ГОСТ на аргонодуговую сварку, перечень всех документов
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Содержание
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.

- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.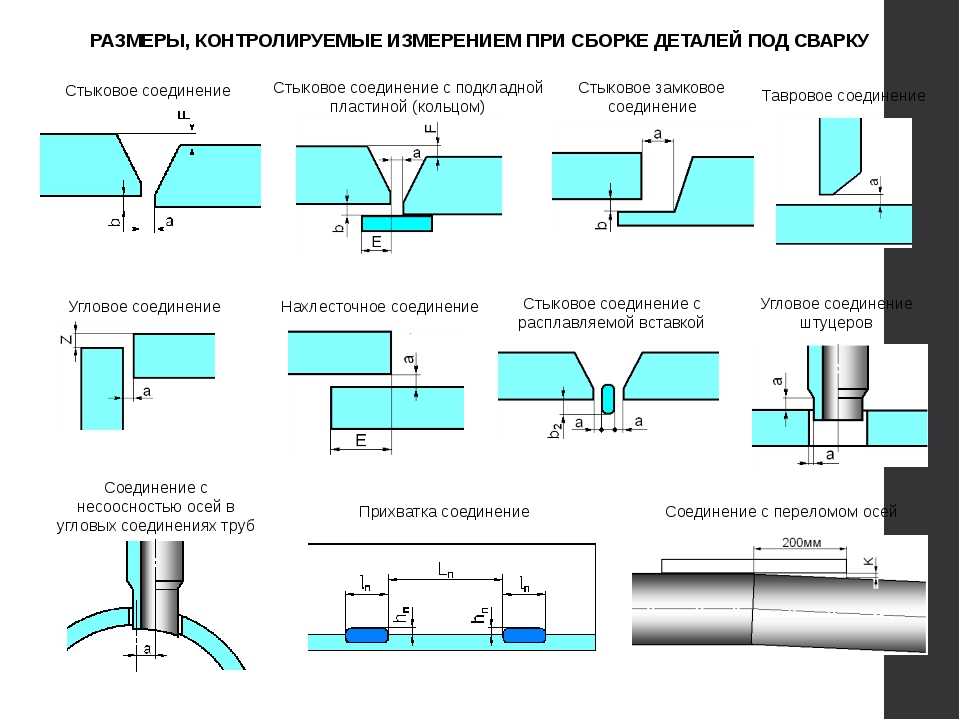
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
Содержание документа:
- Параметры и размеры горелок для аргонодуговой сварки включают в себя такие показатели, как номинальное значение и максимальное значение тока. Горелка РГА-150 рассчитана на 150 А при допустимом значении 200 А. Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.
- Технические требования указывают, в каком режиме допускается эксплуатация устройств. Здесь отражены допустимые критерии окружающей среды (температура, влажность), а также условия для испытаний.
- Правила приемки. Производитель обязан гарантировать качество и надежность оборудования. Перечень требований представлен в настоящем документе.
- В пункте «Методы испытаний» описано, каким образом определяется соответствие оборудования установленным требованиям.
- ГОСТом также определены все условия для хранения и транспортировки. Их необходимо выполнять на всех этапах, от производства до поставки покупателю.
 Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.
Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом.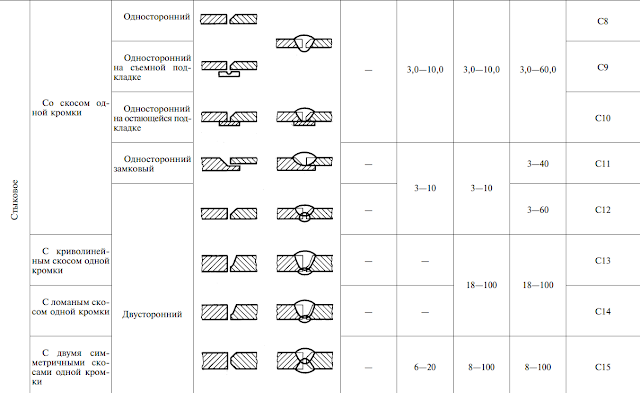
Содержание документа:
- Типы сварных соединений. Данный пункт реализован в виде таблицы. Из нее можно почерпнуть такие данные, как форма подготовленных кромок, форма шва и толщина деталей.
- Конструктивные элементы и размеры. Для каждого типа кромок и каждой формы сварного шва установлены параметры, включающие в себя толщину детали, диаметр отбортовки, зазор между кромками, ширину шва, глубину сварочной ванны.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
- СвА99;
- СвА97;
- СвА85Т;
- СвА5;
- СвАМц;
- СвАМг3;
- СвАК5.
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Гост ручная аргонодуговая сварка
Главная » Статьи » Гост ручная аргонодуговая сварка
Аргонодуговая сварка нержавеющих сталей
Настоящая инструкция распространяется на ручную и автоматическую сварку в среде аргона нержавеющих сталей аустенитного класса.
В соответствии с требованиями инструкции разрешается производить сварку деталей из нержавеющих сталей типа Х18Н9Т с деталями из малоуглеродистой стали и никеля.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в Приложении.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
К выполнению сварных работ допускать дипломированных сварщиков, имеющих право на производство работ по сварке нержавеющих сталей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажной тканью, смоченной бензином.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку или травление сварочной проволоки согласно соответствующей ТИ.
Производить механическую зачистку свариваемых деталей с двух сторон до металлического блеска на ширину 15-20 мм с помощью стальной щетки или шабера.
Примечание — На подготовленных к сварке кромках деталей не допускаются заусеницы, трещины, расслоения.
Протереть после механической зачистки кромки деталей хлопчатобумажной тканью, смоченной бензином.
Производить химическое травление деталей из нержавеющих сталей согласно соответствующей ТИ.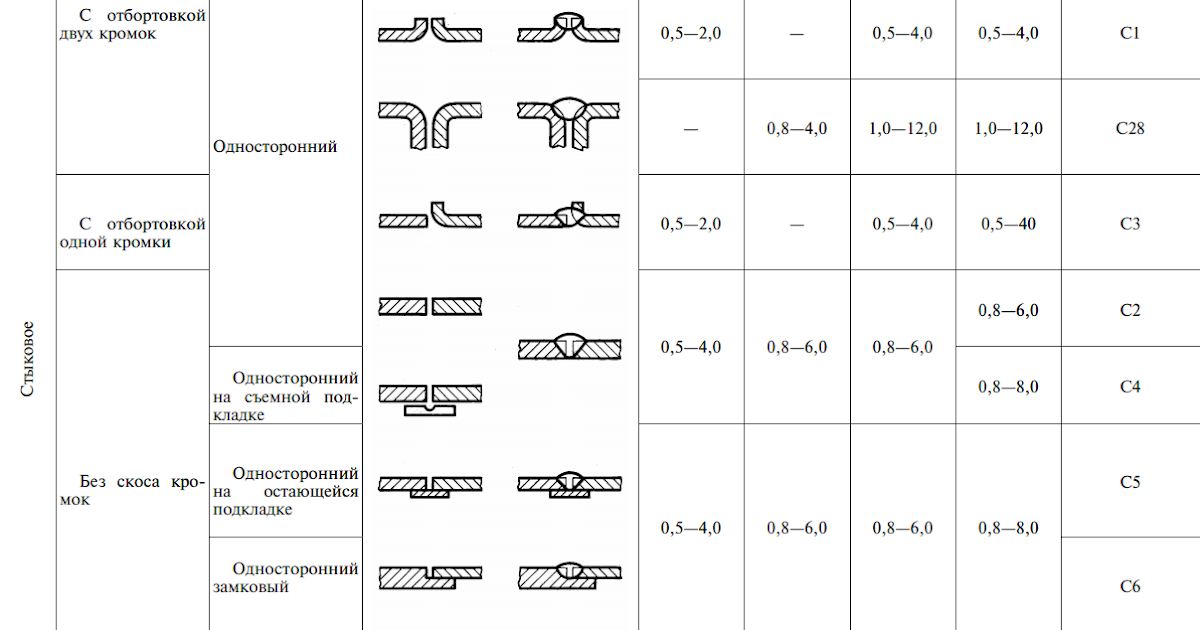
Производить отжиг тонколистовых деталей в вакуумной печи при температуре 900-950 °С в течение 20-30 мин. Рабочий вакуум 5×10-4 мм рт.ст.
Использовать подготовленные согласно данной инструкции детали и сварочную проволоку для сварки не позднее 72 ч.
Сварка
Выбор цанги, сопла и вольфрамового электрода горелки осуществлять исходя из соотношений, указанных в таблице 1.
| Диаметр вольфрамового электрода, мм | 1,5-2 | 2,5-3 | 3,5-4 | 4,5-6 |
| Диаметр выходного отверстия сопла, мм | 5-7 | 7-9 | 9-12 | 12-14 |
| Расход аргона, л/мин | 2-3 | 4-5 | 6-8 | 10-18 |
Примечание — Использование рекомендуемых соотношений позволяет обеспечивать хорошую защиту зоны сварного шва от воздействия окружающей среды.
Протереть цангу, сопло и вольфрамовый электрод горелки х/б тканью, смоченной спиртом. Протирку производить каждый раз перед началом смены.
Установить многослойную сетку с отверстием под вольфрамовый электрод между цангой и соплом горелки.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Перед началом смены проводить операции.
Проверить внешний вид сварочной установки, убедиться в отсутствии посторонних предметов и наличия заземления установки.
Подать на установку напряжение питания от силового распределительного щита.
Открыть вентиль баллона с аргоном. С помощью редуктора установить расход газа по ротаметру согласно таблице 2.
Производить сварку на постоянном токе прямой полярности.
Произвести сборку деталей или сборочных единиц под сварку с использованием кондуктора и сделать прихватки свариваемых кромок в диаметрально противоположных точках режимом согласно таблице 2.
Снять кондуктор с узла после прихватки и установить его в приспособление для сварки.
Сварку производить рекомендуемым режимом согласно таблице 2.
Примечание — Если сварной шов узла замкнутый, произвести перекрытие его по длине на 10-20 % от периметра шва.
По окончании сварки извлечь сваренный узел из приспособления.
Осмотреть узел с помощью лупы на отсутствие дефектов сварного шва. Швы должны иметь гладкую или мелкочешуйчатую поверхность без видимых дефектов: непроваров, подрезов, пор, трещин, незаплавленных кратеров.
Примечание — Окисление основной зоны (цвета побежалости) браковочным признаком не являются.
По окончании рабочей смены выключить установку и закрыть вентиль редуктора баллона.
Зачистку сварного шва с целью установления окалины, выплесков и наплывов металла производить по маршрутной карте на изготовление узла.
Марки стальной сварочной проволоки (присадочного материала) в зависимости от марок стали свариваемых деталей указаны в таблице 3.
| Автоматическая сварка, вольфрамовым электродом без присадки | |||||||
| 0,8 | 60-100 | 9-10 | 30-50 | 2,0 | — | 6-8 | 1-2 |
| 1,0 | 70-100 | 9-10 | 25-40 | 2,0 | — | 6-8 | 1-2 |
| 1,5 | 100-160 | 10-12 | 20-35 | 3,0 | — | 9-10 | 2-3 |
| 2,0 | 160-180 | 12-13 | 20-30 | 3,0 | — | 10-12 | 2-3 |
| 2,5 | 180-200 | 12-15 | 20-30 | 3,0 | — | 10-12 | 3-4 |
| 3,0 | 200-220 | 12-15 | 20-30 | 4,0 | — | 12-14 | 3-4 |
| Автоматическая сварка, вольфрамовым электродом с применением присадки | |||||||
| 1,0 | 70-120 | 9-10 | 20-25 | 2,0 | 0,5-0,8 | 6-8 | 1-2 |
| 1,2 | 70-120 | 9-10 | 20-25 | 2,0 | 0,8-1,2 | 6-8 | 1-2 |
| 1,5 | 120-150 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,0 | 170-200 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,5 | 180-210 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| 3,0 | 200-240 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| Ручная сварка вольфрамовым электродом | |||||||
| 1,0 | 45-65 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 1,5 | 45-70 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 2,0 | 70-90 | — | — | 2,0 | 2,0 | 8-10 | 2-3 |
| 2,5 | 80-100 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 3,0 | 100-130 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 12Х18Н9 | Св-04Х19Н9 |
| 12Х18Н9Т | Св-06Х19Н9Т |
| 12Х18Н10Т | Св-07Х19Н10Б |
Контроль качества сварки
Выполнять сплошной контроль качества сварных швов после окончания сварки с помощью лупы в соответствии с чертежом.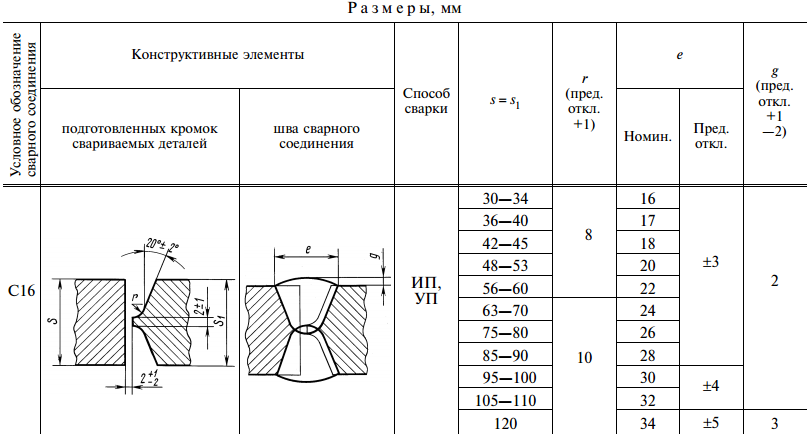
Произвести осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектом сварных швов согласно требованиям таблицы 4.
Подваривать дефектные участки сварных швов допускается не более двух раз.
Браковать окончательно сварные узлы, имеющие в сварных швах дефекты, размеры которых более допустимых к исправлению.
| Смещение кромок свариваемых деталей | Величиной до 0,1δ по всей длине шва | Величиной более 0,1δ по всей длине шва |
| Непровары | Не допускаются | Любой протяженности |
| Трещины | Не допускаются | Общей длиной до 15 мм |
| Прожог | Не допускается | Не более 1 |
| Подрезы | Глубиной до 0,1δ | Глубиной более 0,1δ |
| Раковины | Глубиной до 0,2δ | Глубиной более 0,2δ |
| Диаметром до 0,5δ – не более 2-х штук | Диаметром до 0,5δ – не более 5-ти штук | |
| Поры и вольфрамовые включения | Диаметром до 0,4δ – не более 3-х штук | Диаметром более 0,4δ – до 0,1δ не более 6-ти штук |
| Скопления мелких пор и вольфрамовых включений | Суммарной площадью до 5 мм2 | Суммарной площадью до 15 мм2 |
| Проплавы не представляющие пористого провисания и не мешающие дальнейшей сборке | 100 % |
Примечание — При измерении дефектов сварных швов необходимо пользоваться инструментом: штангенциркулем, щупом, специальными шаблонами или др.
Материалы
- Вольфрам лантанированный в виде прутков с содержанием лантана (1,3-1,8) % ТУ 48-19-27-88.
- Аргон газообразный, сорт высший ГОСТ 10157-79.
- Проволока стальная сварочная ГОСТ 2246-70.
- Ткань х/б бязевой группы ГОСТ 29298-92.
- Перчатки трикотажные ГОСТ 5007-87.
- Бензин «Галоша» ТУ 38-401-67-108-92.
- Спирт этиловый технический ГОСТ 17299-78.
- Аргон высокий чистоты типа «ВЧ» ТУ 6-21-12-94 (для деталей из нержавеющей стали толщиной 0,15-0,8 мм).
Оборудование, приспособления и инструмент
- Источник питания типа ПС-300, ПС- 300М, ПСО-500, ВКСМ-1000, УДГ-3010 УЖЛУ или УДГ-101 для сварки в среде защитных газов с комплектом сварочных горелок, цанг и сопел.
- Реостат типа РБ-200 или РБ-300.
- Редуктор баллонный ТУ 26-05-90-87.
- Ротаметр типа РМ-11 или РМ-1 ГОСТ 13045-81.
- Манометр ДМ 60-0,2 МПа-4 ГОСТ 2405-88.
- Набор резиновых трубок технических ГОСТ 5496-78 (для подачи защитных газов и воды в горелку).
- Шлем-маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ТУ 38.11.0208-86.
- Очки герметичные защитные ГОСТ 12.4.001-80.
- Щетки стальные из нержавеющей проволоки диаметра (0,2-0,3) мм ГОСТ 18143-72.
- Сборочно-сварочные приспособления.
- Лупа ЛП-1-5 ГОСТ 25706-83.
- Штангенциркули ГОСТ 166-89.
- Линейка металлическая ГОСТ 427-75.
- Устройство для ламинарного истечения газа для горелки.
weldworld.ru
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями N 1, 2, 3), ГОСТ от 28 июля 1976 года №14771-76
ГОСТ 14771-76
Группа В05
МКС 25.160.40
Дата введения 1977-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 N 1826 дата введения установлена 01.07.77 Ограничение срока действия снято Постановлением Госстандарта от 18. 06.92 N 553 ВЗАМЕН ГОСТ 14771-69 ИЗДАНИЕ (декабрь 2006 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе 1989 г. (ИУС 6-82, 3-87, 4-89)
06.92 N 553 ВЗАМЕН ГОСТ 14771-69 ИЗДАНИЕ (декабрь 2006 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1982 г., декабре 1986 г., январе 1989 г. (ИУС 6-82, 3-87, 4-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки: ИН — в инертных газах, неплавящимся электродом без присадочного металла; ИНп — в инертных газах неплавящимся электродом с присадочным металлом; ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; УП — в углекислом газе и его смеси с кислородом плавящимся электродом.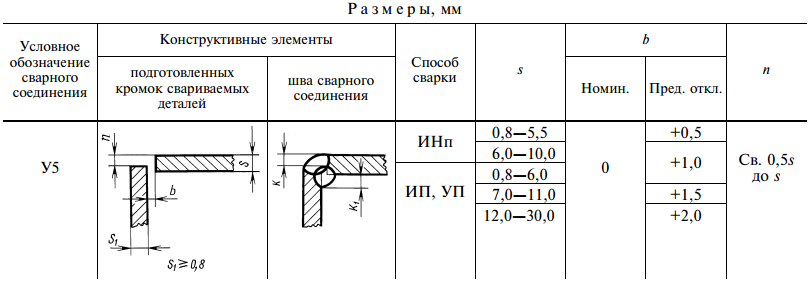
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
Тип соединения | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм, для способов сварки | Условное обозна- чение сварного соеди- нения | ||||||
подготовленных кромок | выполненного шва | ИН | ИНп | ИП | УП | ||||||
Стыковое | С отбортовкой двух кромок | Односторонний | 0,5-2,0 | — | 0,5-4,0 | 0,5-4,0 | С1 | ||||
— | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | С28 | |||||||
С отбортовкой одной кромки |
| 0,5-2,0 | — | 0,5-4,0 | 0,5-4,0 | С3 | |||||
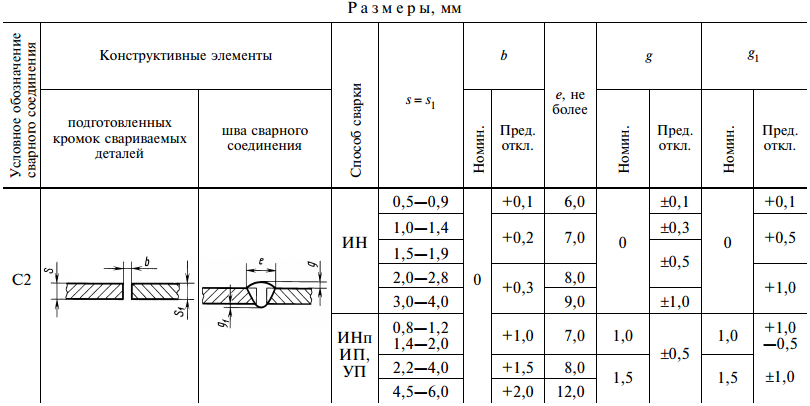
Без скоса кромок | 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-6,0 | С2 | ||||||
Односторонний на съемной подкладке | 0,8-8,0 | С4 | |||||||||
Односторонний на остающейся подкладке | 0,5-4,0 | 0,8-6,0 | 0,8-6,0 | 0,8-8,0 | С5 | ||||||
Односторонний замковый | С6 | ||||||||||
Двусторонний | 3,0-6,0 | 3,0-6,0 | 3,0-6,0 | 3,0-12,0 | С7 | ||||||
Co скосом одной кромки | Односторонний | — | 3,0-10,0 | 3,0-10,0 | 3,0-60,0 | С8 | |||||
Односторонний на съемной подкладке | С9 | ||||||||||
Односторонний на остающейся подкладке | С10 | ||||||||||
Односторонний замковый | — | 3-10 | 3-10 | 3-40 | С11 | ||||||
Двусторонний | — | 3-60 | С12 | ||||||||
С криволинейным скосом одной кромки | — | — | 18-100 | 18-100 | С13 | ||||||
С ломаным скосом одной кромки | — | — | С14 | ||||||||
С двумя симметричными скосами одной кромки | — | 6-20 | 8-100 | 8-100 | С15 | ||||||
С двумя симметричными криволинейными скосами одной кромки | Двусторонний | — | — | 30-120 | 30-120 | С16 | |||||
Со скосом двух кромок | Односторонний |
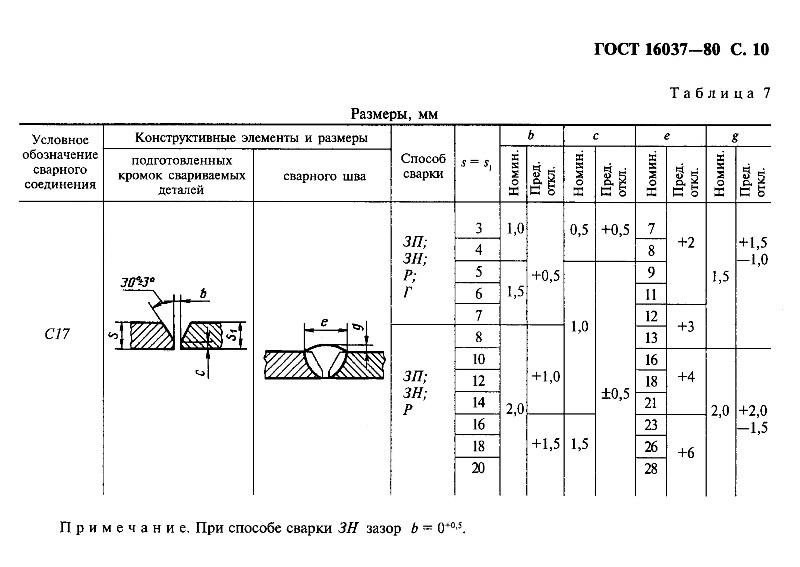
| — | 3-10 | 3-10 | 3-60 | С17 | ||||
Односторонний на съемной подкладке | С18 | ||||||||||
Односторонний на остающейся подкладке | — | C19 | |||||||||
Односторонний замковый | — | С20 | |||||||||
Двусторонний | — | С21 | |||||||||
Со ступенчатым скосом двух кромок | Односторонний | — | 4-20 | 4-20 | — | С22 | |||||
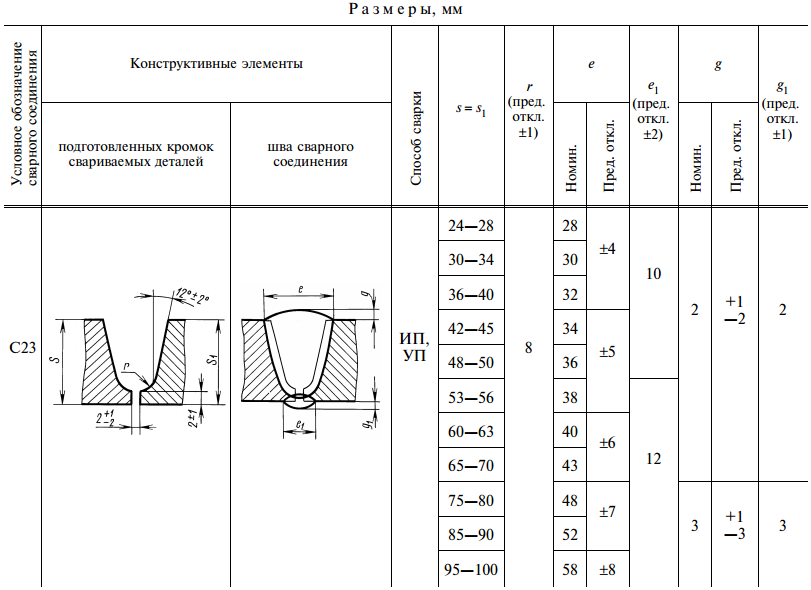
С криволинейным скосом двух кромок | Двусторонний | — | — | 24-100 | 24-100 | С23 | |||||
С ломаным скосом двух кромок | — | — | 24-100 | 24-100 | С24 | ||||||
С двумя симметричными скосами двух кромок | — | 6-20 | 6-120 | 6-120 | С25 | ||||||
С двумя симметричными криволинейными скосами двух кромок | — | — | 26,0-120,0 | 26,0-120,0 | C26 | ||||||
С двумя симметричными ломаными скосами двух кромок | — | — | — | С27 | |||||||
Угловое | С отбортовкой одной кромки | Односторонний | 0,5-3,0 | 0,5-3,0 | 0,5-4,0 | 0,5-4,0 | У1 | ||||
| — | 0,8-4,0 | 1,0-12,0 | 1,0-12,0 | У2 | ||||||
Без скоса кромок | — | 0,8-4,0 | 0,8-8,0 | 0,8-8,0 | У4 | ||||||
— | 0,8-10,0 | 0,8-30,0 | 0,8-30,0 | ||||||||
Двусторонний | — | 0,8-4,0 | 0,8-12,0 | 0,8-12,0 | У5 | ||||||
— | 0,8-10,0 | 0,8-30,0 | 0,8-30,0 | ||||||||
Со скосом одной кромки | Односторонний | — | 3,0-10,0 | 3,0-10,0 | 3,0-60,0 | У6 | |||||
Двусторонний | — | 3-10 | 3-10 | 6-60 | У7 | ||||||
С двумя симметричными скосами одной кромки | — | 6-20 | 6-20 | 6-100 | У8 | ||||||
Со скосом двух кромок | Односторонний | — | 3-20 | 3-20 | 3-60 | У9 | |||||
Двусторонний | — | У10 | |||||||||
Тавровое | Без скоса кромок | Односторонний | — | 0,8-40,0 | 0,8-40,0 | 0,8-40,0 | T1 | ||||
Двусторонний | — | 0,8-40,0 | 0,8-40,0 | 0,8-40,0 | Т3 | ||||||
Со скосом одной кромки | Односторонний | — | 3-10 | 3-60 | 3-60 | Т6 | |||||
Двусторонний | Т7 | ||||||||||
С двумя симметричными скосами одной кромки | Двусторонний | — | 6-20 | 6-80 | 6-80 | Т8 | |||||
— | — | 12-100 | 12-100 | Т9 | |||||||
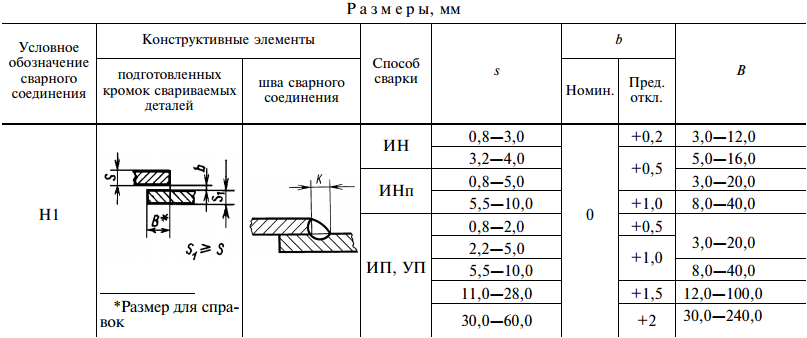
Нахлесточное | Без скоса кромок | Односторонний | 0,8-4,0 | 0,8-10,0 | 0,8-60,0 | 0,8-60,0 | Н1 | ||||
Двусторонний | 0,8-4,0 | 0,8-10,0 | 0,8-60,0 | 0,8-60,0 | Н2 |
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
Таблица 2
Размеры, мм
Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки | , не более | ||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||||
С1 | ______________ * Размер для справок | ИН | 0,5-0,9 | 0 | +0,2 | От до 2 | От до 3 | 1,5()+1,5 | |
1,0-1,4 | +0,3 | ||||||||
1,5-2,0 | +0,5 | ||||||||
ИП, УП | 0,5-1,4 | 1,5()+2,5 | |||||||
1,5-4,0 | +1,0 |
Таблица 3
Размеры, мм
Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки | , не более | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||
С28 | ИНп | 0,8-1,9 | 3s+2,0 | 0 | +1,0 | ||
2,0-4,0 | 2s+2,0 | +1,5 | |||||
ИП, УП | 1,0-1,9 | 3s+2,0 | +1,0 | ||||
2,0-6,0 | 2s+3,0 | ||||||
7,0-9,0 | +2,0 | ||||||
10,0-12,0 | 2s+4,0 | +3,0 |

Таблица 4
Размеры, мм
Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки | , не более | ||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||||
С3 | ________________ * Размер для справок | ИН | 0,5-0,9 | 0 | +0,2 | 3+1,5 |

docs.cntd.ru
АРГОНОДУГОВАЯ СВАРКА
Аргон — бесцветный газ, в 1,38 раза тяжелее воздуха, с большинством элементов он не образует химических соединений и нерастворим в жидких и твердых металлах. Аргон получают из воздуха переохлажденного до низких отрицательных температур путем избирательного испарения при температурах выше –185°С,
Согласно ГОСТ 10157-79 выпускают три марки аргона различной чистоты: В — 99,99%, I- 99,96% в II — 99,90% (указаны проценты чистого аргона, остальное — примеси кислорода и азота). Поставляется и хранится аргон в сжатом газообразном состоянии в стальных баллонах под давлением 15 MПa.
