Законодательная база Российской Федерации
Главные новости Предложить новость
19 февраля 2021 года
В России готовят налог на старательскую деятельность
В России может появиться налог на старательскую деятельность. Как выяснили «Известия», такой законопроект будет подготовлен Минфином. Он коснется всех граждан, которые захотят заняться старательской деятельностью и пройти регистрацию на специально созданной для этих целей онлайн-платформе.
Читать далее >>>2 февраля 2021 года
В России запретят перегрузку опасных веществ вне портов
Правительство внесет в Госдуму законопроект, запрещающий перегружать опасные и вредные вещества с судна на судно во внутренних морских водах вне пределов портов.
25 января 2021 года
В России могут появиться штрафы за незаконные сборы на благотворительность
В России граждан и организации будут штрафовать, если они собирают деньги на благотворительность с населения с нарушением закона. Как выяснили «Известия», Госдума при поддержке правительства в марте может принять новую статью КоАП РФ «Нарушение правил установки и использования ящиков для сбора пожертвований».
Читать далее >>>В ГД внесен законопроект о компенсации морального вреда за незаконное задерживание
В Госдуму внесен законопроект, предусматривающий выплату компенсации морального вреда за незаконное задержание гражданина на срок не более 48 часов.
12 января 2021 года
Минстрой внес в правительство законопроект о типовых проектах
Минстрой разработал и внес в правительство важные поправки в Градостроительный кодекс. Они предполагают появление термина типовой проектной документации и введение типового проектирования как такового. Ожидается, что кабмин внесет законопроект в Госдуму в весеннюю сессию текущего года.
Читать далее >>>12 января 2021 года
В Госдуму внесен законопроект о дополнительном повышении пенсий
Законопроект о возможности индексировать страховые и социальные пенсии не реже одного раза в год планируют внести в Госдуму депутаты от ЛДПР. Об этом в своем Телеграм-канале написал глава комитета нижней палаты российского парламента по труду, социальной политике и делам ветеранов Ярослав Нилов.
30 декабря 2020 года
Путин подписал закон о санкциях за цензуру против российских СМИ
Президент России Владимир Путин подписал закон об ограничительных мерах за цензуру, направленную против российских СМИ на иностранных интернет-платформах. Документ опубликован на официальном портале правовой информации.
16. Специальные случаи применения порошковой проволоки. Часть 2
Сварка электрозаклепками
Применение электрозаклепок при изготовлении металлоконструкций целесообразно с точки зрения уменьшения коробления изделий, повышения производительности работ. Для некоторых видов металлоконструкций соединение электрозаклепками обязательно.
Известны примеры выполнения электрозаклепок самозащитной порошковой проволокой [66].
Специальная порошковая проволока ПП3-ПСК имеет сложное сечение (см. рис. 4, е), композиция сердечника построена на базе шлаковой системы TiO2-CaF2-CaO. Проволока обеспечивает глубокий провар металла и высокую стойкость против пор.
Форма получаемой заклепки, глубина провара определяются режимом сварки. При необходимости увеличить проплавление металла варят на минимальном напряжении дуги и коротком вылете электрода.
Процесс сварки выполняется следующим образом. После установки заклепочника на место соединения возбуждается дуга и включается подача проволоки с заданной скоростью. По истечении установленного интервала подача проволоки прекращается и дуга горит до естественного обрыва. Такое окончание сварки обеспечивает получение благоприятной формы головки заклепки. Время горения дуги почти линейно влияет на основные параметры заклепки, вызывая наибольшие изменения ее диаметра.
Для сварки электрозаклепками используется проволока диаметром 2,0; 2,5; 2,8 и 3,0 мм. Проволокой диаметром 2,0 мм можно производить сварку в различных пространственных положениях, однако форма заклепок при этом несколько ухудшается. Выбор диаметра проволоки определяется также толщиной свариваемого металла. Рекомендации по выбору проволоки различных диаметров в зависимости от толщины элементов свариваемых электрозаклепками приведены в табл. 69.
Выбор диаметра проволоки определяется также толщиной свариваемого металла. Рекомендации по выбору проволоки различных диаметров в зависимости от толщины элементов свариваемых электрозаклепками приведены в табл. 69.
Металлические элементы равной толщины рекомендуется сваривать с медной или алюминиевой подкладкой. Приварку тонкого листа к толстому можно производить без подкладок. При толщине верхнего элемента более 6 мм требуется прокол его под заклепку.
Сварка выполняется во всех случаях на постоянном токе обратной полярности. Типичные режимы сварки для металла различных толщин приведены в табл. 70.
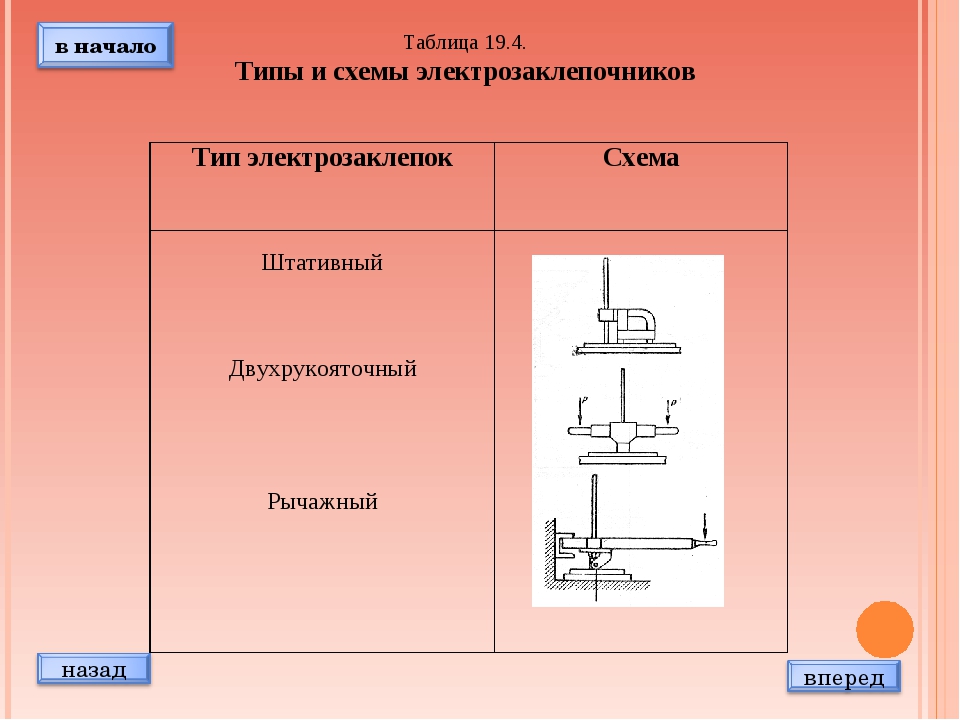
Электрозаклепочник может быть смонтирован на базе серийных полуавтоматов. Головка заклепочника имеет на мундштуке специальную опорную насадку. Эта насадка изолирована от мундштука и имеет отверстия для отвода образующихся газов и наблюдения за направлением проволоки при установке.
