали зависит от ряда факторов, таких как:
- Требуется ли резкая резка?
- Должен ли инструмент выдерживать ударные нагрузки (топоры, молотки, отмычки и т. Д.)?
- Устойчивость к истиранию — важный критерий?
- Какой вид термической обработки требуется?
Инструментальная сталь марки
Отверждение водой (классы W)
Это в основном высокоуглеродистая сталь. Хотя он обычно имеет более низкую стоимость, его нельзя использовать при высоких температурах.Эта сталь может иметь высокую твердость, но она довольно хрупкая по сравнению с другими инструментальными сталями. Все инструментальные стали марки W должны быть закалены в воде, что может привести к усилению коробления и растрескиванию.
Типичные области применения инструментальной стали марки W включают холодную высадку, режущие инструменты и ножи, тиснение, развертки и столовые приборы.
Закалка на воздухе (класс А)
Это очень универсальная универсальная инструментальная сталь, которая характеризуется низким коэффициентом деформации при термообработке из-за повышенного содержания хрома. Эта инструментальная сталь обладает хорошей обрабатываемостью и сочетанием износостойкости и прочности.
Эта инструментальная сталь обладает хорошей обрабатываемостью и сочетанием износостойкости и прочности.
Типичные области применения инструментальной стали A-Grade включают оправки, кулачки, гибку в штампах, вырубку, чеканку, тиснение, холодную штамповку, ламинирование, холодную штамповку, холодную обрезку, калибры, рубильные ножи, ножи для холодной резки, ножи для деревообработки, ножи для токарных станков.
Тип D (классы D)
Это инструментальная сталь с высоким содержанием углерода и высоким содержанием хрома (закалка на воздухе). Он был разработан так, чтобы сочетать в себе свойства сопротивления истиранию и закалки на воздухе.Обычно эти инструментальные стали применяются в штампах для ковки, штамповочных пресс-формах для литья под давлением и штампах для волочения.
Типичные области применения инструментальной стали класса D включают инструменты для полировки, резку напильников, резаки для бумаги, гибку в штампах, вырубку, чеканку, штамповочные вставки для холодной высадки, тиснение, холодную экструзию, холодную штамповку, ламинирование, холодную обжимку, резьбонарезание, холодную обрезку, Волочение проволоки, калибры, ножи для бумаги, роторные продольно-резательные станки, ножи для холодной резки, ножи для деревообработки, накатные инструменты и центральные ножи для токарных станков.
Отверждение масла (классы O)
Это инструментальная сталь общего назначения для закалки в масле. Он обладает хорошей стойкостью к истиранию и прочностью для широкого спектра применений.
Типичные области применения инструментальной стали класса O включают оправки, втулки, канавки (нарезание резьбы), цанговые патроны, штамповку, холодную штамповку, холодную обрезку, сверлильные втулки, калибры, инструменты для накатки.
Ударопрочные типы (S-классы)
Этот тип инструментальной стали был разработан, чтобы противостоять ударам при низких или высоких температурах (E.грамм. Биты отбойного молотка). Его низкое содержание углерода необходимо для достижения необходимой прочности. Эта группа металлов имеет высокую ударную вязкость, но низкую стойкость к истиранию.
Типичные области применения инструментальной стали S-Grade включают в себя инструменты для обжига, инструменты для котельных, кузнечные работы с долотом, холодная обработка долотом, горячая обработка долотом, кулачки патрона, детали сцепления, цанги, холодный захват, горячий захват, холодная обжимка, горячая обжимка, горячая Обрезка, ножи для измельчения, ножницы для холодной и горячей резки.
Горячая обработка (классы H)
Эта группа инструментальных сталей используется для резки материала при высоких температурах.Группа H имеет дополнительную прочность и твердость для длительного воздействия повышенных температур. Они имеют низкое содержание углерода и умеренно высокое содержание дополнительных сплавов.
Типичные области применения инструментальной стали H-Grade включают в себя кожухи для холодной высадки, штампы и стержни для литья под давлением для цинка и алюминия, горячую штамповку алюминия и магния, горячую штамповку, горячий захват, горячую штамповку, горячую обрезку, блоки-заглушки (горячая экструзия) , и ножи для горячей резки.
