Обозначения и стандарты на дюймовые и трубные резьбы
| Наименование | Российский стандарт | Зарубежные стандарты | Российское обозначение | Зарубежное обозначение | Параметры резьбы | |||
| Угол профиля | Kонусность (2 tg φ) | Условный проход | Число ниток на 1″ | |||||
| Трубная цилиндрическая резьба | ГОСТ 6357–81 | ISO R228 (международный) DIN 259 (Европа) BS 2779 (Великобритания) JIS B 0202 (Япония)
| G 1/2″ | G 1/2″ 1/2″ BSP PF 1/2″ (Япония) R 1/2″ Tr (Велико- британия) | 55° | 1/8″ | 28 | |
| 1/4″ | 19 | |||||||
| 3/8″ | ||||||||
| 1/2″ | 14 | |||||||
| 3/4″ | ||||||||
| 1″ | 11 | |||||||
| 1 1/4″ | ||||||||
| 1 1/2″ | ||||||||
| 2″ | ||||||||
| 2 1/2″ | ||||||||
| 3″ | ||||||||
| 3 1/2″ | ||||||||
| 4″ | ||||||||
| 5″ | ||||||||
| 6″ | ||||||||
| Трубная коническая резьба | ГОСТ 6211–81 | ISO R7 (международный) DIN 2999 (Европа) BS 21 (Великобритания) JIS B 0203 (Япония)
| R 1/2″ (наружная) Rc 1/2″ (внутренняя коническая) | R 1/2″ 1/2″ BSPT PT 1/2″ (Япония) | 55° | 1:16 | 1/8″ | 28 |
| 1/4″ | 19 | |||||||
| 3/8″ | ||||||||
| 1/2″ | 14 | |||||||
| 3/4″ | ||||||||
| 1″ | 11 | |||||||
| 1 1/4″ | ||||||||
| 1 1/2″ | ||||||||
| 2″ | ||||||||
| 2 1/2″ | ||||||||
| 3″ | ||||||||
| 3 1/2″ | ||||||||
| 4″ | ||||||||
| 5″ | ||||||||
| 6″ | ||||||||
| Kоническая дюймовая резьба с углом профиля 60° | ГОСТ 6111–52 | ANSI B1. 20.1 (США) 20.1 (США) | К 1/2″ | 1/2″ NPT | 60° | 1:16 | 1/16″ | 27 |
| 1/8″ | 18 | |||||||
| 1/4″ | ||||||||
| 3/8″ | 14 | |||||||
| 1/2″ | ||||||||
| 3/4″ | 11,5 | |||||||
| 1″ | ||||||||
| 1 1/4″ | ||||||||
| 1 1/2″ | ||||||||
| 3″ | ||||||||
| Унифицированная цилиндрическая дюймовая резьба с крупным шагом | — | ANSI B1.20.1 (США) | — | 1/2″ UNC | 60° | — | 1/4″ | 20 |
| 5/16″ | 18 | |||||||
| 3/8″ | 16 | |||||||
| 7/16″ | 14 | |||||||
| 1/2″ | 13 | |||||||
| 9/16″ | 12 | |||||||
| 5/8″ | 11 | |||||||
| 3/4″ | 10 | |||||||
| 7/8″ | 9 | |||||||
| 1/2″ | 8 | |||||||
| Унифицированная цилиндрическая дюймовая резьба с мелким шагом | — |  20.1 (США) 20.1 (США) | — | 1/2″ UNC | 60° | — | 1/4″ | 28 |
| 5/16″ | 24 | |||||||
| 3/8″ | ||||||||
| 7/16″ | 20 | |||||||
| 1/2″ | ||||||||
| 9/16″ | 18 | |||||||
| 5/8″ | ||||||||
| 3/4″ | 16 | |||||||
| 7/8″ | 14 | |||||||
| 1″ | 12 | |||||||
1) Согласно ГОСТ 6211-81 допускается внутреннюю резьбу муфты выполнять цилиндрической по ГОСТ 6357-81.
Основные стандарты резьбы
JIC — (Joint Industrial Counsil) — американский стандарт, дюймовая резьба (60°)
JIS — (Japanese Industrial Standard) — японский стандарт
DIN — (Deutsche Institute fur Normung) — немецкий стандарт, метрическая резьба (60º).

BSP — (British Standard Pipe) — английский стандарт
BSPT — трубная коническая (Tapered) резьба (55°)
BSPP — трубная цилиндрическая (Parallel) резьба (55°)
UN — (Unified thread) — американский стандарт (60°)
UNF — мелкая (Fine) дюймовая резьба
UNC — крупная (Coarse) дюймовая резьба
UNS — специальная (special) резьба
NPT — (National Pipe Tapered) — американский стандарт (60°)
NPTF — трубная коническая резьба для топлива (fuel)
NPSM — трубная цилиндрическая ( Straight Mechanikal) резьба
SF — (Straight Flange) — прямое фланцевое соединение ORFS – фланцевое соединение с уплотнительным О-Ring
ГОСТ 9150-81 — метрическая резьба (60°) — аналог ISO
ГОСТ 6111-52 — коническая дюймовая резьба (60°) — аналог NPTF
ГОСТ 6357-81 — трубная цилиндрическая резьба (55°) — аналог BSPP
ГОСТ 6211-81 — трубная коническая резьба (55°) – аналог BSPT
ГОСТ 633-80 — трубы гладкие, высокогерметичные и с высаженными
наружу концами, и муфты к ним (NKT)
⇒ Как определить резьбу
⇒ Обозначение резьбы вернутся назад
ГОСТ 6111-52 РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° |
ГОСТ 6111-52* Взамен ГОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2.(Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1″ | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l1 | l2 | d2=D2 | d=D | d1=D |
dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. РазмерdTсправочный.
3. Вместо резьбы1/16» допускается применять резьбу М6×1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размерl2(расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl1-l2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначениеконической резьбы 3/4″:
К3/4» ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Δl2(черт. 2) относительно номинального расположения не должно превышать±Р(шаг резьбы).
Осевое смещение основной плоскости трубы Δl2(черт. 2) относительно номинального расположения не должно превышать±Р(шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Δl2(черт. 3) относительно номинального расположения не должно превышать±Р(шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеровl1—l2должна быть не менее разности указанных в табл. 1 номинальных размеровl1иl2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (δh1и δh2по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h1=h2=1/2H1 | δh1=δh2 |
|---|---|---|
| мм | ||
| 1/16и1/8« | 0,3765 | -0,045 |
| 1/4и3/8« | 0,5645 | -0,065 |
| 1/2и ¾» | 0,7255 | -0,085 |
| 1 — 2″ | 0,8835 | -0,085 |
Черт. 4
4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (φ/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
|---|---|---|---|---|---|
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16и1/8« | ±1° | +12° | -12° | ±0,02 | ±0,04 |
| -6° | +6° | ||||
| 1/4— 2″ | ±45° | +10° | -10° | ||
| -5° | +5° | ||||
(Измененная редакция, Изм. № 1, 2).
№ 1, 2).
Просмотров: 55352
Дата первого показа: 27.05.2010 03:44:15
Дата публикации: 27.05.2010 03:41:29
Назад в раздел
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Текст ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ
6111-52
Дата введения 01Л0.52
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 605 должны соответствовать черт. 1 и табл. 1.
Линия, параллельная
Сбег резьбы
Н= 0,866Р; Н1 = 0,8Р; ф/2 = Г47’24″; конусность 2tg(p/2 = 1 : 16
Черт. 1
1
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы * 1 2 3/4«:
К3/4» ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
Издание официальное
Перепечатка воспрещена
Таблица 1 Размеры в миллиметрах
Обозначение размера резьбы, дюймы | Число ниток на 1 ” n | Шаг резьбы Р | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диа-метр резьбы у торца трубы di | Рабочая высота витка Н | |||
рабочая 4 | от торца трубы до основной плоскости 4 | ||||||||
средний d2 = D2 | наружный d = D | внутрен ний dx = Dx | |||||||
Vi« | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
V8 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | |||
% | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
3Л | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | |||
% | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
v4 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | |||
1 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | |||
1V4 | 18,0 | 40,218 | 41,985 | 38,451 | 37,784 | ||||
1% | HV2 | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 |
Примечания
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT справочный.
3. Вместо резьбы У16» допускается применять коническую резьбу Мбх 1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер /2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование и. 4 в отношении разности размеров 1Х—12.
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы А/2 (черт. 2) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
Кольцо Кольцо Кольцо
Черт. 2 16
(Измененная редакция, Изм. № 1,2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты А/2 (черт. 3) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
Осевое смещение основной плоскости муфты А/2 (черт. 3) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
(Измененная редакция, Изм. № 1,2).
4. Разность размеров 1Х — /2 должна быть не менее разности указанных в табл. 1 номинальных размеров /, и /2.
5. Отклонения расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (5hx и Ыг2 по черт. 4) не должны превышать приведенных в табл. 2.
Черт. 4
Таблица 2
Обозначение размера резьбы | К = К = ‘/А | 8ф = 8 h2 |
мм | ||
V16«H У8« | 0,3765 | -0,045 |
У/’*3//’ | 0,5645 | -0,065 |
У/’и3//’ | 0,7255 | -0,085 |
1 ’’ —2 ’’ | 0,8835 |
(Измененная редакция, Изм.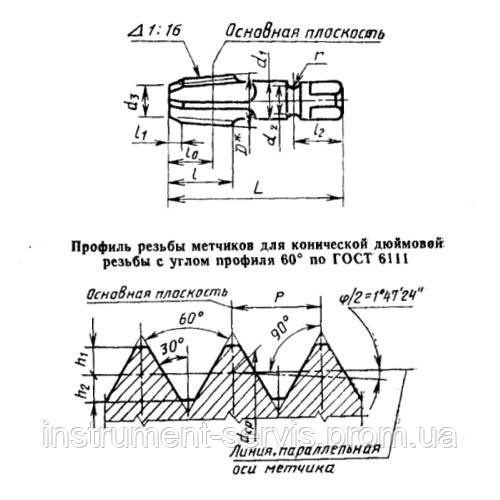 № 2).
№ 2).
6. Отклонения половины угла профиля, угла уклона (ф/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл. 3.
Таблица 3
Обозначение размера резьбы | Пред. откл. | ||||
ПОЛОВИНЫ угла профиля | угла уклона | по шагу резьбы | |||
для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
мм | |||||
У16″и у8« | ±г | +12’ -6’ | -12’ + 6’ | ±0,02 | ±0,04 |
У4«-2» | ±45’ | +10’ -5’ | -10’ + 5’ |
(Измененная редакция, Изм. № 1,2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 3262-75 | Вводная часть |
ГОСТ 6211-81 | » |
ГОСТ 6485-69 | 2, 3 |
ГОСТ 19853-74 | 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 № 4538 (НУС 3—85)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1—70, 3-85)
с размером резьбы 2,5 дюйма. Обозначение и размер трубной резьбы. Резьба круглая для сантехники, кр
Резьба дюймов используется в основном для создания соединений труб: она применяется как к самим трубам, так и к металлической и пластиковой арматуре, необходимой для прокладки трубопроводных магистралей. различного назначения. Основные параметры и характеристики резьбовых элементов из таких соединений регламентируют соответствующий ГОСТ, ведущий размер дюймовой резьбы, на который ориентируются специалисты.
различного назначения. Основные параметры и характеристики резьбовых элементов из таких соединений регламентируют соответствующий ГОСТ, ведущий размер дюймовой резьбы, на который ориентируются специалисты.
Основные настройки
Нормативный документ, в котором оговариваются требования к размеру дюймовой цилиндрической резьбы, — ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последними обычно подразумевают:
- наружный диаметр, измеренный между верхними точками гребней с резьбой, расположенными на противоположных сторонах трубы;
- внутренний диаметр представляет собой величину, которая характеризует расстояние от одной нижней точки впадины между гребнями с резьбой до другой, также на противоположных сторонах трубы.
Зная внешний и внутренний диаметры дюймовой резьбы, можно легко рассчитать высоту ее профиля. Для расчета этого размера достаточно определить разницу между такими диаметрами.
Второй важный параметр — ступенька — характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всей площади изделия, на котором выполнена резьба на трубе, ее шаг не меняется и имеет то же значение.Если это важное требование не будет соблюдено, оно будет просто нерабочим, будет невозможно выбрать второй элемент созданного соединения.
Ознакомиться с положениями ГОСТа относительно дюймовой резьбы можно, скачав документ в формате PDF по ссылке ниже.
Таблица размеров дюймовой и метрической резьбы
Узнать, как метрическая резьба связана с различными видами дюймовой резьбы, можно, воспользовавшись данными из приведенной ниже таблицы.
Одинаковые размеры метрической и различные типы дюймовой резьбы в диапазоне приблизительно Ø8-64 мм
Отличия от метрической резьбы
По внешним признакам и характеристикам у метрической и дюймовой резьбы не так много отличий, к наиболее существенным из которых следует отнести:
- форма профиля резьбового гребня;
- порядок расчета диаметра и шага.


При сравнении форм резьбовых выступов видно, что у дюймовой резьбы такие элементы острее, чем у метрической.Если говорить о точных размерах, то угол вверху гребня дюймовой резьбы равен 55 °.