Сварка электрозаклепками используется в основном для соединения листовых элементов.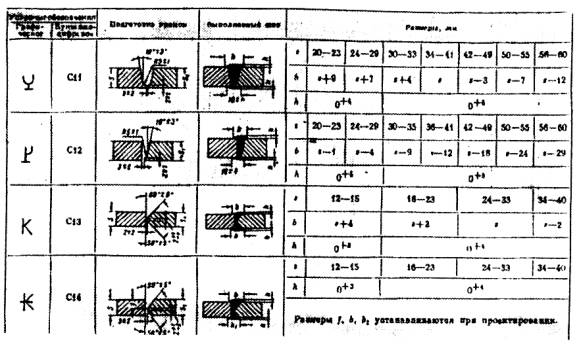 Испытания механических свойств соединений, выполненных электрозаклепками порошковой проволокой, показали хорошие результаты.
Испытания механических свойств соединений, выполненных электрозаклепками порошковой проволокой, показали хорошие результаты.
Для листов 0,8 + 0,8 мм разрушающая нагрузка на срез составила 610—700 кг, а на отрыв— 110— 130 кг; для листов 4,0+4,0 на срез 2000—3700 кг, на отрыв—2100—2800 кг. Подобные показатели получаются при испытаниях электрозаклепок, выполненных под флюсом или в углекислом газе. Однако сварка самозащитной порошковой проволокой более проста и надежна.
Ванная сварка арматуры железобетонных конструкций.
Задача механизации изготовления и монтажа арматурных и железобетонных конструкций весьма актуальна в связи со все увеличивающимся объемом сварочных работ в строительстве. Решается она многими средствами, среди которых уже завоевал себе хорошую репутацию способ ванной сварки арматуры самозащитной порошковой проволокой. Порошковой проволокой успешно свариваются арматурные стали марок Ст. 5, 18Г2С, 25Г2С, 35Г2.
Сварка выполняется в медных или графитовых инвентарных формах или с остающимися подкладками. Используется самозащитная проволока с сердечником карбонатно-флюоритового типа марок ПП-АНЗ [64], ЭПС-15 [23] и ППс-АНТс.
Используется самозащитная проволока с сердечником карбонатно-флюоритового типа марок ПП-АНЗ [64], ЭПС-15 [23] и ППс-АНТс.
Режимы сварки горизонтально расположенной арматуры проволокой ЭПС-15: при диаметре арматуры 20 мм Iсв= 200 ÷260 а; Uд = 24÷28 в, а при диаметре 40 мм и более Iсв= 350 ÷400 а; Uд = 28÷30 в. Сварка стыков вертикально расположенной арматуры ведется на более умеренных режимах.
Техника сварки арматуры порошковой проволокой довольно проста. Сварка горизонтально расположенной арматуры производится с использованием возвратно-поступательного движения проволоки вдоль свариваемых кромок. Окончание сварки выполняют короткими обрывами дуги и кольцеобразным движением проволоки в районе центральной части сварочной ванны. Таким образом предупреждается образование большой усадочной раковины .
Сварку вертикально расположенных стержней начинают при большом вылете проволоки (60—70 мм), а затем его снижают до рекомендуемого. Важно обеспечить плавный переход от шва к стержню, что достигается изменением угла наклона проволоки. Усиление в конце шва делают в пределах 2—4 мм.
Усиление в конце шва делают в пределах 2—4 мм.
Ванная сварки порошковой проволокой ПП-АНЗ обеспечивает получение швов без дефектов с мелкозернистой структурой металла. Рост зерна наблюдается в околошовной зоне, по которой, как правило, происходят разрушения при испытаниях.
Сварные соединения, выполненные ванной сваркой с применением проволоки ПП-АНЗ, имеют достаточно высокую прочность: при сварке стержней из стали 35ГС — не ниже 50 кГ/мм2, из ста¬ли Ст. 5—не ниже 42 кГ/мм2, что отвечает требованиям ГОСТ 10922—54 «Арматура и закладные детали сварные для железобетонных конструкций».
Ударная вязкость сварных арматурных соединений высока и для соединения горизонтальных стержней колеблется в пределах 8—12 кГм/см2, и для соединений вертикальных стержней — в пределах 10—18 кГм/см2.
При сварке вертикально расположенных стержнем проволокой ЭПС-15 рекомендуется V-образная разделка для диаметром до 40 мм и К-образная — для больших диаметров. При сборке стыков применяют скобы-подкладки, технологические планки и козырьки.
Производительность труда при замене ручной сварки полуавтоматической с применением порошковой проволоки возрастает в два — четыре раза. Кроме того, сокращаются потери электродных материалов.
Сварка теплообменных аппаратов.
Важнейшей проблемой в изготовлении теплообменных аппаратов является приварка трубок к трубным решеткам. Значительный объем этих работ до настоящего времени выполняется вручную покрытыми электродами.
В тех случаях, когда допускается кантовка теплообменника, можно успешно применять автоматическую сварку самозащитной порошковой проволокой.
Специфические требования для проволоки: стопроцентная сплошность швов, хорошие сварочно-технологические свойства, прежде всего формирование валика, отсутствие брызг, легкая отделимость шлаковой корки, надежное повторное возбуждение дуги без откусывания конца проволоки. Для этих целей используется порошковая самозащитная проволока трубчатой конструкции с сердечником на базе шлаковой системы СаО — СаF2 — ТiO2 марки ПП-АН6. Проволока изготовляется диаметром 2,5 и 2,8 мм.
Проволока изготовляется диаметром 2,5 и 2,8 мм.
Сварка производится специализированным аппаратом А-946 (см. рис. 110) со скоростью до 80 м/ч. Процесс сварки отличается большой надежностью, простотой и высокой производительностью. Переход аппарата с одной трубки на другую производится без участия оператора. Центровка аппарата осуществляется с помощью специальной пробки. На рис. 125 приведена трубная решетка. Обварка труб порошковой проволокой ПП-АН6 выполнялась на токе 450 а при скорости сварки 75 м/ч.
Рис. 125. Опытная трубная решетка с трубками, приваренными проволокой ПП-АН6 с помощью аппарата А-946.
Расчеты показывают, что производительность процесса по сравнению с ручной сваркой на форсированных режимах возросла почти в два раза, повысилось качество сварки, улучшились условия труда.
Сварка обсадных колонн.
В последнее время для крепления нефтяных и газовых скважин начали широко применять сварные обсадные колонны взамен резьбовых. Преимущество сварных колонн — герметичность и возможность уменьшения диаметра пробуриваемых скважин благодаря отсутствию соединительных муфт, более высокая прочность колонн, так как резьба ослабляет сечение трубы.
Преимущество сварных колонн — герметичность и возможность уменьшения диаметра пробуриваемых скважин благодаря отсутствию соединительных муфт, более высокая прочность колонн, так как резьба ослабляет сечение трубы.
Сварка обсадных колонн производится сейчас контактным способом, либо автоматом проволокой сплошного сечения в углекислом газе. Для этой цели в Институте электросварки им. Е. О. Патона разработана также специальная порошковая проволока [34]. Сварка этой проволокой ведется двумя дугами со скоростью до 30 м/ч. В условиях открытых буровых получены сварные соединения высокого качества, значительно повысилась производительность труда.
