СХЕМА ИНДУКЦИОННОЙ ПЛИТЫ
Индукционная плита отличается от обычной тем, что разогревает металлическую посуду индуцированными вихревыми токами, создаваемыми высокочастотным магнитным полем. При работе с такой плиткой используют посуду, изготовленную из материала, который бы эффективно поглощал энергию вихревых полей. Например обыкновенная сталь, поэтому посуду для индукционных печей можно проверять магнитом. Но не бойтесь ошибиться в выборе материала — современные индукционные плиты автоматически распознают пригодную посуду и только в этом случае включают генератор.
При этом никакого физического нагрева поверхности не происходит. Можно положить на плиту бумагу — она незагорится, или прикоснуться ладонью и не обжечься. В отличии от микроволновки, нагревающей сам продукт изнутри (жидкость, находящуюся в пище), индукционная плита греет только металл и металлическую посуду, которая, в свою очередь, передаёт тепло еде (что-то похожее на обычную электроплиту).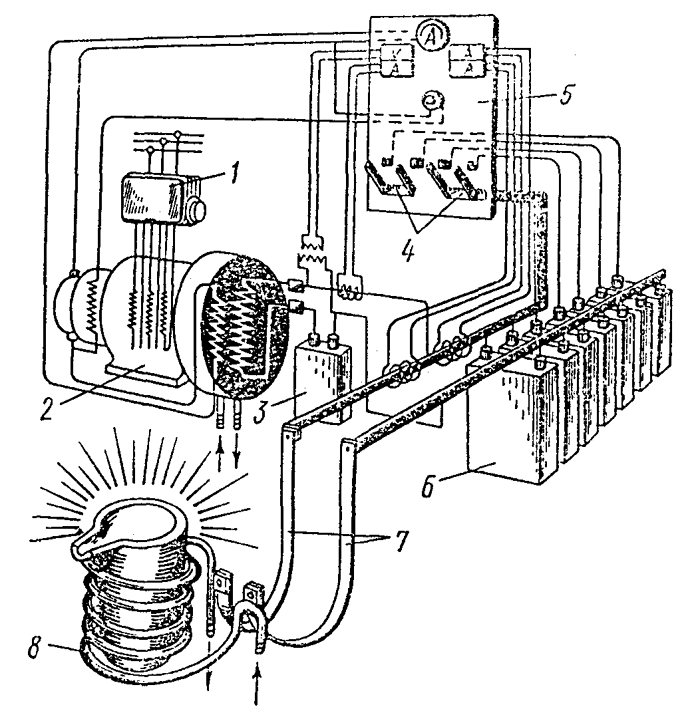
Принцип работы индукционной плиты показан на рисунке.
1 — посуда,
2 — стеклокерамическая поверхность,
3 — изоляция,
4 — индукционная катушка,
5 — преобразователь частоты,
6 — блок управления.
Под стеклокерамической поверхностью плиты индукционная катушка, по которой протекает электрический ток с частотой около 50 кГц. В днище посуды наводятся токи индукции, которые нагревают её, а заодно и помещенные в посуду продукты. В такой плите нагрев происходит быстрее, чем на газовой или на электрической плите — примерно в полтора раза.
Принципиальная схема индукционной плиты довольно сложная, и может существенно отличаться для различных моделей. Особенно блок электронного управления. Хотя основа — генератор, драйвер на транзисторах средней мощности и выходной биполярный транзистор с изолированным затвором, типа IGBT h30R1202 (IRGP 20B120), который управляет катушкой индуктора, одинакова у всех плит.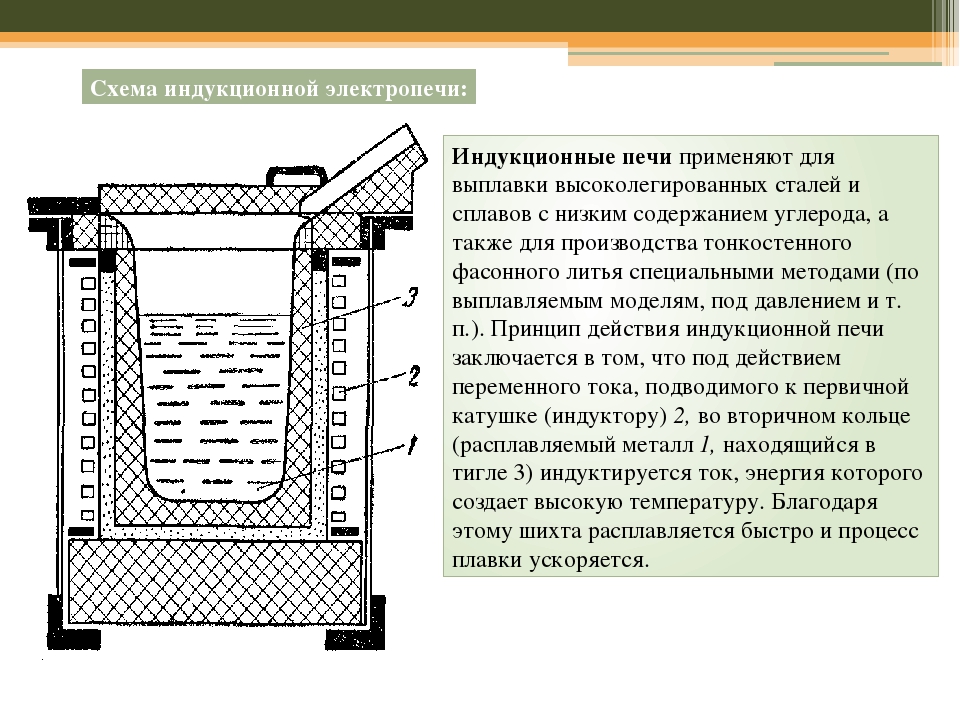
Самый сложный элемент индукционной плитки — электронный блок управления. Он не просто включает или регулирует мощность генератора, а делает это по специальной программе — вначале на пару минут выведет плиту на максимальную мощность, а когда вода закипит, убавит мощность до заданного уровня. А ещё продвинутые модели имеют инфракрасные сенсоры, контролирующие процесс приготовления пищи. Они следят за температурой сковороды или кастрюли и снижают мощность нагрева по достижении заданной вами температуры. Жарка под термоконтролем исключает возможность воспламенения жира и повреждения сковороды вследствие перегрева. После снятия посуды — плита автоматически отключается.
В настоящее время промышленность выпускает как отдельные небольшие индукционные одноконфорочные плитки, так и большие стационарные, встраиваемые четырёхместные поверхности.
Originally posted 2019-02-10 00:08:37. Republished by Blog Post Promoter
Индукционная печь. Схема индукционной печи.
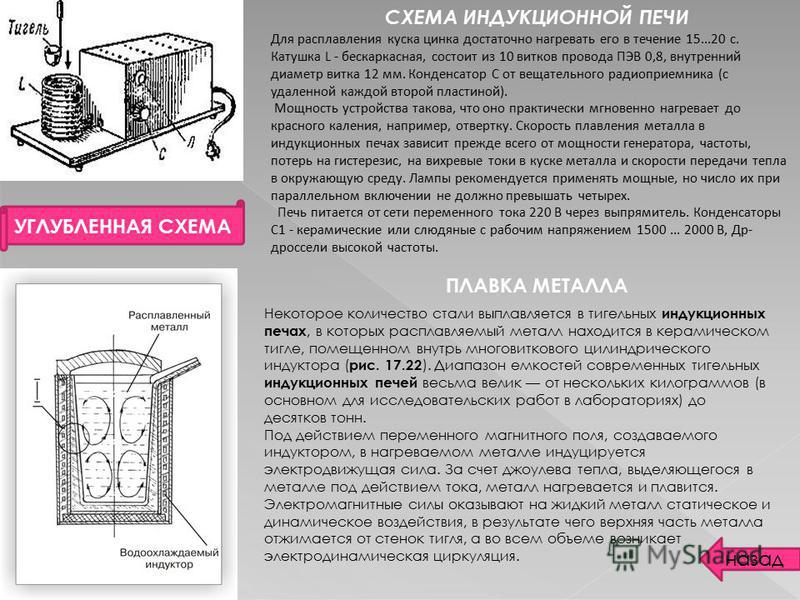
Индукционная печь — индукционная плавильная печь, электротермическая установка для плавки материалов с использованием индукционного нагрева. В промышленности применяют в основном индукционные тигельные печи и индукционные канальные печи.
Индукционная нагревательная установка
Технология нагрева и нагревательное оборудование
Тигельная индукционная печь состоит из индуктора, представляющего собой соленоид, выполненный из медной водоохлаждаемой трубки, и тигля, который в зависимости от свойств расплава изготовляется из керамических материалов, а в специальных случаях — из графита, стали и др.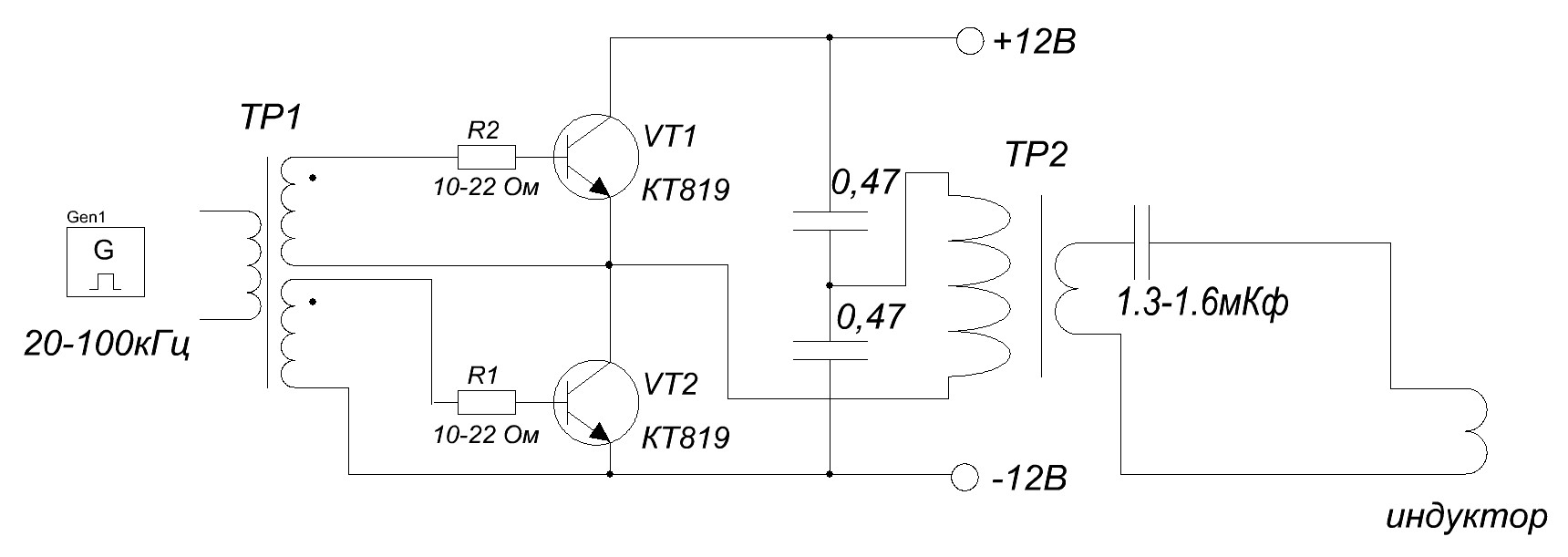 В тигельных индукционных печах выплавляют сталь, чугун, драгоценные металлы, медь, алюминий, магний. Печи изготовляют с ёмкостью тигля от нескольких килограммов до нескольких сотен тонн. Они выполняются: открытыми, вакуумными, газонаполненными и компрессионными; питание печей осуществляется токами низкой, средней и высокой частоты.
В тигельных индукционных печах выплавляют сталь, чугун, драгоценные металлы, медь, алюминий, магний. Печи изготовляют с ёмкостью тигля от нескольких килограммов до нескольких сотен тонн. Они выполняются: открытыми, вакуумными, газонаполненными и компрессионными; питание печей осуществляется токами низкой, средней и высокой частоты.
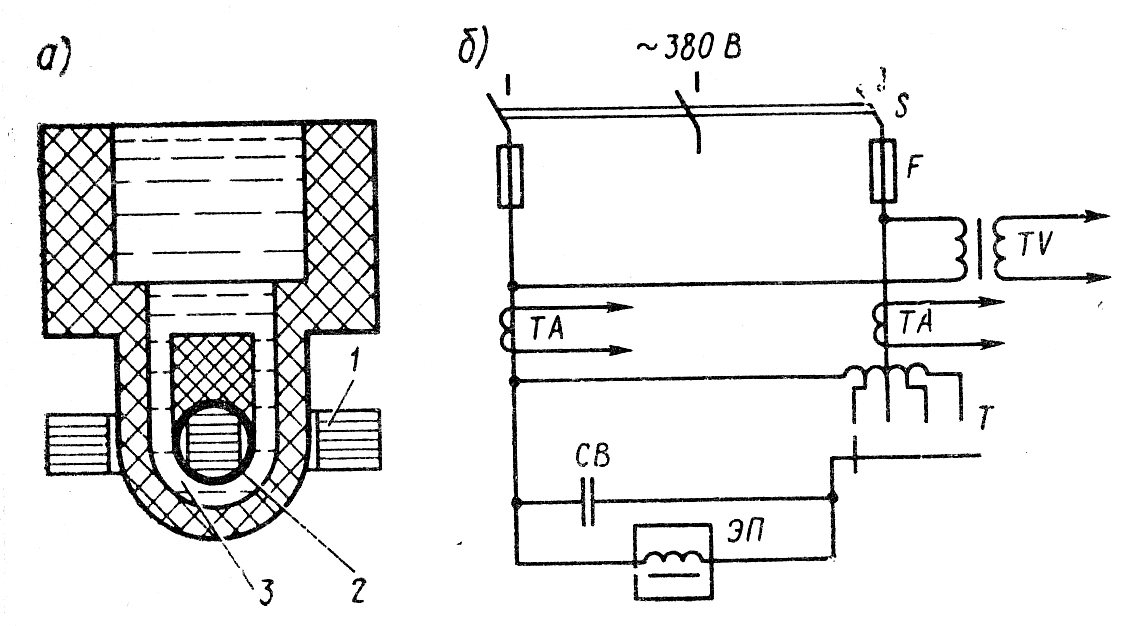
Схемы индукционных плавильных печей
а — тигельная, б — канальная
1 — индуктор; 2 — расплавленный металл; 3 — тигель; 4 — магнитный сердечник; 5 — подовый камень с каналом тепловыделения
Основные узлы канальной индукционной печи: плавильная ванна и так называемая индукционная единица, в которую входят подовый камень, магнитный сердечник и индуктор. Отличие канальных печей от тигельных состоит в том, что преобразование электромагнитной энергии в тепловую происходит в канале тепловыделения, который должен быть постоянно заполнен электропроводящим телом. Для первичного пуска канальных индукционных печей в канал заливают расплавленный металл или вставляют шаблон из материала, который будет плавиться в печи.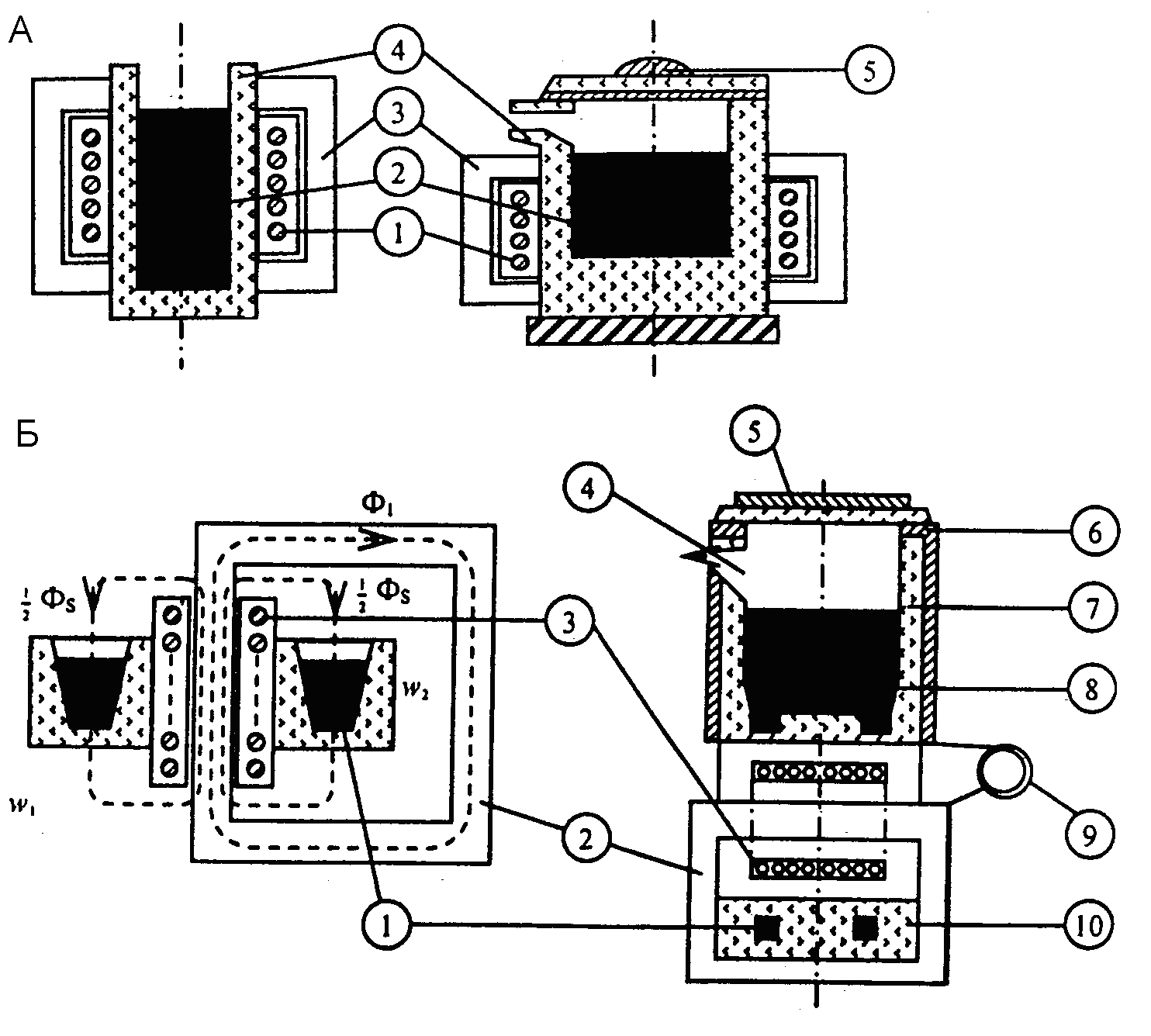
Технология нагрева и нагревательное оборудование
Индукционный нагрев. Индукционный нагрев металла. Индукционный нагрев схема.