Инструментальная сталь обычно используется для изготовления инструментов из-за ее твердости, устойчивости к истиранию и способности выдерживать высокие давления.Металлические супермаркеты предлагают широкий выбор марок, форм и размеров инструментальной стали. Свяжитесь с ближайшим к вам металлическим супермаркетом или посетите наш интернет-магазин, чтобы узнать о инструментальной стали.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 85 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения.В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины. Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 80+ офисов в Северной Америке сегодня.
(PDF) Холодная штамповка со смазанными инструментами
, за исключением Raedt [08], который рассматривал процесс экструзии чашки, не предоставляют информацию об источнике значений
.Кроме того, для относительной скорости и расстояния скольжения практически невозможно найти значения
. Тем не менее, можно предположить, что относительная скорость может достигать 500 мм / с, а расстояние скольжения
Тем не менее, можно предположить, что относительная скорость может достигать 500 мм / с, а расстояние скольжения
— до 100 мм.
Для предотвращения истирания, несмотря на огромные трибологические нагрузки, необходимы специальные трибологические системы
[06]. Они сильно влияют на производительность [11]. Общая трибологическая система
состоит из конверсионного покрытия для разделения инструмента и детали и смазки для уменьшения трения
[06, 12].Для низколегированных сталей часто используют слой фосфата цинка [04, 05]. Однако для нержавеющей стали
оксалат железа необходим [05]. Смазочные материалы представляют собой дисульфиды молибдена, полимеры или мыла
[06]. Для простых процессов, таких как волочение, применимы масла [13, 06]. Однако обычные трибологические системы
оказывают сильное воздействие на окружающую среду. Фосфат цинка наносится на заготовку
во многих ваннах с разными температурами.Следовательно, необходимо много энергии [14].
К тому же отходы ванн еще хуже, потому что они загрязнены шламами тяжелых металлов
[15, 16]. Следовательно, существует много новых подходов к смазке при холодной ковке. Слой фосфата цинка
может быть заменен электролитически нанесенным фосфатом кальция [17] или пористым слоем
[18]. Но наиболее перспективным является использование однослойных смазок, для которых не требуется конверсионное покрытие
.Они могут состоять из полимера, покрытия из соляного воска со встроенной смазкой
[19, 20] или дисульфида молибдена. Эти трибологические системы
для одностадийных процессов уже показали свою применимость. Однако в многоступенчатых процессах они достигают пределов
.
В данной статье представлены результаты подробного исследования трибологических нагрузок процессов холодной штамповки
. Поэтому были смоделированы эталонные процессы, и расстояние скольжения было определено как критический параметр
во время многоступенчатых процессов. Дополнительно показана возможность доработки
Дополнительно показана возможность доработки
трибологической системы смазкой инструмента. Такой подход должен помочь
установить повсеместное использование экологически чистых смазочных материалов. Следовательно, процессы холодной штамповки
можно использовать более эффективно.
Трибологические нагрузки при холодной штамповке
Для определения трибологических нагрузок при холодной штамповке были определены два эталонных процесса, и
смоделированы с помощью simufact.формирование GP 11.0. Эти типичные процессы прямой экструзии и экструзии с обратной чашкой
представляют собой большинство процессов холодной штамповки. Для прямой экструзии определены степень формовки
1,2 (уменьшение диаметра на 45%) и типичный угол 120 °. Для экструзии чашки
назад толщина чашки составляет 8 мм, изменение поперечного сечения составляет 65%
, а толщина, относящаяся к диаметру, равна 2. Для обоих процессов механические свойства низколегированной стали
сталь 1. 7131, а коэффициент кулоновского трения 0,05 оценивается как
7131, а коэффициент кулоновского трения 0,05 оценивается как
. При моделировании также учитывался выброс заготовки.
Трибологические нагрузки этих двух эталонных процессов получены путем осесимметричного моделирования
с жесткими инструментами. В simufact.formingGP 11.0 были выбраны полностью интегрированные квадроциклы типа 10 и квазистатическая нагрузка
. Для обоих процессов потребовалось 2000 приращений и повторное объединение.Длина кромки элемента
была установлена на 0,5 мм.