Параметры метрической и дюймовой резьбы характеризуются различными единицами измерения. Итак, диаметр и шаг первого измеряются в миллиметрах, а второго, соответственно, в дюймах. Однако следует учитывать, что применительно к дюймовой резьбе используется не общепринятая (2,54 см), а специальная трубная дюймовая, равная 3,324 см. Таким образом, если, например, его диаметр составляет дюйма, то в миллиметрах он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого размера, который закреплен ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размер дюймовой резьбы, даны как дробные, так и дробные значения. При этом следует учитывать, что шаг в таких таблицах указан в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чтобы проверить, соответствует ли шаг размеру размеров, указанному в ГОСТе, необходимо измерить этот параметр.Для таких измерений, проводимых как для метрической, так и для дюймовой резьбы в одном алгоритме, используются стандартные инструменты — гребень, калибр, механический измеритель и др.
Самый простой способ измерить шаг дюймовой резьбы трубы следующим методом:
- В качестве простейшего шаблона используется муфта или фитинг, параметры внутренней резьбы которой в точности соответствуют требованиям, которые предъявляет ГОСТ.
- Болт, параметры внешней резьбы которого необходимо измерить, ввинчивают в муфту или фитинг.
- В том случае, если болт образовал плотную резьбовую смесь с муфтой или фитингом, то диаметр и шаг резьбы, который наносится на его поверхность, точно соответствуют параметрам используемого шаблона.
Если болт не ввинчивается в шаблон или винты, но создает неплотное соединение с ним, измерения следует проводить с использованием другой муфты или другого фитинга. Аналогичным способом измеряется и внутренняя резьба трубки, только в качестве шаблона в таких случаях используется изделие с внешней резьбой.
Аналогичным способом измеряется и внутренняя резьба трубки, только в качестве шаблона в таких случаях используется изделие с внешней резьбой.
Определить требуемые размеры можно с помощью резьбонарезного станка, представляющего собой пластину с банкой, форма и другие характеристики которой точно соответствуют параметрам резьбы с определенным шагом. Такую пластину, выступающую в роли шаблона, просто накладывают на проверенную резьбу ее бомбардированной части. То, что резьба на проверяемом элементе соответствует требуемым параметрам, укажет на плотную прилегающую к его профилю отделившуюся часть пластины.
Для того, чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Нарезная техника
Резьба цилиндрическая, относится к дюймовой (внутренней и внешней), может быть отрезана ручным или механическим способом.
Нарезание резьбы вручную Нарезание резьбы ручным инструментом, который используется метчиком (для внутреннего) или кубиком (для внешнего), выполняется в несколько этапов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент закрепляется в воротах (метчике) или в пластиковом держателе (кубиках).
- На конец трубы надевается игральная кость, а во внутреннюю часть последней вставляется метчик.
- Используемый инструмент ввинчивается в трубу или винты на ее конце путем вращения скрутки или держателя для гипса.
- Для получения более чистого и точного результата процедуру стрижки можно повторить несколько раз.
Механически трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на штангенциркуле которого закреплен резьбонарезной нож.
- На конце трубы резаком снимаем фаску, после чего настраивается скорость перемещения суппорта.
- После подведения фрезы к поверхности трубы на станке включить резьбовую подачу.
Следует иметь в виду, что резьба дюйма нарезается механическим способом на токарном станке Только на трубных изделиях, толщина и жесткость которых позволяют это делать. Механический метод Pipe Inshot Thread позволяет получить качественный результат, но использование такой технологии требует соответствующей квалификации и наличия определенных навыков.
Механический метод Pipe Inshot Thread позволяет получить качественный результат, но использование такой технологии требует соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба дюймовая, как указывает ГОСТ, может соответствовать одной из трех степеней точности — 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, поставить буквы «А» (внешняя) или « в «(внутренний). Полные обозначения классов точности резьбы в зависимости от ее типа имеют вид 1a, 2a и 3a (для внешней) и 1B, 2B и 3B (для внутренней). При этом следует учитывать, что 1-й класс соответствует более грубым резьбам, а 3-й — наиболее точным, к размерам которых предъявляются очень жесткие требования.
Трубная цилиндрическая резьба в основном используется для трубных соединений, трубопроводной арматуры и фасонных частей. Эта резьба охватывает диаметры от 1/16 до 6 дюймов с количеством витков резьбы 1 дюйм от 28 до 11.
Номинальный диаметр трубной резьбы условно отнесен к внутреннему диаметру трубы.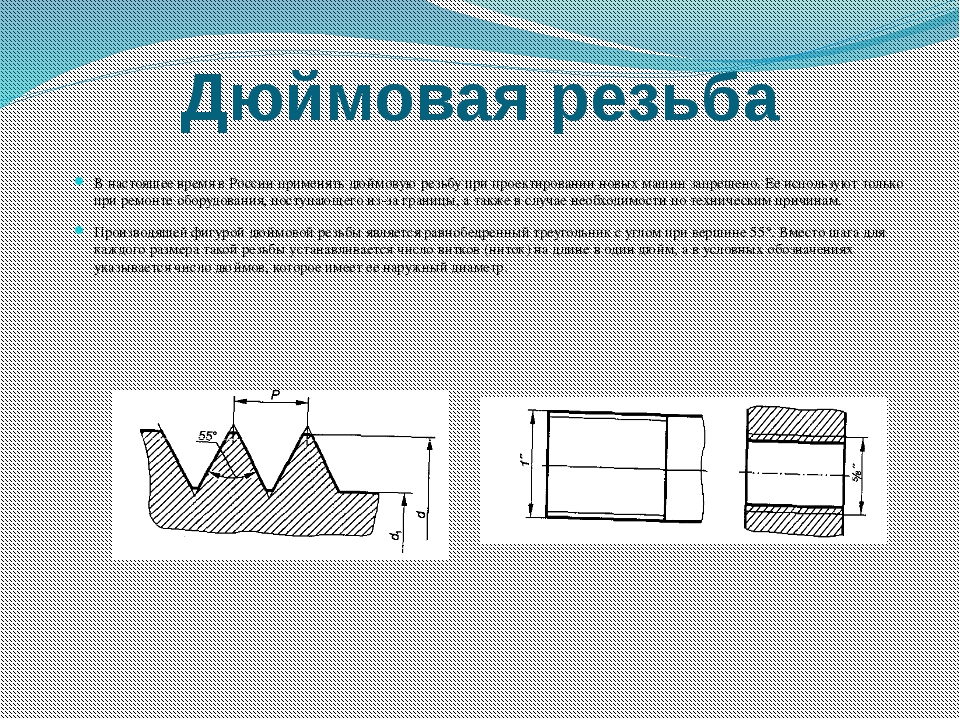 По соотношению шагов и диаметров трубная резьба по ОСТ 1260 представляет собой нарезную дюймовую резьбу. Поэтому трубная резьба в свое время, до стандартизации малой метрической резьбы, применялась не только для трубных соединений, но и для Детали застежки Когда возникла необходимость в резьбе с относительно небольшим шагом, при больших диаметрах.Резьба по трубам — это общеевропейский стандарт для труб и трубных соединений.
По соотношению шагов и диаметров трубная резьба по ОСТ 1260 представляет собой нарезную дюймовую резьбу. Поэтому трубная резьба в свое время, до стандартизации малой метрической резьбы, применялась не только для трубных соединений, но и для Детали застежки Когда возникла необходимость в резьбе с относительно небольшим шагом, при больших диаметрах.Резьба по трубам — это общеевропейский стандарт для труб и трубных соединений.
Резьба трубная цилиндрическая
(ГОСТ 6357-81)
Стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в резьбовых соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81.
Допуски (по ГОСТ 6357-81) Для среднего диаметра резьбы заданы два класса точности — А и V. Допуски среднего диаметра резьбы суммарные.Допуски диаметров D 1 и D не устанавливаются.
размеры, мм.
| Обозначение резьбы | Число ступеней z на длине 25,4 мм | Шаг П.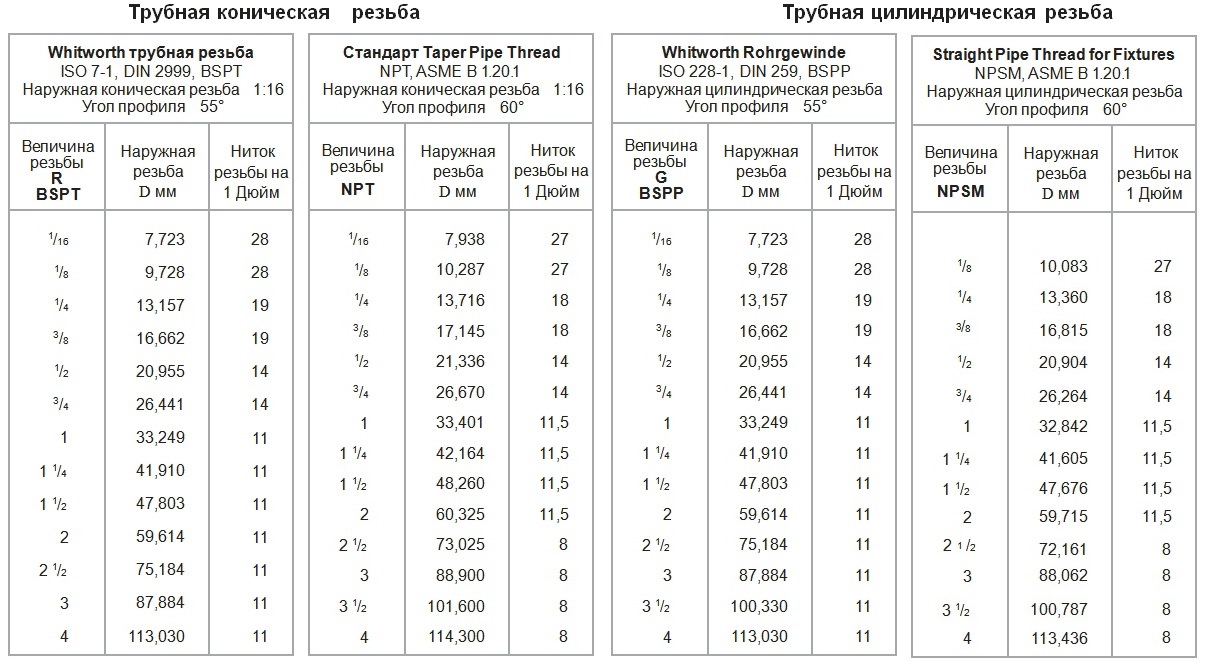 | Диаметр резьбы | Рабочая высота профиля H 1 | R. радиус R. | H. | H / 6. | |||
| 1-й ряд | 2-й ряд | наружный D = D | средний d 2 = d 2 | внутри Ренни D 1 = D 1 | ||||||
| 1/16 дюйма 1/8 дюйма | — | 28 | 0,907 | 7 723 | 7 142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9 728 | 9 147 | 8 566 | ||||||||
| 1/4 дюйма 3/8 дюйма | — | 19 | 1,337 | 13 157 | 12 301 | 11 445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15 806 | 14 950 | ||||||||
| 1/2 « | 5/8″ | 14 | 1814 | 20 955 | 19 793 | 18 631 | 1,161553 | 0,249115 | 1,742331 | 0,2 |
| 22 911 | 21 749 | 20 587 | ||||||||
| 26 441 | 25 279 | 24 117 | ||||||||
| 30 201 | 29 039 | 27 877 | ||||||||
| 1 « | 1 1/8″ 1 3/4 » | 11 | 2 309 | 33 249 | 31 770 | 30 291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37 897 | 36 418 | 34 939 | ||||||||
| 41 910 | 40 431 | 38 952 | ||||||||
| 44 323 | 42 844 | 41 365 | ||||||||
| 47 803 | 46 244 | 44 845 | ||||||||
| 53 746 | 52 267 | 50 788 | ||||||||
| 59 614 | 58 135 | 56 656 | ||||||||
| 2 1/2 дюйма 3 1/2 дюйма | 2 1/4 дюйма 3 3/4 дюйма | 65 710 | 64 231 | 62 752 | ||||||
| 75 184 | 73 705 | 72 226 | ||||||||
| 81 534 | 80 055 | 78 576 | ||||||||
| 87 884 | 86 405 | 84 926 | ||||||||
| 93 980 | 92 501 | 91 022 | ||||||||
| 100 330 | 98 851 | 97.372 | ||||||||
| 106 680 | 105 201 | 103 722 | ||||||||
| 4 дюйма | 4 1/2 дюйма 5 1/2 дюйма | 113 030 | 111 551 | 110,072 | ||||||
| 125 730 | 124 251 | 122 772 | ||||||||
| 138 430 | 136 951 | 135 472 | ||||||||
| 151 130 | 149 651 | 148 172 | ||||||||
| 163 830 | 162 351 | 160 872 | ||||||||
| При выборе размеров ниток следует отдавать предпочтение 1-му ряду 2-му. | ||||||||||
Длина перемещения по ГОСТ 6357-81
Длина скрутки делится на две группы: нормальная N и длинная L.