Широкое внедрение описанных выше способов и разработка новых специализированных процессов автоматической сварки порошковой проволокой, таких как многодуговая сварка с высокой линейной скоростью, многопроходная сварка с принудительным формированием, сварка неповоротных стыков магистральных газопроводов с принудительным и свободным формированием шва и другие, позволит в ближайшие годы значительно увеличить объемы применения порошковой проволоки в производстве специальных изделий.
Гост на электрозаклепку — gurpetrosyan.ru
Скачать гост на электрозаклепку djvu
Стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой. Основные типы, конструктивные элементы и размеры. Main types, design elements and dimensions. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
Термины и их определения, принятые в стандарте, приведены в приложении. В стандарте приняты следующие обозначения способов сварки: УПм — в углекислом газе плавящимся электродом с наложением продольного магнитного поля;.
УПмс — в углекислом газе плавящимся электродом с наложением продольного магнитного поля со сквозным проплавлением и формированием;. ПП — плавящимся покрытым электродом с принудительным несквозным проплавлением и формованием;. ППс — плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием;. ИПп — в инертных газах плавящимся электродом на съемной подкладке.
ППс — плавящимся покрытым электродом с принудительным сквозным проплавлением и формованием;. ИПп — в инертных газах плавящимся электродом на съемной подкладке.
Основные типы сварных соединений должны соответствовать указанным в табл. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным на черт. Верхней детали — оцинкованная углеродистая сталь; нижней детали — углеродистая или низколегированная сталь. Верхней детали — нержавеющая хромоникелевая аустенитная сталь; нижней детали — углеродистая или низколегированная сталь. Накладной шайбы — хромистая сталь; средней детали — хромистая ферритная нержавеющая сталь; нижней детали — углеродистая или низколегированная сталь.
Сварка в углекислом газе, при которой в начале процесса получения точечного шва без предварительной подготовки отверстия создается магнитное поле определенной величины, действующее в течение времени, необходимого для достижения требуемой глубины проплавления.
Дуговая сварка плавящимся покрытым электродом с принудительным проплавлением и формованием. Дуговая сварка, при которой элементы, соединяемые точечным швом без предварительной подготовки отверстия, проплавляются на заданную глубину и производится формование верхнего усиления. Дуговая сварка плавящимся покрытием электродом с принудительным сквозным проплавлением и формованием.
Электрозаклепка, это сварная точка, при точечном сварном соединении металла, выполняемом точечной дуговой сваркой. На подобии электрозаклепки, сварка еще производится методом сварной точки, но отличием является, то, что для образования электрозаклепки требуется полное проплавление одного из соединяемых элементов. В случае, если толщина детали, которую необходимо проплавить довольно приличная, то в ней можно высверлить отверстие, которое и будет впоследствии заполнено жидким электродным металлом.
Электрозаклепка в целом напоминает по виду обычную заклепку. Электрозаклепками обычно выполняют сварку нахлесточных соединений. Для получения нахлесточного соединения хорошего качества конечно необходимо обеспечить плотное прилегание соединяемых листов.
Для получения нахлесточного соединения хорошего качества конечно необходимо обеспечить плотное прилегание соединяемых листов.
Похожее:
Электрозаклепки гост 14776 79 — mebel-step.ru
Скачать электрозаклепки гост 14776 79 doc
Бесплатная библиотека стандартов и нормативов www. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте. Это некоммерческий сайт и здесь не продаются документы.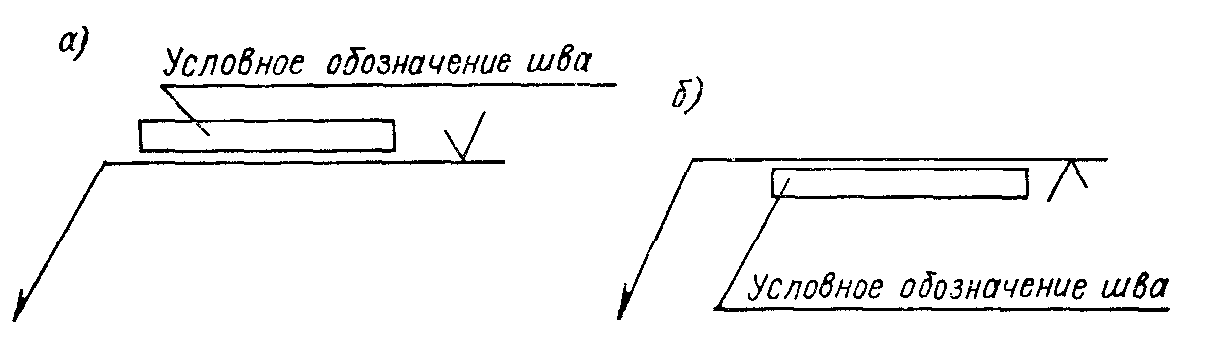
Человек имеет право на информацию! Основные типы, конструктивные элементы и размеры. Main types, design elements and dimensions. Проверен в г. Постановлением Госстандарта от Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
Термины и их определения, принятые в стандарте, приведены в справочном приложении. Б стандарте приняты следующие обозначения способов сварки: Ф — под флюсом;. УП — в углекислом газе плавящимся электродом;. УПм — в углекислом газе плавящимся электродом с наложением продольного магнитного поля;. УПмс — в углекислом газе плавящимся электродом с наложением продольного магнитного поля со сквозным проплавлением и формированием;.
Купить официальный бумажный документ с голограммой и синими печатями. Официально распространяем нормативную документацию с года.
Наши клиенты защищены Законом. Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов. Устанавливает основные типы, конструктивные элементы и размеры точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов, выполняемых дуговой сваркой.