Результаты оцениваются с помощью диаграмм путей и точек выборки. Однако в simufact.formingGP 11.0 напрямую доступны только контактное нормальное напряжение
и температура. Увеличение поверхности
можно рассчитать с помощью двух разработанных макросов Excel по деформациям и
по направлению поверхности. Поэтому координаты также были нанесены с помощью подпрограммы.
Скорость доступна в почтовом файле. Таким образом, с помощью предела нормального напряжения контакта
не менее 50 Н / мм² определяется состояние контакта. Относительная скорость — это скорость между инструментом
Относительная скорость — это скорость между инструментом
и заготовкой. Для учета различных возможных ходов штампа нормированная относительная скорость также равна
. Расстояние скольжения получается из изменения координат. Однако до сих пор все параметры
учитывали только максимальное значение.Они не обращают внимания на то, как долго на смазку
приходится нагрузка. Таким образом, вводится интеграл нагрузки. Это значение представляет собой интеграцию нормального напряжения контакта
по длине скольжения, а также учитывает увеличение поверхности. Два исследуемых эталонных процесса
не отражают все процессы холодной ковки. Таким образом, они были разнообразными.
972 Формовка материалов ESAFORM 2014
TOP 6 Ручной инструмент для ковки Покупатели в 🇸🇰 Словакия
Показать все Торговля Производство
Товары Инструмент ручной ковочный оптом
Торгово-закупочная компания
Если вы хотите найти новых клиентов, которые покупают инструмент ручной ковочный оптом
С.
t- Плоскогубцы из нелегированной стали, кованые, окрашенные в черный цвет, мм: ручной инструмент (104)
- Плоскогубцы для водяных насосов, пазовое соединение из n на легированной стали, кованые, никелированные, мм: ручной инструмент (44)
- Ручной инструмент: шарнир шарнирного соединения клещей водяного насоса из легированной стали, кованый мм (40)
- Ручной инструмент: четырехходовой гаечный ключ из нелегированной стали, кованый, никелированный 17x19x21x23 мм (10)
- Ручной инструмент: одинарный гаечный ключ с открытым зевом из нелегированной стали, кованая воронка, 41 мм
- Комбинированный гаечный ключ из легированной стали, кованый, никелированный, 8 шт. в наборе: 8, 9, 10, 11, 13, 14, 17, 19 мм: ручной
Словакия Trend Export Imports SRO
- Шарнир клещей для водяных насосов из легированной стали, кованые, окрашенные, мм: ручной инструмент (48)
- Комбинированный гаечный ключ, из легированной стали, кованые, никелированные, 11 мм: ручной инструмент (30)
- Клещи изготовлены из нелегированной стали, штампованные методом штамповки мм: ручной инструмент
- Гаечный ключ односторонний из нелегированной стали штампованный, черная отделка 38 мм: ручной инструмент
ST
- Ручной инструмент: плоскогубцы из нелегированной стали, кованые, окрашенные в черный цвет, мм (9)
- Ручной инструмент: комбинированный ключ из легированной стали, кованые, никелированные, 18 мм (4)
- Ручной инструмент: комбинированный гаечный ключ изготовлен из легированной стали, кованый, никелированный, 13 мм
- Ручной инструмент: шарнир плоскогубцев водяного насоса из нелегированной стали, кованый, с черным покрытием, мм
- Ключ рожковый одинарный, из нелегированной стали, кованый, черный, 38 мм ручной инструмент
- Ручной инструмент: плоскогубцы для водяных насосов, соединение пазов из нелегированной стали, штампованное методом штамповки, никелирование мм
- D. o.e. Гаечный ключ из нелегированной стали, кованый, никелированный / оцинкованный / черный, ручной инструмент 32 x 36 мм
Tts
- Шарнир шарнирного соединения клещей водяного насоса изготовлен из легированной стали, штампованный вручную, мм (59)
- Ключ на четыре колеса из нелегированной стали, кованый, никелированный 17x19x2 1×1 / 2 ручной инструмент (7)
- Ручной инструмент: плоскогубцы верхние из нелегированной стали штампованные, мм шт.USD1. 0 / шт (5)
- Ручной инструмент: комбинированный ключ из легированной стали, кованый, никелированный, 17 мм (5)
- Комбинированный ключ, из легированной стали, штампованный, никелированный, 8 шт. Набор: 6, 8, 9, 10, 11 , 13, 17, 19 мм ручных инструментов (4)
- Гаечные ключи с накидными гайками из легированной стали, кованые никелированные, не регулируемые Ручные инструменты 10 x 11 мм
- D.o.e. Гаечный ключ из нелегированной стали, кованый, никелированный / оцинкованный / черный, ручной инструмент 13 x 17 мм
- Комбинированный гаечный ключ из легированной стали, штампованный, штампованный, никелированный, 7 мм ручной инструмент
Triumf Professional Tools
Ручной инструмент — накидной ключ из сплава, штампованный, штампованный, никелированный, 16×17 мм
Sls Technaco S.
