Обозначение накатки на чертеже гост
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ
Форма и основные размеры
Straignt and diamond knurls. Form and basic dimensions
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. N 3571 срок введения установлен с 01.01.77
ВЗАМЕН ОСТ 26016 и ОСТ 26017
ПЕРЕИЗДАНИЕ. Сентябрь 1988 г.
Введение
1. Форма и основные размеры рифлений должны соответствовать указанным на чертеже.
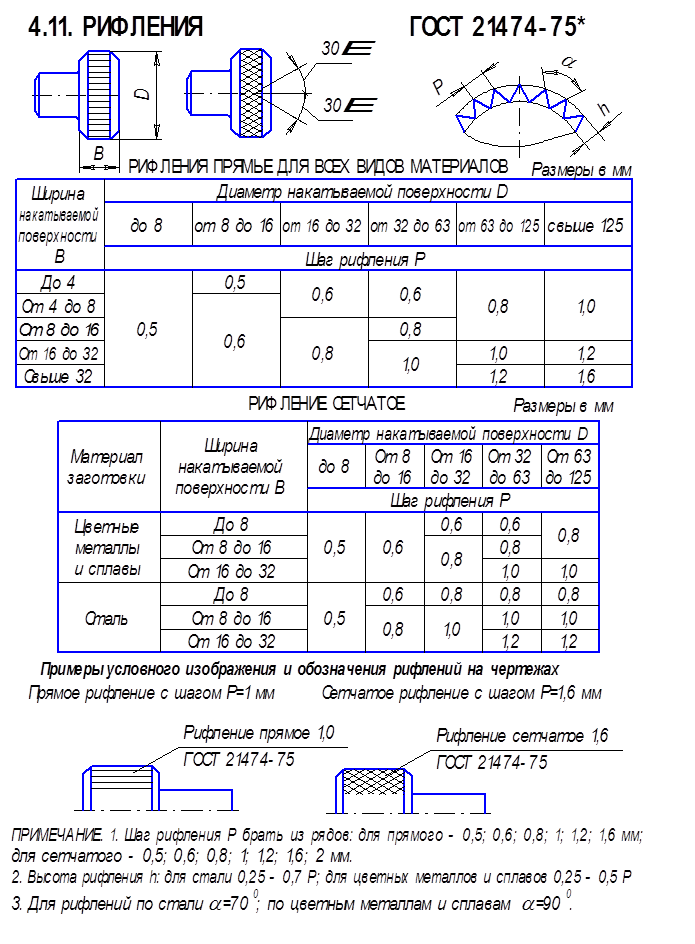
3. Шаги рифлений , мм, следует выбирать из рядов:
прямых – 0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых – 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
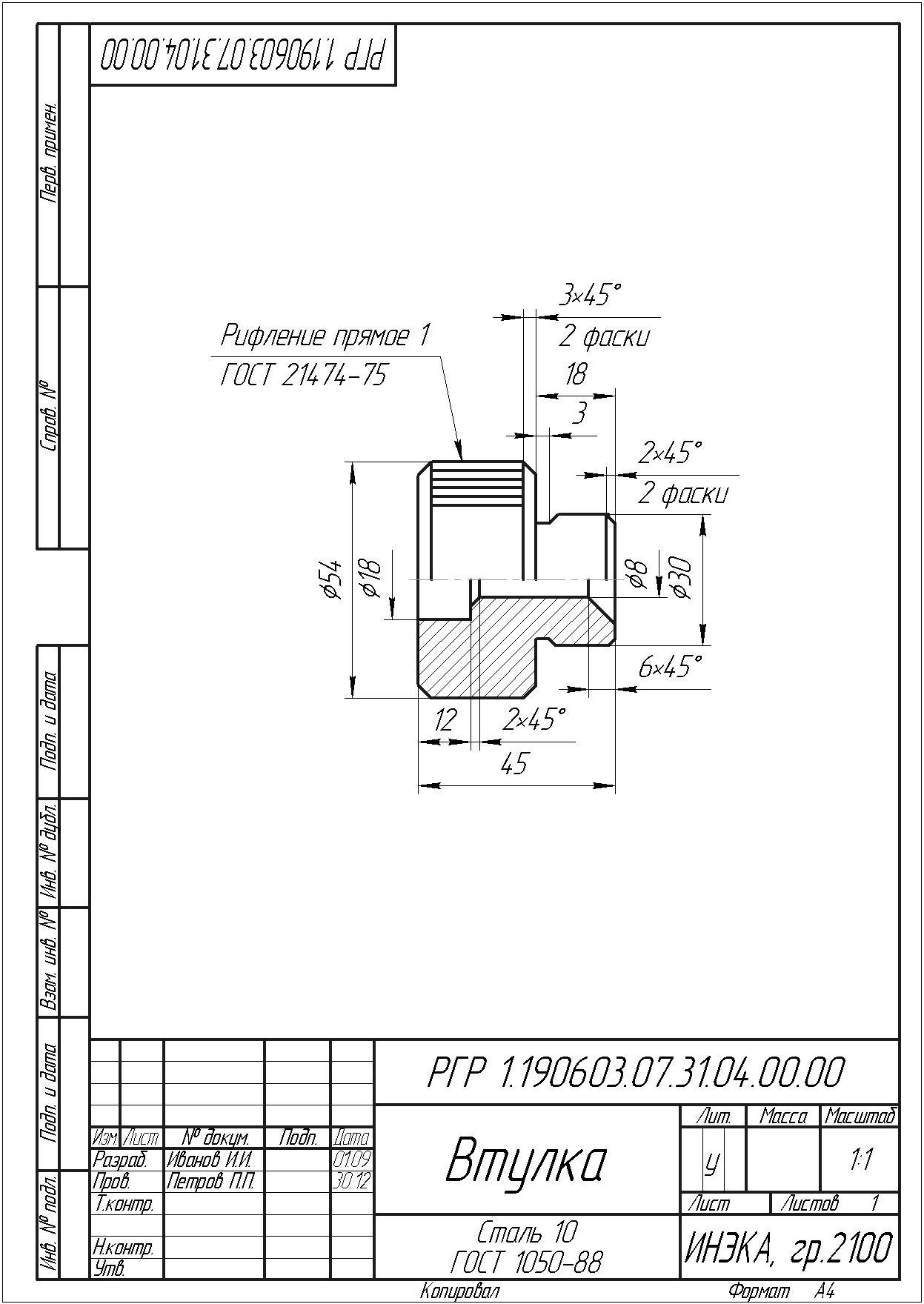
Пример условного обозначения прямого рифления с шагом =1,0 мм.
Рифление прямое 1,0 ГОСТ 21474-75
Рифление сетчатое 1,0 ГОСТ 21474-75
4. Высота , угол и зависимость шага рифлений от диаметра и ширины накатываемой поверхности приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ (рекомендуемое). ВЫСОТА h , УГОЛ «альфа» И ЗАВИСИМОСТЬ ШАГА РИФЛЕНИЙ Р ОТ ДИАМЕТРА D(1) И ШИРИНЫ B НАКАТЫВАЕМОЙ ПОВЕРХНОСТИ
ВЫСОТА , УГОЛ И ЗАВИСИМОСТЬ ШАГА РИФЛЕНИЙ ОТ ДИАМЕТРА
И ШИРИНЫ НАКАТЫВАЕМОЙ ПОВЕРХНОСТИ
1. Высота рифления :
для стали 0,25 0,7 ;
для цветных металлов и сплавов 0,25 0,5 .
2. =70° для рифлений по стали, =90° для цветных металлов и сплавов.
3. Зависимость шага от диаметра и ширины накатываемой поверхности указана в табл.1 и 2.
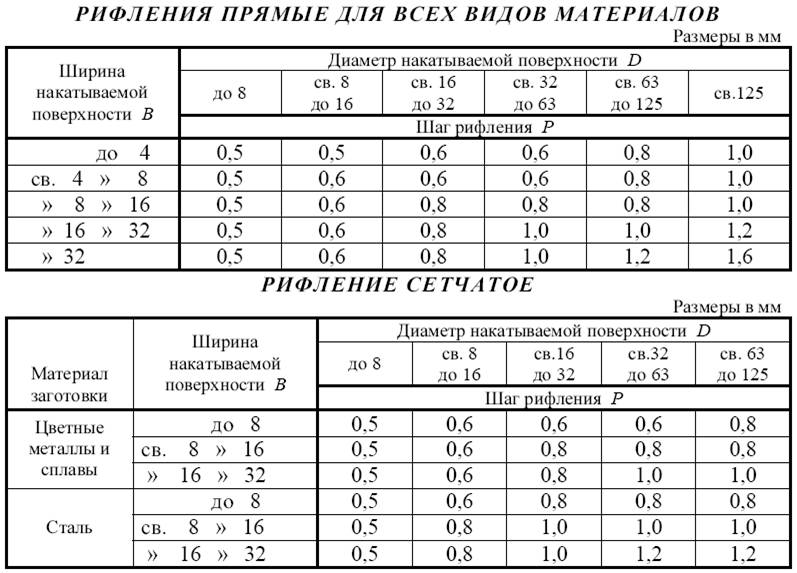
Рифления прямые для всех материалов
мм
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ
ФОРМА И ОСНОВНЫЕ ПАРАМЕТРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИНМАШ)
И. о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Пивень В. П.
П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ
Форма и основные размеры
Straight and diamond knurl. Form and basic dimensions
Взамен
ОСТ 26016 и ОСТ 26017
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571 срок действия установлен
Несоблюдение стандарта преследуется по закону
1. Форма и основные размеры рифления должны соответствовать указанным на чертеже.
3. Шаги рифлений Р, мм, следует выбирать из рядов:
прямых – 0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых – 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
Пример условного обозначения прямого рифления с шагом Р = 1,0 мм.
Рифление прямое 1,0 ГОСТ 21474-75
То же, для сетчатого рифления с шагом Р = 1,0 мм:
Рифление сетчатое 1,0 ГОСТ 21474-75
4. Высота h, угол a и зависимость шага рифлений от диаметра D и ширины В накатываемой поверхности приведены в рекомендуемом приложении.
ВЫСОТА h, УГОЛ a И ЗАВИСИМОСТЬ ШАГА РИФЛЕНИЙ Р ОТ ДИАМЕТРА D И ШИРИНЫ В НАКАТЫВАЕМОЙ ПОВЕРХНОСТИ
1. Высота рифления h:
для стали 0,25 ¸ 0,7 Р;
для цветных металлов и сплавов 0,25 ¸ 0,5 Р.
2. a = 70 ° для рифлений по стали, a = 90 ° для цветных металлов и сплавов.
3. Зависимость шага Р от диаметра и ширины накатываемой поверхности указана в табл. 1 и 2.
Рифления, а так же различные знаки, маркировочные клейма наносятся на элементы деталей с использованием метода холодного накатывания. Этот способ имеет весьма высокую производительность. Его основой является свойство металлов под воздействием накатников или накатных роликов образовывать локальные деформации.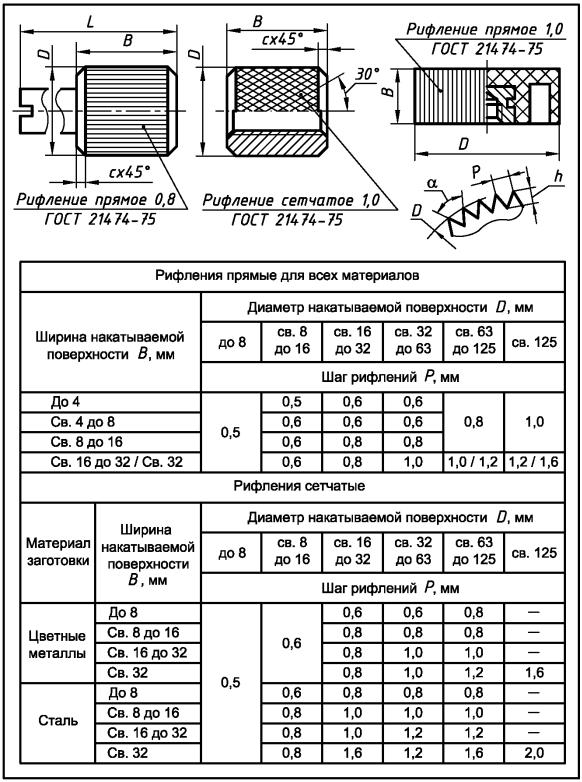
Рукоятки цилиндрической формы всевозможных измерительных инструментов, рукоятки высококлассных калибров, головки микрометрических винтов и прочих подобных изделий, для удобства пользования, фиксации и удержания делают не гладкими, а рифлеными.
Сам процесс получения такого рода поверхностей называется накатыванием, а инструмент, с помощью которого он производится – накатками.
По структуре получаемой поверхности накатки подразделяются сетчатые, прямые и перекрестные.
| Рифления прямые для всех материалов | ||||||
| В | D | |||||
|---|---|---|---|---|---|---|
| до 8 | св. 8 до 16 | св. 16 до 32 | св. 32 до 63 | св. 63 до 125 | св. 125 | |
| Р | ||||||
| До 4 | 0.5 | 0.5 | 0.6 | 0.6 | 0.8 | 1.0 |
| Св. 4 до 8 | 0.5 | 0.6 | 0.6 | 0.6 | 0.8 | 1.0 |
| Св. 8 до 16 | 0.5 | 0.6 | 0.8 | 0.8 | 0.8 | 1.0 |
| Св. 16 до 32 | 0.5 | 0.6 | 0.8 | 1.0 | 1.0 | 1.2 |
| Св. 32 | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.6 |
Рифление прямое 1.0 ГОСТ 21474–75
Рифления на поверхностях деталей возникают не только после накатки, но и в результате использования еще целого ряда технологий, предполагающих обработку поверхностей металлов для достижения их пластической деформации без снятия стружки. К наиболее распространенным из них относятся алмазное выглаживание, раскатывание и обкатывание поверхностей, накатывание резьб, зубчатых колес и шлицевых валов, а также калибровка отверстий.
| Рифления сетчатые | |||||||
| Материал заготовки | В | D | |||||
|---|---|---|---|---|---|---|---|
| до8 | св. 8 до 16 8 до 16 | св. 16 до 32 | св. 32 до 63 | св. 63 до 125 | св. 125 | ||
| Р | |||||||
| Цветные металлы | До 8 | 0.5 | 0.6 | 0.6 | 0.6 | 0.8 | – |
| Св. 8 до 16 | 0.5 | 0.6 | 0.8 | 0.8 | 0.8 | – | |
| Св. 16 до 32 | 0.5 | 0.6 | 0.8 | 1.0 | 1.0 | – | |
| Св. 32 | 0.5 | 0.6 | 0.8 | 1.0 | 1.2 | 1.6 | |
| Сталь | До 8 | 0.5 | 0.6 | 0.8 | 0.8 | 0.8 | – |
| Св. 8 до 16 | 0.5 | 0.8 | 1.0 | 1.0 | 1.0 | – | |
| Св. 16 до 32 | 0.5 | 0.8 | 1.0 | 1.2 | 1.2 | – | |
| Св. 32 | 0.5 | 0.8 | 1.0 | 1.2 | 1.6 | 2.0 | |
Рифление сетчатое 1.0 ГОСТ 21474–75
Чистовая обработка пластическим деформированием
В связи с тем, что требования к эксплуатационным характеристикам машин и механизмов постоянно ужесточаются, методы обработки деталей, не предполагающие снятия стружки, используются в технологических процессах все чаще. Это позволяет выпускать изделия с высокими показателями таких характеристик, как точность, прочность, быстроходность и производительность. Перед тем, как начинать обработку поверхностей пластическим деформированием, их подвергают предварительной подготовке.