doc, EPUB, doc, rtfПохожее:
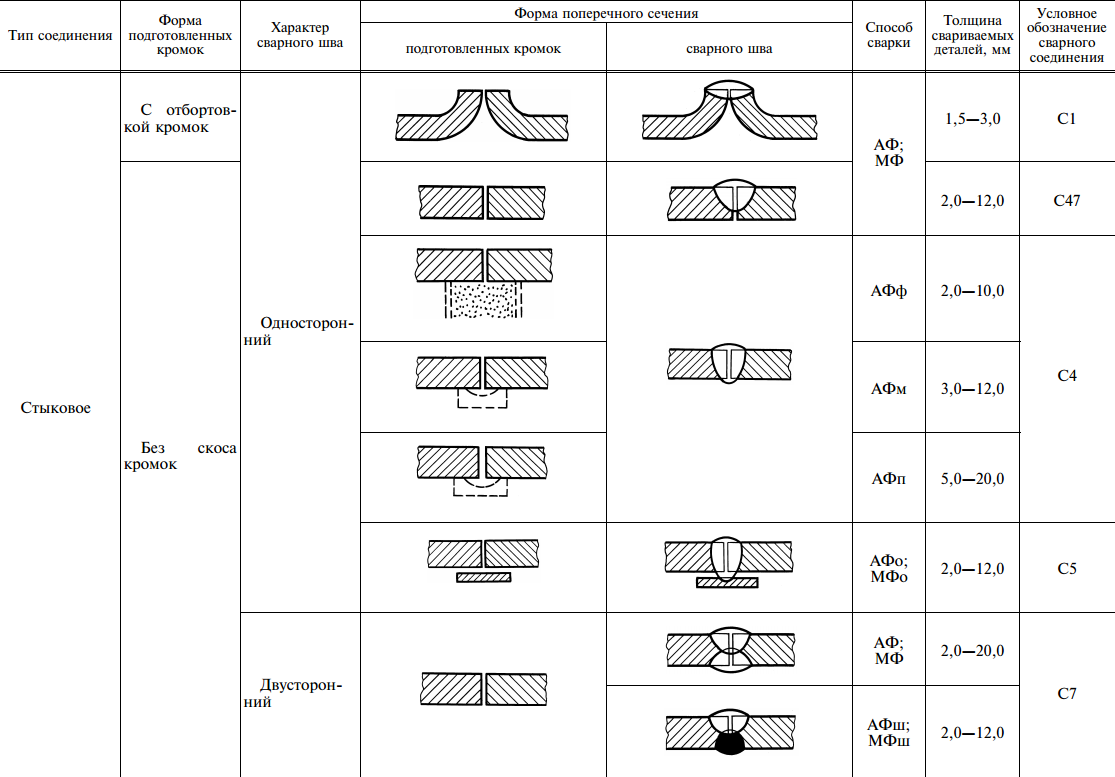
Обозначения сварных швов на чертежах
Таблица 10.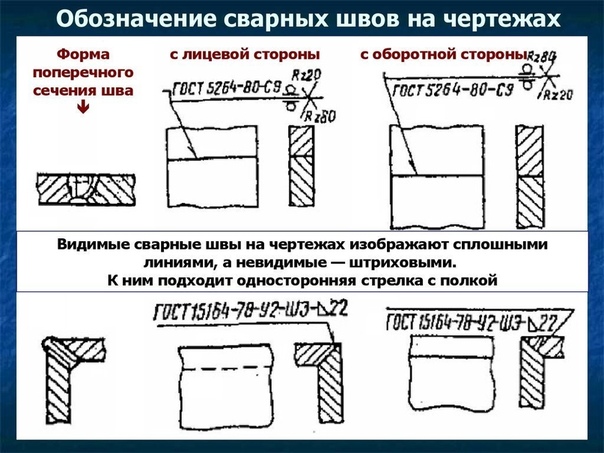 Обозначения сварных швов на чертежах.
Обозначения сварных швов на чертежах.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ≈ 60 | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
 Диаметр знака — 3 — 5 мм
Диаметр знака — 3 — 5 ммПримечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
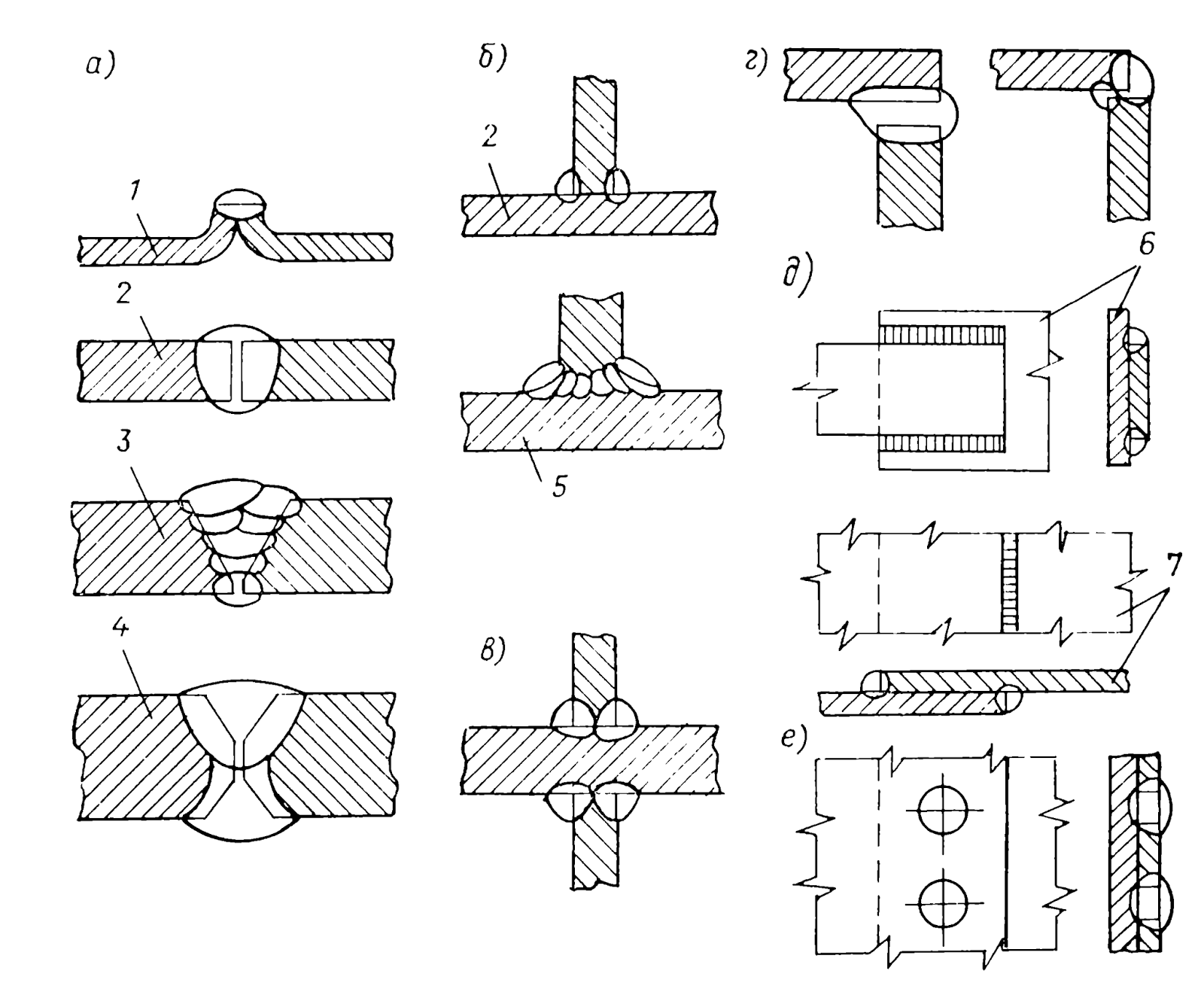
Условные изображения и обозначения швов сварных соединений предусмотрены ГОСТ 2.312. Шов сварного соединения независимо от способа сварки условно изображают: видимый — сплошной основной линией (рис. 56, а, в), невидимый — штриховой линией (рис. 56, г).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (рис. 56, б), который выполняют сплошными линиями размером 5—10 мм. Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию — выноску, заканчивающуюся односторонней стрелкой (рис. 56).
56, б), который выполняют сплошными линиями размером 5—10 мм. Невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию — выноску, заканчивающуюся односторонней стрелкой (рис. 56).
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
Границы шва изображают сплошными основными линиями, а конструктивные элементы разделки кромок в границах шва — сплошными тонкими линиями. Название и условные обозначения швов сварных соединений на чертежах представлены в табл. 10.