Размеры, мм.
| Обозначение резьба Размер | Шаг П. | Длина выжима | |
| Н. | Л. | ||
| 1/16 дюйма, 1/8 дюйма | 0,907 | cV. С 4 по 12. | cV. 12 |
| 1/4 дюйма, 3/8 дюйма | 1,337 | cV. С 5 по 16. | cV. шестнадцать |
| 1/2 дюйма, 5/8 дюйма | 1814 | cV. С 7 по 22. | cV. 22. |
| 1 дюйм, 1 1/8 дюйма, 1 1/4 дюйма, 1 3/8 дюйма | 2 309 | cV. С 10 по 30. | cV. тридцать |
| 1 1/2 «, 1 3/4», 2 «, 2 1/4», 2 1/2 «, 2 3/4″, 3 » | cV. С 12 по 36. | cV. 36. | |
| 3 1/4 дюйма, 3 1/2 дюйма, 3 3/4 дюйма, 4 дюйма, 4 1/2 дюйма, 5 дюймов, 5 1/2 дюйма, 6 дюймов | cV.От 13 до 40. | cV. 40. | |
| Числовые значения длин крутки устанавливаются опытным путем. | |||
Легенда левой резьбы дополнена буквами LH.
Примеры стандартной резьбы класса точности A:
G 1 1/2-A
Левая резьба класса точности в:
G 1 1/2 LH-B
Длина винта N в обозначении резьбы не указывается.
Длина скрутки L указывается в миллиметрах.
G 1 1/2 LH-B-40
Посадка указывается дробью: в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение точность наружной резьбы.
G 1 1/2-A / A; G 1 1/2 LH-A / B
Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
G / R 1 1/2 — A
P.С. В свое время трубка с цилиндрическим профилем резьбы (по ОСТ 266) распространялась на диаметры до 18 «с числом витков на 1» от 28 до 8.
Подобные документы:
— Отверстия под резьба
ГОСТ 3469-91 — микроскопы. Нитки для линз. Габариты
ГОСТ 4608-81 — резьба метрическая. Посадка с натяжением
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Эдисон Резьба круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — дюймы резьбовые конические с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба цилиндрическая
ГОСТ 8762-75 — резьба круглая с диаметром диаметр 40 мм для противогазов и калибр к нему.Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 — Резьба трапециевидная. Профили
ГОСТ 9562-81 — резьба трапециевидная односторонняя. Допуски
ГОСТ 9909-81 — клапаны конические и резьбовые для газов
ГОСТ 10177-82 — резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — резьба. Термины и определения
ГОСТ 11709-81 — резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 — резьба упорная армированная 45 градусов
ГОСТ 13536-68 — Резьба круглая для сантехнической арматуры.Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая. Допуски Посадка с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — резьба трапециевидная однопроходная. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная многодневная.
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба коническая метрическая.
ГОСТ 28487-90 — Полотно резьбовое коническое для элементов буровых колонн. Профиль.Габаритные размеры. Допуски
| дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. |
|---|---|---|---|---|---|---|---|---|---|
| — | — | 1 | 25,4 | 2 | 50,8 | 3 | 76,2 | 4 | 101,6 |
| 1/8 | 3,2 | 1 1/8 | 28,6 | 2 1/8 | 54,0 | 3 1/8 | 79,4 | 4 1/8 | 104,8 |
| 1/4 | 6,4 | 1 1/4 | 31,8 | 2 1/4 | 57,2 | 3 1/4 | 82,6 | 4 1/4 | 108,8 |
| 3/8 | 9,5 | 1 3/8 | 34,9 | 2 3/8 | 60,3 | 3 3/8 | 85,7 | 4 3/8 | 111,1 |
| 1/2 | 12,7 | 1 1/2 | 38,1 | 2 1/2 | 63,5 | 3 1/2 | 88,9 | 4 1/2 | 114,3 |
| 5/8 | 15,9 | 1 5/8 | 41,3 | 2 5/8 | 66,7 | 3 5/8 | 92,1 | 4 5/8 | 117,5 |
| 3/4 | 19,0 | 1 3/4 | 44,4 | 2 3/4 | 69,8 | 3 3/4 | 95,2 | 4 3/4 | 120,6 |
| 7/8 | 22,2 | 1 7/8 | 47,6 | 2 7/8 | 73,0 | 3 7/8 | 98,4 | 4 7/8 | 123,8 |
Параметры дюймовой резьбы
Наружный диаметр трубы присоединяемой | Рейтинг резьбы SAE | Номинальная резьба UNF. | Диаметр наружной резьбы, мм | Средний диаметр резьбы, мм | Резьба монтажная | ||
мМ. | дюйма | мМ. | резьба / дюйм | ||||
| 6 | 1/4 «» «» | 1/4 «» «» | 7/16 «» «» — 20 | 11 079 | 9 738 | 1,27 | 20 |
| 8 | 5/16 «» «» | 5/16 «» «» | 5/8 «» «» — 18 | 15 839 | 14 348 | 1,411 | 18 |
| 10 | 3/8 «» «» | 3/8 «» «» | 5/8 «» «» — 18 | 15 839 | 14 348 | 1,411 | 18 |
| 12 | 1/2 «» «» | 1/2 «» «» | 3/4 «» «» — 16 | 19 012 | 17,33 | 1,588 | 16 |
| 16 | 5/8 «» «» | 5/8 «» «» | 7/8 «» «» — 14 | 22 184 | 20 262 | 1814 | 14 |
| 18 | 3/4 «» «» | 3/4 «» «» | 1 «» «» — 14 | 25 357 | 23 437 | 1814 | 14 |
| 18 | 3/4 «» «» | — | 1 «» «» 1 / 16-14 | 26 947 | 25024 | 1814 | 14 |
| 20 | 7/8 «» «» | — | 1 «» «» 1 / 8-12 | 28 529 | 26 284 | 2,117 | 12 |
| 22 | 7/8 «» «» | 7/8 «» «» | 1 «» «» 1 / 4-12 | 31 704 | 29 459 | 2,117 | 12 |
| 22 | 7/8 «» «» | — | 1 «» «» 3 / 8-12 | 34 877 | 32 634 | 2,117 | 12 |
| 25 | 1 «» «» | 1 «» «» | 1 «» «» 1 / 2-12 | 38 052 | 35 809 | 2,117 | 12 |
Медные жилы, провода и кабели
| Сечение токопроводящих жил, мм | Медные жилы, провода и кабели | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| Обсуждение, А. | мощность, кВт | Talk, A. | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, провода и кабели
| Сечение токопроводящей жилы, мм | Алюминиевые жилы, провода и кабели | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| Обсуждение, А. | мощность, кВт | Talk, A. | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Размеры дюймовой резьбы
| Диаметр резьбы в мм | Шаг резьбы в мм | Число витков резьбы на 1 дюйм | |||
| Наружный D. | Средний D. | Внутренний D. | |||
| 3/16 | 4 762 | 4 085 | 3 408 | 1,058 | 24 |
| 1/4 | 6,350 | 5 537 | 4 724 | 1,270 | 20 |
| 5/16 | 7 938 | 7 034 | 6 131 | 1,411 | 18 |
| 3/8 | 9 525 | 8 509 | 7 492 | 1,588 | 16 |
| 1/2 | 12 700 | 11 345 | 9 989 | 2,117 | 12 |
| 5,8 | 15 875 | 14 397 | 12 918 | 2 309 | 11 |
| 3/4 | 19,05 | 17,424 | 15,798 | 2,540 | 10 |
| 7/8 | 22 225 | 20 418 | 18 611 | 2 822 | 9 |
| 1 | 25 400 | 23,367 | 21 334 | 3,175 | 8 |
| 1 1/8 | 28 575 | 26 252 | 23 929 | 3,629 | 7 |
| 1 1/4 | 31 750 | 29 427 | 27 104 | 3,629 | 7 |
| 1 1/2 | 38 100 | 35,39 | 32 679 | 4 233 | 6 |
| 1 3/4 | 44 450 | 41,198 | 37 945 | 5 080 | 5 |
| 2 | 50 800 | 47 186 | 43 572 | 5 644 | 4 1/2 |
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число витков резьбы на 1 дюйм | |||
| Наружный D. | Средний D. | Внутренний D. | |||
| 1/8 | 9,729 | 9 148 | 8,567 | 0,907 | 28 |
| 1/4 | 13 158 | 12 302 | 11 446 | 1,337 | 19 |
| 3/8 | 16,663 | 15 807 | 14 951 | 1,337 | 19 |
| 1/2 | 20 956 | 19 794 | 18 632 | 1814 | 14 |
| 5/8 | 22 912 | 21 750 | 20 588 | 1814 | 14 |
| 3/4 | 26 442 | 25 281 | 24 119 | 1814 | 14 |
| 7/8 | 30,202 | 29 040 | 27 878 | 1814 | 14 |
| 1 | 33 250 | 31 771 | 30.293 | 2 309 | 11 |
| 1 1/8 | 37 898 | 36 420 | 34 941 | 2 309 | 11 |
| 1 1/4 | 41 912 | 40 433 | 38 954 | 2 309 | 11 |
| 1 3/8 | 44 325 | 32 846 | 41367 | 2 309 | 11 |
| 1 1/2 | 47 805 | 46326 | 44 847 | 2 309 | 11 |
| 1 3/4 | 53 748 | 52 270 | 50 791 | 2 309 | 11 |
| 2 | 59 616 | 58 137 | 56 659 | 2 309 | 11 |
Таблица единиц перевода
| Перевод единиц энергии | Перевод единиц давления |
|---|---|
| 1 Дж = 0.24 Cal | 1 Па = 1 н / м * м |
| 1 кДж = 0,28 Вт * ч | 1 Па = 0,102 кгс / м * м |
| 1 Вт = 1 Дж / с | 1 атм = 0,101 МПа = 1,013 бар |
| 1 Cal = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал / ч = 1,163 Вт | 1 psi = 0,06895 бар = 0,06805 атм |
Таблицы перевода размеров: просто и быстро
Процесс выбора необходимых размеров резьбового участка, кабелей и труб часто отнимает много времени.Помимо выбора подходящих размеров с учетом параметров оборудования, заказчик должен самостоятельно перевести данные в подходящие единицы измерения. Такой процесс оборачивается значительными временными затратами.
Мы упрощаем эту задачу, так как предлагаем вам воспользоваться готовыми таблицами перевода. На странице нашего сайта вы найдете таблицы, которые помогут вам легко выбрать нужные темы. дюймовые трубки, медные и алюминиевые жилы и кабели. Также вы можете использовать таблицу перевода в метрике, тем самым точно рассчитав необходимые размеры раздела.
К сожалению, большинство производителей оборудования оставляют заказчиков один на один с выполнением расчетов. Поэтому человеку приходится самостоятельно искать в интернете таблицу перевода с целью подбора оптимальных размеров сечения проводов и диаметров труб.
Мы ценим время наших клиентов, предоставляя каждому возможность использовать готовые решения. В наших таблицах стандартные размеры переведены из дюймов в миллиметры.
На этой странице вы также найдете переводы основных энергетических агрегатов и агрегатов давления, поэтому сможете правильно подобрать холодильное оборудование, учитывая индивидуальные условия размещения и режимы работы агрегатов.
Такие параметры, как качество трубной резьбы, ее соответствие оси трубы, играют ключевую роль при монтаже систем водоснабжения и отопления. В некоторых случаях разделка щитом своими руками. Надо сказать, что эта работа сложна, малоэффективна и отнимает много времени. Нарезать резку лучше резцом на токарном станке.
Общие сведения о резьбе
Трубная резьба — это выступы и впадины одинакового сечения, равномерно расположенные на поверхности цилиндрической или конической формы (например, гайки, винты, болты).Они располагаются по линии винта с одинаковым шагом.
Детали обычно используются в повседневной жизни. цилиндрическая резьба. Однако есть и другие его виды. Есть два определяющих параметра метрической резьбы: шаг и диаметр. Дюймовая резьба носит такое название, поскольку ее определяющая характеристика — диаметр, выраженный в дюймах или долях дюйма. Также важным параметром в этом случае считается количество витков, расположенных на длине дюйма. Размер в дюймах обозначает просвет в элементе, внешний диаметр детали имеет большие размеры.
Столик с резьбой по ГОСТ
Важно: один дюйм равен 2,54 см. Есть еще одна единица измерения — дюйм трубы. Это 33, 249 мм. Что это за дюймовая единица измерения? Вынесло это так: значение толщины обеих труб прибавилось к величине дюйма, которая характеризует толщину обеих труб.
Существует два типа труб, параметром для классификации которых служит дюйм трубы:
- Изделие наружным диаметром 33, 249 мм;
- Изделие наружным диаметром 21.25 мм.
Дюймовая резьба — это совокупность параметров, необходимых для соединения труб, фитингов и других деталей. Из метрики, помимо прочего, для него характерны такие особенности, как:
- Остроконечные гребни;
- Скругленные вершины холмов.
Размеры
В бытовых условиях чаще всего можно встретить трубы со следующими параметрами и размерами, определенными ГОСТ:
- Резьба 14 ниток на 1 дюйм.В данном случае шаг составляет 1,814 мм. Диаметр может быть ½ или ¾;
- 11 ниток на 1 дюйм. В данном случае шаг составляет 2,309 мм. Диаметр может быть 1, 1 ¼, 1 1/2, 2.