Аргонодуговой сваркой можно сваривать изделия по двум схемам: неплавящимся и плавящимся электродами.
Сварку неплавящимся электродом применяют, как правило, при соединении металлов толщиной 0,1 … 6 мм; плавящимся электродом — от 3 и более.
В качестве неплавящегося электрода применяют вольфрамовые прутки по ГОСТ 23949 – 80, марки ЭВЧ, ЭВЛ, ЭВИ. Диаметр вольфрамового электрода выбирается в зависимости от величины сварочного тока (табл.8)
Таблица 8
| Сила тока, A | 20-60 | 60-120 | 120-180 | 180-260 | 260-320 | 320-500 |
| Диаметр вольфрамового электрода, мм | 1-2 |
Сварку неплавящимся электродом обычно ведут на постоянном токе прямой полярности. Для сварки Al сплавов используется постоянный ток обратной полярности либо переменный с использованием осцилляторов, что позволяет за счет эффекта катодного распыления разрушить окисные пленки.
Рис. 37.
Для сварки неплавящимся электродов в среде защитных газов необходимо иметь (рис. 25): 1 – присадочный пруток или проволоку; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки; 5 – неплавящийся вольфрамовый электрод;
6 – рукоять горелки; 7 – атмосферу защитного газа; 8 – сварочную дугу; 9 – ванну расплавленного металла.
Дуга горит между вольфрамовым электродом и свариваемым изделием. В зону пламени дуги подается присадочный пруток, изготовленный из материала, близкого по химическому составу к основному металлу. Металлический пруток и основной металл образуют ванну расплавленного металла. Сварка осуществляется специальной горелкой, в которой укреплен электрод, по каналу горелки в зону дуги подается аргон.
При переменном токе максимально допустимый ток I = 60d, I — сила тока, A; d – диаметр электрода, мм (табл. 7) (вид соединения — встык),
При сварке на постоянном токе прямой полярности с горелками без водяного охлаждения максимально допустимый сварочный ток определяют по формуле:
Iсв = 80 d, А (10)
При сварке с водяным охлаждением сварочный ток увеличиваю на 20-30 %.
Режимы для аргонодуговой сварки неплавящимся электродом
Таблица 9.
| Толщина металла, мм | Сварочный ток, А | Диаметр проволоки, мм | Расход газа, л/мин | Скорость сварки, см/мин |
| 1,0 1,5 2,0 | 30 – 40 45 – 70 70 – 120 | 1,6 1,6 2,0 | 3 – 4 4 – 5 5 – 6 | 12 – 28 10 – 20 8 – 18 |
При ручной сварке диаметр присадочного прутка определяют по формуле:
, мм (11)
где S – толщина металла, мм.
Сварочный пост для ручной сварки на постоянном токе включает источник постоянного тока, специальную горелку, баллон с газом, редуктор, ротаметр для измерения расхода газа и др.
Для сварки на постоянном токе в качестве источника питания применяют сварочные генераторы, сварочные выпрямители.
Сварку в среде аргона применяют для нержавеющих, жаропрочных сталей и алюминиевых сплавов.
При аргонодуговой сварке, выполненной неплавящимся электродом, формируется сварной шов по ГОСТ 14771-76.
Дата добавления: 2016-11-04; просмотров: 696; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
poznayka.org
Все о ручной сварке: виды, возможности и варианты применения
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.
Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.
При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами. Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность. Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку. Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ. Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга. Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях. Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация. Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени. Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
ГАЗОВАЯ СВАРКА
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Похожие статьи
goodsvarka.ru
| Статус: действующий Английское название: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80 Дата издания: 01.12.2006 Дата введения в действие: 01.07.1977
| Сварка нержавеющей стали в аргоновой среде, как и любая другая, требует соблюдения определенных правил и норм, которые сделают процесс безопасным, а конечный результат удовлетворяющим всем требованиям качества. В нашей стране разработаны многочисленные ГОСТы и стандарты, регламентирующие проведение сварочного процесса.
Все материалы, используемые для сварочных работ, должны иметь сертификаты и маркировку изготовителя. Инертные газы поставляются в специальных баллонах с указанием даты выпуска, параметров содержимого (процентное соотношение примесей и т.д.). Важным моментом является степень очистки аргона, в котором будет производиться сварка (регулируется ГОСТ 10157-79). Ведь присутствие даже минимальных примесей приводит к тому, что они поглощаются расплавленным металлом и тем самым ухудшают свойства сварного шва, вызывая дефекты, коррозию и т. Для того чтобы обеспечить максимальную прочность сварного шва, необходимо очистить свариваемые поверхности и присадочный материал. Кромки и прилегающие площади тщательно зачищают металлической щеткой непосредственно перед сваркой. При толщине материала в пределах 3-6 мм производят односторонний скос кромок, при толщине же порядка 10-20 мм делают двусторонний скос. Если до этого сталь подвергалась нагреву (при гибке, например), то проводят отжиг и травление, которое позволяет удалить насыщенный кислородом слой металла, повышающий хрупкость. Поверхность стали перед сваркой должна быть сухой. Еще один серьезный аспект – требования, предъявляемые к используемым электродам. Аргонодуговая сварка возможна с применением как неплавящихся (вольфрамовых или графитовых), так и плавящихся электродов. Важно, чтобы электрод соответствовал типу основного металла, особенно при использовании высоколегированных электродов. Сварка вольфрамовыми электродами проводится чаще всего при постоянном токе прямой полярности, значение которого зависит от толщины свариваемых поверхностей. Соблюдение допустимого токового диапазона важно из-за того, что превышение силы тока приводит к перегреву электродного стержня и меняет характеристику плавления, что может привести к разрушению шовного материала. Сварка постоянным током (до 600 А) прямой полярности позволяет достичь максимальной проплавляемости металла, при этом доля тепловой мощности в изделии достигает значений 50-90%, сварочная дуга легче возбуждается. Сварка постоянным током обратной полярности используется реже по причине ряда недостатков: большие энергозатраты, меньшая глубина швов. Такой параметр, как длина дуги, непосредственным образом влияет на формирование шва. В зависимости от использования присадочной проволоки, длина дуги колеблется от 0,5 до 4 мм, при этом учитывается толщина и тип свариваемой стали. Существует определенная линейная зависимость: при увеличении длины дуги уменьшается глубина проплавления и растет ширина шва. Использование длинных (больше 4 мм) дуг нецелесообразно вследствие нестабильности проплавления. По завершении сварочного процесса обязательно проводится контроль работ, который позволяет исключить возможные дефекты. Существует несколько групп методов контроля:
Подводя определенные итоги, надо отметить следующее. Аргонодуговая сварка – сложный технологический процесс, который должен проводиться профессионалами своего дела на современном и безопасном оборудовании. Если стоит задача получить качественное и отвечающее всем требованиям изделие, то недопустимо экономить на материалах и выполнении работ, ведь, как известно, скупой платит дважды. |
ГОСТы по сварке | Сварка и сварщик
ГОСТ 95-77 Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия
ГОСТ 297-80 Машины контактные. Общие технические условия
ГОСТ 304-82 Генераторы сварочные. Общие технические условия
ГОСТ 4.41-85 Система показателей качества продукции. Машины для термической резки металлов. Номенклатура показателей
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов на Pp ? 19,6 МПа. Технические условия
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 1460-81 Карбид кальция. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3022-80 Водород технический. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4.140-85 Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей
ГОСТ 4415-75 Мел для электродных покрытий. Технические условия
ГОСТ 4416-94 Мрамор для сварочных материалов. Технические условия
ГОСТ 4417-75 Материалы для электродных покрытий. Песок кварцевый для сварочных материалов
ГОСТ 4418-75 Концентрат марганцеворудный для покрытия электродов. Технические условия
ГОСТ 4421-73 Материалы для электродных покрытий. Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ 4422-73 Шпат полевой для электродных покрытий
ГОСТ 4.433-86 Система показателей качества продукции. Оснастка универсально-сборная. Номенклатура показателей
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5614-74 Машины для термической резки металлов. Типы, основные параметры и размеры
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типов РГА-15 и РГА-4. Требования к качеству аттестованной продукции
ГОСТ 6331-78 Кислород жидкий технический и медицинский. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7012-77 Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия
ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 9087-81 Флюсы сварочные плавленные. Технические условия
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия
ГОСТ 9356-75 Рукава резиновые для газовой сварки и резки металлов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9849-86 Материалы для электродных покрытий. Порошок железный. Технические условия
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров
ГОСТ 10796-74 Резаки ручные воздушно-дуговые. Типы и основные параметры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 12169-82 Заготовки стальные, вырезаемые кислородной резкой. Припуски
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 13585-68 Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки
ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки. Общие технические условия
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах, соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15.005-86 Система разработки и постановки продукции на производство. Создание изделий единичного и мелкосерийного производства, собираемых на месте эксплуатации
ГОСТ 15164-78 Электрошлаковая сварка. соединения сварные Основные типы, конструктивные элементы и размеры
ГОСТ 15860-84 Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа. Технические условия
ГОСТ 15878-79 Контактная сварка. соединения сварные. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 16971-71 Швы сварных соединений из винипласта поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования
ГОСТ 17325-79 Пайка и лужение. Основные термины и определения
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 19141-94 Вращатели сварочные вертикальные. Типы, основные параметры и размеры
ГОСТ 19143-94 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 19250-73 Флюсы паяльные. Классификация
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 20448-90 Газы углеводородные сжиженные топливные для коммунально-бытового потребления. Технические условия
ГОСТ 20461-75 Гелий газообразный. Метод определения объемной доли примесей эмиссионным спектральным анализом
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 20487-75 Пайка. Метод испытаний для оценки влияния жидкого припоя на механические свойства паяемого материала
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21549-76 Пайка. Метод определения эрозии паяемого материала
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 22917-78 Соединители кабеля для дуговой сварки. Технические условия
ГОСТ 23046-78 Соединения паяные. Метод испытаний на удар
ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенидные. Технические условия
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 23792-79 Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 24167-80 Соединения паяные. Метод испытаний на изгиб
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ГОСТ 25225-82 Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
ГОСТ 25444-90 Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 26056-84 Роботы промышленные для дуговой сварки. Общие технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26294-84 Соединения сварные. Методы испытаний на коррозионное растрескивание
ГОСТ 26388-84 Соединения сварные. Методы испытания на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 27265-87 Проволока сварочная из титана и титановых сплавов. Технические условия
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 27482-87 Устройства выходные для отбора электрической энергии электроагрегатов и передвижных электростанций с двигателями внутреннего сгорания. Типы и основные параметры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 28277-89 Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Общие требования
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 28830-90 Соединения паяные. Методы испытаний на растяжение и длительную прочность
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 29091-91 Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 30261-96 Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры
ГОСТ 30275-96 Манипуляторы для контактной точечной сварки. Общие технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 3.1407-86 Единая система технологической документации. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи. Операций и переходов. Сварка
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 11930.0-79 Материалы наплавочные. Общие требования к методам анализа
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 11930.3-79 Материалы наплавочные. Метод определения кремния
ГОСТ 11930.4-79 Материалы наплавочные. Метод определения хрома
ГОСТ 11930.5-79 Материалы наплавочные. Метод определения марганца
ГОСТ 11930.6-79 Материалы наплавочные. Метод определения никеля
ГОСТ 11930.7-79 Материалы наплавочные. Метод определения железа
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 11930.9-79 Материалы наплавочные. Метод определения бора
ГОСТ 12. 1.035-81 Система стандартов безопасности труда. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений
ГОСТ 12.2.008-75 Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности
ГОСТ 12.2.052-81 Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности
ГОСТ 12.2.054-81 Система стандартов безопасности труда. Установки ацетиленовые. Требования безопасности
ГОСТ 12.2.060-81 Система стандартов безопасности труда. Трубопроводы ацетиленовые. Требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 12.3.039-85 Система стандартов безопасности труда. Плазменная обработка металлов. Требования безопасности
ГОСТ 12.4.035-78 Система стандартов безопасности труда. Щитки защитные лицевые для электросварщиков. Технические условия
ГОСТ 12.4.105-81 Система стандартов безопасности труда. Ткани и материалы для спецодежды сварщиков. Общие технические условия
ГОСТ 12.4.126-83 Система стандартов безопасности труда. Ткани и материалы для спецодежды сварщиков. Метод определения стойкости к УФ-излучению
ГОСТ 21639.0-93 Флюсы для электрошлакового переплава. Методы анализа
ГОСТ 21639.1-90 Флюсы для электрошлакового переплава. Методы определения содержания влаги
ГОСТ 21639.2-93 Флюсы для электрошлакового переплава. Методы определения окиси алюминия
ГОСТ 21639.3-93 Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния
ГОСТ 21639.4-93 Флюсы для электрошлакового переплава. Методы определения общего железа
ГОСТ 21639.5-93 Флюсы для электрошлакового переплава. Метод определения двуокиси титана
ГОСТ 21639. 6-93 Метод определения фосфора. Межгосударственный совет по стандартизации, метрологии и сертификации
ГОСТ 21639.7-93 Флюсы для электрошлакового переплава. Методы определения фтористого кальция
ГОСТ 21639.8-93 Флюсы для электрошлакового переплава. Методы определения двуокиси кремния
ГОСТ 21639.9-93 Флюсы для электрошлакового переплава. Метод определения углерода
ГОСТ 22974.0-96 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 22974.1-96 Флюсы сварочные плавленые. Методы разложения флюсов
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.3-96 Флюсы сварочные плавленные. Методы определения оксида марганца (II)
ГОСТ 22974.4-96 Флюсы сварочные плавленные. Методы определения оксида алюминия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 22974.6-96 Флюсы сварочные плавленные. Методы определения оксида железа (III)
ГОСТ 22974. 7-96 Флюсы сварочные плавленные. Методы определения фосфора
ГОСТ 22974.8-96 Флюсы сварочные плавленые. Методы определения оксида циркония
ГОСТ 22974.9-96 Флюсы сварочные плавленые. Методы определения оксида титана (IV)
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 11930.11-79 Материалы наплавочные. Метод определения молибдена
ГОСТ 11930.12-79 Материалы наплавочные. Метод определения сурьмы
ГОСТ 12.2.007.8-75 Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 12.2.054.1-89 Система стандартов безопасности труда. Установки ацетиленовые. Приемка и методы испытаний
ГОСТ 21639.10-76 Флюсы для электрошлакового переплава. Метод определения серы
ГОСТ 21639.12-87 Флюсы для электрошлакового переплава. Методы определения закиси марганца
ГОСТ 21639. 14-76 Флюсы для электрошлакового переплава. Методы анализа
ГОСТ 22974.10-96 Флюсы сварочные плавленые. Методы определения оксида натрия и оксида калия
ГОСТ 22974.11-96 Флюсы сварочные плавленые. Методы определения фторида кальция
ГОСТ 22974.12-96 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 22974.13-96 Флюсы сварочные плавленые. Метод определения углерода
ГОСТ 22974.14-90 Флюсы сварочные плавленые. Метод определения содержания влаги
ГОСТ 30756-2001 Флюсы для электрошлаковых технологий. Общие технические условия
ГОСТ 30829-2002 Генераторы ацетиленовые передвижные. Общие технические условия
ГОСТ 31.211.41-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 31596-2012 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения
ГОСТ 12.4.220-2002 Система стандартов безопасности труда. Средства индивидуальной защиты. Метод определения стойкости материалов и швов к действию агрессивных сред
ГОСТ 1429.14-2004 Припои оловянно-свинцовые. Методы атомно-эмиссионного спектрального анализа
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 31.2031.02-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Технические условия
ГОСТ IEC 60245-6-2011 Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки
ГОСТ Р 51526- 2012 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Часть 10. Требования и методы испытаний
ГОСТ Р 50379-92 Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения
ГОСТ Р 50599-93 Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации
ГОСТ Р 50608-93 Оборудование холодильное. Аппараты стальные. Соединения сварные. Технические требования и методы контроля
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 50402-2011 Оборудование для газовой сварки, резки и родственных процессов. Устройства предохранительные для горючих газов и кислорода или сжатого воздуха. Технические требования и испытания
ГОСТ Р 52005-2003 Контроль неразрушающий. Метод магнитной памяти металла. Общие требования
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 53525-2009 Координация в сварке. Задачи и обязанности
ГОСТ Р 53526-2009 Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р 53686-2009 Сварка. Определение содержания ферритной фазы в металле сварного шва аустенитных и двухфазных феррито-аустенитных хромоникелевых коррозионностойких сталей
ГОСТ Р 53687-2009 Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы
ГОСТ Р 53688-2009 Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ Р 53690-2009 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р 53981-2010 Машины для сварки, ремонта рельсов, рельсовых скреплений, транспортирования рельсовых плетей. Общие технические требования
ГОСТ Р 54006-2010 Аттестационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы
ГОСТ Р 54007-2010 Высокотемпературная пайка. Аттестация паяльщика
ГОСТ Р 54790-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
ГОСТ Р 54791-2011 Оборудование для газовой сварки, резки и родственных процессов. Редукторы и расходомеры для газопроводов и газовых баллонов с давлением газа до 300 бар (30 МПа)
ГОСТ Р 54792-2011 Дефекты в сварных соединениях термопластов. Описание и оценка
ГОСТ Р 54793-2011 Сварка термопластов. Сварка труб, узлов трубопроводов и листов из PVDF (ПВДФ) нагретым инструментом
ГОСТ Р 55085-2012 Баллоны стальные сварные на давление 1,6 МПа для сжиженных углеводородных газов, используемых в качестве моторного топлива на автомобильных транспортных средствах. Технические условия
ГОСТ Р 55139-2012 Совместимость технических средств электромагнитная. Оборудование для контактной сварки. Часть 2. Требования и методы испытаний
ГОСТ Р 12.4.238-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Общие технические условия
ГОСТ Р 12.4.246-2008 Система стандартов безопасности труда. Средства индивидуальной защиты рук. Перчатки. Общие технические требования. Методы испытаний
ГОСТ Р 12.4.247-2008 Система стандартов безопасности труда. Одежда специальная для защиты от искр и брызг расплавленного металла. Технические требования
ГОСТ Р ЕН 379-2011 Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица при сварке и аналогичных процессах. Автоматические сварочные светофильтры. Общие технические условия
ГОСТ Р ЕН 12074-2010 Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов для сварки и родственных процессов
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р ИСО 12176-1- 2011 Трубы и фитинги пластмассовые оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ Р ИСО 4063-2010 Сварка и родственные процессы. Перечень и условные обозначения процессов
ГОСТ Р ИСО 4136-2009 Испытания разрушающие сварных соединений металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва
ГОСТ Р ИСО 5178-2010 Испытания разрушающие сварных швов металлических материалов. Испытание на продольное растяжение металла шва сварных соединений, выполненных сваркой плавлением
ГОСТ Р ИСО 5817-2009 Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 6947-2017 Сварка и родственные процессы. Положения при сварке
ГОСТ Р ИСО 8206-2009 Приемочные испытания машин для кислородной резки. Воспроизводимая точность. Эксплуатационные характеристики
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы.словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 857-2-2009 Сварка и родственные процессы. Словарь. Процессы пайки. Термины и определения
ГОСТ Р ИСО 9016-2011 Испытания разрушающие сварных швов металлических материалов. Испытание на ударный изгиб. Расположение образца для испытания, ориентация надреза и испытание
ГОСТ Р ИСО 10042-2009 Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества
ГОСТ Р ИСО 11611-2011 Система стандартов безопасности труда. Одежда специальная для защиты от искр и брызг расплавленного металла при сварочных и аналогичных работах. Технические требования
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы для дуговой сварки. Классификация
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ Р ИСО 15607-2009 Технические требования и аттестация процедур сварки металлических материалов. Общие правила.