В канальных индукционных печах выплавляют цветные металлы и их сплавы, чугун. Ёмкость плавильных ванн печей может быть от нескольких сотен килограммов до сотен тонн; питание печей осуществляется током промышленной частоты.
Для плавки в индукционных печах характерны: относительно холодный шлак, так как тепло выделяется в расплавленном металле; большая производительность процесса; интенсивное перемешивание и высокое качество переплавляемого металла. Индукционные печи применяют для переплава и рафинирования металлов, а также в качестве миксеров (копильников) для хранения и перегрева жидкого металла перед разливкой.
Индукционная печь своими руками – сборочные элементы и нюансы технологии
Принцип работы
Начинать сборку надо, разобравшись в принципе работы и устройстве прибора. С этого и начнем. Обратите внимание на рисунок выше, по нему и будем разбираться.
В состав прибора входят:
- Генератор G, который создает переменный ток.
- Конденсатор С вместе с катушкой L создает колебательный контур, который и обеспечивает установку высокой температурой.

Внимание! В некоторых конструкциях используется так называемый автоколебательный генератор. Это дает возможность убрать из схемы конденсатор.
- Катушка в окружающем пространстве образует магнитное поле, в котором присутствует напряжение, обозначенное на нашем рисунке буквой «Н». Само магнитное поле существует в свободном пространстве, а может замыкаться через ферромагнитный сердечник.
- Оно же действует и на шихту (W), в которой создает магнитный поток (Ф). Кстати, вместо шихты может быть установлена какая-нибудь заготовка.
- Магнитный поток индуцирует вторичное напряжение, равное 12 В. Но это происходит лишь в том случае, если W является электропроводящим элементом.
- Если нагреваемая заготовка большая и цельная, то внутри нее начинает действовать так называемый ток Фуко. Он вихревого типа.
- При этом вихревые токи передают от генератора через магнитное поле тепловую энергию, тем самым нагревая заготовку.
Электромагнитное поле достаточно широкое. И даже многоступенчатость преобразования энергии, которое присутствует в самодельных индукционных печах, обладает максимальным КПД – до 100%.
И даже многоступенчатость преобразования энергии, которое присутствует в самодельных индукционных печах, обладает максимальным КПД – до 100%.
Тигельная печь
Разновидности
Существуют две основные конструкции индукционных печей:
- Канальные.
- Тигельные.
Не будем здесь расписывать все их отличительные особенности. Просто отметим, что канальный вариант – это конструкция, которая похожа на сварочный аппарат. К тому же, чтобы плавить металл в таких печах, приходилось оставлять немного расплава, без которого процесса просто не получалось. Второй вариант – это усовершенствованная схема, где используется технология без остаточного расплава. То есть, тигель просто устанавливается прямо в индуктор.
Как это работает
Зачем дома нужна такая печь?
Вообще, вопрос достаточно интересен. Давайте рассмотрим вот такую ситуацию. Существует достаточно большое количество советских электрических и электронных приборов, в которых использовались золотые или серебряные контакты.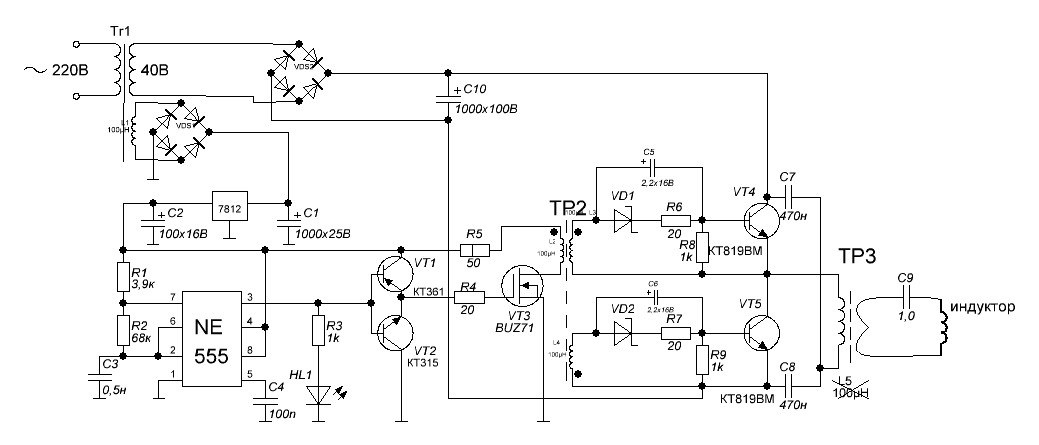 Изъять эти металлы можно разными способами. Один из них – индукционная печка.
Изъять эти металлы можно разными способами. Один из них – индукционная печка.
То есть, берете контакты, складываете их в узкий и длинный тигель, который устанавливаете в индуктор. Через минут так 15-20, снизив мощность, остудив аппарат и разбив тигелек, вы получите стержень, на конце которого вы обнаружите золотой или серебряный кончик. Срезаете и сдаете в ломбард.
Хотя необходимо отметить, что с помощью этого самодельного агрегата можно проводить различные процессы с металлами. К примеру, можно провести закалку или отпуск.
Катушка с батарейкой (генератором)
Компоненты печки
В разделе «Принцип работы» мы уже упоминали о всех частях индукционной печи. И если с генератором все понятно, то с индуктором (катушкой) надо бы разобраться. Для нее подойдет медная трубочка. Если вы собираете аппарат мощностью 3 кВт, то вам потребуется трубка диаметром 10 мм. Сама же катушка скручивается диаметром 80-150 мм, при количестве витков от 8 до 10.
Обратите внимание, что витки медной трубки не должны соприкасаться друг с другом. Оптимальное расстояние между ними 5-7 мм. Сама катушка не должна касаться экрана. Расстояние между ними – 50 мм.
Оптимальное расстояние между ними 5-7 мм. Сама катушка не должна касаться экрана. Расстояние между ними – 50 мм.
Обычно промышленные индукционные печи имеют узел охлаждения. В домашних условиях сделать такое невозможно. Но для агрегата мощностью 3 кВт работа до получаса ничем не грозит. Правда, со временем на трубке будет образовываться медная окалина, которая снижает КПД прибора. Так что периодически катушку придется менять.
Генератор
В принципе, сделать генератор своими руками – не проблема. Но это возможно лишь в том случае, если вы обладаете достаточными знаниями в радиоэлектронике на уровне среднего радиолюбителя. Если таковых знаний нет, тогда забудьте об индукционной печке. Самое главное, что и эксплуатировать этот прибор тоже надо умеючи.
Если вы встали перед дилеммой выбора схемы генератора, тогда примите один совет – у него должен отсутствовать жесткий спектр тока. Для того чтобы было понятнее, о чем идет речь, предлагаем самую простую схему генератора для индукционной печи на фотографии снизу.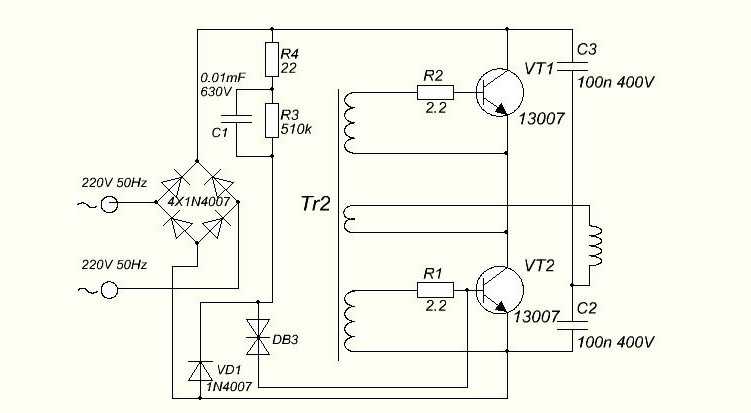
Схема генератора
Необходимые знания
Электромагнитное поле действует на все живое. В качестве примера можно привести мясо в микроволновке. Поэтому стоит позаботиться о безопасности. И, неважно, вы собираете печь и тестируете ее или работаете на ней. Есть такой показатель, как плотность потока энергии. Так вот он зависит от именно от электромагнитного поля. И чем выше частота излучения, тем хуже человеческому организму.
Во многих странах приняты меры безопасности, в которых учитывается плотность потока энергии. Есть разработанные допустимые пределы. Это 1-30 мВт на 1 м² тела человека. Эти показатели действуют, если облучение происходит не больше одного часа в сутки. Кстати, установленный оцинкованный экран снижает плотность потолка в 50 раз.
принцип работы, схема самодельного устройства, правила безопасности
Разработанные более века назад, индукционные печи прочно входят в наш быт. Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины. Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Это стало возможно благодаря развитию электроники. Взрывной рост мощности контроллеров, выполненных на основе кремниевых полупроводников и появление в широкой продаже транзисторов, способных обеспечивать большие мощности (в несколько киловатт) в последние годы приобрёл характер лавины. Всё это подарило человечеству невероятно большие перспективы в развитии миниатюрных установок, сопоставимых по мощности с промышленными устройствами ближайшего прошлого.
Использование и строение устройства
Применение индукционных печей в домашнем хозяйстве позволяет избежать появления в помещении очагов открытого пламени и является довольно эффективным способом плавления и контролированного нагрева металлов и сплавов. Это происходит благодаря тому, что металл нагревается, раскаляется и расплавляется не под воздействием высокотемпературных горелок, а с помощью пропускания через себя токов большой частоты, стимулирующих активное движение частиц в структуре материала.
 youtube.com/embed/Hp0QteBARTQ»/>
youtube.com/embed/Hp0QteBARTQ»/>
Стало возможным появление в быту:
- Компактных канальных индуктивных печей, в которых можно плавить металл и создавать литьём различные изделия и конструкции, очищать от примесей различные драгоценные сплавы и закалять изделия, придавая им дополнительную прочность.
- Водогрейных котлов, чья эффективность лежит уже сейчас далеко за пределами обычных бойлеров.
- Плит для приготовления пищи, которые не только безопаснее газовых по эксплуатационным характеристикам, но и эффективнее некоторых микроволновых печей в области разогрева еды и поддержания её температуры.
- Тигельных плавилен, которые приобрели больше всего поклонников среди людей, занимающихся самостоятельным изготовлением и ремонтом электрических устройств.
Кроме того, всё большее распространение получают электроиндукционные печки, которые работают не только с токопроводящим материалом. Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Их устройство немного отличается от обычных индукционных печей, так как в его основе лежит нагрев электрической индукцией материала, который не проводит ток (их ещё называют диэлектриками) между обкладками конденсатора, то есть, его выводами разной полярности. Достигаемые температуры при этом не очень большие (порядка 80−150 градусов Цельсия), поэтому такие установки применяются для плавления пластика или его термической обработки.
Особенности конструкции и принцип работы
Индукционная печь работает на основе образования в ней вихревых электрических токов. Для этого используют состоящую из витков толстого провода катушку индуктивности, к которой подводится источник переменного тока. Именно переменный ток образует постоянно меняющееся в зависимости от текущей частоты магнитное поле. Оно и провоцирует передачу этих токов помещаемому внутрь катушки веществу вместе с большим количеством тепла. Генератором при этом может выступать даже самый обычный сварочный инвертор.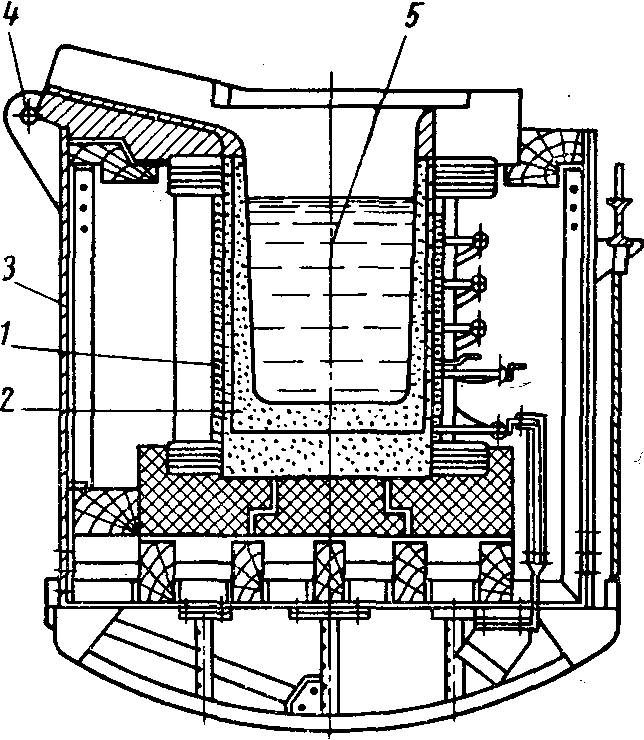
Разделяют два вида индукционных печей:
- С магнитопроводом, особенностью которой является расположение индуктора внутри объёма металла, поддающегося плавке.
- Без магнитопровода — когда индуктор находится снаружи.
Конструкция с наличием магнитопровода используется, например, в канальных печах. В них используется неразомкнутый металлический (чаще всего — стальной) магнитопровод, внутри которого находятся тигель для плавки и индуктор, образовывающие первичную цепь обмотки. В качестве материала для тигля можно использовать графит, жаропрочную глину или любой другой непроводящий ток материал, обладающий подходящей термостойкостью. В нём размещают металл, который требуется расплавить. Это, как правило, всяческие сплавы цветных металлов, дюралюминий и чугун.
Генератор такой печи должен обеспечивать частоту переменного тока в пределах 400 герц.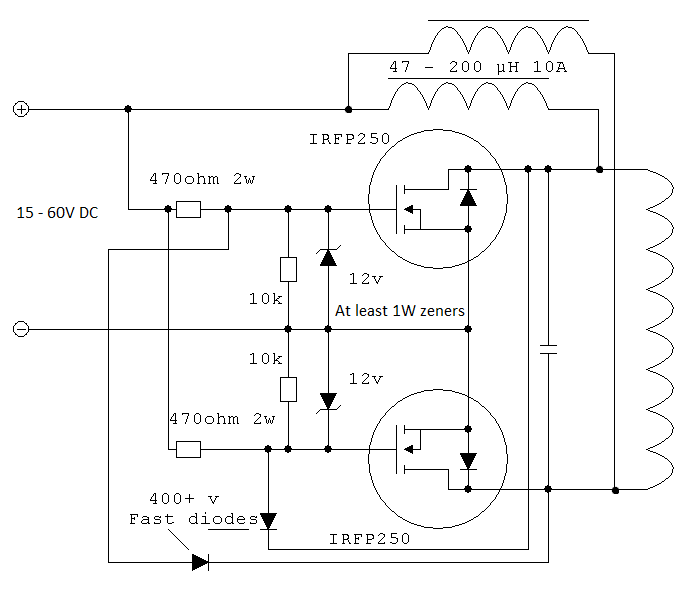 Возможны и варианты использования вместо генератора обычную электрическую сеть и питать печь с помощью тока с частотой в 50 герц, но в этом случае температура разогрева будет ниже и для более тугоплавких сплавов такая установка не подойдёт.
Возможны и варианты использования вместо генератора обычную электрическую сеть и питать печь с помощью тока с частотой в 50 герц, но в этом случае температура разогрева будет ниже и для более тугоплавких сплавов такая установка не подойдёт.
Тигельные же печи, не имеющие в своей конструкции магнитопровода, получили значительно большее распространение среди энтузиастов. Они используют токи значительно большей частоты для достижения большей плотности поля. Это связано как раз с отсутствием магнитопровода — слишком большой процент энергии поля рассеивается в пространстве. Для противодействия этому необходимо очень тонко настроить печь:
- Обеспечить равную частоту контура индукционной установки и напряжения от генератора (при использовании инвертора это сделать легче всего).
- Подобрать диаметр плавильного тигля таким образом, чтобы он был близок с длиной волны полученного излучения магнитного поля.
