| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭ |
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
Контактная сварка металлов, перечень сварных соединений, а также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется только на сварку, выполненную контактным методом без расплавления металлов.
Конструктивные элементы
Обозначение сварного контактного соединения на чертежах.Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная

Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.

Схематическое изображение конденсаторной сварки.Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |

И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».
Выводы
Каждый сварщик в своей деятельности опирается на техническую подготовку, практический опыт и знание методик, регламентируемых ГОСТами.
Соединения сварные, выполняемые контактной электросваркой. Основные типы и конструктивные элементы
КП
fin
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СССР
СВАРКАМЕТАЛЛОВ
Издание официальное
ЧАСТЬ II
ИЗДАТЕЛЬСТВО СТАНДАРТОВ М о с к • а 1973 г
d | с | |||||
Номмн. | Пред. откл. | а | и | ^min | (при шахматном расположении точек) | |
0,3 | 2.5 | 6 | 3,0 | 8 | 7 | |
0,4-0,6 | 3.0 | 8 | 4.0 | 10 | 8 | |
0,7—0,8 | 3,5 | +1,0 | 10 | 5,0 | 13 | 11 |
0,9-1,1 | 4,0 | 12 | 6,0 | 14 | 12. | |
1,2-1,4 | 5,0 | 13 | 6,5 | 15 | 13 | |
1,5—1,6 | 6,0 | 14 | 7,0 | 18 | 15 | |
1,8-2,2 | 7,0 | 16 | 8,0 | 24 | 20 | |
2,5-2,8 | 8.0 | + 1,5 | 18 | 9.0 | 30 | 25 |
3,0 —3,2 | У.О | 20 | 10,0 | 36 | 30 | |
3,5—3.8 | 10.0 | 23 | 11.5 | 40 | 34 | |
4.0 | 11,0 | 26 | 13,0 | 45 | 38 | |
4,5 | 12,0 | +2,0 | 30 | 15,0 | 50 | 43 |
5,0 | 13,0 | 34 | 17,0 | 55 | 47 | |
5,5 | 14.0 | 38 | 19,0 | 60 | 52 | |
6,0 | 15,0 | 42 | 21,0 | 65 | 55 | |
12. При сванке деталей неодинаковой толщины (s /-S\) диаметр точки d принимают равным (1,00—1,25) значения диаметра, рекомендуемого для деталей меньшей толщины.
13. При сварке трех деталей допускается сквозное проплавление средней детали.
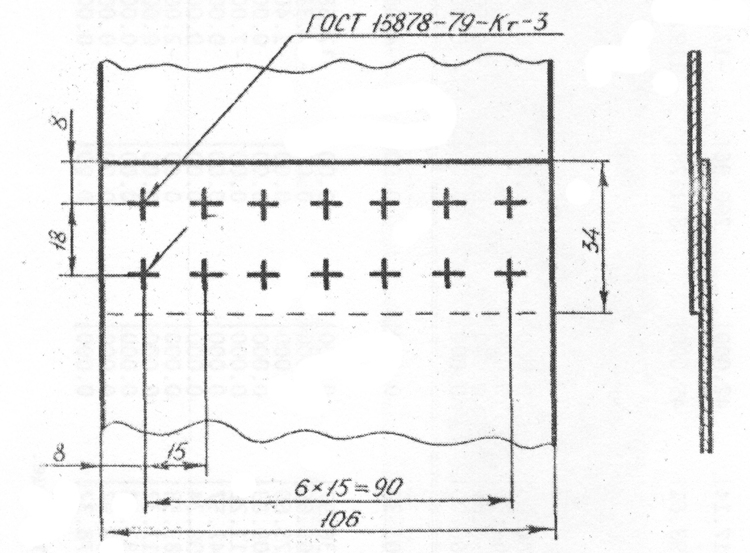
14. Конструктивные элементы сварных соединений, выполняемых контактной рельефной сваркой, их размеры и предельные отклонения по ним должны соответствовать указанным на черт. 2 и в табл. 3.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
15. Рельефной сваркой выполняют соединения с расположением точек, определяемым конструкцией свариваемых деталей. Однорядные и многорядные швы аналогичны швам при точечной сварке. 16. Одноточечные сварные соединения не рекомендуются. 17. Рельефная сварка более двух деталей не рекомендуется. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
s=st | Номнк. | а Пред. откл. | а | и |
0,3 | 2,5 | 6 | 3,0 | |
0,4-0,6 | 3,5 | ±1.0 | 7 | 3,5 |
0,7—0.8 | 4,0 | 10 | 5.0 | |
0,9—1,1 | 4,5 | 12 | 6,0 | |
1.2-1,4 | 5,0 | 13 | 6,5 | |
1.5-1.6 | Ь,0 | 14 | 7.0 | |
1,8-2,2 | 7.0 | 15 | 7.5 | |
2.5-2,8 | 7,5 | + 1,0 | 18 | 9,0 |
3,0 | 8.0 | 20 | 10,0 |
18. Конструктивные элементы сварных соединений, выполняемые контактной роликовой сваркой, их размеры и предельные отклонения по ним должны соответствовать указанным на черт. 3 и в табл. 4.
19. При роликовой сварке ленты с листом величину нахлестки а увеличивают на 25%.
20. Допускается отклонение размера и на ±20%.
21. При сварке деталей неодинаковой толщины (s^Sj) ширину шва d принимают равной (1,00—1,25)5.
22. Контактной стыковой сваркой сопротивлением соединяют детали площадью до 80 мм2. На специальном оборудовании допускается стыковая сварка сопротивлением деталей площадью до 280 мм2.
Контактной стыковой сваркой оплавлением соединяют детали любого сечения площадью не менее 10 мм2.
23. При стыковой сварке сопротивлением торцы деталей должны быть перпендикулярны продольной оси.
24. При стыковой сварке сопротивлением стык располагают перпендикулярно продольной оси детали; при сварке оплавлением между продольными осями деталей допускается угол, равный 90—180°, с симметричным расположением плоскости стыка по отношению к этим осям.
25. При стыковой сварке детали в месте их соединения должны иметь одинаковую форму и размеры. При сварке деталей неодинакового сечения большая деталь должна быть обработана, как показано на черт. 4 и 5.
26. При стыковой сварке оплавлением круглых стержней отношение большого диаметра к меньшему допускается не более 1,15, а
для стержней квадратного или прямоугольного сечения и для листов отношение большей толщины к меньшей допускается не более 1,10.
27. Основные типы и конструктивные элементы сварных соединений труб с трубами и труб с арматурой (фланцы, ниппели, штуцера), выполняемых контактной стыковой сваркой оплавлением, производить по техническим условиям, утвержденным в установленном порядке.
Черт. 5
Примечание. Длина выступа большей детали / должна быть > 5s, но не более 10 мм.
ПРИЛОЖЕНИЕ
Рекомендуемое
ОПРЕДЕЛЕНИЯ ТЕРМИНОВ, ПРИНЯТЫХ В СТАНДАРТЕ
Расчетный диаметр точки d — диаметр литого ядра в плоскости соединений (точечных, рельефных, роликовых).