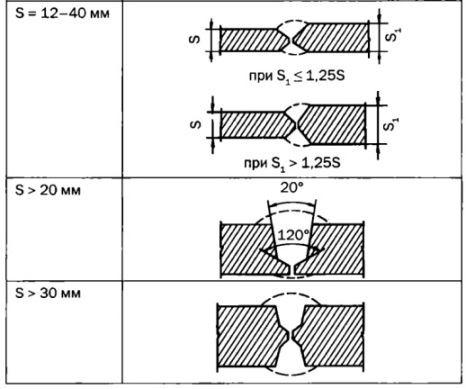
Виды и конструктивные элементы подготовки кромок сварных соединений и размеры швов, выполняемых автоматической и полуавтоматической сваркой под флюсом, предусмотрены ГОСТ 8713, сваркой в защитных газах — ГОСТ 14771, ручной — покрытыми электродами — ГОСТ 5264, электрозаклепками — ГОСТ 14776.
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
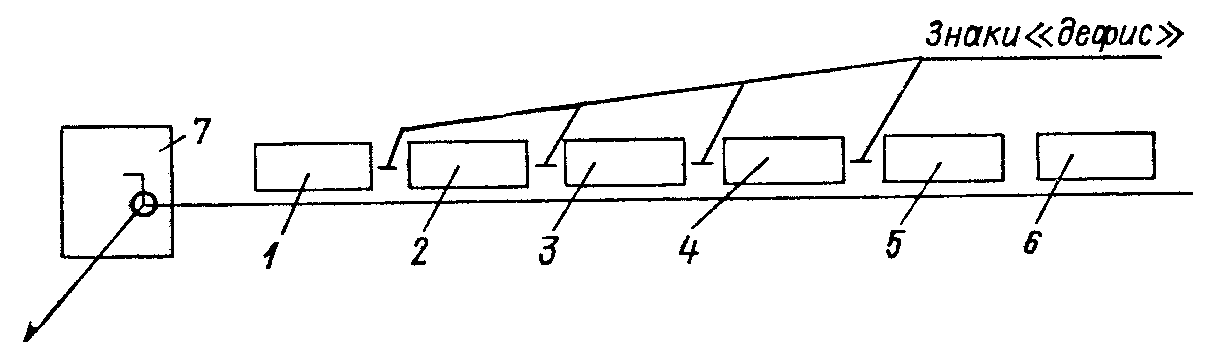
Допускается сварочные материалы не указывать. При наличии на чертеже одинаковых швов обозначения наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками.
Всем одинаковым швам присваивают один порядковый номер, который наносят: а) на линии-выноске, имеющей полку с нанесенным обозначением шва; б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны; в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны.
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением.
Примечание. Швы считают одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении.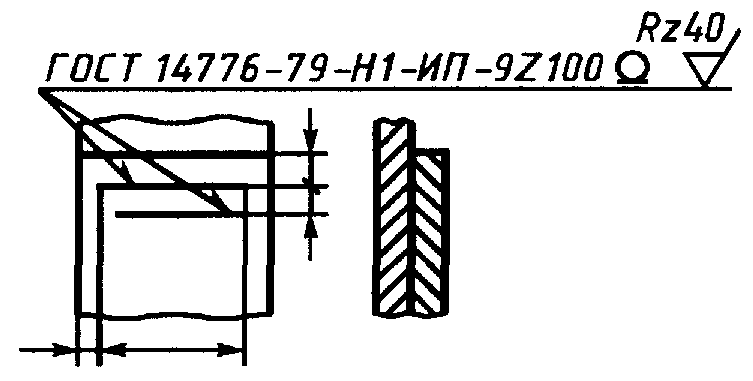 К ним предъявляют одни и те же технические требования, они имеют одинаковые условные обозначения.
К ним предъявляют одни и те же технические требования, они имеют одинаковые условные обозначения.
Аргонная и аргонодуговая сварка. Нет таких процессов сварки | ГОСТ-сварка
По роду своей деятельности мы часто встречаем запросы из поисковых систем такие как: «аргонная сварка», «аргонодуговая сварка» и «аргонодуговая сварка ГОСТ».
Мы рассмотрим корректность применения данных терминов относительно ГОСТ, а также вероятность найти необходимую информацию в стандартах по сварке.
Анализируя действующие ГОСТы, делаем вывод, что таких процессов сварки как «аргонная сварка» и «аргонодуговая сварка» — нет.
MIG и TIG процессы сварки в инертном газе. КоллажЕдинственное определение термина «аргонодуговая сварка» приводится в ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий«:
Аргонодуговая сварка — дуговая сварка, при которой в качестве защитного газа используется аргон.
С введением в действие 01. 07.2010 г. ГОСТ Р ИСО 857-1-2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения» ГОСТ 2601-84 утратил силу в том числе и в части термина и определения.
07.2010 г. ГОСТ Р ИСО 857-1-2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения» ГОСТ 2601-84 утратил силу в том числе и в части термина и определения.
В ГОСТ 5.917-71 «Горелки ручные для аргоно-дуговой сварки типов РГА-150 и РГА-400» упоминание только в названии, в самом стандарте определяется, что горелки предназначены для сварки неплавящимся электродом в среде инертных газов.
Аргон — инертный газ. Действующая классификация сварочных процессов производится, в том числе, и по типу защитного газа: сварка в активном газе и сварка в инертном газе.
Процессы сварки, в которых в качестве защиты применяется инертный газ
(три цифры перед наименованием процесса сварки — условное обозначение процесса сварки по ГОСТ Р ИСО 4063-2010):
а) Cварка дуговая плавящимся электродом в инертном газе (MIG):
131 — Сварка дуговая сплошной проволокой в инертном газе
132 — Сварка дуговая порошковой проволокой с флюсовым наполнителем в инертном газе
133 — Сварка дуговая порошковой проволокой с металлическим наполнителем в инертном газе
б) Сварка дуговая неплавящимся вольфрамовым электродом в инертном газе (TIG):
141 — Сварка дуговая вольфрамовым электродом в инертном газе с присадочным сплошным материалом (проволокой или стержнем)
142 — Сварка дуговая вольфрамовым электродом в инертном газе без присадочного материала
143 — Сварка дуговая вольфрамовым электродом с присадочным порошковым материалом (проволокой или стержнем) в инертном газе
145 — Сварка дуговая вольфрамовым электродом с присадочным сплошным материалом (проволокой или стержнем) в инертном газе с добавлением восстановительного газа
146 — Сварка дуговая вольфрамовым электродом с присадочным порошковым материалом (проволокой или стержнем) в инертном газе с добавлением восстановительного газа
в) Сварка дуговая плазменная:
151 — Сварка плазменная плавящимся электродом в инертном газе.
Сварные соединения, выполняемые дуговой сваркой в инертных газах
(в том числе т.н. «аргонодуговой сваркой»)
Основные типы, конструктивные элементы и размеры сварных соединений из сталей, а так же сплавов на железоникелевой и никелевой основах установлены в следующих стандартах:
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры сварных соединений из алюминия и алюминиевых сплавов установлены в следующих стандартах:
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.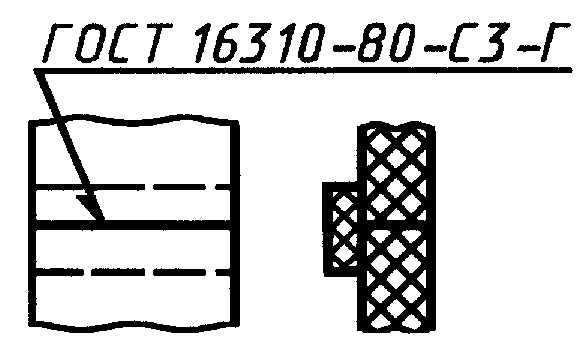 Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры точечных сварных соединений («электрозаклепки») из сталей, медных, алюминиевых и никелевых сплавов установлены:
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.