ГОСТ Р ИСО 15610-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах
ГОСТ Р ИСО 15611-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки
ГОСТ Р ИСО 15612-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки
ГОСТ Р ИСО 15613-2009 Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на предпроизводственном испытании сварки
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
ГОСТ Р ИСО 3834-1-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований
ГОСТ Р ИСО 3834-2-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству
ГОСТ Р ИСО 3834-3-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству
ГОСТ Р ИСО 3834-4-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству
ГОСТ Р ИСО 3834-5-2010 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5
ГОСТ Р ИСО 6520-2-2009 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Сварка давлением
ГОСТ Р ИСО 12176-2-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями
ГОСТ Р ИСО 15609-1-2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15609-2-2009 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка
ГОСТ Р ИСО 15614-1-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 15614-2-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов
ГОСТ Р ИСО 15614-5-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов
ГОСТ Р ИСО 15792-1-2009 Материалы сварочные. Методы испытаний. Часть 1. Методы испытаний образцов наплавленного металла из стали, никеля и никелевых сплавов
ГОСТ Р ИСО 15792-2-2010 Материалы сварочные. Методы испытаний. Часть 2. Подготовка образцов для испытания из стали при однопроходной и двухпроходной сварке
ГОСТ Р ИСО 15792-3-2010 Материалы сварочные. Методы испытаний. Часть 3. Классификационные испытания сварочных материалов по положению сварки и глубине проплавления корня углового шва
ГОСТ Р ИСО 17641-1-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения
ГОСТ Р ИСО 17642-1-2011 Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения
ГОСТ Р ИСО 24497-1-2009 Контроль неразрушающий. Метод магнитной памяти металла. Часть 1. Термины и определения
ГОСТ Р ИСО 24497-2-2009 Контроль неразрушающий. Метод магнитной памяти металла. Часть 2. Общие требования
ГОСТ Р ИСО 24497-3-2009 Контроль неразрушающий. Метод магнитной памяти металла. Часть 3. Контроль сварных соединений
ГОСТ Р ИСО 15614-12-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка
ГОСТ Р ИСО 15614-13-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением
ГОСТ Р МЭК 60245-6-97 Кабели с резиновой изоляцией на номинальное напряжение до 45/75 В включительно. Кабели для электродной дуговой сварки
ГОСТ Р МЭК 60974-1-2004 Источники питания для дуговой сварки. Требования безопасности
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Текст ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
Тип соединения | Форма подготовленных | Характер сварного шва | Форма поперечного сечения | Толщина сварива- | Условное обозна- | |
подготовленных кромок | сварного шва | |||||
Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
1-12 | С28 | |||||
С отбортовкой одной кромки | 1-4 | СЗ | ||||
Без скоса кромок | С2 | |||||
Односторонний на съемной подкладке | 1-4 | С4 | ||||
Односторонний на остающейся подкладке | С5 | |||||
Односторонний замковый | 1-4 | С6 | ||||
Двусторонний | 2-5 | С7 | ||||
Без скоса кромок с последующей строжкой | 6-12 | С42 | ||||
Со скосом одной кромки | Односторонний | 3-60 | С8 | |||
Односторонний на съемной подкладке | С9 | |||||
Односторонний на остающейся подкладке | C10 | |||||
Односторонний замковый | С11 | |||||
Двусторонний | С12 | |||||
С криволинейным скосом одной кромки | 15-100 | С13 | ||||
С ломаным скосом одной кромки | С14 | |||||
С двумя симметричными скосами одной кромки | 8-100 | С15 | ||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | С16 | ||||
С двумя несимметричными скосами одной кромки | 12-100 | С43 | ||||
Со скосом кромок | Односторонний | 3-60 | С17 | |||
Односторонний на съемной подкладке | C18 | |||||
Односторонний на остающейся подкладке | 6-100 | С19 | ||||
Односторонний замковый | 3-60 | С20 | ||||
Двусторонний | С21 | |||||
Со скосом кромок с последующей строжкой | 8-40 | С45 | ||||
С криволинейным скосом кромок | 15-100 | С23 | ||||
С ломаным скосом кромок | С24 | |||||
С двумя симметричными скосами кромок | 8-120 | С25 | ||||
С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | ||||
С двумя симметричными ломаными скосами кромок | 30-175 | С27 | ||||
С двумя несимметричными скосами кромок | 12-120 | С39 | ||||
С40 | ||||||
Угловое | С отбортовкой одной кромки | Односторонний | 1-4 | У1 | ||
1-12 | У2 | |||||
Без скоса кромок | 1-6 | У4 | ||||
1-30 | ||||||
Двусторонний | 2-8 | У5 | ||||
2-30 | ||||||
Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
Двусторонний | У7 | |||||
С двумя симметричными скосами одной кромки | 8-100 | У8 | ||||
Со скосом кромок | Односторонний | 3-60 | У9 | |||
Двусторонний | У10 | |||||
Тавровое | Без скоса кромок | Односторонний | 2-40 | T1 | ||
Двусторонний | Т3 | |||||
Со скосом одной кромки | Односторонний | 3-60 | Т6 | |||
Двусторонний | Т7 | |||||
С криволинейным скосом одной кромки | 15-100 | T2 | ||||
С двумя симметичными скосами одной кромки | 8-100 | Т8 | ||||
12-100 | Т9 | |||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | Т5 | ||||
Нахлесточное | Без скоса кромок | Односторонний | 2-60 | h2 | ||
Двусторонний | h3 |
Таблица 2
Размеры, мм
Условное обозначение | Конструктивные элементы | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 | ||
Св. 2 до 4 | +1,0 |
______________
* Размер для справок.
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||||
С28 | От 1 до 2 | От до | 0 | +1 | |||
Св. | |||||||
Св. 6 до 9 | +2 | ||||||
Св. 9 до 12 | +3 |
Таблица 4
Размеры, мм
Условное обозначение сварного соединения |
| , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 | ||
Св. 2 до 4 | +1,0 |
_____________
* Размер для справок.
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 |
Таблица 6
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 |
ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
Тип соединения | Форма подготовленных | Характер сварного шва | Форма поперечного сечения | Толщина сварива- | Условное обозна- | |
подготовленных кромок | сварного шва | |||||
Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | ||
1-12 | С28 | |||||
С отбортовкой одной кромки | 1-4 | СЗ | ||||
Без скоса кромок | С2 | |||||
Односторонний на съемной подкладке | 1-4 | С4 | ||||
Односторонний на остающейся подкладке | С5 | |||||
Односторонний замковый | 1-4 | С6 | ||||
Двусторонний | 2-5 | С7 | ||||
Без скоса кромок с последующей строжкой | 6-12 | С42 | ||||
Со скосом одной кромки | Односторонний | 3-60 | С8 | |||
Односторонний на съемной подкладке | С9 | |||||
Односторонний на остающейся подкладке | C10 | |||||
Односторонний замковый | С11 | |||||
Двусторонний | С12 | |||||
С криволинейным скосом одной кромки | 15-100 | С13 | ||||
С ломаным скосом одной кромки | С14 | |||||
С двумя симметричными скосами одной кромки | 8-100 | С15 | ||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | С16 | ||||
С двумя несимметричными скосами одной кромки | 12-100 | С43 | ||||
Со скосом кромок | Односторонний | 3-60 | С17 | |||
Односторонний на съемной подкладке | C18 | |||||
Односторонний на остающейся подкладке | 6-100 | С19 | ||||
Односторонний замковый | 3-60 | С20 | ||||
Двусторонний | С21 | |||||
Со скосом кромок с последующей строжкой | 8-40 | С45 | ||||
С криволинейным скосом кромок | 15-100 | С23 | ||||
С ломаным скосом кромок | С24 | |||||
С двумя симметричными скосами кромок | 8-120 | С25 | ||||
С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | ||||
С двумя симметричными ломаными скосами кромок | 30-175 | С27 | ||||
С двумя несимметричными скосами кромок | 12-120 | С39 | ||||
С40 | ||||||
Угловое | С отбортовкой одной кромки | Односторонний | 1-4 | У1 | ||
1-12 | У2 | |||||
Без скоса кромок | 1-6 | У4 | ||||
1-30 | ||||||
Двусторонний | 2-8 | У5 | ||||
2-30 | ||||||
Со скосом одной кромки | Односторонний | 3-60 | У6 | |||
Двусторонний | У7 | |||||
С двумя симметричными скосами одной кромки | 8-100 | У8 | ||||
Со скосом кромок | Односторонний | 3-60 | У9 | |||
Двусторонний | У10 | |||||
Тавровое | Без скоса кромок | Односторонний | 2-40 | T1 | ||
Двусторонний | Т3 | |||||
Со скосом одной кромки | Односторонний | 3-60 | Т6 | |||
Двусторонний | Т7 | |||||
С криволинейным скосом одной кромки | 15-100 | T2 | ||||
С двумя симметичными скосами одной кромки | 8-100 | Т8 | ||||
12-100 | Т9 | |||||
С двумя симметричными криволинейными скосами одной кромки | 30-120 | Т5 | ||||
Нахлесточное | Без скоса кромок | Односторонний | 2-60 | h2 | ||
Двусторонний | h3 |
Таблица 2
Размеры, мм
Условное обозначение | Конструктивные элементы | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 | ||
Св. 2 до 4 | +1,0 |
______________
* Размер для справок.
Таблица 3
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||||
С28 | От 1 до 2 | От до | 0 | +1 | |||
Св. | |||||||
Св. 6 до 9 | +2 | ||||||
Св. 9 до 12 | +3 |
Таблица 4
Размеры, мм
Условное обозначение сварного соединения |
| , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 | ||
Св. 2 до 4 | +1,0 |
_____________
* Размер для справок.
Таблица 5
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 |
Таблица 6
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 |
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 |
Таблица 7
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 |
Таблица 8
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
Св. 3,0 до 4,0 | 2 | +1,0 | 8 | 2,0 |
Таблица 9
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , | ± 1 | ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||||
С7 | 2 | 2 | ±1,0 | 8 | 1,5 | ||
Св. 2 до 4 | 9 | ||||||
Св. 4 до 5 | +1,5 | 10 | 2,0 |
Таблица 10
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
|
| , | , | ||
подготовленных кромок | сварного шва | ||||||
С42 | От 6 до 8 | 4 | 7 | 10 | 12 | ||
Св. | 6 | 9 | 12 | 14 | |||
Св. 10 до 12 | 8 | 11 | 14 | 16 |
Таблица 11
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 | ||
Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. | 20 | ||||||
Св. 14 до 17 | 24 | ±3 | +2,0 | ||||
Св. 17 до 20 | 28 | ||||||
Св. 20 до 24 | 32 | ||||||
Св. 24 до 28 | 35 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 41 | ||||||
Св. 36 до 40 | 44 | ||||||
Св. 40 до 44 | 49 | ±4 | |||||
Св. 44 до 48 | 53 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. | 60 | ||||||
Св. 56 до 60 | 64 |
Таблица 12
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
|
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С9 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | +1,5 | ||
Св. 5 до 8 | 14 | ||||||||
Св. | 4 | 18 | |||||||
Св. 11 до 14 | 22 | 6 | |||||||
Св. 14 до 17 | 5 | 26 | ±3 | +2,0 | |||||
Св. 17 до 20 | 30 | ||||||||
Св. 20 до 24 | 34 | 8 | |||||||
Св. 24 до 28 | 38 | ||||||||
Св. 28 до 32 | 41 | ||||||||
Св. 32 до 36 | 44 | ||||||||
Св. 36 до 40 | 49 | ||||||||
Св. 40 до 44 | 53 | ±4 | |||||||
Св. | 56 | ||||||||
Св. 48 до 52 | 60 | ||||||||
Св. 52 до 56 | 64 | ||||||||
Св. 56 до 60 | 68 |
Таблица 13
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С10 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 | ||
Св. | 14 | |||||||
Св. 8 до 11 | 4 | 18 | ||||||
Св. 11 до 14 | 22 | |||||||
Св. 14 до 17 | 5 | 26 | ±3 | +2,0 | ||||
Св. 17 до 20 | 30 | |||||||
Св. 20 до 24 | 34 | |||||||
Св. 24 до 28 | 38 | |||||||
Св. 28 до 32 | 41 | |||||||
Св. 32 до 36 | 44 | |||||||
Св. 36 до 40 | 49 | |||||||
Св. | 53 | ±4 | ||||||
Св. 44 до 48 | 56 | |||||||
Св. 48 до 52 | 60 | |||||||
Св. 52 до 56 | 64 | |||||||
Св. 56 до 60 | 68 |
Таблица 14
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
С11 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 | ||
Св. | 14 | |||||||
Св. 8 до 11 | 4 | 18 | ||||||
Св. 11 до 14 | 22 | |||||||
Св. 14 до 17 | 5 | 26 | ±3 | +2,0 | ||||
Св. 17 до 20 | 30 | |||||||
Св. 20 до 24 | 34 | |||||||
Св. 24 до 28 | 38 | |||||||
Св. 28 до 32 | 41 | |||||||
Св. 32 до 36 | 44 | |||||||
Св. 36 до 40 | 49 | |||||||
Св. | 53 | ±4 | ||||||
Св. 44 до 48 | 56 | |||||||
Св. 48 до 52 | 60 | |||||||
Св. 52 до 56 | 64 | |||||||
Св. 56 до 60 | 68 |
Таблица 15
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С12 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 | ||
Св. | 12 | |||||||
Св. 8 до 11 | 16 | 10 | ||||||
Св. 11 до 14 | 20 | |||||||
Св. 14 до 17 | 24 | ±3 | +2,0 | |||||
Св. 17 до 20 | 28 | |||||||
Св. 20 до 24 | 32 | |||||||
Св. 24 до 28 | 35 | |||||||
Св. 28 до 32 | 38 | |||||||
Св. 32 до 36 | 41 | 12 | ||||||
Св. 36 до 40 | 44 | |||||||
Св. | 49 | ±4 | ||||||
Св. 44 до 48 | 53 | |||||||
Св. 48 до 52 | 56 | |||||||
Св. 52 до 56 | 60 | |||||||
Св. 56 до 60 | 64 |
Таблица 16
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
|
| ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С13 | От 15 до 17 | 8 | 16 | ±3 | 10 | 0,5 | +2,0 | ||
Св. | 17 | ||||||||
Св. 20 до 24 | 18 | ||||||||
Св. 24 до 28 | 19 | ||||||||
Св. 28 до 32 | 20 | ||||||||
Св. 32 до 36 | 22 | 12 | |||||||
Св. 36 до 40 | 24 | ||||||||
Св. 40 до 44 | 26 | ±4 | |||||||
Св. 44 до 48 | 28 | ||||||||
Св. 48 до 52 | 30 | ||||||||
Св. 52 до 56 | 32 | ||||||||
Св. | 34 | ||||||||
Св. 60 до 64 | 10 | 36 | ±5 | 14 | +3,0 | ||||
Св. 64 до 70 | 38 | ||||||||
Св. 70 до 76 | 40 | ||||||||
Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 | 44 | ||||||||
Св. 88 до 94 | 46 | ||||||||
Св. 94 до 100 | 48 |
Таблица 17
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
|
| ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С14 | От 15 до 17 | 10 | 16 | ±3 | 10 | 0,5 | +2,0 | ||
Св. 17 до 20 | 17 | ||||||||
Св. 20 до 24 | 18 | ||||||||
Св. 24 до 28 | 19 | ||||||||
Св. 28 до 32 | 20 | ||||||||
Св. 32 до 36 | 12 | 22 | 12 | ||||||
Св. 36 до 40 | 24 | ±4 | |||||||
Св. 40 до 44 | 26 | ||||||||
Св. | 28 | ||||||||
Св. 48 до 52 | 30 | ||||||||
Св. 52 до 56 | 32 | ||||||||
Св. 56 до 60 | 34 | ||||||||
Св. 60 до 64 | 36 | ±5 | 14 | +3,0 | |||||
Св. 64 до 70 | 38 | ||||||||
Св. 70 до 76 | 40 | ||||||||
Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 | 44 | ||||||||
Св. 88 до 94 | 46 | ||||||||
Св. | 48 |
Таблица 18
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С15 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 | ||
Св. 11 до 14 | 12 | ||||||
Св. 14 до 17 | 14 | ±3 | +2,0 | ||||
Св. | 16 | ||||||
Св. 20 до 24 | 18 | ||||||
Св. 24 до 28 | 20 | ||||||
Св. 28 до 32 | 22 | ||||||
Св. 32 до 36 | 24 | ||||||
Св. 36 до 40 | 26 | ||||||
Св. 40 до 44 | 28 | ||||||
Св. 44 до 48 | 30 | ||||||
Св. 48 до 52 | 32 | ||||||
Св. 52 до 56 | 34 | ||||||
Св. 56 до 60 | 36 | ||||||
Св. 60 до 64 | 39 | ±4 | +3,0 | ||||
Св. | 42 | ||||||
Св. 70 до 76 | 45 | ||||||
Св. 76 до 82 | 48 | ||||||
Св. 82 до 88 | 51 | ||||||
Св. 88 до 94 | 54 | ||||||
Св. 94 до 100 | 58 |
Таблица 19
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. | |||
С16 | От 30 до 32 | 8 | 16 | ±3 | 0,5 | +2,0 | ||
Св. 32 до 36 | 17 | |||||||
Св. 36 до 40 | 18 | |||||||
Св. 40 до 44 | 19 | |||||||
Св. 44 до 48 | 20 | |||||||
Св. 48 до 52 | 21 | |||||||
Св. 52 до 56 | 22 | |||||||
Св. 56 до 60 | 23 | |||||||
Св. 60 до 64 | 10 | 24 | ±4 | +3,0 | ||||
Св. | 25 | |||||||
Св. 70 до 76 | 26 | |||||||
Св. 76 до 82 | 27 | |||||||
Св. 82 до 88 | 28 | |||||||
Св. 88 до 94 | 29 | |||||||
Св. 94 до 100 | 30 | |||||||
Св. 100 до 106 | 32 | |||||||
Св. 106 до 112 | 34 | |||||||
Св. 112 до 118 | 36 | |||||||
Св. 118 до 120 | 38 |
Таблица 20
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С43 | От 12 до 14 | 18 | ±2 | 15 | ±2 | 0,5 | +1,5 | ||
Св. 14 до 17 | 19 | ±3 | 16 | +2,0 | |||||
Св. 17 до 20 | 20 | 17 | |||||||
Св. 20 до 24 | 22 | 18 | |||||||
Св. 24 до 28 | 24 | 19 | |||||||
Св. 28 до 32 | 27 | 20 | |||||||
Св. 32 до 36 | 30 | 21 | |||||||
Св. | 33 | 22 | |||||||
Св. 40 до 44 | 36 | 23 | |||||||
Св. 44 до 48 | 39 | 25 | |||||||
Св. 48 до 52 | 42 | 27 | |||||||
Св. 52 до 56 | 45 | 29 | |||||||
Св. 56 до 60 | 48 | 31 | |||||||
Св. 60 до 64 | 51 | ±4 | 33 | ±3 | +3,0 | ||||
Св. 64 до 70 | 54 | 35 | |||||||
Св. 70 до 76 | 57 | 37 | |||||||
Св. | 60 | 39 | |||||||
Св. 82 до 88 | 63 | 41 | |||||||
Св. 88 до 94 | 66 | 43 | |||||||
Св. 94 до 100 | 69 | 45 |
Таблица 21
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С17 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 | ||
Св. | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. 11 до 14 | 19 | ||||||
Св. 14 до 17 | 22 | ±3 | +2,0 | ||||
Св. 17 до 20 | 26 | ||||||
Св. 20 до 24 | 30 | ||||||
Св. 24 до 28 | 34 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 42 | ||||||
Св. 36 до 40 | 47 | ||||||
Св. 40 до 44 | 52 | ±4 | |||||
Св. | 54 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. 52 до 56 | 60 | ||||||
Св. 56 до 60 | 65 |
Таблица 22
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
|
|
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
С18 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | +1,5 | ||
Св. | 16 | ||||||||
Св. 8 до 11 | 4 | 20 | |||||||
Св. 11 до 14 | 24 | 6 | |||||||
Св. 14 до 17 | 5 | 28 | ±3 | +2,0 | |||||
Св. 17 до 20 | 32 | ||||||||
Св. 20 до 24 | 36 | 8 | |||||||
Св. 24 до 28 | 40 | ||||||||
Св. 28 до 32 | 44 | ||||||||
Св. 32 до 36 | 48 | ||||||||
Св. 36 до 40 | 50 | ||||||||
Св. | 54 | ±4 | |||||||
Св. 44 до 48 | 56 | ||||||||
Св. 48 до 52 | 60 | ||||||||
Св. 52 до 56 | 63 | ||||||||
Св. 56 до 60 | 68 |
Таблица 23
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С19 | От 6 до 10 | 8 | 17 | ±2 | 0,5 | +1,5 | ||
Св. | 19 | |||||||
Св. 14 до 18 | 22 | ±3 | +2,0 | |||||
Св. 18 до 22 | 24 | |||||||
Св. 22 до 26 | 12 | 26 | ||||||
Св. 26 до 30 | 28 | |||||||
Св. 30 до 35 | 30 | |||||||
Св. 35 до 40 | 32 | |||||||
Св. 40 до 47 | 34 | ±4 | ||||||
Св. 47 до 54 | 36 | |||||||
Св. 54 до 60 | 38 | |||||||
Св. | 40 | ±5 | +3,0 | |||||
Св. 66 до 72 | 44 | |||||||
Св. 72 до 78 | 48 | |||||||
Св. 78 до 85 | 52 | |||||||
Св. 85 до 92 | 56 | |||||||
Св. 92 до 100 | 60 |
Таблица 24
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С20 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 | ||
Св. 5 до 8 | 16 | |||||||
Св. 8 до 11 | 4 | 20 | ||||||
Св. 11 до 14 | 24 | |||||||
Св. 14 до 17 | 5 | 28 | ±3 | +2,0 | ||||
Св. 17 до 20 | 32 | |||||||
Св. 20 до 24 | 36 | |||||||
Св. 24 до 28 | 40 | |||||||
Св. | 44 | |||||||
Св. 32 до 36 | 48 | |||||||
Св. 36 до 40 | 50 | |||||||
Св. 40 до 44 | 54 | ±4 | ||||||
Св. 44 до 48 | 56 | |||||||
Св. 48 до 52 | 60 | |||||||
Св. 52 до 56 | 63 | |||||||
Св. 56 до 60 | 68 |
Таблица 25
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С21 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 | ||
Св. 5 до 8 | 12 | |||||||
Св. 8 до 11 | 16 | 10 | ||||||
Св. 11 до 14 | 19 | |||||||
Св. 14 до 17 | 22 | ±3 | +2,0 | |||||
Св. 17 до 20 | 26 | |||||||
Св. 20 до 24 | 30 | |||||||
Св. 24 до 28 | 34 | |||||||
Св. | 38 | |||||||
Св. 32 до 36 | 42 | 12 | ||||||
Св. 36 до 40 | 47 | |||||||
Св. 40 до 44 | 52 | ±4 | ||||||
Св. 44 до 48 | 54 | |||||||
Св. 48 до 52 | 56 | |||||||
Св. 52 до 56 | 60 | |||||||
Св. 56 до 60 | 65 |
Таблица 26
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
|
|
|
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
С45 | От 8 до 11 | 4 | 6 | 12 | 14 | ±2 | 18 | 0,5 | +1,5 | ||
Св. 11 до 14 | 16 | ||||||||||
Св. 14 до 17 | 20 | ±3 | +2,0 |
Св. 17 до 20 | 7 | 9 | 14 | 24 | 20 | ||||||
Св. 20 до 24 | 27 | ||||||||||
Св. 24 до 28 | 30 | ||||||||||
Св. | 10 | 12 | 16 | 34 | 22 | ||||||
Св. 32 до 36 | 36 | ||||||||||
Св. 36 до 40 | 38 |
Таблица 27
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С23 | От 15 до 17 | 26 | ±3 | 10 | 0,5 | +2,0 | ||
Св. | 28 | |||||||
Св. 20 до 24 | 30 | |||||||
Св. 24 до 28 | 32 | |||||||
Св. 28 до 32 | 33 | |||||||
Св. 32 до 36 | 34 | 12 | ||||||
Св. 36 до 40 | 35 | |||||||
Св. 40 до 44 | 36 | ±4 | ||||||
Св. 44 до 48 | 38 | |||||||
Св. 48 до 52 | 40 | |||||||
Св. 52 до 56 | 42 | |||||||
Св. 56 до 60 | 44 | |||||||
Св. | 46 | ±5 | 14 | +3,0 | ||||
Св. 64 до 70 | 48 | |||||||
Св. 70 до 76 | 50 | |||||||
Св. 76 до 82 | 52 | |||||||
Св. 82 до 88 | 54 | |||||||
Св. 88 до 94 | 56 | |||||||
Св. 94 до 100 | 60 |
Таблица 28
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С24 | От 15 до 17 | 24 | ±3 | 10 | 0,5 | +2,0 | ||
Св. 17 до 20 | 26 | |||||||
Св. 20 до 24 | 28 | |||||||
Св. 24 до 28 | 30 | |||||||
Св. 28 до 32 | 32 | |||||||
Св. 32 до 36 | 34 | 12 | ||||||
Св. 36 до 40 | 36 | |||||||
Св. 40 до 44 | 38 | ±4 | ||||||
Св. | 40 | |||||||
Св. 48 до 52 | 42 | |||||||
Св. 52 до 56 | 44 | |||||||
Св. 56 до 60 | 46 | |||||||
Св. 60 до 64 | 48 | ±5 | 14 | +3,0 | ||||
Св. 64 до 70 | 50 | |||||||
Св. 70 до 76 | 52 | |||||||
Св. 76 до 82 | 54 | |||||||
Св. 82 до 88 | 56 | |||||||
Св. 88 до 94 | 58 | |||||||
Св. 94 до 100 | 60 |
Таблица 29
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С25 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 | ||
Св. 11 до 14 | 12 | ||||||
Св. 14 до 17 | 14 | ±3 | +2,0 | ||||
Св. 17 до 20 | 16 | ||||||
Св. 20 до 24 | 18 | ||||||
Св. 24 до 28 | 20 | ||||||
Св. 28 до 32 | 22 | ||||||
Св. 32 до 36 | 24 | ||||||
Св. 36 до 40 | 26 | ||||||
Св. | 28 | ||||||
Св. 44 до 48 | 30 | ||||||
Св. 48 до 52 | 32 | ||||||
Св. 52 до 56 | 34 | ||||||
Св. 56 до 60 | 36 | ||||||
Св. 60 до 64 | 39 | ±4 | +3,0 | ||||
Св. 64 до 70 | 42 | ||||||
Св. 70 до 76 | 45 | ||||||
Св. 76 до 82 | 48 | ||||||
Св. 82 до 88 | 51 | ||||||
Св. 88 до 94 | 54 | ||||||
Св. | 57 | ||||||
Св. 100 до 106 | 60 | ||||||
Св. 106 до 112 | 63 | ||||||
Св. 112 до 118 | 66 | ||||||
Св. 118 до 120 | 68 |
Таблица 30
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С26 | От 30 до 34 | 23 | ±3 | 0,5 | +2,0 | ||
Св. | 24 | ||||||
Св. 38 до 42 | 25 | ||||||
Св. 42 до 46 | 26 | ||||||
Св. 46 до 50 | 27 | ||||||
Св. 50 до 54 | 28 | ||||||
Св. 54 до 60 | 29 |
Св. 60 до 66 | 31 | ±4 | +3,0 | ||||
Св. 66 до 72 | 33 | ||||||
Св. 72 до 78 | 34 | ||||||
Св. 78 до 84 | 36 | ||||||
Св. 84 до 90 | 38 | ||||||
Св. | 40 | ||||||
Св. 96 до 100 | 42 | ||||||
Св. 100 до 108 | 44 | ||||||
Св. 108 до 116 | 46 | ||||||
Св. 116 до 124 | 48 | ||||||
Св. 124 до 132 | 50 | ±5 | |||||
Св. 132 до 140 | 52 | ||||||
Св. 140 до 148 | 54 | ||||||
Св. 148 до 156 | 56 | ||||||
Св. 156 до 164 | 60 | ||||||
Св. 164 до 170 | 64 | ||||||
Св. | 68 |
Таблица 31
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
С27 | От 30 до 34 | 8 | 17 | ±3 | 0,5 | +2,0 | ||
Св. 34 до 38 | 18 | |||||||
Св. 38 до 42 | 20 | |||||||
Св. 42 до 46 | 21 | |||||||
Св. | 22 | |||||||
Св. 50 до 54 | 23 | |||||||
Св. 54 до 60 | 25 | |||||||
Св. 60 до 66 | 12 | 28 | ±4 | +3,0 | ||||
Св. 66 до 72 | 30 | |||||||
Св. 72 до 78 | 32 | |||||||
Св. 78 до 84 | 34 | |||||||
Св. 84 до 90 | 36 | |||||||
Св. 90 до 96 | 38 | |||||||
Св. 96 до 100 | 40 | |||||||
Св. | 20 | 42 | ||||||
Св. 108 до 116 | 44 | |||||||
Св. 116 до 124 | 46 | |||||||
Св. 124 до 132 | 50 | ±5 | ||||||
Св. 132 до 140 | 54 | |||||||
Св. 140 до 148 | 57 | |||||||
Св. 148 до 156 | 60 | |||||||
Св. 156 до 164 | 64 | |||||||
Св. 164 до 170 | 68 | |||||||
Св. 170 до 175 | 72 |
Таблица 32
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С39 | От 12 до 14 | 16 | ±2 | 11 | ±2 | 0,5 | +1,5 | ||
Св. 14 до 17 | 18 | ±3 | 12 | +2,0 | |||||
Св. 17 до 20 | 20 | 13 | |||||||
Св. 20 до 24 | 22 | 14 | |||||||
Св. 24 до 28 | 25 | 16 | |||||||
Св. 28 до 32 | 28 | 18 | |||||||
Св. 32 до 36 | 30 | 20 | |||||||
Св. | 32 | 22 | |||||||
Св. 40 до 44 | 35 | 24 | |||||||
Св. 44 до 48 | 38 | 25 | |||||||
Св. 48 до 52 | 41 | 26 | |||||||
Св. 52 до 56 | 44 | 27 | |||||||
Св. 56 до 60 | 47 | 28 | |||||||
Св. 60 до 64 | 49 | ±4 | 29 | ±3 | +3,0 | ||||
Св. 64 до 70 | 51 | 30 | |||||||
Св. 70 до 76 | 53 | 31 | |||||||
Св. | 55 | 32 | |||||||
Св. 82 до 88 | 57 | 33 | |||||||
Св. 88 до 94 | 60 | 34 | |||||||
Св. 94 до 100 | 63 | 35 | |||||||
Св. 100 до 106 | 66 | 36 | |||||||
Св. 106 до 112 | 69 | 38 | |||||||
Св. 112 до 118 | 72 | 40 | |||||||
Св. 118 до 120 | 75 | 42 |
Таблица 33
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
С40 | От 12 до 14 | 20 | ±2 | 10 | ±2 | 0,5 | +1,5 | ||
Св. 14 до 17 | 22 | ±3 | 11 | +2,0 | |||||
Св. 17 до 20 | 23 | 12 | |||||||
Св. 20 до 24 | 24 | 13 | |||||||
Св. 24 до 28 | 25 | 14 | |||||||
Св. 28 до 32 | 26 | 15 | |||||||
Св. 32 до 36 | 27 | 16 | |||||||
Св. | 28 | 18 | |||||||
Св. 40 до 44 | 29 | 20 |
Св. 44 до 48 | 30 | 21 | |||||||
Св. 48 до 52 | 31 | 23 | |||||||
Св. 52 до 56 | 32 | 25 | |||||||
Св. 56 до 60 | 33 | 27 | |||||||
Св. 60 до 64 | 34 | ±4 | 29 | ±3 | +3,0 | ||||
Св. 64 до 70 | 36 | 30 | |||||||
Св. 70 до 76 | 38 | 31 | |||||||
Св. | 40 | 32 | |||||||
Св. 82 до 88 | 42 | 34 | |||||||
Св. 88 до 94 | 44 | 36 | |||||||
Св. 94 до 100 | 47 | 38 | |||||||
Св. 100 до 106 | 50 | 40 | |||||||
Св. 106 до 112 | 52 | 42 | |||||||
Св. 112 до 118 | 54 | 44 | |||||||
Св. 118 до 120 | 56 | 46 |
Таблица 34
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||||
У1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 | ||
Св. 2 до 4 | +1,0 |
______________
* Размер для справок.
