Сварочные швы и сварка, ГОСТы
Товары в корзине: 0 шт Оформить заказ
- Общероссийский классификатор стандартов
- Машиностроение
- Сварка, пайка твердым и мягким припоем
- Сварочные швы и сварка
- Сварка, пайка твердым и мягким припоем
- Машиностроение
- ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. Утратил силу в РФ.- ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.

- ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры
- ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
- ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
- ГОСТ 16971-71 Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования
- ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
- ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
- ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
- ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
ГОСТ 26294-84Соединения сварные. Методы испытаний на коррозионное растрескивание. Срок действия истёк.- ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
- ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию
- ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
- ГОСТ 28277-89 Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования
- ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 29297-92Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. Утратил силу в РФ.ГОСТ 30242-97Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения. Утратил силу в РФ.- ГОСТ 3242-79 Соединения сварные. Методы контроля качества
- ГОСТ 34061-2017 Сварка и родственные процессы. Определение содержания водорода в наплавленном металле и металле шва дуговой сварки
- ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 6996-66 Сварные соединения.
- ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
- ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ ISO 10863-2022 Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Применение дифракционно-временного метода (TOFD)
- ГОСТ ISO 12932-2017 Сварка. Гибридная лазерно-дуговая сварка сталей, никеля и никелевых сплавов. Уровни качества для дефектов
- ГОСТ ISO 13919-1-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть
- ГОСТ ISO 13919-2-2017 Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов. Часть 2. Алюминий и его сплавы
- ГОСТ ISO 15614-11-2016 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
- ГОСТ ISO 17635-2018 Неразрушающий контроль сварных соединений. Общие правила для металлических материалов
- ГОСТ ISO 17638-2018 Неразрушающий контроль сварных соединений.
- ГОСТ ISO 22826-2017 Испытания разрушающие сварных швов металлических материалов. Испытания на твердость узких сварных соединений, выполненных лазерной и электронно-лучевой сваркой (определение твердости по Виккерсу и Кнупу)
- ГОСТ ISO 25239-2-2020 Сварка трением с перемешиванием. Алюминий. Часть 2. Конструкция сварных соединений
- ГОСТ ISO 9692-3-2020 Сварка и родственные процессы. Типы подготовки соединений. Часть 3. Сварка дуговая в инертном газе плавящимся и вольфрамовым электродом алюминия и его сплавов
- ГОСТ Р 54790-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях.
- ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
- ГОСТ Р 55142-2012 Испытания сварных соединений листов и труб из термопластов. Методы испытаний
- ГОСТ Р 56143-2014 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
- ГОСТ Р 59398-2021 Дефекты сварных соединений термопластов. Классификация
- ГОСТ Р 59399-2021 Дефекты сварных соединений термопластов. Уровни качества
- ГОСТ Р ИСО 17637-2014 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением

 Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
 Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
Проверка процедуры сварки. Часть 11. Электронно-лучевая и лазерная сварка
ГОСТы по сварке. Все ГОСТы по сварочным технологиям.
В этом разделе Вы можете просмотреть ГОСТы по сварке: способам сварки, сварочному оборудованию и материалам, дефектам и т.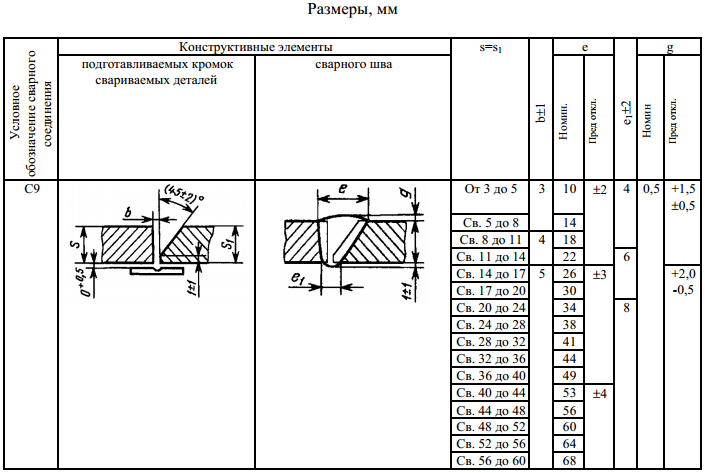 д.
д.
Внимание : для Вашего удобства на сайте работает поиск по ГОСТам !