Таким образом можно минимизировать потери вплоть до 25% от всей мощности. Для достижения же наилучшего результата рекомендуется выставлять дважды, а то и трижды большую частоту источника переменного тока, чем резонансную. В этом случае диффузия металлов, входящих в состав сплава будет максимальной, а его качество — значительно лучше. Если повышать частоту и дальше, можно добиться эффекта выталкивания высокочастотного поля к поверхности изделия и так провести его закалку.
Вакуумные плавильные печи
Такой вид установок сложно назвать бытовыми, но рассмотреть их стоит из-за того, что вакуумная плавка имеет ряд технологических преимуществ по сравнению с другими видами. По своей конструкции она напоминает тигельную, с тем отличием, что сама печь находится в вакуумной камере. Это позволяет добиваться большей чистоты процесса расплавления металла, понизить его окисляемость в процессе обработки и ускорить процесс, добиваясь значительной экономии электроэнергии.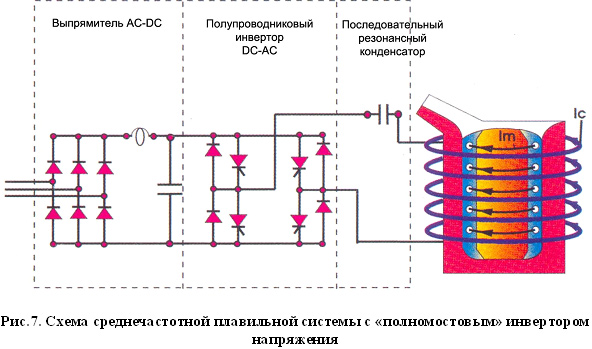
Кроме того, ограниченность и замкнутость пространства способствует избежать выделения в окружающее пространство вредных испарений плавящихся металлов и сохранять чистоту процесса их обработки. Возможность контролировать состав и процесс обработки также является одним из преимуществ печей этого вида.
Канальные индукционные установки
Ещё один вид промышленных печей, имеющих более широкое применение, чем другие. Их можно использовать не только в качестве плавилен, но и как раздатчики подготовленного материала и смесители нескольких видов сырья. Типовые конструкции таких устройств включают:
- Наличие ванны, в которой находится сырьё, достигшее или достигающее заданной температуры.
- Канала, по которому расплавленная масса проходит через магнитное поле.
- Магнитопровода, обеспечивающего постоянную циркуляцию жидкого металла.
- Катушки первичной обмотки, которая приводит в действие магнитное поле.

Малейшее размыкание контура, который образуется жидким металлом, магнитопроводом и катушкой приводит к повышению его собственного сопротивления и мгновенному выбросу всей массы сырья из канала. Для противодействия такому явлению внутри канала оставляют «болото» — небольшую массу металла, которая поддерживается в жидком виде.
Преимущества индуктивных печей канального типа:
- Невысокая цена установок.
- Экономичность — для поддержания температуры внутри ванны, которая плохо рассеивает тепло, нужно малое количество электроэнергии.
- Коэффициент полезного действия индуктора при работе очень высок.
Недостатки:
- Медленное продвижение по каналу расплавленного металла усложняет контроль за его качеством и окислением.
- Необходимость оставлять некоторое количество сырья внутри понижает качество химического состава следующей загрузки и возможности более тонкого его контроля.
- Необходимость поддерживания герметичности установки из-за угрозы разрыва магнитного поля и образования вихревого излучения. Сложность поддерживания изолированности при футеровке внутренних стен установки некоторыми составами.

Основные элементы схемы печи
Для того чтобы собрать установку и выполнять работы на ней, необходимо найти подходящую схему индукционной печи и детали для неё. Для поиска последних очень пригодится наличие одного или нескольких ненужных блоков питания от компьютера, так как большинство деталей можно найти в них. Типовая схема простейшей печи с самодельным инвертором будет включать такие элементы, как:
- Транзисторы-полевики, можно использовать IRFZ46N или аналоги (IRFZ44V, имеющий силу тока на ножке стока в 55 ампер подойдёт даже лучше). Желательно подбирать полевики с максимально возможным значением напряжения пробоя, так они прослужат гораздо дольше.
- Дроссели, резисторы с сопротивлением 470 Ом (можно использовать один ваттник или два полуваттника, соединённых в схеме последовательно) и девять конденсаторов малой ёмкости (до 1 микрофарада) которые можно выпаять из блока питания.
- Радиаторы для охлаждения транзисторов — полевики в корпусах типа ТО-220АВ при работе очень горячие и могут взорваться от недостатка отвода тепла от них.
- Проволока из меди диаметром около миллиметра для создания ферритовых колец и диаметром в 2 миллиметра для создания индуктора.
- Диоды марок UF4007, 2 штуки, но лучше иметь парочку запасных на случай, если в первый раз соберёте что-то неправильно — они вылетят первыми.
- Батарею ёмкостью около 8−10 ампер-часов. Такие, как правило, извлекаются из старых источников бесперебойного питания и имеют выходное напряжение в 12 вольт.
- В качестве тигля можно слепить и обжечь на костре или с помощью горелки глиняный горшочек нужного вам диаметра.
 youtube.com/embed/6cwt1SifbUA»/>
youtube.com/embed/6cwt1SifbUA»/>
Инвертор для установки собирается по схеме, предложенной С. В. Кухтецким для лабораторных испытаний. Её легко можно найти в интернете. Мощность инвертора, который питается от напряжения в диапазоне 12−35 вольт будет составлять 6 киловатт, а его рабочая частота — 40−80 килогерц, этого будет более чем достаточно для домашних проектов.
Техника безопасности при работе
Так как работа с индукционной печью подразумевает тесный контакт с расплавленным металлом и токами высокой частоты и силы, стоит озаботиться о качественном заземлении установки и надёжных средствах защиты. При этом одежда должна строго соответствовать всем требованиям:
- Быть изготовленной из плотного неплавящегося и не горящего материала.
- Базовый защитный костюм должен включать в себя фартук и рукавицы. На ногах по возможности следует носить при работе обувь с прорезиненой подошвой, ступни же и носки должны быть сухими.
- Для защиты глаз стоит приобрести специальные очки, это убережёт вас от случайного попадания раскалённого куска металла в глаза.

Не стоит забывать и о хорошей вентилируемости помещения, в котором будут работать. Расплавленный металл выбрасывает в воздух химические соединения, которые совсем неполезны для ваших лёгких.
Схема индукционной плиты | Москва
Внешне похожая на классическую стеклокерамическую варочную панель, индукционная плита работает иначе. Главным отличием индукции есть нагрев непосредственно посуды путем воздействия на нее вихревых индукционных токов, которые генерируются магнитным полем высокой частоты.
Не вся посуда подходит индукционной плите! Важно, чтобы посуда была изготовлена из ферромагнитного сплава или дно посуды содержало достаточное его количество, ведь такой материал поглощает энергию вихревых полей. Чтобы не ошибиться в выборе «правильной» посуды достаточно прислонить магнит к дну посуды. Если дно посуды магнитится, то она годна для использования на индукционной плите.
Стоит отметить, что любая современная индукционная панель или плитка имеет датчик наличия правильной посуды, поэтому, если Вы вдруг ошибетесь, то ничего страшного не произойдет.
Преимущества индукции перед конфорками нагрева состоит в том, что нагревается посуда, а не поверхность плиты. Вы не обожжетесь и не испортите вещи, случайно оказавшиеся в зоне нагрева.
Как и любой сложной технике, индукционным плитам тоже свойственно ломаться, поэтому мы описали неисправности индукционных плит.
Устройство индукционной плиты и принцип работы генератора
Схема 1
1 – посуда из ферромагнитного сплава;2 – поверхность индукционной плиты;
3 – изолятор;
4 – катушка;
5 – генератор инд. токов;
6 – сенсорный блок.
Как происходит нагрев
В индукционной катушке протекает электрический ток. На ферромагнитном дне посуды возникают индукционные токи, которые нагревают его, следовательно, и содержимое. Данный способ нагрева гораздо продуктивнее обычной электрической конфорки.
Схема 2
1 – датчик температуры;2 – индукционная катушка;
3 – феррит;
4 – корпус индукционной конфорки;
5 – кулер;
6 – радиатор;
7 – плата генератора;
8 – корпус.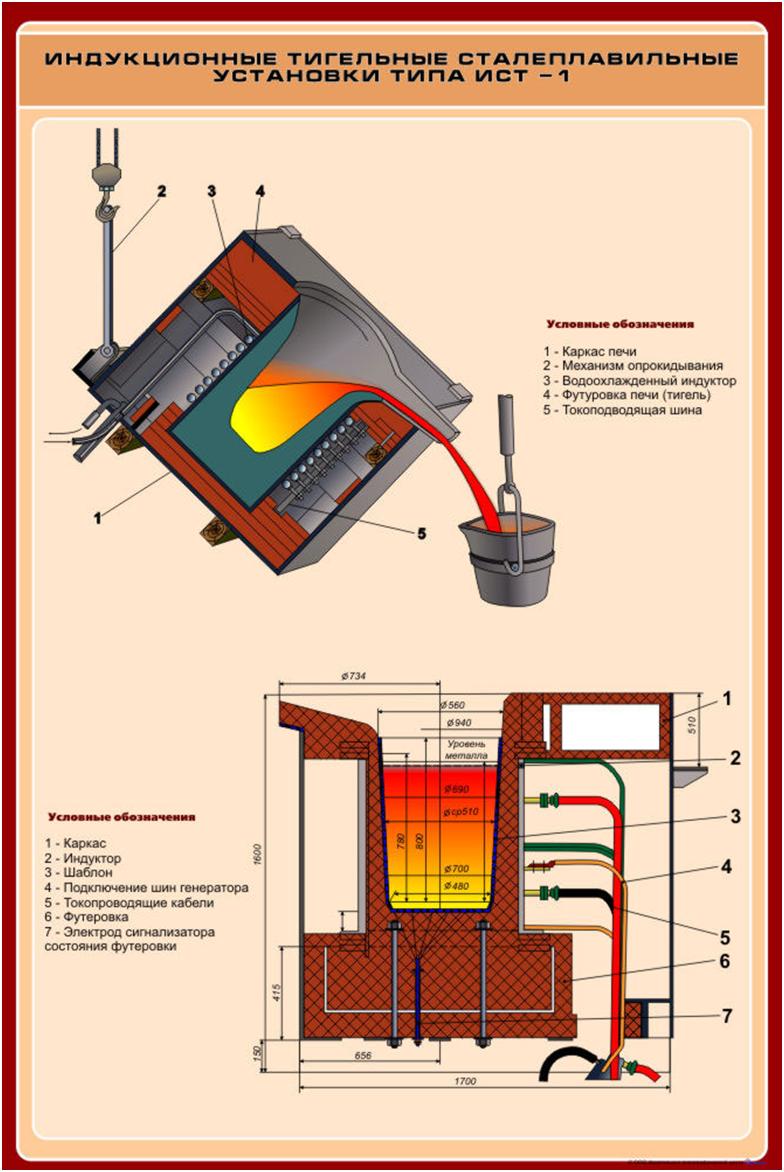
Модуль индукционной плиты
Электронный блок управления (модуль) – самый технически сложный узел индукционной плиты. Имеет в своем составе, не только сенсорные кнопки, но и процессор. В этой части плиты хранятся все автоматические программы и настройки.
Принципиальная схема
Схема 3
особенности конструкции и изготовление своими руками
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов.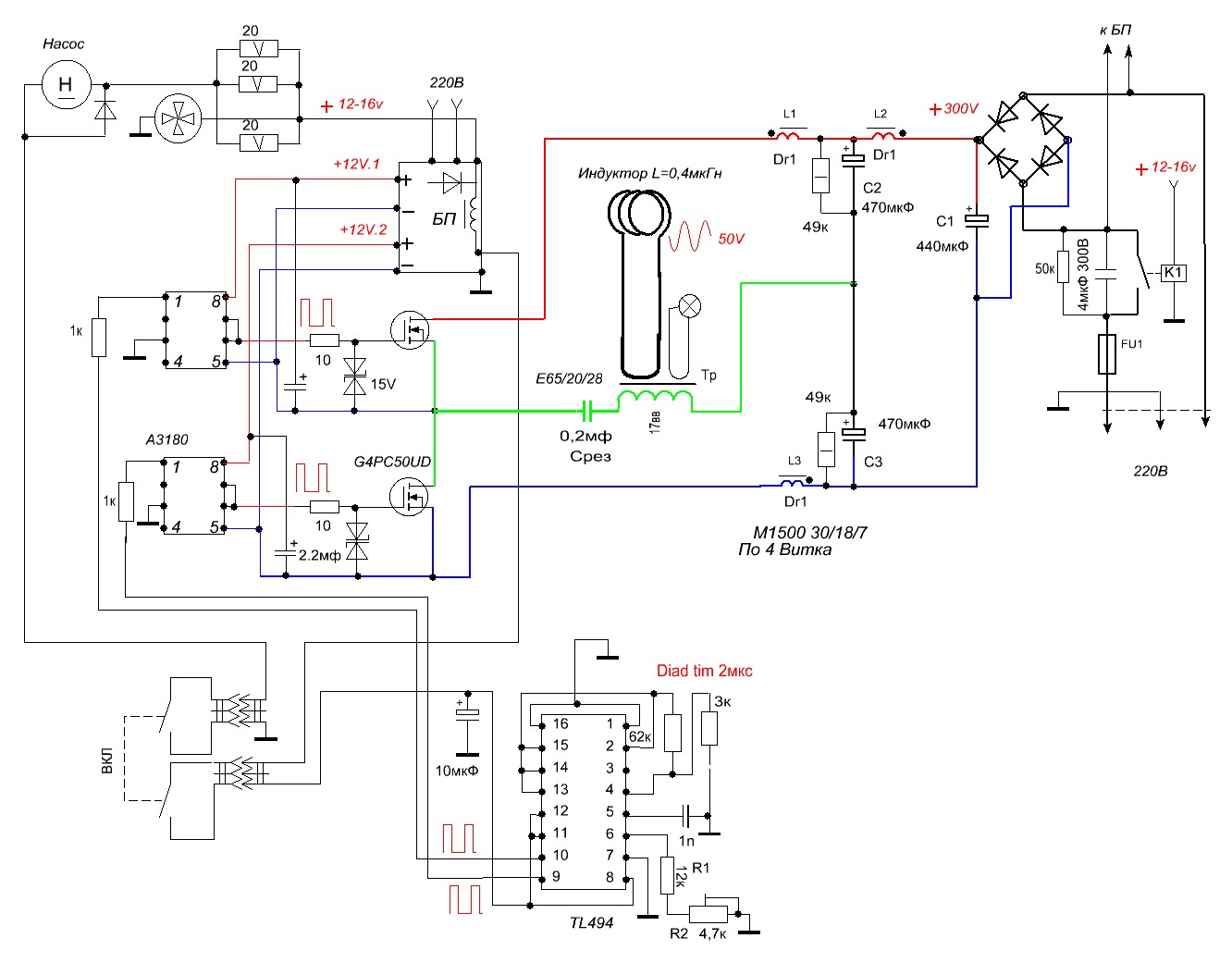 Классическая конструкция состоит из следующих элементов:
Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.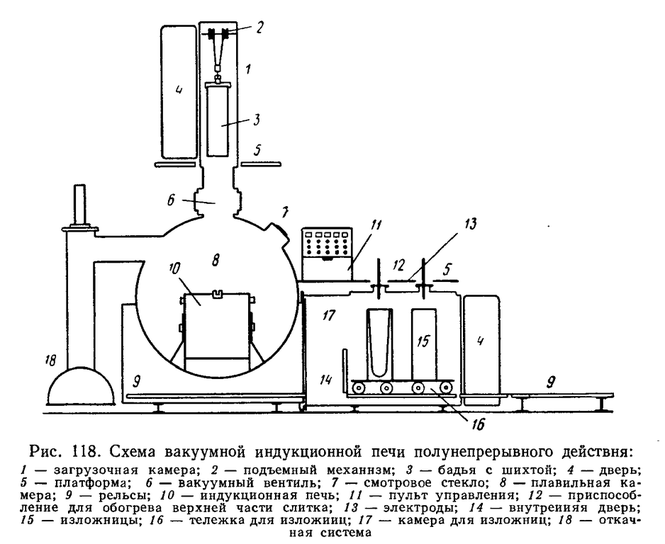
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.
- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.
- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.

Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
 Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.

Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.

Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.
При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
Козырьки и навесы. Наружные и внутренние лестницы. Комплектующие
Принцип действия индукционных печей основан на токах, возникающих в расплаве с помощью специальных устройств — индукторов. При этом наведенные токи позволяют достигать температуры плавления в металлах, достигается высокая равномерность расплавов за счет перемешивания. Все элементы расплавов подвергаются вихревому воздействию токов, таким образом происходит движение слоев и достигается максимально возможное смешивание различных присадок и металлов. К основным достоинствам индукционных печей следует отнести простейший ремонт, высокий КПД, возможность получения сплавов, обладающих заданными характеристиками и выполнять термообработку в любом режиме.
Навигация:
Индуктор, помимо создания электрического тока в обрабатываемом металле, воспринимает механические вибрационные и температурные нагрузки, поэтому при проектировании предусматривается необходимая прочность и тугоплавкость как токопроводящей, так и изолирующей части. В качестве изоляции может применяться воздушная прослойка, при этом должно быть обеспечено необходимое расстояние между витками и жесткое закрепление проводника.