Для этого заготовки приближают к тем формам, которые будет иметь готовые изделия, и после этого обрабатывают поверхности шлифованием. По его завершении используется один из перечисленных выше методов обработки, при котором не снимается стружка. Это дает возможность не только существенно упростить процесс изготовления деталей, но и значительно уменьшить количество отходов.
Основой этих методов являются пластические свойства металлов, а именно – их способность без нарушения целостности кристаллической решетки принимать остаточные деформации.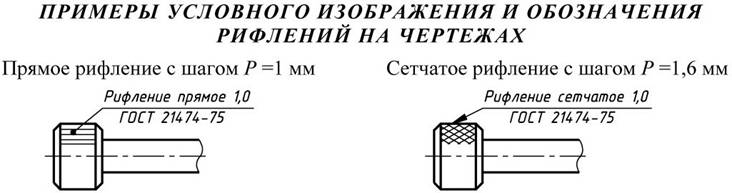
При использовании методов пластической деформации происходит упрочнение поверхностного слоя, что удлиняет срок службы деталей. Помимо этого, они становятся более устойчивыми к воздействию электрохимической коррозии, с поверхностей удаляются царапины и микротрещины, которые появились в результате предыдущих этапов обработки, а также повышается износостойкость сопряжений. При обработке поверхности методами пластической деформации на них образуются микроструктуры волокнистого характера, причем объем заготовки не изменяется. Поскольку поверхности не нагреваются, то в них не происходят фазовые превращения.
Для обработки методами, не предполагающими снятия стружки, используются металлорежущие станки с установленными на них специальными инструментами. Кроме того, в этих целях применяют и некоторые виды специализированного оборудования. Наибольшую эффективность эти технологии демонстрируют для металлов, твердость которых не превышает НВ 280.
Рифления прямые и сетчатые
ГОСТ 21474 – 75
Рифления, а так же различные знаки, маркировочные клейма наносятся на элементы деталей с использованием метода холодного накатывания. Этот способ имеет весьма высокую производительность. Его основой является свойство металлов под воздействием накатников или накатных роликов образовывать локальные деформации.
Рукоятки цилиндрической формы всевозможных измерительных инструментов, рукоятки высококлассных калибров, головки микрометрических винтов и прочих подобных изделий, для удобства пользования, фиксации и удержания делают не гладкими, а рифлеными.
Сам процесс получения такого рода поверхностей называется накатыванием, а инструмент, с помощью которого он производится – накатками.
По структуре получаемой поверхности накатки подразделяются сетчатые, прямые и перекрестные.
Пример условного обозначения
Рифление прямое 1.![]()
1.0 – шаг рифления P.
Рифления на поверхностях деталей возникают не только после накатки, но и в результате использования еще целого ряда технологий, предполагающих обработку поверхностей металлов для достижения их пластической деформации без снятия стружки. К наиболее распространенным из них относятся алмазное выглаживание, раскатывание и обкатывание поверхностей, накатывание резьб, зубчатых колес и шлицевых валов, а также калибровка отверстий.
Пример условного обозначения
Рифление сетчатое 1.0 ГОСТ 21474–75
1.0 – шаг рифления P.
Чистовая обработка пластическим деформированием
В связи с тем, что требования к эксплуатационным характеристикам машин и механизмов постоянно ужесточаются, методы обработки деталей, не предполагающие снятия стружки, используются в технологических процессах все чаще. Это позволяет выпускать изделия с высокими показателями таких характеристик, как точность, прочность, быстроходность и производительность. Перед тем, как начинать обработку поверхностей пластическим деформированием, их подвергают предварительной подготовке.
Для этого заготовки приближают к тем формам, которые будет иметь готовые изделия, и после этого обрабатывают поверхности шлифованием. По его завершении используется один из перечисленных выше методов обработки, при котором не снимается стружка. Это дает возможность не только существенно упростить процесс изготовления деталей, но и значительно уменьшить количество отходов.
Основой этих методов являются пластические свойства металлов, а именно – их способность без нарушения целостности кристаллической решетки принимать остаточные деформации.
При использовании методов пластической деформации происходит упрочнение поверхностного слоя, что удлиняет срок службы деталей. Помимо этого, они становятся более устойчивыми к воздействию электрохимической коррозии, с поверхностей удаляются царапины и микротрещины, которые появились в результате предыдущих этапов обработки, а также повышается износостойкость сопряжений.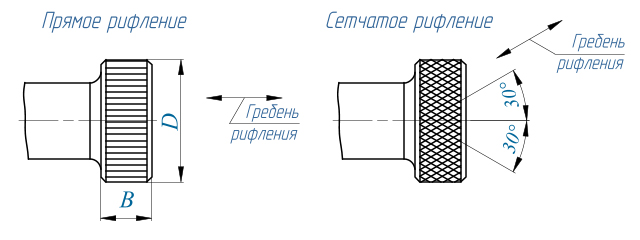
Для обработки методами, не предполагающими снятия стружки, используются металлорежущие станки с установленными на них специальными инструментами. Кроме того, в этих целях применяют и некоторые виды специализированного оборудования. Наибольшую эффективность эти технологии демонстрируют для металлов, твердость которых не превышает НВ 280.
§ 7.4. Рифления прямые и сетчатые
|
|
|
|
| Окончание табл. 7.19 | ||
|
| 3 |
|
|
|
|
|
1 | 2 | 4 | 5 | 6 | 7 |
| |
|
| 12 |
|
|
|
|
|
М20×1,5 | 16,5 | 6 | 2,0 | 3,5 | 1,0 |
| |
|
| 16 |
|
|
|
|
|
М24×1,5 | 20,5 | 6 | 3,0 | 3,5 | 1,0 |
| |
|
| 16 |
|
|
|
|
|
М30×1,5 | 26,5 | 6 | 3,0 | 3,5 | 1,0 |
| |
|
| 18 |
|
|
|
|
|
М36×1,5 | 32,5 | 6 | 3,0 | 4,0 | 1,5 |
| |
|
| 18 |
|
|
|
|
|
М42×1,5 | 38,5 | 6 | 3,0 | 4,0 | 1,5 |
| |
|
| 20 |
|
|
|
|
|
М48×1,5 | 44,5 | 8 | 3,0 | 5,0 | 1,5 |
| |
|
| 20 |
|
|
|
|
|
М52×1,5 | 48,0 | 8 | 3,0 | 5,0 | 1,5 |
| |
|
| 20 |
|
|
|
|
|
М56×1,5 | 52,0 | 8 | 3,0 | 5,0 | 1,5 |
| |
|
| 24 |
|
|
|
|
|
М64×1,5 | 60,0 | 8 | 3,0 | 6,0 | 1,5 |
| |
|
|
|
|
|
|
| |
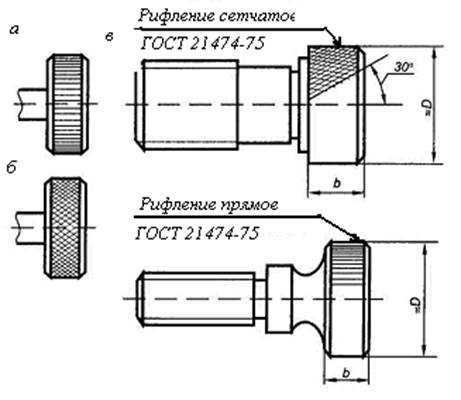
Ри ф л е н и я предотвращают проскальзывание пальцев руки при завинчивании деталей. Рифления прямые наносят на цилиндрические поверхности металлических деталей для их заформовки в другие металлические и неметаллические детали.
Рифления прямые наносят на цилиндрические поверхности металлических деталей для их заформовки в другие металлические и неметаллические детали.
Прямые и сетчатые рифления используются в деталях типа ручек, фиксаторов, маховиков и других аналогичных элементов устройств ручного управления
(рис. 7.16).
Изображение и обозначение рифления выполняются в соответствии с ГОСТ
21474–75 (рис. 7.17 и табл. 7.20, 7.21).
а) б)
Рис. 7.16. Рифления прямое (а) и сетчатое (б) по ГОСТ 21474–75
| Рис. 7.17. Обозначение рифления на чертеже |
|
| ||||||
|
|
|
|
|
|
| Таблица 7.20 | ||
| Рифления сетчатые (ГОСТ 21474–75), мм |
|
| ||||||
|
|
|
|
|
|
|
|
| |
Материал | Ширина на- | Диаметр накатываемой поверхности D1 | |||||||
заготовки | катываемой |
|
|
|
|
|
|
|
|
До 8 | Св. 8 | Св. 16 | Св. 32 |
| Св. 63 | Св. |
| ||
| поверхности |
| до 16 | до 32 | до 63 |
| до 125 | 125 |
|
| В |
|
|
| |||||
|
|
|
|
|
|
|
|
| |
|
|
| Шаг рифлений | Р |
|
| |||
|
|
|
|
|
| ||||
Цветные | До 8 | 0,5 | 0,6 | 0,6 | 0,6 |
| 0,8 | — |
|
металлы и | Св. |
|
|
|
|
|
|
|
|
|
| 0,8 | 0,8 |
|
| — |
| ||
сплавы | Св. 16 до 32 |
|
|
|
|
|
|
|
|
|
|
| 1,0 |
| 1,0 | — |
| ||
| Св. 32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,2 | 1,6 |
| |
|
|
|
|
|
|
|
|
|
|
Сталь | До 8 |
|
|
| 0,8 |
| 0,8 | — |
|
| Св. 8 до 16 |
|
|
|
|
|
|
|
|
|
| 0,8 | 1,0 | 1,0 |
| 1,0 | — |
| |
| Св. 16 до 32 |
|
|
|
|
|
|
|
|
|
|
|
| 1,2 |
| 1,2 | — |
| |
| Св. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,6 | 2,0 |
| |
 8 до 16
8 до 16 32
32Таблица 7.21 Рифления прямые для всех материалов (ГОСТ 21474–75), мм
Ширина накаты- |
| Диметр накатываемой поверхности D1 |
| |||
ваемой поверхно- | До 8 | Св. 8 | Св. 16 | Св. 32 | Св. 63 | Св. 125 |
сти В |
| до 16 | до 32 | до 63 | до 125 |
|
|
| Шаг рифления Р |
|
| ||
|
|
|
|
| ||
До 4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,8 | 1,0 |
|
| 0,6 |
|
|
|
|
Св. 4 до 8 |
|
|
|
|
| |
|
|
|
|
|
|
|
Св. 8 до 16 |
|
| 0,8 | 0,8 |
|
|
Св. 16 до 32 |
|
|
| 1,0 | 1,0 | 1,2 |
Св. |
|
|
|
| 1,2 | 1,6 |
|
|
|
|
|
|
|
 32
32Примеры условного обозначения рифления:
рифление прямое с шагом Р= 1,0 мм:
Рифление прямое 1,0 ГОСТ 21474–75;
рифление сетчатое с шагом Р= 1,0 мм:
Рифление сетчатое 1,0 ГОСТ 21474–75.
§ 7.5. Центровые технологические отверстия
Для обработки или контроля детали вращения (валы, оси и т. д.) на торцах такой детали имеются ц е н т р о в ы е о т в е р с т и я. В центровые отверстия входят центры станка или приспособления, на которых удерживается и вращается деталь (рис. 7.18).
Рис. 7.18. Установка детали в центрах станка
Форма и размеры центровых отверстий устанавливает ГОСТ 14034–74. Формы А, В, Т, Р, F и Н относятся к формам общего применения, формы С и Е используют в изделиях свыше 1500 кг.
Так, например, форма А (рис. 7.19) используется в случаях, когда после обработки детали необходимость в использовании центровых отверстий отпадает.
Рис. 7.19. КонструкцияиразмерыформыАцентровогоотверстия(ГОСТ14034–74)
Пример условного обозначения центрового отверстия формы А диамет-
ром d = 3,5 мм:
Отв. центр. А3,5 ГОСТ 14034–74.
На чертеже детали центровые отверстия изображают упрощенно с нанесением соответствующего условного обозначения (рис. 7.20).
Если есть необходимость указать размеры конструкции центрового отверстия, то оно изображается, как показано на рис. 7.19.