И для полноты картины приведем
ГОСТы на сварочные материалы, применяемые, в том числе, в процессах сварки в инертных газах
- ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
- ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
Мы постарались, по возможности, полно описать, что под собой подразумевает запрос «аргонодуговая сварка ГОСТ«.
На сайте ГОСТ-сварка.ру Вы найдете термины и определения всех процессов сварки в соответствии с действующими ГОСТ.
Подписывайтесь на наш канал — гарантируем точную информацию по основным вопросам сварки.
Ограничения длины сварного шва — КиберПедия
Для стыкового соединения и углового шва в поле Ограничения (Limits) можно указать положения Начала (Start) и Конца (End) сварного шва.
Рисунок 2.29 — Поле «Ограничения»
Задание ограничения:
− длина дуги (Arc Length) – определяет местоположение по расстоянию вдоль кривой,
− через точку (Trough Point) – определяет местоположение как заданную точку.
Для стыкового соединения можно изменять углы начала и конца шва. Предлагается три Метода уклона (Taper Method):
— без уклона;
— из верхней грани (From Top Face) – угол наклона измеряется от верхней грани;
— из конечной грани – угол наклона измеряется от кромок
Задание параметров ограничения длины шва
Рисунок 2. 30 — Стыковое соединение с ограничением по длине.
30 — Стыковое соединение с ограничением по длине.
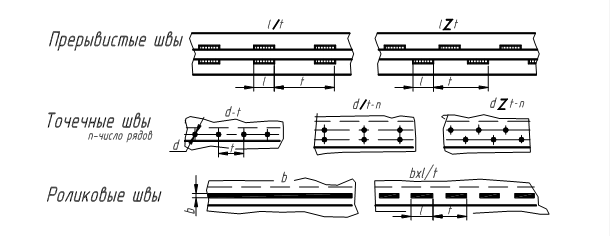
Прерывистый шов
Прерывистый шов – сварной шов с промежутками по длине.
Прерывистый шов бывает двух видов: цепной и шахматный.Цепной прерывистый шов – двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого. Шахматный прерывистый шов – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
| а) | б) |
| Рисунок 2.31 — Цепной (а) и шахматный (б) прерывистые швы |
Прерывистые швычаще всего применяются в качестве конструктивных швов. Расстояния между участками прерывистого шва должны быть в сжатых элементах не более 16δ, а в растянутых – не больше 30δ, где δ – толщина листа [Шинкевич Н.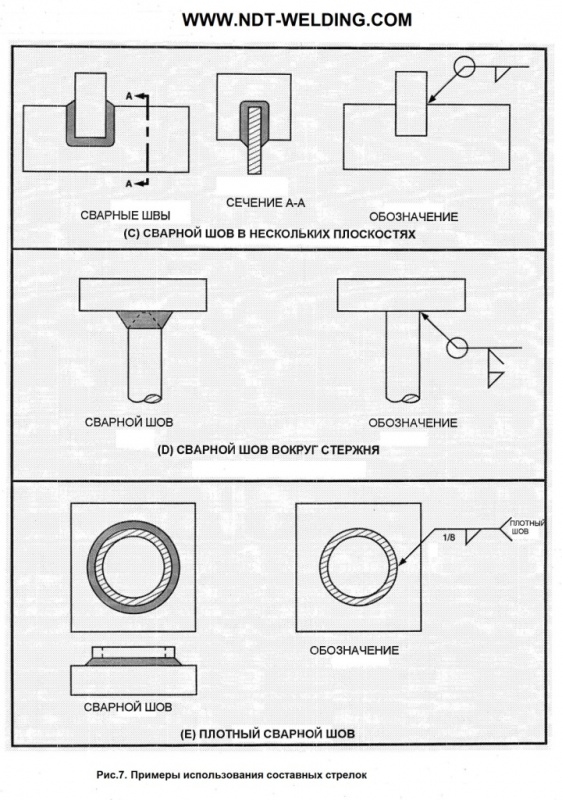 И. «Справочное пособие по сварным, резьбовым и заклепочным соединениям»]. [2]
И. «Справочное пособие по сварным, резьбовым и заклепочным соединениям»]. [2]
Раздел Параметры прерывистого швы присутствует только в окнах Стыкового соединения и Углового шва.
Для создания прерывистого шва необходимо в разделе Параметры прерывистого шва (Skip Weld Parameters) поставить галочку в опции Создать прерывистый шов (Create Skip Welds), после появятся задаваемые параметры шва.
Рисунок 2.32 — Поле «Параметры прерывистого шва»
Методы построения прерывистого шва:
− число, длина (Number, Length) – заданное число участков сварного шва определенной длины равномерно распеределяются по линии соединения, размер пустого интервала устанавливается автоматически;
− число, интервал (Number, Spacing) – заданное число участков сварного шва раплолагаются строго через заданное значение пустого участка, длина сварных швов устанавливается автоматически;
− интервал, длина (Spacing, Length) – участки сварного шва определенной длины располагаются на определенном расстоянии друг от друга, количетво участков сварного шва устанавливается автоматически.
Задание параметров прерывистого шва
Рисунок 2. — Прерывистый шов
.
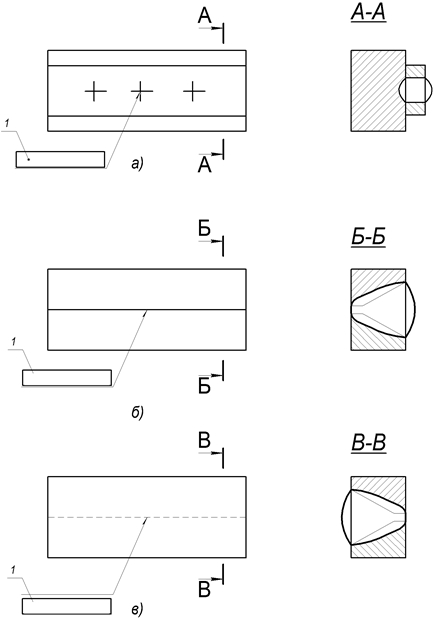
Сварка электрозаклепками
Пробочный шов (электрозаклепка) – это сварная точка, при точечном сварном соединении металла, выполняемом точечной дуговой сваркой. Электрозаклепки, рсиунок 2. выполняются по ГОСТ 14776-79 «Дуговая сварка. Соединения сварные точечные».
Рисунок 2. — Пробочные швы с круглым отверстием в верхней детали
Для образования электрозаклепки требуется полное проплавление одного из соединяемых элементов. В случае если толщина детали, которую необходимо проплавить довольно приличная, то в ней можно высверлить отверстие, которое и будет впоследствии заполнено жидким электродным металлом.
Прорезной шов – сварной шов, образуемый в результате заполнения жидким металлом плавящегося электрода прорези, предварительно подготовленной в одном из соединяемых элементов, рисунок 2. .