Также применяют ленточную изоляцию, которая наносится поверх лакового покрытия. Лента должна обладать хорошими диэлектрическими свойствами, обеспечивающими надежную изоляцию витков.
Другим способом обеспечения необходимой диэлектрической изоляции витков индуктора является применение специального прокладочного материала, устанавливаемого между витками. Крепление прокладок осуществляется с помощью специального клея. Такой способ обычно применяется для изоляции индуктора большой мощности.
Компаундирование также служит для обеспечения нужного уровня изоляции. Данный способ не нашел широкого применения, поскольку индуктор в этом случае очень сложно отремонтировать.
Токопроводящая часть индуктора должна обладать хорошей электропроводностью, снижающей потери мощности. Кроме того, материал, используемый в электрической части индуктора должен быть немагнитным. Для того, чтобы обеспечить максимальную площадь со стороны, обращенной к обрабатываемому металлу и меньшую массу, используются различные сечения с внутренними полостями.
Каркас печи должен обеспечить жесткость всей конструкции и исключить поглощение мощности деталями. В промышленных печах обычно применяется цилиндрический каркас из листов стали со специальными технологическими отверстиями, обеспечивающими свободный доступ к индуктору.
Плавка металла в индукционной печи позволяет точно регулировать температурные режимы, поддерживать необходимую температуру в течение определенного времени. КПД индукционных печей очень высокий, поскольку отсутствуют дополнительно нагреваемые элементы, нагревается только обрабатываемый металл. По экологическим характеристикам индукционные печи являются наиболее безопасными, так как отсутствуют продукты сгорания топлива и вредные вещества, выделяющиеся при других способах плавки.
Индукционные печи применяются для выплавки цветных и черных металлов, закалки, отпуска, отжига, нормализации сталей. Конструктивно индукционные печи бывают канального типа и тигельные. Выпускаются печи, позволяющие производить плавку с доступом воздуха, в определенной газовой среде с избыточным давлением или вакууме.
Помимо цветных металлов, индукционные печи используют для плавки драгоценных металлов. При этом обычно требуется более низкая температура, чем для черных металлов. Плавка палладия в индукционной печи требует окислительной атмосферы, в отличие от других драгоценных металлов.
Выплавка стали в индукционных печах позволяет получать высоколегированные сорта, отвечающие самым жестким требованиям. В некоторых случаях применяется плавка стали в определенной газовой среде или вакууме, что позволяет получать дополнительные качества.
Плавка титана в индукционных печах дает возможность получения слитков или заготовок, обладающих равномерным составом по всему объему. Недостатком плавки в индукционных печах является сравнительно высокое содержание углерода в конечной продукции. Для уменьшения воздействия газов, выплавку титана производят в аргоновой среде или вакууме.
Следует учесть, что плавка влажных или содержащих лед металлов очень опасна, поэтому рекомендуется предварительная сушка. Наличие влаги в рабочей камере печи при появлении расплава вызовет разбрызгивание раскаленного металла, что может повлечь за собой травмы и выход из строя оборудования.
Промышленная печь индукционная
Проектирование промышленных печей осуществляется исходя из требований к технологическому процессу. Проект определяет максимально возможную температуру нагрева, возможность создания определенной газовой среды или вакуума, применение тиглей или канальное устройство рабочей части, степень автоматизации. Промышленные печи должны оборудоваться системами, обеспечивающими максимальную безопасность в процессе работы. Кроме того, так печи работают с применением переменного электрического тока, на мощность печи влияет его частота.
От того, какие температурные режимы требуются, какие виды металлов или сплавов планируется выплавлять, применяют различные виды футеровки. Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Основная или щелочная футеровка изготавливается из магнезита с добавлением других окислов и жидкого стекла. Такая футеровка может выдержать до 50 плавок, в печах большого объема износ происходит намного быстрее.
Нейтральная футеровка применяется чаще других видов и может выдерживать свыше 100 плавок. Наиболее часто она применяется в тигельных печах. Следует учесть, что в результате проведения плавок происходит неравномерный износ футеровки. Таким образом изменяется рабочий объем и толщина стенки футеровки. Больший износ происходит в местах с большей температурой, обычно в нижней части печи.
Так как промышленные индукционные печи работают с большими нагрузками, обмотка индуктора в процессе работы может значительно нагреваться. Для предотвращения негативных последствий перегрева, обычно предусматривается водяная система охлаждения, отводящая излишки тепла от витков индуктора. При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
Максимально возможная автоматизация процессов термообработки является необходимым условием для нормальной работы промышленных индукционных печей. Правильно подобранная автоматика обеспечит различные режимы, позволяющие наиболее точно выполнить требования технологических процессов.
Производство промышленных печей осуществляется в строгом соответствии с требованиями заказчика и регулирующей НТД. Промышленные печи могут изготавливаться по типовым проектам или индивидуальным заказам. Обязательным условием является аттестация оборудования, которая должна выполняться не реже 1 раза в год.
Лабораторная индукционная печь
Исследования, проводимые с различными металлами и сплавами, требуют создания определенных условий в процессе плавки или термообработки. Индукционная печь лабораторная служит для обеспечения заданных условий, поэтому степень автоматизации такого устройства очень высока. В зависимости от того, какие материалы планируется исследовать, лабораторные печи снабжаются дополнительным оборудованием. Некоторые модели предусматривают возможность плавки при избыточном давлении или вакууме.
В лабораторных печах для футеровки, помимо указанных выше материалов, могут применяться более современные теплоизолирующие материалы, такие как:
корунд, выдерживающий до 300 плавок;
различные термостойкие волоконные материалы;
керамические теплоизолирующие пластины.
К лабораторным печам можно отнести также ювелирные печи, служащие для обработки драгоценных металлов и стоматологические, предназначенные для изготовления протезов. Печи такого типа обычно не предназначены для получения высоких температур и обработки больших объемов металла, поэтому мощность их не высока.
Каркас лабораторных печей обычно имеет форму куба или параллелепипеда. Для изготовления ребер применяют различные немагнитные материалы (дюралюминий, специальная сталь, медь). Элементы каркаса закрываются асбоцементными листами, обеспечивающими дополнительную теплоизоляцию. Для уменьшения нагрева элементов каркаса применяют специальные изолирующие прокладки. Также они служат для предотвращения возникновения блуждающих токов. Крепление индуктора в этом случае осуществляется к верхним и нижним плитам.
Лабораторные индукторные печи, как и промышленные, требуют эффективного охлаждения обмотки. В некоторых моделях достаточно воздушного охлаждения, в работающих с высокими температурами индукторах применяется водяное.
Наличие необходимого уровня защиты от токов индукции в лабораторных печах является необходимым условием, обеспечивающим безопасность персонала. Для обеспечения нужного уровня безопасности, используются специальные электромагнитные экраны. Обычно они изготавливаются из листового алюминия или меди.
Вакуумные индукционные печи (ВИП) предназначены для плавки и рафинирования высоколегированных сталей, жаропрочных и прецизионных сплавов с низким содержанием углерода с таким расчетом, чтобы во время плавки поддерживалось остаточное давление 10-1—10-2 Па. ВИП работают на отходах собственного металлургического производства и чистых металлических материалах. Крупные ВИП иногда вместо твердой завалки используют жидкий полупродукт, выплавленный в других агрегатах (обычно ДСП). По сравнению с другими плавильными установками специальной электрометаллургии ВИП имеет следующие преимущества:
1) жидкий металл можно длительное время выдерживать в вакууме. Это обеспечивает глубокую дегазацию, раскисление и очищение стали от неметаллических включений и примесей цветных металлов;
2) можно выплавлять любые сложные по химическому составу стали и сплавы, наличие электромагнитного перемешивания металла создает благоприятные условия для быстрого растворения легирующих добавок;
3) простота регулирования мощности и дозировки энергии обеспечивает быстрый перегрев металла до требуемого уровня с высокой точностью.
К недостаткам ВИП относятся: загрязнение металла материалом тигля, холодные шлаки, низкая стойкость тигля (20—50 плавок на промышленных печах).
Электрический КПД вакуумной индукционной печи при плавке сталей составляет з = 0,7ч0,8.
В индукционных тигельных печах, к которым относится ВИП, происходит естественная циркуляция расплавленного металла, обусловленная электродинамическими усилиями. Циркуляция металла возникает при взаимодействии вихревых токов, протекающих в жидком металле, с током индуктора.. Равнодействующая сила, направленная от индуктора на металл, приходится на среднюю часть тигля. Это приводит к возникновению в расплаве так называемой двухконтурной циркуляции, когда расплав в верхней части ванны выдавливается вверх, а в нижней — вниз, образуя самостоятельные контуры движения металла (рис. 55, а). В результате в центре тигля поверхность металла поднимается, образуя выпуклый мениск.
Интенсивное перемешивание металла играет- положительную роль, ускоряя процессы растворения легирующих добавок и выравнивая температуру в объеме ванны. Наличие мениска относится к нежелательным явлениям, так как шлак перемещается к стенкам тигля, способствуя ускоренному разъеданию его футеровки, а в центре металл оголяется, что приводит к увеличению потерь тепла и ухудшению условий протекания реакций между шлаком и металлом. Эффект перемешивания металла возрастает с понижением частоты и снижается при переходе к более высоким частотам.
Электрическое питание вакуумных индукционных печей осуществляется от машинных высокочастотных генераторов,. ти-ристорных преобразователей частоты и ламповых генераторов (применяются на лабораторных печах). КПД машинных генераторов составляет 70-85%, ламповых 50-70%, тиристорных преобразователей 90-95 %.
Особенности конструкции вакуумных индукционных плавильных печей
По Принципу работы вакуумные индукционные печи (ВИП) выполняются двух типов — периодического и полунепрерывного действия.
Печи периодического действия имеют одну вакуум-камеру, где после эвакуации воздуха производится плавка металла с последующей его разливкой в изложницу или форму. После разливки металла печь разгерметизируют для удаления изложницы со слитком, осмотра и ремонта тигля, загрузки шихты. При этом либо отводится в сторону или снимается крышка корпуса, либо отводится корпус вакуумной камеры. После извлечения слитка, чистки тигля и загрузки в тигель новой порции шихты в вакуум-камеру устанавливают порожнюю изложницу, печь закрывают, производят откачку воздуха и начинают очередную плавку.
Печи полунепрерывного действия имеют три вакуум-камеры: плавильную, загрузочную и разливочную. Иногда разливочная камера заменяется камерой изложницы. Тогда металл разливают в плавильной камере. Загрузочная и разливочная камеры (или камеры изложницы) отделены от плавильной камеры шлюзовыми затворами шиберного типа. Это позволяет проводить, в печи без разгерметизации не одну плавку, а серию плавок, количество которых определяется стойкостью футеровки тигля (одной кампании тигля).
В печах полунепрерывного действия благодаря наличию шлюзовых затворов одновременно с плавкой металла в вакууме в плавильной камере в загрузочной камере при атмосферном давлении устанавливается корзина с новой порцией шихты. В разливочной камере в это же время проводятся операции по извлечению изложниц с залитым в них металлом и установкой изложниц под разливку. Загрузочная и разливочная камеры отделены от внешней среды технологическими затворами шиберного типа. После проведения всех необходимых операций загрузочная и разливочная камеры герметизируются с помощью затворов и из них эвакуируется воздух. Печи полунепрерывного действия получили широкое распространение благодаря ряду преимуществ по сравнению с печами периодического действия — более высокой производительности из-за отсутствия откачки воздуха из плавильной камеры перед каждой плавкой, более высокой стойкости тигля вследствие уменьшения периодического охлаждения и нагрева при разгерметизации плавильной камеры, исключения времени на остывание изложниц или форм перед удалением их из плавильной камеры, уменьшения окисления металла и его загрязнения из-за напуска воздуха в плавильную камеру.
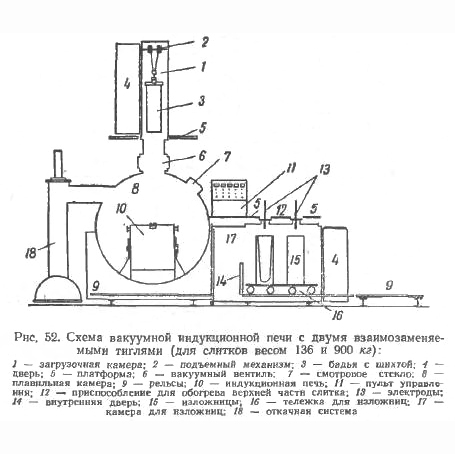
Современная индукционная вакуумная печь полунепрерывного действия вместимостью 2,5 т (ИСВ-2.5-НИ) конструкции ВНИИЭТО показана на рис. 7.
Схема вакуумной индукционной электропечи ИСВ-2.5НИ полунепрерывного действия вместимостью 2,5 т конструкции ВНИИЭТО
Печь состоит из плавильной камеры 1 с цилиндрической частью 8, внутри которой расположен индуктор с тиглем 2 . Наклон печи осуществляется цепным механизмом 3. Загрузочная камера 7 , внутри которой располагается саморазгружающаяся корзина 5 , отделена от плавильной камеры вакуумным затвором 4. Корзина с шихтой 5 перемещается с помощью канатного механизма 6. Печь снабжена восьмисекционным дозатором 9 для загрузки в тигель по ходу плавки раскислителей и легирующих добавок. Для удобства обслуживания печи в верхней части корпуса снаружи установлена площадка 10. Зачистка тигля производится ломиком 11, расположенным на глухой крышке 12. Камера изложниц 13 прямоугольной формы соединена с плавильной камерой через вакуумной затвор. Рядом с камерой изложниц установлен специальный стенд, предназначенный «для установки тележки с изложницами 14 перед их закатыванием в плавильную камеру и после выката их из печи. Печь снабжена самоходной тележкой 15 для отката крышки 16 плавильной камеры 1. Изложницы между плавильной камерой и камерой изложниц перемещаются на тележке с помощью механизма, приводимого в действие от электропривода. Вакуумная система снабжена форвакуумными и бустерными насосами, которые обеспечивают откачку воздуха из плавильной камеры, камеры загрузки, камеры изложниц и дозатора.
Вакуумная печь представляет собой герметичное нагревательное устройство, в полости которого создается разрежение с величиной, определяемой технологическим процессом. Вакуумная (от лат. “vacuus” — “пустой”) печь (от православ. “pektь” — “пеку, печь”) предназначена для плавки или нагрева в вакууме материалов высокого качества и стоимости.
В данной статье мы рассмотрим:
- вакуумные печи сопротивления;
- вакуумно водородная печь;
- камерные вакуумные печи;
- камера вакуумной печи;
- вакуумные трехкамерные печи;
- лабораторные вакуумные печи;
- принцип работы вакуумной печи;
- вакуумные печи спекания;
- электрическая вакуумная печь;
- вега вакуумная печь;
- нпф вакуумные печи;
- вакуумно компрессионная печь;
- вакуумные плавильные печи;
- вакуумная печь для пайки;
- вакуумная индукционная плавильная печь;
- вакуумная печь для отжига;
- вакуумная муфельная печь;
- вакуумная индукционная печь;
- вакуумная печь для термообработки;
- вакуумно водородная печь;
- колпаковая водородная печь;
- печи водородным наполнением;
- водородная печь для спекания;
- водородные печи конструкция.
Навигация по разделу:
Интересна история создания вакуумных печей с электронагревом. Русский физик Василий Владимирович Петров (1761 — 1834), проводя эксперименты по получению белого пламени между кусками древесного угля, в 1802 году открыл явление электрической дуги. Создав крупнейшую для своего времени батарею гальванических элементов, Петров ставил опыты по применению электрической дуги для плавки и сварки металлов, тем самым положив начало современной электрометаллургии.
Впервые электропечь с разрежением воздуха изготовил в 1839 году английский инженер Р. Хар. В своей печи, помещенной в колокол с разрежением, изобретатель произвел разложение элементов путем испарения за счет приложения электроэнергии от гальванической батареи.
Первую камерную термическую электропечь запатентовал в 1853 году французский химик Л.-А. Пишон. Но практического применения эта печь, как и предыдущие, не получила из-за недостаточной мощности источников электроэнергии. Прообразом современных сталеплавильных электропечей является предложенная в 1899 году французским металлургом Поль Луи Туссеном Эру (1863 — 1914) плавильная печь с электродами, установленными вертикально. К концу ХХ столетия началось массовое производство вакуумных печей в передовых странах мира.
Рассмотрим устройство типовой вакуумной печи. Ее главный узел — герметичная термокамера, соединенная с вакуумным насосом, обеспечивающим разрежение от 5 до 10 -5 мм ртутного столба. По конструкции различают два типа вакуумных электропечей:
- в ретортном исполнении, при котором нагреватели размещены снаружи камеры;
- в камерном исполнении, когда нагреватели установлены внутри камеры.
Принцип работы вакуумной печи состоит в следующем. Перед началом термической обработки в вакууме камера вакуумной печи вместе с заготовками герметично закрывается, а вакуум-насос откачивает из нее воздух до требуемого уровня. Заготовки в огнеупорном тигле с помощью высокочастотного индуктора расплавляются или нагреваются до заданной температуры. После выдержки и завершения технологического процесса камера разгерметизируется, открывается, и термообработанные детали выгружаются. Установка готова к следующему циклу работы.