Дюймовая резьба выполняется только на трубопроводах, размеры которых не превышают 6. Если параметры трубы больше, она монтируется в систему сварочных работ. Его обозначения по ГОСТу: G (величина прохода элементов указывается в дюймах) и, B (степень точности диаметров).
Для выбора труб с дюймовой резкой необходимо знание набора параметров.Для этого существует ряд таблиц, в которых собраны все важные значения. Существуют таблицы, из которых вы можете узнать шаги и их соотношение при однодюймовой резьбе. Так вы сможете быстро и просто ознакомиться со всей необходимой информацией. Все необходимые столы Вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.
Основные параметры дюймовой резьбы
(стандарты BSW (WW), BSF, UNC, UNF)
Вершины и впадины профиля дюймовой резьбы, аналогичны метрической, плоской нарезки.Шаг дюймовой резьбы определяется количеством витков (витков) на один дюйм 1, но он имеет угол в верхней части 55 ° (резьба торта — британский стандарт BSW (WW) и BSF), угол вверху составляет 60 ° (стандарт США UNC и UNF).
Промывочный диаметр подкладки меняется в дюймах 1 «= 25,4 мм. — символ защелки («) в дюймах. Дюймовая резьба характеризуется количеством витков на дюйм. По американским стандартам дюймовая резьба выполняется с большим (UNC) и малым (UNF) шагом.
НПСМ. — Американский стандарт на резьбу дюймовой трубки цилиндрической формы.
NPT. — Американский стандарт для резьбы дюймовой конической.
Стандарты:
ASME / ANSI B1.1 -2003 Унифицированная дюймовая резьба, форма резьбы Un и UNR
ASME / ANSI B1.10M -2004 УНИФИЦИРОВАННОЕ ПОРОГОВОЕ НАПРАВЛЕНИЕ МИНИАТЮРНОГО ВИНТА
ASME 90 / ANSI B1 — Унифицированная дюймовая резьба 1995 г., форма резьбы Unj
Американская дюймовая резьба
Основные параметры дюймовой резьбы:
d (D) — наружный диаметр резьбы соответственно болта и гайки;
d p (d p) — средний диаметр резьбы соответственно болта и гайки;
d i (D i) — внутренний диаметр резьбы соответственно болта и гайки;
п. — количество ниток на дюйм.
Американская резьба с большим шагом — Uns
Размеры резьбы , дюймы (мм) | Д. | D P. | Д I. | Размеры резьбы , дюймы (мм) | Д. | D P. | Д I. | ||
№1 (1,8542) | |||||||||
№2 (2,1844) | 1 (25,4) | ||||||||
№3 (2,5146) | 1 1/8 (28,58) | ||||||||
№4 (2,8448) | 1 1/4 (31,75) | ||||||||
№5 (3,1750) | 1 3/8 (34 925) | ||||||||
№6 (3,5052) | 1 1/2 (38,10) | ||||||||
№8 (4,1656) | 1 3/4 (44,45) | ||||||||
№10 (4,8260) | |||||||||
№12 (5,4864) | 2 (50,8) | ||||||||
2 1/4 (57,15) | |||||||||
1/4 (6,3500) | 2 1/2 (63,5) | ||||||||
5/16 (7,9375) | 2 3/4 (69,85) | ||||||||
3/8 (9,5250) | |||||||||
7/16 (11,1125) | 3 (76,2) | ||||||||
1/2 (12 700) | 3 1/4 (82,55) | ||||||||
16 сентября (14,2875) | 3 1/2 (88,9) | ||||||||
5/8 (15,8750) | 3 3/4 (95,25) | ||||||||
3/4 (19,0500) | 4 (101,6) | ||||||||
7/8 (22,2250) | |||||||||
Американская резьба с малым шагом — UNF
Размеры резьбы , дюймы (мм) | Д. | D P. | Д I. | Размеры резьбы , дюймы (мм) | Д. | D P. | Д I. | ||
№0 (1 524) | 3/8 (9 525) | ||||||||
№1 (1,8542) | 7/16 (11,1125) | ||||||||
№2 (2,1844) | 1/2 (12 700) | ||||||||
№3 (2,5146) | 16 сентября (14,2875) | ||||||||
№4 (2,8448) | 5/8 (15 875) | ||||||||
№5 (3,1750) | 3/4 (19 050) | ||||||||
№6 (3,5052) | 7/8 (22,225) | ||||||||
№8 (4,1656) | |||||||||
№10 (4,8260) | 1 (25,4) | ||||||||
№12 (5,4864) | 1 1/8 (28,58) | ||||||||
1 1/4 (31,75) | |||||||||
1/4 (6,350) | 1 3/8 (34 925) | ||||||||
5/16 (7,9375) | 1 1/2 (38,10) | ||||||||
Американская резьба с очень маленьким шагом — UNEF
Размеры резьбы , дюймы (мм) | Д. | D P. | Д I. | Размеры резьбы , дюймы (мм) | Д. | D P. | Д I. | ||
№12 (5,4864) | |||||||||
1 (25,4) | |||||||||
1/4 (6,350) | 1 1/16 (26 987) | ||||||||
5/16 (7,9375) | 1 1/8 (28,58) | ||||||||
3/8 (9 525) | 1 3/16 (30 162) | ||||||||
7/16 (11,1125) | 1 1/4 (31,75) | ||||||||
1/2 (12 700) | 1 5/16 (33 337) | ||||||||
16 сентября (14,2875) | 1 3/8 (34 925) | ||||||||
5/8 (15 875) | 1 7/16 (36 512) | ||||||||
16/11 (17 462) | 1 1/2 (38,10) | ||||||||
3/4 (19 050) | 1 9/16 (39 687) | ||||||||
13/16 (20 637) | 1 5/8 (41,27) | ||||||||
7/8 (22,225) | 1 11/16 (42,86) | ||||||||
15/16 (23 812) | |||||||||
Размер резьбы — это внешний диаметр резьбы, выраженный в долях дюйма.Одной из основных характеристик дюймовой винтовой резьбы является количество витков на длине дюймовой резьбы (N). Число витков и шаг резьбы R связаны с соотношением:
Американские стандарты предусматривают две формы резьбы:
Плоская резьба, которая обозначается буквами un;
— Резьба с депрессором радиуса, что обозначается буквами UNR.
Стандарт определяет три класса точности резьбы. Эти классы обозначены как 1a, 2a, 3a, 1B, 2V, 3B.Классы точности 1а, 2а, 3а относятся к наружной резьбе; Классы точности 1B, 2B, 3B — внутренняя резьба. Класс точности 1A, 1B является грубым и применяется в случаях, когда требуется быстрый и легкий монтаж, даже с частично загрязненной и работающей резьбой. Класс точности 2а, 2В является наиболее распространенным и применяется для резьб общего назначения. Класс точности 3а, 3В предъявляет наиболее жесткие требования к резьбе и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы . Сначала записывается номинальный размер, затем число витков на дюйм резьбы, обозначения группы резьбы и обозначение класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер — это внешний диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент.
Например: 1/4 — 20uns — 2A или 0,250 — 20unc — 2a
Британский стандарт дюймовой резьбы
(BSW (WW) и BSF)
| Масс.Резьбовой | БСП. размер ун. | шаг резьбы | наибольший диаметр | наименьший диаметр | A / F. мМ. | длина мм. | труба | диаметр резьбы (для сверла) мм | ||||||||
| ин. (TPI) | мМ. | мМ. | ун. | мМ. | ун. | DN. мМ. | OD. мМ. | OD. ун. | толщина мм. | Bsp.pl. (Рп) | Bsp.f. (г) | |||||
| -1 | 1/16 | 28 | 0,907 | 7 723 | 0,304 | 6,561 | 0,2583 | 4 ± 0,9. | 6,60 | 6,80 | ||||||
| -2 | 1/8 | 28 | 0,907 | 9 728 | 0,383 | 8,565 | 0,3372 | 15 | 4 ± 0.9. | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | |
| -4 | 1/4 | 19 | 1337 | 13 157 | 0,518 | 11 445 | 0,4506 | 19 | 6 ± 1,3. | 8 | 13,5 | 0,53 | 2,3 | 11,50 | 11,80 | |
| -6 | 3/8 | 19 | 1337 | 16662 | 0,656 | 14 950 | 0,5886 | 22/23 | 6.4 ± 1,3. | 10 | 17,2 | 0,68 | 2,3 | 15,00 | 15,25 | |
| -8 | 1/2 | 14 | 1814 | 20 955 | 0,825 | 18 633 | 0,7336 | 27 | 8,2 ± 1,8. | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19,00 | |
| -10 | 5/8 | 14 | 1814 | 22 911 | 0,902 | 20 589 | 0,8106 | 16 | 2,6 | — | 21,00 | |||||
| -12 | 3/4 | 14 | 1814 | 26 441 | 1 041 | 24 120 | 0,9496 | 32 | 9.5 ± 1,8. | 20 | 26,9 | 1,06 | 2,6 | 24,25 | 24,50 | |
| -16 | 1 | 11 | 2 309 | 33 249 | 1 309 | 30 292 | 1,1926 | 43 | 10,4 ± 2,3. | 25 | 33,7 | 1,33 | 3,2 | 30,40 | 30,75 | |
| -20 | 1 1/4 | 11 | 2 309 | 41 910 | 1,650 | 38 953 | 1,5336 | 53 | 12.7 ± 2,3. | 32 | 42,4 | 1,67 | 3,2 | 39,00 | 39,50 | |
| -24 | 1 1/2 | 11 | 2 309 | 47 803 | 1882 | 44 846 | 1,7656 | 57 | 12,7 ± 2,3. | 40 | 48,3 | 1,90 | 3,2 | 45,00 | 45,00 | |
| -32 | 2 | 11 | 2 309 | 59 614 | 2347 | 56 657 | 2,2306 | 70 | 15.9 ± 2,3. | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | |
| -40 | 2 1/2 | 11 | 2 309 | 75 184 | 2 960 | 72 227 | 2,8436 | 17,5 ± 3,5 | 65 | 76,1 | 3,00 | 3,6 | ||||
| -48 | 3 | 11 | 2 309 | 87 884 | 3 460 | 84 927 | 3,3436 | 20.6 ± 3,5 | 80 | 88,9 | 3,50 | 4 | ||||
| -64 | 4 | 11 | 2 309 | 113 030 | 4 450 | 110 073 | 4,3336 | 25,5 ± 3,5 | 100 | 114,3 | 4,50 | 4,5 | ||||
| -80 | 5 | 11 | 2 309 | 138 430 | 5,450 | 135 472 | 5,3335 | 28.6 ± 3,5 | 125 | 139,7 | 5,50 | 5 | ||||
| -96 | 6 | 11 | 2 309 | 163 830 | 6,450 | 160 872 | 6,3335 | 28,6 ± 3,5 | 150 | 165,1 | 6,50 | 5 | ||||
Похожие документы:
ГОСТ 3469-91 — микроскопы.Нитки для линз. Габариты
ГОСТ 4608-81 — резьба метрическая. Посадка с натяжением
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Эдисон Резьба круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — дюймы резьбовые конические с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба цилиндрическая
ГОСТ 8762-75 — резьба круглая с диаметром диаметр 40 мм для противогазов и калибр к нему.Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 — Резьба трапециевидная. Профили
ГОСТ 9562-81 — резьба трапециевидная односторонняя. Допуски
ГОСТ 9909-81 — клапаны конические и резьбовые для газов
ГОСТ 10177-82 — резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — резьба. Термины и определения
ГОСТ 11709-81 — резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 — резьба упорная армированная 45 градусов
ГОСТ 13536-68 — Резьба круглая для сантехнической арматуры.Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая. Допуски Посадка с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — резьба трапециевидная однопроходная. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная многодневная.
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба коническая метрическая.
ГОСТ 28487-90 — Полотно резьбовое коническое для элементов буровых колонн. Профиль.Габаритные размеры. Допуски
основных параметров и отличий от метрической резьбы
Ее Величество труба! Конечно, она делает нашу жизнь лучше. Нравится:
Ключевой характеристикой любой цилиндрической трубы является ее диаметр. Он может быть внутренним ( Do ) и наружным ( Dn ). Диаметр трубы измеряется в миллиметрах, а единица измерения трубной резьбы — дюйм. А на стыке метрической и зарубежной систем измерения, как правило, возникает больше всего вопросов.К тому же реальный размер внутреннего диаметра часто не совпадает с Dy .
Давайте внимательнее посмотрим, как мы можем продолжать жить с этим. Трубная резьба — отдельная статья. Читайте также о профильных трубах, которые используются для возведения конструкций.
Дюймы против мм. Где путаница и когда нужна таблица соответствия
Трубы, диаметр которых указан в дюймах ( 1 дюйм, 2 дюйма) ) и / или доли дюймов ( 1/2 дюйма, 3/4 дюйма ), являются общепринятым стандартом в сфере водо- и газоснабжения.
Но в чем трудность?
Взять размеры из трубы диаметром 1 дюйм. (как измерить трубы описано ниже) и вы получите 33,5 мм , что естественно не совпадает с классической таблицей линейного перевода дюймов в мм ( 25,4 мм ).