“У человека должен быть здравый смысл, для всего остального есть ГОСТ.”
| № п/п | Название стандарта | Описание |
|---|---|---|
| 1 | ГОСТ EN 1011-6-2017 Сварка. Рекомендации по сварке металлических материалов. Часть 6. Лазерная сварка. (155 Загрузок) | Область применения: Настоящий стандарт устанавливает требования для лазерной сварки и связанных с ней процессов обработки металлических материалов для всех видов изделий (например, литых, штампованных, экструдированных, кованых). |
| 2 | ГОСТ 2246-70 Проволока стальная сварочная. Технические условия. (118 Загрузок) | Настоящий стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной стали. |
| 3 | ГОСТ 2601-84 Сварка металлов. 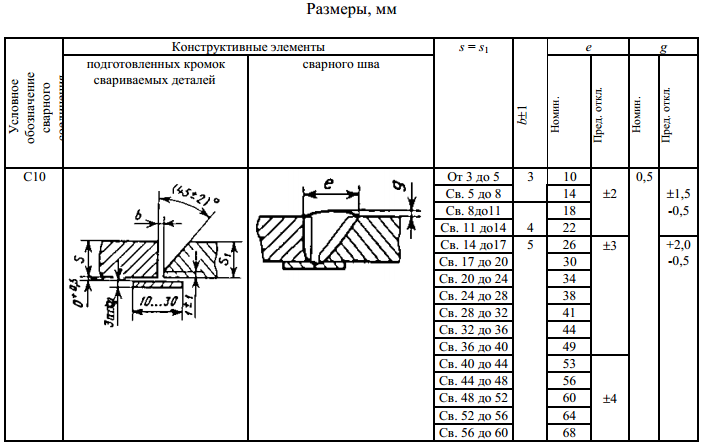 Термины и определения основных понятий. (199 Загрузок) Термины и определения основных понятий. (199 Загрузок) | Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов. Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе. |
| 4 | ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (276 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов ни жилезоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80. |
| 5 | ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. (119 Загрузок) | Название англ. : Flux welding. Welded joints. Main types design elements and dimensions. : Flux welding. Welded joints. Main types design elements and dimensions.Область применения: Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037. |
| 6 | ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров. (304 Загрузки) | Настоящий стандарт распространяется на оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки (резка, сварка) металлов. Стандарт не распространяется на оборудование бытового назначения. |
| 7 | ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.  (174 Загрузки) (174 Загрузки) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. |
| 8 | ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. (147 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами. |
| 9 | ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения. (119 Загрузок) | Настоящий стандарт распространяется на сварные швы, выполняемые сваркой плавлением как в один, так и в несколько слоев, и устанавливает основные положения сварки и их обозначения.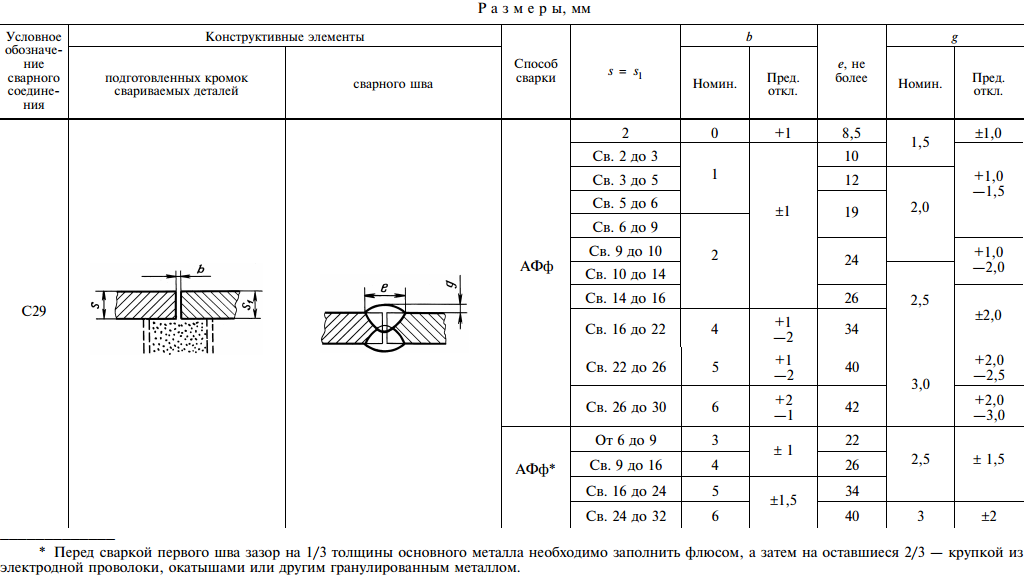 |
| 10 | ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. (218 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80. |
| 11 | ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (135 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой. |
| 12 | ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.  Соединения сварные. Основные типы, конструктивные элементы и размеры. (107 Загрузок) Соединения сварные. Основные типы, конструктивные элементы и размеры. (107 Загрузок) | Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно. Стандарт не распространяется на сварные соединения трубопроводов. Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва. |
| 13 | ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. (76 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой. Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей. |
| 14 | ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.  (107 Загрузок) (107 Загрузок) | Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой. Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла. |
| 15 | ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. (Одна Загрузка) | Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. Требования настоящего стандарта являются обязательными. |
| 16 | ГОСТ 16038-80 Сварка дуговая.  Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (70 Загрузок) Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (70 Загрузок) | Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859 и медно-никелевого сплава марки МНЖ 5-1 по ГОСТ 492, с фланцами из латуни марки Л90 по ГОСТ 15527 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175 или БрАЖНМц 9-4-4-1. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. |
| 17 | ГОСТ 19521-74 Сварка металлов. Классификация. (167 Загрузок) | Настоящий стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим призракам. |
| 18 | ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс.  (54 Загрузки) (54 Загрузки) | Настоящий стандарт устанавливает типовой технологический процесс диффузионной сварки в вакууме вставок из твердых металлокерамических сплавов марок ВК15, ВК20 и ВК25 по ГОСТ 3882-74 с основаниями рабочих элементов разделительных и формообразующих штампов из сталей марок 5ХНВ, 5ХНМ, 5ХНСВ по ГОСТ 5950-73 и марок 38ХН3МФА и 18Х2Н4ВА по ГОСТ 4543-71. |