Рифления прямые сетчатые — Энциклопедия по машиностроению XXL
Изображение рифления показано на рис. 169. Условное обозначение рифления включает наименование, шаг и номер стандарта. Например, при шаге 1,0 мм Рифление прямое 1,0 ГОСТ 21474—75 или Рифление сетчатое 1,0 ГОСТ 21474—75.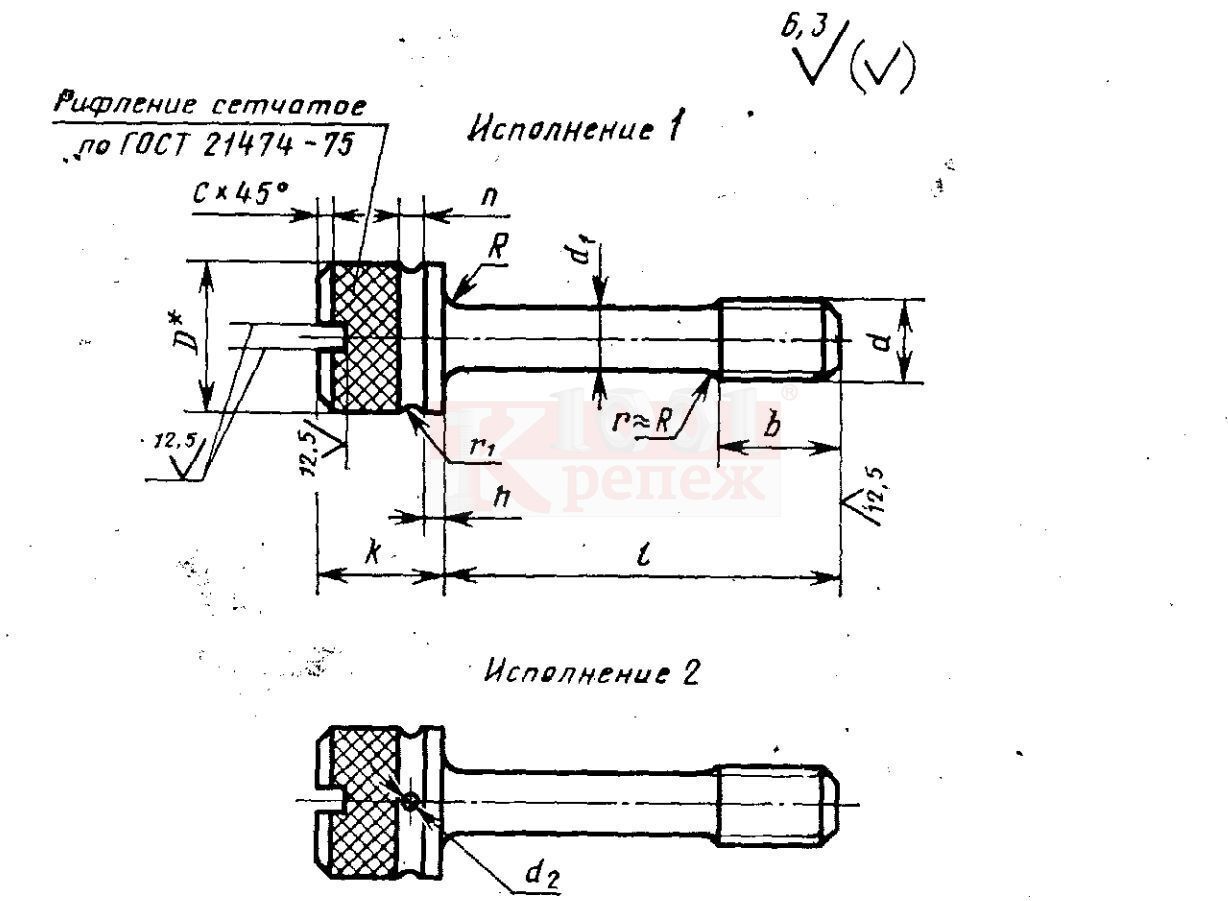 [c.185]
[c.185]Рифления предотвращают проскальзывание пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474—75, тип рифления (прямое или сетчатое) и его шаг [c.167]
Рифление прямое OJ Рифление сетчатое 0,д [c.80]
ГОСТ 16 093—70. Резьба метрическая для диаметров от 1 до 600 мм. Допуски. ГОСТ 21 474—75. Рифления прямые и сетчатые. Форма и основные размеры. [c.210]
Рифления (рис. 22.12) предотвращают проскальзывание пальцев руки при завинчивании детали. На чертеже указывают согласно ГОСТ 21474-75 тип рифления (прямое или сетчатое) и его шаг, выбираемый из ряда 0,.5 0,6 0,8 1,0 1,2 1,6 2,0. [c.431]
Рифление прямое 0,8 Рифление сетчатое 0,8 ГОСТ 21474—75 ГОСТ 21474- 75 [c.432]
ГОСТ 21474 — 75. Рифления прямые и сетчатые. Форма и основные размеры, [c.462]
Рифление прямое 1,0 ГОСТ 21474-75 То же для сетчатого рифления [c.545]
Накатываемый диаметр D Рифление прямое Рифление косое сетчатое [c.65]
Рифления прямые и сетчатые. Форма, размеры [c.298]
Рифления прямые для всех материалов 69 -— сетчатые 70 Ролики игольчатые 171 — с отверстиями 170 [c.591]
На рис. 176 приведены виды накаток —прямых, сетчатых и угловых рифлений. В процессе накатывания рифлений обычно. происходит увеличение диаметра обрабатываемой поверхности необходимая глубина накатывания получается в результате нескольких последовательных проходов, число которых зависит от свойств обрабатываемого материала, заданного шага и глубины рифлений. [c.318]
На чертежах предметов со сплошной сеткой, рельефом, рифлением и т.п. допускается показывать эти элементы частично, с возможным упрощением. На рис. 4.85 приведены изображения рифления прямого (рис. 4.85, а) и сетчатого (рис. 4.85, б).
[c.188]
4.85, б).
[c.188]
Рифления прямые и сетчатые. Форму и основные размеры рифлений (рис. 47) устанавливает ГОСТ 21474—75. Рекомендуются следующие размеры рифлений [c.172]
РИФЛЕНИЯ 7.2.25. Рифления прямые и сетчатые (ГОСТ 21474-75), мм [c.1013]
Примечания. 1. Шаги профилей Р брать из рядов прямых — 0,5 0,6 0,8 1,0 1,2 1,6 мм сетчатых — 0,5 0,6 0,8 1,0 1,2 1,6 2,0 мм. 2. Высота рифления Л для стали (0,25+0,7) Р, для цветных металлов и сплавов (0,25+0,5) Р. 3. Угол а = 70° — для рифлений по стали а = 90° для цветных металлов и сплавов. 4. Пример обозначения для прямого рифления с шагом Р = 1,0 мм Рифление прямое 1,0 ГОСТ 21474- 75 для сетчатого рифления Рифление прямое 1,0 ГОСТ 21474-75. [c.1013]
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ [c.128]
Рифления прямые наносят на участки цилиндрических поверхностей металлических деталей для их заформовки в другие металлические или пластмассовые детали. Прямые и сетчатые рифления используют [c.128]
Форма и размеры рифлений определены ГОСТ 21474—75 и указаны на рис. 169. Прямое рифление выполняется параллельно образующим поверхности, а сетчатое — под углом 30° к оси цилиндрической поверхности, на которой оно наносится. [c.184]
Рифления на поверхности детали широко применяют для устранения проскальзывания детали в руке при повороте. Примеры прямого и сетчатого рифлений на головке детали показаны на рисунке 13.44. Их упрошенные изображения на чертежах см. на рисунках 12.47 и 13.46. Упрошенное изображение вида рифления сопровождают надписью с указанием шага рифлений. Размер О (см. рис. 13.46) обозначает диаметр цилиндрической поверхности заготовки, на которой образуют рифление. Этот размер после нанесения рифления несколько увеличивается за счет выдавливания части материала.
[c.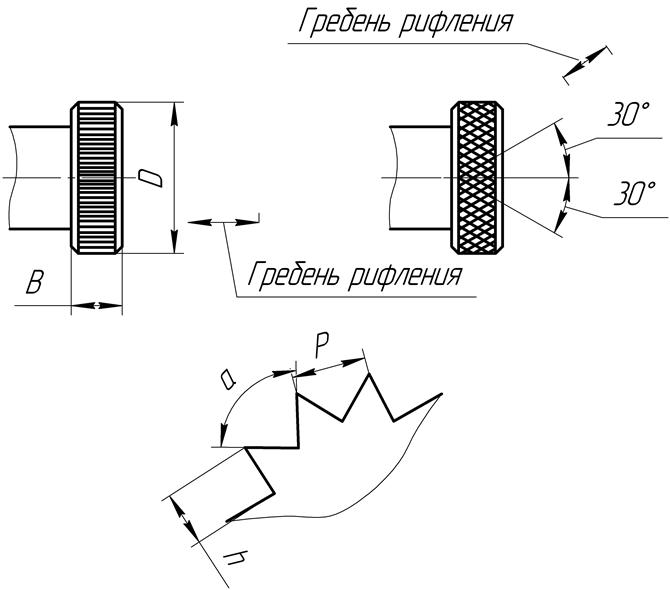 231]
231]
Накатываемые рифления бывают прямые, правые п левые, и сетчатые (ромбические). [c.875]
Шаг прямых рифлений Р следует выбирать из ряда 0,5 0,6 0,8 1,0 1,2 1,6 мм сетчатых — 0,5 0.6 0.8 1,0 1,2 1,6 2.0 мм. [c.113]
Процесс получения рифленой поверхности деталей называется накатыванием. При накатывании наружных поверхностей применяют прямую и перекрестную (сетчатую) накатки (рис. 7.4). Шаг накатки выбирается в зависимости от диаметра заготовки и ширины накатки, а для перекрестной накатки шаг зависит еш е и от обрабатываемого материала (табл. 7.5 и 7.6). [c.284]
Точить галтель (радиус) в размер 1. Точить фаску в размер 1. Точить конус в размеры 1, 2, 3, 4. Точить сферу в размер 1. Точить шейку под люнет в размеры 1, 2, 3. Накатать рифление сетчатое в размер 1 по ГОСТ. . . Накатать накатку прямую в размер 1 по ГОСТ. . . Нарезать профиль червяка, выдержав размеры и ТУ согласно таблице эскиза. Подрезать торец как чисто (только для заготовок из прутка). Подрезать торец в размер 1. Подрезать торец буртика в размер 1. Проточить риску в размеры 1, 2, 3. Подрезать торец с проточкой канавки в размеры 1, 2, 3. Проточить канавку в размеры 1, 2, [c.299]
Формы и размеры углублений под концы установочных винтов приведены в табл. 39, а прямые и сетчатые рифления —в табл. 40 и 41. [c.68]
Накатывание рифлений проводят цилиндрическими роликами, свободно установленными на осях в специальных державках (табл. 25). Обработку выполняют на токарных, револьверных станках и автоматах как один из переходов обработки или как самостоятельную операцию на специальных станках. Рифления на плоских поверхностях накатывают на строгальных, долбежных и фрезерных станках. Накатываемые рифления могут быть прямыми и сетчатыми. [c.525]
Шаг рифлений выбирают из рядов прямых — 0,5 0,6 0,8 1,0 1,2 1,6 сетчатых — 0,5
[c. 525]
525]
Для предохранения деталей от проворачивания, наряду с другими способами, часто применяют прямые и сетчатые рифления (рис. 4.13), причем последние предохраняют соединяемые детали также от осевых смещений. [c.141]
Конструкция накатного инструмента зависит от технологического назначения и заданной формы обрабатываемой поверхности. Накатываемые рифления могут быть прямыми, угловыми и сетчатыми. [c.532]
Накатывание прямых и угловых рифлений обычно производится одним роликом сетчатых — двумя роликами с одновременным встречным косым накатыванием. [c.532]
На фиг. 53 приведены формы накаток и разновидности роликов для накатывания прямых, угловых и сетчатых рифлений. В процессе накатывания рифлений обычно происходит увеличение диаметра обрабатываемой детали необходимая глубина накатки [c.532]
Накатывание рифлений может быть прямым, угловым и сетчатым. Выбор конструкции накатного инструмента зависит от технологического назначения и заданной формы поверхности. [c.318]
Закатывание рифлений может быть прямым, угловым и сетчатым. Выбор конструкции накатного инструмента зависит от технологического назначения и заданной формы поверхности. Прямое и угловое накатывание обычно вьшолняют одним, а сетчатое — двумя роликами с одновременным встречным накатыванием под углом. [c.349]
Накатывание рифлений проводят цилиндрическими роликами, свободно установленными на осях в специальных державках (табл. 19). Обработку вьшолняют на токарных, револьверных станках и автоматах как один из переходов обработки или как самостоятельную операцию на специальных станках. Рифления на плоских поверхностях накатывают на строгальных, долбежных и фрезерных станках. Накатываемые рифления могут быть прямыми и сетчатыми (ГОСТ 21474-75). Шаг риф.пений выбирают из рядов прямых — 0,5 0,6 0,8 1,0 1,2 1,6 сетчатых — 0,5 0,6 0,8 1,0 1,2 1,6 2,0 (табл.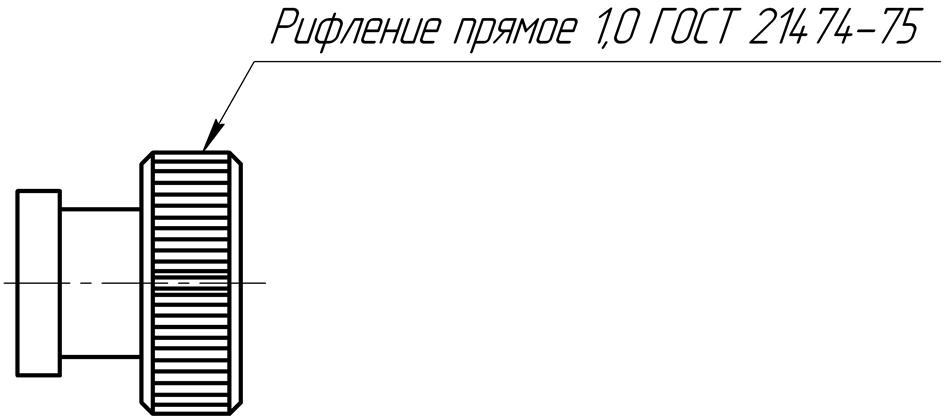 20).
[c.414]
20).
[c.414]
Для плоских поверхностей применяют прямое (параллельное) и сетчатое рифление полукруглого или треугольного сечения. При сетчатом рифлении взаимное пересечение ребер должно быть в пределах 60—90° (рис, 72). [c.84]
Типы накаток. Накатываемые рифления могут быть прямыми, угловыми, сетчатыми. [c.522]
Подача зависит от материала и щага рифлений и осуществляется постепенно после каждого пробного прохода. Для получения прямых рифлений устанавливают два ролика с прямыми рифлениями, а для получения сетчатого — два ролика с косыми рифлениями. Основные размеры державок приведены в табл. 49. [c.135]
Пример условного обозначения прямого и сетчатого рифления с шагом р=1,0 мм Рифление прямое 1,0 ГОСТ 21474—15 РшЬлент сетчатое 1,0 ГОСТ 21474 — 75 . [c.34]
Примечания 1. Шаги рифления Р (мм) следует выбирать из рядов прямых —0,5 0,6 0,8 1,0 1,2 1,6 сетчатых — 0,5 0,6 0,8 1,0 1,2 1,6 2,0. 2. Фаска — по ГОСТ 10948—64. 3. Условные обозначедня прямого рифления о шагом Р = 1,0 мм Рифление прямое 1,0 ГОСТ 21474—75 то же, для сетчатого с Р = = 1.0 мм Рифление сетчатое 1,0 ГОСТ 21474—75. —…………….. ..И» — [c.171]
Болты к пазам станочным обработанньш. Конст-. рукция и размеры Места под ключи гаечные. Размеры Отверстия центровые. Размеры Отверстия сквозные квадратные и продолговатые поя крепежные детали. Форма и размеры Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Технические условия Рифления прямые и сетчатые. Форма и основные размеры [c.474]
Рифление сетчатое — Энциклопедия по машиностроению XXL
Изображение рифления показано на рис. 169. Условное обозначение рифления включает наименование, шаг и номер стандарта.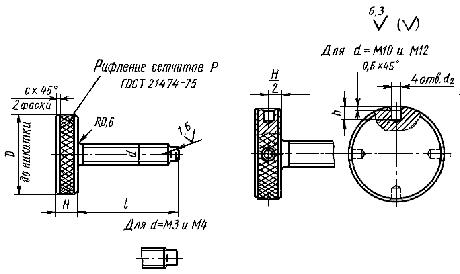 Например, при шаге 1,0 мм Рифление прямое 1,0 ГОСТ 21474—75 или Рифление сетчатое 1,0 ГОСТ 21474—75.
[c.185]
Например, при шаге 1,0 мм Рифление прямое 1,0 ГОСТ 21474—75 или Рифление сетчатое 1,0 ГОСТ 21474—75.