r.oРучной инструмент: гаечный ключ с открытым зевом, кованый, никелированный, нелегированный, размер: 13×16 мм (100 шт.)
 t
t o.e. Гаечный ключ из нелегированной стали, кованый, никелированный / оцинкованный / черный, ручной инструмент 32 x 36 мм
o.e. Гаечный ключ из нелегированной стали, кованый, никелированный / оцинкованный / черный, ручной инструмент 32 x 36 мм r.o
r.oИмпорт в Азию, ЕС, Африку
Финансы, контракт, импорт
электронная почта: [электронная почта защищена]
менеджер по логистике в ЕС, Азию
логистика, сертификат
электронная почта: [электронная почта защищена]
Крупнейшие производители и экспортеры ручных кузнечных инструментов
| # | Компания (размер) | Продукт | Страна | |
| 1 | Akar Tools Ltd.(8) | КОД ДЛЯ КОВАНЫХ РУЧНЫХ ИНСТРУМЕНТОВ DROP | Индия | |
| 2 | Deep Tools Pvt., Ltd. 3 | Akar Auto Industries Ltd. (4) | РУЧНОЙ ИНСТРУМЕНТ ДЛЯ КОВАНЫ DROP | Индия |
| 4 | Presstrade AG (4) | ОДНА Б / У МЕХАНИЧЕСКАЯ КОВКОВАЯ СЕКЦИЯ ПРЕССОВАЯ ЧАСТЬ NATIONAL MP ВЫПУСКНОЙ НАГРЕВАТЕЛЬ СДЕЛАТЬ СТАРЫ ITP KM МЕХАНИЧЕСКИЙ ОДИН Б / У | швейцария | |
| 5 | Ho Cheng Garden Tools Co. , Ltd. (3) , Ltd. (3) | Сучкорез, Bypass Forged Pk / Vdc Двуручный секатор Fiskars R P.O. №: Op | vietnam |
- Братислава
- Кошице
- Прешов
- Жилина
- Банска-Бистрица
Образование: МГУ
Не говорите людям, как надо делать, говорите, что делать, и пусть они удивят вас своими результатами
различных видов кузнечного инструмента и оборудования
Типы кузнечных инструментов
Использование соответствующих кузнечных инструментов и оборудования обеспечивает безупречную кузнечную работу.Эту кузницу иногда называют подом, потому что в ней используется под в качестве источника нагрева металла для легкой деформации. Современное кузнечно-прессовое оборудование отличается высокой степенью автоматизации, изготовлено на высокотехнологичном оборудовании и значительно облегчило жизнь кузнецов. Типы кузнечного инструмента включают в себя наковальню, долото, ключ, долото, молоток, пресс, матрицу, плоскость, пробойник и выколотку, обжимной блок, зажимные тиски и под.
Печь или очаг : используется кузнецами для нагрева металлических изделий. Он состоит из четырех опор, чугунного или стального корпуса, чугунного днища, дымохода и воздуходувки.
Наковальня : это разновидности кузнечного инструмента. Может служить верстаком кузнеца. Это большая металлическая плита, обычно сделанная из стали. Наковальня используется для выполнения различных операций, таких как выравнивание металлических поверхностей и получение форм с помощью молотка. Некоторые наковальни содержат прочные дыры и дырки. Отверстие для выносливости служит квадратным хвостовиком для выносливых, а отверстие для перфорации обеспечивает зазор для пробивки отверстия в металле.