| 19 | ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля. (89 Загрузок) | Название англ.: Non-destructive testing. Fusion welding of metals. Welds classification by radiography testing results. Настоящий стандарт распространяется на сварные соединения, выполненные сваркой плавлением изделий из металлов и их сплавов с толщиной свариваемых элементов от 1 до 400 мм и устанавливает семь классов сварных соединений по максимальным допустимым размерам пор, шлаковых, вольфрамовых и окисных включений, выявляемых при радиографическом контроле. |
| 20 | ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. (68 Загрузок) | Название англ.: Welding of metals. Methods for determination of diffusible hydrogen in deposited weld metal and fused metal. Настоящий стандарт устанавливает хроматографический и вакуумный методы определения содержания диффузного водорода в наплавленном металле и металле шва и распространяется на покрытые электроды, порошковую проволоку, стальную сварочную проволоку, предназначенные для сварки низкоуглеродистых и низколегированных сталей. |
| 21 | ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. (116 Загрузок) | Название англ.: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions. Welded joints. Main types, design elements and dimensions.Область применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах. |
| 22 | ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля. (77 Загрузок) | Название англ.: Fusion welding of metals. Statistical quality evaluation by nondestructive testing results. Область применения: Настоящий стандарт устанавливает правила статистической оценки стабильности статистически управляемых технологических процессов сварки соединений из металлов и их сплавов для изделий массового или серийного производства по результатам неразрушающего контроля. |
| 23 | ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами.  Основные типы, конструктивные элементы и размеры. (73 Загрузки) Основные типы, конструктивные элементы и размеры. (73 Загрузки) | Название англ.: Arc welding of aluminium and aluminim alloys in inert gases. Acute and blunt weld joints. Main types, design elements and dimensions. Область применения: Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инетрных газах. Стандарт не распространяется на сварные соединения трубопроводов. |
| 24 | ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. (66 Загрузок) | Название англ.: Laser beam impulse welding. Button welds. Main types, design elements and dimensions. Область применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами. |
| 25 | ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. (79 Загрузок) | Название англ.: Arc welding of structural cast irons. Requirements for technological process. Область применения: Настоящий стандарт распространяется на технологические процессы ручной и механизированной дуговой сварки, применяемые при исправлении дефектов чугунного литья, восстановлении поврежденных чугунных деталей и создании литосварных изделий из чугуна. |
| 26 | ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу. (64 Загрузки) | Название англ.: Electroslag welding of steels. Requirements for technological process. Область применения: Настоящий стандарт устанавливает требования к технологическому процессу электрошлаковой сварки проволочным электродом или плавящимся мундштуком углеродистых и низколегированных сталей с содержанием легирующих элементов не более 2,5%. |
| 27 | ГОСТ 33857-2016 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования. (95 Загрузок) | Название англ.: Pipeline valves. Welding and quality control of welded joints. Technical requirements. Область применения: Настоящий стандарт распространяется на сварку узлов и конструкций трубопроводной арматуры из стали и железоникелевых сплавов для опасных производственных объектов (ОПО), атомных станций 4-го класса безопасности и других областей применения. Стандарт устанавливает основные требования к сварочным материалам, подготовке кромок под сварку, сборке, технологии сварки и термообработке сварных соединений, а также устанавливает методы, объем контроля и нормы оценки качества сварных соединений при проектировании, изготовлении и ремонте трубопроводной арматуры. |
| 28 | ГОСТ 34061-2017 Сварка и родственные процессы.  Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (62 Загрузки) Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (62 Загрузки) | Название англ.: Welding and allied processes. Determination of hydrogen content in deposited metal and arc weld metal. Область применения: Настоящий стандарт устанавливает отбор образцов и аналитическую процедуру определения диффузионного водорода в наплавленном металле и металле шва дуговой сварки с присадочным материалом для сталей мартенситного, бейнитного и ферритного классов |


 Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.
Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.ГОСТ 15878-79 / Ауремо
ГОСТ Р ИСО 2553-2017
ГОСТ Р ИСО 6947-2017
ГОСТ Р ИСО 13920-2017
ГОСТ Р 55554-2013
ГОСТ Р ИСО 6520-1-2012
ГОСТ Р ИСО 14174-2010
ГОСТ Р ИСО 14175-2010
ГОСТ Р ЕН 13479-2010
ГОСТ Р ЕН 12074-2010
ГОСТ Р ИСО 2560-2009
ГОСТ Р 53689-2009
ГОСТ Р ИСО 3581-2009
ГОСТ Р ИСО 3580-2009
ГОСТ 10543-98
ГОСТ 19249-73
ГОСТ 21449-75
ГОСТ 5264-80
ГОСТ 9467-75
ГОСТ 21448-75
ГОСТ 23178-78
ГОСТ 15164-78
ГОСТ 14806-80
ГОСТ 16038-80
ГОСТ 9087-81
ГОСТ 25445-82
ГОСТ 26271-84
ГОСТ 26101-84
ГОСТ 27580-88
ГОСТ 28915-91
ГОСТ 2246-70
ГОСТ 5.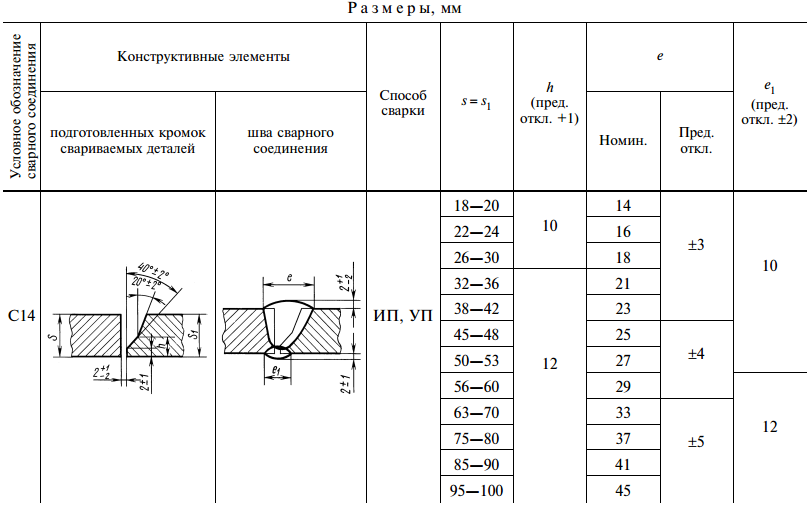
- гост-15878-79.pdf (227,41 КиБ)
ГОСТ 15878-79
ГОСТ 15878-79
Группа В05
ГОСТ СССР
СВАРКА
СВАРНЫЕ СОЕДИНЕНИЯ
Элементы конструкции и размеры
Сварка сопротивлением. Сварные соединения.
Элементы конструкции и размеры
ОКП 0602000
Действителен с 01.07.80
по 01.07.85*
________________
* Срок действия исключен
Протокол N 4−93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС № 4 1994).
Обратите внимание на «КОД»
Обнародован постановлением Госкомитета СССР по стандартам от 28 мая 1979 г.
ВЗАМЕН ГОСТ 15878-70.
ПЕРЕПЕЧАТАНИЕ. Сентябрь 1983 г.
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений сталей, железоникелевых сплавов и никелевых, титановых, алюминиевых, магниевых и медных сплавов, выполняемых точечным контактом, рельефом и швом сварной.
Стандарт не распространяется на сварные соединения, выполненные контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения методов контактной сварки:
точка;
рельеф;
— шовный материал.