Таблица 35
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
У2 | От 1 до 2 | От до | 5 | 0 | +1 | ||
Св. | 7 | +2 | |||||
Св. 6 до 9 | 13 | ||||||
Св. 9 до 12 | 17 |
Таблица 36
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
У4 | От 1,0 до 1,5 | От 0 до | 0 | +0,5 | 6 | ||
Св. 1,5 до 3,0 | +1,0 | 8 | |||||
Св. | +2,0 | 10 | |||||
Св. 5,0 до 6,0 | 12 |
Таблица 37
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
У4 | От 1,0 до 1,5 | Св. до | 0 | +0,5 | ||
Св. 1,5 до 3,0 | +1,0 | |||||
Св. 3,0 до 30,0 | +2,0 |
Таблица 38
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
У5 | От 2 до 3 | От 0 до | 0 | +1 | 8 | ||
Св. 3 до 5 | +2 | 10 | |||||
Св. 5 до 6 | 12 | ||||||
Св. 6 до 8 | 14 |
Таблица 39
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
У5 | От 2 до 3 | Св. | 0 | +1 | ||
Св. 3 до 30 | +2 |
Таблица 40
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У6 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 | ||
Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. | 20 | ||||||
Св. 14 до 17 | 24 | ±3 | +2,0 | ||||
Св. 17 до 20 | 28 | ||||||
Св. 20 до 24 | 32 | ||||||
Св. 24 до 28 | 35 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 41 | ||||||
Св. 36 до 40 | 44 | ||||||
Св. 40 до 44 | 49 | ±4 | |||||
Св. 44 до 48 | 53 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. | 60 | ||||||
Св. 56 до 60 | 64 |
Таблица 41
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У7 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 | ||
Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. | 20 | ||||||
Св. 14 до 17 | 24 | ±3 | +2,0 | ||||
Св. 17 до 20 | 28 | ||||||
Св. 20 до 24 | 32 | ||||||
Св. 24 до 28 | 35 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 41 | ||||||
Св. 36 до 40 | 44 | ||||||
Св. 40 до 44 | 49 | ±4 | |||||
Св. 44 до 48 | 53 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. | 60 | ||||||
Св. 56 до 60 | 64 |
Таблица 42
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | 0,5 | +1,5 | ||
Св. 11 до 14 | 12 | 11 | |||||||
Св. | 14 | ±3 | 12 | ±3 | +2,0 | ||||
Св. 17 до 20 | 16 | 14 | |||||||
Св. 20 до 24 | 18 | 16 | |||||||
Св. 24 до 28 | 20 | 18 | |||||||
Св. 28 до 32 | 22 | 20 | |||||||
Св. 32 до 36 | 24 | 22 | |||||||
Св. 36 до 40 | 26 | 24 | |||||||
Св. 40 до 44 | 28 | 26 | |||||||
Св. 44 до 48 | 30 | 28 | |||||||
Св. | 32 | 30 | |||||||
Св. 52 до 56 | 34 | 32 | |||||||
Св. 56 до 60 | 36 | 34 | |||||||
Св. 60 до 64 | 39 | ±4 | 37 | ±4 | +3,0 | ||||
Св. 64 до 70 | 42 | 40 | |||||||
Св. 70 до 76 | 45 | 43 | |||||||
Св. 76 до 82 | 48 | 46 | |||||||
Св. 82 до 88 | 51 | 48 | |||||||
Св. 88 до 94 | 54 | 52 | |||||||
Св. | 58 | 56 |
Таблица 43
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У9 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 | ||
Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. 11 до 14 | 19 | ||||||
Св. | 22 | ±3 | +2,0 | ||||
Св. 17 до 20 | 26 | ||||||
Св. 20 до 24 | 30 | ||||||
Св. 24 до 28 | 34 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 42 | ||||||
Св. 36 до 40 | 47 | ||||||
Св. 40 до 44 | 52 | ±4 | |||||
Св. 44 до 48 | 54 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. 52 до 56 | 60 | ||||||
Св. | 65 |
Таблица 44
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
У10 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 | ||
Св. 5 до 8 | 12 | ||||||
Св. 8 до 11 | 16 | ||||||
Св. 11 до 14 | 19 | ||||||
Св. | 22 | ±3 | +2,0 | ||||
Св. 17 до 20 | 26 | ||||||
Св. 20 до 24 | 30 | ||||||
Св. 24 до 28 | 34 | ||||||
Св. 28 до 32 | 38 | ||||||
Св. 32 до 36 | 42 | ||||||
Св. 36 до 40 | 47 | ||||||
Св. 40 до 44 | 52 | ±4 | |||||
Св. 44 до 48 | 54 | ||||||
Св. 48 до 52 | 56 | ||||||
Св. 52 до 56 | 60 | ||||||
Св. | 65 |
Таблица 45
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
Т1 | От 2 до 3 | 0 | +1 | ||
Св. 3 до 15 | +2 | ||||
Св. 15 до 40 | +3 |
Таблица 46
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
Т3 | От 2 до 3 | 0 | +1 | ||
Св. 3 до 15 | +2 | ||||
Св. 15 до 40 | +3 |
Таблица 47
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||
Т6 | От 3 до 5 | 7 | ±2 | ||
Св. 5 до 8 | 10 | ||||
Св. 8 до 11 | 14 | ||||
Св. | 18 | ||||
Св. 14 до 17 | 22 | ±3 | |||
Св. 17 до 20 | 26 | ||||
Св. 20 до 24 | 30 | ||||
Св. 24 до 28 | 33 | ||||
Св. 28 до 32 | 36 | ||||
Св. 32 до 36 | 40 | ||||
Св. 36 до 40 | 44 | ||||
Св. 40 до 44 | 47 | ±4 | |||
Св. 44 до 48 | 50 | ||||
Св. 48 до 52 | 54 | ||||
Св. 52 до 56 | 58 | ||||
Св. 56 до 60 | 62 |
Таблица 48
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||
Т7 | От 3 до 5 | 7 | ±2 | ||
Св. 5 до 8 | 10 |
Св. 8 до 11 | 14 | ||||
Св. 11 до 14 | 18 | ||||
Св. 14 до 17 | 22 | ±3 | |||
Св. 17 до 20 | 26 | ||||
Св. 20 до 24 | 30 | ||||
Св. 24 до 28 | 33 | ||||
Св. 28 до 32 | 36 | ||||
Св. 32 до 36 | 40 | ||||
Св. 36 до 40 | 44 | ||||
Св. | 47 | ±4 | |||
Св. 44 до 48 | 50 | ||||
Св. 48 до 52 | 54 | ||||
Св. 52 до 56 | 58 | ||||
Св. 56 до 60 | 62 |
Таблица 49
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||
Т2 | От 15 до 17 | 8 | 14 | ±3 | ||
Св. | 15 | |||||
Св. 20 до 24 | 16 | |||||
Св. 24 до 28 | 17 | |||||
Св. 28 до 32 | 18 | |||||
Св. 32 до 36 | 20 | |||||
Св. 36 до 40 | 22 | |||||
Св. 40 до 44 | 24 | ±4 | ||||
Св. 44 до 48 | 26 | |||||
Св. 48 до 52 | 28 | |||||
Св. 52 до 56 | 30 | |||||
Св. 56 до 60 | 32 | |||||
Св. 60 до 64 | 10 | 34 | ±5 | |||
Св. | 36 | |||||
Св. 70 до 76 | 38 | |||||
Св. 76 до 82 | 40 | |||||
Св. 82 до 88 | 42 | |||||
Св. 88 до 94 | 44 | |||||
Св. 94 до 100 | 46 |
Таблица 50
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||
Т8 | От 8 до 11 | 9 | ±2 | ||
Св. | 11 | ||||
Св. 14 до 17 | 12 | ±3 | |||
Св. 17 до 20 | 14 | ||||
Св. 20 до 24 | 16 | ||||
Св. 24 до 28 | 18 | ||||
Св. 28 до 32 | 20 | ||||
Св. 32 до 36 | 22 | ||||
Св. 36 до 40 | 24 | ||||
Св. 40 до 44 | 26 | ||||
Св. 44 до 48 | 28 | ||||
Св. 48 до 52 | 30 | ||||
Св. 52 до 56 | 32 | ||||
Св. 56 до 60 | 34 | ||||
Св. | 37 | ±4 | |||
Св. 64 до 70 | 40 | ||||
Св. 70 до 76 | 43 | ||||
Св. 76 до 82 | 46 | ||||
Св. 82 до 88 | 48 | ||||
Св. 88 до 94 | 52 | ||||
Св. 94 до 100 | 56 |
Таблица 51
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | ||
Т9 | От 12 до 14 | 8 | ±2 | ||
Св. | 10 | ±3 | |||
Св. 17 до 20 | 12 | ||||
Св. 20 до 24 | 14 | ||||
Св. 24 до 28 | 16 | ||||
Св. 28 до 32 | 17 | ||||
Св. 32 до 36 | 18 | ||||
Св. 36 до 40 | 19 | ||||
Св. 40 до 44 | 20 | ||||
Св. 44 до 48 | 21 | ||||
Св. 48 до 52 | 22 | ||||
Св. 52 до 56 | 24 | ||||
Св. 56 до 60 | 26 | ||||
Св. 60 до 64 | 28 | ±4 | |||
Св. | 30 | ||||
Св. 70 до 76 | 32 | ||||
Св. 76 до 82 | 34 | ||||
Св. 82 до 88 | 36 | ||||
Св. 88 до 94 | 38 | ||||
Св. 94 до 100 | 40 |
Таблица 52
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы |
| ||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||
Т5 | От 30 до 32 | 8 | 14 | ±3 | ||
Св. | 15 | |||||
Св. 36 до 40 | 16 | |||||
Св. 40 до 44 | 17 | |||||
Св. 44 до 48 | 18 | |||||
Св. 48 до 52 | 19 | |||||
Св. 52 до 56 | 20 | |||||
Св. 56 до 60 | 21 | |||||
Св. 60 до 64 | 10 | 22 | ±4 | |||
Св. 64 до 70 | 23 | |||||
Св. 70 до 76 | 24 | |||||
Св. 76 до 82 | 25 | |||||
Св. 82 до 88 | 26 | |||||
Св. | 27 | |||||
Св. 94 до 100 | 28 | |||||
Св. 100 до 106 | 30 | |||||
Св. 106 до 112 | 32 | |||||
Св. 112 до 118 | 34 | |||||
Св. 118 до 120 | 36 |
Таблица 53
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | |||||
подготовленных кромок | сварного шва | Номин. | Пред. откл. | |||
Н1 | От 2 до 5 | 3-20 | 0 | +1,0 | ||
Св. | 8-40 | +1,5 | ||||
Св. 10 до 29 | 12-100 | |||||
Св. 29 до 60 | 30-240 | +2,0 |
Таблица 54
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | |||||
подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
Н2 | От 2 до 5 | 3-20 | 0 | +1,0 | ||
Св. 5 до 10 | 8-40 | +1,5 | ||||
Св. | 12-100 | +2,0 | ||||
Св. 29 до 60 | 30-240 |
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл.55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
мм
Толщина тонкой детали | Разность толщин деталей |
От 1 до 4 | 1 |
Св. 4 до 20 | 2 |
Св. 20 до 30 | 3 |
Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт.1).
Черт. 1
При разности в толщине свариваемых деталей свыше значений, указанных в табл.55, на детали, имеющей большую толщину , должен быть сделан скос с одной или двух сторон до толщины тонкой детали , как указано на черт.2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт.2
Черт.3
Черт.4
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
0,1 , но не более 3 мм — для деталей толщиной 10-100 мм;
0,01+2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера до 4 мм. При этом соответственно может быть увеличена ширина шва , .
(Измененная редакция, Изм. N 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера и не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва , должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. N 1).
10. (Исключен, Изм. N 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета (черт.5), установленного при проектировании.
Черт.5
Примечание. Катетом является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. N 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва , .
15, 16. (Введены дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (рекомендуемое)
ПРИЛОЖЕНИЕ 1
Рекомендуемое
мм
Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
От 3 до 4 | Св. 4 до 5 | Св. 5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Св. | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2 (рекомендуемое)
ПРИЛОЖЕНИЕ 2
Рекомендуемое
мм
Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
4 | 4 | 4 | 3 | 3 |
5 | 5 | 4 | 4 | 4 |
6 | 6 | 5 | 5 | 4 |
7 | 7 | 6 | 6 | 5 |
8 | 7 | 7 | 6 | 6 |
9 | 8 | 8 | 7 | 7 |
10 | 9 | 9 | 8 | 7 |
11 | 10 | 9 | 9 | 8 |
12 | 11 | 10 | 9 | 9 |
13 | 12 | 11 | 10 | 9 |
14 | 13 | 12 | 11 | 10 |
15 | 14 | 13 | 12 | 11 |
16 | 15 | 14 | 13 | 12 |
17 | 16 | 14 | 13 | 12 |
18 | 17 | 15 | 14 | 13 |
19 | 17 | 16 | 15 | 14 |
20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3 (рекомендуемое)
ПРИЛОЖЕНИЕ 3
Рекомендуемое
мм
Номинальный размер катета углового шва | Предельные отклонения размера катета углового шва |
От 3 до 5 | +1,0 |
Св. | +2,0 |
Св. 8 до 12 | +2,5 |
Св. 12 | +3,0 |
Приложение 3 (Введено дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2010
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах, соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 14806 — 80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ, СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Arc welding of aluminium and aluminium alloys in inert gases. Welded joints. Main types, design elements and dimensions | ГОСТ 14806 — 80 |
Срок действия с 01.07.81
до 01.07.96
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНп — ручная неплавящимся электродом с присадочным металлом;
АИНп — автоматическая неплавящимся электродом с присадочным металлом;
АИНп-3 — автоматическая неплавящимся электродом с присадочным металлом — трехфазная;
АИП — автоматическая плавящимся электродом — однодуговая;
ПИП — полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 51.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм, для способов сварки | Условное обозначение сварного соединения | |||||
| подготовленных кромок | сварного шва | |||||||||
| РИНп | АИНп | АИНп — 3 | ПИП | АИП | ||||||
| Стыковое | С отбортовкой кромок | Односторонний | 0,8 — 2,0 | 0,8 — 2,0 | — | — | — | С1 | ||
| С отбортовкой одной кромки | С3 | |||||||||
| Без скоса кромок | 0,8 — 4,0 | 0,8 — 4,0 | 4 — 12 | 4 — 12 | С2 | |||||
| Односторонний на съемной подкладке | 0,8 — 5,0 | 0,8 — 16,0 | 4 — 25 | 3 — 12 | 3 — 12 | С4 | ||||
| Односторонний на остающейся подкладке | С5 | |||||||||
| Двусторонний | 2,0 — 6,0 | 2,0 — 10,0 | 10 — 30 | 4 — 34 | 4 — 34 | С7 | ||||
| Со скосом одной кромки | Односторонний | 4 — 20 | — | — | 6 — 20 | — | С8 | |||
| Односторонний на съемной подкладке | С9 | |||||||||
| Односторонний на остающейся подкладке | С10 | |||||||||
| Двусторонний | С12 | |||||||||
| С криволинейным скосом одной кромки | 16 — 30 | 16 — 30 | С13 | |||||||
| С ломаным скосом одной кромки | С14 | |||||||||
| С двумя симметричными скосами одной кромки | 12 — 35 | 12 — 35 | С15 | |||||||
| С двумя симметричными криволинейными скосами одной кромки | 32 — 60 | 32 — 60 | С16 | |||||||
| С двумя несимметричными скосами одной кромки | 12 — 35 | 12 — 35 | С43 | |||||||
| С двумя симметричными скосами одной кромки по ломаной линии | 32 — 60 | 32 — 60 | С44 | |||||||
| Со скосом кромок | Односторонний | 4 — 20 | 8 — 20 | — | 10 — 30 | 10 — 30 | С17 | |||
| Односторонний на съемной подкладке | 8 — 20 | С18 | ||||||||
| Односторонний на остающейся подкладке | 5 — 30 | 5 — 30 | 5 — 30 | 10 — 30 | 10 — 30 | С19 | ||||
| Двусторонний | 4 — 20 | 4 — 40 | 20 — 40 | С21 | ||||||
| С криволинейным скосом кромок | 12 — 30 | 12 — 50 | 32 — 50 | 12 — 30 | 12 — 30 | С23 | ||||
| С ломаным скосом кромок | С24 | |||||||||
| С двумя симметричными скосами кромок | 12 — 30 | 32 — 60 | С25 | |||||||
| С двумя симметричными криволинейными скосами кромок | 30 — 40 | 30 — 60 | 30 — 60 | 30 — 60 | С26 | |||||
| С двумя симметричными ломаными скосами | 30,0 — 40,0 | 30,0 — 60,0 | 32 — 60 | 30 — 60 | 30 — 60 | С27 | ||||
| С двумя несимметричными скосами кромок | 12,0 — 30,0 | 12,0 — 60,0 | 12 — 30 | 12 — 30 | С39 | |||||
| Угловое | С отбортовкой одной кромки | Односторонний | 1,0 — 2,5 | 1,0 — 2,5 | — | — | — | У1 | ||
| Без скоса кромок | Односторонний | 1,5 — 12,0 | 1,5 — 12,0 | 5 — 12 | 5 — 12 | У4 | ||||
| Двусторонний | 1,5 — 5,0 | 1,5 — 5,0 | 5 — 12 | 5 — 12 | У5 | |||||
| 1,5 — 12,0 | 1,5 — 12,0 | |||||||||
| Со скосом одной кромки | Односторонний | 4,0 — 20,0 | 4,0 — 20,0 | 4 — 20 | 4 — 20 | У6 | ||||
| Двусторонний | У7 | |||||||||
| С криволинейным скосом одной кромки | 16,0 — 30,0 | 16,0 — 30,0 | 16 — 30 | 16 — 30 | У11 | |||||
| С ломаным скосом одной кромки | 16 — 30 | 16 — 30 | 16 — 30 | 16 — 30 | У12 | |||||
| С двумя симметричными скосами одной кромки | 12 — 35 | — | 12 — 35 | — | У8 | |||||
| С двумя симметричными криволинейными скосами одной кромки | 32 — 60 | 32 — 60 | У13 | |||||||
| С двумя симметричными ломаными скосами одной кромки | У14 | |||||||||
| Со скосом кромок | Односторонний | 12 — 30 | 12 — 30 | 12 — 30 | 12 — 30 | У9 | ||||
| Двусторонний | У10 | |||||||||
| Тавровое | Без скоса кромок | Односторонний | 1 — 20 | 2 — 20 | 3 — 20 | 3 — 20 | 3 — 20 | Т1 | ||
| Двусторонний | Т3 | |||||||||
| Со скосом одной кромки | Односторонний | 4 — 20 | 4 — 20 | — | 4 — 20 | 4 — 20 | Т6 | |||
| Двусторонний | Т7 | |||||||||
| С криволинейным скосом одной кромки | Двусторонний | 16 — 30 | — | 16 — 30 | — | Т2 | ||||
| С двумя симметричными скосами одной кромки | 12 — 35 | 12 — 35 | 12 — 35 | 12 — 35 | Т8 | |||||
| С двумя симметричными криволинейными скосами одной кромки | 32 — 60 | — | 32 — 60 | — | Т5 | |||||
| С двумя симметричными ломаными скосами одной кромки | Т10 | |||||||||
| Нахлесточное | Без скоса кромок | Односторонний | 1 — 20 | 2 — 20 | 4 — 20 | 4 — 20 | 4 — 20 | Н1 | ||
| Двусторонний | Н2 | |||||||||
(Измененная редакция, Изм. № 1).
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | R | i | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С1 | РИНп; АИНп | От 0,8 до 1,0 | 0 | +0,1 | От s до 2,5s | От s до 2,5s | 7 | 0,8 | ±0,5 | ||
| Св. 1,0 до 1,5 | +0,2 | 10 | 1,0 | ||||||||
| Св. 1,5 до 2,0 | 1,5 | ±1,0 | |||||||||
* Размер для справок
(Измененная редакция, Изм № 1).