Как правило, установка дюймовых труб проходит без затруднений, но при их замене трубами из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера указанному дюйму ( 33.5 мм ) до его фактического размера ( 25,4 мм ).
Обычно этот факт вызывает недоумение, но если вы посмотрите глубже в процессы, происходящие в конвейере, логика несоответствия размеров станет очевидной для неспециалиста. Это довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр, поэтому он и используется для обозначения. Однако расхождение между указанными и метрическими дюймами все же остается, так как внутренний диаметр стандартной трубы составляет 27.1 мм , а усиленный — 25,5 мм . Последнее значение довольно близко к равенству 1 «» = 25,4 но все же это не так.
Ответ заключается в том, что номинальный диаметр, округленный до стандартного значения, используется для обозначения размера труб (условный проход Dy ). Значение условного прохода выбирается таким образом, чтобы пропускная способность трубопровода увеличивалась с 40 до 60% в зависимости от о росте индекса.
Пример:
Внешний диаметр трубопроводной системы 159 мм, толщина стенки трубы 7 мм Точный внутренний диаметр будет равен D = 159-7 * 2 = 145 мм При толщине стенки 5 Размер мм будет 149 мм Однако и в первом, и во втором случае условный проход будет иметь один номинальный размер 150 мм
В случаях с пластиковыми трубами, переходные элементы используются для решения проблемы несоответствующих размеров.При необходимости замените или стыкуйте дюймовые трубы трубами реальных метрических размеров из меди, нержавеющей стали, алюминия, при этом следует учитывать внешний и внутренний диаметры.
Таблица условных проходов
| Доо | дюймов | Doo | дюймов | Doo | дюймов |
| 6 | 1/8 » | 150 | 6 дюймов | 900 | 36 » |
| 8 | 1/4 » | 175 | 7 » | 1000 | 40 » |
| 10 | 3/8 » | 200 | 8 » | 1050 | 42 » |
| 15 | 1/2 » | 225 | 9 » | 1100 | 44 » |
| 20 | 3/4 » | 250 | 10 » | 1200 | 48 » |
| 25 | 1 » | 275 | 11 » | 1300 | 52 » |
| 32 | 1 (1/4) » | 300 | 12 » | 1400 | 56 » |
| 40 | 1 (1/2) » | 350 | 14 » | 1500 | 60 » |
| 50 | 2 » | 400 | 16 » | 1600 | 64 » |
| 65 | 2 (1/2) » | 450 | 18 » | 1700 | 68 » |
| 80 | 3 » | 500 | 20 » | 1800 | 72 » |
| 90 | 3 (1/2) » | 600 | 24 » | 1900 г. | 76 » |
| 100 | 4 » | 700 | 28 » | 2000 г. | 80 » |
| 125 | 5 » | 800 | 32 » | 2200 | 88 » |
Таблица.Внутренний и внешний диаметры. Трубы напольные воды / газа и газа, трубы сварные прямошовные, трубы стальные бесшовные горячедеформированные и полимерные
Таблица соответствия номинального диаметра отверстия, резьбы и внешнего диаметра трубы в дюймах и мм.
Условный проход трубы Ды. мм | Диаметр резьбы G «. Дюйм | Наружный диаметр трубы Dn.мм | ||
Труба труба вода / вода и газопроводная ГОСТ 3263-75 | Труба стальная сварная прямошовная ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ | ||
ГОСТ — государственный стандарт, применяемый в тепло — газ — нефть — трубопроводы
ISO — стандартное диаметральное исполнение, применяемое в сантехнических системах
SMS — шведский стандарт на диаметры труб и арматуру
DIN / EN — основной евро-ассортимент для стальных труб по DIN2448 / DIN2458
DU (Dy) — условный пропуск
полипропиленовых труб представлены в следующей статье >>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | Пульт дистанционного управления |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23 (23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34 (35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметр и другие характеристики трубы из нержавеющей стали
| Проход мм | Диаметр внешний мм | Толщина стенки мм | Масса 1 м трубы (кг) | |||
| стандартный | усиленный | стандартный | усиленный | |||
| 10 | 17 | 2.2 | 2,8 | 0,61 | 0,74 | |
| 15 | 21,3 | 2,8 | 3.2 | 1,28 | 1,43 | |
| 20 | 26,8 | 2,8 | 3.2 | 1,66 | 1,86 | |
| 25 | 33,5 | 3.2 | 4 | 2.39 | 2.91 | |
| 32 | 42,3 | 3.2 | 4 | 3,09 | 3,78 | |
| 40 | 48 | 3.5 | 4 | 3,84 | 4,34 | |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6,16 | |
| 65 | 75,5 | 4 | 4.5 | 7,05 | 7,88 | |
| 80 | 88,5 | 4 | 4.5 | 8,34 | 9,32 | |
| 100 | 114 | 4.5 | 5 | 12.15 | 13,44 | |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18,24 | |
| 150 | 165 | 4.5 | 5.5 | 17,81 | 21,63 | |
Какая труба считается малой, средней или большой?
Даже в серьезных источниках приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и …», но никто не указывает, какой это средний диаметр. Чтобы разобраться, сначала нужно понять, по какому диаметру нужно ориентироваться: он может быть внутренним и внешним. Первое важно при расчете пропускной способности воды или газа, а второе — для определения способности выдерживать механические нагрузки.
Наружный диаметр:
- От 426 мм считается большим;
- 102-246 называются средними;
- 5-102 классифицируется как малая.
Насчет внутреннего диаметра лучше смотреть в специальной таблице (см. Выше).
Как узнать диаметр трубы? Мера!
Этот странный вопрос почему-то часто приходит на почту и я решил дополнить материал абзацем об измерениях.
В большинстве случаев при покупке достаточно посмотреть маркировку или задать вопрос продавцу. Но бывает, что нужно отремонтировать одну из коммуникационных систем с заменой труб, и изначально неизвестно, какой диаметр у уже установленных. Существует несколько способов определения диаметра, но мы перечислим только самые простые:
Виды стальных труб по способу их производства
- Электросварная (прямошовная) .Для их изготовления используется полоса или лист стали, которые на специальном оборудовании загибают до нужного диаметра, а затем соединяют концы сваркой. Воздействие электросварки гарантирует минимальную ширину шва, что дает возможность использовать их для строительства газопроводов или водопроводов. Металл в большинстве случаев является углеродистым или низколегированным.
Показатели готовой продукции регламентируются следующими документами: ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 10706-76 .
Обращаем ваше внимание, что трубы, изготовленные по стандарту 10706-26, отличаются максимальной прочностью от себе подобных — после создания первого соединительного шва он усиливается четырьмя дополнительными (2 внутри и 2 снаружи).В нормативной документации указаны диаметры изделий, изготовленных электросваркой. Их размер от 10 до 1420 мм.
- Бесшовные . Производство определенного вида предполагает деформацию специально подготовленных стальных заготовок. Процесс деформации может осуществляться как под воздействием высоких температур, так и холодным способом (ГОСТ 8732-78, 8731-74 и ГОСТ 8734-75 соответственно). Отсутствие шва положительно сказывается на прочностных характеристиках — внутреннее давление равномерно распределяется по стенам (нет «ослабленных» мест).
Что касается диаметров, то стандарты регламентируют их изготовление до 250 мм. При покупке товаров с размерами, превышающими указанные, следует полагаться только на добросовестность производителя.
Важно знать!
Если вы хотите купить максимально прочный материал, покупайте бесшовные трубы холодной штамповки. Отсутствие температурных воздействий положительно сказывается на сохранении исходных характеристик металла. Также, если важным показателем является способность выдерживать внутренние нагрузки, тогда выбирайте изделия круглой формы.Профильные трубы лучше справляются с механическими нагрузками (из них хорошо делают металлические каркасы и т. Д.).
Вот пара отличных слайдов креативной рекламы производителя трубок:
Качество резки трубопровода, его соответствие диаметру трубного изделия — все это имеет большое значение при монтаже водопровода или системы отопления. Нарезать дюймовую резьбу штампом не очень удобно. Намного проще пользоваться специальным станком.
Характеристики
Нарезка — это выемка под винт с постоянным шагом резьбы и поперечным сечением. Его проводят на изделиях, имеющих форму конуса, цилиндра (болт, винтовые элементы), на деталях, которые соединяются с аналогичными изделиями (гайками).
В быту обычно встречаются люди с цилиндрическими резьбовыми соединениями на трубах. Помимо резьбы, шаг которой измеряется в миллиметрах, в Российской Федерации распространена дюймовая резьба.
Ключевыми параметрами метрической резки являются шаг (расстояние между выемками или гребнями, измеряемое в продольном направлении к оси продукта) и диаметр.
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм. Как переводится размер резьбы в миллиметры из дюймов? Для такого перевода нужно размер дюймовой резьбы умножить на 25,4.
Чем еще дюймовое резьбовое соединение отличается от метрического? Отличия в том, что дюймовая резьба имеет:
- заостренных гребней;
- вершины резьбовых соединений закругленные.
Отрезки, используемые в быту
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезки:
- Четырнадцать витков резьбы на дюйм (шаг 1.815 мм).
- Одиннадцать ниток на дюйм (шаг 2,310 мм).
Чтобы определить внешний вид и шаг дюймовой резьбы, используется объект, называемый калибром резьбы. Кроме того, можно использовать обычную линейку, штангенциркуль.
Соединительный элемент может служить калибровочным элементом. Ее следует обрезать, имея размер, соответствующий диаметру дюймовой резьбы. Изделие ввинчивается в резьбовое соединение. Если никаких сложностей не возникло, она прочно застряла в трубчатом изделии, а значит, измерение можно закончить.В противном случае повторите процедуру с другой калибровочной деталью.
С резьбой еще проще. Его мерные пластины напоминают набор файлов. Эти файлы нужно прижать к надрезу, сделанному на изделии или внутри него. Если профиль пластины совпадает с профилем трубы, это означает, что размер дюймовой резьбы такой же, как и у файла.
Штангенциркулем можно измерить только внешний размер пропила. В связи с этим, детали калибровки, калибры резьбы считаются лучшими приборами для определения шага и размера пропила.
На самом деле, конечно, мало кто может добиться безупречно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественных срезов, если будете руководствоваться хотя бы одним символом в дробной части числа.
Резка
Если резка выполняется вручную, а не с использованием станка, это может вызвать определенные трудности, особенно когда внешний диаметр резьбы превышает 1 дюйм.
Для создания резьбового соединения лучше всего использовать специальное приспособление.Это называется «клупп». Klupp включает корпус с парой ручек. В нем размещены передвижные расчески, которые можно регулировать. С помощью гребней производится постепенное заглубление плашки.
Дополнительно возможно использование сменных фланцев с полным / неполным резьбовым профилем. Стоят они не так уж и дешево, потому что купить их может не каждый. Можно использовать обычный штамп, с помощью которого создается нарезка.
Когда держатель пластины закручивается по часовой стрелке, он навинчивается на резьбу, которая находится на элементе втулки.Втулка фиксируется на трубке 3-мя болтовыми элементами. У этого устройства есть неоспоримый плюс: не нужно акцентировать внимание на трубчатом изделии в начале резки.
Ручная нарезка происходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в винт, плашка в держателе;
- Плашка крепится на трубчатом изделии, а метчик внутри него. Затем, прокручивая ручку лебедки или держателя, вкрутить / вкрутить метчик / плашку в / на трубу изделия;
- при необходимости процедура повторяется более одного раза до тех пор, пока в трубчатом изделии не будет вырезано углубление, равное высоте резьбового профиля.
Конечно, создание срезов снаружи и внутри происходит не параллельно, а поочередно.
Раскрой на станке выглядит следующим образом:
- трубчатое изделие закреплено в держателе токарного устройства. В суппорт элемента должна быть установлена фреза, соответствующая диаметру резьбы в дюймах;
- устройство запущено, в трубчатом изделии создан скос;
- после снятия фаски инструмент подводится к внешней / внутренней части трубы, нарезка резьбы начинается.Перед этим регулируется скорость движения суппорта.
Конечно, на станке можно использовать и матрицу, и метчик, закрепив их в передней / задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, создаваемой режущим инструментом, будут более точными.
Заключение
Для крепления материала см. Таблицу размеров дюймовой резьбы. Он содержит данные ГОСТ (ГОСТ — стандарт, принятый в России).Помните, что не все разрезы распространены в России. Например, UNC и UNF обычно используются в США и Канаде.
Не забывайте, что иногда нужно переводить размеры из одной единицы в другую. Чтобы преобразовать миллиметры в дюймы, вам нужно сократить размер, например, разделить UNF (UNF — Unified Fine Thread) на 25,4.
Ничего страшного, если вы ошиблись, сделав резьбовое соединение дома. Это для того, чтобы рабочие на производстве соблюдали ГОСТ. Вы можете попрактиковаться в вырезании ненужных частей.
Сегодня дюймовая резьба нарезается и применяется только для металлических труб или сборно-разборных фитингов из пластика и металла, которые используются для строительства трубопроводов различного типа. Далее остановимся на основных характеристиках и параметрах такого резьбового соединения.