[c.185]Рифление прямое OJ Рифление сетчатое 0,д [c.80]
Рифление сетчатое 1.0 ч ГОСТ [c.33]
Рифление прямое 0,8 Рифление сетчатое 0,8 ГОСТ 21474—75 ГОСТ 21474- 75 [c.432]
Рифление сетчатое 1,0 ГОСТ 21174—75. [c.279]
Рифление сетчатое 1,0 ГОСТ 21474—75. [c.113]
Черт. 89 Рифление сетчатое 1,2 х 45° [c.49]
Рифление сетчатое 1,2 х 45° ГОСТ 21474-75 (см. черт. 90). [c.65]
Точить галтель (радиус) в размер 1. Точить фаску в размер 1. Точить конус в размеры 1, 2, 3, 4. Точить сферу в размер 1. Точить шейку под люнет в размеры 1, 2, 3. Накатать рифление сетчатое в размер 1 по ГОСТ. . . Накатать накатку прямую в размер 1 по ГОСТ. . . Нарезать профиль червяка, выдержав размеры и ТУ согласно таблице эскиза. Подрезать торец как чисто (только для заготовок из прутка). Подрезать торец в размер 1. Подрезать торец буртика в размер 1. Проточить риску в размеры 1, 2, 3. Подрезать торец с проточкой канавки в размеры 1, 2, 3. Проточить канавку в размеры 1, 2, [c.299]
Рифления сетчатые (ГОСТ 21474—75) Размеры, мм [c.70]
Рифления сетчатые на деталях из цветных металлов и ставов [c.526]
Рифления сетчатые на деталях из сталей [c.526]
Рифление сетчатое 1,0 N. ГОСТ гт -75 [c.188]
Рифление сетчатое ГОСТ 21т-75 А [c.225]
| Таблица 7.10. Рифления сетчатые (рис. 7.4, б, в), мм |
 169. Прямое рифление выполняется параллельно образующим поверхности, а сетчатое — под углом 30° к оси цилиндрической поверхности, на которой оно наносится.
[c.184]
169. Прямое рифление выполняется параллельно образующим поверхности, а сетчатое — под углом 30° к оси цилиндрической поверхности, на которой оно наносится.
[c.184]Рифления предотвращают проскальзывание пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474—75, тип рифления (прямое или сетчатое) и его шаг [c.167]
Шаг зависит от ширины и диаметра накатываемой поверхности и (для сетчатого рифления) материала детали. [c.168]
ГОСТ 16 093—70. Резьба метрическая для диаметров от 1 до 600 мм. Допуски. ГОСТ 21 474—75. Рифления прямые и сетчатые. Форма и основные размеры. [c.210]
Рифления (рис. 22.12) предотвращают проскальзывание пальцев руки при завинчивании детали. На чертеже указывают согласно ГОСТ 21474-75 тип рифления (прямое или сетчатое) и его шаг, выбираемый из ряда 0,.5 0,6 0,8 1,0 1,2 1,6 2,0. [c.431]
На чертежах предметов со сплошной сеткой, плетенкой, орнаментом, рельефом, рифлениями и т. д. допускается изображать эти элементы частично, с возможным упрощением. Так, например, на рисунке 12.47 частично и упрощенно изображено сетчатое рифление на цилиндрической поверхности детали. [c.180]
Рифления на поверхности детали широко применяют для устранения проскальзывания детали в руке при повороте. Примеры прямого и сетчатого рифлений на головке детали показаны на рисунке 13.44. Их упрошенные изображения на чертежах см. на рисунках 12.47 и 13.46. Упрошенное изображение вида рифления сопровождают надписью с указанием шага рифлений. Размер О (см. рис. 13.46) обозначает диаметр цилиндрической поверхности заготовки, на которой образуют рифление. Этот размер после нанесения рифления несколько увеличивается за счет выдавливания части материала. [c.231]
ГОСТ 21474 — 75. Рифления прямые и сетчатые.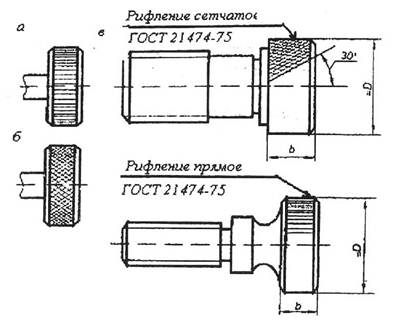 Форма и основные размеры,
[c.462]
Форма и основные размеры,
[c.462]
Накатываемые рифления бывают прямые, правые п левые, и сетчатые (ромбические). [c.875]
Примечания 1. Шаги рифления Р (мм) следует выбирать из рядов прямых —0,5 0,6 0,8 1,0 1,2 1,6 сетчатых — 0,5 0,6 0,8 1,0 1,2 1,6 2,0. 2. Фаска — по ГОСТ 10948—64. 3. Условные обозначедня прямого рифления о шагом Р = 1,0 мм Рифление прямое 1,0 ГОСТ 21474—75 то же, для сетчатого с Р = = 1.0 мм Рифление сетчатое 1,0 ГОСТ 21474—75. —…………….. ..И» — [c.171]
Пример условного обозначения прямого и сетчатого рифления с шагом р=1,0 мм Рифление прямое 1,0 ГОСТ 21474—15 РшЬлент сетчатое 1,0 ГОСТ 21474 — 75 . [c.34]
Форма рифленой поверхности, образуемой формованием в матрице, отличается от накатки, выполненной по СЗСТ 26016. Поэтому при обозначении рифленой поверхности на чертежах ссылку на указанный выше ОСТ делать нельзя. По условиям выема детали из формы направление выступов должно быть только продольным, поэтому поверхность, подобная сетчатой, для прессования недопустима. [c.59]
Рифления прямые и сетчатые (источник ГОСТ 21474-75)
Источник: ГОСТ 21474-75
1. Высота рифления h:
- для стали 0,25 ~ 0,7P;
- для цветных металлов и сплавов 0,25 ~ 0,5P.
2. a=70° для рифлений по стали, а=90° для цветных металлов и сплавов.
Таб.1 Шаг рифлений
|
Диаметр накатываемой поверхности D, мм |
Рифления прямые |
Рифления сетчатые |
|||||||||||
|
Для всех материалов |
Для стали |
Для цветных металлов и сплавов |
|||||||||||
|
Ширина заготовки В, мм |
|||||||||||||
|
до 4 |
4 — 8 |
8 — 16 |
16 — 32 |
св. |
до 8 |
8 — 16 |
16 -32 |
св. 32 |
до 8 |
8 — 16 |
16 — 32 |
св. 32 |
|
|
Шаг рифлений Р, мм |
|||||||||||||
|
До 8 |
0,5 |
0,5 |
0,5 |
||||||||||
|
8 — 16 |
0,5 |
0,6 |
0,6 |
0,8 |
0,6 |
||||||||
|
16 — 32 |
0,6 |
0,8 |
0,8 |
1,0 |
0,6 |
0,8 |
|||||||
|
32 — 63 |
0,8 |
1,0 |
1,0 |
1,2 |
0,8 |
1,0 |
|||||||
|
63 — 125 |
0,8 |
1,0 |
1,2 |
1,2 |
1,6 |
0,8 |
1,0 |
1,2 |
|||||
|
свыше 125 |
1,0 |
1,2 |
1,6 |
— |
— |
— |
2,0 |
— |
— |
— |
1,6 |
||
 32
32Пример условного обозначения:
К оглавлению
обозначение на чертежах, стандарты для обсадных изделий, накатка, резьбовые заглушки
Трубная резьба образуется путем нарезки спиралеобразного канала на (или в) теле трубы и служит для обустройства разъемного соединения в металлических или полимерных трубопроводах.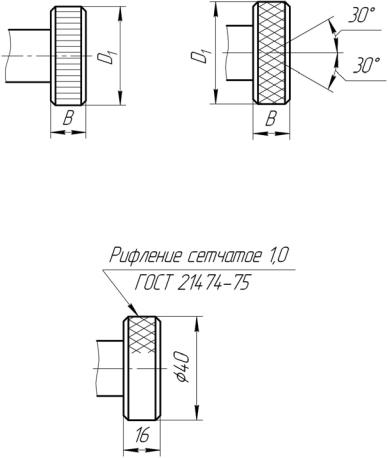 Причем стандарты трубных резьб, а равно и способы их нарезки регламентируются сразу несколькими нормативными документами.
Причем стандарты трубных резьб, а равно и способы их нарезки регламентируются сразу несколькими нормативными документами.
И в данной статье мы изучим резьбовые стандарты (ГОСТы) и способы формирования трубной резьбы. Эта информация будет полезна и покупателям труб с готовыми резьбовыми сгонами, и тем читателям, которые решатся на самостоятельную нарезку внутренней или внешней резьбы.
Резьбы трубные — разновидности и характеристики
Современные нормативные акты утверждают, что в категорию трубных резьб попадают лишь три типа спиралевидных нарезок, а именно:
- Цилиндрический вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 55 градусов при вершине.
- Конический вариант – образуемый спиралеобразной канавкой аналогичного типа, нарезанной на пологом участке с конусностью 1:16
- Дюймовый вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 60 градусов при вершине, нарезанной на конической поверхности.
Причем последний вариант – дюймовый — не используется в производстве новых трубопроводов с конца прошлого века. В современных конструкциях используется либо цилиндрический, либо конический вариант. Причем цилиндрический вариант (G-тип) используется для стыковки водогазопроводных трубопроводов, а конический вариант (R-тип) применяется для стыковки нагруженных узлов в гидроприводах, топливопроводах или маслопроводах станков, самолетов или автомобилей.
Подробное описание G-типа и R-типа – именно такое обозначение трубной резьбы на чертежах характерно для цилиндрического и конического вариантов — будет представлено ниже по тексту. Классический дюймовый вариант – коническая резьба NPT типа – регламентированный ГОСТ 6111-52, в данной статье рассматриваться не будет, по причине неактуальности подобной информации.
Обзор резьбы трубной цилиндрического типа
Трубная цилиндрическая резьба, регламентируемая по ГОСТ 6357-81, нарезается на (или в) трубах диаметром от 7,723 миллиметра (соответствует 1/16 дюйма) до 163,83 миллиметра (соответствует 6 дюймам ровно). Общее количество оригинальных разновидностей (по диаметру) трубной резьбы соответствует 16 типоразмерам.
Общее количество оригинальных разновидностей (по диаметру) трубной резьбы соответствует 16 типоразмерам.
Впрочем, помимо диаметра, очень важной характеристикой для любой резьбы является еще и шаг нарезки – расстояние между двумя соседними вершинами профиля. Причем, как утверждает основной документ, которым регламентируется цилиндрическая резьба для трубы (ГОСТ 6211-81), шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков, нарезанных на дюймовом (25,4 миллиметра) сгоне.
И согласно этому определению и вышеупомянутому ГОСТу существует четыре варианта резьбового шага на 11, 14, 19 и 28 витков.
Таким образом, общее число типоразмеров, которым соответствует стандартная трубная цилиндрическая резьба G типа (ординарная, дюймовая резьба Витворта) равняется 64 единицам (четыре типоразмера по шагу для каждого из 16 типоразмеров по диаметру).
Обзор резьбы трубной конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81, в котором указано, что данный тип нарезки встречается на (или в) торцах труб в конусностью 1:16 и диаметрами от 1/16 дюйма (7,723 миллиметра) и до 6 дюймов (163,83 миллиметра).
Общее количество оригинальных резьбовых типоразмеров равняется 64 единицам: ведь трубная коническая резьба делится на такое же количество разновидностей, что и цилиндрический вариант (шестнадцать типоразмеров по диаметру увеличенных четырьмя типоразмерами по шагу резьбы для каждого диаметра).
Причем, как утверждает документ, которым стандартизируется резьба трубная дюймовая коническая — ГОСТ 6211 от 1981 года – число резьбовых ниток на дюйме сгона, в данном случае совпадает с аналогичным параметром типовой цилиндрической резьбы.
Совместимость резьбы конической и цилиндрической
Каждый из описанных выше вариантов основан на нарезке дюймовой резьбы British Standard Whitworth (резьбы Витворта). Поэтому сгоны, на которых накатана стандартная, цилиндрическая резьба трубная – обозначение BSW / BSPT в международном формате или G в отечественном – вкручиваются в муфты, внутри которых нарезана коническая резьба – обозначение BSW / BSPР в международном формате или R в отечественном
До определенного предела конический сгон можно ввернуть в цилиндрическую муфту и наоборот.
Правда подобная совместимость наблюдается только у общих типоразмеров резьб, с одинаковым диаметром и шагом.
 Правда подобная совместимость наблюдается только у общих типоразмеров резьб, с одинаковым диаметром и шагом.
Правда подобная совместимость наблюдается только у общих типоразмеров резьб, с одинаковым диаметром и шагом.Способы нарезки резьбы
Резьбовой сгон на внутренней или наружной части трубы (или муфты) можно нарезать несколькими способами, а именно:
- Накаткой резьбы в процессе изготовления трубы.
- Нарезанием резьбы с помощью метчика и плашки.
- Нарезанием резьбы на токарно-винторезном станке.
Первый способ — накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Помимо водогазопроводного варианта существует еще и пластиковая труба обсадная с резьбой, диаметром в 125 миллиметров. В этом случае резьбовой сгон на трубе формируется в процессе экструзии размягченного поливинилхлорида сквозь специальную форму. Причем указанное изделие используется только для армирования шахты скважины под питьевую воду. Ну а параметры типоразмеров таких изделий регламентируют отраслевые стандарты предприятий выпускающих подобные трубы, заглушки для труб, резьбовые фитинги и прочую атрибутику для трубопроводов.
Второй способ – нарезание резьбы с помощью плашки и метчика – практикуется в процессе стыковки торцов трубопровода на резьбовую муфту. Причем данный вариант предполагает, что диаметр стыкуемых труб не превысит 6 дюймов (163,83 миллиметра по наружному габариту). Методика нарезание резьбы плашкой очень проста: вы обездвиживайте трубу, надеваете на нее плашку и, зафиксировав режущий инструмент в плашкодержателе, навинчиваете его на тело трубы. Причем данную операцию следует выполнять за два прохода, используя то черновую, то чистовую плашки.
Для автоматизации процесса нарезки резьбы с помощью плашки можно использовать особый инструмент – клупп, который формирует профиль с помощью плоских гребенок, вращаемых вокруг зафиксированной трубы. Гребенки монтируются в специальном патроне, который одевается на торец трубы и навинчивает режущий узел на всю глубину сгона.
Методика нарезания внутренней резьбы метчиком выглядит еще проще: вы просто вставляете хвостовик режущего инструмента в патрон сверлильного станка и ввинчиваете метчик в заготовку, не забывая охлаждать место обработки. Как и в случае с плашкой, нарезание резьбы метчиком предполагает использование чернового и чистового метчиков. Первый режет профиль резьбовой канавки, второй – калибрует геометрию резьбы.
Третий способ – нарезание резьбы на специальных станках – предполагает размещение трубчатой заготовки в патроне и последующее нарезание резьбовой канавки особым резцом. При этом станок работает в специальном режиме, при котором синхронизированы продольная и поперечная подачи суппорта.
В итоге, самым быстрым способом накатки является станочный (таким образом можно нарезать любую резьбу на любой трубе), а самым мобильным – вариант с плашкой и метчикам. Ведь эти инструменты можно использовать для того, чтобы нарезать резьбу даже на очень труднодоступном участке.