Наковальня Зубило : долото используется для резки и вырубки металла.Он изготовлен из высоколегированной стали с восьмиугольным поперечным сечением с конической режущей кромкой на одном конце. Долото, используемое при ковке, бывает двух типов: горячее и холодное долото.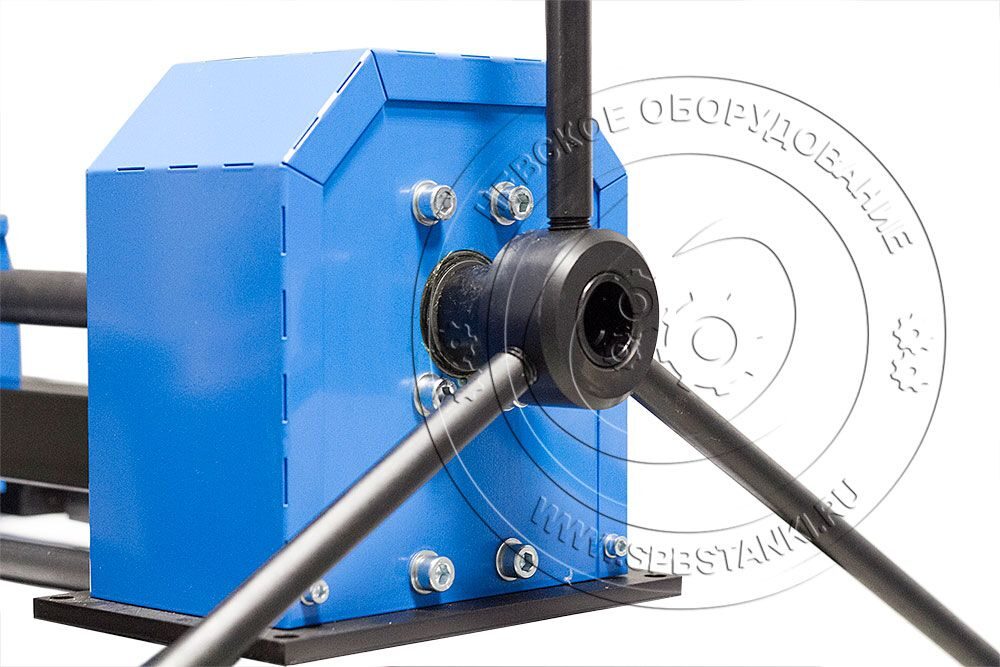 Горячее долото используется для горячей ковки, а холодное долото — для холодной ковки.
Горячее долото используется для горячей ковки, а холодное долото — для холодной ковки.
Зубец : этот тип кузнечного инструмента используется для транспортировки нагретого металла к опоре. Доступны клещи разных типов и конструкций, чтобы обеспечить надлежащий захват металлических форм и размеров.
Фуллер : фуллер помогает создавать канавки или углубления в процессе ковки.Его также используют для растяжения металла. Фуллер работает с грушами, помещая одну под металл, а другую сверху. Это позволяет одновременно производить вдавливание с обеих сторон металла.
Молот : молоток используется по-разному, в зависимости от типа ковки, которую необходимо выполнить, например, горячая ковка, холодная ковка, ковка в закрытых штампах, штамповка с высадкой, штамповка и т. Д. получение форм на заготовках. Он используется в качестве ударных инструментов и может быть классифицирован как ударный молот и перфоратор.
- Отбойный молоток: тяжелый ударник падает на металл под действием силы тяжести. Используется силой руки кузнеца.
- Силовой молот: источник энергии — гидравлическая система, сжатый воздух или электричество для приведения в движение молота. Используется, когда требуется большое количество работ. Мощность работает, помещая заготовку на опору, уровень используется для контроля падения тяжелого плунжера на заготовку.
 Используется силой руки кузнеца.
Используется силой руки кузнеца.Клещи : кузнечные инструменты этого типа используются для удержания и токарной обработки горячих металлов.Доступны щипцы разных типов и размеров. Они классифицируются по захвату клещей.
Пробойник и выколотка : этот тип кузнечного инструмента изготовлен из высокоуглеродистой стали, которая помогает делать горячие отверстия на горячих металлических деталях. Этот кузнечный инструмент доступен в разных размерах и имеет общую форму. Выколотка — это пуансон большого размера, используемый для увеличения отверстий.