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | R | i | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С3 | РИНп; АИНп | От 0,8 до 10 | 0 | +0,1 | От s до 2,5s | От s до 2,5s | 7 | 0,8 | ±0,5 | ||
| Св. 1,0 до 1,5 | 0,2 | 10 | 1,0 | ||||||||
| Св. 1,5 до 2,0 | 1,5 | ±1,0 | |||||||||
* Размер для справок
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С2 | РИНп; АИНп | От 0,8 до 1,0 | 0 | +0,5 | 7 | 0,8 | ±0,5 | ||
| Св. 1,0 до 2,5 | 10 | ||||||||
| Св. 2,5 до 4,0 | +1,0 | 12 | 1,0 | ||||||
| АИП; ПИП | От 4,0 до 6,0 | 14 | |||||||
| Св. 6,0 до 8,0 | 19 | 2,0 | ±1,0 | ||||||
| Св. 8,0 до 10,0 | 21 | ||||||||
| Св. 10,0 до 12,0 | +2,0 | 23 | |||||||
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С4 | РИНп; АИНп | От 0,8 до 1,0 | 0 | +0,5 | 7 | 0,8 | ±0,5 | ||
| Св. 1,0 до 2,0 | 10 | ||||||||
| Св. 2,0 до 4,0 | +1,0 | 12 | 1,0 | ||||||
| Св. 4,0 до 5,0 | 14 | ||||||||
| АИНп; АИНп — 3 | Св. 4,0 до 6,0 | 15 | 2,0 | ±1,0 | |||||
| Св. 6 0 до 8,0 | 16 | ||||||||
| Св. 8,0 до 10,0 | 19 | ||||||||
| Св. 10,0 до 12,0 | +2,0 | 21 | |||||||
| Св. 12,0 до 14,0 | 22 | ||||||||
| Св. 14,0 до 16,0 | 23 | ||||||||
| АИНп — 3 | Св. 16,0 до 18,0 | 32 | 3,0 | ||||||
| Св. 18,0 до 22,0 | 35 | 4,0 | |||||||
| Св. 22,0 до 25,0 | 38 | 4,5 | |||||||
| АИП; ПИП | От 3,0 до 6,0 | +1,0 | 14 | 2,0 | |||||
| Св. 6,0 до 8,0 | 16 | ||||||||
| Св. 8,0 до 10,0 | 18 | ||||||||
| Св. 10,0 до 12,0 | 20 | ||||||||
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С5 | РИНп; АИНп | От 0,8 до 1,0 | 0 | ±1,5 | 8 | 0,8 | ±0,5 | ||
| Св. 1,0 до 2,0 | 10 | ||||||||
| Св. 2,0 до 4,0 | 1 | ±1,0 | 12 | 1,0 | |||||
| Св. 4,0 до 5,0 | 14 | ||||||||
| АИНп; АИНп — 3 | Св. 4,0 до 6,0 | 1,5 | ±1,5 | 15 | 2,0 | ±1,0 | |||
| Св. 6,0 до 8,0 | 16 | ||||||||
| Св. 8,0 до 10,0 | 19 | ||||||||
| Св. 10,0 до 12,0 | 21 | ||||||||
| Св. 12,0 до 14,0 | 22 | ||||||||
| Св. 14,0 до 16,0 | 23 | ||||||||
| АИНп — 3 | Св. 16,0 до 18,0 | 24 | 3,0 | ||||||
| Св. 18,0 до 22,0 | 25 | 4,0 | |||||||
| Св. 22,0 до 25,0 | 26 | 4,5 | |||||||
| АИП; ПИП | Св. 3,0 до 6,0 | ±1,0 | 14 | 2,0 | |||||
| Св. 6,0 до 8,0 | 16 | ||||||||
| Св. 8,0 до 10,0 | 18 | ||||||||
| Св. 10,0 до 12,0 | 20 | ||||||||
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С7 | РИНп; АИНп | От 2 до 3 | 0 | +1 | 10 | 1 | ±0,5 | ||
| Св. 3 до 4 | 12 | ||||||||
| Св. 4 до 6 | |||||||||
| АИНп | Св. 6 до 8 | 16 | 2 | ±1,0 | |||||
| Св. 8 до 10 | +2 | 19 | |||||||
| АИНп — 3 | Св. 10 до 12 | ||||||||
| Св. 12 до 14 | 21 | ||||||||
| Св. 14 до 16 | |||||||||
| Св. 16 до 18 | 23 | ||||||||
| Св. 18 до 20 | |||||||||
| Св. 20 до 22 | 25 | ||||||||
| Св. 22 до 24 | |||||||||
| Св. 24 до 26 | 26 | ||||||||
| Св. 26 до 28 | 27 | ||||||||
| Св. 28 до 30 | 28 | ||||||||
| АИП; ПИП | От 4 до 6 | +1 | 12 | 1 | ±0,5 | ||||
| Св. 6 до 8 | 14 | 2 | ±1,0 | ||||||
| Св. 8 до 10 | +2 | 15 | 3 | ±2 | |||||
| Св. 10 до 12 | 18 | 4 | |||||||
| Св. 12 до 14 | 21 | ||||||||
| Св. 14 до 17 | 24 | ||||||||
| Св. 17 до 20 | 27 | 5 | |||||||
| Св. 20 до 23 | 30 | ||||||||
| Св. 23 до 26 | 33 | 6 | |||||||
| Св. 26 до 30 | 36 | ||||||||
| Св. 30 до 34 | 40 | 7 | |||||||
(Измененная редакция, Изм. № 1).
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | c | e | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С8 | РИНп | От 4 до 6 | 0 | +1 | 2 | ±1 | 13 | ±2 | 2 | ±1 | ||
| Св. 6 до 8 | 16 | |||||||||||
| Св. 8 до 10 | 3 | 20 | ||||||||||
| Св. 10 до 12 | +2 | 24 | ||||||||||
| Св. 12 до 14 | 28 | ±3 | ||||||||||
| Св. 14 до 16 | 32 | 3 | ||||||||||
| Св. 16 до 18 | 36 | |||||||||||
| Св. 18 до 20 | 40 | |||||||||||
| ПИП | От 6 до 8 | +1 | 4 | ±2 | 16 | ±2 | 2 | |||||
| Св. 8 до 10 | +2 | 20 | ||||||||||
| Св. 10 до 12 | 5 | 24 | ||||||||||
| Св. 12 до 14 | 28 | ±3 | 4 | ±2 | ||||||||
| Св. 14 до 16 | 32 | |||||||||||
| Св. 16 до 18 | 36 | |||||||||||
| Св. 18 до 20 | 40 | |||||||||||
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | c | e | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С9 | РИНп | От 4 до 6 | 0 | +2 | 2 | ±1 | 13 | ±2 | 2 | ±1 | ||
| Св. 6 до 8 | 16 | |||||||||||
| Св. 8 до 10 | 3 | 20 | ||||||||||
| Св. 10 до 12 | 24 | |||||||||||
| Св. 12 до 14 | 28 | ±3 | ||||||||||
| Св. 14 до 16 | 32 | 3 | ||||||||||
| Св. 16 до 18 | 36 | |||||||||||
| Св. 18 до 20 | 40 | |||||||||||
| ПИП | От 6 до 8 | +1 | 4 | ±2 | 16 | ±2 | 2 | |||||
| От 8 до 10 | +2 | 20 | ||||||||||
| Св. 10 до 12 | 5 | 24 | ||||||||||
| Св. 12 до 14 | 28 | ±3 | ||||||||||
| Св. 14 до 16 | 32 | 4 | ±2 | |||||||||
| Св. 16 до 18 | 36 | |||||||||||
| Св. 18 до 20 | 40 | |||||||||||
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | c | e | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С10 | РИНп | От 4 до 6 | 2 | ±1 | 16 | ±2 | 2 | ±1 | ||
| Св. 6 до 8 | 19 | |||||||||
| Св. 8 до 10 | 3 | 22 | ||||||||
| Св. 10 до 12 | 25 | |||||||||
| Св. 12 до 14 | 29 | ±3 | ||||||||
| Св. 14 до 16 | 33 | 3 | ||||||||
| Св. 16 до 18 | 37 | |||||||||
| Св. 18 до 20 | 41 | |||||||||
| ПИП | От 6 до 8 | 4 | ±2 | 19 | ±2 | 2 | ||||
| Св. 8 до 10 | 22 | |||||||||
| Св. 10 до 12 | 5 | 25 | ||||||||
| Св. 12 до 14 | 29 | ±3 | ||||||||
| Св. 14 до 16 | 33 | 4 | ±2 | |||||||
| Св. 16 до 18 | 37 | |||||||||
| Св. 18 до 20 | 41 | |||||||||
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | c | e | e1 (пред. откл. ±2) | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С12 | РИНп | От 4 до 6 | 0 | +1 | 2 | ±1 | 13 | ±2 | 10 | 2 | ±1 | ||
| Св. 6 до 8 | 16 | ||||||||||||
| Св. 8 до 10 | 3 | 20 | |||||||||||
| Св. 10 до 12 | +2 | 24 | |||||||||||
| Св. 12 до 14 | 28 | ±3 | 13 | 3 | |||||||||
| Св. 14 до 16 | 32 | ||||||||||||
| Св. 16 до 18 | 36 | ||||||||||||
| Св. 18 до 20 | 40 | ||||||||||||
| ПИП | От 6 до 8 | +1 | 4 | ±2 | 16 | ±2 | 10 | 2 | |||||
| Св. 8 до 10 | +2 | 20 | |||||||||||
| Св. 10 до 12 | 5 | 24 | |||||||||||
| Св. 12 до 14 | 28 | ±3 | 13 | 3 | ±2 | ||||||||
| Св. 14 до 16 | 32 | ||||||||||||
| Св. 16 до 18 | 36 | ||||||||||||
| Св. 18 до 20 | 40 | ||||||||||||
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С13 | РИНп | От 16 до 18 | 2 | 24 | ±2 | 3 | ±1 | ||
| Св. 18до 20 | 25 | ||||||||
| Св. 20 до 22 | 26 | ||||||||
| Св. 22 до 24 | 27 | ||||||||
| Св. 24 до 26 | 28 | ±3 | 4 | ||||||
| Св. 26 до 28 | 30 | ||||||||
| Св. 28 до 30 | 32 | ||||||||
| ПИП | От 16 до 18 | 4 | 24 | ±2 | +1 — 2 | ||||
| Св. 18 до 20 | 25 | ||||||||
| Св. 20 до 22 | 26 | ||||||||
| Св. 22 до 24 | 27 | ||||||||
| Св. 24 до 26 | 28 | ±3 | 5 | ||||||
| Св. 26 до 28 | 30 | ||||||||
| Св. 28 до 30 | 32 | ||||||||
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h1 (пред. откл. ±1) | е | h | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| С14 | РИНп | От 16 до 18 | 2 | 11 | 25 | ±2 | 3 | ±1 | ||
| Св. 18 до 20 | 26 | |||||||||
| Св. 20 до 22 | 27 | |||||||||
| Св. 22 до 24 | 28 | |||||||||
| Св. 24 до 26 | 29 | ±3 | 4 | |||||||
| Св. 26 до 28 | 30 | |||||||||
| Св. 28 до 30 | 31 | |||||||||
| ПИП | От 16 до 18 | 4 | 13 | 25 | ±2 | +1 — 2 | ||||
| Св. 18 до 20 | 26 | |||||||||
| Св. 20 до 22 | 27 | |||||||||
| Св. 22 до 24 | 28 | |||||||||
| Св. 24 до 26 | 29 | ±3 | 5 | |||||||
| Св. 26 до 28 | 30 | |||||||||
| Св. 28 до 30 | 31 | |||||||||
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1) | с | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| С15 | РИНп | От 12 до 14 | 2 | 5 | 16 | ±2 | 2 | ±1 | ||
| Св. 14 до 16 | 6 | 18 | ||||||||
| Св. 16 до 18 | 7 | 20 | 3 | |||||||
| Св. 18 до 20 | 8 | 22 | ||||||||
| Св. 20 до 22 | 9 | 24 | ||||||||
| Св. 22 до 24 | 10 | 26 | 4 | |||||||
| Св. 24 до 26 | 11 | 28 | ±3 | |||||||
| Св. 26 до 28 | 12 | 30 | ||||||||
| Св. 28 до 30 | 13 | 32 | ||||||||
| Св. 30 до 32 | 14 | 34 | ||||||||
| Св. 32 до 35 | 15 | 36 | ||||||||
| ПИП | От 12 до 14 | 4 | 4 | 16 | ±2 | +1 — 2 | ||||
| Св. 14 до 16 | 5 | 18 | ||||||||
| Св. 16 до 18 | 6 | 20 | ||||||||
| Св. 18 до 20 | 7 | 22 | ||||||||
| Св. 20 до 22 | 8 | 24 | ||||||||
| Св. 22 до 24 | 9 | 26 | 5 | |||||||
| Св. 24 до 26 | 10 | 28 | ±3 | |||||||
| Св. 26 до 28 | 11 | 30 | ||||||||
| Св. 28 до 30 | 12 | 32 | ||||||||
| Св. 30 до 32 | 13 | 34 | ||||||||
| Св. 32 до 35 | 14 | 36 | ||||||||
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | е (пред. откл.±3) | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||||
| С16 | РИНп | От 32 до 36 | 2 | 15 | 24 | 5 | ±1 | ||
| Св. 36 до 40 | 17 | 25 | |||||||
| Св. 40 до 44 | 19 | 26 | |||||||
| Св. 44 до 48 | 21 | 27 | |||||||
| Св. 48 до 52 | 23 | 28 | 6 | ||||||
| Св. 52 до 56 | 25 | 30 | |||||||
| Св. 56 до 60 | 27 | 32 | |||||||
| ПИП | Св. 32 до 36 | 4 | 14 | 24 | |||||
| Св. 36 до 40 | 16 | 25 | |||||||
| Св. 40 до 44 | 18 | 26 | |||||||
| Св. 44 до 48 | 20 | 27 | |||||||
| Св. 48 до 52 | 22 | 28 | 7 | ||||||
| Св. 52 до 56 | 24 | 30 | |||||||
| Св. 56 до 60 | 26 | 32 | |||||||
Таблица 16
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | е | е1, не более | g | g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С43 | РИНп | От 12 до 14 | 2 | 7 | 20 | ±2 | 15 | 2 | ±1 | 2 | ±1 | ||
| Св. 14 до 16 | 8 | 22 | 16 | ||||||||||
| Св. 16 до 18 | 9 | 24 | 17 | 3 | |||||||||
| Св. 18 до 20 | 10 | 26 | 18 | ||||||||||
| Св. 20 до 22 | 11 | 28 | 19 | ||||||||||
| Св. 22 до 24 | 12 | 30 | 20 | ||||||||||
| Св. 24 до 26 | 13 | 32 | ±3 | 21 | 4 | 3 | |||||||
| Св. 26 до 28 | 15 | 35 | 22 | ||||||||||
| Св. 28 до 30 | 17 | 39 | 23 | ||||||||||
| Св. 30 до 32 | 19 | 43 | 25 | ||||||||||
| Св. 32 до 35 | 21 | 47 | 27 | ||||||||||
| От 12 до 14 | 4 | 6 | 20 | ±2 | 15 | +1 — 2 | ±2 | ||||||
| Св. 14 до 16 | 7 | 22 | 16 | ||||||||||
| ПИП | Св. 16 до 18 | 8 | 24 | 17 | |||||||||
| Св. 18 до 20 | 9 | 26 | 18 | ||||||||||
| Св. 20 до 22 | 10 | 28 | 19 | ||||||||||
| Св. 22 до 24 | 11 | 30 | 20 | ||||||||||
| Св. 24 до 26 | 12 | 32 | ±3 | 21 | 5 | 4 | |||||||
| Св. 26 до 28 | 14 | 35 | 22 | ||||||||||
| Св. 28 до 30 | 16 | 39 | 23 | ||||||||||
| Св. 30 до 32 | 18 | 43 | 25 | ||||||||||
| Св. 32 до 35 | 20 | 47 | 27 | ||||||||||
Таблица 17
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | h1 (пред. откл. ±1) | e не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||||
| С44 | РИНп | От 32 до 36 | 2 | 15 | 11 | 26 | 5 | ±1 | ||
| Св. 36 до 40 | 17 | 28 | ||||||||
| Св. 40 до 44 | 19 | 30 | ||||||||
| Св. 44 до 48 | 21 | 32 | ||||||||
| Св. 48 до 52 | 23 | 34 | 6 | |||||||
| Св. 52 до 56 | 25 | 36 | ||||||||
| Св. 56 до 60 | 27 | 38 | ||||||||
| ПИП | От 32 до 36 | 4 | 14 | 13 | 26 | |||||
| Св. 36 до 40 | 16 | 28 | ||||||||
| Св. 40 до 44 | 18 | 30 | ||||||||
| Св. 44 до 48 | 20 | 32 | 7 | |||||||
| Св. 48 до 52 | 22 | 34 | ||||||||
| Св. 52 до 56 | 24 | 36 | ||||||||
| Св. 56 до 60 | 26 | 38 | ||||||||
Таблица 18
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | с (пред. откл. ±1) | e | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С17 | РИНп | От 4 до 6 | 0 | +1 | 2 | 12 | ±2 | 2 | ±1 | ||
| Св. 6 до 8 | 14 | ||||||||||
| РИНп; АИНп | Св. 8 до 10 | +2 | 17 | ||||||||
| Св. 10 до 12 | 20 | ||||||||||
| Св. 12 до 14 | 23 | ±3 | 3 | ||||||||
| Св. 14 до 16 | 26 | ||||||||||
| Св. 16 до 18 | 29 | ||||||||||
| Св. 18 до 20 | 30 | ||||||||||
| АИП; ПИП | От 10 до 12 | 4 | 18 | ±2 | 4 | +1 — 2 | |||||
| Св. 12 до 14 | 20 | ||||||||||
| Св. 14 до 16 | 22 | ±3 | |||||||||
| Св. 16 до 18 | 24 | ||||||||||
| Св. 18 до 20 | 27 | ||||||||||
| Св. 20 до 22 | 30 | ||||||||||
| Св. 22 до 24 | 33 | ||||||||||
| Св. 24 до 26 | 36 | 5 | |||||||||
| Св. 26 до 28 | 39 | ||||||||||
| Св. 28 до 30 | 42 | ||||||||||
Таблица 19
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С18 | РИНп | От 4 до 6 | 2 | 12 | ±2 | 2 | ±1 | ||
| Св. 6 до 8 | 14 | ||||||||
| РИНп; АИНп; АИНп — 3 | Св. 8 до 10 | 17 | |||||||
| Св. 10 до 12 | 20 | ||||||||
| Св. 12 до 14 | 23 | ±3 | 3 | ||||||
| Св. 14 до 16 | 26 | ||||||||
| Св. 16 до 18 | 29 | ||||||||
| Св. 18 до 20 | 30 | ||||||||
| АИП; ПИП | От 10 до 12 | 4 | 18 | ±2 | 4 | +1 — 2 | |||
| Св. 12 до 14 | 20 | ||||||||
| Св. 14 до 16 | 22 | ||||||||
| Св. 16 до 18 | 24 | ||||||||
| Св. 18 до 20 | 27 | ±3 | |||||||
| Св. 20 до 22 | 30 | ||||||||
| Св. 22 до 24 | 33 | ||||||||
| Св. 24 до 26 | 36 | ||||||||
| Св. 26 до 28 | 39 | ||||||||
| Св. 28 до 30 | 42 | ||||||||
Таблица 20
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С19 | РИНп; АИНп; АИНп — 3 | От 5 до 8 | 2 | 17 | ±2 | 2 | ±1 | ||
| Св. 8 до 10 | 19 | ||||||||
| Св. 10 до 12 | 21 | ||||||||
| Св. 12 до 14 | 24 | 3 | |||||||
| Св. 14 до 16 | 27 | ||||||||
| Св. 16 до 18 | 30 | ±3 | |||||||
| Св. 18 до 20 | 33 | ||||||||
| Св. 20 до 22 | 36 | ||||||||
| Св. 22до 24 | 39 | ||||||||
| Св. 24 до 26 | 41 | 4 | +1 — 2 | ||||||
| Св. 26 до 28 | 44 | ||||||||
| Св. 28 до 30 | 47 | ±2 | |||||||
| АИП; ПИП | От 10 до 12 | 4 | 20 | ||||||
| Св. 12 до 14 | 22 | ||||||||
| Св. 14 до 16 | 25 | ±3 | |||||||
| Св. 16 до 18 | 28 | ||||||||
| Св. 18 до 20 | 31 | ||||||||
| Св. 20 до 22 | 34 | ||||||||
| Св. 22 до 24 | 37 | ||||||||
| Св. 24 до 26 | 40 | 5 | |||||||
| Св. 26 до 28 | 43 | ||||||||
| Св. 28 до 30 | 46 | ||||||||
Таблица 21
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | с (пред. откл. ±1) | e | e1 (пред. откл. ±2) | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| C21 | РИНп; АИНп | От 4 до 6 | 0 | +1 | 2 | 12 | ±2 | 12 | 2 | ±1 | ||
| Св. 6 до 8 | 15 | |||||||||||
| Св. 8 до 10 | +2 | 3 | 18 | 16 | ||||||||
| Св. 10 до 12 | 20 | ±3 | 3 | |||||||||
| Св. 12 до 14 | 24 | 18 | ||||||||||
| Св. 14 до 16 | 26 | |||||||||||
| Св. 16 до 18 | 28 | |||||||||||
| Св. 18 до 20 | 31 | |||||||||||
| АИНп; АИНп — 3 | Св. 20 до 23 | 12 | 36 | 15 | 5 | ±1 — 2 | ||||||
| Св. 23 до 26 | 40 | |||||||||||
| Св. 26 до 29 | 44 | |||||||||||
| Св. 29 до 32 | 48 | |||||||||||
| Св. 32 до 36 | 52 | |||||||||||
| Св. 36 до 40 | 58 | |||||||||||
| АИП; ПИП | От 10 до 12 | 5 | 18 | ±2 | 4 | |||||||
| Св. 12 до 14 | 20 | ±5 | ||||||||||
| Св. 14 до 17 | 8 | 23 | ||||||||||
| Св. 17 до 20 | 27 | |||||||||||
| Св. 20 до 23 | 31 | |||||||||||
| Св. 23 до 26 | 36 | 5 | ||||||||||
| Св. 26 до 30 | 42 | |||||||||||
(Измененная редакция, Изм. № 1).
Таблица 22
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | e (пред. откл. ±3) | e1 (пред. откл. ±2) | g | g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С23 | РИНп; АИНп | От 12 до 14 | 3 | 27 | 13 | 3 | ±1 | 2 | ±1 | ||
| Св. 14 до 17 | 28 | ||||||||||
| Св. 17 до 20 | 29 | ||||||||||
| Св. 20 до 23 | 30 | ||||||||||
| Св. 23 до 26 | 31 | 15 | 4 | 3 | |||||||
| Св. 26 до 30 | 32 | ||||||||||
| АИНп; АИНп — 3 | От 32 до 34 | 12 | 30 | +1 — 2 | |||||||
| Св. 34 до 36 | 31 | 4 | |||||||||
| Св. 36 до 38 | |||||||||||
| Св. 38 до 40 | |||||||||||
| Св. 40 до 43 | 33 | ||||||||||
| Св. 43 до 46 | |||||||||||
| Св. 46 до 50 | 35 | ||||||||||
| АИП; ПИП | От 12 до 14 | 5 | 27 | 13 | 3 | ±2 | |||||
| Св. 14 до 17 | 8 | ||||||||||
| Св. 17 до 20 | 28 | ||||||||||
| Св. 20 до 23 | 29 | ||||||||||
| Св. 23 до 26 | 15 | 5 | 4 | ||||||||
| Св. 26 до 30 | 30 | ||||||||||
Таблица 23
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h1 | e (пред. откл. ±3) | e1 (пред. откл. ±2) | g | g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С24 | РИНп; АИНп | От 12 до 14 | 3 | 8 | ±1 | 27 | 13 | 3 | ±1 | 2 | ±1 | ||
| Св. 14 до 17 | 28 | ||||||||||||
| Св. 17 до 20 | 29 | ||||||||||||
| Св. 20 до 23 | 30 | ||||||||||||
| Св. 23 до 26 | 31 | 15 | 4 | 3 | |||||||||
| Св. 26 до 30 | 32 | ||||||||||||
| АИНп; АИНп — 3 | От 32 до 34 | 12 | 17 | 34 | +1 — 2 | ||||||||
| Св. 34 до 36 | 35 | 4 | |||||||||||
| Св. 36 до 38 | |||||||||||||
| Св. 38 до 40 | 36 | ||||||||||||
| Св. 40 до 43 | |||||||||||||
| Св. 43 до 46 | 37 | ||||||||||||
| Св. 46 до 50 | 38 | ||||||||||||
| АИП; ПИП | От 12 до 14 | 5 | 10 | 27 | 13 | 3 | ±2 | ||||||
| Св. 14 до 17 | 8 | 13 | ±2 | 28 | |||||||||
| Св. 17 до 20 | 29 | ||||||||||||
| Св. 20 до 23 | 30 | 4 | |||||||||||
| Св. 23 до 26 | 15 | 5 | |||||||||||
| Св. 26 до 30 | 31 | ||||||||||||
Таблица 24
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | e (пред. откл. ±3) | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||||
| С25 | РИНп; АИНп | От 12 до 14 | 3 | 5 | 17 | 3 | ±1 | ||
| Св. 14 до 17 | 7 | 19 | |||||||
| Св. 17 до 20 | 9 | 21 | |||||||
| Св. 20 до 23 | 10 | 23 | |||||||
| Св. 23 до 26 | 11 | 25 | 4 | ||||||
| Св. 26 до 30 | 13 | 27 | |||||||
| АИНп — 3 | Св. 32 до 36 | 12 | 11 | 25 | +1 — 2 | ||||
| Св. 36 до 40 | 13 | 28 | |||||||
| Св. 40 до 44 | 15 | 31 | |||||||
| Св. 44 до 48 | 17 | 34 | |||||||
| Св. 48 до 52 | 19 | 37 | |||||||
| Св. 52 до 56 | 21 | 40 | |||||||
| Св. 56 до 60 | 23 | 43 | |||||||
| АИП; ПИП | От 12 до 14 | 5 | 4 | 15 | |||||
| Св. 14 до 17 | 8 | 6 | 17 | ||||||
| Св. 17 до 20 | 8 | 19 | |||||||
| Св. 20 до 23 | 9 | 21 | |||||||
| Св. 23 до 26 | 10 | 23 | 5 | ||||||
| Св. 26 до 30 | 12 | 25 | |||||||
Таблица 25
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | e (пред. откл. ±3) | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||||
| С26 | РИНп; АИНп | От 30 до 32 | 3 | 14 | 30 | 4 | ±1 | ||
| Св. 32 до 36 | 16 | 31 | |||||||
| Св. 36 до 40 | 18 | 32 | 5 | ||||||
| АИНп | От 42 до 46 | 20 | 33 | ||||||
| Св. 46 до 50 | 23 | 34 | 6 | ||||||
| Св. 50 до 54 | 25 | 35 | |||||||
| Св. 54 до 60 | 27 | 36 | |||||||
| АИНп — 3 | От 32 до 36 | 12 | 11 | 30 | 4 | ||||
| Св. 36 до 40 | 13 | 31 | 5 | ||||||
| Св. 40 до 44 | 15 | 32 | |||||||
| Св. 44 до 48 | 17 | 33 | |||||||
| Св. 48 до 52 | 19 | 34 | 6 | ||||||
| Св. 52 до 56 | 21 | 35 | |||||||
| Св. 56 до 60 | 23 | 36 | |||||||
| АИП; ПИП | Св. 30 до 34 | 8 | 13 | 30 | 4 | ±2 | |||
| Св. 34 до 38 | 15 | 31 | |||||||
| Св. 38 до 42 | 17 | 32 | 5 | ||||||
| Св. 42 до 46 | 19 | 33 | |||||||
| Св. 46 до 50 | 22 | 34 | |||||||
| Св. 50 до 54 | 24 | 35 | 6 | ||||||
| Св. 54 до 60 | 26 | 36 | |||||||
Таблица 26
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | h1 | e (пред. откл. ±3) | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С27 | РИНп; АИНп | От 30 до 32 | 3 | 14 | 8 | ±1 | 30 | 4 | ±1 | ||
| Св. 32 до 36 | 16 | 31 | |||||||||
| Св. 36 до 40 | 18 | 32 | 5 | ||||||||
| АИНп | От 42 до 46 | 20 | 33 | ||||||||
| Св. 46 до 50 | 22 | 34 | 6 | ||||||||
| Св. 50 до 54 | 24 | 35 | |||||||||
| Св. 54 до 60 | 27 | 36 | |||||||||
| АИНп — 3 | От 32 до 36 | 12 | 11 | 17 | 30 | 4 | |||||
| Св. 36 до 40 | 13 | 31 | 5 | ||||||||
| Св. 40 до 44 | 15 | 32 | |||||||||
| Св. 44 до 48 | 16 | 33 | |||||||||
| Св. 48 до 52 | 18 | 34 | G | ||||||||
| Св. 52 до 56 | 20 | 35 | |||||||||
| Св. 56 до 60 | 22 | 36 | |||||||||
| АИП; ПИП | От 30 до 34 | 8 | 13 | 13 | ±2 | 30 | 4 | ±2 | |||
| Св. 34 до 38 | 15 | 31 | |||||||||
| Св. 38 до 42 | 17 | 32 | 5 | ||||||||
| Св. 42 до 46 | 20 | 33 | |||||||||
| Св. 46 до 50 | 22 | 34 | 6 | ||||||||
| Св. 50 до 54 | 24 | 35 | |||||||||
| Св. 54 до 60 | 26 | 36 | |||||||||
(Измененная редакция, Изм. № 1).