Для конструктивных элементов сварных соединений следующие обозначения:
и | — | толщина детали; |
| — | расчетный диаметр в расплавленном ядре точки или ширина литейной зоны шва; | |
и | — | сумма проникновения; |
и | — | глубина вмятин; |
| — | расстояние между центрами соседних точек в ряду.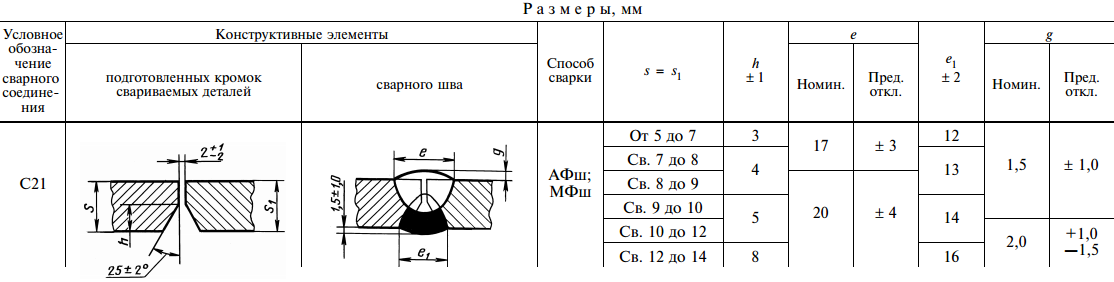 | |
| — | расстояние между осями соседних рядов точек в цепочке; | |
| — | расстояние между осями соседних рядов точек в шахматном порядке; | |
| — | длина литой зоны шва; | |
| — | перекрытие зон сварки отливки; | |
| — | длина непокрытой части литой зоны шва; | |
| — | размер напуска; | |
| — | расстояние от центральной точки или оси перекрытия кромок сварного шва; | |
| — | количество рядов точек. |
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать ад. 1, 2, 3 и таблицы 1, 3, 5 для соединений групп в таблице. 2, 4, 6 — соединения 9 группы0027
2, 4, 6 — соединения 9 группы0027
Конструктивные элементы сварных швов,
выполняемых контактной точечной сваркой
— заменяемые металлы; б — плакированные металлы; в — детали неодинаковой толщины; г — разнородные металлы
Черт. 1
Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой | Конструктивные элементы сварных соединений, выполненных контактно-шовной сваркой |
| Блин. 2 | Черт. 3 |
Таблица 1
| мм | |||||||
Метод сварки | Группа подключения | не менее | Однорядный шов не менее | не менее | с | ||
| Сталь, железо-никелевые сплавы и титановые сплавы на основе никеля | Сплавы алюминия, магния и меди | ||||||
| 0,3 | 2,5 | 6 | 8 | 9,0 | |||
СВ. от 0,3 до 0,4 от 0,3 до 0,4 | 2,7 | 7 | 10 | ||||
| СВ. от 0,4 до 0,6 | 3,0 | 8 | 10 | 12,0 | |||
| СВ. от 0,6 до 0,7 | 3,3 | 9 | 12 | 11 | 13,0 | ||
| СВ. от 0,7 до 0,8 | 3,5 | 10 | 13 | 15,5 | |||
| СВ. 0,8−1,0 | 4,0 | 11 | 14 | 15 | 18,0 | ||
| СВ. От 1,0 до 1,3 | 5,0 | 13 | 16 | 17 | 20,5 | ||
| СВ. от 1,3 до 1,6 | 6,0 | 14 | 18 | 20 | 24,0 | ||
| СВ. от 1,6 до 1,8 | 6,5 | 15 | 19 | 22 | 26,0 | ||
СВ. От 1,8 до 2,2 От 1,8 до 2,2 | 7,0 | 17 | 20 | 25 | 30,0 | ||
| СВ. От 2,2 до 2,7 | 8,0 | 19 | 22 | 30 | 36,0 | |
| СВ. А от 2,7 до 3,2 | 9,0 | 21 | 26 | 35 | 42,0 | ||
| СВ. от 3,2 до 3,7 | 10,5 | 24 | 28 | 40 | 48,0 | ||
| СВ. 3,7−4,2 | 12,0 | 28 | 32 | 45 | 54,0 | ||
| СВ. 4,2−4,7 | 13,0 | 31 | 36 | 50 | 60,0 | ||
| СВ. от 4,7 до 5,2 | 14,0 | 34 | 40 | 55 | 66,0 | ||
СВ. От 5,2 до 5,7 От 5,2 до 5,7 | 15,0 | 38 | 46 | 60 | 72,0 | ||
| СВ. От 5,7 до 6,0 | 16,0 | 42 | 50 | 65 | 78,0 | ||
Примечание. Допустимое уменьшение размера и размера должно соответствовать указанному в таблице.