Flatter : этот ковочный инструмент используется для выравнивания поверхности заготовки. Он состоит из плоской грани, соединенной с прямым хвостовиком. Материалы флейты — это высокоуглеродистая сталь.
Он состоит из плоской грани, соединенной с прямым хвостовиком. Материалы флейты — это высокоуглеродистая сталь.
Swage : это кузнечно-прессовое оборудование придает заготовкам различные формы. Он также изготовлен из высокоуглеродистой стали.
Пресс-блок : это кузнечно-прессовое оборудование изготовлено из чугуна или стального литья прямоугольного сечения с несколькими отверстиями. Отверстия бывают разных размеров и форм.
Набор молотков : набор молотков — это кузнечный инструмент, используемый для обработки плоскости поверхности, формовки и изготовления углов.Этот инструмент для ковки имеет похожие формы с более плоским. Изготовлен из инструментальной стали. Перед использованием установленного молотка обрабатываемая деталь должна быть размещена на опоре.
Зажимные тиски : это кузнечное оборудование используется для удержания заготовок в кузнице. Он состоит из двух губок, пружины и плоского дна. Заготовки зажимаются между двумя губками и затягиваются, чтобы прочно удерживать их.
Чугун : это кузнечно-прессовое оборудование изготовлено из инструментальной стали и закалено.С одной стороны у него заостренный хвост, а другая часть похожа на рог наковальни. Это кузнечное оборудование может работать и на наковальне за счет конического хвостовика.
Пресс : это кузнечно-прессовое оборудование использует чрезмерное давление для придания металлу желаемой формы. На этом кузнечном оборудовании можно выковать сразу все изделие. Доступны прессы двух типов: ковочные механические и гидравлические.
- Механический штамповочный пресс: это механическое устройство, оснащенное двигателем, кривошипом, маховиком и т. Д.он легко прижимает плунжер к металлу. Это кузнечное оборудование не подходит для больших или сложных изделий, но оно полезно, когда требуются простые формообразующие эффекты.
- Гидравлический штамповочный пресс: операция выполняется с помощью жидкости под высоким давлением, приводимой в движение гидравлическими насосами, чтобы прижать плунжер к металлу. Это кузнечное оборудование обеспечивает силу при ковке изделия. Он используется и предпочтителен, когда необходимо подделать большой или сложный предмет.
Ковочные штампы : это кузнечное оборудование необходимо для правильного формования металла.Он служит формой, в которую запрессовывают ковкий металл. Плашки важны во всех кузнечных проектах; используется для крупных производств и сложных работ. Плашки бывают двух типов: открытая и закрытая.
- Открытая матрица: открытая матрица не полностью покрывает металл, обеспечивая свободный поток везде, кроме того, что металл встречается с матрицей.
- Закрытая матрица: закрытая матрица полностью покрывает металл при ударе или прижатии к нему.
также проверяют: Различные типы литейных инструментов и оборудования и Различные виды ковочных операций
Новый владелецSK Hand Tool передает U.Модельный ряд S.-Made
Сикамор, Иллинойс. — В то время, когда многие американские производители инструментов переместили все или часть своего производства за границу, обновленная SK Hand Tool Corp. стремится к выпуску своей линейки инструментов исключительно американского производства, — сказал Уолт Седлачек, директор SK. продажи и маркетинг.
После почти 90 лет работы и нескольких разных владельцев на протяжении многих лет культовая компания SK Hand Tools объявила о банкротстве в июне 2010 года. Из пяти участников торгов четверо были из Азии и были заинтересованы в приобретении только списка клиентов и бренда SK и хотели бы переместили производство в офшор.Но пятая компания, Ideal Industries, вмешалась и не только сохранила компанию в американской собственности, но и пообещала производить инструменты только американского производства.
Перед покупкой SK компания Ideal купила еще две американские инструментальные компании, сказал Седлачек. Семейная компания Ideal, наиболее известная своими ведущими в своей категории проволочными гайками, используемыми в электропроводке, купила Western Forge, штат Колорадо-Спрингс, штат Колорадо, производителя кованых инструментов для 32 национальных брендов США, и Pratt-Read, которая производит — отвертки для SK и других марок, — сказал он.