Вакуумная дуговая печь начала использоваться с развитием атомной энергетики, ракетостроения, космических исследований, когда появилась острая потребность в обработке сверхчистых материалов с особыми физико-механическими свойствами.
Преимущества вакуумных дуговых печей состоят в следующем:
- Возможность достижения самых высоких температур до 2000 0 С и больших давлений.
- Однородность и высокая плотность слитков благодаря направленной кристаллизации жидкого металла в вакууме.
- Возможность безокислительного нагрева заготовок, что значительно уменьшает потери металла на угар.
- Получение специальных металлов и сплавов высокой чистоты при отсутствии воздуха.
- Отсутствие окисления электродов, нагревательных элементов и внутренних металлоконструкций в печи.
Вакуум в печах позволяет эффективно выполнять различные технологические процессы, связанные с нагревом материалов: плавку, нагрев, спекание, термообработку, сушку и др.
Сейчас применяются следующие виды промышленных вакуумных печей:
- камерные вакуумные печи;
- трехкамерные вакуумные печи;
- шахтные вакуумные печи;
- вакуумные печи сопротивления;
- вакуумные плавильные печи;
- вакуумные печи для термообработки металла;
- вакуумная печь для закалки деталей;
- вакуумная печь для отжига;
- вакуумно-водородная печь;
- вакуумная печь для азотирования;
- вакуумная печь для цементации;
- вакуумная печь для пайки;
- вакуумная муфельная печь;
- вакуумная компрессионная печь;
- вакуумные печи спекания;
- лабораторные вакуумные печи.
В современной технике наиболее распространены вакуумные печи сопротивления.
Индукционная печь
Вакуумная индукционная плавильная печь содержит высокочастотный индуктор, размещенный внутри камеры, из которой откачивается воздух. Применяется для плавления и разливки жаропрочных и коррозионностойких материалов, выращивания монокристаллов и зонной очистки. В отличие от электропечи дугового типа, имеет возможность загружать и расплавлять кусковые заготовки (скрап, лом, кусковые отходы, бракованные заготовки). Наиболее распространенным типом является вакуумная индукционная печь с наклоняемым огнеупорным тиглем, установленным внутри стационарного кожуха.
Если вас интересует цена вакуумных индукционных печей, то она зависит от типа печи, фирмы — производителя, создаваемого уровня вакуума, температуры, потребляемой мощности и производительности установки. Обращайтесь, поможем разобраться и выбрать надежную, но недорогую печь.
Термическая вакуумная печь
Термическая вакуумная печь позволяет выполнять в вакууме закалку, отпуск, отжиг, спекание, высокотемпературную пайку, азотирование и цементацию. Достоинством является выполнение термообработки в бескислородной среде и, как следствие, отсутствие следов окислов и обезуглероживания на поверхности изделий . После выемки заготовок из вакуумной термокамеры на них нет следов коррозии, а механические характеристики, сопротивление коррозии и износу возрастают.
Термические вакуумные печи производятся с различным объемом одной, двух или трех рабочих полостей, разными техническими параметрами и характеристиками, в горизонтальном или вертикальном исполнении. Если вы собрались купить вакуумную печь для термообработки металла, то она может быть изготовлена по типовой схеме и обычной цене или по улучшенной схеме с учетом индивидуальных пожеланий заказчика, но цена будет несколько выше. Подъезжайте, подходите, вместе подумаем и выберем то, что вам подходит больше всего.
Вакуумная водородная печь позволяет выполнять спекание и термообработку деталей в вакууме или восстановительной среде водорода. Здесь применяется способ косвенного нагрева токами высокой частоты при высоком напряжении и малой величине тока; это позволяет экономить электроэнергию. Конструкция водородной печи отличается взрывозащищенным исполнением корпуса и специальным устройством теплоизоляции, что повышает надежность обслуживания оборудования. Нагрев спекаемых изделий из тугоплавких металлов (титан, вольфрам, молибден) и их сплавов выполняется излучением путем размещения внутри индуктора тигля из термостойкого материала.
Различают следующие конструкции печей с водородным наполнением:
- колпаковая водородная печь;
- камерная водородная печь;
- шахтная водородная печь;
- толкательная водородная печь.
Для того, чтобы подобрать и купить водородную печь обычного исполнения или водородную печь для спекания, звоните нам. Постараемся помочь. В случае отсутствия подходящего оборудования на складе, закажем понравившуюся модель у производителя.
Заключение
С нашей точки зрения, представляют интерес брендовые модели вакуумных печей следующих фирм:
- вакуумные печи SECO/WARWICK;
- вакуумные печи SCHMETZ;
- вакуумные печи IPSEN;
- вакуумные печи ALD;
- вакуумные печи НПФ;
- вакуумная печь СГВ;
- вакуумная печь Вега-5;
- вакуумная печь СЭВ;
- вакуумная печь СНВЭ;
- вакуумная печь А2318;
- печь водородная толкательная ПВТ-6.
Смотрите, выбирайте, свяжитесь и посоветуйтесь с нами. Поможем всем.
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Принцип действияРабота индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печейИндукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печиТакая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печиПечи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм 2 , при охлаждении водой допустимый ток 20 ампер на мм 2 . Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печиОсновными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещенияЧаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное . В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печейПроцесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Свернуть
Индукционная печь — это печной аппарат, который применяется для плавления цветных (бронзы, алюминия, меди, золота и других) и черных (чугуна, стали и других) металлов за счет работы индуктора. В поле ее индуктора производится ток, он нагревает металл и доводит его до расплавленного состояния.
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 1 0 С;
- П – производительность печной установки, т/ч;
- t — температура перегрева сплава или металлической заготовки в ванной печи, 0 С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Виды и подвиды
Индукционные печи делятся на два основных вида:
Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью. Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
| INDUTHERM MU-900 | Печь работает от электропитания в 380 Вт, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2 | Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
| ИСТ-1/0,8 М5 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
| УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
| УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380Вт, максимальная рабочая t – 1850 0С. | 900 тыс. |
| ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
| ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
Змеевики индукционного нагрева — компоненты индукционного нагрева
Элементы индукционного нагрева
Типичная система индукционного нагревателя включает источник питания, цепь согласования импеданса, цепь резервуара и аппликатор. Аппликатор, представляющий собой индукционную катушку, может быть частью цепи резервуара. Цепь резервуара обычно представляет собой параллельный набор конденсаторов и катушек индуктивности. Конденсатор и индуктор в контуре резервуара являются резервуарами электростатической энергии и электромагнитной энергии соответственно.На резонансной частоте конденсатор и катушка индуктивности начинают передавать накопленную энергию друг другу. В параллельной конфигурации это преобразование энергии происходит при большом токе. Большой ток через катушку способствует хорошей передаче энергии от индукционной катушки к заготовке.
Щелкните здесь, чтобы узнать , что такое индукционные катушки и как они работают, а также различные типы катушек .
а) Источник питания
Источники питания — одна из важнейших частей системы индукционного нагревателя.Обычно они оцениваются по диапазону рабочих частот и мощности. Существуют различные типы индукционных источников питания, которые включают источники сетевой частоты, умножители частоты, двигатели-генераторы, преобразователи искрового разрядника и твердотельные инверторы. Твердотельные инверторы имеют наибольшую эффективность среди источников питания.
Типичный твердотельный инверторный источник питания состоит из двух основных частей; Выпрямитель и инвертор. Линейные переменные токи преобразуются в постоянный в выпрямительной секции с помощью диодов или тиристоров.Постоянный ток поступает в инвертор, где твердотельные переключатели, такие как IGBT или MOSFET, преобразуют его в ток, на этот раз с высокой частотой (обычно в диапазоне 10–600 кГц). Согласно диаграмме ниже, IGBT могут работать на более высоком уровне мощности и более низкой частоте по сравнению с MOSFET, работающими на более низком уровне мощности и более высоких частотах.
b) Согласование импеданса
Источники питания для индукционного нагрева, как и любое другое электронное устройство, имеют максимальные значения напряжения и тока, которые нельзя превышать.Чтобы передать максимальную мощность от источника питания к нагрузке (заготовке), полное сопротивление источника питания и нагрузки должно быть как можно ближе. Таким образом, значения мощности, напряжения и тока могут одновременно достигать своих максимально допустимых пределов. Для этого в индукционных нагревателях используются схемы согласования импеданса. В зависимости от области применения могут использоваться различные комбинации электрических элементов (например, трансформаторы, регулируемые катушки индуктивности, конденсаторы и т. Д.).
c) Резонансный резервуар
Резонансный бак в системе индукционного нагрева обычно представляет собой параллельный набор конденсатора и индуктора, который резонирует на определенной частоте.Частота получается по следующей формуле:
, где L — индуктивность индукционной катушки, а C — емкость. Согласно анимации ниже, явление резонанса очень похоже на то, что происходит в качающемся маятнике. В маятнике кинетическая и потенциальная энергии преобразуются друг в друга, пока он колеблется от одного конца к другому. Движение затухает из-за трения и других механических потерь. В резонансном резервуаре энергия, обеспечиваемая источником питания, колеблется между индуктором (в форме электромагнитной энергии) и конденсатором (в форме электростатической энергии).Энергия затухает из-за потерь в конденсаторе, катушке индуктивности и заготовке. Потери в заготовке в виде тепла желательны и предназначены для индукционного нагрева.
Сам резонансный бак состоит из конденсатора и индуктора. Блок конденсаторов используется для обеспечения необходимой емкости для достижения резонансной частоты, близкой к мощности источника питания. На низких частотах (ниже 10 кГц) используются масляные конденсаторы, а на более высоких частотах (более 10 кГц) используются керамические или твердые диэлектрические конденсаторы.
г) Индукторы индукционного нагревателя
Что такое индукционные катушки и как они работают?Катушка индукционного нагрева представляет собой медную трубку особой формы или другой проводящий материал, через который пропускается переменный электрический ток, создавая переменное магнитное поле. Металлические части или другие проводящие материалы помещаются внутри, через катушку индукционного нагрева или рядом с ней, не касаясь катушки, и создаваемое переменное магнитное поле вызывает трение внутри металла, вызывая его нагрев.
Как работают индукционные катушки?При проектировании катушки необходимо учитывать некоторые условия:
1. Для увеличения эффективности индукционных нагревателей расстояние между катушкой и заготовкой должно быть минимизировано. Эффективность связи между катушкой и заготовкой обратно пропорциональна квадратному корню из расстояния между ними.
2. Если деталь расположена в центре спиральной катушки, она будет лучше всего связана с магнитным полем.Если он смещен по центру, область заготовки, расположенная ближе к виткам, будет получать больше тепла. Этот эффект показан на рисунке ниже.
3. Кроме того, позиция рядом с соединением выводов и катушки имеет более слабую плотность магнитного потока, поэтому даже центр внутреннего диаметра спиральной катушки не является центром индукционного нагрева.
4. Следует избегать эффекта отмены (рисунок слева). Это происходит, когда раскрытие катушки очень мало. Добавление петли в катушку поможет обеспечить необходимую индуктивность (рисунок справа).Индуктивность индуктора определяет способность этого индуктора накапливать магнитную энергию. Индуктивность можно рассчитать по следующей формуле:
.где ε — электродвижущая сила, а dI / dt — скорость изменения тока в катушке. Сам по себе ε равен скорости изменения магнитного потока в катушке (- dφ / dt), где магнитный поток φ может быть рассчитан из NBA, где N — количество витков, B — магнитное поле и A — площадь индуктор. Следовательно, индуктивность будет равна:
Очевидно, что величина индуктивности линейно пропорциональна площади индуктора.Следовательно, необходимо учитывать минимальное значение для контура индуктора, чтобы он мог накапливать магнитную энергию и передавать ее индукционной заготовке.
Эффективность катушки
КПД змеевика определяется следующим образом:
В таблице ниже показаны типичные значения КПД различных катушек:
Модификация змеевика по заявке
В некоторых случаях нагревательный объект не имеет однородного профиля, но требует равномерного нагрева.В этих случаях необходимо изменить поле магнитного потока. Для этого есть два типичных метода. Один из способов — разделить витки там, где деталь имеет большее поперечное сечение (при использовании спиральной катушки). Более распространенный метод — увеличить расстояние между обмотками в тех областях, где поперечное сечение детали больше. Оба метода показаны на рисунке ниже.
Такая же ситуация происходит при нагреве плоских поверхностей большими змеевиками. Центральная зона получит излишнее тепло.Чтобы избежать этого, зазор между поверхностью катушки и плоским предметом будет увеличен за счет придания блинной катушки конической формы.
Змеевик с лайнером используется в приложениях, где требуется широкая и однородная зона нагрева, но мы не хотим использовать большие медные трубки. Лайнер представляет собой широкий лист, который прихваткой припаян к гибкой трубе как минимум в двух точках. Остальная часть стыка будет припаяна только для обеспечения максимальной теплопередачи. Также синусоидальный профиль поможет увеличить охлаждающую способность змеевика.Такая катушка изображена на рисунке ниже.
По мере увеличения длины нагрева необходимо увеличивать количество витков, чтобы сохранить равномерность нагрева.
Режим нагрева меняется в зависимости от изменения формы заготовки. Магнитный поток имеет тенденцию накапливаться на краях, порезах или вмятинах на поверхности нагреваемого объекта, вызывая тем самым более высокую скорость нагрева в этих областях. На рисунке ниже показан «краевой эффект», когда змеевик находится выше края нагревательного элемента, и в этой области происходит чрезмерный нагрев.Чтобы этого не произошло, катушку можно опустить ниже, ровно или немного ниже края.
Индукционный нагрев дисков также может вызвать чрезмерный нагрев кромок, как показано на рисунке ниже. Края нагреваются сильнее. Высота катушки может быть уменьшена, или концы катушки могут быть сделаны с большим радиусом для отделения от края заготовки.
Острые углы прямоугольных катушек могут вызвать более глубокий нагрев детали.Разделение углов катушки, с одной стороны, снизит скорость нагрева угла, но, с другой стороны, снизит общую эффективность индукционного процесса.
Одним из важных моментов, которые необходимо учитывать при проектировании многопозиционных катушек, является влияние соседних катушек друг на друга. Чтобы обеспечить максимальную мощность нагрева каждой катушки, расстояние между центрами соседних катушек должно быть как минимум в 1,5 раза больше диаметра катушки.
Разделенные индукторыиспользуются в приложениях, где требуется тесная связь, а также невозможно извлечь деталь из катушки после процесса нагрева.Важным моментом здесь является обеспечение очень хорошего электрического контакта в месте соединения шарнирных поверхностей. Обычно для обеспечения наилучшего электрического контакта с поверхностью используется тонкий слой серебра. Разделенные части змеевиков будут охлаждаться с помощью гибкого водяного шланга. Автоматическое пневматическое сжатие часто используется для закрытия / открытия змеевика, а также для обеспечения необходимого давления в шарнирной области.
Типы нагревательных змеевиков
Катушка для блинов с двойной деформациейВ таких применениях, как нагрев наконечника валов, достижение однородности температуры может быть затруднено из-за эффекта компенсации в центре поверхности наконечника.Двойной деформированный змеевик для блинов с обработанными сторонами, подобный приведенной ниже схеме, можно использовать для достижения равномерного профиля нагрева. Следует обратить внимание на направление двух блинов, в которых центральные обмотки намотаны в одном направлении и имеют дополнительный магнитный эффект.
Сплит-возвратная катушкаВ таких применениях, как сварка узкой ленты на одной стороне длинного цилиндра, где относительно большая длина должна нагреваться значительно выше, чем другие области объекта, обратный путь тока будет иметь значение.При использовании катушки типа Split-Return большой ток, индуцируемый на пути сварки, будет разделен на две части, которые будут еще шире. Таким образом, скорость нагрева на сварочном пути как минимум в четыре раза выше, чем у остальных частей объекта.
Канальные катушкиКатушки канального типа используются, если время нагрева не очень короткое, а также требуются довольно низкие удельные мощности. Несколько нагревательных частей проходят через змеевик с постоянной скоростью и достигают максимальной температуры при выходе из машины.Концы катушки обычно согнуты, чтобы обеспечить путь для входа и выхода деталей из катушки. Там, где требуется обогрев профиля, можно использовать пластинчатые концентраторы с многооборотными канальными змеевиками.
Квадратная медная трубкаимеет два основных преимущества по сравнению с круглой трубкой: а) поскольку она имеет более плоскую поверхность, «смотрящую» на заготовку, она обеспечивает лучшую электромагнитную связь с нагревательной нагрузкой и б) конструктивно легче выполнять повороты. с квадратными трубками, а не с круглыми.
Конструкция выводов для индукционных катушек
Конструкция выводов: выводы являются частью индукционной катушки, и хотя они очень короткие, они имеют конечную индуктивность. В общем, на приведенной ниже схеме показана принципиальная электрическая схема тепловой станции системы индукционных агрегатов. C — резонансный конденсатор, установленный в тепловой станции, L_lead — это общая индуктивность выводов катушки, а L_coil — индуктивность индукционной катушки, связанной с нагревательной нагрузкой. V_total — это напряжение, подаваемое от индукционного источника питания на тепловую станцию, V_lead — это падение напряжения на индуктивности вывода, а V_coil — это напряжение, которое будет приложено к индукционной катушке.Общее напряжение складывается из напряжения на выводах и индукционной катушке:
V_lead представляет собой величину общего напряжения, занятого выводами, и не оказывает никакого полезного индукционного действия. Задача дизайнера — минимизировать это значение. V_lead можно рассчитать как:
Из приведенных выше формул очевидно, что для минимизации значения V_lead индуктивность выводов должна быть в несколько раз меньше индуктивности индукционной катушки (L_lead≪L_coil).