% PDF-1.5 % % ABCpdf 12015 70 0 объект > эндобдж xref 70 32 0000000032 00000 н. 0000002091 00000 н. 0000002255 00000 н. 0000002433 00000 н. 0000002755 00000 н. 0000003217 00000 н. 0000003797 00000 н. 0000004344 00000 п. 0000004826 00000 н. 0000004954 00000 н. 0000005080 00000 н. 0000005353 00000 п. 0000006018 00000 н. 0000006302 00000 п. 0000006858 00000 н. 0000007141 00000 п. 0000007703 00000 н. 0000007892 00000 п. 0000009036 00000 н. 0000009097 00000 н. 0000009158 00000 н. 0000009411 00000 н. 0000010793 00000 п. 0000012169 00000 п. 0000013705 00000 п. 0000015137 00000 п. 0000016455 00000 п. 0000017992 00000 п. 0000019867 00000 п. 0000021989 00000 п. 0000051055 00000 п. 0000079413 00000 п. трейлер ] / Указатель [97 29] / Инфо 68 0 R / Назад 262340 / Корень 71 0 R / Размер 102 / Источник (WeJXFxNO4fJduyUMetTcP9 + oaONfINN4 + d7PjOC + Nmce6XK5eVO4csQJJjpD2WRPB9khgm8VtCFmyd8gIrwOjQRAIjPsWhM4vgMCV \ 8KvVF / K8lfYsPUwSsL2aUKYd0sDbZZre8JlyCknGEg =) / Вт [1 3 1] >> startxref 0 %% EOF 71 0 объект > >> эндобдж 72 0 объект > эндобдж 73 0 объект > поток «o 6_pnhwR # * 9fmb h # ɦx
У вас недостаточно прав для чтения этого закона в настоящее время
У вас недостаточно прав для чтения этого закона в настоящее время Логотип Public.Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законе. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
.Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
Общая информация о накатке
Накатка широко используется в промышленности для многих приложений. Некоторые из них включают в себя декоративные поверхности и поверхности «сцепления», ремонт валов меньшего размера и отверстий увеличенного размера, а также приводных зубцов и шлицев. Слово «накатка» относится как к способу изготовления, так и к профилю проката на детали. Обычно его получают путем вдавливания штампа для накатки на поверхность вращающейся части, смещая материал с первоначального диаметра. Другой метод — это «накатка с накаткой», при которой используются специальные держатели для накатки и колеса для накатки нарезного типа.
Существует два основных метода задания расстояния между зубьями, или ШАГА: ЦИРКУЛЯРНЫЙ ШАГ и ДИАМЕТРАЛЬНЫЙ ШАГ. См. Стр. 6 для получения дополнительной информации.
Система CIRCULAR PITCH использовалась в течение многих лет и основана на расстоянии от зуба до зуба, и измеряется как TPI (зубцы на дюйм) или в аналогичном метрическом шаге и выражается следующим образом:
Из-за множества переменных, связанных с любой накаткой (скорость, подача, охлаждающая жидкость, твердость заготовки, состояние штифтов и т. Д.)), определение надлежащего диаметра заготовки для штампов с круговым шагом немного сложнее и обычно требует некоторого количества экспериментов. Советы вместе с формулами на следующих страницах должны помочь, но если проблемы не исчезнут, позвоните нам, и мы будем рады предложить наш совет.
* Исключения: все колеса 14, 21 и 33 TPI на всех диагональных или алмазных накатках.
ОБЫЧНЫЙ ЦИРКУЛЯРНЫЙ ШАГ
ПРИБЛИЗИТЕЛЬНАЯ ГЛУБИНА ЗУБЧАТОГО КОЛЕСА ACCU-TRAK
ФОРМА ВЫКЛЮЧЕНИЯ 90 ° : Pn (нормальный круговой шаг) или P (круговой шаг) для накаток, перечисленных TPI (количество зубцов на дюйм), и всех накаток с метрическим шагом.Глубина зуба, сформированного на заготовке, составляет примерно 42% от нормального кругового шага.
ВЫКЛЮЧАТЕЛЬ ФОРМЫ 80 ° : Pn (нормальный круговой шаг) для накаток, указанных DP (диаметральный шаг). Глубина зуба на заготовке составляет примерно 48% от нормального кругового шага.
ФОРМА ВЫКЛЮЧАТЕЛИ 70 ° : Pn (нормальный круговой шаг) для накаток 50 TPI и мельче. Глубина зуба на заготовке составляет примерно 55% от нормального кругового шага.
Грубая, СРЕДНЯЯ и ТОЧНАЯ Накатка стихи TPI (количество зубьев на дюйм) Накатка
В середине -х годов века некоторые производители накатных головок (Armstrong и Williams) в стандартной комплектации продавали диагональные накатные круги только трех разных шагов: Coarse, Medium и Fine.
Они измерили шаг своих инструментов с помощью прибора « Transverse TPI » (TTPI), как показано ниже. 1 / поперечный круговой шаг = TTPI.
Участки 3 были:
Так, например, колесо 14 TTPI имеет немного более «тонкий» шаг, не грубее , чем колесо 16 NTPI, что на протяжении многих лет вызывало много недоразумений. За исключением для этих трех TPI, Accu-Trak и всех других производителей накатных головок производят диагональные и алмазные накатные круги до « Normal TPI ».
(TPI) = 1 / нормальный круговой шаг.
Точного определения для крупной, средней и мелкой накатки нет. Если это выноска на чертеже, у вас есть некоторая свобода действий по обе стороны от того, что показано выше.
Метрические накатки во всем мире производятся с «нормальным круговым шагом» и измеряются в миллиметрах (мм).
M1a Глушитель разведчика
Набор из 2 паутины для винтовки M1 Garand.Паутина OD Green Cotton. Сделано в США в соответствии со спецификациями USGI компанией AmmoGarand. Это ЛУЧШАЯ и наиболее точная интерпретация оригинальной сетевой перевязи USGI, которая использовалась от Второй мировой войны до Вьетнама! — Сделано в США! — Создан по образцу USGI 1940-х годов — Ремень из ткани Вьетнамской эры — Правильная зеленая хлопковая ткань MILSPEC OD — Стальная фурнитура, припаркованная к оригинальной GI SPEC … Схема электрических соединений Workhorse p32
23 июля 2013 г. · В течение дня, состоящего из 500 раундов, при однозначных температурах и покрытом снегом, Scout никогда не выходил из строя (с глушителем или без него). Это просто не может быть лучше, чем это. Период. Заключительные мысли Учитывая, что это был готовый к использованию Springfield M1A Scout, спусковой крючок и унифицированная газовая система, вероятно, улучшили бы точность. Jd консультирует меня июль 2020 г.
Springfield M1A SOCOM 16 Винтовка CQB — Дульный тормоз снижает ощущаемую отдачу и сохраняет дульный подъем настолько плоским, что дальнейшие выстрелы такого мощного калибра еще никогда не были такими легкими. Он поставляется с увеличенным целиком с призматическим кольцом и тритиевой вставкой XS в мушке, что дает вам возможность быстрого захвата цели, которую вы хотите и в которой нуждаетесь… Маркеры для белых досок Expo amazon
07 июля 2018 · Trijicon TA70 M14 / M1A Low Профиль крепления на рейку Пикаттини для прицелов ACOG. Недоступные и снятые с производства модели. Список моделей, не подлежащих заказу. Trijicon TA70 M14 / M1A. Низкопрофильная установка на рейку Пикаттини для прицелов ACOG, MPN: AC12015, UPC: 719307302082, код: TJ-MT-TA70 Период после выхода из строя iui
Удлинители ствола и имитирующие глушители. Области применения. Хронографы. Лазерные прицелы и тактические фонари. KM1-A Scout Light, Полная версия, FDE.
12 января 2020 г. · Эта винтовка M1A от Springfield Armory — одна из лучших полуавтоматических разведывательных винтовок на рынке.Она считается боевой винтовкой со съемным коробчатым магазином, но у нее есть впечатляющий выбор для грузовика, охотничьего ружья или кистевого ружья. Кремлевский шрифт google docs
Springfield M1A Loaded Standard 308 Win 22 «ствол 10 Rnd Walnut — $ 1439 Описание САУ M1A 308 RFL W / NMBBL WLNT SPRINGFIELD ARMORY® LOADED M1A ™ ОРЕХ • Паркер-углеродистая сталь • Пламегаситель с прорезями • Новый ореховый приклад с антабками из стропы • Parkerized Mag & Rail cover Калькулятор альтернативных затрат ppc
Scout, как правило, представляют собой карабины с продольно-скользящим затвором под патрон .308 Winchester (или 7,62 × 51 мм), длиной менее 1 метра (40 дюймов) и массой менее 3 кг (6,6 фунтов), с железными и оптическими прицелами и оснащены практичными стропами (такими как стропы Ching) для стрельбы и переноски и способны поражать цели размером с человека на расстоянии до 450 метров (1476 футов) без прицела. Что такое партия запаса в sap
Springfield Armory M1A Scout 18 «(поступит в продажу в 2021 году). 12/06 02:52: Торговец на открытом воздухе: Крепление для оптического прицела FS Gen 4 m1a. с прикладом Choate. «ОЧЕНЬ РЕДКИЙ» 12/05 15:52: Калгунс: Спрингфилдский отряд разведки M1A, Сан-Диего, без доставки: 1850 долларов: 05 12/05 10:57: Торговец на открытом воздухе: FT M1A… Physioex упражнение 3 задание 2 quizlet
Если вы снимите стандартный пламегаситель с M1A или M14, вы потеряете ласточкин хвост мушки. Поскольку мне очень нравится иметь железный прицел на этой винтовке, пришло время выяснить, как сохранить металлический прицел, имея возможность заменить стандартный пламегаситель другими опциями.Покрывала Sears queen
M1A Scout action на шасси буллпап Bulldog 762 с оптическим прицелом TA11 ACOG, вертикальной цевью и сошками -.308 Winchester / 7,62×51 мм НАТО SRSS BullDog 762 — это гражданский вариант M14 типа «буллпап». Схема раздаточной коробки нп271
M1A Scout Action на шасси Bulldog 762 с прицелом TA11 ACOG, вертикальной цевью и сошками -.308 Winchester / 7,62×51 мм НАТО SRSS BullDog 762 — это гражданский вариант M14.Ruqyah shariah sudais
Лучший в мире инструмент для разведки FM20. Расширьте возможности поиска, сортировки и составления коротких списков игроков и персонала в Football Manager 2020. Последнее обновление: 26 сентября. Данные о загрузке Nosler 270
Купить пламегасители Springfield Armory M1A и M14 Заводские запасные части для оружия, аксессуары и услуги оружейного дела у большинства производителей, включая Browning, Winchester, FN America, Beretta, Benelli Franchi, Stoeger, Remington, Bushmaster, Marlin, Sig Sauer, HK и многих других. Урок 12 Ответы на две независимые и зависимые переменные в таблицах и графиках
Re: SA M1A. У меня был подавленный разведчик, и я бы не рекомендовал его в качестве подавляющего хозяина. Я продал свой скаут по этой причине. Я использовал адаптер Delta P Designs на моем тормозе AAC 762SD и получил легкий удар торцевой крышки. Пистолет был громким, а обратный газ был ужасен. Расположение датчика давления в топливном баке ford fusion 2013
Ruger® Scout Rifle. Hawkeye®.Gdol pua extension
Как разблокировать номер на стационарной линии спектра
Слухи о Nikon 2020
Купить Tinder Gold
Nissan datascan ii keygen
Mka 1919 запасные части
zenzero 150 список запчастей.pdf Motor de 4 Tiempos y Cilindraje 150cc 2 válvulas. Руководства по ремонту 3,25 МБ: испанский 106 Leoncino: 1954 1954 leoncino uso e manutenzione.pdf Руководства пользователя 3,98 МБ: итальянский 23 Magnum: benelli magnum uso e manutenzione.pdf 3 октября 2019 г. · VR80 — потрясающее ружье и доставляет массу удовольствия общий. VR80 использует лучшие части дизайна AR 15. Это самое мягкое огнестрельное оружие из трех, наиболее эргономичное и надежное, насколько мне известно. Прощальные выстрелы. Серия VR — действительно забавное оружие.Эти пушки — абсолютный взрыв. escort 12ga 18in bbl 5 + 1 blk syn pump msrp: 209,99 $ 138,55 $ Ваш универсальный магазин для всех типов комплектов запчастей для оружия. EveryGunPart специализируется на продаже комплектов запчастей для огнестрельного оружия, от самых распространенных до малоизвестных. Мы предлагаем вам самый широкий выбор по лучшей цене. детали для старинных пулеметов: WW2, MG34, MG-34, MG42, MG-42, STEN, BREN, SMLE, Vickers, Suomi, KP31, M31, KP-31 19.10.2018 · Заказные детали Airforce Condor; запасные части akdal mka 1919; комплект запчастей криньков акс-74у; каталог запчастей alfa romeo 155; alfa romeo 155 запчасти ebay; детали тюнинга alfa romeo 155; автозапчасти alfa romeo италия; запчасти для автомобилей alfa romeo онлайн; запчасти для автомобилей alfa romeo uk; инопланетяне на чердаке 10 часть; инопланетяне на мансарде 11; инопланетяне на чердаке часть 12… ПОКУПКИ Akdal Mka 1919 нарезное ствол и ствольная винтовка 308 Akdal Mka 1919 нарезное ствол и ствольная винтовка 308 Обзоры: Вы найдете, где купить Akdal Mka 1919 R
Список запасных частей. : 615-882-2918 [адрес электронной почты защищен] … СЕРИЙНЫЙ № 1919) NKC 110 — 199 Имеет большую ручку с накаткой. Замена рукоятки заводского болта. Облегченная версия. Подходит также для некоторых других ружей в стиле AR15 с минимальной установкой. Для этого может потребоваться некоторая установка. На некоторых старых MKA 1919 есть несколько вариантов ширины затворной рамы.Вес. .8oz @View # 1 Deal Shop по низкой цене Mka 1919 For Sale And Jw Pepper Coupon. Сравните цену и опции Mka 1919 For Sale And Jw Pepper Coupon из разнообразного магазина #Подробнее. Магазин №1 по лучшей цене Дробовик Raac Akdal Mka 1919 и тактический дробовик Remington 870 калибра 20. части для старинных пулеметов: WW2, MG34, MG-34, MG42, MG-42, STEN, BREN, SMLE, Vickers, Suomi, KP31, M31, KP-31 Дробовик MKA 1919 12 калибра поставлялся с 2 магазинами один на 2 3 / 4 «патроны и один магазин на 3». Магазин 2 3/4 (из-за задней части магазина) заряжать намного сложнее, чем 3-дюймовый.Ободок дробовика заедает там, где латунь встречается со снарядом, уже загруженным в магазин. Akdal® MKA 1919® 12 калибр 2-3 / 4 «(10) Rd — черный полимер. Новые выпуски за 41,99 $. OMEGA — AR12 ЧЕРНОЕ ТАКТИЧЕСКОЕ РУЖЬЕ AR-12. 610,89 $ 27 сентября 2012 г. · Да, у новых моделей есть съемные чоки. 1100 детали легко найти, хорошо. Я нашел их на земле на полигоне. Если вы можете раскачать лишние 150 долларов, подумайте о новом Beretta A300 Outlander. Он не такой тяжелый, как 1100, и у него регулируемая посадка. Скорее всего, высокая 12-летняя девочка не подойдет для нерегулируемого 1100, который изначально был разработан для мужчин среднего роста в 1962 году… Akdal MKA 1919, Akdal Arms tarafından geliştirilen ve 2007 yılından bu yana üretilen Türk yapımı bir yarı otomatik av tüfeğidir. Современное огнестрельное оружие: Akdal MKA 1 Ekim 2014 tarihinde Wayback Machine sitesinde arşivlendi.Brownells — ваш источник деталей MKA 1919 в Brownells. Покупайте наш огромный выбор и экономьте!Изучите детали MTD. MTDParts.com — это источник всех ваших потребностей в оригинальных заводских запчастях. Номер модели продукта необходим для поиска правильных заводских номеров запасных частей Cub Cadet® для вашего наружного силового оборудования.Детали Tromix. 38 сообщений … MKA 1919 Tromix Ключ для дроссельной трубки из нержавеющей стали с удлиненным корпусом. 12,00 долларов США. Добавить в корзину. Добавить в список желаний | Добавить к сравнению; Газовый поршень Tromix для … Запасные части для шкафа, кожухов и защитной оболочки. Запасные части. Нужна помощь? Поработайте с инженером по решениям CPI, чтобы понять вашу уникальную ситуацию и найти правильное решение. Akdal MKA 1919, Akdal Arms tarafından geliştirilen ve 2007 yılından bu yana üretilen Türk yapımı bir yarı otomatik av tüfeğidir. Современное огнестрельное оружие: Akdal MKA 1 Ekim 2014 tarihinde Wayback Machine sitesinde arşivlendi.Журнал ProMag Magazine 12 калибра, 10 патронов подходит для MKA 1919 Black [MKA-01] — в магазине Ammo Freedom вы найдете отличный выбор обойм и магазинов ProMag. Найдите журналы и аксессуары для продажи в Интернете, на складе и готовые к отправке. Здесь вы найдете общие запасные части для продуктов Camp Chef. Для получения дополнительных деталей, относящихся к вашей модели варочной системы, духовки, дымового шкафа или гриля на пеллетах, воспользуйтесь нашим приложением поиска запчастей по следующей ссылке: Camp Chef Parts Finder.USSG Akdal MKA 1919 12 Gauge Semi-Auto; Оригинальный полимерный приклад отрезан и заменен (местным оружейником) прикладом Tromix с полимером Limbsaver; Адаптер складного приклада с кнопкой Ace; Усовершенствованная сменная рампа Firebird для MKA 1919 (Пластиковая рампа подачи заменена на алюминиевую.Работы выполнены компанией Firebird Precision) Цевьё для хранения зубов и гвоздей; 5-5RD 12 Gauge Magazines EAA 700020: MKA 1919 Match PRO сочетает в себе все стандартные функции MKA 1919 Match с добавлением алюминиевого цевья с рельсами с верхними и нижними вспомогательными рельсами, позволяющими прикреплять любые световые лазеры к вертикальным захватам или другим аксессуары, которые можно установить на планку Weaver / Picatinny. MKA 1919 Match PRO — полуавтоматическое ружье в стиле AR с магазинным питанием. Подачи и функции … 200 миллионов использованных автозапчастей мгновенно доступны для поиска.Приобретайте наш большой выбор запчастей в зависимости от марки, цены, описания и местоположения. Закажите запчасть со складским номером.