1
Согласно нормам, прописанным в документе ГОСТ 6357-81, трубная цилиндрическая или дюймовая резьба характеризуется такими основными параметрами, как диаметр и шаг. В этом случае диаметр рассчитывается двумя способами:
- Наружный диаметр — это расстояние между верхней и нижней противоположными точками, лежащими на гребнях резьбы.
- Внутренний диаметр — расстояние между верхней и нижней противоположными точками, лежащими на полостях или резьбовых канавках.
Высота профиля дюймовых труб s рассчитывается исходя из разницы между наружным и внутренним диаметрами соответственно. Вторая характеристика трубной резьбы дюймового типа по ГОСТу (шаг резьбы) рассчитывается как расстояние между соседними канавками или желобами. Таким образом, шаг всегда имеет постоянную величину, независимо от типа резьбового соединения, чтобы можно было выбрать необходимый болт или гайку для крепления.
Параметры трубной резьбы стандартизированы ГОСТ 6357-81
.Иногда дюймовые резьбы называют метрическими. Такое сравнение некорректно, так как эти два вида имеют определенные различия. Несмотря на то, что метрическая резьба, как и дюймовая, характеризуется схожими основными параметрами, эти типы резьбовых соединений отличаются формой профиля. Дюймовые трубы имеют более острый и более острый резьбовой фланец с большим углом, чем у метрических. Кроме того, диаметр и шаг резьбы метрического типа измеряются в миллиметрах, а дюйм измеряется в дюймах трубы.
По ГОСТ 6357-81 один дюйм с «трубной» резьбой составляет 3,325 см, тогда как в стандартной системе расчета один дюйм равен 2,54 см. Это связано с тем, что в стандартах к обычному дюйму добавлен показатель толщины трубы.
Размеры дюймовой резьбы отображаются в специальных таблицах значений, где также указывается такой параметр, как количество витков (резьбы). Это дополнительная функция, которую также можно использовать для расчета шага резьбы.Исходя из нестандартной системы расчета по ГОСТу, сортимент трубной резьбы по таблице может быть указан в дробном варианте, например, 3/4 дюйма.
2
Для наиболее точного определения шага и желаемого диаметра, учитывая сложную систему расчета по ГОСТ 6357-81, необходимо использовать специальные приборы. Среди наиболее распространенных приборов — калибр, калибр резьбы, микрометр, штангенциркуль. Если у вас есть таблица параметров, вы можете взять специальный прибор — фитинг или муфту с врезанными в них калибровками, величина которых вам известна.
Для труб используются два основных размера.
Еще более простой способ — использовать стандартный калибр резьбы. Это устройство состоит из набора мерных пластин, которые прикладываются к резьбовым пазам снаружи или изнутри, после чего по номеру пластины на резьбовом калибре определяется требуемая величина. С помощью микрометра или штангенциркуля можно измерить только внешний диаметр трубной резьбы, но иногда этого бывает достаточно для определения значений шага и дюйма.Для строительства бытовых трубопроводов из труб с дюймовым типом присоединения в настоящее время используются два основных размера:
- Диаметр — 1/2 или 3/4 дюйма с шагом 1,814 мм или 14 ниток;
- Диаметр — 1, 1 и 1/2, 1 и 1/4, 2 дюйма с шагом 2,309 мм или 11 ниток.
В данном случае дюймовое соединение в трубопроводах применяется только на металлических и пластиковых трубах малых и средних размеров. Во всех остальных случаях рекомендуется использовать сварочный тип соединения для повышения надежности на стыках.Таким образом, для определения способа подключения трубопровода необходимо использовать несколько таблиц, в том числе таблицу размеров самой трубы.
3
Любая резьба для метрической или дюймовой трубы нарезается на внешней или внутренней поверхности вручную или с помощью специального оборудования. Ручная нарезка предполагает использование таких инструментов, как плашка или метчик, все зависит от того, какой тип резьбы (внешняя или внутренняя) следует выводить.
Нанесение шага резьбы на специальном токарно-отрезном станке
Нарезание дюймовой резьбы на внешней или внутренней поверхности трубы выполняется в следующей последовательности:
- Зажмите трубу в тисках.Затем при необходимости используют трубу и штамподержатель для обрезки трубы снаружи, а для внутренней поверхности — метчик и ручку.
- Плашка надевается на трубу, внутрь вставляется метчик. Затем происходит завинчивание или завинчивание посредством последовательных вращательных движений инструмента — штампа или метчика.
- Резка продолжается до тех пор, пока заданная часть трубы не будет разрезана на желаемую глубину (пока желаемый профиль не будет получен снаружи или изнутри).
Более простой способ — использовать специальный токарно-отрезной станок.При таком варианте труба зажимается в специальный патрон с суппортом, в котором закреплен винторез. Далее снимаются фаски внутри и снаружи, после чего вводится фреза и устанавливается автоматическая подача механического суппорта, который работает на заданной резьбовой подаче. Станки винторезные используются в малых и крупных производствах, а также в бытовой технике. При этом есть возможность работать на станке с помощью штампа или метчика, однако более эффективный и качественный результат дает специальный резак.
Стальные водопроводные трубы можно соединять не только сваркой, часто используют резьбу. При установке систем важно его качество и соотношение с осью изделия. Использование плашек и метчиков в этом случае не всегда удобно, поэтому чаще всего его режут фрезой, установленной на токарном станке.
Общая информация
Обычно это винтовая канавка с постоянным шагом и поперечным сечением. Наносите его на поверхность деталей цилиндрической или слегка конической формы, например, это могут быть винты, болты, а также на поверхность сопрягаемых с ними деталей — гайки ().
В домашних условиях мы чаще всего встречаем трубную резьбу цилиндрической формы. Вместе с метрикой мы также успешно применили дюйм.
В результате имеем следующий вид:
- труба 1 ″ имеет внешний Ø33,25 мм;
- 1/2 ″ — 21,25 мм.
Труба цилиндрическая дюймовая по ГОСТ 6357 отличается от метрической такими нюансами:
- более острые гребни и впадины;
- вершины резьбы слегка закруглены.
Чаще всего в быту используются трубы с такими типами резьбы:
- Ø 1/2 ″ и 3/4 ″ имеют 14 витков резьбы на дюйм с шагом 1,8 мм;
- Ø 1 ″, 1 1/4 ″, 1 1/2 ″, 2 ″ — 11 ниток на 1 дюйм с шагом 2,3 мм.
Производство
Ниже приводится инструкция процесса:
- Определите этап . Для этого используйте калибр для резьбы, также подойдет линейка или штангенциркуль.
Совет: нужно измерить расстояние между вершинами резьбы резьбы, затем разделить результат на количество резьбы.Для дюймовой резьбы необходимо посчитать количество резьбы, подходящее для 1 ″.
Обычно получить точный диаметр сложно, но результат будет удовлетворительным.
- Нарезать резьбу, для чего используют два метода — своими руками, а также на токарном станке . В первом случае операция сопровождается дополнительными трудностями, что особенно заметно на изделиях диаметром более 1 ″.
Совет: для ручного метода специалисты рекомендуют использовать специальный прибор (КЛУПП), состоящий из корпуса и двух ручек, на которых размещены регулируемые подвижные гребешки.Благодаря им можно постепенно вникать в желаемый профиль.
Также можно использовать сменные гребни с неполным или полным профилем. Цена на такие средства высока, поэтому приобрести их может далеко не каждый. Поэтому следует упомянуть штамп или ручку, которые также можно использовать для ручной резки.
При вращении держателя люльки по часовой стрелке он начинает навинчиваться на резьбу на втулке. Последний предварительно фиксируется тремя болтами.
У данного устройства неоспоримое преимущество — отсутствие «стопора» в трубе на начальном этапе резки.Благодаря закрепленной на трубе втулке можно легко нарезать метрическую и трубную резьбу.
Совет: можно использовать резьбовые втулки разного диаметра, что позволяет легко увеличить диапазон резания.
Если резка будет производиться держателем без удлинителей или других приспособлений, обычно она оказывается очень низкого качества. В этом случае можно добавить вставки длиной 100-150 мм, изготовленные на токарном станке.
Методы производства резьбы
Руководство
Если у вас нет токарного станка поблизости или у вас недостаточно навыков, вы можете использовать ручной инструмент — метчик для внутренней резьбы и матрицу для внешней.
- Зафиксируйте трубу в тисках, вставьте метчик в ручку, а гидроцилиндр в держатель гидроцилиндра.
- В зависимости от того, что вы хотите сделать, вставьте кран в трубу и наденьте на него матрицу.
- Поверните ручку или держатель гидроцилиндра с ручкой, прикрутите инструмент к изделию или снимите его.
Совет: при необходимости процесс можно повторить несколько раз, пока не получите желаемый результат по глубине и высоте профиля.
Не забывайте также, что вырезание изнутри и снаружи должно выполняться последовательно.
Механический
- Зажмите трубу в патроне токарного станка.
- Установите необходимый резак в суппорт.
- Включите станок и снимите фаску на трубе или на трубе.
- Поднесите фрезу к внутренней или внешней поверхности изделия и включите «резьбовую» подачу, предварительно установив скорость движения суппорта.
Можно также использовать метчик и плашку на токарном станке, заблокировав их в передней или задней бабке. Специалисты все же рекомендуют использовать резак, так как при достаточной квалификации токаря результат будет намного лучше.
Заключение
Использование резьбы делает возможным без использования сварочного аппарата. Благодаря этому можно создавать быстроразъемные соединения, ускоряя работу и прилагая минимум усилий.
Видео в этой статье поможет вам найти дополнительную информацию по этой теме.
Качество нарезки резьбы на водопроводной трубе, а также ее соотношение с осью трубы чрезвычайно важны при установке водопроводных труб или отопления.
Ручная нарезка плашкой не особо эффективна — намного удобнее, когда метрическая и трубная резьба нарезается резцом на токарном станке.
Что такое трубная резьба
Резьба называется винтовой канавкой с постоянным шагом и поперечным сечением, которая наносится на поверхность деталей машин слегка конической или цилиндрической формы, таких как болты, винты, а также на поверхности соединяемых с ними деталей — например, гаек.
В семейной жизни приходится иметь дело в основном.Наряду с метрической резьбой в нашей стране очень успешно применяется дюймовая трубная резьба.
Основными характеристиками метрической резьбы являются шаг (расстояние от одной полости до другой или между выступами резьбы, измеренное по детальной оси, выраженное в миллиметрах) и диаметр.
Основными параметрами дюйма являются диаметр, выражаемый в дюймах или частях дюйма, а также количество витков, нарезанных по длине дюйма. Напомним, что один дюйм равен 25.4 мм. Примером для рассмотрения является цилиндрическая дюймовая дюймовая резьба ГОСТ — чаще всего с ней приходится работать.
Здесь вам придется встретиться с несколько необычной единицей измерения — это «трубный дюйм», который равен 33 249 мм. Оказалось так: к размеру в дюймах, характеризующему внутренний диаметр трубы, добавилась толщина обеих стенок.
В результате получился следующий результат:
- дюймовая труба с внешним диаметром 33,249 мм;
- труба полудюймовая — 21.25 мм.
ГОСТ трубная резьба дюймовая от метрической отличается, помимо уже описанных, следующими нюансами:
- имеет более острые гребни, впадины;
- вершины резьбы слегка закруглены.
Нитки, используемые в быту
В быту чаще всего используются трубы со следующими типами резьбы:
- С резьбой 14 ниток на дюйм (шаг трубы 1,814 мм)
- Диаметр 1/2 ″
- Диаметр 3/4 ″
- С резьбой 11 витков на дюйм (шаг резьбы 2.309 мм)
- диаметр 1 ″
- диаметр 1 1/4 ″
- диаметр 1 1/2 ″
- диаметр 2 ″.
Совет! 11 ниток на дюйм в сочетании с шагом 2,309 мм сохраняют резьбу на трубах диаметром от 1 до 6 дюймов.
Нарезание трубной резьбы
Определение шага трубной резьбы
Для определения типа и шага трубной резьбы используйте инструмент, называемый калибром резьбы. Вы также можете использовать линейку или штангенциркуль.
При определении шага метрической резьбы измеряется расстояние между вершинами нескольких витков резьбы, после чего расстояние делится на количество витков резьбы. Если используется дюймовая резьба, учитываются резьбы, которые могут уместиться на один дюйм (25,4 мм).
На практике, конечно, вряд ли кому удастся обеспечить такую точность диаметра, но можно надеяться получить вполне удовлетворительную резьбу, ориентируясь хотя бы на одну цифру, идущую после десятичной точки.
Трубная резьба
Метрическая и трубная резьбы примерно следующие. Если эта операция выполняется вручную, а не на токарном станке, ее выполнение сопряжено с дополнительными трудностями — особенно для тех, у кого диаметр превышает один дюйм.
Удобнее всего будет использовать специальное приспособление для заправки ниток вручную (КЛУПП). Устройство представляет собой корпус с двумя ручками, в котором размещены регулируемые подвижные гребенки, с помощью которых метрическая трубная резьба постепенно углубляется до полного профиля.
Кроме того, можно использовать сменные гребни с полным профилем резьбы и неполным профилем. Этот инструмент не относится к разряду дешевых, и поскольку он доступен далеко не каждому, можно упомянуть несколько приспособлений для обычных леров (его еще называют штампом), с помощью которых выполняется сама метрическая трубная резьба.