Таблица 27
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | с (пред. откл. ±1) | h (пред. откл. ±1,5) | е (пред. откл. ±3) | е1, не более | g | g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
| С39 | РИНп; АИНп | От 12 до 14 | 3 | 7 | 19 | 14 | 3 | ±1 | 2 | ±1 | ||
| Св. 14 до 17 | 9 | 23 | 15 | |||||||||
| Св. 17 до 20 | 11 | 26 | 16 | |||||||||
| Св. 20 до 23 | 13 | 29 | 18 | |||||||||
| Св. 23 до 26 | 15 | 32 | 20 | 4 | 3 | |||||||
| Св. 26 до 30 | 18 | 35 | 22 | |||||||||
| АИНп; АИНп — 3 | От 32 до 36 | 12 | 16 | 33 | 18 | 3 | ||||||
| Св. 36 до 40 | 19 | 35 | 20 | 4 | ||||||||
| Св. 40 до 44 | 22 | 38 | 22 | |||||||||
| Св. 44 до 48 | 25 | 42 | 24 | |||||||||
| Св. 48 до 52 | 27 | 46 | 26 | 4 | +1 — 2 | |||||||
| Св. 52 до 56 | 30 | 50 | 28 | |||||||||
| Св. 56 до 60 | 33 | 55 | 30 | |||||||||
| АИП; ПИП | От 12 до 14 | 5 | 6 | 18 | 14 | 3 | ±2 | |||||
| Св. 14 до 17 | 8 | 8 | 21 | 15 | ||||||||
| Св. 17 до 20 | 10 | 24 | 16 | |||||||||
| Св. 20 до 23 | 12 | 27 | 18 | |||||||||
| Св. 23 до 26 | 14 | 30 | 20 | 5 | 4 | |||||||
| Св. 26 до 30 | 17 | 33 | 22 | |||||||||
Таблица 28
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | R | i | e, не более | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||||
| У1 | РИНп; АИНп | От 1,0 до 1,5 | 2,5 — 3,0 | От s до 2,5s | 5 | 0 | +0,1 | ||
| Св. 1,5 до 2,0 | 3,0 — 4,5 | 7 | |||||||
| Св. 2,0 до 2,5 | 4,5 — 5,0 | 8 | +0,2 | ||||||
* Размер для справок.
Таблица 29
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | n | e, не более | g | р, не более | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| У4 | s1 ? 0,7s | РИНп; АИНп | От 1,5 до 3,0 | 0 | +0,5 | От 0 до 0,5s | 7 | 1 | +1 | 2 | |
| Св. 3,0 до 5,0 | +1,0 | 10 | 3 | ||||||||
| РИНп; АИНп; АИП; ПИП | Св. 5,0 до 8,0 | 14 | +2 | 4 | |||||||
| Св. 8,0 до 10,0 | 16 | ||||||||||
| Св. 10,0 до 12,0 | +2,0 | 20 | |||||||||
Таблица 30
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | n | K | p, не оолее | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| У4 | s1 ? 0,7s | РИНп; АИНп | От 1,5 до 3,0 | 0 | +0,5 | От 0,5s до s | 3 | +2 | 2 | |
| Св. 3,0 до 5,0 | +1,0 | +3 | 3 | |||||||
| РИНп; АИНп; АИП; ПИП | Св. 5,0 до 8,0 | 4 | 4 | |||||||
| Св. 8,0 до 10,0 | 5 | +4 | ||||||||
| Св. 10,0 до 12,0 | +2,0 | |||||||||
Таблица 31
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | n | е, не более | g | K | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| У5 | s1 ? 0,7s | РИНп; АИНп | От 1,5 до 3,0 | 0 | +0,5 | От 0 до 0,5s | 7 | 1 | +1 | 3 | +2 | |
| Св. 3,0 до 5,0 | +1,0 | 10 | +3 | |||||||||
| АИП; ПИП | Св. 5,0 до 8,0 | 14 | +2 | 4 | ||||||||
| Св. 8,0 до 10,0 | 16 | +4 | ||||||||||
| Св. 10,0 до 12,0 | +2,0 | 20 | ||||||||||
Таблица 32
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | n | K | K1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| У5 | s1 ? 0,7s | РИНп; АИНп | От 1,5 до 3,0 | 0 | +0,5 | Св. 0,5s до s | 3 | +2 | 3 | +2 | |
| Св. 3,0 до 5,0 | +1,0 | +3 | +3 | ||||||||
| РИНп; АИНп; АИП; ПИП | Св. 5,0 до 8,0 | 4 | 4 | ||||||||
| Св. 8,0 до 10,0 | 5 | +4 | +4 | ||||||||
| Св. 10,0 до 12,0 | +2,0 | ||||||||||
Таблица 33
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | с (пред. откл. ±1) | e | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| У6 | s1 ? 0,5s | РИНп; АИНп | От 4 до 6 | 0 | +1 | 2 | 15 | ±2 | 2 | ±1 | |
| Св. 6 до 8 | 17 | ||||||||||
| Св. 8 до 10 | +2 | 3 | 20 | ||||||||
| Св. 10 до 12 | 23 | ||||||||||
| Св. 12 до 14 | 26 | ±3 | 3 | ||||||||
| Св. 14 до 16 | 30 | ||||||||||
| Св. 16 до 18 | 34 | ||||||||||
| Св. 18 до 20 | 38 | ||||||||||
| АИП; ПИП | От 4 до 6 | +1 | 15 | ±2 | 2 | ||||||
| Св. 6 до 8 | 17 | ||||||||||
| Св. 8 до 10 | +2 | 20 | |||||||||
| Св. 10 до 12 | 23 | ||||||||||
| Св. 12 до 14 | 27 | ±3 | 4 | ±2 | |||||||
| Св. 14 до 16 | 5 | 30 | |||||||||
| Св. 16 до 18 | 33 | ||||||||||
| Св. 18 до 20 | 37 | ||||||||||
Таблица 34
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | с (пред. откл. ±1) | K | e | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| У7 | s1 ? 0,5s | РИНп; АИНп | От 4 до 6 | 0 | +1 | 2 | 3 | +3 | 15 | ±2 | 2 | ±1 | |
| Св. 6 до 8 | 4 | 17 | |||||||||||
| Св. 8 до 10 | +2 | 3 | +4 | 20 | |||||||||
| Св. 10 до 12 | 23 | ||||||||||||
| Св. 12 до 14 | 26 | ±3 | |||||||||||
| Св. 14 до 16 | 30 | 3 | |||||||||||
| Св. 16 до 18 | 34 | ||||||||||||
| Св. 18 до 20 | +1 | +5 | 38 | ||||||||||
| АИП; ПИП | От 4 до 6 | 3 | +3 | 15 | ±2 | 2 | |||||||
| Св. 6 до 8 | 4 | 17 | |||||||||||
| Св. 8 до 10 | +2 | +4 | 20 | ||||||||||
| Св. 10 до 12 | 23 | ||||||||||||
| Св. 12 до 14 | 5 | 27 | ±3 | ||||||||||
| Св. 14 до 16 | 5 | 30 | 4 | ±2 | |||||||||
| Св. 16 до 18 | 33 | ||||||||||||
| Св. 18 до 20 | +5 | 37 | |||||||||||
Таблица 35
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| У11 | s1 ? 0,5s | РИНп; АИНп | От 16 до 18 | 2 | 25 | ±2 | 3 | ±1 | |
| Св. 18 до 20 | 26 | ||||||||
| Св. 20 до 22 | 27 | ||||||||
| Св. 22 до 24 | 28 | ||||||||
| Св. 24 до 26 | 29 | ±3 | 4 | ||||||
| Св. 26 до 28 | 30 | ||||||||
| Св. 28 до 30 | 32 | ||||||||
| АИП; ПИП | От 16 до 18 | 4 | 25 | ±2 | +1 — 2 | ||||
| Св. 18 до 20 | 26 | ||||||||
| Св. 20 до 22 | 27 | ||||||||
| Св. 22 до 24 | 28 | ||||||||
| Св. 24 до 26 | 29 | ±3 | 5 | ||||||
| Св. 26 до 28 | 30 | ||||||||
| Св. 28 до 30 | 32 | ||||||||
Таблица 36
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1) | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| У12 | s1 ? 0,5s | РИНп; АИНп | От 16 до 18 | 2 | 12 | 27 | ±2 | 3 | ±1 | |
| Св. 18 до 20 | 28 | |||||||||
| Св. 20 до 22 | 29 | |||||||||
| Св. 22 до 24 | 30 | |||||||||
| Св. 24 до 26 | ±3 | 4 | ||||||||
| Св. 26 до 28 | 31 | |||||||||
| Св. 28 до 30 | 32 | |||||||||
| АИП; ПИП | От 16 до 18 | 4 | 14 | 27 | ±2 | +1 — 2 | ||||
| Св. 18 до 20 | 28 | |||||||||
| Св. 20 до 22 | 29 | |||||||||
| Св. 22 до 24 | 30 | |||||||||
| Св. 24 до 26 | ±3 | 5 | ||||||||
| Св. 26 до 28 | 31 | |||||||||
| Св. 28 до 30 | 32 | |||||||||
Таблица 37
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1) | e | e1 не более | g | g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| У8 | s1 ? 0,5s | РИНп | От 12 до 14 | 2 | 5 | 19 | ±2 | 17 | 2 | ±1 | 5 | ±2 | |
| Св. 14 до 16 | 6 | 21 | 19 | 3 | |||||||||
| Св. 16 до 18 | 7 | 23 | 21 | ||||||||||
| Св. 18 до 20 | 8 | 25 | 23 | ||||||||||
| Св. 20 до 22 | 9 | 27 | 25 | ||||||||||
| Св. 22 до 24 | 10 | 29 | 27 | ||||||||||
| Св. 24 до 26 | 11 | 31 | ±3 | 29 | 4 | 10 | ±3 | ||||||
| Св. 26 до 28 | 12 | 33 | 31 | ||||||||||
| Св. 28 до 30 | 13 | 35 | 33 | ||||||||||
| Св. 30 до 32 | 14 | 37 | 35 | ||||||||||
| Св. 32 до 35 | 15 | 39 | 37 | ||||||||||
| ПИП | От 12 до 14 | 4 | 4 | 16 | ±2 | 17 | +1 — 2 | 6 | |||||
| Св. 14 до 16 | 5 | 18 | 19 | ||||||||||
| Св. 16 до 18 | 6 | 20 | 21 | ||||||||||
| Св. 18 до 20 | 7 | 22 | 23 | ||||||||||
| Св. 20 до 22 | 8 | 24 | 25 | ||||||||||
| Св. 22 до 24 | 9 | 26 | 27 | ||||||||||
| Св. 24 до 26 | 10 | 28 | ±3 | 29 | 5 | 10 | ±4 | ||||||
| Св. 26 до 28 | 11 | 30 | 31 | ||||||||||
| Св. 28 до 30 | 12 | 32 | 33 | ||||||||||
| Св. 30 до 32 | 13 | 34 | 35 | ||||||||||
| Св. 32 до 35 | 14 | 36 | 37 | ||||||||||
Таблица 38
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1,5) | e (пред. откл. ±3) | e1, не более | g | g1 (пред. откл. ±5) | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||||||
| У13 | s1 ? 0,5s | РИНп | От 32 до 36 | 2 | 15 | 22 | 25 | 5 | ±1 | 15 | |
| Св. 36 до 40 | 17 | 24 | 27 | ||||||||
| Св. 40 до 44 | 19 | 26 | 29 | ||||||||
| Св. 44 до 48 | 21 | 28 | 30 | ||||||||
| Св. 48 до 52 | 23 | 30 | 31 | 6 | 20 | ||||||
| Св. 52 до 56 | 25 | 32 | 32 | ||||||||
| Св. 56 до 60 | 27 | 34 | 33 | ||||||||
| ПИП | От 32 до 36 | 4 | 14 | 21 | 25 | ±2 | 15 | ||||
| Св. 36 до 40 | 16 | 23 | 27 | ||||||||
| Св. 40 до 44 | 18 | 25 | 29 | ||||||||
| Св. 44 до 48 | 20 | 27 | 30 | ||||||||
| Св. 48 до 52 | 22 | 29 | 31 | 7 | 20 | ||||||
| Св. 52 до 56 | 24 | 31 | 32 | ||||||||
| Св. 56 до 60 | 26 | 33 | 33 | ||||||||
Таблица 39
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1,5) | h1 (пред. откл. ±1,5) | e (пред. откл. ±3) | e1, не более | g | g1 (пред. откл. ±5) | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||||||
| У14 | s1 ? 0,7s | РИНп | От 32 до 36 | 2 | 15 | 11 | 23 | 27 | 5 | ±1 | 15 | |
| Св. 36 до 40 | 17 | 25 | 29 | |||||||||
| Св. 40 до 44 | 19 | 27 | 30 | |||||||||
| Св. 44 до 48 | 21 | 29 | 31 | |||||||||
| Св. 48 до 52 | 23 | 32 | 32 | 6 | ||||||||
| Св. 52 до 56 | 25 | 35 | 33 | 20 | ||||||||
| Св. 56 до 60 | 27 | 38 | 35 | |||||||||
| ПИП | Св. 32 до 36 | 4 | 14 | 13 | 21 | 27 | ±2 | 15 | ||||
| Св. 36 до 40 | 16 | 23 | 29 | |||||||||
| Св. 40 до 44 | 18 | 25 | 30 | |||||||||
| Св. 44 до 48 | 20 | 27 | 31 | |||||||||
| Св. 48 до 52 | 21 | 30 | 32 | 7 | 20 | |||||||
| Св. 52 до 56 | 24 | 33 | 33 | |||||||||
| Св. 56 до 60 | 26 | 36 | 35 | |||||||||
Таблица 40
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| У9 | s1 ? 0,7s | РИНп; АИНп | От 12 до 14 | 2 | 25 | ±2 | 2 | ±1 | |
| Св. 14 до 16 | 28 | ||||||||
| Св. 16 до 18 | 31 | 3 | |||||||
| Св. 18 до 20 | 34 | ||||||||
| Св. 20 до 22 | 37 | ||||||||
| Св. 22 до 24 | 40 | ||||||||
| Св. 24 до 26 | 43 | ±3 | 4 | ||||||
| Св. 26 до 28 | 45 | ||||||||
| Св. 28 до 30 | 48 | ||||||||
| АИП; ПИП | От 12 до 14 | 4 | 22 | ±2 | +1 — 2 | ||||
| Св. 14 до 16 | 24 | ||||||||
| Св. 16 до 18 | 27 | ||||||||
| Св. 18 до 20 | 30 | ||||||||
| Св. 20 до 22 | 33 | ||||||||
| Св. 22 до 24 | 36 | ||||||||
| Св. 24 до 26 | 39 | ±3 | 5 | ||||||
| Св. 26 до 28 | 42 | ||||||||
| Св. 28 до 30 | 45 | ||||||||
Таблица 41
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| У10 | s1 ? 0,7s | РИНп; АИНп | От 12 до 14 | 2 | 25 | ±2 | 2 | ±1 | |
| Св. 14 до 16 | 28 | ||||||||
| Св. 16 до 18 | 31 | 3 | |||||||
| Св. 18 до 20 | 34 | ||||||||
| Св. 20 до 22 | 37 | ||||||||
| Св. 22 до 24 | 40 | ||||||||
| Св. 24 до 26 | 43 | ±3 | 4 | ||||||
| Св. 26 до 28 | 45 | ||||||||
| Св. 28 до 30 | 48 | ||||||||
| АИП; ПИП | От 12 до 14 | 4 | 22 | ±2 | +1 — 2 | ||||
| Св. 14 до 16 | 24 | ||||||||
| Св. 16 до 18 | 27 | ||||||||
| Св. 18 до 20 | 30 | ||||||||
| Св. 20 до 22 | 33 | ||||||||
| Св. 22 до 24 | 36 | ||||||||
| Св. 24 до 26 | 39 | ±3 | 5 | ||||||
| Св. 26 до 28 | 42 | ||||||||
| Св. 28 до 30 | 45 | ||||||||
Таблица 42
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | K | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| Т1 | s1 ? 0,7s | РИНп; | От 1 до 2 | 0 | +0,5 | 3 | +2 | |
| РИНп; АИНп | Св. 2 до 3 | +1,0 | ||||||
| Св. 3 до 4 | 4 | +3 | ||||||
| РИНп; АИНп; АИНп — 3; АИП; ПИП | Св. 3 до 8 | +2,0 | ||||||
| Св. 8 до 10 | 6 | +4 | ||||||
| Св. 10 до 12 | ||||||||
| Св. 12 до 14 | ||||||||
| Св. 14 до 16 | ||||||||
| Св. 16 до 18 | 8 | |||||||
| Св. 18 до 20 | +5 | |||||||
Таблица 43
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | K | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| Т3 | s1 ? 0,7s | РИНп | От 1 до 2 | 0 | +0,5 | 3 | +2 | |
| РИНп; АИНп | Св. 2 до 3 | +1,0 | ||||||
| Св. 3 до 4 | 4 | +3 | ||||||
| РИНп; АИНп; АИНп — 3; АИП; ПИП | Св. 3 до 8 | +2,0 | ||||||
| Св. 8 до 10 | 6 | +4 | ||||||
| Св. 10 до 12 | ||||||||
| Св. 12 до 14 | ||||||||
| Св. 14 до 16 | ||||||||
| Св. 16 до 18 | 8 | |||||||
| Св. 18 до 20 | +5 | |||||||
Таблица 44
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | с (пред. откл. ±1) | е | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| Т6 | s1 ? 0,5s | РИНп; АИНп | От 4 до 6 | 0 | +1 | 2 | 13 | ±2 | |
| Св. 6 до 8 | 16 | ||||||||
| Св. 8 до 10 | 19 | ||||||||
| Св. 10 до 12 | +2 | 3 | 21 | ±3 | |||||
| Св. 12 до 14 | 25 | ||||||||
| Св. 14 до 16 | 29 | ||||||||
| Св. 16 до 18 | 33 | ||||||||
| Св. 18 до 20 | 37 | ||||||||
| АИП; ПИП | От 4 до 6 | +1 | 12 | ±2 | |||||
| Св. 6 до 8 | 15 | ||||||||
| Св. 8 до 10 | 18 | ||||||||
| Св. 10 до 12 | +2 | 21 | ±3 | ||||||
| Св. 12 до 14 | 24 | ||||||||
| Св. 14 до 16 | 5 | 27 | |||||||
| Св. 16 до 18 | 31 | ||||||||
| Св. 18 до 20 | 35 | ||||||||
Таблица 45
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | с (пред. откл. ±1) | K | е | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| Т7 | s1 ? 0,5s | РИНп; АИНп | От 4 до 6 | 0 | +1 | 2 | 3 | +3 | 13 | ±2 | |
| Св. 6 до 8 | 4 | 16 | |||||||||
| Св. 8 до 10 | +4 | 19 | |||||||||
| Св. 10 до 12 | 2 | 3 | 21 | ±3 | |||||||
| Св. 12 до 14 | 5 | 25 | |||||||||
| Св. 14 до 16 | 29 | ||||||||||
| Св. 16 до 18 | 33 | ||||||||||
| Св. 18 до 20 | +5 | 37 | |||||||||
| АИП; ПИП | От 4 до 6 | 0 | +1 | 3 | +3 | 12 | ±2 | ||||
| Св. 6 до 8 | 4 | 15 | |||||||||
| Св. 8 до 10 | +4 | 18 | |||||||||
| Св. 10 до 12 | +2 | 21 | ±3 | ||||||||
| Св. 12 до 14 | 5 | 24 | |||||||||
| Св. 14 до 16 | 5 | 27 | |||||||||
| Св. 16 до 18 | 31 | ||||||||||
| Св. 18 до 20 | +5 | 35 | |||||||||
Таблица 46
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| Т2 | s1 ? 0,5s | РИНп | От 16 до 18 | 2 | 23 | ±2 | |
| Св. 18 до 20 | 24 | ||||||
| Св. 20 до 22 | 25 | ||||||
| Св. 22 до 24 | 26 | ||||||
| Св. 24 до 26 | 27 | ±3 | |||||
| Св. 26 до 28 | 28 | ||||||
| Св. 28 до 30 | 29 | ||||||
| ПИП | От 16 до 18 | 4 | 23 | ±2 | |||
| Св. 18 до 20 | 24 | ||||||
| Св. 20 до 22 | 25 | ||||||
| Св. 22 до 24 | 26 | ||||||
| Св. 24 до 26 | 27 | ±3 | |||||
| Св. 26 до 28 | 28 | ||||||
| Св. 28 до 30 | 29 | ||||||
Таблица 47
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1) | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| Т8 | s1 ? 0,5s | РИНп; АИНп | От 12 до 14 | 3 | 5 | 18 | ±2 | |
| Св. 14 до 17 | 7 | 20 | ||||||
| Св. 17 до 20 | 9 | 22 | ||||||
| Св. 20 до 23 | 11 | 25 | ||||||
| Св. 23 до 26 | 12 | 28 | ±3 | |||||
| Св. 26 до 30 | 13 | 31 | ||||||
| Св. 30 до 35 | 15 | 34 | ||||||
| От 12 до 14 | 4 | 4 | 17 | ±2 | ||||
| Св. 14 до 17 | 6 | 19 | ||||||
| Св. 17 до 20 | 8 | 21 | ||||||
| Св. 20 до 23 | 10 | 23 | ||||||
| Св. 23 до 26 | 12 | 26 | ±3 | |||||
| Св. 26 до 30 | 14 | 29 | ||||||
| Св. 30 до 35 | 16 | 33 | ||||||
Таблица 48
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1,5) | е (пред. откл. ±3) | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| Т5 | s1 ? 0,7s | РИНп | От 32 до 36 | 3 | 15 | 21 | |
| Св. 36 до 40 | 17 | 23 | |||||
| Св. 40 до 44 | 19 | 25 | |||||
| Св. 44 до 48 | 21 | 27 | |||||
| Св. 48 до 52 | 23 | 29 | |||||
| Св. 52 до 56 | 25 | 31 | |||||
| Св. 56 до 60 | 27 | 33 | |||||
| ПИП | От 32 до 36 | 4 | 14 | 20 | |||
| Св. 36 до 40 | 16 | 22 | |||||
| Св. 40 до 44 | 18 | 24 | |||||
| Св. 44 до 48 | 20 | 26 | |||||
| Св. 48 до 52 | 22 | 27 | |||||
| Св. 52 до 56 | 24 | 28 | |||||
| Св. 56 до 60 | 26 | 32 | |||||
Таблица 49
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | с (пред. откл. ±1) | h (пред. откл. ±1,5) | h1 (пред. откл. ±1) | е (пред. откл. ±3) | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||||
| Т10 | s1 ? 0,5s | РИНп | От 32 до 36 | 3 | 15 | 11 | 21 | |
| Св. 36 до 40 | 17 | 23 | ||||||
| Св. 40 до 44 | 19 | 25 | ||||||
| Св. 44 до 48 | 21 | 27 | ||||||
| Св. 48 до 52 | 23 | 30 | ||||||
| Св. 52 до 56 | 25 | 33 | ||||||
| Св. 56 до 60 | 27 | 36 | ||||||
| ПИП | От 32 до 36 | 4 | 14 | 13 | 20 | |||
| Св. 36 до 40 | 16 | 22 | ||||||
| Св. 40 до 44 | 18 | 24 | ||||||
| Св. 44 до 48 | 20 | 27 | ||||||
| Св. 48 до 52 | 22 | 30 | ||||||
| Св. 52 до 56 | 24 | 33 | ||||||
| Св. 56 до 60 | 26 | 35 | ||||||
Таблица 50
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | В, не менее | b | s = s1 | s1 < s | s1 > s | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | K | K1 | K | K1 | K | K1 | ||||
| РИНп | От 1 до 2 | 5 | 0 | +0,5 | s+b | s+b | От 0,5s1 до s1 | От 0,5s до s | От s1 до 1,4s1 | ||||
| РИНп; АИНп | От 2 до 4 | 15 | +1,0 | ||||||||||
| РИНп; АИНп; АИНп — 3; АИП; ПИП | От 4 до 6 | От 0,5s до s | От 0,5s до s | ||||||||||
| Св. 6 до 8 | +2,0 | ||||||||||||
| Св. 8 до 10 | |||||||||||||
| Св. 10 до 12 | |||||||||||||
| Св. 12 до 14 | 20 | ||||||||||||
| Св. 14 до 16 | |||||||||||||
| Св. 16 до 18 | |||||||||||||
| Св. 18 до 20 | |||||||||||||
* Размер для справок.