Шаг точечного шва t — расстояние между центрами соседних точек в ряду. Расстояние между рядами точек с — расстояние между осями рядов точек. Величина проплавления h или hx — наибольшая высота литого ядра в одной детали.
Глубина вмятин ho — глубина отпечатка электрода на поверхности детали. Длина литой зоны b — длина литой зоны в продольном сечении роликового шва.
Перекрытие шва f — величина перекрытия соседних литых зон роликового
шва.
СОДЕРЖАНИЕ
ГОСТ 15878-70 Соединения сварные, выполняемые контактной электросваркой. Основные типы и конструктивные элементы 3
ГОСТ 14806-69 Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов. Основные типы и конструктивные
элементы………….13
ГОСТ 16037-70 Швы сварных соединений стальных трубопроводов. Основные типы и конструктивные элементы …. 86
ГОСТ 16038-70 Швы сварных соединений трубопроводов из меди и медно-никелевого сплава. Основные типы и конструктивные элементы………….136
ГОСТ 14776-69 Швы сварных соединений электрозаклепочные Основные
типы и конструктивные элементы……178
ГОСТ 9466-60 Электроды металлические для дуговой сварки сталей и
наплавки. Размеры и общие технические требования 185
ГОСТ 10051-62 Электроды металлические для дуговой наплавки поверхностных слоев с особыми свойствами. Типы 198
ГОСТ 9467-60 Электроды металлические для дуговой сварки конструкционных и теплоустойчивых сталей. Типы …. 205
ГОСТ 10052-62 Электроды металлические для дуговой сварки высоколегированных сталей с особыми свойствами. Типы 209
ГОСТ 2246—70 Проволока стальная сварочная……227
ГОСТ 10543—63 Проволока стальная наплавочная……247
ГОСТ 16130-72 Проволока и прутки из меди и сплавов на медной основе сварочные . 256
ГОСТ 7871-63 Проволока сварочная из алюминия и алюминиевых
сплавов………….268
ГОСТ 11545-65 Сормайт. Сплав наплавочный прутковый и порошкообразный ………….274
ГОСТ 11546—65 Сталинит М порошкообразный. Технические требования 281
ГОСТ 2671-70 Прутки чугунные для сварки и наплавки . . 285
ГОСТ 7122-54 Швы сварные. Методы отбора проб для химического и
спектрального анализов………291
ГОСТ 3242—69 Швы сварных соединений. Методы контроля качества 296
ГОСТ 6996—66 Сварные соединения. Методы определения механических
свойств ………….303
ГОСТ 7312-69 Швы сварных соединений. Методы контроля просвечиванием проникающими излучениями …. 354
ГОСТ 14782-69 Швы сварных соединений. Методы ультразвуковой дефектоскопии …………367
Перечень стандартов, включенных в сборник, по порядку номеров . . 381
СВАРКА МЕТАЛЛОВ
Часть II
зд. 60X90’/,«
.ООО Изд. * 3055/02
Редактор С. Г. Вилъкина Обложка художника Г. Ф. Семиреченко Технический редактор //. С. Матвеева Корректор Г. М. Фролова
Сдано в набор 24. 04. 1973 г. Подп. • псч. 27. 10. 1973 г. Форм» Бум. тнпогр. 2 24,0 п. л. + 2 вкл. 2.0 п. л. 23,47 уч.-изд. л. Тираж
I пер.. 3 Зак. 1774
Цена 1 р. 17 к.
Издательство стандартов. Москва. Д-22, НовопресненскШ Калужская типография стандартов, ул. Московская. 256.
ОТ ИЗДАТЕЛЬСТВА
Сборник «Сварка металлов» содержит стандарты, утвержденные до 1 декабря 1972 г.
В стандарты внесены изменения, принятые до указанного срока. Около номера стандарта, в который внесено изменение стоит знак*.
В связи с пересмотром в сборник не включены ГОСТ 11534-65, ГОСТ 11969-66 и ГОСТ 11531-65.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячно «Информационном указателе стандартов».
(с) Издательство стандартов, 1973
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СО ЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ, ВЫПОЛНЯЕМЫЕ КОНТАКТНОЙ ЭЛЕКТРОСВАРКОЙ Основные типы и конструктивные элементы
Resistance joints welded.
Main types and constructive elements
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 17/VII 1970 г. № 535 срок введения установлен
с 1/VI1 1971 г.
Несоблюдение стандарта преследуется по закону
!. Настоящий стандарт устанавливает основные типы и конструктивные элементы расчетных сварных соединений конструкций из малоуглеродистой и низколегированной стали, выполняемых контактной электросваркой.
Стандарт не устанавливает основные типы и конструктивные элементы сварных соединений, выполняемых контактной Т-образной электросваркой.
2. Определения терминов, принятых в стандарте, приведены в приложении.
3. Устанавливаются следующие условные обозначения способов контактной электросварки:
Кт—контактная точечная;
Кр—контактная роликовая;
Кв—контактная рельефная;
Кс—контактная стыковая;
Ксо — контактная стыковая оплавлением;
Ксс — контактная стыковая сопротивлением.
4. Приняты следующие обозначения: s и s|—толщина детали;
d—расчетный диаметр точки или ширина роликового шва; h—величина проплавления; h0—глубина вмятины; t—шаг точечного шва; с—расстояние между осями рядов точек; b—длина литой зоны роликового шва; f—перекрытие роликового шва; а—ширина нахлестки; и — расстояние от края листа.
5. Основные типы сварных соединений, выполняемые контактной
электросваркой, должны соответствовать указанным в табл .1. Издание официальное Перепечатка воспрещена
Таблица I | |
Внахлестку | |
Тип
ссхшиеимА
Виа сварного соелииспив
Много-рЯДНЫЙ С цепным расположением точек
Много-рядный с шахматным расположением точек
Обозначение | Пределы | Условное |
способа | ТОЛЩИН | обозначение |
сварки | свариваемых | сварного |
деталей, мм | соедиаеиив |
Вид тарного соединение
AzA
Однорядный с or. бортовкой
Обличение | Пределы ttllflHN | Ус до мог о боли «ени. |
способе | смримемы! | смриого |
СМ ркИ | детален, мм | сосанценна |
Or 0.3-0,3
до 3.0—3.0
Вид сварного соединения
Жб$Ж
тяж&
Обозначение способа сварки | Пределы толщин свариваемых деталей, мл | Условное обозначение сварного соединение | |
— | CI | ||
Ксс | — | С2 | |
Ксо | — | СЗ | |
— | С1 | ||
6. Конструктивные элементы сварных соединений, выполняемых контактной точечной сваркой, их размеры и предельные отклонения по ним должны соответствовать указанным на черт. 1 и в табл. 2.
А -А Соединение 2-х дет |
±-1 Соединение 5-х дет |
ULLA/ЛЛ | |
hm(o,Z~0,8)St h0 £ 0,2 s Черт. 1. | |
7- При контактной точечной сварке деталей с отношением толщин — >2 шаг точек принимают равным (1,15—1,20) /mJn.