При повороте ручки по часовой стрелке она навинчивается на резьбу на втулке, которая, в свою очередь, предварительно фиксируется тремя болтами на трубе.У такого устройства есть неоспоримые преимущества: в трубе нет «упора» на начальном этапе нарезки, так как трубная и метрическая резьба легко выполняется с помощью гильзы, закрепленной на трубе.
Используя резьбовые втулки разного диаметра, диапазон нарезанной резьбы довольно легко расширить.
Метрическая трубная резьба, которую нарезают леркодержатели без удлинителей или аналогичных приспособлений, в большинстве случаев не выдерживает критики. Их можно снабдить токарными станками, изготовленными на токарном станке.
Общая длина гильз — 100-150 мм . Изделие представляет собой вставку с отверстием, куда вставляется шпилька — с одной стороны внешняя резьба, с другой — конический участок. Другими словами, вкладыш с одной стороны имеет резьбу, с другой — цилиндрический сегмент, в нижней части которого имеются бороздки.
Диаметр цилиндрического сегмента должен быть немного меньше внутреннего диаметра трубы D, на которой должна быть нарезана метрическая трубная резьба.В стенках этого цилиндра в нижней части выполнены три продольных паза (такие же, как для цанги), и если шпилька затягивается гайкой внутри гильзы, цилиндр расширяется под действием конического сечения шпильки. и заклинивает лайнер в трубе.
Перед началом работ на резьбовую часть вставки навинчивается винт с держателем, затем вставка вставляется в трубу до упора рукояткой, гайка затягивается на шпильке, втягивая конус во вставку и расширяя его вырезанную часть.Таким образом достигается фиксация (заклинивание) вкладыша в трубе.
Метрическая трубная резьба нарезается по часовой стрелке вращением ручки, затем ручка переносится с вставной резьбы на трубу.
Правильно выполненная трубная резьба будет залогом успеха с точки зрения герметичности стыков труб и прослужит в течение всего периода эксплуатации непосредственно самих труб.
% PDF-1.3 % 560 0 объект > эндобдж xref 560 58 0000000017 00000 н. 0000001855 00000 н. 0000003260 00000 н. 0000004701 00000 п. 0000029710 00000 п. 0000029916 00000 н. 0000030452 00000 п. 0000030508 00000 п. 0000030927 00000 п. 0000031106 00000 п. 0000031268 00000 п. 0000031300 00000 п. 0000031561 00000 п. 0000031675 00000 п. 0000031911 00000 п. 0000033002 00000 п. 0000033369 00000 п. 0000033531 00000 п. 0000033563 00000 п. 0000033985 00000 п. 0000034098 00000 п. 0000034334 00000 п. 0000037296 00000 п. 0000037770 00000 п. 0000037933 00000 п. 0000037965 00000 п. 0000038340 00000 п. 0000038444 00000 п. 0000038681 00000 п. 0000040515 00000 п. 0000040944 00000 п. 0000041082 00000 п. 0000041220 00000 н. 0000041684 00000 п. 0000041791 00000 п. 0000042255 00000 п. 0000042362 00000 п. 0000042827 00000 н. 0000042934 00000 п. 0000043399 00000 п. 0000043506 00000 п. 0000043971 00000 п. 0000044078 00000 п. 0000044542 00000 п. 0000044649 00000 н. 0000045121 00000 п. 0000045226 00000 п. 0000045348 00000 п. 0000045668 00000 п. 0000046320 00000 н. 0000048578 00000 п. 0000066838 00000 п. 0000086158 00000 п. 0000103873 00000 н. 0000116378 00000 п. 0000142124 00000 н. 0000002223 00000 н. 0000001632 00000 н. трейлер ] >> startxref 0 %% EOF 617 0 объект / U / П-44 >> эндобдж 561 0 объект > эндобдж 616 0 объект > поток ‘yQW (J5! & `] 6iPdAPxzK7 \ $ L» |.»Oq ݚ m + Zw1h -PL9 $ cvANĆ’WQHf $ 䲳 I0ɖwZk ߐ hHT37u | 1fV, JT5LAHj | S..X 隞)
Трубопроводы, рукава металлические, фитинги, слив ГОСТ Р МЭК 60079-0-2011 ГОСТ 30852.0-2002 (IEC 60079-0: 1998)
Трубопровод, металлические шланги, фитинги, сливные пробки13
Пи pe
co
nd ui
т
Трубопровод, металлические шланги, фитинги, сливные пробки Пи
чел.
co nd
пользовательских интерфейсов т
Принадлежности для кабелепровода Угловой элемент TUG
(ELF)
стр. 471
Элемент кабелепровода ТЭГ1 (LBH)
стр. 473
Коробка электромонтажная СКВ
стр.475
Коробка для трубопровода СКВЭ (KPA-ExT)
стр. 481
Рукава металлические MGM (Шланги SP)
стр. 485
Пробка сливная DKUV (ECD)
стр. 488
Заглушка сапуна ДКУЭ (ECD / EXE)
стр. 489
Заглушка сапуна ВКУ (ECDS)
стр. 490
Фитинг шарнирный РЗВ, РЗГ (EYS, EZS)
стр. 491
Фитинг шарнирный ТСВН, ТСНН, ТСВВ (AFB-MF /
AFC-MF, AFB-MM / AFC-MM)
стр.493
471
БУКСИР ELF
С на
дю Это
ac ce
сс или же
т.е. s
• Угловой элемент TUG 90 ° используется для подключения оборудования. и трубопровода такого же диаметра. Самые сложные проблемы которые возникают в процессе монтажа трубопровода для с его помощью можно решить электрическую разводку.
МАРКИРОВКА
Ex d IIC Gb U
СЕРТИФИКАТЫ И РАЗРЕШЕНИЯ ГОСТ Р ИСО 9001-2015 (ISO 9001: 2015) ТС RU С-RU.АА87.В.00304 Морской регистр по запросу (уточняйте стоимость и условия выдачи Свидетельства о типовом одобрении с менеджер) ТУ 3400-007-72453807-07
КОДОВ ГОСТ Р МЭК 60079-0-2011. ГОСТ 30852.0-2002 (МЭК 60079-0: 1998) ГОСТ 30852.1-2002 (МЭК 60079-1: 1998) ГОСТ 14254-96 (МЭК 529-89) Кодекс электрического монтажа, гл. 7.3, гл. 7,4 ТР ТС 012/2011
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Резьба на соединительных отверстиях
Труба коническая Р, ГОСТ 6211-81 (резьба прочие с переходником)
Климатическая категория
NF1 (по запросу NF2, NF3, NF4, NF5, F1, F2, F3, F5, T1, T2, T3, T5, MU1, MU2, MU3, MU4, W2.13 **, Н5)
ОПЦИИ, ПРИНАДЛЕЖНОСТИ И ВЕРСИИ
ОПИСАНИЕ МАРКИРОВКА
Контргайка для цилиндрической резьбы / кг
Покрытие внешней поверхности по спецификации заказчика / RAL (код)
IP 6667
472
БУКСИР ELF C
по ду
это ac
н.э. SS
или т.е.
с
ГАБАРИТНЫЕ И МОНТАЖНЫЕ РАЗМЕРЫ
Типоразмер Резьба, F A мин., Мм H мин., мм R, мм Масса, кг ТУГ02Р 1/4 »41 55 25 0,09 ТУГ01Р 3/8 »41 55 25 0,08 ТУГ1Р 1/2 »41 55 25 0,055 ТУГ2Р 3/4 »50 66 30 0,100 ТУГ3Р 1 »66 88 35 0,200 ТУГ4Р 1 1/4 »81 111 50 0,395 ТУГ5Р 1 1/2 »81 111 50 0,370 ТУГ6Р 2 »94 131 60 0,625 ТУГ7Р 2 1/2 »110155 65 0,880 ТУГ8Р 3 »154 205 85 1480
TUG10R 4 »163220100 2345
ФОРМИРОВАНИЕ МАРКИРОВКИ
БУКСИР Х / Х — ТУ 3400-007-72453807-07 Тип элемента Тип измерения Опции, аксессуары и версии
Пример заказа: ТУГ3Р — ТУ 3400-007-72453807-07
473
ТЭГ1 ЛБХ
С на
дю Это
ac ce
сс или же
т.е. s
• ТЭГ1 — угловая арматура с различными углами поворота.• Съемная крышка с винтами значительно упрощает
процесс прокладки кабеля в трубопроводах.
МАРКИРОВКА
Ex d IIB Gb U
СЕРТИФИКАТЫ И РАЗРЕШЕНИЯ ГОСТ Р ИСО 9001-2015 (ISO 9001: 2015) ТС RU С-RU.АА87.В.00304 Морской регистр по запросу (уточняйте стоимость и условия выдачи Свидетельства о типовом одобрении с менеджер) ТУ 3400-007-72453807-07
КОДОВ ГОСТ Р МЭК 60079-0-2011. ГОСТ 30852.0-2002 (МЭК 60079-0: 1998) ГОСТ 14254-96 (МЭК 529-89) Кодекс электрического монтажа, гл.7.3, гл. 7,4 ГОСТ 30852.1-2002 (МЭК 60079-1: 1998) ТР ТС 012/2011
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Резьба на соединительных отверстиях
Труба коническая Р, ГОСТ 6211-81 (резьба прочие с переходником)
Климатическая категория
NF1 (по запросу NF2, NF3, NF4, NF5, F1, F2, F3, F5, T1, T2, T3, T5, MU1, MU2, MU3, MU4, W2.13 **, W5)
ОПЦИИ, ПРИНАДЛЕЖНОСТИ И ВЕРСИИ
ОПИСАНИЕ МАРКИРОВКА
Контргайка для цилиндрической резьбы / кг
Покрытие внешней поверхности по спецификации заказчика / RAL (код)
66IP
474
ТЭГ1 ЛБХ C
по ду
это ac
н.э. SS
или т.е.
с
TEG1 ГАБАРИТНЫЕ И МОНТАЖНЫЕ РАЗМЕРЫ
Типоразмер Резьба, f A, мм H, мм C, мм D, мм E, мм R, мм Масса, кг ТЭГ1-1Р 1/2 »70 165 132 45 95 21 0,434 ТЭГ1-2Р 3/4 »70 165 132 45 95 21 0,404 ТЭГ1-3Р 1 »70 168 132 60 112 30 0,455 ТЭГ1-4Р 1 1/4 »100230175 83155 50 1277 ТЭГ1-5Р 1 1/2 »110 265220 83132 70 1142 ТЭГ1-6Р 2 »110 265220 80132 70 1024
ФОРМИРОВАНИЕ МАРКИРОВКИ
ТЭГ1 – Х / Х — ТУ 3400-007-72453807-07 Тип элемента Тип измерения Опции, аксессуары и версии
Пример заказа: ТЭГ1-4Р — ТУ 3400-007-72453807-07
475
SKV S-боксы
Вт ири
нг б
вол es
• Количество отверстий: 1-4.• Высокая степень защиты IP66 / 67 значительно
снижает образование конденсата в трубопроводе по сравнению с аналогичные продукты с IP65.
• Различные варианты монтажа боксов серии СКВ на вертикальные или горизонтальные поверхности делают их незаменимыми, когда проектирование трубопровода для прокладки проводов в стесненных условиях цехов или если конфигурация опорных конструкций сложный.
МАРКИРОВКА
1Ex d IIC T6 … T4 Gb
0Ex ia IIC T6 … T4 Ga
1Ex e II T6…T4 Гб
1Ex s IIC T6 … T4 Gb
Ex tb IIIC T85 ° C … T135 ° C Db
Ex ia IIIC T85 ° C … T135 ° C Da
МАРКИРОВКА ГОРНОГО ОБОРУДОВАНИЯ
РВ Ex d I Mb X РН2
СЕРТИФИКАТЫ И РАЗРЕШЕНИЯ ГОСТ Р ИСО 9001-2015 (ISO 9001: 2015) ТС RU С-RU.AA87.В.00244 РОСС RU.EX01.B00004 TC RU C -RU.МЛ02.B.00626 Морской регистр по запросу (уточняйте стоимость и условия выдачи Свидетельства о типовом одобрении с менеджер) IECEx CCVE 16.0008U (только для корпуса KKVA) ТУ 3400-005-72453807-07 ОАО «ГАЗПРОМ» №Г000.RU.1131.H00666
КОДОВ ГОСТ 14254-96 (МЭК 529-89) ГОСТ Р МЭК 60079-0-2011. ГОСТ 30852.0-2002 (МЭК 60079-0: 1998) ГОСТ 30852.1-2002 (МЭК 60079-1: 1998) ГОСТ 30852.8-2002. ГОСТ 22782.3-77 ГОСТ 30852.10-2002 (МЭК 60079-11: 1999) ГОСТ МЭК 61241-1-1-2011. ГОСТ 24754-2013 ТР ТС 012/2011, ТР ТС 004/2011 Кодекс электрического монтажа, гл. 7.3, гл. 7,4 ОД 5.2-093-2004 ГОСТ 12.2.007.0-75 ГОСТ 30852.20-2002
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Установка
Категория I для рудничного газа и пыли; Категория II для газа подгруппы IIA, IIB, IIC; зоны 0, 1, 2; Категория III для пыли, взрывоопасных пылевых сред, содержащих летучие вещества. частицы, проводящая и непроводящая пыль; Подземные шахты, неопасные по газу (метану) и угольной пыли; Неопасные зоны наземных объектов и открытых площадок
Максимальное напряжение, В
750
Максимальный ток, А
175
Резьба
Код N конический дюйм NPT (другая резьба по запросу)
Климатическая категория
NF1 (по запросу NF2, NF3, NF4, NF5, F1, F2, F3, F5, T1, T2, T3, T5, MU1, MU2, MU3, MU4, W2.13 **, Н5)
IP 6667
476
SKV S-боксы W
ири нг
б бык
э.