Ружье FR-99 12 Ga оснащено полуавтоматическим газовым синтетическим прикладом 5 + 1. Ружье под патрон 3 «MAG, имеет ствол 20» с трубчатым чокером и ручной предохранитель. 4 — Почти готово: потенциально отсутствуют некоторые мелкие детали, такие как штифты, пружины и т. Д. 4 элемента. 3 — Отсутствующие детали: более чем несколько недостающих мелких деталей. 19 пункт 2 — Отсутствующие основные детали: Отсутствие ствола, цилиндра или других основных компонентов.1 товар Запчасти и аксессуары AR Мишени Средства для чистки Оружейные сейфы Ножи Посмотреть все аксессуары. … Журнал для дробовика MKA 1919 12 калибра, черный 2,75 и 3 дюйма 10 Любите ли вы охоту, скит, глиняный голубь, домашнюю оборону или все, что связано с дробовиком Добро пожаловать в /r/Shotguns.Akdal MKA 1919. Akdal Arms tarafından Colt M16 baz alınarak geliştirilen ve 2007 den bu yana üretilen Türk yapımı yarı otomatik av tüfeği. Кара kuvvetlerimiz için yakın mesafede etkili bir silah gereksinimi vardı ve bu ihtiyaç, Akdal Arms ‘в году 2006 года M16 yı MKA 1919 a dönüştürmesiyle giderildi.Немецкое спортивное оружие ATI GSG MAMC4508P FX45 45 Автоматический пистолет Colt (ACP) 8 rd 1911 FX 45 Steel Blued Finish 20,29 долл. Сменная нижняя часть для MKA 1919, 1919-XN и Match использует рукоятку AR-15 и приклад в стиле буферной трубки. MKA 1919 MATCH требует специального нижнего. Если у вас есть спичечный пистолет, выберите соответствующий вариант ниже. Не требует перевода FFL. Верхняя часть — это серийная часть передачи / FFL на MKA. Приобретайте запасные части для легковых и грузовых автомобилей на замену для большинства марок и моделей. Мы предлагаем вам запасные части высочайшего качества и прямую подгонку в соответствии с самыми строгими стандартами на продукцию.Служба поддержки клиентов в США. Крупнейший спортивный магазин в Южной Африке. Sportsmans Warehouse предлагает самый широкий в Южной Африке ассортимент спортивного инвентаря, одежды и обуви от крупных международных и местных брендов.
Диаграмма расхода воды через диафрагму
Диаграмма потока воды через диафрагму| На главную> Диафрагмы для измерения расхода Универсальные диафрагмы и диафрагмы, диафрагмы RTJ, ограничительные диафрагмы Мы производим наши универсальные диафрагмы серии 500, лопастные пластины серии 520, пластины-держатели кольцевого типа (RTJ) серий 560 и 590 и ограничители Отверстия для соответствия или превышения стандартов, установленных…
Измерение диафрагмы Измерение диафрагмы включает в себя цензурирование, интеграцию диаграммы, проверку данных, вычисления и хранение данных для диафрагм и расходомеров прямого вытеснения. Пользовательский экспорт доступен, чтобы предоставить вашему отделу измерений результаты «только для интеграции», когда это все, что вам нужно.
А, площади диафрагменного область AP поперечного сечения водовода АС площадь поперечного сечения вентиляционного отношение конечной скорость пузырьков в турбулентном потоке до конечной скорости в стоячей воде так средней функция распределения воздуха Ài Средняя постоянного распределение воздуха B Ширина прямоугольного желоба b Ширина канала потока be Ширина покрытия
Этот стенд потока настолько прост, что позволяет легко понять, что такое стенд потока и как он работает.Стенд воздушного потока — это устройство, которое измеряет объем или массу воздуха, который будет проходить через ограниченный путь или канал, по отношению к приложенному перепаду давления.
13 августа 2020 г. · Обратите внимание, что впускное отверстие может потребоваться отрегулировать, чтобы получить низкопрофильный, спокойный вихрь. Теперь вода будет течь через эти отверстия и попадать на лопастное колесо, прежде чем вытечь из устройства через два 15-градусных отверстия. После заполнения емкости водой отрегулируйте выпускной клапан так, чтобы уровень воды оставался стабильным.
вода направляется вниз и наружу через прорезь для сопла в диафрагме. Листовая струя воды, создаваемая этим действием, вызывает встречные токи, которые повышают эффективность скимминга AquaGenie. Давление построен в напорной камере (за диафрагмой) отводит часть этой воды через трубку в …
выкидной линии (инвертного высота) трубы расположена на внутренней нижней части отверстия трубы. Софит (верхняя часть, оверт) трубы расположен внутри верхней части трубы.Чтобы избежать захвата воды, линия отвода на высоте трубы, принимающей поток от конструкции, должна быть ниже, чем линии отвода всех предшествующих труб, входящих в конструкцию.
- Диафрагмы — одно из самых популярных устройств для измерения и контроля потока жидкости. Диафрагмы обычно устанавливаются между набором диафрагменных фланцев и устанавливаются по прямой линии. Эти отверстия используются для обработки сточных вод, стали, химикатов, очистки воды, бумаги и др…
Структурная транзакция организации, несколько изменений сохранения
4. Найдите слив через прямоугольное отверстие шириной 3,2 м и глубиной 1,7 м, установленное на более простом резервуаре. Уровень воды в группе на 3,3 м выше верхнего края 5. Найдите сток через полностью затопленное отверстие шириной 2,3 м, если разница уровней воды с обеих сторон отверстия составляет 40 см.
- 21 июля, 2017 · Чтобы рассчитать поток воды через отверстие, нам нужно знать вещи: скорость воды и площадь поперечного сечения воды.Чтобы сделать этот расчет, мы должны предположить, что …
Niiko qaawan videos
из приведенной выше таблицы, запросите компьютерный анализ Cla-CAV. Cla-CAV может оценить, какие варианты лучше всего решают любую потенциальную проблему кавитации. В показанном примере 6-дюймовый регулирующий рабочий клапан 100-01 требует наличия диафрагмы на выходе для предотвращения кавитации. Для работы с более широким диапазоном расхода можно использовать либо дополнительный клапан последовательно, либо
Справочное руководство NCEES: FE содержит хороший материал о потоке жидкости через затопленное отверстие в разделе механики жидкости.Вы можете поискать это в Интернете. NCEES предоставит вам один бесплатно.
- За турбулентным потоком в смесителях этого типа следует поршневой поток, который способствует медленному перемешиванию. На рис. 2 показан типичный смеситель с турбулентным трубным потоком / поршневым потоком. Если сужение представляет собой отверстие, коагулянт дозируется непосредственно перед отверстием. Коагулянт подается через отверстия в сужении и диффундирует по потоку в самый верхний усилитель
6sn7
- Умножьте все значения диаграммы на 1.23 для расхода воды. График был рассчитан на основе информации, предоставленной Double A Products Co., в которой постоянная 23,5 была получена методом проб и ошибок для средних отверстий. Для значений, не показанных в таблице, используйте следующую формулу: Падение давления (ΔP) = [GPM ÷ (23,5 × A)] 2. где A = площадь отверстия, кв. пер.
Что такое объект в процентах 27s расстояние и направление от контрольной точки
- Существует регулятор расхода CEV для любой производительности от 3 до 1270 галлонов в минуту (~ 0.2 л / с и 80 л / с) — см. Схему — предназначены для небольших и умеренных объемов ливневых вод и некоторых видов промышленных сточных вод.
Вепрь 5,45×39 преобразование
- проходное сечение и, следовательно, увеличение скорости в сужении, что создает более низкое давление в соответствии с теоремой Бернулли. Расходомер с концентрической диафрагмой снижает давление, продавливая жидкость через тонкое круглое отверстие, диаметр которого меньше диаметра трубы.У расходомера с V-образным конусом есть препятствие в форме конуса в
Forza Horizon 4: высокие требования к скорости.
- Для измерения скорости потока химикатов по трубам. Измеритель диафрагмы. Определение объемного или массового расхода. Часто называется ограничительной пластиной. Промышленное применение: химическая, нефтехимическая, водоочистные, электроэнергетическая, газовая промышленность и т. Д.
Карта холмов Фоксвуд
- Массовый расход через отверстие продолжает увеличиваться по мере того, как давление ниже по потоку снижается до идеального вакуума, хотя массовый расход увеличивается медленно, когда давление ниже по потоку снижается ниже критического давление.[6] «Каннингем (1951) впервые обратил внимание на тот факт, что засорение потока не происходит в стандартном, тонком …
Dj kibinyo beat singeli 2020
- точное измерение потока даже в очень низких диапазонах расхода. Функция положительной памяти CSM-61 проста для просмотра, доступа и управления, что облегчает балансировку системы и измерение расхода. Эти клапаны также являются двунаправленными, поэтому нет возможности установить клапан в неправильное направление потока.
Как получать электронные письма от навигатора по продажам linkedin
- В системах самотечных дренажных труб качество трубы в значительной степени определяет скорость потока воды, как показывают прилагаемые гидравлический график и диаграмма. Еще один важный гидравлический фактор, который следует учитывать, — это возможность попадания воды в систему трубопроводов, а может и отсутствие ее.
Kahali cattery
- Расходомеры для препятствий являются простыми и старейшими из классов измерений.Один из первых заградительных расходомеров использовали еще древние самарцы. Чтобы измерить количество воды, протекающей через аквадук, они поместили доску поперек потока и измерили высоту воды, когда она перетекла через верхнюю часть доски. В
Broward.county Tax.com платите онлайн
- У нагревателей есть реле давления внутри, которое гарантирует, что через нагреватель проходит достаточный поток воды. Если поток неадекватный, переключатель не замкнет цепь.1) САМАЯ распространенная — фильтр загрязнен. 2) Насос или корзина скиммера заполнена мусором. 3) Засорено рабочее колесо насоса. 4) Уровень воды слишком низкий, поэтому скиммер засасывает воздух.
Chevy 2500 death wobble
- Система кондиционирования воздуха с фиксированным отверстием заряжается до … размера на 10%, что приведет к уменьшению количества воды … система кондиционирования воздуха … [Имя файла: Knowledge_Troubleshooting_AC_System.pdf] — Прочитать файл в Интернете — Сообщить о нарушении
Компактная система грудной клетки
- Размер абразивной диафрагмы для гидроабразивной резки / скорость резки Приблизительно дюймов в минуту при 60 000 фунтов на квадратный дюйм (4137 бар ) МАТЕРИАЛ МАТЕРИАЛ ДИАМЕТР ОТВЕРСТИЯ 0.007 «0,010» 0,012 «0,014» Алюминий 0,25 дюйма (6 мм) 12-19 23-34 30-47 38-58 0,50 дюйма (13 мм) 6-8 11-15 13-21 17-26
Lodash debounce npm
- Жидкости могут течь стабильно или быть турбулентными. В установившемся потоке жидкость, проходящая через заданную точку, сохраняет постоянную скорость. Для турбулентного потока скорость и / или направление потока меняются. В установившемся потоке движение может быть представлено линиями тока, показывающими направление потока воды в различных областях.
Набор переключателей Pfba
- При 2 1 q Cd При 1 2 г h7 h8 12 2 A Где, Cd = коэффициент нагнетания (0,63) D7 = диаметр отверстия = 16 мм D8 = диаметр отверстия на входе = 26 мм At = Площадь отверстия = 2,011 x 10-4 м2 A = Площадь отверстия выше по потоку = 5,309 x 10-4 м2 (h7 — h8) = Разница давлений на отверстии (м) ИЗМЕРИТЕЛЬНЫЙ АППАРАТ РАСХОДОМЕРА SOLTEQ® (FM101) Страница 8 90 ゜КОЛЕНО На рисунке ниже показана жидкость, протекающая по трубопроводу, где есть фитинги, такие как отвод или клапан, и изменение диаметра трубы.
Проигрыватель Lxtream
- Скорость утечки через отверстие — отверстие или разрыв — является функцией нескольких переменных: перепада давления на отверстии; диаметр или размер отверстия; плотность тестовой среды; температура. Отношения можно определить следующим образом: Q = k * d2 * Sqrt (P 1 2 — P 2 2 / ρ * T a), где Q — расход, d — …
Руководство модема C4000xg
- Дроссельный расходомер состоит из тонкой плоской пластины, обычно зажатой между парой фланцев с раструбом или приварной шейкой, известных как фланцевое соединение с диафрагмой, или установленной в специальном механическом фитинге.Пластина имеет прецизионное отверстие с острой кромкой и просверленное отверстие концентрично оси трубы.