Заводские зданияSK в Огайо и Чикаго не участвовали в продаже, и к январю 2011 года компания вернулась к производству инструментов на своем новом производственном и торговом предприятии площадью 130 000 квадратных футов в Сикаморе, штат Иллинойс, и в Вестерн Фордж. По словам Седлачека, в настоящее время компания насчитывает около 3000 продуктов в своей линейке и постоянно модернизирует ее с помощью нового оборудования и производственных процессов.
«Мы вернули в Интернет большинство инструментов, которые были в старой SK», — сказал Седлачек.«У SK было собственное кузнечное дело и еще одно производственное предприятие в Чикаго. Когда компания Ideal купила бизнес, эти два завода были более старыми заводами, возможно, с не самыми последними и лучшими технологиями. Итак, они купили активы компании, но построили новое современное производственное предприятие в Сикаморе, используя все инструменты старого SK, и они медленно его модернизируют ».
По словам Седлачека, одно усовершенствование продукта SK коснулось его гнезд, которые теперь производятся с более чистым отверстием за квадратной частью, к которой крепится храповик или удлинитель.Новое гнездо имеет большую прочность, потому что меньше материала вырывается во время пятиступенчатого процесса холодной ковки, который выполняется в Сикаморе. По словам Седлачека, этот процесс является наивысшим по силе, что важно для производства прочных розеток с тонкими стенками, обеспечивающих легкий доступ в ограниченном пространстве.
Инструменты, такие как плоскогубцы, трещотки, гаечные ключи, пробойники и долота, подвергаются горячей ковке на заводе Western Forge, сказал Седлачек, в то время как окончательная сборка таких изделий, как трещотки, производится в Сикаморе, куда они также отправляются. Хромирование, которое SK использует для достижения «отделки мотоциклетного качества».«Полированное покрытие, напоминающее ювелирные изделия, названное компанией SuperKrome, обеспечивает максимальную коррозионную стойкость, — сказал он. — Более плотная кристаллическая структура сопротивляется ржавчине намного лучше, чем традиционный хром», — сказал Седлачек. «Мы проводим ускоренные испытания в солевом тумане с конкурирующими продуктами, и мы получаем до трех раз лучшую устойчивость к ржавчине при использовании SuperKrome, а также более блестящую поверхность. Нам нравится говорить, что в нем «шика» Харлея ».
Профессиональный автомобильный техник по-прежнему является целевым конечным пользователем SK, хотя промышленное распределение также растет, сказал он.Поскольку компания привержена инструментам, произведенным в США, в старой линейке SK был ряд инструментов азиатского производства, которые были исключены из-за владения Ideal. По его словам, компания начинает добавлять некоторые из этих инструментов в модельный ряд, но в более совершенной версии американского производства.
«Мы смотрим на то, где мы дифференцируемся», — сказал он. «Мы всегда хотим быть лучшими в своем классе с точки зрения производительности. SK хочет играть в верхнем сегменте ассортимента инструментов. Какие новые инновационные инструменты, которые мы можем предложить, будут лучшими в своем классе? »
Один из примеров — гаечные ключи с храповым механизмом, — сказал Седлачек.У старой компании SK были гаечные ключи с храповым механизмом, но они были произведены в Китае или на Тайване.
«Итак, мы только что разработали версию, сделанную в США, которая работает совершенно иначе, чем все существующие. Это будет большой запуск в этом году », — сказал он, отметив, что выпуск новой линейки продуктов планируется выпустить этим летом.
Новая линейка продуктов подчеркивает то, что Ideal рассматривает как стратегию устойчивого конкурентного преимущества, сказал Седлачек.
«Если вы компания, работающая с производителями в Азии, вы можете получить достойное качество», — сказал он.«Но в целом инструменты, произведенные в США, более высокого качества. И с каждым годом стоимость рабочей силы в Китае постепенно растет, обменный курс растет, и доставка из Азии становится все дороже и дороже. В ближайшие три-пять лет ценовое преимущество Китая исчезнет. Мы гордимся тем, что производим продукцию в Америке, но мы также чувствуем, что оффшорное производство не имеет преимуществ в цене.
«Почему бы не инвестировать в производство в США сейчас? Поскольку другие компании закрывают заводы и отгружают производство за границу, почему бы нам не стать инвестором и не покупателем этих компаний, чтобы, когда производство действительно вернулось в США.