Таблица 2
| мм | |||||||
| Метод сварки | Группа подключения | | | Однорядный шов не менее | не менее | с не менее | |
| Сталь, железо-никелевые сплавы и сплавы на основе никеля, титановые сплавы | Сплавы алюминия, магния и меди | ||||||
| 0,3 | 1,5 | 4 | 6 | ||||
СВ.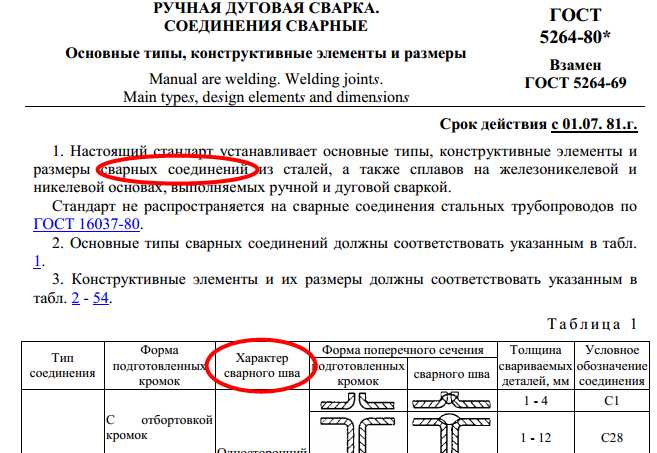 от 0,3 до 0,4 от 0,3 до 0,4 | 1,7 | 5 | 7 | 7 | 8,5 | ||
| СВ. от 0,4 до 0,5 | 2,0 | 6 | 8 | 8 | 10,0 | ||
| СВ. 0,5−0,6 | 2,2 | 7 | 9 | ||||
| СВ. от 0,6 до 0,8 | 2,5 | 8 | 10 | 10 | 12,0 | ||
| СВ. 0,8−1,0 | 3,0 | 9 | 12 | 12 | 15,0 | ||
| СВ. От 1,0 до 1,3 | 3,5 | 10 | 13 | 14 | 16,5 | ||
| СВ. от 1,3 до 1,6 | 4,0 | 11 | 14 | 16 | 18,0 | ||
СВ.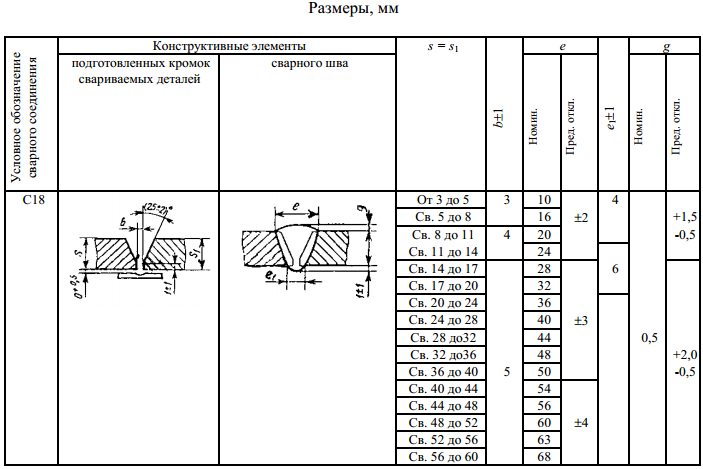 от 1,6 до 1,8 от 1,6 до 1,8 | 4,5 | 12 | 15 | 18 | 19,5 | ||
| СВ. От 1,8 до 2,2 | 5,0 | 13 | 16 | 20 | 24,0 | ||
| СВ. От 2,2 до 2,7 | 6,0 | 15 | 18 | 23 | 27,0 | ||
| СВ. А от 2,7 до 3,2 | 7,0 | 17 | 20 | 26 | 31,0 | ||
Примечание. Допустимое уменьшение размера и размера должно соответствовать указанному в таблице.
Таблица 3
| мм | ||||
| Метод сварки | Группа подключения | | | Шов однорядный не менее |
| 0,3 | 2,5 | 5 | ||
СВ. от 0,3 до 0,4 от 0,3 до 0,4 | 2,7 | |||
| СВ. от 0,4 до 0,6 | 3,0 | 6 | ||
| СВ. от 0,6 до 0,7 | 3,3 | |||
| СВ. от 0,7 до 0,8 | 3,5 | 7 | ||
| СВ. 0,8−1,0 | 4,0 | 8 | ||
| СВ. От 1,0 до 1,3 | 5,0 | 10 | ||
| СВ. от 1,3 до 1,6 | 6,0 | 12 | ||
| СВ. от 1,6 до 1,8 | 6,5 | 13 | ||
| СВ. От 1,8 до 2,2 | 7,0 | 14 | ||
| СВ. От 2,2 до 2,7 | 8,0 | 16 | ||
| СВ. А от 2,7 до 3,2 | 9,0 | 18 | ||
| СВ. от 3,2 до 3,7 | 10,5 | 21 | ||
СВ. 3,7−4,2 3,7−4,2 | 12,0 | 22 | ||
| СВ. 4,2−4,7 | 13,0 | 24 | ||
| СВ. от 4,7 до 5,2 | 14,0 | 26 | ||
| СВ. От 5,2 до 5,7 | 15,0 | 28 | ||
| СВ. От 5,7 до 6,0 | 16,0 | 30 | ||
Таблица 4
| мм | |||||||
| Способ сварки | Группа подключения | | | | |||
| 0,3 | 1,5 | 3,0 | |||||
| СВ. от 0,3 до 0,4 | 1,7 | ||||||
| СВ. от 0,4 до 0,5 | 2,0 | 4,0 | |||||
| СВ. 0,5−0,6 | 2,2 | ||||||
СВ. от 0,6 до 0,8 от 0,6 до 0,8 | 2,5 | 5,0 | |||||
| СВ. 0,8−1,0 | 3,0 | 6,0 | |||||
| СВ. От 1,0 до 1,3 | 3,5 | ||||||
| СВ. от 1,3 до 1,6 | 4,0 | 8,0 | |||||
| СВ. от 1,6 до 1,8 | 4,5 | 9,0 | |||||
| СВ. От 1,8 до 2,2 | 5,0 | 10,0 | |||||
| СВ. От 2,2 до 2,7 | 6,0 | 12,0 | |||||
| СВ. А от 2,7 до 3,2 | 6,5 | 13,0 | |||||
| СВ. от 3,2 до 3,7 | 7,0 | 14,0 | |||||
| СВ. 3,7−4,2 | 8,0 | 16,0 | |||||
| СВ. 4,2−4,7 | 9,0 | 18,0 | |||||
| СВ. от 4,7 до 5,2 | 10,0 | 20,0 | |||||
СВ. От 5,2 до 5,7 От 5,2 до 5,7 | 11,0 | 22,0 | |||||
| СВ. От 5,7 до 6,0 | 12,0 | 24,0 | 9Таблица 5Группа подключения | не менее | Сталь, железо-никелевые сплавы и титановые сплавы на основе никеля | Сплавы алюминия, магния и меди | |