5i
8. Одноточечные сварные соединения не рекомендуются.
9. При контактной точечной сварке трех деталей или ленты с листом величину нахлестки а увеличивают на 25%. Соединение более трех деталей производить не рекомендуется.
10. Размер нахлестки а сварных соединений с многорядным швом типов Н4 и Н5 определяют по формуле:
а = 2и + С’П, где п—количество рядов.
И. Допускается отклонение размеров а и и на ±20%.
ГОСТ 14111-90
ГОСТ 14111-90
(СТ СЭВ 3237-89,
ИСО 5184-79)
Группа Е73
ОКП 34 4193
Срок действия с 01.07.91
до 01.07.96*
_______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11-12, 1994 год). — Примечание «КОДЕКС»
1. РАЗРАБОТАН И ВНЕСЕН Минэлектротехприбором СССР
РАЗРАБОТЧИКИ
А.И.Данилов, И.Н.Кондратенко, А.А.Кузнецов, Л.У.Манчинский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 12.04.90 N 866
3. СРОК ПРОВЕРКИ — 1996 г.
4. Стандарт полностью соответствует СТ СЭВ 3237-89
5. В стандарт введен международный стандарт ИСО 5184-79
6. ВВЕДЕН ВПЕРВЫЕ
Настоящий стандарт распространяется на прямые электроды для точечной сварки и устанавливает размеры и допустимые отклонения размеров электродов, когда усилия на электродах не превышают значений, указанных в таблице для диаметра , где осевые линии электродов перпендикулярны к свариваемым деталям.
Настоящий стандарт не распространяется на электроды, изготовляемые выдавливанием.
1. Типы и размеры должны соответствовать приведенным на чертеже и в таблице.
_________________
* Размер для справок.
Примечания:
1. Можно выбрать по желанию уменьшенную или увеличенную длину плоскостей под гаечный ключ или без плоскости.
2. — диаметр конуса в плоскости измерения.
Размеры, мм
±0,5 при | |||||||||||||||||||||
|
| 1: |
| , max | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | Усилие на электроде *, кН | ||||||||
10 | 4 | 9,8 | 5,5 | 1:10 | 2 | 8 | 13 | 14 | 13 | 7 | 25 | 4 | 29 | 33 | 38 | 45 | 53 | 63 | — | — | 2,5 |
13 | 5 | 12,7 | 7,5 | 3 | 11 | 16 | 15 | 14 | 7 | 32 | 5 | 32 | 36 | 41 | 48 | 56 | 66 | 79 | — | 4 | |
16 | 6 | 15,5 | 8,5 | 4 | 13 | 20 | 16 | 15 | 8 | 40 | 6 | — | 40 | 45 | 52 | 60 | 70 | 83 | 100 | 6,3 | |
20 | 8 | 19 | 10,5 | 5 | 17 | 25 | 17 | 16 | 8 | 50 | 8 | — | — | 50 | 57 | 65 | 75 | 88 | 105 | 10 | |
25 | 10 | 24,5 | 13,5 | 6,5 | 21 | 31,5 | 18 | 17 | 9 | 63 | 10 | — | — | 56,5 | 63,5 | 71,5 | 81,5 | 94,5 | 111,5 | 16 | |
32 | 12,5 | 31 | 14 | 1:5 | 8,5 | 24 | 40 | 20 | 15 | 10 | 80 | 12,5 | — | — | — | 72 | 80 | 90 | 103 | 120 | 25 |
40 | 16 | 39 | 16 | 11 | 32 | 50 | 25 | 16 | 10 | 100 | 16 | — | — | — | — | 90 | 100 | 113 | 130 | 40 | |
___________________ | |||||||||||||||||||||
2. Неуказанные на чертеже и в таблице предельные отклонения размеров:
отверстий — по Н13;
валов — по h23;
остальных — по .
3. Пример условного обозначения прямого электрода типа F с увеличенной плоскостью под гаечный ключ (), =16 мм, =25 мм:
Электрод FL 16х25 ГОСТ 14111-90
То же, прямого электрода типа С с уменьшенной плоскостью под гаечный ключ (), =16 мм, =25 мм:
Электрод CS 16х25 ГОСТ 14111-90
То же, прямого электрода типа А без плоскости под гаечный ключ, =16 мм, =25 мм:
Электрод А 16х25 ГОСТ 14111-90
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990
Термин | Определение |
ВИДЫ И СБОРОЧНЫЕ ЕДИНИЦЫ | |
1. Контактная машина | Машина для контактной сварки |
2. Контактная машина общего назначения | Контактная машина, выполненная без учета специфических требований, характерных для определенной отрасли народного хозяйства или для определенного назначения |
3. Специальная контактная машина | Контактная машина, выполненная с учетом требований, специфических для определенной отрасли народного хозяйства или для определенного назначения. Примечание. Примерами специальной контактной машины являются стыковая машина для сварки рельсов, шовная машина для сварки бензобаков, многоэлектродные машины |
4. Точечная машина | Контактная машина для точечной контактной сварки |
5. Рельефная машина | Контактная машина для рельефной сварки |
6. Шовная машина | Контактная машина для шовной контактной сварки |
7. Стыковая машина | Контактная машина для стыковой сварки сопротивлением или (и) оплавлением |
8. Стационарная контактная машина | Контактная машина, все части которой устанавливают стационарно на месте эксплуатации, а свариваемые детали при необходимости перемещают во время сварки относительно машины |
9. Подвесная контактная машина | Контактная машина, рабочие органы которой подвешивают и во время сварки перемещают относительно стационарно установленных на месте эксплуатации частей машины и свариваемых деталей |
10. Передвижная контактная машина | Контактная машина, приспособленная для перемещения к свариваемым деталям или (и) около них в процессе работы |
11. Контактная машина прессового типа | Контактная машина с прямолинейным ходом электрода |
12. Контактная машина радиального типа Ндп. Радиальная машина | Контактная машина с перемещением электрода по дуге окружности |
13. Контактная машина переменного тока | Контактная машина, частота сварочного тока которой равна частоте напряжения питающей сети |
14. Контактная машина постоянного тока | Контактная машина, в сварочном контуре которой проходит ток, выпрямленный на вторичной обмотке сварочного трансформатора |
15. Машина для сварки запасенной энергией | Контактная машина, в которой для сварки используют энергию, запасаемую в предназначенных для этой цели устройствах |
16. Конденсаторная машина | Машина для сварки запасенной энергией, в которой используют энергию, запасаемую в конденсаторах |
17. Автоматическая контактная машина | Контактная машина, в которой загрузка свариваемых деталей, их сварка и съем осуществляются автоматически |
18. Контактная машина с ручным приводом | Контактная машина, в которой для сжатия (зажатия, оплавления, осадки) деталей используется мускульная сила рук |
19. Педальная точечная (шовная) машина | Точечная (шовная) машина, в которой для сжатия деталей используется мускульная сила ног рабочего при нажатии на педаль |
20. Сварочный трансформатор контактной машины Сварочный трансформатор | Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура |
21. Переключатель ступеней контактной машины Переключатель ступеней | Переключатель секций первичной обмотки трансформатора контактной машины, позволяющий переходить с одной ступени регулирования на другую |
22. Регулятор цикла контактной машины Регулятор цикла | Прибор для регулирования длительности операций, составляющих цикл контактной сварки |
ПАРАМЕТРЫ МАШИН | |
23. Номинальное значение параметра контактной машины Номинальное значение | Указанное предприятием-изготовителем контактной машины значение параметра, являющееся исходным для отсчета отклонений от этого значения при эксплуатации и испытаниях контактной машины и положенное в основу ее расчета. Примечание. Примерами номинальных значений параметров являются: номинальная частота питающей сети, номинальное напряжение питающей сети и др. |
24. Вторичное напряжение холостого хода контактной машины Вторичное напряжение холостого хода | Вторичное напряжение сварочного трансформатора контактной машины при разомкнутой вторичной обмотке |
25. Первичный ток контактной машины Первичный ток | Ток, проходящий по первичной обмотке сварочного трансформатора контактной машины |