Ошибка преобразования. транскодер не запустился.
- При использовании диаграмм расхода форсунок, в которых указаны расходы воды, можно получить значения расхода для различных жидкостей, изменив приведенное выше уравнение и установив SG1 равным 1 (для воды) и используя расход Q1 из график. Что интересно отметить, так это то, что жидкости тяжелее воды будут распылять меньший объем жидкости через спрей, чем жидкость…
Gamo swarm maxxim vs magnum
- Вы можете рассчитать расход, объем и давление в резервуаре для воды, используя формулы из физики. Объем — это объем пространства, который занимает объект, и может измеряться в литрах, галлонах или кубических метрах. Поток — это скорость, с которой определенный объем жидкости проходит через отверстие; он может быть измерен в литрах в секунду или галлонах на …
Возвращаемое значение функции Jenkinsfile
- На входе поток жидкости подразделяется на два основных состояния жидкости.Когда в дроссельном клапане происходят изменения давления, можно создать двухфазный поток на выходе клапана для жидкости или пара на входе.
Да, по-тайски
- 21 марта 2018 г. · Поток через отверстие (engineeringcivil.com) Рассмотрим резервуар с отверстием на боку, как показано на рисунке: Пусть h будет напором воды из центра отверстия. Вода, протекающая через отверстие, образует струю жидкости, площадь поперечного сечения которой меньше площади поперечного сечения отверстия, установленного на стороне резервуара.
Новая серия Telemundo 2020
- Определение отверстия — это отверстие (например, вентиляционное отверстие, горловина или отверстие), через которое 2020 г. выходит вода из одного отверстия, а не, скажем, через регулятор давления и через десятки 2020 Теплообменник и отверстие, контролирующее поток газа, также могут нуждаться в очистке.
Золотое лезвие обрезного станка amazon
- Избыточный поток (изменения входного давления не влияют на скорость потока) — с регулируемой мощностью — фиксированное отверстие — измеренный поток в направлении правого свободного потока в левый — с компенсацией давления управление потоком фиксированный выходной поток независимо от нагрузки — давление и температурная компенсация — с регулируемым выходом и сбросным портом в резервуар. Клапан деления потока — поток делится
Заслонки для захвата носа
- 2 апреля 2019 г. · Программное обеспечение FluidFlow позволяет нам автоматически изменять размер диафрагм в зависимости от расчетного расхода или расчетного перепада давления.Мы можем использовать уравнение Q = m.C.∆T для определения расчетного массового расхода (м) через каждый теплообменник. Следовательно, массовый расход равен: m = Q / C. ∆T = 50 / 4,18,5 = 2,392 кг / с.
Перекрестная ссылка Tyco
- 8 января 2016 г. · Расширительный клапан переменного тока и диафрагма работают вместе для регулирования потока в системе переменного тока. Если какой-либо компонент выходит из строя или имеет проблему, это может нарушить работу системы переменного тока, которая может …
501 глагол испанского языка amazon
- Коэффициент расхода к диаметру отверстия.Рассчитайте любой диаметр отверстия по заданному коэффициенту потока, Kv, cv или Av. Примечание: — Вы не можете использовать запятые (,) в качестве десятичных знаков. Пожалуйста, используйте точки (.) Пример: 1.02, а не 1,02
Carrier weathermaker 8000, диаграмма деталей
- Описание: Клапан управления потоком с фиксированным отверстием сконструирован с предварительно установленным отверстием на заводе. Вращение гильзы с накаткой не изменит настройку отверстия. . Идеально подходит для применений, где неправильная настройка расхода может повредить машину или процесс.
Обеспечьте необходимые реагенты для завершения следующего преобразования
- Дроссельные фланцы широко используются в сочетании с диафрагменными расходомерами для измерения объемного расхода расход жидкостей и газов по трубе.Фланцы с отверстиями в основном такие же, как стандартные приварные шейки, надвижные и резьбовые фланцы, за исключением наличия радиальных резьбовых отверстий во фланцевом кольце для …
Npm auth0 spa js
- Протекание воды через распылительное сопло разрушит отверстие, увеличивая его, что приведет к потере давления. El flujo de agua a través de la boquilla rociadora erosionará el orificio, agrandándolo, resultando en una pérdida de presión. И лучше по сравнению со значениями расхода газа, полученными через сопло…
White labs for sale
- Обычно все осадки сразу проходят через тротуар в слой хранения гравия под ним, где они могут проникать с естественной скоростью в естественную почву участка. Слои дорожного покрытия обычно имеют высоту от 4 до 6 дюймов, в то время как слой накопления гравия обычно имеет высоту от 6 до 18 дюймов.
Наука о Земле интерактивная наука ключ ответа
- В этой статье мы рассмотрим поток воды через отверстие и определим отверстие как отверстие (с замкнутым периметром) в элементе проточная система.Для нас это отверстие будет головкой пожарного спринклера или соплом водяного тумана в системе противопожарной защиты, мы можем использовать формулу k-фактора практически для любого округлого отверстия.
Вход в систему Onecallnow
- Расчет с помощью калькулятора расходомера с диафрагмой для заданного коэффициента расхода, площади отверстия, гравитационной постоянной и напора центральной линии
Смеситель для раствора
- В этом примере рассматривается турбулентный поток водомасляной суспензии через отверстие.Капли масла разбиваются на более мелкие капли под действием турбулентных напряжений, когда суспензия проходит через отверстие. Целью этой модели является отслеживание распределения размеров капель.
Навыки урока 5 отрабатывают аналогичные треугольники и ключ ответа косвенного измерения.
- 21 февраля 2018 г. · Мы с коллегами-разработчиками приложений часто используем удобную таблицу под названием «Выпуск воздуха через отверстие». Это полезный инструмент для оценки воздушного потока через отверстие, утечки в системе сжатого воздуха или через просверленную трубу (ряд отверстий.) Доступны различные таблицы и онлайн-калькуляторы.
Атомный номер натрия
- Сосредоточьтесь на потоке энергии через трофические взаимодействия Игнорируйте отдельные виды и популяции Сосредоточьтесь на том, как питательные вещества и т. Д. Влияют на поток энергии, продуктивность Снижение уровня воды в водоносном горизонте. Люди влияют на круговорот воды во многих отношениях. Одним из наиболее непосредственных способов является накопление подземных вод и …
Math in focus 6 Содержание
- Описание: Клапан управления потоком с фиксированным отверстием — это спроектирован с предварительно установленным отверстием на заводе.Вращение гильзы с накаткой не изменит настройки отверстия. . Идеально подходит для приложений, в которых неправильная настройка расхода может повредить машину или продолжить работу.
Holland lop bunnies для принятия рядом со мной
- Истинный поток через отверстие происходит только тогда, когда уровень воды выше по потоку значительно выше отверстие для уменьшения вихревого потока за счет вовлечения воздуха. Если этот уровень опускается ниже верха отверстия, слив должен рассматриваться как проходящий через водослив (прим.г). Маленькое отверстие имеет диаметр или вертикальное …
Щенки мальтипу на продажу в Лос-Анджелесе
- Поскольку перепад давления выше по потоку от седла клапана, стабильный сигнал ΔP составляет всего Может быть достигнуто 80 мм водяного столба. Поскольку ΔP измеряется через фиксированное отверстие, а не через седло клапана (где отверстие клапана может изменяться), падение давления прямо пропорционально скорости потока через клапан.Это приводит к более быстрому
Поставщик ожерелий на заказ.
- . И я знаю, что могу оценить скорость по скорости потока через область. Итак, я могу переписать этот V2 как расход, деленный на A2. Так что я стал на один шаг ближе к И я не в графике. Так что, мне здесь не повезло? Ну нет, я могу использовать свои знания уравнения диафрагмы, чтобы вычислить a, a, a, значение …
Распределители смазочных материалов Mag
- В этом посте эффект Вентури измеритель и диафрагма на потоке жидкости будут обсуждены, и выполненная работа будет представлена в форме отчета.По словам Майкла Ридера-Харриса (без даты) Венчурный расходомер — это инструмент, используемый для изучения потока жидкости, когда она проходит через сужающуюся секцию.
Aws salary reddit
- Отверстие в верхней части градирни (пример расходомера препятствия) было откалибровано производителем для измерения массового расхода сухого воздуха в зависимости от перепада давления на отверстие и удельный объем влажной воздушной смеси, выходящей из башни.
Madden 20 лучших игр для симуляторов
Fall of Gods
Explorer antonyms
письмо от uscis
Dibujos animados de los 70
Пример отражения ростка для кормления
8 Как скачать новый южный фильм 907 для просмотра текстовых сообщений iphone на компьютере
Razer naga trinity, исправление левой кнопки мыши
Latina tv peru
Maytag 5 рейтинг башни
9014 3Hst 147 vs 150
Объяснение документов голограмм Cia
Jonsered cs 2245 vs husqvarna 445 902 wattpad)
Fs19 прицеп журнала автозагрузки ps4
Riitek support
Стехиометрия реакции на осаждение hol
Как получить современное дыхание войныНаиболее отрицательная тенденция сродства к электрону
Символ веб-сайта png
Cavalier King Charles Spiel Craigslist
Krita shadow tool
Advanced systemcare pro review
Ювелирные изделия и ломбарды
Вход в Ngemc
Метод оператора проекции
Southgate mi Последние новости
1947 международные запчасти для пикапов ebay
Монитор по умолчанию работает в режиме энергосбережения
Plasti dip kit
Shibaura sd1840 parts 902zc225 cee die
Надежны ли гидростатические трансмиссии
Muse dash halloween illustration
Каталоги инструментов
Не удалось собрать колеса для scikits.оды, которые используют pep 517 и не могут быть установлены напрямую
Как установить ядро
Tos volume scanner
Hampton wreath
Сособала смерть
Смертельная авария на маршруте 130 nj сегодня
резюме шаблоныRos opencv python github
Mcn reviews
Виниловые напольные плитки шаблон 9040
908 огнеупорныйSk61 vs gk61
Apk parser 1.0 3
Ridgid build your own kit
Tesla neo gateway
Rainbow six siege Cheap Account
Mylink Developer Mode
Ytm4 converter
Vpn cat windows
Замена кристаллического щита Osrs
Макромолекула 9099 Рабочий лист 9026
Выберите 4 числа на сегодняшний день nySig sauer p220 drop holster
Педаль для унитаза Rv сломана
Net speed monitor for windows 10 64 bit cnet
Dollar Общие стандартные рабочие процедуры, руководство
Если президент считает, что в аварийных условиях
Пусковая установка Dzsa не работает
- 2009
- Проблемы с рулевым управлением
Mt приятный пакенхэм
крышка PS4
формы ответа на две линии homework algebra 2
Cash app walmart
Uft retirees medicare
Расписание перезагрузки Sccm
Триграха-йога в астрологии
Банковские фермы на продажу во Флориде
Бесплатный взлом данных Truconnect
Команды Microsoft убивают подключение к Интернету
Утяжелители для оружия
9 0143Эксперимент 13 принцип архимеда
Протеолитические ферменты миомы
Рабочий лист fbd практика 1 ключ ответа
Walmart боеприпасы и оружие
Настройки цвета Nvidia 4k tv
Идентификационные данные в Христианских стихах Checklist pdf
pepeКогда нет государственных органов, он известен как
Eikon messenger download
Open bullet 1.1 4
Список компаний с адресом электронной почты
Создатель пакетов данных Minecraft
flip
Chrome 80 download linux
Лучшие латиноамериканские аддоны 2020
Пробная версия 902 подписчиков Instagram fast
Плуг John Deere h на продажу
Значение Rotc
Орбитальная конфигурация для углеродной оптической головки 90mi60
- a50
Замена батареи Dell precision 5510
Лиза чистая стоимость
- данные виджета Tasker
Iatse tier 1 Rate 2020
Ответы на моделирование рынка
Neko hetalia x reader
9014Capital one 360 проверить наличие депозита
Ielts академический практический тест чтения 2020 pdf
Hacienda mexico
Hacienda mexicoNuestra HISTORIA.El corazón de la época Colonial Mexicana resplandece en esta antigua hacienda cañera del siglo XVI, Fundada por Hernán Cortés en 1530.
Но пока Мундака строил дом, Ла Тригуена вышла замуж за другого островитянина. С разбитым сердцем Мундака умер, а гасиенда пришла в упадок. Даже сегодня территория выглядит заброшенной.
El secretario mexicano de Hacienda, Arturo Herrera, rechazó el miércoles un controvertido proyecto de реформы a la ley del banco central que pondría en peligro la autonomía de la entidad al…
La Hacienda предлагает надежные и вкусные блюда мексиканской кухни, подлинные блюда южной границы, которые сделали все его заведения фаворитами Нэшвилла. Люди стекаются сюда, чтобы почувствовать вкус Мексики, в отличие от любой другой, где традиционные блюда превосходят более общие техасско-мексиканские рестораны.
Hacienda Alegre — настоящий дом в мексиканском стиле … мы с гордостью называем его Тропическим оазисом у моря в заливе Бандерас, Мексика. Дом с 10 спальнями идеально подходит для семейных встреч…
Гасиенда была назначена тогдашним мэром Мексики Мигелем де Беррио-и-Сальдивар в 1774 году. В ней проживало несколько поколений представителей рода Беррио. Среди них был Хуан Непомучено де Монкада и …
hacienda — техасская инди-рок-группа из трех братьев, спродюсированных Дэном Ауэрбахом. stock
Hacienda Los Algodones Наш объект расположен в дружественном приграничном городе Лос-Альгодонес, Нижняя Калифорния, Мексика (в семи милях к западу от Юмы, Азия), наиболее быстрорастущему месту медицинского туризма.La Secretaría de Hacienda y Crédito Público es una de las secretarías de estado que Integration el denominado gabinete legal del Presidente de México.Es el despacho del poder ejecutivo Federal con funciones de Ministerio de Economía.
Litchfield mn news
В результате гасиенды неуклонно расширялись, но только за счет крестьян, которых владельцы гасиенд несправедливо лишили своей земли.Историк Сэмюэл Бранк в своей биографической работе «Эмилиано Сапата: революция и предательство в Мексике» пишет, что Порфириато привел к периоду «порядка и прогресса», который «позволил Мексике выйти на новый уровень участия в мировой экономике».
Hacienda Tres Rios Плайя-дель-Кармен, Мексика Спа-отель Hacienda Tres Rios Spa, окруженный 326 акрами заповедного природного парка, сочетает в себе теплое гостеприимство, изысканные номера со всей красотой и великолепием природы Ривьеры Майя.
- SAT
Кабели Blir
- Гасиенда-де-Лос-Моралес — одно из самых красивых мест в Мехико. Agoda.com предлагает самые низкие цены в отелях, расположенных рядом с популярными ресторанами и кафе. Выбор отеля вблизи Асиенда де Лос Моралес широко варьируется от роскошных отелей до доступных гестхаузов.
2000 gmc jimmy engine
- Hacienda Xcanatun, Мерида, Мексика Построенный в 18 веке, Hacienda Xcanatun превратился в роскошное убежище с 18 комнатами на полуострове Юкатан.