ОПЦИИ, ПРИНАДЛЕЖНОСТИ И ВЕРСИИ
ОПИСАНИЕ МАРКИРОВКА
Исполнение из нержавеющей стали / N
Антиконденсатное покрытие / AP
Цепь нержавеющая для крышки / ЦЕПОЧКА
Полимерно-эпоксидное покрытие / RAL (код)
Предел огнестойкости — Е30 (ГОСТ Р 53316-2009 Кабельные линии. Целостность цепи при пожаре.) Проверить стоимость и сроки выдачи справки с менеджером / ПОЖАР
Невзрывозащищенное исполнение / PROM
ГАБАРИТНЫЕ И МОНТАЖНЫЕ РАЗМЕРЫ
Взрывозащищенные монтажные и соединительные коробки СКВ-…
Тип Количество вводов, шт / диаметр F, мм Чертеж Покрытие
диаметр, мм
H A A2 B C X Масса, кг.
СКВ-О90Н1 1 x 1/2 ”
90 75,5 114 122 — 0,5СКВ-О90Н2 1 х 3/4 ”
СКВ-О90Н3 1 x 1 ”
СКВ-О144Н1 1 х 1/2 »
144 115 175 —
2,5
СКВ-О144Н2 1 x 3/4 ”2,4
СКВ-О144Н3 1 x 1 ”2,3
СКВ-О144Н4 1x 1 1/4 ”2,2
СКВ-О144Н5 1x 1 1/2 ”2,1
СКВ-О144Н6 1x 2 ”2
SKV-P90N1 2 x 1/2 ”
90 75,5 106122 — 0,5SKV-P90N2 2 x 3/4 дюйма
SKV-P90N3 2 x 1 ”
SKV-P144N1 2 x 1/2 »
144 115 175 —
2,4
SKV-P144N2 2 x 3/4 дюйма 2,3
SKV-P144N3 2 x 1 ”2,2
SKV-P144N4 2 x 1 1/4 ”2,1
SKV-P144N5 2 x 1 1/2 ”2
SKV-P144N6 2 x 2 ”1,9
SKV-U90N1 2 x 1/2 ”
90 75,5 114 114 — 0,5СКВ-У90Н2 2 x 3/4 дюйма
SKV-U90N3 2 x 1 ”
СКВ-У144Н1 2 x 1/2 »
144 115 175 —
2,4
СКВ-У144Н2 2 x 3/4 дюйма 2,3
СКВ-У144Н3 2 x 1 ”2,2
SKV-U144N4 2 x 1 1/4 ”2,1
SKV-U144N5 2 x 1 1/2 ”2
SKV-U144N6 2 x 2 ”1,9
477
SKV S-боксы
Вт ири
нг б
вол es
Тип Количество вводов, шт / диаметр F, мм Чертеж Покрытие
диаметр, мм
H A A2 B C X Масса, кг.
СКВ-Т90Н1 3 x 1/2 ”
90 75,5 106114 — 0,5СКВ-Т90Н2 3 x 3/4 дюйма
СКВ-Т90Н3 3 x 1 ”
СКВ-Т144Н1 3 x 1/2 »
144 115 115 —
2,3
СКВ-Т144Н2 3 x 3/4 ”2,2
СКВ-Т144Н3 3 x 1 ”2,1
СКВ-Т144Н4 3 x 1 1/4 ”2
СКВ-Т144Н5 3 x 1 1/2 ”1,9
СКВ-Т144Н6 3 x 2 ”1,8
SKV-OS90N1 1 x 1/2 дюйма
90 75,5 114 122 130 — 109 0,6SKV-OS90N2 1 x 3/4 дюйма
SKV-OS90N3 1 x 1 ”
SKV-OS144N1 1 x 1/2 »
144 119 175 — 190 — 170
2,7
SKV-OS144N2 1 x 3/4 ”2,6
SKV-OS144N3 1 x 1 ”2,5
SKV-OS144N4 1x 1 1/4 ”2,4
SKV-OS144N5 1x 1 1/2 ”2,3
SKV-OS144N6 1x 2 ”2,2
SKV-PS90N1 2 x 1/2 ”
90 75,5 106 122 130 — 109 0,6SKV-PS90N2 2 x 3/4 дюйма
SKV-PS90N3 2 x 1 ”
SKV-PS144N1 2 x 1/2 »
144 119 175 — 190 — 170
2,6
СКВ-ПС144Н2
ГОСТ 8952-75 / Auremo
ГОСТ 8952-75
Группа В61
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ ИЗ ЧУГУНА С ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ ДЛЯ ТРУБОПРОВОДОВ.CROSSES TRANSITION
Основные размеры
Фитинги из ковкого чугуна с параллельной резьбой для трубопроводов. Переходные четырехходовые переходники. Основные размеры
МКС 23.040.60
Дата введения 1977-01-01
Постановлением Госкомстандарта СССР от 14.11.75 N 2901 дата введения установлена 01.01.77
Срок действия исковой давности установлен протоколом № 2-92 Межгосударственного совета по стандартизации, Метрология и сертификация (ИКС 2-93)
ВЗАМЕН ГОСТ 8952-59
ИЗДАНИЕ(сентябрь 2010 г.) с изменениями No.1, 2 утверждены в сентябре 1980 г. и марте 1983 г. (размеры ВМС 11-80, 7-83)
1. Основные размеры крестовин должны соответствовать указанным на чертеже и в таблице.
Стандартполностью соответствует СТ СЭВ 3301-81.
Примечание. Рисунок не определяет дизайн креста.
Размеры в мм
Условный проход | Резьба | Масса без покрытия кг не более * | ||||
| Вариант по ГОСТ 8944-75 | ||||||
| 1 | 2 | |||||
| 15×10 | г — | г — | 26 | 26 | 0,137 | Из 0.152 |
| 20×10 | г — | г — | 28 | 28 | 0,182 | 0,189 |
| 20х15 | г — | г — | 30 | 31 | Из 0,212 | 0,214 |
| 25х10 | G 1- | г — | 30 | 32 | 0,248 | 0,256 |
| 25х15 | G 1- | г — | 32 | 34 | 0,284 | 0,294 |
| 25х20 | G 1- | г — | 35 | 36 | 0,329 | 0,341 |
| 32х15 | Г 1 — | г — | 34 | 36 | 0,382 | 0,365 |
| 32х20 | Г 1 — | г — | 36 | 41 | 0,428 | 0,413 |
| 32х25 | Г 1 — | G 1- | 40 | 42 | 0,492 | 0,503 |
| 40х20 | Г 1 — | г — | 38 | 44 | 0,543 | 0,467 |
| 40х25 | Г 1 — | G 1- | 42 | 46 | 0,619 | 0,533 |
| 40х32 | Г 1 — | Г 1 — | 46 | 48 | 0.709 дюймов | 0,612 |
| 50х25 | G 2- | G 1- | 44 | 52 | 0,859 | 0,762 |
| 50х32 | G 2- | Г 1 — | 48 | 54 | 0,964 | 0,857 |
| 50×40 | G 2- | Г 1 — | 52 | 55 | 1,055 | 0,939 |
| (65х32) | Г 2 — | Г 1 — | 52 | 62 | 1,218 | 1,086 |
| (65х40) | Г 2 — | Г 1 — | 55 | 63 | 1 303 | 1,162 |
| (65х50) | Г 2 — | G 2- | 61 | 66 | 1 509 | 1,351 |
| (80 x 40) | G 3- | Г 1 — | 58 | 71 | 1,600 | 1,433 |
| (80×50) | G 3- | G 2- | 64 | 73 | 1 807 | 1,624 |
| (80х65) | G 3- | Г 2 — | 72 | 76 | 2,079 | 1872 |
| (100х65) | G 4 — ИН | Г 2 — | 78 | 89 | 3 379 | 2,950 |
| (100х80) | Г 4 — В | G 3- | 84 | 92 | 3,736 | 3,282 |
_______________
* Для справок.
Примечания:
1. Крестики, указанные в таблице в скобках, использовать не рекомендуется.
2. Вес оцинкованной арматуры не должен превышать веса не более 5%.
Примеры обозначений
Переход креста без крышки с 25 мм на 20 мм:
Крест 25х20 ГОСТ 8952-75
То же цинкование:
Крест С-25х20 ГОСТ 8952-75
(Измененная редакция, Ред. N 1, 2).
2. Конструктивные размеры и технические требования — ГОСТ 8944-75.
Электронный текст документа
подготовлен ЗАО «Кодекс» и проверен:
в официальном издании
Трубы металлические и соединительные
деталей к ним. Часть 4. Труба черная
из металлов и сплавов литая и соединительные
части к ним. Основные габариты. Методы
технологических испытаний труб:
Сборник национальных стандартов. —
М .: СТАНДАРТИНФОРМ, 2010
(PDF) Метрическая фрезерная и токарная обработка резьбы на станках с ЧПУ
Метрическая фрезерная и токарная обработка резьбы на станках с ЧПУ
5159
СПРАВОЧНИК
[1] ГОСТ 10177-82.Основные нормы взаимозаменяемости. Контрольная резьба. Профиль
и основные размеры.
[2] DIN 513-1-1985. Метрическая резьба контрфорса; резьбовые профили.
[3] ANSI B1.9-1973. Дюймовая винтовая резьба контрфорса. 7/45 Ширина формы 0,6 шага Базовая
Высота зацепления резьбы.
[4] Нарезание резьбы. Фрезерование резьбы. Главный каталог Vardex. Варгус, Израиль, 2018.
Получено с http://www.vargus.com, 1 февраля 2018 г.
[5] Threading.Каталог Корлой. Южная Корея; 62. Получено с
http://www.korloy.com, 1 февраля 2018 г.
[6] Ли М. Х., Кан Д. Б., Сон С. М., Ан Дж. Х. Исследование режущих характеристик для червячной обработки
на токарном автомате — Сравнение планетарного фрезерования и бокового фрезерования
. Журнал механических наук и технологий. 2008; 22: 2454–2463.
[7] Хошдарреги М.Р., Алтынтас Ю. Обобщенное моделирование геометрии стружки и
сил резания при многоточечном точении резьбы.Int. J. of Machine Tools &
Производство. 2015; 98: 21–32.
[8] Литвин ФЛ. 1989. Теория передачи. Технический отчет 88-C-035. NASA RP-
1212: 473. Получено с http://ntrs.nasa.gov, 1 февраля 2018 г.
[9] Jung-Fa Hsieh. Математическая модель и анализ чувствительности для обработки винтовой канавки
. Int. J. Mach. Инструменты Manuf. 2006; 46: 1087–1096.
doi: 10.1016 / j.ijmachtools.2005.08.012
[10] Чианг СиДжей, Фонг Чж и Цзэн Дж.Т.Компьютерное моделирование процесса шлифования формы резьбы
. Мех. и Мах. Теория. 2009. 44: 685–696.
doi: 10.1016 / j.mechmachtheory.2008.05.001
[11] Фроментин Г. и Пулахон Г. Моделирование натягов при резьбофрезеровании
. Int. J. Adv. Manuf. Technol. 2010; 49: 41–51. DOI: 10.1007 / s00170-
009-2372-5.
[12] Хан QQ и Лю Р.Л. Математическая модель и расчет траектории инструмента для спиральной
канавки вихревой.Научно-исследовательский журнал прикладных наук, инженерии и
технологий. 2013; 6 (19): 3584–3587. DOI: 10.19026 / rjaset.6.3563.
[13] Лиа С.В., Нестлер А. Проектирование резьбовой фрезы с помощью моделирования.
Процедура CIRP. 2012; 1: 120–125. DOI: 10.1016 / j.procir.2012.04.019.
[14] Баройу Н., Бербински С., Теодор В.Г., Сусак Ф. и Оанча Н. Дополнительный графический метод
, используемый для профилирования боковой фрезы для создания спиральной поверхности
.IOP Conf. Серия: Материаловедение и инженерия. 2013;
227 (1): 1–12. DOI: 10.1088 / 1757-899X / 227/1/012013.
[15] Абдулла Р.А. и Абу Шрихах Т.А. Новый метод обработки вогнутого профиля
червячной резьбы. Научно-исследовательский журнал прикладных наук,
Техника и технологии. 2010; 2 (6): 614–621. DOI:
10.1016 / j.protcy.2015.02.019.
[16] Зангер Ф., Селлмайер В., Клозе Дж., Бартковяк М. и Шульце В.Сравнение методов моделирования
для определения профиля режущего инструмента для обычного и
синхронизированного вращения.