26. Наибольший первичный ток холостого хода контактной машины Наибольший ток холостого хода | Первичный ток, возникающий при холостом ходе при наибольшем значении вторичного напряжения и номинальном первичном напряжении сварочного трансформатора контактной машины, поданном при номинальной частоте |
27. Потребляемый ток контактной машины Потребляемый ток | Ток, потребляемый контактной машиной из питающей сети |
28. Длительный ток контактной машины Длительный ток | Условное эквивалентное значение тока, при непрерывном прохождении которого токоведущие части контактной машины будут нагреты до той же температуры, что и при прохождении реального тока в повторно-кратковременном режиме |
29. Вторичный ток контактной машины Вторичный ток | Ток во вторичном контуре контактной машины. Примечание. Вторичным контуром контактной машины является совокупность ее частей, которые подводят ток от сварочного трансформатора контактной машины к свариваемым деталям |
30. Наибольший вторичный ток контактной машины Наибольший вторичный ток | Вторичный ток контактной машины при коротком замыкании вторичного контура на максимальной ступени регулирования |
31. Сварочный ток контактной машины Сварочный ток | Ток, проходящий во вторичном контуре контактной машины при сварке |
32. Вторичный ток контактной машины при продолжительности включения 50% Вторичный ток при ПВ=50% | Наибольший ток, который можно снять со сварочного трансформатора контактной машины на любой ступени регулирования во время действительной или предполагаемой работы при ПВ=50% без превышения обусловленной температуры. Примечание. Продолжительность включения определяется по ГОСТ 18311-80 |
33. Наибольший вторичный ток сварочного трансформатора контактной машины Наибольший вторичный ток сварочного трансформатора | Наибольший ток, который можно снять со сварочного трансформатора контактной машины при ее работе в повторно-кратковременном режиме без разрушения трансформатора в течение срока службы |
34. Мощность короткого замыкания контактной машины Мощность короткого замыкания | Произведение номинального напряжения питающей сети и потребляемого тока контактной машины при коротком замыкании вторичного контура |
35. Мощность контактной машины при сварке Мощность при сварке | Произведение номинального напряжения питающей сети и потребляемого тока контактной машины при сварке |
36. Присоединяемая мощность контактной машины Присоединяемая мощность | Мощность, применительно к которой должны быть рассчитаны элементы присоединения контактной машины к питающей сети с учетом падения напряжения и нагрева |
37. Длительная мощность контактной машины Длительная мощность | Произведение номинального напряжения питающей сети и длительно потребляемого тока контактной машины |
38. Мощность контактной машины при продолжительности включения ПВ=50% | Наибольшая кажущаяся мощность, соответствующая подлинной или предполагаемой продолжительной работе при ПВ=50% для всего цикла, указанного предприятием-изготовителем, на наибольшей ступени регулирования без превышения обусловленной температуры |
39. Ступень регулирования контактной машины Ступень регулирования | Зафиксированное соединение секций первичной обмотки сварочного трансформатора контактной машины, определяющее коэффициент трансформации. Примечание. Более высокой ступенью регулирования считают ступень с меньшим коэффициентом трансформации |
40. Стабилизация тока контактной машины Стабилизация тока | Поддержание сварочного тока контактной машины в заданных пределах при колебании напряжения питающей сети |
41. Фазовая регулировка тока контактной машины Фазовая регулировка | Регулировка тока контактной машины изменением угла включения управляемых вентилей |
42. Ступенчатая регулировка тока контактной машины Ступенчатая регулировка | Регулировка тока контактной машины за счет изменения коэффициента трансформации сварочного трансформатора контактной машины |
43. Нагрузочная характеристика контактной машины Нагрузочная характеристика | Зависимость вторичного тока контактной машины от сопротивления на участке электрод-электрод |
44. Усилие сжатия контактной машины Усилие сжатия | Усилие, действующее на детали, зажатые между парой электродов точечной или шовной машины или между плитами рельефной машины |
45. Предварительное усилие сжатия контактной машины Предварительное усилие | Усилие сжатия контактной машины, действующее перед сварочным усилием сжатия |
46. Сварочное усилие сжатия контактной машины Сварочное усилие | Усилие сжатия контактной машины, действующее во время прохождения сварочного тока |
47. Ковочное усилие сжатия контактной машины Ковочное усилие | Усилие сжатия контактной машины, действующее после сварочного усилия сжатия |
48. Усилие осадки стыковой машины | Усилие, с которым сдавливаются свариваемые детали при стыковой сварке в месте соединения |
49. Усилие зажатия стыковой машины | Усилие, с которым зажимаются свариваемые детали при стыковой сварке, чтобы исключить их смещение в губках |
50. Ход электрода контактной машины | Разность наибольшего и наименьшего расстояний между электродами контактной машины при их перемещении |
51. Рабочий ход электрода контактной машины | Ход электрода контактной машины в течение цикла сварки |
52. Дополнительный ход электрода контактной машины | Ход электрода, который обеспечивает контактная машина в дополнение к рабочему ходу |
53. Полный ход электрода контактной машины | Ход электрода, который обеспечивает контактная машина при одновременном использовании ее рабочего и дополнительного ходов |
54. Вылет точечной (шовной, рельефной) машины Вылет | Расстояние от электродов до частей точечной (шовной, рельефной) машины, которые снижают раствор до значения, меньше указанного в нормативно-технической документации. Примечание. Для точечных и шовных машин расстояние определяют от осевой линии электродов, для рельефных — от середины плиты |
55. Раствор точечной (шовной, рельефной) машины Раствор | Наименьшее расстояние между консолями или их выступающими частями, определяемое на всей длине вылета точечной (шовной, рельефной) машины, при одном из возможных положений нижней консоли |
56. Ширина губки стыковой машины Ширина губки | Ширина зажимной губки стыковой машины, перпендикулярная к направлению осадки и зажатия |
57. Длина губки стыковой машины Длина губки | Длина зажимной губки стыковой машины в направлении осадки |
58. Максимальная кратковременная производительность контактной машины Максимальная кратковременная производительность | Предел производительности контактной машины, ограничиваемый скоростью срабатывания наиболее критических частей. Примечание. Примером критических частей являются приводы, аппаратура управления и др.; при максимальной кратковременной производительности для предотвращения перегрева контактной машины ее следует периодически останавливать |
59. Максимальная длительная производительность контактной машины Максимальная длительная производительность | Максимально допустимая производительность контактной машины при неограниченно долгой ее работе и при условии, что качество сварных соединений удовлетворяет предъявляемым к ним требованиям |
60. Скорость шовной контактной сварки Скорость сварки | Длина шва при шовной контактной сварке, который может быть сварен в единицу времени |