| 0,3 | 2,5 | 6 | |||||
| СВ. от 0,3 до 0,4 | 7 | 10 | |||||
| СВ. от 0,4 до 0,6 | 3,0 | 8 | |||||
| СВ. от 0,6 до 0,8 | 3,5 | 10 | 12 | ||||
| СВ. 0,8−1,0 | 4,0 | 11 | 14 | ||||
| СВ. От 1,0 до 1,3 | 5,0 | 13 | 16 | ||||
СВ. от 1,3 до 1,6 от 1,3 до 1,6 | 6,0 | 14 | 18 | ||||
| СВ. от 1,6 до 1,8 | 6,5 | 15 | 19 | ||||
| СВ. От 1,8 до 2,2 | 7,0 | 17 | 20 | ||||
| СВ. От 2,2 до 2,7 | 7,5 | 19 | 22 | ||||
| СВ. А от 2,7 до 3,2 | 8,0 | 21 | 26 | ||||
| СВ. от 3,2 до 3,7 | 9,0 | 24 | 28 | ||||
| СВ. от 3,7 до 4,0 | 10,0 | 28 | 30 | ||||
Таблица 6
| мм | |||||
Шов однорядный не менее | |||||
| Способ сварки | Группа подключения | не менее | Сталь, железо-никелевые сплавы и титановые сплавы на основе никеля | Сплавы алюминия, магния и меди | |
| 0,3 | 1,5 | 4 | 6 | ||
СВ. от 0,3 до 0,4 от 0,3 до 0,4 | 1,7 | 5 | 7 | ||
| СВ. от 0,4 до 0,5 | 2,0 | 6 | 8 | ||
| СВ. 0,5−0,6 | 2,2 | 7 | 9 | ||
| СВ. от 0,6 до 0,8 | 2,5 | 8 | 10 | ||
| СВ. 0,8−1,0 | 3,0 | 9 | 12 | ||
| СВ. От 1,0 до 1,3 | 3,5 | 10 | 13 | ||
| СВ. от 1,3 до 1,6 | 4,0 | 11 | 14 | ||
| СВ. от 1,6 до 1,8 | 4,5 | 12 | 15 | ||
| СВ. От 1,8 до 2,2 | 5,0 | 13 | 16 | ||
СВ. От 2,2 до 2,7 От 2,2 до 2,7 | 6,0 | 15 | 18 | ||
| СВ. А от 2,7 до 3,2 | 7,0 | 17 | 20 | ||
Группу соединений необходимо установить в проекте в зависимости от требований конструкции сварного шва и производственного процесса сварки.
4. Величина нахлеста для многорядных стыков в цепи, расположение точек; а расположение пикселей в шахматном порядке .
5. В зависимости от вида сварного соединения внахлест величину нахлеста следует определять по черте. 4.
Виды сварных соединений внахлестку, выполняемых контактной точечной и шовной сваркой
Чёрт. 4
6. Расстояние от центральной точки или оси сварного шва до края нахлеста должно быть не менее половины минимальной величины нахлеста.
7. Допускается сварка деталей неодинаковой толщины; размеры конструктивных элементов следует выбирать со стороны меньшей толщины.
При минимальном количестве перекрытий расстояние между центрами соседних точек в ряду и расстояние между осями соседних рядов точек должно увеличиться в 1,2-1,3 раза.
8. При сварке трех и более деталей расчетный диаметр точки отливки сердечника следует устанавливать отдельно для каждой пары соприкасающихся деталей. Допускается сквозное проникновение в средние части.
9. Величина пенетрации должна быть для магниевых сплавов от 20 до 70 %, титана от 20 до 95 % и других металлов и сплавов от 20 до 80 % толщины деталей.
10. При шовной сварке перекрытие зон литого герметизированного шва должно составлять не менее 25 % длины литой зоны шва.