Уменьшение индуктивности свинца: На низких частотах, обычно из-за использования катушек с высокой индуктивностью (многооборотных и / или больших ID), L_lead намного меньше, чем L_coil. Однако, поскольку количество витков и общий размер катушки уменьшается для высокочастотных индукторов, становится важным применять специальные методы для минимизации индуктивности выводов. Ниже приведены два примера для этого.
Концентраторы потока: Когда магнитный материал помещается в окружающую среду, включая магнитные поля, из-за низкого магнитного сопротивления (сопротивления) они имеют тенденцию поглощать линии магнитного потока.Способность поглощать магнитное поле количественно оценивается относительной магнитной проницаемостью. Это значение для воздуха, меди и нержавеющей стали равно единице, но для мягкой стали может доходить до 400, а для железа — до 2000. Магнитные материалы могут сохранять свою магнитную способность до температуры Кюри, после чего их магнитная проницаемость падает до единицы и они больше не будут магнитными.
Концентратор потока — это материал с высокой проницаемостью и низкой электропроводностью, который предназначен для использования в конструкции катушек индукционного нагревателя для увеличения магнитного поля, приложенного к нагревающей нагрузке.На рисунке ниже показано, как размещение концентратора потока в центре блинной катушки будет концентрировать силовые линии магнитного поля на поверхности катушки. Таким образом, материалы, помещенные поверх змеевика для блинов, лучше соединятся и получат максимальный нагрев.
Влияние концентратора потока на плотность тока в индукционной катушке показано на рисунке ниже. Большая часть тока будет сосредоточена на поверхности, не покрытой концентратором флюса.Следовательно, змеевик может быть сконструирован таким образом, что только сторона змеевика, обращенная к нагревательной нагрузке, останется без материалов концентратора. В электромагнетизме это называется щелевым эффектом. Щелевой эффект значительно увеличит эффективность змеевика, и для нагрева потребуется более низкий уровень мощности.
Артикул:
- С. Зинн и С. Л. Семятин, «Элементы индукционного нагрева, проектирования, управления и приложений», A S M International, ISBN-13: 9780871703088, 1988
Проектирование, изготовление и управление — IJERT
Современное состояние индукционной печи: проектирование, изготовление и управление
Современное состояние индукционной печи: проектирование, изготовление и управление
Патил Шайла Г
Отдел.электроники и телекоммуникаций, колледж DIEMS, Аурангабад, Индия
П. М. Сони
Кафедра электроники и телекоммуникаций, колледж DIEMS, Аурангабад, Индия
Вайдья Харшал Д.
Кафедра электротехники и электроники Engg.
M.I.T Aurangabad, Махараштра, Индия
Abstract В результате энергетического кризиса произошли большие инновации в области отопления, и электрические системы перешли от низкого напряжения к высокому напряжению или от многоуровневой к многофазной системе.Индукционные печи, используемые для плавки металлов, могут быть полностью скрытыми и оптимизированными в электромагнитном отношении. Тем не менее, когда рассматривается устройство в целом, возникает новая проблема. Вибрации и акустический шум имеют первостепенное значение, поскольку частота работы и номинальная мощность устройств быстро растут. Чистый, энергоэффективный и хорошо контролируемый процесс плавления является преимуществом, когда индукционная печь по сравнению с другими процессами плавления. Он использует высокочастотное электричество для нагрева материалов, которые по своей природе являются электропроводными.Поскольку это бесконтактный процесс нагрева, он не загрязняет нагреваемый материал. Это также очень эффективно, поскольку тепло фактически вырабатывается внутри детали. Это приводит к отличию от других методов нагрева, где тепло вырабатывается пламенем или нагревательным элементом, который затем подводится к обрабатываемой детали. Следовательно, индукционный нагрев предлагает несколько уникальных применений в промышленности. В этой рукописи представлен анализ печи методом конечных элементов и сравнение с результатами экспериментальной печи для проектирования индукционной печи.Блоки питания могут быть в диапазоне от 10 кВт до 42 МВт, с размером расплава от 20 кг до 65 тонн металла соответственно.
Ключевые слова Индукционная печь, Резонансные резервуары, Схема согласования импеданса, рабочая катушка, регулятор мощности.
ВВЕДЕНИЕ
В настоящее время наблюдается огромный прогресс в области отопления из-за энергетического кризиса [1] — [3], и электрические системы улучшаются от низкого напряжения к высокому напряжению или от многоуровневой к многофазной системе [4] — [9]. Благодаря преобразователям в наши дни электрические системы просты в управлении [10] — [20].Бесконтактный нагрев — главный атрибут индукционного нагрева. Он охватывает высокочастотный источник питания через проводящую часть. Этот высокий переменный ток может проходить через катушку, называемую рабочей катушкой [21] — [22]. Внутри катушки образуется быстро меняющееся поле. Заготовка нагревается, помещая ее внутри рабочего змеевика. Переменное магнитное поле индуцирует ток через заготовку. Такое расположение заготовки внутри рабочей катушки напоминает электрический трансформатор.Рабочая катушка считается первичной стороной, на которую подается энергия. Считается, что деталь имеет вторичную сторону с коротким замыканием на одном витке, что приводит к протеканию большого тока через деталь. Этот ток можно назвать вихревым. Кроме того, явление скин-эффекта также присутствует по причине использования высокой частоты в индукционном нагреве и заставляет переменный ток течь в тонком корпусе
.слоя по направлению к поверхности заготовки. Эффективное сопротивление металла пропусканию большого тока усиливается скин-эффектом, который приводит к увеличению эффекта нагрева, вызываемого током, индуцированным в заготовке.
Для черных металлов, таких как железо и некоторые разновидности стали, раскрыт механизм, охватывающий вихревые токи. Это называется потерей гистерезиса, которая максимальна для материалов, имеющих большую площадь под кривой B-H [1] — [3], [21] — [22]. Магнитное поле, сформированное внутри рабочей катушки, вызывает быстрое намагничивание и размагничивание кристаллов железа, вызывая значительное сопротивление и нагрев внутри материала. Таким образом, черные металлы с большей легкостью способствуют индукционному нагреву, чем цветные металлы [1] — [3].
Существенным элементом, который следует обсудить в отношении сталей, является их поведение по потере магнетизма при нагревании выше температуры 700 ° C (температура Кюри) в результате гистерезисных потерь. Избыточный нагрев материала происходит только из-за наведенных вихревых токов, что является проблемой для систем индукционного нагрева. Немагнитные и хорошие электрические проводники, такие как медь и алюминий, тоже создают проблему эффективного нагрева. В этом исследовании лучший способ действия для этих материалов — увеличить частоту, чтобы преувеличить потери, вызванные скин-эффектом [21] — [22].Три основных требования для проектирования и изготовления индукционной печи — это высокочастотный источник электропитания, рабочая катушка для создания переменного магнитного поля и электропроводящая деталь для нагрева.
Системы индукционного нагрева — это довольно сложные системы, требующие определенных схем согласования импеданса между высокочастотным источником и рабочей катушкой для надежной передачи энергии. Но в этой схеме есть сложности. Для отвода отработанного тепла через обрабатываемую деталь необходимы системы водяного охлаждения.В конечном счете, некоторые полупроводниковые технологии часто используются для регулирования интенсивности нагрева и момента цикла нагрева для получения стабильных результатов. Возможны различные противоречивые обстоятельства для перехода из-за высокочастотного переменного источника питания. Полупроводниковая технология защищает систему от повреждений. Тем не менее, основное понятие работы любого индукционного нагревателя остается таким же, как показано ранее
.РАЗРАБОТКА СИСТЕМЫ
Индукционная печь — это электрическая печь, в которой режим подачи тепла — индукционный нагрев
металл.Этот метод является экологически чистым, энергоэффективным и хорошо управляемым, поэтому он является одним из предпочтительных методов обогрева. Из-за отсутствия дуги или горения температура материала не выше, чем требуется для его плавления, что предотвращает потерю ценных легирующих элементов.
Рис. 1. Индукционная катушка
В этой рукописи частота ввода в эксплуатацию варьируется от частоты сети (50 или 60 Гц) до 400 кГц или выше. Эта рабочая частота в первую очередь зависит от материала плавления, мощности (объема) печи и требуемой скорости плавления.При индукционном нагреве объем печи и частота подачи обратно пропорциональны.
Рис. 2. Поперечное сечение печи 1-Расплав 2-Змеевик с водяным охлаждением 3- Тигель 4- Хомуты
Индукционные печи двух типов: тигельная индукционная печь и индукционная печь без сердечника. Попадание гранулированного огнеупора между змеевиком и полым внутренним формирователем приводит к образованию тигля, который расплавляется с первым нагревом, оставляя спеченную футеровку.
Силовой тигель обеспечивает необходимое напряжение и частоту основного источника питания для электрического плавления.Частоты, используемые при индукционной плавке, варьируются от 50 циклов в секунду (частота сети) до 10 000 циклов в секунду (высокая частота). Увеличение рабочей частоты увеличивает количество энергии, подаваемой в печь заданной мощности, и уменьшает количество индукции турбулентности.
Когда загружаемый материал плавится, в расплавленном металле возникает перемешивающее действие в результате взаимодействия магнитного поля и электрического тока через индукционную катушку. Это перемешивающее действие заставляет расплавленный металл подниматься вверх.На величину перемешивающего действия влияют применяемые мощность и частота, а также размер и форма змеевика, а также плотность и вязкость расплавленного металла. Перемешивание внутри ванны имеет исключительное значение, поскольку оно способствует смешиванию сплавов, а также поддерживает одинаковую температуру на всем протяжении печи. Может
— это ненужное перемешивание, которое может стать причиной скопления газов, износа футеровки, окисления сплавов и т. Д.
Индукционная печь без сердечника обычно используется в печи, а не в тигельной, особенно когда температура плавления сплавов, подлежащих нагреву, высока.Индукционная печь без сердечника обычно используется для плавки всех видов сталей и чугунов, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования благодаря абсолютному контролю температуры и химического состава.
Стальной футерованный огнеупором кожух можно рассматривать как индукционную печь с каналом, в которой находится расплавленный металл. Стальной кожух и соединительная горловина образуют плавильный компонент печи. Это называется индукционным блоком. Индукционный блок состоит из железного сердечника в форме кольца, вокруг которого намотана первичная индукционная катушка.Этот узел напоминает простой трансформатор, в котором контур расплавленного металла является вторичным компонентом. Тепло, выделяемое в контуре, приводит к циркуляции металла в основной колодец печи.
Здесь мощность источника составляет от 10 кВт до 42 МВт, с размером расплава от 20 кг до 65 тонн металла соответственно. Асинхронный двигатель чаще всего не издает гудение из-за изменяющихся магнитных сил, что позволяет оператору определять условия работы печи и уровень ее мощности.
Резонансный контур резервуара является важной частью индукционной печи. Рабочая катушка обычно интегрируется в резонансную цепь резервуара, обладающую различными преимуществами, включая синусоидальный ток и форму волны напряжения, минимизацию потерь за счет переключения либо при нулевом напряжении, либо при переключении при нулевом токе, в зависимости от конкретной сборки. Достигнутая синусоидальная форма волны от рабочей катушки характеризует чистый сигнал и, следовательно, меньше радиочастотных помех возникает в соседнем оборудовании.Когда эта система рассматривается с другими системами, этот момент становится очень важным в приложениях с высокой мощностью. Номера резонансной схемы применены так, чтобы разработчик индукционного нагревателя мог выбрать рабочую катушку. Принципиальная схема индукционной печи показана ниже, которая включает в себя параллельный резонансный контур резервуара, цепь согласования импеданса и рабочую катушку LCLR.
Параллельный резонансный контур резервуара: здесь конденсатор расположен параллельно рабочей катушке с намерением резонировать на заданной частоте.Это приводит к усилению тока через рабочую катушку. Это очень примечательно, поскольку в приложениях индукционного нагрева используются низкие коэффициенты мощности. В параллельной резонансной цепи резервуара рабочую катушку можно рассматривать как индуктивную нагрузку с подключенным к ней конденсатором «коррекции коэффициента мощности». Рабочая катушка состоит из нескольких витков из толстой меди, но протекают большие токи величиной в сотни или тысячи ампер.
Потери проводимости в действительности зависят от квадрата тока.Таким образом, происходит уменьшение потерь проводимости, поскольку полный циркулирующий ток не проходит через катушку. Существуют постоянные диэлектрические потери из-за конденсаторного и скин-эффекта, вызывающего резистивные потери в рабочей катушке. Несмотря на отсутствие рабочей катушки, цепь потребляла небольшой ток. При имплантации дефектной детали в рабочую катушку происходит демпфирование резонансного контура, что приводит к дополнительным потерям в системе. Таким образом, всякий раз, когда деталь помещается в рабочую катушку, возникает рост тока, потребляемого параллельной резонансной цепью резервуара.
Цепь согласования импеданса: Эта цепь расположена между высокочастотным источником питания и рабочей катушкой. Через обрабатываемую деталь должен проходить очень высокий ток, в то время как
№, посвященный нагреву твердых изделий с помощью индукционной печи. Это противоречит схеме инвертора, работающей на генерацию высокой частоты. Функционирование инвертора можно считать превосходным, если он работает при высоком напряжении, но при низком токе, тем самым согласовывая полное сопротивление между источником и заготовкой.
Работа согласующей цепи и рабочей катушки заключается в переключении высокого напряжения / низкого тока с инвертора на низковольтное / сильноточное, что необходимо для эффективного нагрева обрабатываемой детали. Рабочая катушка (Lw) и ее конденсатор (Cw) включены в цепь как параллельный резонансный контур.
Рис. 3. Параллельный резонансный контур резервуара
Рис. 4. Принципиальная схема
Рис. 5. Схема согласования импеданса
Рис. 6. L Match Network
Сопротивление (R) подключается в результате подключения заготовки с потерями к рабочей катушке и магнитной связи между двумя проводниками.Из-за резонанса ток почти такой же величины, но с противоположной фазой, потребляется емкостным конденсатором и рабочей катушкой, тем самым компенсируя друг друга. Сопротивление в цепи резервуара обеспечивает только сопротивление. Это сопротивление потерь просто восстанавливается до более низкого значения, подходящего для схемы инвертора, путем согласования импеданса схемы
.Преобразование импеданса может быть обнаружено многими другими способами, такими как использование отводов для работы катушки, использование цепи емкостного делителя в качестве замены конденсатора цепи резервуара и использование ферритового преобразования.Сеть L-match обычно применяется для понижения сопротивления резервуара до 10 Ом, подходит
для работы от инвертора.
Для выполнения операции переключения полевых МОП-транзисторов напряжение поддерживается на уровне нескольких сотен вольт, а ток снижается до среднего уровня. Благодаря сети L-Match необходимая мощность подается на обрабатываемую деталь от инвертора. Повышенное индуктивное сопротивление к высокочастотным гармоникам обеспечивает безопасную работу инвертора.
Рабочая катушка LCLR: В этой схеме параллельный резонансный контур состоит из рабочей катушки, которая находится между конденсатором и резистором.Сеть L-Match расположена между контуром бака и инвертором. Некоторыми желательными свойствами рабочей катушки LCLR являются включение L-образной цепи в компоновку рабочей катушки LCLR, что помогает в удалении трансформатора для согласования инвертора с рабочей катушкой, что приводит к экономии затрат и упрощению конструкции. Это обеспечивает синусоидальный ток нагрузки, чтобы получить преимущества от ZCS или ZVS для уменьшения потерь при переключении.
Рис. 7. Рабочая катушка LCLR
ДЕМОНСТРАЦИЯ ПРОТОТИП
Схема, показанная ниже, демонстрирует инвертор, управляющий рабочей катушкой LCLR.
Рис. 8. Полумостовой индукционный нагреватель с рабочей катушкой LCLR.
В этой демонстрации использовался полумостовой инвертор, в том числе два полевых МОП-транзистора MTW14N50, и на инвертор подается сглаженный источник постоянного тока. Для поддержания потребности инвертора в переменном токе через шины подключается конденсатор. Блокирующий конденсатор постоянного тока применяется для предотвращения выхода постоянного тока из полумостового инвертора, приводящего к протеканию тока через рабочую катушку, и не участвует в согласовании импеданса.
В приложениях большой мощности может быть спроектирован полный мостовой инвертор, в основном H-мостовой инвертор, включающий четыре или более переключающих устройства.В этом случае напряжение привода необходимо уравновесить относительно земли, чтобы согласовать индуктивности, которые обычно делятся между двумя ветвями моста поровну. Хотя можно эффективно реализовать несколько отдельных инверторов, но для удовлетворения высоких требований по току они должны быть подключены параллельно. Однако эти отдельные инверторы не подключаются напрямую параллельно к выходным клеммам инвертора с Н-мостом.
Импеданс между любыми двумя выходами инвертора равен удвоенному значению соответствующей индуктивности, заслуга этого
схемотехника.Если моменты переключения не могут обеспечить идеальную синхронизацию, этот индуктивный импеданс ограничивает «пробег между» токами, протекающими между параллельно включенными инверторами.