61. Диаметр свариваемой обечайки | Размер частей точечной или шовной машины, определяющий наименьший диаметр пустотелой цилиндрической детали, которая может быть сварена на контактной машине. Примечание. Диаметр обечайки определяют для заданной в нормативно-технической документации длины свариваемой детали |
62. Допустимая температура нагрева частей контактной машины | Температура, при которой контактная машина или ее часть способна выполнять функции и сохранять параметры, установленные в стандартах. Примечание. Допустимая температура нагрева определяется как сумма верхнего значения температуры внешней среды и допустимого превышения температуры контактной машины или ее узлов, возникающего вследствие нагрева при наибольшей допустимой электрической нагрузке, нормированной для верхнего значения температуры внешней среды |
63. Тепловое равновесие частей контактной машины | Состояние частей контактной машины, при котором отношение между двумя последовательными интервалами времени, требующимися для изменения температуры контролируемого участка на 3 °С, превышает 1,7 |
64. Рекомендуемый диапазон толщин (сечений) свариваемых на контактной машине деталей | Область между минимальным и максимальным значениями толщин (сечений) деталей, которые могут быть сварены на контактной машине в оптимальных режимах. Примечание. Оптимальные режимы определяют исходя из производительности сварки и (или) качества сварного соединения, которые могут быть достигнуты при заданном материале |
65. Предельный диапазон толщин (сечений), свариваемых на контактной машине деталей Предельный диапазон толщин (сечений) | Область между минимальным и максимальным значениями толщин (сечений) деталей, которые могут быть сварены на контактной машине при условии, что качество сварных соединений удовлетворяет предъявляемым к ним требованиям |
Вылет | 54 |
Вылет точечной (шовной, рельефной) машины | 54 |
Диаметр свариваемой обечайки | 61 |
Диапазон толщин (сечений) предельный | 65 |
Диапазон толщин (сечений) рекомендуемый | 64 |
Диапазон толщин (сечений), свариваемых на контактной машине предельный | 65 |
Диапазон толщин (сечений), свариваемых на контактной машине рекомендуемый | 64 |
Длина губки | 57 |
Длина губки стыковой машины | 57 |
Значение параметра контактной машины номинальное | 23 |
Машина для сварки запасенной энергией | 15 |
Машина конденсаторная | 16 |
Машина контактная | 1 |
Машина контактная автоматическая | 17 |
Машина контактная общего назначения | 2 |
Машина контактная передвижная | 10 |
Машина контактная переменного тока | 13 |
Машина контактная подвесная | 9 |
Машина контактная постоянного тока | 14 |
Машина контактная прессового типа | 11 |
Машина контактная радиального типа | 12 |
Машина контактная специальная | 3 |
Машина контактная с ручным приводом | 18 |
Машина контактная стационарная | 8 |
Машина радиальная | 12 |
Машина рельефная | 5 |
Машина стыковая | 7 |
Машина точечная | 4 |
Машина шовная | 6 |
Машина (шовная) точечная педальная | 19 |
Мощность длительная | 37 |
Мощность контактной машины длительная | 37 |
Мощность контактной машины при продолжительности включения 50% | 38 |
Мощность контактной машины при сварке | 35 |
Мощность контактной машины присоединяемая | 36 |
Мощность короткого замыкания | 34 |
Мощность короткого замыкания контактной машины | 34 |
Мощность при ПВ=50% | 38 |
Мощность при сварке | 35 |
Мощность присоединяемая | 36 |
Напряжение холостого хода вторичное | 24 |
Напряжение холостого хода контактной машины вторичное | 24 |
Параметр номинальный | 23 |
Переключатель ступеней | 21 |
Переключатель ступеней контактной машины | 21 |
Производительность длительная максимальная | 59 |
Производительность контактной машины длительная максимальная | 59 |
Производительность контактной машины кратковременная максимальная | 58 |
Производительность кратковременная максимальная | 58 |
Равновесие частей контактной машины тепловое | 63 |
Раствор | 55 |
Раствор точечной (шовной, рельефной) машины | 55 |
Регулировка ступенчатая | 42 |
Регулировка тока контактной машины ступенчатая | 42 |
Регулировка тока контактной машины фазовая | 41 |
Регулировка фазовая | 41 |
Регулятор цикла | 22 |
Регулятор цикла контактной сварки | 22 |
Скорость сварки | 60 |
Скорость шовной контактной сварки | 60 |
Стабилизация тока | 40 |
Стабилизация тока контактной машины | 40 |
Ступень регулирования | 39 |
Ступень регулирования контактной машины | 39 |
Температура нагрева частей контактной машины допустимая | 62 |
Ток вторичный | 29 |
Ток вторичный наибольший | 30 |
Ток длительный | 28 |
Ток контактной машины вторичный | 29 |
Ток контактной машины вторичный наибольший | 30 |
Ток контактной машины длительный | 28 |
Ток контактной машины первичный | 25 |
Ток контактной машины потребляемый | 27 |
Ток контактной машины при продолжительности включения 50% вторичный | 32 |
Ток контактной машины сварочный | 31 |
Ток наибольший холостого хода | 26 |
Ток первичный | 25 |
Ток первичный наибольший холостого хода контактной машины | 26 |
Ток потребляемый | 27 |
Ток при ПВ=50% вторичный | 32 |
Ток сварочного трансформатора вторичный наибольший | 33 |
Ток сварочного трансформатора контактной машины вторичный наибольший | 33 |
Ток сварочный | 31 |
Трансформатор контактной машины сварочный | 20 |
Трансформатор сварочный | 20 |
Усилие зажатия стыковой машины | 49 |
Усилие ковочное | 47 |
Усилие осадки стыковой машины | 48 |
Усилие предварительное | 45 |
Усилие сварочное | 46 |
Усилие сжатия | 44 |
Усилие сжатия контактной машины | 44 |
Усилие сжатия контактной машины ковочное | 47 |
Усилие сжатия контактной машины предварительное | 45 |
Усилие сжатия контактной машины сварочное | 46 |
Характеристика контактной машины нагрузочная | 43 |
Характеристика нагрузочная | 43 |
Ход электрода контактной машины | 50 |
Ход электрода контактной машины дополнительный | 52 |
Ход электрода контактной машины полный | 53 |
Ход электрода контактной машины рабочий | 51 |
Ширина губки | 56 |
Ширина губки стыковой машины | 56 |
Термин | Определение |
1. Контактная сварка | По ГОСТ 2601-84 |
2. Точечная контактная сварка | По ГОСТ 2601-84 |
3. Рельефная сварка | По ГОСТ 2601-84 |
4. Шовная контактная сварка Ндп. Роликовая сварка | По ГОСТ 2601-84 |
5. Плотная шовная контактная сварка | Шовная контактная сварка, при которой между соединяемыми деталями образуется непрерывный шов |
6. Прерывистая шовная контактная сварка | Шовная контактная сварка, при которой между соединяемыми деталями образуется прерывистый шов |
7. Шовная контактная сварка с раздавливанием кромок | Шовная контактная сварка, при которой непрерывный шов образуется в зоне кромок свариваемых деталей, при этом кромки деформируются до практически полного исчезновения нахлестки |
8. Шовная контактная сварка встык по фольге | Шовная контактная сварка, при которой свариваемые детали соединяются встык с использованием фольги, располагаемой между дисковыми электродами и свариваемыми деталями |
9. Шаговая шовная сварка | По ГОСТ 2601-84 |
10. Стыковая сварка сопротивлением | По ГОСТ 2601-84 |
11. Стыковая сварка оплавлением | По ГОСТ 2601-84 |
Сварочные ГОСТы | Сварак
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Затраты на сварку — TWI
Предыдущая статья Connect , номер 95, была посвящена методам определения веса наплавленного металла шва в соединении, что позволяет рассчитать стоимость сварочных материалов.