.
Рисунок 2. — Прорезной шов
Пробочный/прорезной шов (Plug/Slot Weld) применяется для создания нахлесточных соединений.
С помощью команды Пробочный шов соединение создается в NX, только используя существующее отверстие или паз для сварки (соединение типа Н5). Отверстие или паз может частично или полностью заполнено сварочным материалом.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка твердых тел (Solid Weld) – команда Пробочный шов (Plug/Slot).
Все параметры пробочного шва задаются в открывшемся окне Пробочный шов, рисунок 2. .
Примечание: нахлесточные соединения типа Н1-Н4 создаются с помощью команд Точечной сварки (Weld Point).
Рисунок 2. — Окно «Пробочный шов»
В разделе Грани (Faces) функции Выбрать верхнюю/нижнюю грань (Select Top/Bottom Face Set) позволяет выбрать соответственно верхнюю и нижнюю грани построения пробочного шва.
В поле Отверстие/паз (Hole/Slot) функцией Выбрать ребро (Select Edge) необходимо выбрать ребро отверстия или паза для формирования пробочного шва.
Контур шва (Contour):
− нет – позволяет создать пробочный шов с не указанной окончательной сварочной операцией,
− выпуклый (Convex),
− плоский (Flush),
− вогнутый (Concave).
Параметры сечения пробочного шва (Cross Section):
− отклонение вершины (Contour Height) – высота усиления;
− глубина заливки (Depth of Filling) – глубина проплавления листов.
В поле Характеристики сварки (Weld Characteristics) – приведен список дополнительных атрибутов, которые можно назначить пользовательской сварке.
Выбрать объект для наследования (Select Inherit Object) – позволяет выбрать объект, от которого будут наследоваться атрибуты проточки под сварку.
Настройки (Settings):
— создать объект ТУ (Assign Weld PMI) – открытие диалогового окна Символ сварки, в котором можно создать комментарии для сварки,
— заполнение шва (Field Weld) – позволяет задавать атрибут Заполнение шва для сварочного объекта.
а)
б)
Выбор свариваемых плоскостей
Выбор ребра для сварки и задание размеров пробочного шва
Готовое соединение электрозаклепка (Н5)
Нестандартные сварные швы
Используйте эту команду для задания твердого тела как пользовательской сварки. Это полезно, когда нужно задать пользовательскую сварку, которую нельзя получить стандартными методами элемента Сварка.
Пользовательская сварка имеет те же свойства, что и другие элементы типа Сварка.
Можно выполнить следующее:
Использовать любую допустимую технику моделирования для моделирования формы сварного шва.
Назначить атрибуты твердому телу для идентификации его как сварного шва.
Твердое тело отображается как элемент Сварка в Навигаторе модели и используется в расчетах длины и объема сварного шва.
Создать символ ТУ для сварки в то же время, когда создаете пользовательскую сварку.
Открыть пользовательскую сварку в диалоговом окне Фильтр атрибутов сварки.
Пользовательская сварка также отображается в диалоговом окне Уточненная фильтрация, когда для фильтра выбора задается значение Объекты сварки.
Публиковать пользовательские сварки в Teamcenter как отдельные сварные объекты.
Задайте атрибуты свойств пользовательской сварки с помощью диалогового окна Настройки по умолчанию. Можно включить получение значений из списка, задать атрибуты как обязательные и задать значения по умолчанию для атрибутов.
Удалить из сборки файл детали, которая выбрана как соединенная деталь.
В результате элемент Сварка станет удержанным и будет обозначен значком удержания в Навигаторе модели. Можно сделать элемент Сварка допустимым вновь, выбрав новый компонентов в сборке.
Можно сделать элемент Сварка допустимым вновь, выбрав новый компонентов в сборке.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка ствердых тел (Solid Weld) – команда Задаваемый пользователем (User Defined).
Рисунок 2. — Окно «Пользовательская сварка»
.
RussianGost | Официальная нормативная библиотека — ГОСТ 10304-80
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 21 Механические системы и устройства общего назначения »
Доказательная база (ТР ТС, Технический регламент Таможенного союза) » 010/2011 ТР КУ. О безопасности машин и оборудования » Нормы и стандарты (к ТР ТС ТС 010/2011) »
ПромЭксперт »
РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ »
V Тестирование и контроль »
4 Тестирование и контроль продукции »
4.12 Испытания и контроль продукции металлургической промышленности »
4.12.6 Металлопродукция »
ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ »
V Тестирование и контроль »
4 Тестирование и контроль продукции »
4.12 Испытания и контроль продукции металлургической промышленности »
4.12.6 Металлопродукция »
Классификатор ISO » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепежные изделия » 21.060.40 Заклепки »
Национальные стандарты » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепеж » 21.060.40 Заклепки »
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » Крепежные детали G3 для общего машиностроения » G34 Заклепки »
В качестве замены:
ГОСТ 10304-70 — Заклепки нормальной точности. Общие технические требования
Общие технические требования
Ссылки на документы:
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности.Общие технические условия
ГОСТ 10702-78 — Прокат стальной углеродистый и легированный конструкционный для холодной штамповки и высадки. Технические характеристики
ГОСТ 11284-75 — Отверстия сквозные для крепежа. Размеры
ГОСТ 12920-67 — Проволока латунная для холодной высадки. Технические характеристики
ГОСТ 14838-78 — Алюминий белый
.ГОСТ 1535-91 — Прутки медные. Технические характеристики
ГОСТ 15527-2004 — Сплавы медно-цинковые (латуни), обработанные давлением. Оценки
ГОСТ 1759.0-87: Болты, винты, шпильки и гайки. Характеристики.
ГОСТ 17769-83 — Детали крепежные. Правила приема
ГОСТ 18160-72 — Крепежные изделия. Упаковка. Маркировка. Транспортировка и хранение
ГОСТ 19281-89 — Прокат из стали повышенной прочности. Общие технические условия
Общие технические условия
ГОСТ 4784-97 — Алюминий и сплавы алюминиевые деформируемые. Оценки
ГОСТ 5632-72 — Стали высоколегированные и сплавы нержавеющие, жаропрочные и термически обработанные. Оценки
ГОСТ 5663-79 — Проволока стальная углеродистая для холодной высадки
.ГОСТ 5949-75 — Маркированная нержавеющая, жаропрочная и жаропрочная сталь профиля
.ГОСТ 8818-73 — Испытание металлов на сплющивание
.ГОСТ 9.301-86: Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Общие требования
ГОСТ 9.302-88 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Методы контроля
ГОСТ 9.303-84 — Единая система защиты от коррозии и старения. Металлические и неметаллические неорганические покрытия. Общие требования для выбора
ГОСТ 9378-93 — Образцы сравнения шероховатости
. ГОСТ Р МЭК 61859-2001 — Кабинеты лучевой терапии. Общие требования безопасности
Общие требования безопасности
Ссылка на документ:
ГОСТ 10299-80 — Заклепки полукруглые классов В и С. Технические условия
.ГОСТ 10300-80 — Заклепки с потайной головкой классов В и С. Технические условия
.ГОСТ 10301-80 — Заклепки с потайной головкой и круглым верхом классов В и С. Технические условия
.ГОСТ 10302-80 — Заклепки мангальные классов Б и С. Технические условия
.ГОСТ 10303-80 — Заклепки с плоской головкой классов В и С. Технические условия
.ГОСТ 12644-80 — Заклепки полые и полупустые.Технические характеристики
ГОСТ 12840-80 — Предохранители одинарные крючки. Тип и габариты
ГОСТ 14225-83 — Ящики деревянные
.ГОСТ 20558-82 — Предметы домашнего обихода стальные оцинкованные. Общие технические условия
ГОСТ 22328-93 — Фильтры клиновые для деревянных колец. Типовой проект дома
ГОСТ 24145-80 — Тара бытовая для хлеба. Общие технические условия
ГОСТ 26805-86 — Заклепка трубчатая для односторонней
.