При шовной сварке деталей толщиной менее 0,6 мм допускается уменьшение нахлеста формованных зон шва до величин, гарантирующих целостность сварного шва.
11. Глубина вмятины не должна превышать 20% толщины детали. При сварке деталей с ориентацией, в случае использования одного из электродов с большей плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% от толщины детали. .
.
Труба сварная для магистральных газонефтепроводов ГОСТ 20295-85 » Металлургпром
Постановлением Госстандарта СССР от 25.11.1985 № 3693, дата введения установлена
01.01.87
Ограничение срока действия снято Постановлением Госстандарта от 14.08.91 № 1353
Применяется настоящий стандарт к стальным сварным прямошовным и спиральношовным трубам диаметром 159-820 мм, применяемым для строительства магистральных газонефтепроводов, нефтепродуктопроводов, технологических и промысловых трубопроводов.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Трубы бывают трех видов:
1 — продольно-шовные диаметром 159-426 мм, выполненные контактной сваркой токами высокой частоты;
2 — спиральный шов диаметром 159-820 мм, выполненный электродуговой сваркой;
3 — продольный шов диаметром 530-820 мм, выполненный электродуговой сваркой.
1.2. В зависимости от механических свойств трубы изготовляют классов прочности: К 34, К 38, К 42, К 50, К 52, К 55, К 60.
1.3. Размеры труб должны соответствовать указанным в табл. 1.
1.4. Трубы изготовляют длиной от 10,6 до 11,6 м. До 1 января 1989 г. допускается изготовлять до 15 % (по массе) труб типа 3 (горяченаправленных) и до 3 % (по массе) трубы типа 1 длиной не менее 5 м. Для труб типов 1, 2 и расширенных типа 3 допускается изготавливать до 10 % (по массе) труб длиной не менее 8 м.
Таблица 1
Примечания: 1. Теоретическая масса определяется по номинальным размерам (без учета усиления сварного шва) при плотности стали 7,85 г/см 3 . 2. При изготовлении труб типа 2 теоретическая масса увеличивается за счет усиления шва на 1,5%, труб типа 3 на 1%. По требованию потребителя допускается изготовление труб с промежуточной толщиной стенки в пределах табл. 1 с интервалом 0,1 мм.
1.5. Предельные отклонения по наружному диаметру тела трубы должны соответствовать таблице 2.
По требованию потребителя предельные отклонения по наружному диаметру тела трубы типа 2 диаметром 159-377 мм должны соответствовать приведенным в табл. 3.
3.
Таблица 2
Таблица 3
1.6. Предельные отклонения по наружному диаметру концов труб типа 1 должны соответствовать табл. 2, тип 2 диаметром 159 — 377 мм — табл. 2 и 3.
1.7. Предельные отклонения по наружному диаметру концов труб типа 2 диаметром 530 мм и более и типа 3 (расширенные) не должны превышать ±2,0 мм при нормальной точности изготовления и ±1,6 мм при повышенной точности изготовления.
До 1 января 1990 г. предельные отклонения наружного диаметра концов труб типа 3 (горяченаправленные) не должны превышать ±2,5 мм.
1.8. Предельные отклонения по толщине стенки трубы должны соответствовать допускам по толщине металла, предусмотренным ГОСТ 19903-74 на максимальную ширину листовой и рулонной стали.
1.9. Овальность концов труб не должна выводить их размеры за пределы предельных отклонений, приведенных в табл. 2 — для труб типа 1, а в табл. 2 и 3 — для труб типа 2 диаметром 159-377 мм.
Овальность концов труб типа 2 диаметром 530 мм и более и труб типа 3 не должна превышать 1 % номинального наружного диаметра.
1.10. Кривизна труб типа 1, исключая участок поперечного шва, не должна превышать 1,5 мм на 1 м длины, по требованию потребителя — 1 мм на 1 м длины.
Суммарная кривизна труб всех типов не должна превышать 0,2 % длины трубы. По требованию потребителя суммарная кривизна труб типа 2 диаметром 530 мм и более не должна превышать 0,1 %, остальных труб — 0,15 % длины трубы.
1.11. Высота армирования всех наружных швов труб 2 и 3 типов должна быть:
0,5-2,5 мм — для труб с толщиной стенки менее 10 мм,
0,5-3,0 мм — для труб с толщиной стенки размером 10 мм и более.
Высота армирования внутренних швов должна быть не менее 0,5 мм. На внутреннем шве допускается седловина или отдельные углубления до уровня основного металла.
На концах расширенных труб типа 3, а также термоупрочненных труб типа 2 на длине не менее 150 мм усиление внутреннего шва должно быть удалено на высоту не более 0,5 мм (исключая смещение края). При этом допускается изготовление до 7 % труб из партии (от которой отобраны образцы для механических испытаний) с несъемным усилением внутренних швов.