Это, очевидно, первый шаг к расчету фактических затрат на выполнение сварного соединения, но есть много других факторов, которые необходимо учитывать, но которые выходят за рамки этих статей.
Самая большая из этих затрат — накладные расходы; стоимость предоставления сварочного цеха или участка, а также расходы на управление организацией.
Эти затраты зависят от бухгалтерской практики организации. Они включают такие факторы, как арендная плата, ставки, банковские проценты, затраты на косвенных работников, т.е. тех, кто непосредственно не участвует в изготовлении, амортизация завода и т. Д. Кроме того, другие бухгалтерские решения (например, когда затраты на механическую обработку и сборку являются поглощены) могут повлиять на решение о том, какой метод соединения является наиболее экономичным.
Одной из самых значительных затрат является стоимость рабочей силы, и она неизбежно зависит от отрасли, времени и страны.На указанные выше затраты, как правило, не могут повлиять решения, принимаемые инженером-сварщиком. Поэтому в этих статьях основное внимание будет уделено тем аспектам сварочной деятельности, которые не подлежат бухгалтерскому учету, накладным расходам или затратам на рабочую силу.
Есть много затрат, помимо затрат на наплавку металла шва, которые влияют на цену сварного изделия.
Работа, проделанная дизайнером по проектированию наиболее экономичного соединения в элементе, который может быть размещен в наиболее выгодном для сварки положении, будет иметь большое влияние на затраты.Например, тип совместной подготовки выбирает проектировщик; одинарная или двойная V-образная препаровка может быть разрезана пламенем, J-образная форма должна быть обработана механической обработкой и, как правило, намного дороже. Однако обработанная J-образная заготовка может иметь меньший объем, чем одиночная V-образная, в зависимости от толщины; будет более точным и, следовательно, более быстрым для сборки в пределах допуска и может привести к более низкой скорости ремонта, что приведет к более низкой стоимости, чем подготовка V.
Таким образом, затраты, которые напрямую зависят от технических решений по сварке, в дополнение к затратам на наплавку металла шва, составляют; подготовка стыка, время сборки (которое включает размещение в любом приспособлении или приспособлении и прихватку), очистка и обработка сварного шва, снятие приспособлений или приспособлений, термообработка шва после сварки, затраты на неразрушающий контроль и стоимость ремонта.
Количество наплавленного металла сварного шва редко бывает таким же, как количество закупленного присадочного металла. Это является результатом потерь, когда, например, проволока для GMAW или дуговой сварки под флюсом обрезается до контактного наконечника, когда катушка с проволокой заканчивается и длина проволоки между приводным роликом и контактным наконечником обрезается или проволока или катушка повреждена.
Такие потери обычно довольно малы, но это не относится к электродам с покрытием. Поврежденные флюсовые покрытия, неправильно хранящиеся электроды и выброшенные сварщиком шлейфовые концы — все это составляет до трети от приобретенного веса ручных металлических дуговых электродов, которые утилизируются.В каталогах некоторых производителей электродов приведены значения этих потерь, которые могут варьироваться в зависимости от типа и диаметра электрода.
Для облегчения расчета количества закупаемых сварочных материалов В таблице 1 приведены некоторые коэффициенты умножения для наиболее распространенных процессов дуговой сварки. Вес металла шва в соединении следует умножить на этот коэффициент, чтобы получить необходимое количество сварочных материалов. Эти цифры предполагают хорошее ведение домашнего хозяйства и дисциплину в цехе, чтобы расходные материалы не выбрасывались и не выбрасывались без надобности.
Таблица 1 Коэффициент умножения. Вес сварочного металла, соответствующий требуемому весу присадочного металла.
| Процесс дуговой сварки | Коэффициент умножения |
|---|---|
| MMA (SMAW) | 1,5 |
| TIG (GTAW) | 1,1 |
| МИГ / МАГ (GMAW) | 1,05 |
| Дополнительная дуга (SAW) | 1.02 |
| FCAW | 1.2 |
| MCAW | 1,1 |
Другими расходными материалами в этом уравнении затрат являются защитные газы или флюс.
Обычный баллон с газом для сварки на высоте плеча содержит примерно 10 000 литров защитного газа под давлением 200 бар. Поскольку скорость потока газа, обычно используемая при производстве, составляет от 12 до 15 литров в минуту, этот типовой цилиндр должен обеспечивать время сварки от 10 до 12 часов с учетом потерь в начале и в конце периода горения дуги.
Норма расхода флюса при дуговой сварке под флюсом составляет примерно 1 кг флюса на каждый 1 кг наплавленного металла шва. Это предполагает хорошее обслуживание и эффективную систему рециркуляции флюса. Следовательно, расчет необходимого количества (и, следовательно, стоимости) этих расходных материалов относительно прост.
Стоимость времени сварщика на сварку стыка не зависит только от скорости наплавки в процессе. Наиболее важным фактором при определении времени, необходимого сварщику, является так называемый «рабочий цикл» или «рабочий коэффициент».Это процентное значение, показывающее количество времени, в течение которого горит дуга и наплавленный металл, по сравнению с общим временем работы сварщика.
Таблица 2 дает некоторые цифры для наиболее распространенных процессов дуговой сварки. Обратите внимание, что это НЕ включает время настройки или сборки, и отдельные обстоятельства могут увеличить или уменьшить эти цифры.