Таблица 51
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | В, не менее | b | s = s1 | s1 < s | s1 > s | |||||||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | K1 | K2 | K3 | K | K | K1 | K2 | K3 | K | K1 | K2 | K3 | ||||
| Н2 | РИНп | От 1 до 2 | 5 | 0 | +0,5 | s+b | От 0,5s до s | От s1 до 1,4s1 | s1+b | От 0,5s до s | s+b | От 0,5s1 до s1 | От 0,5s1 до s1 | От s до 1,4s | |||||
| РИНп; АИНп | От 2 до 4 | 15 | +1,0 | ||||||||||||||||
| РИНп; АИНп; АИПп — 3; АИП; ПИП | От 4 до 6 | От 0,5s до s | От 0,5s1 до s1 | От 0,5s до s | |||||||||||||||
| Св. 6 до 8 | +2,0 | ||||||||||||||||||
| Св. 8 до 10 | |||||||||||||||||||
| Св. 10 до 12 | |||||||||||||||||||
| Св. 12 до 14 | |||||||||||||||||||
| Св. 14 до 16 | 20 | ||||||||||||||||||
| Св. 16 до 18 | |||||||||||||||||||
| Св. 18 до 20 | |||||||||||||||||||
* Размер для справок.
s1 ≥ 1
Табл. 50; 51. (Измененная редакция. Изм. № 1).
5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789 — 73.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 52, должна производиться так же, как для деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 52
мм
| Толщина тонкой детали | Разность толщины деталей |
| От 0,8 до 3,0 | 0,5 |
| Св. 3,0 до 5,0 | 1,0 |
| « 5,0 « 12,0 | 1,2 |
| « 12,0 « 25,0 | 1,5 |
| « 25,0 « 60,0 | 3,0 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Черт. 1
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 52, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2
Черт. 3
Черт. 4
(Измененная редакция, Изм. № 1).
7. В стыковых соединениях без скоса кромок деталей толщиной свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0 — 1,5 мм × 45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более: 2 мм — для деталей толщиной до 25 мм; 3 мм — свыше 25 мм.
9. При сварке в гелии на постоянном токе размеры шва могут быть уменьшены до 15 %.
10. Для расчетных угловых швов значения катета Kп(черт. 5) должны быть установлены при проектировании.
Черт. 5
Примечание. Катетом Кп, определяемым при проектировании, является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
11. Предельные отклонения величины катета расчетных швов должны соответствовать:
+2,0 мм при K < 5 мм;
+3,0 мм при 5 ≤ K ≤ 8 мм;
+4,0 при K > 8мм.
12. Для стыковых соединений допускается уменьшение размера с до (2±1) мм, для тавровых и угловых соединений до 1+1 мм.
13. В нахлесточных соединениях сварной шов не должен выступать над поверхностью детали более чем на 1 мм.
14. При сварке технического алюминия допускается увеличение размеров швов до 20 %.
15. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Расчистка абразивными кругами не допускается.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3826
2. Периодичность проверки — 5 лет.
3. Взамен ГОСТ 14806 — 69
4. Ссылочные нормативно — технические документы
| Обозначение в НТД, на который дана ссылка | Номер пункта |
| ГОСТ 2789 — 73 | 5 |
5. Срок действия продлен до 01.07.96 Постановлением Госстандарта СССР от 03. 05.90 № 1078
6. Переиздание (декабрь 1990 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 1 — 90)
ГОСТ Р ИСО 4063-2010 / Ауремо
ГОСТ 33439-2015 ГОСТ Р 55104-2012 ГОСТ Р 54565-2011 ГОСТ Р 54384-2011 ГОСТ Р ИСО 4063-2010 ГОСТ Р ИСО 857-1-2009 ГОСТ Р ИСО 17659-2009 ГОСТ Р ИСО 857-2-2009 ГОСТ Р 52793-2007 ГОСТ 18296-72 ГОСТ 18295-72 ГОСТ 21910-76 ГОСТ 17325-79 ГОСТ 17349-79 ГОСТ Р 50724.1-94 ГОСТ 19521-74 ГОСТ 11969-79 ГОСТ 14350-80 ГОСТ 25501-82 ГОСТ 16482-70 ГОСТ 19250-73 ГОСТ 18978-73 ГОСТ 20495-75 ГОСТ 17359-82 ГОСТ 2601-84 ГОСТ 15830-84 ГОСТ 28548-90 ГОСТ 19248-90 ГОСТ Р 50724.2-94 ГОСТ 5272-68 ГОСТ 19200-80 ГОСТ 18970-84 ГОСТ 21014-88 ГОСТ 29273-92 ГОСТ Р 50724.3-94 ГОСТ 28377-89 ГОСТ Р 50542-93
- гост-р-исо-4063-2010.pdf (524,00 КиБ)
ГОСТ Р ИСО 4063-2010
ГОСТ Р ИСО 4063-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
ПЕРЕЧЕНЬ И ОБОЗНАЧЕНИЯ ПРОЦЕССОВ
Сварка и родственные процессы. Номенклатура процессов и каталожные номера
ОКС 01.040.25, 25.160.01
Дата введения 2012−01−01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О технический регламент», и правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕНО Федеральным государственным учреждением « Научно-образовательный центр «Сварка и контроль» при МГТУ им. Н. Э. Баумана (ФГУ НУКС ЭВМ им. Н.У. Баумана), Национальным агентством по контролю и сварке (НАКС) и Санкт-Петербургским государственным политехническим университетом (СПб СПУ) на основании собственного аутентичного перевода на русский язык упомянутого стандарта в абзаце 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Федеральным агентством по техническому регулированию и метрологии от 30 ноября 2010 г. N 610-Ст
4 Настоящий стандарт идентичен к международному стандарту ISO 4063:2009* «Сварка и родственные процессы. указанных международных стандартов, соответствующих национальным стандартам Российской Федерации и межгосударственным стандартам, сведения о которых приведены в Приложении ДА*
_______________
* В исходном документе Заявка ДА не указана. — Обратите внимание на базу данных производителя.
5 ВВЕДЕН ВВЕДЕНИЕ ВПЕРВЫЕ
Информация об изменениях в настоящий стандарт публикуется в ежегодно издаваемом справочнике «Национальные стандарты», а текст изменений и дополнений — в ежемесячных указателях публикуемой информации «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта будет опубликовано уведомление в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты также размещаются в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Международный стандарт ISO 4063, разработанный техническим комитетом ISO/TC 44 «Сварка и родственные процессы», Подкомитет SC 7, «Термины и определения».
Четвертое издание ISO 4063:2009 отменяет и заменяет третье издание (ISO 4063:1998), которое было технически пересмотрено.
В результате пересмотра ISO 4063:2009 обновлен перечень сварочных процессов, удалены ненужные и устаревшие обозначения процессов, которые были включены в ISO 4063:1998. Однако для удобства пользователя в Приложении А к настоящему стандарту сохранена устаревшая легенда. В приложении В стандартные обозначения для сварки и связанных с ней процессов.
Следует обратить внимание на то, что некоторые элементы стандарта ISO 4063:2009 могут быть предметом патентных прав собственности.
Запросы на официальное толкование любого аспекта ISO 4063:2009 следует направлять в Секретариат ISO/ТК 44/ПК 7 технического комитета по стандартизации ТК 364 «Сварка и родственные процессы» Федерального агентства по техническому регулированию и метрологии.
1 Область применения
Настоящий стандарт содержит перечень сварочных и родственных процессов, каждый из которых идентифицируется условной цифровой маркировкой (далее — символ).
Условное обозначение любого процесса содержит не более трех цифр, в том числе: большие группы – одна цифра, группы – две цифры и подгруппы – три цифры. Эта система предназначена для облегчения процесса компьютеризации, разработки чертежей и рабочей документации, подготовки технологических карт, сварочных процессов и т. д. (см. раздел 3).
Примечание. В стандарте перечислены стандартизированные иностранные эквиваленты терминов на английском языке (код языка en).
2 Маркировка процесса
2.1 Общее положение
Полная маркировка процесса сварки должна иметь следующую структуру: номер настоящего стандарта (ГОСТ Р ИСО 4063), отделенный дефисом от обозначений процесса, как показано в примере ниже.
Пример 42 Процесс «сварка трением» относится к: ГОСТ Р ИСО 4063-42.
2.2 варианты процесса
2.2.1 Общее положение
Варианты процесса определяются в зависимости от типа переноса электродного металла и количества используемых электродов.
2.2.2 Типы переноса металла
Для сварочных процессов, в которых существуют различные виды переноса электродного металла, тип переноса в полном обозначении процесса обозначают символом в соответствии с таблицей 1, как показано в следующем примере .
Пример — дуговая сварка сплошной проволокой в среде инертного газа с переносом металла с короткими замыканиями обозначается: ГОСТ Р ИСО 4063-131-Д.
Таблица 1 — Типы металлического переноса
| Тип | Срок |
| Д | Переход от коротких замыканий |
| G | Капельница для переноса |
| S | Форсунка переноса |
| Р | Перенос импульсный |
2.2.3 Количество электродов
При наличии более одного электрода количество электродов в обозначении процесса указывают дополнительной цифрой 1; 2 и т. д., как показано в следующем примере.
Пример — двухдуговая сварка сплошной проволокой и инертным газом обозначается: ГОСТ Р ИСО 4063-131-2.
2.2.4 Дополнительные позиции
С применением дополнительного наполнителя в виде проволоки (холодной или горячей) условному обозначению придают условное обозначение в соответствии с таблицей 2, как показано в следующем примере.
Пример — дуговая сварка под флюсом сплошной проволокой с дополнительной холодной проволокой с маркировкой: ГОСТ Р ИСО 4063-121-С.
Таблица 2 — Дополнительные элементы
| Тип | Артикул |
| С | Проволока холодная |
| N | Горячая проволока |
2.3 Гибридные сварочные процессы
При одновременном использовании одной зоны сварки более чем одного сварочного процесса последний обозначается как сумма символов каждого процесса, как показано в следующем примере.
Пример гибридного процесса с совместным применением лазерной и плазменной сварки указан: ГОСТ Р ИСО 4063-522 + 15.
3 Перечень и условные обозначения процессов из этих терминов предпочтительнее, любые последующие — синонимы.
Список общих сокращений для сварки и связанных с ней процессов, включенных в настоящий стандарт, приведен в Приложении B.
| 1 | Сварочная дуга | и | Дуговая сварка |
| 11 | Дуговая сварка плавящимся электродом без защитного газа | и | Дуговая сварка металлом без газовой защиты |
| 111 | Ручная дуговая сварка плавящимся электродом (дуговая сварка плавящимся покрытым электродом) | и | Ручная дуговая сварка металлическим электродом (дуговая сварка металлическим электродом с покрытым электродом) Дуговая сварка металлическим электродом в среде защитного газа, США |
| 112 | Сварка (дуговая) гравитационная с покрытым электродом | и | Гравитационная (дуговая) сварка покрытым электродом Гравитационная сварка, США |
| 114 | Самозащитная порошковая проволока для дуговой сварки | и | Дуговая сварка самозащитных труб порошковой проволокой |
| 12 | Сварочная дуга под флюсом | и | Дуговая сварка под флюсом |
| 121 | Сварочная дуга под флюсом сплошная проволока | и | Дуговая сварка под флюсом сплошным проволочным электродом |
| 122 | Дуговая сварка ленточным электродом под флюсом | и | Дуговая сварка под флюсом ленточным электродом |
| 124 | Дуговая сварка под флюсом с добавлением металлического порошка | и | Дуговая сварка под флюсом с добавлением металлического порошка |
| 125 | Сварочная дуга под флюсом порошковая проволока | и | Дуговая сварка под флюсом с трубчатым порошковым электродом |
| 126 | Дуговая сварка ленточным электродом с порошковой проволокой | и | Дуговая сварка под флюсом ленточным электродом с сердечником |
| 13 | Дуговая сварка плавящимся электродом в защитном газе | и | Дуговая сварка металлическим электродом в среде защитного газа Дуговая сварка металлическим электродом в среде защитного газа, США |
| 131 | Дуговая сварка сплошной проволокой в среде инертного газа | и | Сварка MIG со сплошным проволочным электродом Дуговая сварка металлическим электродом в среде инертного газа и сплошным проволочным электродом, США |
| 132 | Сварочная дуга с флюсом и присадкой в среде инертного газа | и | Сварка МИГ порошковым электродом Дуговая сварка порошковой проволокой, США |
| 133 | Дуговая сварка порошковой проволокой с присадочным металлом в среде инертного газа | и | Сварка MIG с металлопорошковым электродом Дуговая сварка металлическим электродом в среде инертного газа и металлопорошковой проволокой, США |
| 135 | Сплошная проволока для дуговой сварки в активном газе | и | Сварка MAG сплошным проволочным электродом Дуговая сварка металлическим электродом в среде активного газа сплошным проволочным электродом, США |
| 136 | Сварочная дуга с флюсом и наполнителем в активном газе | и | Сварка MAG порошковым электродом Дуговая сварка металлическим электродом в среде активного газа и порошковым электродом, США |
| 138 | Дуговая сварка порошковой проволокой с присадочным металлом в активном газе | и | Сварка MAG электродом с металлическим сердечником; дуговая сварка металлическим электродом с использованием активного газа и металлического порошкового электрода |
| 14 | Дуговая сварка неплавящимся вольфрамовым электродом в среде защитного газа | и | Дуговая сварка в среде защитных газов неплавящимся вольфрамовым электродом Дуговая сварка в среде защитного газа, США |
| 141 | Дуговая сварка вольфрамовым электродом в среде инертного газа с твердым присадочным материалом (проволока или пруток) | и | Сварка ВИГ с твердым присадочным материалом (проволока/прут) Дуговая сварка вольфрамовым электродом в среде инертного газа с твердым присадочным материалом (проволока/прут), США |
| 142 | Дуговая сварка вольфрамовым электродом в среде инертного газа без присадочного материала | и | Автогенная сварка TIG Автогенная дуговая сварка вольфрамовым электродом |
| 143 | Дуговая сварка вольфрамовым электродом с присадочным порошковым материалом (проволока или стержень) в среде инертного газа | и | Сварка ВИГ с трубчатым порошковым присадочным материалом (проволока/стержень) Газовая вольфрамовая дуговая сварка с использованием инертного газа и трубчатого порошкового присадочного материала (проволока/стержень), США |
| 145 | Дуговая сварка вольфрамовым электродом с твердым присадочным материалом (проволока или пруток) в среде инертного газа с добавкой восстановительного газа | и | Сварка ВИГ с использованием восстановительного газа и твердого присадочного материала (проволока/прут) Дуговая сварка вольфрамовым электродом с использованием инертного газа с добавками восстановительного газа и твердым присадочным материалом (проволока/прут), США |
| 146 | Дуговая сварка вольфрамовым электродом с присадочным порошковым материалом (проволока или пруток) в среде инертного газа с добавкой восстановительного газа | и | Сварка ВИГ с использованием восстановительного газа и трубчатого порошкового присадочного материала (проволока/прут) Газовая вольфрамовая дуговая сварка с использованием инертного газа с добавками восстановительного газа и трубчатого присадочного материала (проволока/прут), США |
| 147 | Дуговая сварка неплавящимся вольфрамовым электродом в активном газе | и | Дуговая сварка в среде защитных газов неплавящимся вольфрамовым электродом с использованием активного газа (сварка ТАГ) Дуговая сварка вольфрамовым электродом с использованием активного газа, США |
| 15 | Плазменная сварочная дуга | и | Плазменно-дуговая сварка |
| 151 | Расходуемый электрод для плазменной сварки в среде инертного газа | и | Плазменная сварка MIG |
| 152 | Плазменная дуговая сварка с порошковым присадочным материалом | и | Дуговая порошковая плазменная сварка |
| 153 | Сварочная плазменная дуга прямого действия | и | Плазменная сварка переносной дугой |
| 154 | Сварка плазменной дугой непрямого действия | и | Плазменно-дуговая сварка дугой без переноса |
| 155 | Сварка переключаемой плазменной дугой | и | Плазменно-дуговая сварка дугой с полупереносом |
| 185 | Сварочная дуга, возбуждаемая магнитным полем | и | Сварка импульсной дугой без регулировки объема |
| 2 | Контактная сварка | и | Сварка сопротивлением |
| 21 | Точка сопротивления сварке | и | Точечная сварка сопротивлением Точечная сварка, США |
| 211 | Односторонняя контактная точечная сварка | и | Непрямая точечная сварка |
| 212 | Точка сопротивления сварке двусторонняя | и | Прямая точечная сварка |
| 22 | Контактный сварной шов | и | Контактная шовная сварка Шовная сварка, США |
| 221 | Нахлест контактного сварного шва | и | Сварка внахлестку |
| 222 | Сварка контактным швом со сминающими кромками | и | Сварочный шов |
| 223 | Контактный сварной шов с усовершенствованным утонением внахлестку | и | Сварка предварительного шва |
| 224 | Сварочная контактная шовная проволока | и | Сварка проволочным швом |
| 225 | Контактная сварка стыкового шва Накладки из фольги | и | Стыковая сварка фольгой |
| 226 | Контактный сварной шов с подкладкой | и | Сварка швов полосой |
| 23 | Сварочный разгрузочный контакт | и | Выступающая сварка |
| 231 | Контактная сварка одностороннего рельефа | и | Сварка непрямым выступом |
| 232 | Двусторонняя разгрузка сварочного контакта | и | Сварка прямым выступом |
| 24 | Технология стыковой сварки оплавлением | и | Сварка оплавлением |
| 241 | Стыковая сварка оплавлением с предварительным подогревом | и | Сварка оплавлением с предварительным подогревом |
| 242 | Технология стыковой сварки оплавлением без предварительного нагрева | и | Сварка оплавлением без предварительного нагрева |
| 25 | Защита от стыкового оплавления | и | Стыковая сварка сопротивлением Сварка с осадкой, США |
| 26 | Приварные шпильки | и | Приварка шпилек сопротивлением |
| 27 | Сварка высокочастотная | и | ВЧ контактная сварка (высокочастотная контактная сварка) Высокочастотная сварка с осадкой, США |
| 29 | Прочие процессы сварки | и | Другие процессы контактной сварки |
| 3 | Сварочный газ | и | Газовая сварка Газокислородная сварка, США |
| 31 | Сварка кислородно-топливная | и | Газокислородная сварка |
| 311 | Сварка азетилированная | и | Ацетиленокислородная сварка |
| 312 | Сварочный пропанокаин | и | Оксипропановая сварка |
| 313 | Водоворот сварочный | и | Водородно-кислородная сварка |
| 4 | Сварка давлением | и | Сварка давлением |
| 41 | Ультразвуковая сварка | и | Ультразвуковая сварка |
| 42 | Сварка трением | и | Сварка трением |
| 421 | Сварка трением с непрерывным приводом | и | Сварка трением с прямым приводом |
| 422 | Инерционная сварка трением | и | Инерционная сварка трением |
| 423 | Шпильки для сварки трением | и | Приварка шпилек трением |
| 43 | Сварка трением с перемешиванием | и | Сварка трением с перемешиванием |
| 44 | Сварка с применением мощных источников механической энергии | и | Сварка с высокой механической энергией |
| 441 | Сварка взрывом | и | Сварка взрывом |
| 442 | Сварочный магнитный импульс | и | Магнитно-импульсная сварка |
| 45 | Диффузионная сварка | и | Диффузионная сварка |
| 47 | Сварка вазопрессивная | и | Газокислородная сварка под давлением Газовая сварка под давлением, США |
| 48 | Холодная сварка давлением | и | Холодная сварка давлением Холодная сварка, США |
| 49 | Сварка давлением с подогревом | и | Сварка горячим давлением |
| 5 | Сварочное излучение | и | Балочная сварка |
| 51 | Сварка электронно-лучевая | и | Электронно-лучевая сварка |
| 511 | Электронно-лучевая сварка в вакууме | и | Электронно-лучевая сварка в вакууме |
| 512 | Электронно-лучевая сварка в атмосфере | и | Электронно-лучевая сварка в атмосфере |
| 513 | Сварка электронно-лучевая с добавлением защитного газа | и | Электронно-лучевая сварка с добавлением защитных газов |
| 52 | Сварочный лазер | и | Лазерная сварка Лазерная сварка, США |
| 521 | Сварочный твердотельный лазер | и | Твердотельная лазерная сварка |
| 522 | Сварочный газовый лазер | ан | Газовая лазерная сварка |
| 523 | Сварка диодным лазером | и | Диодная лазерная сварка Полупроводниковая лазерная сварка, США |
| 7 | Прочие сварочные процессы | и | Прочие сварочные процессы |
| 71 | Сварочный термит | и | Алюминотермическая сварка Термитная сварка, США |
| 72 | Электрошлаковая сварка | и | Электрошлаковая сварка |
| 721 | Сварочный электрошлаковый ленточный электрод | и | Электрошлаковая сварка ленточным электродом |
| 722 | Электрошлаковая сварка проволочным электродом | и | Электрошлаковая сварка проволочным электродом |
| 73 | Дуговая сварка с принудительным формованием и газовой защитой | и | Электрогазовая сварка |
| 74 | Индукционная сварка | и | Индукционная сварка |
| 741 | Индукционная сварка встык | и | Индукционная стыковая сварка Индукционная сварка с осадкой, США |
| 742 | Сварочный индукционный шов | и | Индукционная шовная сварка |
| 743 | Сварка высокочастотной индукцией | и | Индукционная сварка ВЧ |
| 75 | Сварочный световой луч | и | Сварка световым излучением |
| 753 | Сварочный инфракрасный луч | и | Инфракрасная сварка |
| 78 | Шпильки для дуговой сварки | и | Дуговая сварка шпилек |
| 783 | Сварочная дуга и натяжка дуги шпилек с керамической шайбой или в среде защитного газа | и | Дуговая сварка шпильками с керамическим наконечником или защитным газом Дуговая сварка шпилек, США |
| 784 | Приварка шпилек удлиненной дугой, короткий цикл | и | Дуговая сварка шпилек коротким циклом Дуговая сварка шпилек, США |
| 785 | Конденсаторная сварка шпилек удлиненной дугой | и | Дуговая сварка витков конденсаторным разрядом Дуговая сварка стержней, США |
| 786 | Приварные шпильки конденсатора, детали плавильного наконечника | и | Приварка шпилек конденсаторным разрядом с зажиганием наконечника Дуговая сварка шпилек, США |
| 787 | Удлиненные шпильки для дуговой сварки с плавкой втулкой | и | Приварка шпилек вытянутой дугой с плавким кольцом |
| 8 | Резка и строжка | и | Резка и строжка |
| 81 | Пламя | ан | Газовая резка Кислородная резка, резка, США |
| 82 | Режущая дуга | и | Дуговая резка |
| 821 | Режущая воздушная дуга | и | Воздушно-дуговая резка Воздушно-дуговая резка, США |
| 822 | Кислородно-дуговая резка | и | Кислородно-дуговая резка |
| 83 | Плазменная резка | и | Плазменная резка Плазменная дуговая резка, США |
| Восемьсот тридцать один | Плазменная резка с использованием окисляющего газа | и | Плазменная резка с окислительным газом |
| 832 | Плазменная резка без использования окисляющего газа | и | Плазменная резка без окислительного газа |
| 833 | Воздушно-плазменная резка | и | Воздушно-плазменная резка |
| 834 | Высокоточная плазменная резка | и | Высокоточная плазменная резка |
| 84 | Лазерная резка | и | Лазерная резка Лазерная резка, США |
| 86 | Кислородная строжка | и | Пламенная строжка Термическая строжка, США |
| 87 | Дуга для строжки | и | Дуговая строжка |
| 871 | Строжка воздушно-дуговой | и | Воздушно-дуговая строжка Воздушно-дуговая резка, США |
| 872 | Дуговая строжка | и | Строжка кислородной дугой Кислородная строжка, США |
| 88 | Плазменная строжка | и | Плазменная строжка |
| 9 | Припои и принадлежности для пайки | и | Пайка, пайка и сварка твердым припоем |
| 91 | Высокотемпературная пайка с местным нагревом | и | Пайка с местным подогревом |
| 911 | Инфракрасный луч для высокотемпературной пайки | и | Инфракрасная пайка |
| 912 | Высокотемпературное пламя для пайки | и | Пайка пламенем Пайка горелкой, США |
| 913 | Высокотемпературный лазер для пайки | и | Лазерная пайка |
| 914 | Пайка — высокотемпературный электронный луч | и | Электронно-лучевая пайка |
| 916 | Высокотемпературная индукционная пайка | и | Индукционная пайка |
| 918 | Высокотемпературная пайка | и | Пайка сопротивлением |
| 919 | Высокотемпературная диффузионная пайка | и | Диффузионная пайка |
| 92 | Пайка высокотемпературная общего нагрева | и | Пайка с общим подогревом |
| 921 | Высокотемпературная пайка в печи | и | Печь для пайки |
| Девятьсот двадцать два | Высокотемпературная пайка в вакууме | и | Вакуумная пайка |
| 923 | Высокотемпературная пайка погружением в расплавленный припой | и | Ванна для пайки погружением |
| 924 | Высокотемпературная пайка погружением в расплав соли | и | Пайка в соляной ванне |
| 925 | Высокотемпературная пайка погружением в ванну с флюсом | и | Пайка во флюсе |
| 926 | Датчик температуры пайки | и | Пайка погружением |
| 93 | Другие процессы высокотемпературной пайки | и | Прочие процессы пайки |
| 94 | Низкотемпературная пайка с местным подогревом | и | Пайка с локальным подогревом |
| 941 | Пайка низкотемпературным инфракрасным лучом | и | Инфракрасная пайка |
| 942 | Пайка низкотемпературная пламенная | и | Пламенная пайка Горелочная пайка, США |
| 943 | Пайка низкотемпературным паяльником | и | Пайка паяльником |
| 944 | Низкотемпературная пайка с протягиванием расплавленного припоя | и | Пайка |
| 945 | Низкотемпературная пайка лазером | и | Лазерная пайка |
| 946 | Низкотемпературная индукционная пайка | и | Индукционная пайка |
| 947 | Низкотемпературная ультразвуковая пайка | и | Ультразвуковая пайка |
| 948 | Пайка низкотемпературная удельная | и | Пайка сопротивлением |
| 949 | Низкотемпературная диффузионная пайка | и | Диффузионная пайка |
| 95 | Пайка низкотемпературная общенагревательная | и | Пайка с глобальным подогревом |
| 951 | Низкотемпературная пайка волной припоя | и | Пайка волной припоя |
| 953 | Низкотемпературная пайка в печи | и | Печь для пайки |
| 954 | Низкотемпературная пайка в вакууме | и | Вакуумная пайка |
| 955 | Низкотемпературная пайка погружением в расплавленный припой | и | Пайка погружением |
| 957 | Низкотемпературная пайка погружением в расплав соли | и | Пайка в солевой ванне |
| 96 | Прочие процессы низкотемпературной пайки | и | Другие процессы пайки |
| 97 | Саркопический | и | Сварка пайкой Сварка пайкой, США |
| 971 | Газ саркопении | и | Газовая пайка Газовая пайка, США |
| 972 | Дуга саркопении | и | Дуговая пайка Дуговая пайка, США |
| 973 | Расходуемый электрод для саркопении, защитный газ | и | Дуговая пайка металлическим припоем в газовой среде Дуговая сварка металлическим припоем в газовой среде, США |
| 974 | Вольфрамовый электрод саркопенной дуги в защитном газе | и | Газовая вольфрамовая дуговая пайка Газовая вольфрамовая дуговая сварка, США |
| 975 | Саркопения дуговой плазмы | и | Плазменно-дуговая пайка Плазменно-дуговая сварка, США |
| 976 | Лазер для саркопении | и | Лазерная пайка Лазерная пайка, США |
| 977 | Электронно-лучевой саркопический | и | Электронно-лучевая пайка Электронно-лучевая пайка, США |
Приложение а (справочное).