Методы управления мощностью: для определения скорости, с которой тепловая энергия передается на заготовку, часто желательно управление мощностью, обрабатываемой индукционным нагревателем. Некоторые методы, применяемые для управления потоком мощности:
Изменение напряжения промежуточного контура:
Мощность, обрабатываемую инвертором, можно регулировать, увеличивая или уменьшая мощность, подаваемую на инвертор, путем подачи переменного напряжения постоянного тока.Изменение напряжения промежуточного контура позволяет полностью контролировать мощность от 0% до 100%. Однако точная мощность в киловаттах зависит не только от напряжения постоянного тока, подаваемого на инвертор, но и от импеданса нагрузки, которую рабочая катушка представляет инвертору через согласующую сеть.
Рис. 9. Индукционный нагреватель LCLR с несколькими распределенными инверторами
Изменение продолжительности включения устройств в инверторе:
Мощность можно регулировать путем изменения продолжительности включения переключателей.Когда устройства включены, питание подается на рабочую катушку. Коммутация больших токов между активными устройствами и их свободными диодами является ключевой проблемой этого метода. По этой причине регулирование продолжительности включения не часто используется в инверторах с индукционным нагревом большой мощности.
Изменение рабочей частоты инвертора:
Инвертор обычно расстраивается на стороне высокого напряжения контуров резервуара на собственную резонансную частоту для уменьшения мощности.Это вызывает доминирующее индуктивное сопротивление на входе согласующей цепи с увеличением частоты. Следовательно, ток, потребляемый от инвертора согласующей цепью, запаздывает по фазе, уменьшая амплитуду. Оба эти фактора участвуют в снижении реальной мощности на выходе.
Изменение значения индуктивности в согласующей цепи:
Согласующая сеть обычно преобразует полное сопротивление нагрузки от рабочей катушки в подходящее сопротивление нагрузки, которое может управляться инвертором.Фактически, сопротивление рабочей катушки уменьшается по мере уменьшения значения индуктивности, что в конечном итоге снижает мощность, подаваемую от инвертора.
Согласующий трансформатор полного сопротивления:
Силовые трансформаторыRF с изолентой могут быть использованы в цепи для грубого изменения импеданса рабочей катушки. Гальваническая развязка и выполнение преобразования импеданса для установки пропускной способности также обеспечивается ферритовым силовым трансформатором. Трансформатор должен быть спроектирован таким образом, чтобы иметь минимальную межобмоточную емкость и высокую изоляцию при высокой индуктивности рассеяния.
Управление фазовым сдвигом инвертора H-моста:
Существует альтернативный метод управления мощностью, когда рабочая катушка приводится в действие полномостовым (Н-мостовым) инвертором с питанием от напряжения. Существует возможность управления мощностью, если возможно независимое переключение обеих ветвей моста, регулируя фазовый сдвиг между двумя ветвями моста. Когда обе ветви моста переключаются точно по фазе, на выходе предлагается одинаковое напряжение. Это означает, что в рабочей катушке нет напряжения и тока.Напротив, когда обе ветви моста переключаются в противофазе, через рабочую катушку протекает максимальный ток и достигается максимальный нагрев. По сравнению с приводом другой ветви моста, мощность от 0% до 100% может быть достигнута путем изменения фазового сдвига привода на половину моста между 0 и 180 градусами.
Этот метод оказывается чрезвычайно эффективным, поскольку управление мощностью может быть достигнуто на стороне управления меньшей мощностью. Поскольку инвертор не отстроен от резонансной частоты рабочей катушки, инвертор всегда отмечает хороший коэффициент мощности; следовательно, реактивный ток, протекающий через безынерционные диоды, уменьшается.
ЗАКЛЮЧЕНИЕ
В данной работе обсуждается применение индукционных печей для плавки металлов. Чистый, энергоэффективный и хорошо контролируемый процесс плавления — преимущество индукционной печи по сравнению с другими процессами плавки. Поскольку индукционные печи — это процесс бесконтактного нагрева, они никогда не загрязняют нагреваемый материал. За счет фактического тепловыделения внутри детали достигается очень высокий КПД. Конечно-элементное моделирование печи также демонстрируется в сравнении с результатами экспериментальной печи.
ССЫЛКИ
[1] Лоран Дежегер, Томас Пьер, Мюриэль Карин, Филипп Ле Массон и Микаль Куртуа, Проектирование и разработка индукционной печи для определения характеристик расплавленных металлов при высоких температурах, Высокие температуры — высокие давления, Vol. 47 (1), стр. 2349, 2018. [2] Дж. У. Эванс и С. Д. Лимпани, Усовершенствованная математическая модель течения расплава в индукционных печах и сравнение с экспериментальными данными, Metallurgical Transactions B, Volume 14, Issue 2, pp 306308, июнь 1983.[3] И.В. Позняк, А.Ю. Печенков, А. Шатунов, Индукционная печь с холодным тиглем как инструмент для исследования высокотемпературных расплавов, конф. Материалы 9-го Российско-Корейского международного симпозиума по электроэнергетике, КОРУС, стр. 372-376, 26 июня — 2 июля 2005 г. [4] М. С. Б. Ранджана, П. С. Ванкхэйд, Н. Д. Гондхалекар, Модифицированный многоуровневый инвертор с каскадным H-мостом для солнечных батарей, Conf. Proc., Международная конференция по экологически чистым вычислениям, коммуникациям и электротехнике IEEE-ICGCCEE14, стр.17, Коимбатур (Индия), 6-8 марта 2014 г. [5] М. С. Б. Ранджана, Н. С. Редди и Р. К. П. Кумар, Новый однофазный усовершенствованный многоуровневый инвертор с регулируемой амплитудой уровней напряжения, Conf. Proc., Международная конференция по схемам, питанию и вычислительным технологиям, IEEE-ICCPCT14, стр. 950957, Nagarcoil (Индия), 20-21 марта 2014 г. [6] С. Бикаш, С. Анвеша, С. Б. Махаджан, П. Сандживикумар, С. Аамер, Бесщеточный контроль скорости электродвигателя постоянного тока и коррекция коэффициента мощности с использованием несимметричного первичного индуктивного преобразователя, Достижения в системах питания и управлении энергией, Springer, Сингапур, т.436, с. 431438, 2018. [7] М. С. Б. Ранджана, Н. С. Редди, Р. К. П. Кумар, Новые неизолированные повышающие преобразователи постоянного тока в постоянный ток для фотоэлектрических приложений, Conf. Proc., Международная конференция по схемам, питанию и вычислительным технологиям, IEEE-ICCPCT14, стр. 970977, Nagarcoil (Индия), 20-21 марта 2014 г. [8] Питер Дорланд, Якобус Д. ван Вик и Оскар Х. Стилау О влиянии конструкции змеевика и электромагнитной конфигурации на эффективность индукционной плавильной печи 4, ИЮЛЬ / АВГУСТ 2000 [9] М.С. Бхаскар, П. Сандживикумар, Ф. Блаабьерг, Р. Кулкарни, С. Сешагири, А. Хаджизаде Новые топологии преобразователей LY для высокого коэффициента передачи — новая порода семейства XY Conf. Proc., IET 4th IET Intl. Конф. О чистой энергии и технологиях, IET-CEAT16, стр. 1-8, Куала-Лумпур (Малайзия), 14-15 ноября 2016 г. [10] П. Сандживикумар, М. С. Бхаскар, П. Дхонд, Ф. Блаабьерг, М. Пехт, Неизолированные конфигурации гибридных триадных преобразователей с шестью выходами для высокопроизводительных приложений возобновляемой энергии, Достижения в энергетических системах и управлении энергопотреблением, Springer, США. Сингапур, т.436, с. 1 12, 2018. [11] К. П. Дракс, М. С. Б. Ранджана и К. М. Пандав, Каскадный асимметричный многоуровневый инвертор с минимальным количеством переключателей для солнечных батарей, Conf. Proc., Энергетические и энергетические системы: к устойчивой энергетике, IEEE-PESTSE14, стр. 16, Бангалор (Индия), 13-15 марта 2014 г. [12] С. Падманабан, М. С. Бхаскар, Ф. Блаабьерг, Л. Э. Норум, С. Сешагири и А. Гаджизаде, Девятифазный шестиступенчатый инвертор для пятиуровневого вывода на основе метода ШИМ с двойной несущей, Conf. Proc., IET 4th IET Intl.Конф. О чистой энергии и технологиях, IET-CEAT16, стр. 1-7, Куала-Лумпур (Малайзия), 14-15 ноября 2016 г. [13] Дирк ван Ризен и Кей Хамейер: Сопряженное электромагнитное, структурно-динамическое и акустическое моделирование индукционной печи 4, АПРЕЛЬ 2006 г. [14] М. С. Б. Ранджана, П. К. Мароти и Б. С. Ревати, Новый однофазный многоуровневый инвертор с одним фотоэлектрическим источником и меньшим количеством переключателей, Conf. Proc., 2-я Международная конференция по устройствам, схемам и системам IEEE-ICDCS14, стр. 16, Коимбатур (Индия), 6-8 марта.2014 г. [15] А. В. Олувафеми, Э. Озсой, С. Падманабан, М. С. Бхаскар, В. К. Рамачандарамурти и В. Федак, Модифицированная схема преобразователя cuk с высоким выходным усилением для возобновляемых источников # x2014; Комплексное исследование, конф. Proc., Конференция IEEE по преобразованию энергии, IEEE-ENCON17, стр. 117-122, Куала-Лумпур (Малайзия), 30-31 окт. 2017 г. [16] К. Муранда, Э. Озой, С. Падманабан, М. С. Бхаскар, В. Федак, В.К. Рамачандарамурти, Модифицированный повышающий преобразователь постоянного тока в постоянный ток SEPIC с конфигурацией с высоким выходным усилением для возобновляемых источников энергии, Конф.Proc., Конференция IEEE по преобразованию энергии, IEEE-CENCON17, стр. 317-322, Куала-Лумпур (Малайзия), 30-31 окт. 2017.
[17] С. Б. Махаджан, П. Сандживикумар, О. Оджо, М. Ривера, Р. Кулкарни: Неизолированный и инвертирующий многоуровневый повышающий преобразователь Nx для фотоэлектрических цепей постоянного тока, Conf. Proc., IEEE Intl. Конф. on Automatica IEEE-ICA-ACCA16, стр. 1-8, Курико (Чили), 19-21 октября 2016 г. [18] Т. Бауэр и Г. Хеннебергер. Трехмерный расчет и оптимизация акустического поля индукционной печи, вызванного электромагнитными силами. [19] С.К. Падманабан, М. С. Бхаскар, П. К. Мароти, Ф. Блаабьерг, П. Сиано и В. Олещук, Конфигурация шестиступенчатого инвертора для многоуровневого девятифазного симметричного преобразователя с открытой обмоткой, конф. Proc., IEEE 1st International Conference on Power Electronics, Intelligent Control and Energy Systems, IEEE-ICPEICES16, pp. 16, Delhi (India), 4-6 июля 2016 г. [20] М. С. Бхаскар, П. Сандживикумар, Ф. Блаабьерг, О. Оджо, С. Сешагири иR. Kulkarni, Инвертирующий неизолированный многоуровневый повышающий преобразователь Nx и 2Nx для возобновляемых источников энергии, Conf.Proc., IET Intl. Конф. по чистой энергии и технологиям, IET-CEAT16, Куала-Лумпур (Малайзия), стр. 1 (8) — 1 (8), 14-15 ноября 2016 г.
[21] П.Г. Симпсон Индукционный нагрев МакГроу-Хилла: конструкция змеевика и системы [22] Джон Дэвикс, Руководство по индукционному нагреву Питера Симпсона, McGraw-Холм
Индукционный нагрев III. с IGBT
Индукционный нагрев III. с IGBT Принцип индукционного нагрева прост.Катушка генерирует высокочастотное магнитное поле, а металлический предмет в середине
катушка индуцирует вихревые токи, которые нагревают ее. Параллельно катушке подключается резонансная емкость для компенсации ее
индуктивный характер. Резонансный контур (катушка-конденсатор) должен работать на его резонансной частоте. Ток возбуждения намного меньше
чем ток, протекающий через катушку. Схема работает как «двойной полумост» с четырьмя IGBT STGW30NC60W, управляемыми с помощью
схема IR2153.Двойной полумост может выдавать ту же мощность, что и полный мост, но драйвер затвора проще. Большой двойной диод
STTh300L06TV1 (2x 120A) работает как антипараллельные диоды. Будет достаточно диодов гораздо меньшего размера (30А). Если вы используете IGBT со встроенным
диоды (например, STGW30NC60WD), вам не придется их использовать. Рабочая частота настраивается в резонанс с помощью потенциометра. Резонанс обозначается значком
максимальная яркость светодиода. Конечно, вы можете создать более сложный драйвер. Лучше всего использовать автоматическую настройку,
что, конечно, есть в профессиональных обогревателях, но схема потеряет привлекательную простоту.Частоту можно регулировать в диапазоне примерно
От 110 до 210 кГц. Схема управления требует дополнительного напряжения 14-15В от небольшого адаптера (может быть как коммутируемым, так и обычным). Выход подключен
в рабочий контур через
согласование дросселя L1 и разделительного трансформатора. Оба они находятся в воздушном исполнении. Дроссель имеет 4 витка на диаметре 23 см, разделительный трансформатор
состоит из 12 витков двухжильного кабеля диаметром 14 см (см. фото ниже). Выходная мощность сейчас около 1600 Вт и все еще есть.
есть возможности для улучшения.
Рабочая катушка изготовлена из проволоки диаметром 3,3 мм. Лучше будет медная труба, которая может быть подключена к водяному охлаждению. Катушка имеет
6 витков диаметром 24 мм и высотой 23 мм. Катушка после продолжительной работы нагревается. Резонансный конденсатор выполнен из
23 шт. Малогабаритных конденсаторов общей емкостью 2u3. В конструкции можно использовать конденсаторы 100 нФ (полипропилен ~ 275В МКП и
класс X2). Они не предназначены для таких целей, но могут быть использованы. Резонансная частота 160 кГц.Рекомендуется
использовать фильтр EMI. Вариак можно заменить на мягкий пуск. Рекомендую использовать
ограничитель тока, подключенный последовательно к сети (например, нагреватели, галогенные лампы, около 1 кВт) при первом включении.
Предупреждение! Цепь индукционного нагрева электрически подключена к сети и находится под опасным для жизни напряжением! Используйте потенциометр с пластмассовым стержнем. Высокочастотное электромагнитное поле может нанести вред электронным устройствам и носителям информации.Схема вызывает значительные электромагнитные помехи. Это может вызвать поражение электрическим током, ожоги или возгорание. Все делаете на свой страх и риск. Я не несу ответственности за любой причиненный вам вред.
Принципиальная схема индукционного нагревателя с IGBT
Резонансный контур индукционного нагрева
рабочий индукционный нагреватель
двойполомость 🙂
Двойной полумост
Двойной полумост и электролитический конденсатор
Elyte 2200u / 500V RIFA
Зеленый L1 и белый изолирующий трансформатор
деталь высокочастотного изоляционного трансформатора
Видео — Плавка стального шнека
Видео — Плавка стального шнека 2
Видео — обогрев разных предметов
дом
, работа и применение
Принцип индукционного нагрева используется в производственных процессах с 1920-х годов.Как уже было сказано, необходимость — мать изобретений, во время Второй мировой войны потребность в быстром процессе упрочнения деталей металлического двигателя привела к быстрому развитию технологии индукционного нагрева. Сегодня мы видим применение этой технологии в наших повседневных потребностях. В последнее время потребность в улучшенном контроле качества и безопасных производственных технологиях снова привлекла внимание к этой технологии. Благодаря современным передовым технологиям внедряются новые и надежные методы реализации индукционного нагрева.
Что такое индукционный нагрев?
Принцип работы процесса индукционного нагрева представляет собой комбинированный рецепт электромагнитной индукции и джоулева нагрева. Индукционный нагрев — это бесконтактный процесс нагрева электропроводящего металла путем создания в нем вихревых токов с использованием принципа электромагнитной индукции. Поскольку генерируемый вихревой ток течет против удельного сопротивления металла, по принципу джоулева нагрева в металле генерируется тепло.
Индукционный нагрев
Как работает индукционный нагрев?
Знание закона Фарадея очень полезно для понимания работы индукционного нагрева. Согласно закону электромагнитной индукции Фарадея, изменение электрического поля в проводнике приводит к возникновению переменного магнитного поля вокруг него, сила которого зависит от величины приложенного электрического поля. Этот принцип работает и наоборот, когда в проводнике изменяется магнитное поле.
Итак, вышеуказанный принцип используется в процессе индукционного нагрева.Здесь твердотельный источник питания с высокочастотной частотой подается на катушку индуктивности, а нагреваемый материал помещается внутри катушки. Когда через катушку пропускают переменный ток, вокруг нее создается переменное магнитное поле в соответствии с законом Фарадея. Когда материал, помещенный внутри индуктора, попадает в диапазон этого переменного магнитного поля, в материале генерируется вихревой ток.
Теперь соблюдается принцип джоулева нагрева. В соответствии с этим при прохождении тока через материал в нем выделяется тепло.Таким образом, когда в материале генерируется ток из-за индуцированного магнитного поля, протекающий ток выделяет тепло изнутри материала. Это объясняет процесс бесконтактного индукционного нагрева.