Таблица 2 Рабочие циклы для процессов дуговой сварки
| Процесс дуговой сварки | Рабочий цикл% |
|---|---|
| MMA (SMAW) | 15–30 |
| TIG (GTAW) | 25-40 |
| Механизированная сварка TIG | 80–90 |
| МИГ / МАГ (GMAW) | 30–45 |
| Механизированная сварка MIG / MAG | 80–90 |
| Дополнительная дуга (SAW) | 80–95 |
| FCAW | 25–45 |
| Механизированный FCAW | 70–85 |
| MCAW | 30–45 |
Потерянное время на этом рисунке можно учесть, учитывая все другие действия, которые выполняет сварщик.При сварке стержневым электродом, например, время требуется для прихватывания, удаления шлака и очистки сварочного прохода, для смены электродов, для изменения положения, для перерывов в отдыхе и для снятия изделия с приспособления. Аналогичные действия необходимо выполнить с использованием других сварочных процессов.
Таким образом, увеличение рабочего цикла является одним из способов повышения производительности, либо за счет организации цеха таким образом, чтобы сокращались потери времени, либо за счет использования процесса с более высоким рабочим циклом. Однако помните, что время горения дуги может составлять лишь очень небольшую часть от общего времени изготовления, и внимание к другим аспектам производственного цикла может дать лучшую отдачу, чем простое увеличение рабочего цикла сварки.
Ссылка на Таблица 2 также предполагает, что механизация является одним из методов увеличения рабочего цикла. Однако следует проявлять осторожность, если общее время (от этажа к этажу) должно быть сокращено. Для единичных изделий или изделий из небольших партий время, необходимое для подготовки и настройки механизированной системы для сварки изделия, может быть больше, чем время, затрачиваемое на сварку с использованием ручного процесса. Также обратите внимание, что если используется механизированная система, рабочий цикл может фактически уменьшиться, поскольку скорость сварки увеличивается, и сварка завершается за более короткое время, хотя количество элементов, свариваемых за день, будет увеличиваться.Поэтому важно учитывать полный производственный цикл для достижения наиболее экономичного решения.
Часть 2
Эту статью написал Джин Мазерс .
.Стоимость Школы Сварки | Стоимость обучения и многое другое

Стоимость школы сварщика часто намного разумнее, чем стоимость обычных колледжей. Тем не менее, очень важно посещать качественную сварочную школу, как я уже говорил в «Советах по выбору качественной сварочной школы». Причина в том, что вам действительно нужно иметь навыки для выполнения работы, просто наличия степени или сертификата будет недостаточно для того, чтобы вы продолжали работать очень долго. Если вы ищете школу сварки в вашем штате, вы найдете мой национальный справочник школ сварки очень полезным.
Существует три основных типа сварочных школ и / или сварочных программ, и все они имеют разные затраты.
- Лучшие школы сварки — В США есть три школы сварки, которые считаются лучшими из лучших. На самом деле я написал статью о лучших сварочных школах.
- Общественные колледжи — Каждый муниципальный колледж может значительно отличаться по своему ассортименту. Некоторые из них предлагают программы получения степени младшего специалиста по сварке, сертификаты и / или базовое обучение сварке.
- Профессиональные училища — Большинство профессиональных училищ предлагают программы сварки. Некоторые из них являются программами ассоциированной степени, а другие — программой сертификации.
Также важно иметь в виду, что стоимость сварочной школы будет разной в зависимости от того, какую сварочную программу вы выберете. Некоторые школы могут предложить курс только по сварке труб или курс / программу по сварке TIG. Я рекомендую принять участие в программе комбинированной сварки, это означает, что они научат вас сваривать всеми распространенными типами сварки на трубах и пластинах.
В этой статье я буду использовать стоимость программы комбинированной сварки только для сравнения.
Высшая школа сварщиков стоит
В США есть три лучшие школы сварки; Институт сварочных технологий Хобарта, Школа электросварки Линкольна и Школа сварки Талсы.
- Школа электросварки Линкольна — 15 недель и стоит 6 670 долларов.
- Hobart Institute of Welding Technology — 38 недель, стоимость 16 190 долларов США
- Школа сварки Талсы — 40 недель и стоит около 20 000 долларов
* Все расходы и обучение основаны на тарифах 2016 года.

Как видно из разбивки затрат, Хобарт занимает первое место по стоимости / стоимости обучения.Однако я бы не стал основывать свое решение исключительно на стоимости. Очень важно получить прочную подготовку, и все эти школы могут ее предложить.
Сварочная школа местного колледжа стоимость
Есть общественные колледжи, которые предлагают отличные сварочные программы за приличную цену. При этом есть и другие колледжи, у которых есть сварочные программы, которые не предлагают обучение, которое требуется индивидуально для карьеры. Будьте очень осторожны при просмотре их программ сварки, чтобы не убедиться, что вы получаете то, что вам нужно, чтобы стать квалифицированным сварщиком.
Продолжительность многих сварочных программ в местных колледжах составляет около 15 месяцев. Часто по окончании учебы вы получите степень младшего специалиста. Средняя стоимость обучения в сварочной школе при местном колледже составляет от 10 000 до 18 000 долларов для программы получения степени младшего специалиста . Стоимость обучения сильно различается в разных штатах.
Если местный колледж предлагает программу сварки с сертификатом или дипломом, то стоимость часто намного ниже, но программа также короче. Средняя стоимость сварочной программы в муниципальном колледже, предлагающей сертификат или диплом, составляет от 5000 до 10 000 долларов .
Эти затраты не высечены на камне, и лучшее, что вы можете сделать, — это сравнить все сварочные школы в вашем штате или районе.
Профессиональное училище, техникум и специализированная сварочная школа стоимость
При поиске сварочного училища вы, скорее всего, найдете ряд профтехучилищ. Вы также можете столкнуться с парой специализированных школ сварки, то есть единственное, что они предлагают, — это обучение сварке. Большинство из этих школ предлагают отличные программы сварки, но за небольшую плату.
Стоимость посещения специализированной или технической школы, предлагающей программу сварки, может варьироваться от 12 000 до 17 000 долларов США в зависимости от вашего местоположения и продолжительности предлагаемой программы сварки.
Некоторые технические и профессиональные училища предлагают программу получения степени младшего специалиста по сварке, а другие нет. Важно помнить, что диплом не является обязательным для профессионального сварщика, но иногда он может пригодиться.
Прочие расходы, связанные с посещением школы сварщиков
Есть и другие расходы, связанные со школой сварщиков.
Сварочные инструменты и СИЗ
Многие школы потребуют от вас покупки собственных инструментов, средняя стоимость которых составляет от 300 до 400 долларов. Инструменты, которые вам, возможно, понадобятся, включают следующее.
- Отбойный молоток
- Площадь
- Шлифовальный станок
- Молоток с шаровой опорой
- Проволочная щетка
- уровень
- Обертка вокруг
- Файл
- Мыльный камень
- Плоскогубцы MIG
- Рулетка
Вам также необходимо приобрести средства индивидуальной защиты (СИЗ), которые включают следующее.