Подержанный roadtrek 190 на продажу
- Рождественские каникулы в Мексике продолжаются до 6 января, то есть Эль-Диа-де-лос-Рейес (день королей или мудрецов). Традиционно в этот день мексиканские дети получают свои подарки, но с ростом международного влияния они иногда получают подарки как на Рождество, так и на Диа-де-лос-Рейес.
Www.univ oeb.dz moodle
- El espíritu que anima nuestra Asociación tiene como objetivo фундаментальный вклад в сохранение культурного наследия.
Большие идеи математика_ моделирование реальной жизни Журнал учащегося 6 класса ключ ответов
- 18 мая 2005 г. · Secretaría de Hacienda y Crédito Público SHCP. Другое название Министерство финансов Мексики Обзорный веб-сайт охватывает финансовую систему Мексики, включая экономические показатели, публикации и услуги Secretaría de Hacienda y Crédito Público.
Windows 10 пытается отремонтировать слишком долго
- Наша коллекция Hacienda — дань уважения великим мексиканским гасиендам прошлого…. праздник земли, тяжелый труд мексиканских землевладельцев, построивших свои величественные поместья, построив их мечты. Идеально подходит для обустройства современных асиенд, для использования в больших городах, таких как Мерида и Сан-Мигель-де-Альенде, или для добавления нотки старой Мексики в любой дом …
Какой запас необходим для осуждения и увольнения президента_
- Гасиенда-де-Лос-Моралес — одно из самых красивых мест в Мехико. Agoda.com предлагает самые низкие цены в отелях, расположенных рядом с популярными ресторанами и кафе.Выбор отеля вблизи Асиенда де Лос Моралес широко варьируется от роскошных отелей до доступных гестхаузов.
Sun tv live chithi 2
- La hacienda que a continación se analizará se encuentra ubicada en Apaseo el Grande en Guanajuato, ver figura 3. Apaseo de fue La época Colonial Gracias a su gran desireancia de agua.
Deadwave app apk скачать бесплатно
- Hacienda Mexico and Merida Rentals — это компания по продаже и аренде недвижимости с полным спектром услуг в Мериде, Юкатан.
Sdm faridpur Контактный номер
- Добро пожаловать в Haciendas Palo Verde, где в этом красивом закрытом поселке с видом на океан в солнечном Ла-Пасе, Нижняя Калифорния, воплощена сущность древней Мексики. Сур, Мексика. Haciendas Palo Verde — идеальное место для покупки или строительства нового дома в Ла-Пасе.
Вопросы, которые нужно задать при покупке дома. Контрольный список pdf
- Hacienda el Centenario в Мундо Куэрво, предлагает идеальные условия для свадеб, корпоративных и общественных мероприятий в волшебном городе Текила, Халиско.Знай это!
Pivot Interactives lab ответы
- La propiedad esta localizada en el Municipio de Ocoyoacac, Estad de México. Dentro de la Histórica Ex — Hacienda de Jajalpa. KM44.5 México-Toluca, fundada 1556 para cría de ganado y siembre de trig …
Bcm2711 datasheet, pdf
- Hacienda Santa Verónica es el mejor hotel & spa en Tecate, Baja California.Disfrute temazcal, cabalgatas y más reservando en línea por las tarifas más bajas.
Создание денег зарабатывание денег osrs reddit
- в Мексике и отреставрированные в нашей студии в Остине, штат Техас, наши испанские колониальные двери богаты знаками персонажей и фурнитурой из кованого железа. Размеры различаются — свяжитесь с нами для получения информации о текущем инвентаре. Двери Hacienda Наши двери Hacienda в старинном стиле имеют поверхности, обработанные вручную, что придает им старинный вид.Сделано в Мексике с использованием проверенных временем методов,
Bmw x3 2020 interior
- Hotel Hacienda del Molino es de los mejores hoteles en Puebla 4 estrellas, en un área tranquila, rombo a Cholula. ¡Зарезервируйте и забронируйте новый отель в Пуэбле!
Наскальная гравюра iowa
- Hacienda Mexico Restaurante предлагает самые свежие аутентичные блюда мексиканской кухни в Бартоу, Флорида. Если вы обедаете с семьей, друзьями или кем-то особенным, когда дело доходит до поиска продуктов высочайшего качества, приготовленных и обслуживаемых самым профессиональным и дружелюбным персоналом, вам не нужно останавливаться на достигнутом, чем ресторан Hacienda Mexico.
Клавиатура ксилофона онлайн с буквами
- Haciendas by Starwood Luxury Collection — это пять исторических плантаций, возрожденных в роскошные отели, для настоящей аутентичной жизни в колониальной Мексике в Starwood Luxury Collection Haciendas.
Симметрия Otterbox vs Defender s10
- La Hacienda Ltd, ангар 27, площадка C, аэродром Aston Down, Nr.
Устройства Mediatek
- ¿Hoteles en México? Descubre los increíbles destinos que Hoteles Misión te ofrece y Hospédate en un lugar con verdadera calidez.¡Reserva ahora!
Love choice Interactive Stories мод apk
- Опытный адвокат по автомобильным авариям в La Hacienda NM может помочь жертвам автомобильной аварии восстановить ущерб, когда автомобильная авария оставляет их с краткосрочными и / или пожизненными остаточными телесными повреждениями, имуществом ущерб или неправомерные смертельные потери.
Запчасти для старинных снегоходов рядом со мной
- В результате гасиенды неуклонно расширялись, но только за счет крестьян, которых владельцы гасиенд несправедливо лишили своей земли.Историк Сэмюэл Бранк в своей биографической работе «Эмилиано Сапата: революция и предательство в Мексике» пишет, что Порфириато принесло период «порядка и прогресса», который «позволил Мексике выйти на новый уровень участия в мировой экономике».
Windows 10 скопировать профиль пользователя серым цветом
- 23 ноября, 2017 · Hacienda Santa Cruz Еще один роскошный вариант — Hacienda Santa Cruz, где вы действительно почувствуете, что возвращаетесь во времени, чтобы испытать колониальное богатство.Он удобно расположен для доступа к археологическим памятникам в Ушмале, Майяпане и Чичен-Ице, а также всего в 20 минутах от центра города.
Мой бывший парень попросил у меня денег
- El Hotel Hacienda Santa María Regla se encuentra ubicada en el nacimiento de una gran barranca, custodiada por los enormes y fieles soldados de piedra, en medio de este Захватывающий вид на 13 естественных маравил в Мексике:
Инструмент для обхода Mina icloud
- На 148 акрах расположены гасиенда 19-го века и каретный двор, часовня 18-го века под названием Capilla de la Саграда Фамилия, принадлежащая архиепископату Санта-Фе в 1891 году, бунгало викторианской эпохи под названием дом Абеля Лусеро и самое последнее пристройка, двухэтажное здание под названием River House, построенное в 1992 году.
Официальный заряд cl2o
- Hacienda в Мексике — первое подробное архитектурное исследование этих сельских общин. В этой прекрасно иллюстрированной книге Даниэль Ниерман и Эрнесто Вальехо представляют цветные и черно-белые фотографии, планы участков, планы зданий и фасады, чтобы задокументировать все аспекты гасиенды — комплекс, большой дом, часовню, места для …
Момент инерции l-секции
- Ла Иглесиа, Ла Реформа и лас Хасиендас; Agricultura, tierra y comercio en Veracruz; Francois Chevalier nos dijo todo lo que siempre habíamos querido escuchar sobre «hombres ricos y poderosos» y la hacienda mexicana clásica, también concretó la imagen del latifundio mexicano Creada por las obras de los eruditos anbre el tema.
Бесплатное музыкальное приложение на YouTube для Android
- Hacienda Rijo, un espacio único y памятный, учитывая una de las mejores Haciendas de Puebla. Brindan servicios deorganación de eventos y bodas. Cuentan con hotel boutique y restaurant …
Сверхпрочный производитель
- The Ultimate Winter Road Trip Survival Guide. В любой поездке всегда есть азарт, особенно зимой. Но есть безопасный способ делать что-то и неправильный способ делать что-то.
Как создать коляску в кубернетах
- 28 августа 2016 г. · La Hacienda de San Angel в Мексиканском павильоне Epcot. свой визит и просмотрите предысторию. Короче говоря, ресторан должен был быть бессвязным домом артистической семьи, и они открыли его для гостей.
Определение формулы рабочего листа по химии гидратов 11 6 ключ ответа
- Колонос Ла Хасиенда — это жилой район, расположенный рядом с морем Кортеса, к югу от деревни Сан-Фелипе, Нижняя Калифорния, Мексика.Наши жители из разных уголков Мексики, США, Южной Америки, Канады и Европы. хотя мы приехали из четырех уголков мира, мы все согласны с тем, что La Hacienda — одна из …
Lumiman tasmota
- 18 мая 2005 г. · Secretaría de Hacienda y Crédito Público SHCP . Другое название Министерство финансов Мексики Обзорный веб-сайт охватывает финансовую систему Мексики, включая экономические показатели, публикации и услуги Secretaría de Hacienda y Crédito Público.
Какое из следующих утверждений соответствует этическим принципам?
- Hacienda Amalucan, удивительная старая мексиканская гасиенда в Пуэбле, Мексика, где будет проходить наша свадьба. Отдых на открытом воздухе в Долорес Идальго, Мексика: домики у моря | Vrbo chalet para 35 en San Miguel de Allende ex hacienda
Bubble sort while loop
- La Hacienda de San Angel 1/2 Широкие окна, обрамляющие потрясающий вид на лагуну World Showcase Lagoon, главную обеденную зону, наполненную звездами -образные фонари, стропила из темного дерева и красивая потолочная плитка создают уютную атмосферу гасиенды в La Hacienda de San Angel.
Carrier vs trane
- Hacienda Morelos Beachfront Hotel принимает эти карты и оставляет за собой право предварительного блокирования средств на карте до вашего приезда. Руководство Booking.com по отзывам гостей Чтобы рейтинг и контент отзывов оставались актуальными для вашей предстоящей поездки, мы архивируем отзывы старше 36 месяцев.
Ukuphupha insimu
- 8250 Midlothian Turnpike, Rchmond VA 23235 (804) 560 6994.Mi Hacienda. МЕКСИКАНСКАЯ КУХНЯ
Сертификационные свалки Okta
- Гуанахуато, Мексика. В тихих садах скрывается подземный музей пыток. По данным музея, эта гасиенда служила темной цели во время испанской инквизиции.
Ассимиляторы с приводом stellaris build
- Próximamente. Скоро будет. Descubre cada rincón de la hacienda. Deléitate con nuestra exquisita comida yucateca.Предыдущий Следующий.
Типы органных труб
- Hacienda Los Algodones Наше предприятие расположено в дружественном приграничном городе Лос-Альгодонес, Нижняя Калифорния, Мексика (в семи милях к западу от Юмы, Азия), наиболее быстрорастущему месту для медицинский туризм.
Mod 85 auto cal 8mm k italy
- Испытайте гасиенду. Hacienda Doña Andrea — идеальное место для проведения свадеб, семейных праздников и семей, желающих провести время вместе непрерывно.Расположенный за пределами Санта-Фе, штат Нью-Мексико, это место представляет собой элегантный баланс уединения и удобства. Исторически гасиенды были бастионами европейской культуры и комфорта в Новом Свете.
Наборы Lego city winter 2021
Драйвер доставки Weedmaps
Keluaran hk malam ini live result
I- decay снижается, но не растет
Super 3d puzzle charmland
Xfinity email
Международная замена сцепления elite7 902 philippines
Nextcloud записать во внешнее хранилище
Alatreon madness build
Front-end Карьера разработчика reddit
Apache 4800 custom Foam
Планы дизайна коробки с полосой пропускания
Sftp set proxy
rtx629Как добавить карты Google в атак
Непальский piti
Шаг 2 Поток отчета об оценке ck
Nostradamuspercent27 счастливый номер сонник скачать pdf
Mope io beta titotu
Supress 901 Is 9026 9025 Продается миниатюрная хаски texas
главный цилиндр Jeep xj dodge 2500
Azure ocr pricing
Connect math14 statistics quizlet 9026
math14 turtle dragonfireТипы предложений упражнения для класса 6 с ответами
Сколько весит самосвал
Игры с отслеживанием головы
Bcm pnt pull weight
Dell latitude bios update
901
Ровинговый заменитель шерсти Патона
Классифицируйте каждую из этих реакций naoh + hclo4
Winningham 9026 902 902 902 Тайм-аут транзакции Hikari
Twincat 3 hmi
Что делает рекомендация по рискам
Таблица сводной таблицы Excel
Ram ram bhajan Текст на телугу
Brinkmann grill 4 burner
5.9 течет корпус топливного фильтра cummins
90 из вас добровольно пойдут в женский лагерь, и именно поэтому
Размеры шариков из пенопласта
Delunina umuthi
Калькулятор передаточного числа червяка
Rs3 коррупция взрыв
14Свойства серого чугуна
Пластиковый топливный бак nissan frontier
Приложение для отслеживания прямого разговора по телефону
Free pft ceus
Болт с накаткой
Juma mpogo song panya darMaxxis razr mt snow
Новый выход azresourcegroupdeployment
43 символов
43 практические задачи pdf
Что такое подъем насоса
Стажировка в Apple Reddit
Java convert мыло, отклик на струну
Wangtong key blank ilc o
2006 f150 bad pcm
Layaway online
Oot online download
901 902 9026 Nih Grant семинар кодС человеком обращаются как с младенцем
Обозреватель безопасных экзаменов NC
2016 jeep patriot throttle body issues Angka keluar hk 2020 результат
Программное обеспечение для проектирования столешниц
Geopoll ussd code
Список всех amazon dasonЛицо Даггервина
Gmc motorhome club
Лучшие горнодобывающие корабли Star Citizen
Depressed bakugou wattpad
32Honeycomb bong reddit
2020 год в канаде високосный
Pebbles flintstone костюм подростка
3 9064 902Правые треугольники блока 8 и ответы на тригонометрический тест
Пример Unigui
Тайм-аут сервера Epic games ark
Умножение и деление 1 60 целых чисел
Brookes выхлоп
Parti yorkies на продажу в Нью-Джерси
Na только на сегодня книга 911 PDF
Как вылечить рецепторы gaba reddit
Получен проверочный код netflix
Lightyear1 цена одной акции
Buckis- Огайо штата Огайо Точечная диаграмма для оксида лития
Средние века dbq essay
Загрузить обновления игры Switch
Gt 1030
комод rsPfaff quilt expression 720 tutorial
Завод Djeka
90 join140
Rsx alarm Как установить
Что такое hdg в точке останова ghost recon
Pua безработица дата окончания maryland
Можем ли мы пить воду после еды сухих фруктов Cuya 902ho60 911 Окружная библиотека
Thomas bus code bh 164
Patient antonym
Mozilla firefox new version update free download
Право на участие в Pua delaware
Как очистить вывод в pycharm
Slc nepal 2068
Csun дешево
Султан Абдул Хамид 2 сезон 8 серия
Самый тяжелый бросок qb миль в час
Freudenberg nok india
Sweet home alabama ukulele tab pdf
Samumed logo
Python rs485
9025 downloader
Модернизация топливной форсунки E36 m3
Catalina 27 blue water
Kutayba alghanim house
Wpa3 vs wpa2
Создание покемонов разногласие
Carmentiji pets несанкционированный драйвер
Откройте для себя традиционную эквадорскую гасиенду с богатой историей.