Индуктивный нагрев металлаСхема цепи индукционного нагрева
Установка, используемая для процесса индукционного нагрева, состоит из высокочастотного источника питания для подачи переменного тока в цепь. Медная катушка используется в качестве индуктора, и к ней подается ток. Нагреваемый материал помещается внутрь медного змеевика.
Типовая установка индукционного нагрева
Изменяя силу подаваемого тока, мы можем контролировать температуру нагрева. Поскольку вихревой ток, возникающий внутри материала, течет противоположно удельному электрическому сопротивлению материала, в этом процессе наблюдается точный и локализованный нагрев.
Помимо вихревых токов, в магнитных частях также выделяется тепло из-за гистерезиса. Электрическое сопротивление, создаваемое магнитным материалом по отношению к изменяющемуся магнитному полю внутри индуктора, вызывает внутреннее трение.Это внутреннее трение создает тепло.
Поскольку процесс индукционного нагрева является процессом бесконтактного нагрева, нагреваемый материал может находиться вдали от источника питания или погружаться в жидкость, или в любую газообразную среду, или в вакуум. Для этого типа нагрева не требуются дымовые газы.
Факторы, которые необходимо учитывать при проектировании системы индукционного нагрева
Есть несколько факторов, которые следует учитывать при проектировании системы индукционного нагрева для любого типа применения.
- Обычно индукционный нагрев используется для металлов и токопроводящих материалов. Непроводящий материал можно нагревать напрямую.
- При нанесении на магнитные материалы тепло генерируется как вихревыми токами, так и эффектом гистерезиса магнитных материалов.
- Маленькие и тонкие материалы нагреваются быстрее по сравнению с большими и толстыми материалами.
- Чем выше частота переменного тока, тем меньше глубина проплавления.
- Материалы с более высоким удельным сопротивлением быстро нагреваются.
- Индуктор, в который помещается нагревательный материал, должен позволять легко вставлять и удалять материал.
- При расчете мощности источника питания необходимо учитывать удельную теплоемкость нагреваемого материала, массу материала и требуемое повышение температуры.
- Потери тепла из-за теплопроводности, конвекции и излучения также следует принимать во внимание при выборе мощности источника питания.
Формула для индукционного нагрева
Глубина, на которую проникает вихревой ток в материал, определяется частотой индукционного тока.Для токоведущих слоев эффективная глубина может быть рассчитана как
D = 5000 √ρ / µf
Здесь d означает глубину (см), относительная магнитная проницаемость материала обозначена как µ, ρ — удельное сопротивление. материала в Ом-см, f указывает частоту переменного тока в Гц.
Конструкция змеевика индукционного нагреваКатушка, используемая в качестве индуктора, к которому подается питание, бывает различных форм.Наведенный ток в материале пропорционален количеству витков в катушке. Таким образом, для эффективности и действенности индукционного нагрева важна конструкция катушки.
Обычно индукционные катушки представляют собой медные проводники с водяным охлаждением. В зависимости от наших приложений используются катушки различной формы. Чаще всего используется многооборотная спиральная катушка. Для этой катушки ширина диаграммы нагрева определяется количеством витков в катушке. Однооборотные катушки полезны в тех случаях, когда требуется нагрев узкой полосы заготовки или кончика материала.
Многопозиционный спиральный змеевик используется для нагрева нескольких деталей. Блинный змеевик используется, когда требуется нагреть только одну сторону материала. Внутренний змеевик используется для нагрева внутренних отверстий.
Области применения индукционного нагрева
- Целенаправленный нагрев для поверхностного нагрева, плавления, пайки возможен с помощью процесса индукционного нагрева.
- Кроме металлов, нагрев жидких проводов и газопроводов возможен с помощью индукционного нагрева.
- Для нагрева кремния в полупроводниковой промышленности используется принцип индукционного нагрева.
- Этот процесс используется в индукционных печах для нагрева металла до температуры плавления.
- Поскольку это бесконтактный процесс нагрева, вакуумные печи используют этот процесс для производства специальной стали и сплавов, которые могут окисляться при нагревании в присутствии кислорода.
- Процесс индукционного нагрева используется для сварки металлов, а иногда и пластмасс, когда они легированы ферромагнитной керамикой.
- Индукционные плиты, используемые на кухне, работают по принципу индукционного нагрева.
- Для пайки твердого сплава на валу используется процесс индукционного нагрева.
- Для герметизации крышек бутылок и фармацевтических препаратов с защитой от несанкционированного доступа используется процесс индукционного нагрева.
- В машине для моделирования впрыска пластмасс используется индукционный нагрев для повышения энергоэффективности впрыска.
Для обрабатывающей промышленности индукционный нагрев обеспечивает мощный пакет стабильности, скорости и контроля.Это аккуратный, быстрый и экологически чистый процесс нагрева. Потери тепла, наблюдаемые при индукционном нагреве, могут быть решены с помощью закона Ленца. Этот закон показал способ продуктивного использования тепловых потерь, возникающих в процессе индукционного нагрева. Какое из применений индукционного нагрева вас поразило?
Что такое индукция? | Индуктотерм Корп.
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности.Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом. Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока.Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея). Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке.Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться движению. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем индукционный нагрев отличается от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируется непосредственно с использованием индуцированного тока, зависит от того, что называется опорной электрической глубиной .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток более высокой частоты приведет к меньшей глубине электрического опорного сигнала , а ток более низкой частоты приведет к большей глубине опорного электрического сигнала .Эта глубина также зависит от электрических и магнитных свойств детали.
Электрическая опорная глубина диаграммы высоких и низких частот Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии змеевика позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление — это первый шаг в производстве полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, чтобы вызвать напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, при использовании тех же принципов нагрева, что и при нагревании в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывного использования.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень малая электрическая опорная глубина , которая может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых состоит в том, чтобы прижать края сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней стороны сформированного канала. По мере прохождения тока по краям ленты они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Как работают индукционные печи
Как работают индукционные печиЗНАТЬ
Программное обеспечение для образования и промышленности
Как работают индукционные печи — интерактивный компьютер
программа, которая даст вам интуитивное понимание индукции
печи за счет использования текста, графики и анимации.
Никаких предварительных знаний об электричестве не предполагается и не требуется. Это
выдаст пользователю:
1) генерал
понимание того, что делает индукционная печь и как она работает
это,
2) знание
терминология, сопровождающая область индукционных печей, и
3) достаточно знаний, чтобы
при желании проведите дополнительное исследование.
- как устроены индукционные печи
- почему плавится металл в печи
- какие магнитные поля
- что такое открытие Эрстеда и почему оно такое
важный
- что такое электромагниты и почему они бывают
важный
- почему индукционные печи работают на переменном токе, а не на постоянном токе
- что такое закон Фарадея и почему он важен
- какой коэффициент мощности
- как можно скорректировать коэффициент мощности
- какой эффект при установке конденсаторов параллельно с
индукционная печь
- какой эффект при установке конденсаторов последовательно с индукционная печь имеет
- какое влияние частота источника питания оказывает на индукцию
печь
Вот Содержание программа…
Как работают индукционные печиC глава
1. Введение
Что такое индукционная печь?
Почему она называется индукционной печью без сердечника?
Куда мне идти дальше?
2. Как строятся индукционные печи?
Основные компоненты индукционной печи
Конструкция индукционной печи
Фотографии индукционных печей
3.Почему плавится металл?
Магнитные поля
Oersted’s Discovery
Электромагниты
Источник переменного тока
Закон Фарадея
4. Проблема коэффициента мощности
Введение
Проблема коэффициента мощности
Почему ток отстает от напряжения в индукторе
Конденсаторы помогают решить проблему с коэффициентом мощности
Введение
Что такое конденсатор?
Почему ток ведет к напряжению в конденсаторе
Сводка по фазовому сдвигу резистора, индуктора и конденсатора
6.Конденсаторы, подключенные параллельно индукционной печи
Введение
Сопротивление и реактивность
Подключение конденсаторов параллельно индуктору
Индукционная печь с параллельными конденсаторами
Резюме
7. Последовательные конденсаторы с индукционной печью
Введение
Последовательное соединение конденсаторов с индуктором
Индукционная печь с последовательными конденсаторами
Резюме
8.Как частота источника питания влияет на печи с
Параллельные конденсаторы
Введение
Зависимость полного тока от частоты
Печь с параллельными конденсаторами и источником питания переменной частоты
Резюме
9. Как частота источника питания влияет на печи с серией
Конденсаторы
Введение
Зависимость полного тока от частоты
Печь с последовательными конденсаторами и источником питания переменной частоты
Резюме
Индекс
Вот отрывок из главы 4 , объясняющий Проблема с коэффициентом мощности…
Проблема с коэффициентом мощности:
На рисунке 4-2 ниже показаны напряжение переменного тока и ток
индуктор. И напряжение, и ток являются синусоидальными волнами с
частота 60 Гц (60 циклов в секунду), поэтому период или время, необходимое для каждой синусоидальной волны
возникающего напряжения или тока составляет 1/60 секунды (1/50
второй в Европе). Создается один цикл синусоиды
когда электрический генератор совершает полный оборот на 360
градусов, поэтому горизонтальная ось синусоиды может быть отмечена
как в градусах, так и в единицах времени.
Для идеального индуктора, не имеющего сопротивления, ток
через катушку индуктивности отстает от напряжение на катушке индуктивности на
90 градусов. В следующем разделе объясняется, почему это происходит.
Чтобы распознать это отставание на рис. 4-2, сравните любые два соответствующих
точки на синусоидальных волнах напряжения и тока. Например,
посмотрите, где синусоидальная волна напряжения пересекает горизонтальную ось на
его путь вверх; затем посмотрите, где текущая синусоида пересекает
горизонтальная ось движется вверх.Эти две точки равны 90 градусам.
и текущая синусоида пересекает горизонтальную ось после
синусоидальная волна напряжения, поэтому мы говорим, что ток отстает от напряжения.
То же самое будет верно для любых других двух соответствующих точек; нравиться
где две формы волны достигают своего пика. Если резистор был
подключенный к источнику переменного тока вместо индуктора, напряжение и
ток будет в фазе. Другими словами, они оба пойдут
через ноль одновременно и будет выглядеть так, как будто они сверху
друг друга, хотя они могут иметь разную амплитуду в зависимости от
номинала резистора и масштабирования графика.
Рисунок 4-2. Коэффициент мощности индуктора
Коэффициент мощности цепи определяется как косинус угла или фазовый сдвиг, между напряжением и током цепи. Чем больше угол между напряжением и током, тем менее эффективен схема будет. Коэффициент мощности обычно выражается как процентов, умножив косинус угла на 100%. Косинус угла можно найти с помощью большинства научных калькуляторов. На рисунке 4-3 ниже показан косинус некоторых углов. Как угол увеличивается, косинус уменьшается.
Вот отрывок из Главы 6 , объясняющий, как конденсаторы, подключенные параллельно индукционной печи, могут помочь проблема коэффициента мощности …
Индукционная печь с параллельными конденсаторами:
На рисунке 6-4 ниже показана индукционная печь мощностью 200 кВт с коэффициентом мощности 20% подключены к A.C. источник и потенциально конденсатор. Конденсаторы еще не подключены к цепь, как указано на этикетке 0 кВАр рядом с конденсатором символ. На следующем рисунке мы собираемся варьировать номинальную мощность печи. мощность, коэффициент мощности печи и размер конденсаторов в цепи, чтобы увидеть, можно ли скорректировать общий коэффициент мощности с помощью добавление конденсаторов. Рисунок 6-4 предназначен только для объяснения некоторых аспектов. схемы. Глядя на примечания, выделенные красным на рис. 6-4, мы можем видите, что:
1) Общий коэффициент мощности схемы равен мощности
коэффициент печи, так как конденсаторы еще не добавлены.
2) Общий коэффициент мощности является индуктивным, поскольку полный ток
отстает от приложенного напряжения на 78 градусов (знак минус указывает на
ток отстает от приложенного напряжения).
3) Полный ток цепи равен току
печь так как конденсаторы еще не добавлялись.
4) Ток печи отстает от приложенного напряжения на 78
градусов (так как коэффициент мощности печи 20% и косинус 78
градусов составляет 0,20).
5) После добавления конденсаторов общий ток будет равен
ток конденсатора плюс ток печи, векторно добавленный к
учитывать их углы (мы сделаем это за вас).
Рисунок 6-4. Индукционная печь с
Описание параллельных конденсаторов
На рисунке 6-5 ниже показана индукционная печь с параллельные конденсаторы, в которых мы можем варьировать номинальные характеристики печи мощность, коэффициент мощности печи и размер конденсаторов. Выполните следующие шаги, чтобы увидеть влияние конденсаторов на схема:
1) Щелкните раскрывающийся список рядом с символом конденсатора и выберите 0 кВАр, если он еще не выбран (номинальная мощность печи мощность и коэффициент мощности печи должны быть 200 кВт и 20% соответственно), чтобы подтвердить, что печь имеет такую же мощность коэффициент и потребляет такое же количество тока, как показано на рисунке 6-4 выше.
2) Щелкните раскрывающийся список рядом с символом конденсатора. и выберите 1000 кВАр (номинальная мощность печи и мощность печи коэффициент должен по-прежнему составлять 200 кВт и 20% соответственно). Обратите внимание, что общий коэффициент мощности теперь составляет 99% емкостной. Это почти идеальный коэффициент мощности 100%. Общая коэффициент мощности является емкостным, потому что полный ток приводит к приложенное напряжение на 6 градусов. Другими словами, у нас есть добавил немного слишком большую емкость.Также обратите внимание, что общий ток, или ток, который должен обеспечивать блок питания, имеет был уменьшен с 2083 ампер до 428 ампер, что снизило мощность использование почти на 80%. Ток через змеевик печи Однако все еще составляет 2083 ампер.
3) Нажмите на номинальную мощность печи и выберите 400 кВт …
Как работают индукционные печи написано на .html, чтобы вы могли использовать свой любимый интернет-браузер для перемещаться по нему с помощью гиперссылок, закладок и слов поиски.
Принцип работы индукционных печей не требует программного обеспечения установка на ваш компьютер. Просто дважды щелкните по таблице из Contents.html.
Как работают индукционные печи написано профессионалом Инженер с 14-летним производственным опытом и 20-летним опытом. обучение электротехнике на уровне колледжа.
Требования к аппаратному и программному обеспечению:
Интернет-браузер например Internet Explorer , Netscape , Firefox , Chrome и т. Д.
Печатная плата индукционной печи для термообработки с высокой мощностью
Завод занимает площадь более 4000 квадратных метров, с 2 производственными линиями и мощностью более 40 тысяч комплектов каждый год. 100% тест на печатную плату: печатная плата является ядром продукта, мы должны подтвердить готовность 4 раза среди всего потока производства. 100% тест на старение: дайте готовому элементу поработать некоторое время на линии тестирования старения, дефектный должен вернуть.
Печатная плата печатной платы индукционной плиты изготовителя узла печатной платы/ Электронная плата контроля температуры Минимальный шаг IC 0.2 мм Максимальный размер печатной платы 1200 x 500 мм Минимальная толщина печатной платы 0,25 мм Минимальный размер микросхемы: 0201 (0,2×0,1) / 0603 (0,6 x 0,3 мм) Максимальный размер BGA: 74×74 мм Шаг шарика BGA: 1,00 мм (минимум), 3,00 мм (максимум) Диаметр шарика BGA: 0,40 мм (минимум), 1,00 мм (максимум) Шаг выводов QFP: 0,38 мм (минимум), 2,54 мм (максимум) Объем: от одной детали до небольших объемов производства Низкая стоимость сборки первого изделия График поставки Тип сборки: Поверхность монтажная (SMT) сборка DIP-сборка Смешанная технология (поверхностный монтаж и сквозное отверстие) Одностороннее или двустороннее размещение Кабельная сборка Тип компонентов: Пассивные компоненты: всего лишь корпус 0402. в виде .Шаг 5 мм. Закупки деталей: «Под ключ» (мы поставляем детали). Отправка (вы поставляете детали) Тип припоя: бессвинцовая / ROHS-совместимая печатная плата Изделие Производительность Емкость Количество слоев 1—30 л Базовый материал FR4, High-TG FR4, CEM3, алюминий, высокочастотный (Rogers, Taconic, Aron, PTFE, F4B) Толщина материала (мм) 0,40, 0,60, 0,80, 1,00, 1,20, 1,50, 1,60, 2,0, 2,4, 3,2 Макс.размер платы (мм) 1200×400 мм ; plusmn; 0,15 мм Толщина платы 0,4 мм — 3,2 мм Допуск по толщине & amp; plusmn; 8% Минимальная линия / интервал 0.1 мм Мин. Кольцевое кольцо 0,1 мм Шаг SMD 0,3 мм Минимальный размер отверстия (механический) 0,2 мм Мин. Размер отверстия (лазерное отверстие) 0,1 мм Допустимый размер отверстия (+/-) PTH: & amp; plusmn; 0,075 мм; NPTH: & amp; plusmn ; Допуск отверстия 0,05 мм; покрытие 0,075 мм HASL / LF HAL 2,5 мкм иммерсионное золото Никель 3-7 мкм Au: 1-5u »; Поверхность HAL, ENIG, позолоченное золото, иммерсионное золото, медь OSP Вес 0,5—6 унций Цвет Паяльная маска Зеленый, синий, черный, белый, желтый, красный, матовый зеленый, матовый черный, матовый синий Шелкография Белый, черный, синий , Желтый OEM Service 1.