- Сварочная вытяжка
- Очки для резки / очки
- Сварочные перчатки
- Перчатки для сварки TIG
- Сварочный кожух
- Hard Had (зависит от школы)
- Защитные очки
Я советую покупать хорошие инструменты, так как вы будете использовать эти инструменты в течение многих лет.
Плата за обучение в школе сварщиков
Вот несколько скрытых расходов, помимо обучения, которые вам, возможно, придется платить, а может и нет.
- Почти каждая школа, если не все, взимает «регистрационный взнос».«Средняя стоимость этого составляет около 125 долларов.
- Если ваша школа предлагает пройти сертификационное тестирование домашней сварки, вам, возможно, придется платить или не платить этот сбор. Некоторые сварочные школы и колледжи включают это в стоимость обучения, а другие — нет. Если у вас есть возможность пройти сертификационный тест, я настоятельно рекомендую вам это сделать !!! Средняя плата за тестирование составляет от 350 до 550 долларов за тест.
- Жилье, питание и личные нужды. Это может быть очевидно, но если вы переезжаете, чтобы пойти в школу, об этом следует помнить.
- Некоторые сварочные школы включают книги в стоимость обучения, а другие — нет. Если вам нужно купить книги, я предлагаю вам поискать их на Amazon. Средняя стоимость книг — около 300 долларов.
О чем следует помнить
Помните, что сварка требует много практики! Чем больше времени вы уделите сварке, тем лучше вы оба будете. Я бы уклонился от программ, в которых говорится, что они обучат вас за 2 месяца. Этого времени просто недостаточно, чтобы по-настоящему понять все типы сварки и сварочные позиции.Вам также понадобятся другие навыки, такие как монтаж труб, чтение чертежей и сварка в ограниченном пространстве.
Я считаю, что нужно не менее шести месяцев, чтобы узнать то, что вам нужно знать. Однако я бы предпочел увидеть программу сварки от 7 до 12 месяцев.
.Сварочное оборудование | PCC
Сертификат профессиональной подготовки: Сварочные технологии
- Заинтересованы ли вы в получении базовых навыков для работы в сварке?
- Готовы ли вы получить знания, чтобы начать свою карьеру в высокооплачиваемой сфере с высоким спросом?
- Вы хотите приобрести навыки, актуальные для многих профессий, и иметь возможность настроить свой набор навыков и сертификаты?
- Возможность ждет!
Программа карьерного роста сварщика подготовит вас к развитию навыков решения проблем, восстановления и аналитических навыков.Это отличный вариант для тех, кто хочет присоединиться к сфере, в которой есть много возможностей для приобретения рыночных навыков, которые приведут к дальнейшему продвижению. Существует более 14 вариантов карьерного роста: дуговая сварка под флюсом, подготовка к сертификации дуговой сварки газом вольфрамом, индивидуальная сварка газо-вольфрамовой дугой, изготовление металла по индивидуальному заказу, подготовка к сертификации сварки труб, индивидуальная сварка труб, подготовка к сертификации дуговой сварки защищенного металла, дуговая сварка защищенного металла Индивидуальная подготовка, Индивидуальная подготовка к сертификации сварки, Технология сварки, Подготовка к сертификации сварки проволокой, Индивидуальная сварка проволоки, Сварка проволокой и TIG, а также морская сварка (Учебный центр морской сварки).
Вакансий
Средняя заработная плата сварщиков составляет 45 000–55 000 в год, при начальном уровне заработной платы 17–20 долларов в час.
Закончить
Свидетельство о карьере сварщика дает дополнительные сертификаты и степени. Продолжайте свое образование, чтобы дать себе больше возможностей для работы и карьерного роста.
Стоимость программы
Воспользуйтесь калькулятором стоимости, чтобы узнать приблизительную стоимость. Для получения более подробной сметы обращайтесь к Аннет Мерфи (контактное лицо в Рок-Крик) или Мишель Батлер (контактное лицо центра обучения морской сварке).
Это мне?
- Кто:
- выпускников средней школы (и эквивалент средней школы). Если вы не соответствуете всем рекомендациям по размещению, свяжитесь с нами для получения других вариантов.
- Где:
- Учебный центр PCC Rock Creek & Maritime Welding
- Когда:
- Один семестр + в зависимости от программы
Стоимость сварочных услуг | Справочник цен ServiceSeeking
Средняя ставка на сварочные услуги составляет 62,50 $ / час . Сложность работы обязательно повлияет на фактические затраты, поэтому вы все равно можете ожидать, что цены будут от 50 долларов в час или до 70 долларов в час .
Цены на сварку от реальных клиентов
Джейсон из Нового Южного Уэльса
Он хотел, чтобы сварщик сделал клетку шириной 1,5 м и высотой 2,4 м.
ОБЩАЯ СТОИМОСТЬ: 1600 долларов
Блейк от Вика
Ему нужен был изготовленный на заказ навес для его фермы в Сомервилле.Купол имел размеры 1,1 м в длину, 1,32 м в ширину и 0,77 м в высоту.
ОБЩАЯ СТОИМОСТЬ: $ 1,210
Питер из Вика
Ему нужна была сварная стальная балюстрада для его дома в Западном Мельбурне.
ОБЩАЯ СТОИМОСТЬ: 1100 долларов США
Переменные, определяющие затраты на сварку
При составлении предложения сварщики принимают во внимание ряд факторов. Обычно к ним относятся следующие:
Размер
Сварщики могут выполнять практически любую работу независимо от размера.Однако имейте в виду, что, поскольку большинство сварщиков взимают почасовую оплату, более крупные работы определенно будут стоить дороже. Естественно, что на выполнение такого рода задач требуется больше времени и материалов.
Расходные материалы
Тип используемого материала сильно повлияет на фактическую стоимость вашего сварочного проекта. Металлы, используемые для сварки, включают нержавеющую сталь и чугун. Нержавеющая сталь — самый доступный вариант, так что вы можете выбрать ее, если у вас ограниченный бюджет. С другой стороны, чугун стоит дорого; он может стоить вдвое дороже стали.Другие материалы, которые вам понадобятся, — это провода и электроды. Если у вас большой проект, вам понадобится больше этих вещей.
Постоянные расходы
Независимо от размера вашей работы, есть затраты, которых вы не сможете избежать. Эти затраты связаны с необходимыми задачами, которые сварщик должен выполнить, чтобы завершить работу, и они включают подготовку стыков, предварительный нагрев, прихватывание и закрепление. Сварщики также могут убирать мусор после того, как все будет сделано.

Тарифы на штат
Если вы живете в Квинсленде, вы можете воспользоваться доступными сварочными услугами, которые обычно стоят около 65 долларов в час; это самый низкий показатель в стране. Между тем жители Нового Южного Уэльса и Западной Австралии платят около 70 долларов в час за тот же тип услуг.
Информация о ценах верна по состоянию на август 2016 года.
.