Замененные и устаревшие процессы Приложение A
(ссылка)
Настоящее Приложение содержит список процессов, которые были включены в предыдущие издания ISO 4063, но которые позже были заменены или устарели. Их можно использовать в особых случаях или в старых документах.
| 113 | Дуговая сварка неизолированной проволокой (без дополнительной защиты) | и | Дуговая сварка оголенным металлом Дуговая сварка оголенным металлом, США |
| 115 | Проволока для электрода сварочной дуги с покрытием | и | Дуговая сварка угольной проволокой |
| 118 | Электрод сварочный лежачий | и | Сварка петарды |
| 137 | Дуговая сварка порошковой проволокой в среде инертного газа | и | Дуговая сварка порошковой проволокой в среде инертного газа Дуговая сварка порошковой проволокой, США |
| 149 | Сварка атомарным водородом | и | Атомно-водородная сварка |
| 181 | Угольный электрод для дуговой сварки | и | Дуговая сварка углеродом |
| 32 | Сварочный газ | и | Газовоздушная сварка |
| 321 | Сварка ацетилированная | и | Воздушно-ацетиленовая сварка Воздушно-ацетиленовая сварка, США |
| 322 | Сварка пропонованая | и | Воздушно-пропановая сварка |
| 43 | Сварочная поковка | и | Кузнечная сварка |
| 752 | Сварочное световое излучение дуги | и | Дуговая дуговая сварка |
| 77 | Сварочный шок | и | Ударная сварка |
| 781 | Шпильки для дуговой сварки | и | Дуговая сварка шпилек |
| 917 | Высокотемпературная ультразвуковая пайка | и | Ультразвуковая пайка |
| 923 | Высокотемпературная пайка трением | и | Припой трением |
| 953 | Низкотемпературная пайка трением | и | Абразивная пайка |
Приложение б (справочное).
Стандартные обозначения для сварки и родственных процессов, используемые в США Приложение
(ссылка)
В таблицах B. 1-B. 4 представлены стандартные обозначения (дальнейшее обозначение) для сварки и связанных с ней процессов, используемые в Соединенных Штатах Америки (США) в соответствии с Американским обществом сварщиков (AWS). Они даны вместе с символами по ГОСТ Р ИСО 4063. Знак «-» показывает, что символ не может быть присвоен.
Таблица B. 1 — Символы дуговой сварки, используемые в США
| Маркировка (США) | Обозначение по ГОСТ Р ИСО 4063 |
| AAW | 321* |
| АБВ | 972 |
| АХВ | 149* |
| AW | 1 |
| БМВ | 113* |
| ЧБ | 97 |
| CAW-G | 181* |
| CAW-S | 181* |
| CAW-T | 181* |
| CEW | — |
| по часовой стрелке | 48 |
| ДФВ | 45 |
| ЭББВ | 977 |
| ЭЛС | 51 |
| EBW-HV | 511 |
| ЭБВ-МВ | 511 |
| ЭБВ-НВ | 512 |
| ЭГВ | 73 |
| ESW | 72 |
| ESW-CG | 72** |
| EXBW | 97** |
| EXW | 441 |
| FCAW | 114, 136 |
| FCAW-G | 136 |
| FCAW-S | 114 |
| ФОВ | 43* |
| Франция | 42 |
| ФРВ-ДД | 421 |
| ФРВ-I | 422 |
| FSW | 43 |
| FW | 24 |
| GMAW | 13 |
| GMAW-P | 13-R |
| GMAW-S | 13-D |
| GTAW | 14 |
| GTAW-P | 14-R |
| HIPW | — |
| HPW | 49 |
| ИВ | 74 |
| LBBW | 913 |
| Вес | 52 |
| МИАВ | 185 |
| ОАВ | 311 |
| ОФВ | 31 |
| ОХВ | 313 |
| ЛАП | 15 |
| ПЭВ | 77* |
| ПГВ | 47 |
| PW | 23 |
| РЯД | 27** |
| RS | 948 |
| РСЭВ | 22 |
| RSEW-HF | 22** |
| RSEW-I | 742 |
| RSEW-MS | 222 |
| RSW | 21 |
| РВ | 2 |
| РВ-ПК | 2 |
| ПИЛА | 12 |
| SAW-S | 12** |
| СТРО | 111 |
| СШВ | 4 |
| ПО | 783/785/786 |
| ТВ | 71 |
| США | 41 |
| ВВ | 25 |
| УВ-ВЧ | 27** |
| UW-I | 741 |
| * См. Приложение A. ** Не совсем эквивалентно. | |
Таблица B. 2 — Обозначения для высокотемпературной пайки, используемые в США
| Маркировка (США) | Обозначение по ГОСТ Р ИСО 4063 |
| В | 9 |
| ДФБ | 919 |
| ДБ | 923 |
| EXB | 93 |
| ФБ | 921 |
| МБ | 916 |
| IRB | 911 |
| РБ | 918 |
| ТВ | 912 |
Таблица B. 3 — Обозначения низкотемпературной пайки, используемые в США
| Маркировка (США) | Обозначение по ГОСТ Р ИСО 4063 |
| ДС | 955 |
| ФС | 953 |
| IRS | 941 |
| ИС | 946 |
| RS | 948 |
| ТС | 942 |
| USS | 947 |
| ВС | 951 |
Таблица B. 4 — Обозначения для огранки, используемые в США
| Маркировка (США) | Обозначение по ГОСТ Р ИСО 4063 |
| Как | 82 |
| САС | 82* |
| CAC-A | 821/871 |
| Электропоезд | — |
| ГМАК | 82 |
| ГТАК | 82 |
| НЕВС | 84* |
| ББК | 84 |
| LBC-A | 84 |
| LBC-EV | 84 |
| LBC-IG | 84 |
| LBC-O | 84 |
| ССА | 822 |
| ОС | 81 |
| ОС-Р | 81 |
| OFC | 81 |
| OFC-A | 81 |
| OFC-F | 81 |
| OFC-H | 81 |
| OFC-N | 81 |
| OFC-P | 81 |
| ОГ | 872 |
| ОЛЦ | 822 |
| ГОНКИ | 83 |
| СМАК | 82 |
| ТС | 8 |
| * Не совсем эквивалентно. | |
Электронный текст документа
подготовлен ООО «Кодекс» и проверен:
официальное издание
М.: СТАНДАРТИНФОРМ, 2011
Статья — VRS Group GmbH
1 метод, нужны госстандарты, регламентирующие и содействующие построению правильного технологического процесса, направленного на налаживание качественного сварного соединения: монтаж трубопровода или его ремонт, изготовление и монтаж резервуаров и емкостного оборудования, изготовление промышленных конструкций , а также дизайн интерьера или мелкосерийное сварочное производство.
Основной перечень стандартов распространяется на аргонную сварку: 3242 Соединения сварные, 23870 Свариваемость сталей, 14782 Неразрушающий контроль, 16037 Соединения сварные стальных труб, 14771 Дуговая сварка в среде защитных газов, 23518-79 Дуговая сварка в среде защитных газов. Суть этого вида сварки заключается в подаче электрической дуги от вольфрамового электрода к изделию, находящемуся в атмосфере защитного газа — аргона, гелия или смеси газов. Электрическая дуга служит источником нагрева, плавящего и сваривающего металл. Для этого применяют инертные газы, они негорючи и выполняют функцию защиты горящей дуги и сварочной ванны, т. е. свариваемого изделия, от окружающего воздуха. При недостаточной защите сварочного лотка происходит раскисление расплавленного металла шва, что резко снижает качество сварного соединения и, соответственно, изделия. Количество защитного газа определяется внешней средой (наличие ветра, сквозняка) и течением. При слаботочных нагрузках до 60-80 А расход защитного газа устанавливается на уровне 4-5 литров в минуту. Этого количества достаточно для защиты сварного шва от вредного воздействия кислорода, содержащегося в воздухе. При более высоких токовых нагрузках и условиях внешних факторов количество инертного газа может достигать 15-18 л/м.
Большинство металлов можно сваривать аргонно-дуговой или аргонной сваркой:- Низкоуглеродистые и низколегированные стали: Ст-1, Ст-2, Ст-3, Ст-4, Ст-5, Ст- 6, 15Г, -20Г; 15Х; 1 5ХА; 20Х; 15ХМ; 14ХГС и др.
- Чугун: породы с содержанием углерода не более 1,4%.
- Stainless steel, alloy steel: 03Х17Н13М2, 02Х18М2БТ, 02Х28Н30МДБ, 03Х17Н13АМ3, 03Х17Н14М3, 03Х18АН11, 03Х18Н11, 03Х18Н11, 03Х22Н5АМ2, 03Х23Н6, 03Х24Н13Г2С, 06Х18Н11, 08X23h23, 08X25h5M2, 08Х12Т1, 08Х13, 08Х17Т, 08Х18Н10,06Х18Н11, 12Х19Н10Т и многие другие.
- Титан и его сплавы: ВТ1-00, ВТ-0, ОТ4-0, ОТ4-1, ОТ-4, ВТ5-1, ВТ-5, ВТ-6, ВТ3-1, ВТ-8- ОСТ
-81 Алюминий: АМЗ, АМЦ, АМг2, АМг3, АМг4, АМг5, АМг6, АМг6М, АБ, Д1, АЛ1-АЛ13-ГОСТ 2685-44 и др. Медь: M0, M1, M2, M3, M4 по стандарту 859-41. Латунь: L-62, L-68, L-70, L7777 по стандарту 1019-47. Область применения этого метода сварки также велика:
Дизайн интерьеров, мебель из нержавеющей стали, ограждения из нержавеющей стали, аксессуары для бассейнов и саун, элементы декора ванных комнат, мебель из нержавеющей стали, дизайн кафе и ресторанов, дизайн интерьера, дизайн развлекательных центров и сварка нержавеющих элементов, интерьер-мебель, дополнительные элементы интерьера, эксклюзивная мебель, лестницы, производство плитки из нержавеющей стали, перила и дизайн интерьера, декор, строительство, дом и интерьер, кухни из нержавеющей стали, декоративные элементы интерьера, системы ограждений, изготовление интерьерных конструкций, композиционные решения для домашнего интерьера, дизайн интерьера и экстерьера, стиль хай-тек.
Производство емкостей из нержавеющей стали и титана, ремонт и монтаж технологических трубопроводов на объектах пищевой и химической промышленности, восстановление и ремонт изношенных или морально устаревших деталей, механизмов, изделий- ремонт автомобильных радиаторов охлаждения и кондиционеров, алюминия агрегаты и блоки автомобилей, катеров, яхт, бытовой техники и многое другое.
Данный вид сварки применяется в пищевой, химической, фармацевтической, нефтеперерабатывающей, газовой, автомобильной, судостроительной, агропромышленном комплексе, космической отрасли.
На сегодняшний день аргонно-дуговая сварка наиболее широко применяется в работе с цветными металлами. При массе достоинств, таких как: высокая однородность металла сварного шва, возможность работы с малыми толщинами стенок изделия, простота технологического принципа, широкая область применения, есть и «минусы» его Применение: плохо подходит для изделий с большой толщиной стенки, протяженностью швов и относительно медленным процессом сварки, а также возникновением сварочных деформаций. В этом случае целесообразно использовать другие виды сварки, такие как MIG/MAG, что дает более высокую скорость сварки и большее количество наплавленного металла. В современной промышленности для более высокой рентабельности процесса сварки часто знакопеременные виды сварки: аргонно-дуговая стандарт 23518-79WIG/TIG – ручная дуговая MMA 11534-75, а также аргонодуговая WIG/TIG – полуавтоматическая MIG/MAG 11513-75. Технология сварки значительно шагнула вперед в своем развитии за последние несколько лет. Имеются сварочные аппараты известных фирм: Migatronic, Kemmpi, EWM, Fronius, ESAB и др., обладающие широким набором сварочных функций, позволяющих сварщику добиться высокого качества своей деятельности.
Авторы статьи надеются, что эта информация стала полезной и расширила ваше представление об аргонно-дуговой сварке.
Сталь 35: характеристики, свойства, аналоги
Сталь марки 35 – конструкционная углеродистая сталь, применяемая при изготовлении деталей низкой прочности, испытывающих малые напряжения. Изделия из стали марки 35 должны соответствовать ГОСТ 1050 или ДСТУ 7809.
Классификация: : Сталь конструкционная углеродистая качественная.
Продукция: Прокат стальной, в том числе фасонный.
Химический состав стали 35 по ковшовой пробе по ГОСТ 1050, %
С
Си
Мн
Никель
С
Р
Кр
Медь
Как
0,32-0,40
0,17-0,37
0,50-0,80
≤0,30
≤0,035
≤0,030
≤0,25
≤0,30
≤0,08
Механические свойства стали 35
Стандартный
Предел текучести, МПа
Предел прочности при растяжении, МПа
Относительное удлинение, %
Относительное снижение, %
ГОСТ 1050
315
530
20
45
Сталь 35 аналоги
США
1034, 1035, 1038, Г10340, Г10350, Г10380, Г10400
Германия
1. 0501, 1.1181, 1.1183, C35, C35E, C35R, C38D, Cf35, Ck35, Cm35, Cq35
Япония
С35, С35С, С38С, СВРЧ45К, СВРЧ48К
Франция
1C35, 2C35, AF55, C30E, C35, C35E, C35RR, CC35, RF36, XC32, XC35, XC38, XC38h2, XC38h2TS, XC38h3FF, XC38TS
Великобритания
060A35,080A32,080A35,080A5,080M36,1449-40CS,40HS,C35,C35E
ЕС
1.0501,1.1172,1.1181,С35,С35Е,С35ЭК,С36
Италия
1C35,1CD35,C35,C35E,C35R,C36,C38
Бельгия
С35, С35-1, С35-2, С36
Испания
С35, С35Е, С35к, Ф.113, Ф.1130
Китай
35, МЛ35, ЗГ270-500
Швеция
1550, 1572
Болгария
35, К35, К35Э
Венгрия
C35E, МС
Польша
35, Д35
Румыния
ОЛК35, ОЛК35АС, ОЛК35к, ОЛК35С
Чехия
12040
Австрия
К35, К35СВ, Кк35С
Австралия
1035
Швейцария
К35, Кк35
Южная Корея
СМ35К, СМ38К
Применение
Благодаря низкой стоимости и высоким эксплуатационным характеристикам сталь марки 35 широко применяется в строительстве и машиностроении. Эта сталь используется в металлоконструкциях (фасонный и арматурный прокат), а также в производстве различных валов, цилиндров, шестерен, осей, дисков и траверс. В редких случаях сталь марки 35 применяют при изготовлении крупногабаритных механизмов.
Сварка
Сталь марки 35 имеет ограниченную свариваемость. Основными методами сварки являются аргонодуговая сварка, ручная дуговая сварка, сварка под флюсом и дуговая сварка в защитных газах. Перед сваркой рекомендуется термическая обработка.
GOST 12X18H20T Пластина, 12x18H20T, лист ASTM A240 321 Лист
Опубликовано
Admin на . C требуется.
Класс : 12Х28Н10Т ( 12Х18Н10Т ) ( Х18Н10Т ) Заменитель: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т Классификация : Криогенная конструкционная сталь
Ширина : 600 мм ~ 2030 мм
Толщина : 0,1 ~ 120,0 мм
Длина : 300 ~ 6000 мм, макс 18000 мм
, №3, №4, №5, №8, ХЛ, Травление, СБ, Ti-покрытие, цветное покрытие, тиснение
Химический состав в % для марки 12Х28Н10Т ( 12Х18Н10Т ) С7 Си Мн Никель С П Кр Медь – макс 0,12 макс 0,8 макс. 2 9 – 11 макс 0,02 макс 0,035 17 – 19 макс 0,3 (5 С – 0,8) Ti, остальное Fe
Механические свойства марки 12Х18х20Т Плита
Механические свойства при Т=20 o С для марки 12Х28Н10Т ( 12Х18Н10Т ) 9397 8 Ассортимент Размер Прямой. с в с Т д 5 г ККУ Термическая обработка – мм – МПа МПа % % кДж/м 2 – Труба охлаждающая деформационная, ГОСТ 9941-81 549 35 Труба горячедеформированная ГОСТ 9940-81 529 40 Пруток, ГОСТ 5949-75 до Ø 60 510 196 40 55 Guenching 1020 – 1100 o C, Охлаждающий воздух, Проволока ГОСТ 18143-72 540-830 20-25 Поковка, ГОСТ 25054-81 от до 1000 510 196 35-38 40-52 Guenching 1050 – 1100 o C, вода, Листовой трюк, ГОСТ 7350-77 530 235 38 Guenching 1000 – 1080 o C, охлаждающая вода, Лист тонкий, ГОСТ 5582-75 530 205 40 Guenching 1050 – 1080 o C, охлаждающая вода, Лист тонкий нагартованный ГОСТ 5582-75 880-1080 10 Лист тонкий, ГОСТ 5582-75 740 25 Пластина ASTM A240 321, нержавеющая сталь
321 — это стабилизированная версия нержавеющей стали 304. Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева. лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям.
Однако добавление титана ограничивает применение 321 с точки зрения работы. Этот металл не рекомендуется для определенных методов сварки, поскольку он не является плавящимся. Кроме того, нержавеющая сталь 321 обладает отличными формовочными характеристиками, не требует отжига после сварки и демонстрирует ударную вязкость в диапазоне температур. Металл проявляет прочность даже при воздействии криогенных температур. Кроме того, его часто выбирают вместо типа 304 из-за его повышенной стойкости к ползучести и разрыву. Оба металла могут быть подвержены коррозионному растрескиванию под напряжением. Нержавеющая сталь 321H является высокоуглеродистой модификацией нержавеющей стали 321. Кроме того, 321H стабилизирован добавлением ниобия для защиты от межкристаллитной коррозии. Он также способен выдерживать более высокие температуры, чем тип 321, из-за повышенного содержания углерода. В то время как 321H демонстрирует те же характеристики сварки и формовки, что и тип 321, металл не может быть упрочнен термической обработкой. Он используется в ситуациях, когда тип 321 не может выдерживать высокие температуры, обычно превышающие 1000 ° F. Тип 321H демонстрирует лучшую стойкость к ползучести, чем нержавеющие стали 321 и 304.
321H также демонстрирует устойчивость к кислотной коррозии в различных средах. Более низкие температуры обеспечивают лучшую стойкость, но металл способен выдерживать до 10% раствора кислоты, который был разбавлен при повышенных температурах. Однако металл проявляет очень низкую устойчивость к растворам хлора или серы при любой заданной температуре.
Учитывая схожий состав и характеристики, нержавеющие стали 321 и 321H могут получить двойную сертификацию. Эквивалентные стали для 12 KHH28N10T (12х18N10T) Эквиваленты стальной степени 12H28N10T (
12х18N10T)
Дизайн интерьеров, мебель из нержавеющей стали, ограждения из нержавеющей стали, аксессуары для бассейнов и саун, элементы декора ванных комнат, мебель из нержавеющей стали, дизайн кафе и ресторанов, дизайн интерьера, дизайн развлекательных центров и сварка нержавеющих элементов, интерьер-мебель, дополнительные элементы интерьера, эксклюзивная мебель, лестницы, производство плитки из нержавеющей стали, перила и дизайн интерьера, декор, строительство, дом и интерьер, кухни из нержавеющей стали, декоративные элементы интерьера, системы ограждений, изготовление интерьерных конструкций, композиционные решения для домашнего интерьера, дизайн интерьера и экстерьера, стиль хай-тек.
Производство емкостей из нержавеющей стали и титана, ремонт и монтаж технологических трубопроводов на объектах пищевой и химической промышленности, восстановление и ремонт изношенных или морально устаревших деталей, механизмов, изделий- ремонт автомобильных радиаторов охлаждения и кондиционеров, алюминия агрегаты и блоки автомобилей, катеров, яхт, бытовой техники и многое другое.
Данный вид сварки применяется в пищевой, химической, фармацевтической, нефтеперерабатывающей, газовой, автомобильной, судостроительной, агропромышленном комплексе, космической отрасли.
На сегодняшний день аргонно-дуговая сварка наиболее широко применяется в работе с цветными металлами. При массе достоинств, таких как: высокая однородность металла сварного шва, возможность работы с малыми толщинами стенок изделия, простота технологического принципа, широкая область применения, есть и «минусы» его Применение: плохо подходит для изделий с большой толщиной стенки, протяженностью швов и относительно медленным процессом сварки, а также возникновением сварочных деформаций.
В этом случае целесообразно использовать другие виды сварки, такие как MIG/MAG, что дает более высокую скорость сварки и большее количество наплавленного металла. В современной промышленности для более высокой рентабельности процесса сварки часто знакопеременные виды сварки: аргонно-дуговая стандарт 23518-79WIG/TIG – ручная дуговая MMA 11534-75, а также аргонодуговая WIG/TIG – полуавтоматическая MIG/MAG 11513-75. Технология сварки значительно шагнула вперед в своем развитии за последние несколько лет. Имеются сварочные аппараты известных фирм: Migatronic, Kemmpi, EWM, Fronius, ESAB и др., обладающие широким набором сварочных функций, позволяющих сварщику добиться высокого качества своей деятельности. Авторы статьи надеются, что эта информация стала полезной и расширила ваше представление об аргонно-дуговой сварке.
Изделия из стали марки 35 должны соответствовать ГОСТ 1050 или ДСТУ 7809.С
Си
Мн
Никель
С
Р
Кр
Медь
Как
0,32-0,40
0,17-0,37
0,50-0,80
≤0,30
≤0,035
≤0,030
≤0,25
≤0,30
≤0,08
Стандартный
Предел текучести, МПа
Предел прочности при растяжении, МПа
Относительное удлинение, %
Относительное снижение, %
ГОСТ 1050
315
530
20
45
США
1034, 1035, 1038, Г10340, Г10350, Г10380, Г10400
Германия
1. 0501, 1.1181, 1.1183, C35, C35E, C35R, C38D, Cf35, Ck35, Cm35, Cq35
Япония
С35, С35С, С38С, СВРЧ45К, СВРЧ48К
Франция
1C35, 2C35, AF55, C30E, C35, C35E, C35RR, CC35, RF36, XC32, XC35, XC38, XC38h2, XC38h2TS, XC38h3FF, XC38TS
Великобритания
060A35,080A32,080A35,080A5,080M36,1449-40CS,40HS,C35,C35E
ЕС
1.0501,1.1172,1.1181,С35,С35Е,С35ЭК,С36
Италия
1C35,1CD35,C35,C35E,C35R,C36,C38
Бельгия
С35, С35-1, С35-2, С36
Испания
С35, С35Е, С35к, Ф.113, Ф.1130
Китай
35, МЛ35, ЗГ270-500
Швеция
1550, 1572
Болгария
35, К35, К35Э
Венгрия
C35E, МС
Польша
35, Д35
Румыния
ОЛК35, ОЛК35АС, ОЛК35к, ОЛК35С
Чехия
12040
Австрия
К35, К35СВ, Кк35С
Австралия
1035
Швейцария
К35, Кк35
Южная Корея
СМ35К, СМ38К
Эта сталь используется в металлоконструкциях (фасонный и арматурный прокат), а также в производстве различных валов, цилиндров, шестерен, осей, дисков и траверс. В редких случаях сталь марки 35 применяют при изготовлении крупногабаритных механизмов.Толщина : 0,1 ~ 120,0 мм
Длина : 300 ~ 6000 мм, макс 18000 мм
2 Пластина ASTM A240 321, нержавеющая сталь
321 — это стабилизированная версия нержавеющей стали 304. Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева. лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям. Однако добавление титана ограничивает применение 321 с точки зрения работы. Этот металл не рекомендуется для определенных методов сварки, поскольку он не является плавящимся. Кроме того, нержавеющая сталь 321 обладает отличными формовочными характеристиками, не требует отжига после сварки и демонстрирует ударную вязкость в диапазоне температур. Металл проявляет прочность даже при воздействии криогенных температур. Кроме того, его часто выбирают вместо типа 304 из-за его повышенной стойкости к ползучести и разрыву. Оба металла могут быть подвержены коррозионному растрескиванию под напряжением.
Нержавеющая сталь 321H является высокоуглеродистой модификацией нержавеющей стали 321. Кроме того, 321H стабилизирован добавлением ниобия для защиты от межкристаллитной коррозии. Он также способен выдерживать более высокие температуры, чем тип 321, из-за повышенного содержания углерода. В то время как 321H демонстрирует те же характеристики сварки и формовки, что и тип 321, металл не может быть упрочнен термической обработкой. Он используется в ситуациях, когда тип 321 не может выдерживать высокие температуры, обычно превышающие 1000 ° F. Тип 321H демонстрирует лучшую стойкость к ползучести, чем нержавеющие стали 321 и 304. 321H также демонстрирует устойчивость к кислотной коррозии в различных средах. Более низкие температуры обеспечивают лучшую стойкость, но металл способен выдерживать до 10% раствора кислоты, который был разбавлен при повышенных температурах. Однако металл проявляет очень низкую устойчивость к растворам хлора или серы при любой заданной температуре.
Учитывая схожий состав и характеристики, нержавеющие стали 321 и 321H могут получить двойную сертификацию.