ГОСТ 31.0171.01-91 — Устройства для металлорежущих станков.Детали и сборочные единицы общего назначения. Общие технические требования
ГОСТ 31846-2012 — Подвижной состав специальный. Требования к прочности несущей конструкции и динамическим свойствам
ГОСТ 34099-2017 — Изделия санитарно-гигиенические из металла для детей и подростков. Технические условия
ГОСТ Р 53337-2009 — Подвижной состав специальный. Требования к прочности несущей конструкции и динамическим свойствам
ГОСТ Р 54154-2010 — Сантехника металлическая детская и подростковая.Технические характеристики
ГОСТ Р 54784-2011 — Испытание сельскохозяйственных тракторов и машин. Методы оценки технических параметров
ГОСТ Р 55182-2012 — Вагоны пассажирские локомотивной тяги. Общие технические требования
СНиП 2.03.06-85: Конструкции алюминиевые
СП 128.13330.2012 — Конструкции алюминиевые
СП 128.13330.2016 — Конструкции алюминиевые
Клиенты, которые просматривали этот товар, также просматривали:
|
 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства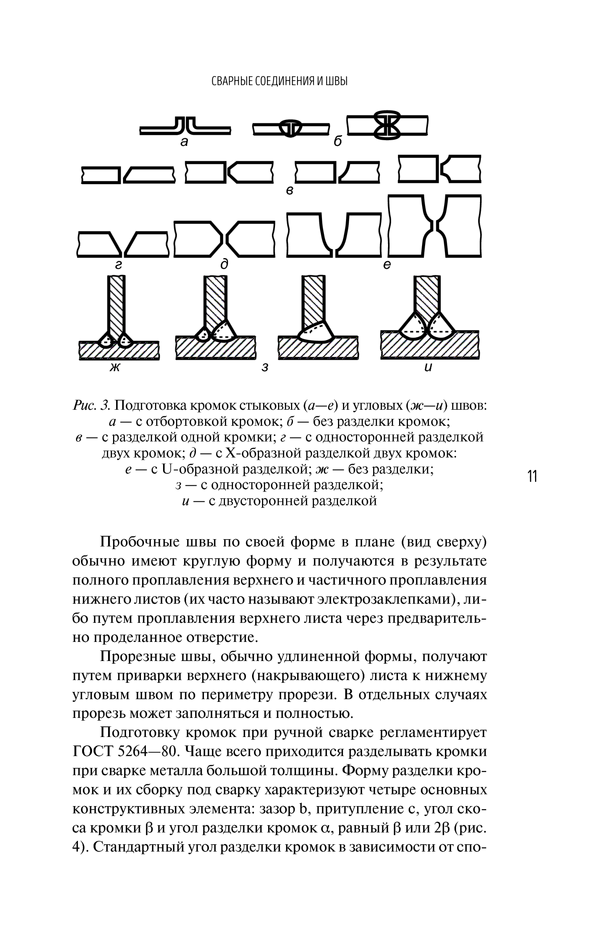 Термины и определения
Термины и определения Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды Термическая оценка и классификация
Термическая оценка и классификацияЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов.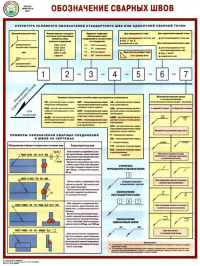 Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
RussianGost | Официальная нормативная библиотека — ГОСТ 11284-75
Товар содержится в следующих классификаторах:
Стандарты на трубопроводную арматуру (ТПА) » 8. Конструкция трубопроводной арматуры (ТПА) » 8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) » 8.1.2 Взаимозаменяемость и другие конструктивные требования »
Стандарты на трубопроводную арматуру (ТПА) »
13. Стандарты на основные узлы и части термопластавтоматов »
13. 2 Крепежные элементы »
2 Крепежные элементы »
Классификатор ISO » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепежные изделия » 21.060.01 Крепеж в целом »
Национальные стандарты » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепежные изделия » 21.060.01 Крепеж в целом »
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » Крепежные детали G3 для общего машиностроения » G30 Классификация, номенклатура и общие правила »
В качестве замены:
ГОСТ 11284-65 — Отверстия сквозные для крепежа.Размеры
Ссылка на документ:
ГОСТ 10304-80 — Заклепки
.ГОСТ 12.2.036-78 — Пресс-формы для резинотехнических изделий
.
ГОСТ 12126-86 — Машины электрические малой мощности. Установочные размеры
ГОСТ 12218-66 — Устройства удерживающие. Шайбы увеличиваются. Дизайн и размеры
ГОСТ 12460-67 — Гайки со стопорными винтами. Типовой проект дома
ГОСТ 12644-80 — Заклепки полые и полупустые. Технические характеристики
ГОСТ 12876-67 — Поверхность опорная под крепежные изделия.Размеры
ГОСТ 12943-67 — Шайбы стопорные для машин. Дизайн и размеры
ГОСТ 14901-93 — Формы для производства резинотехнических изделий
.ГОСТ 16162-78 — Редукторы общего назначения. Общие технические условия
ГОСТ 16162-85 — Редукторы стандартные. Общие технические условия
ГОСТ 16561-76 — Фурнитура металлическая для деревянной тары. Технические характеристики
ГОСТ 1759.1-82 — Болты, винты, шпильки и гайки. Допуски, методы контроля размеров и отклонений формы и ориентации поверхности
ГОСТ 1759.4-87: Болты, винты и шпильки. Механические свойства и методы испытаний
Механические свойства и методы испытаний
ГОСТ 1759.5-87 — Гайки. Механические свойства и методы испытаний
ГОСТ 20804-81 — Профили гнутые и полосы перфорированные из стали для электромонтажа. Общие технические условия
ГОСТ 22668-77 — Клеммы и рукава кабельные. Основные размеры
ГОСТ 23751-86 — Платы печатные. Основные параметры конструкции
ГОСТ 26234-84 — Втулка кондукторная сменная стандартной и повышенной точности.Конструкция и размеры
ГОСТ 26258-87 — Зенковки, предназначенные для обработки опорных поверхностей под крепления. Технические характеристики
ГОСТ 26259-87 — Меди. Дизайн и размеры
ГОСТ 26546-85 — Вариаторы цепные. Общие технические условия
ГОСТ 26957-86 — Вариатор с широкоугольными ременными шкивами. Общие технические условия
ГОСТ 28319-89 — Сверла спиральные плоские для отверстий под винты с головкой-наполнителем. Основные размеры
ГОСТ 28331-89 — Роботы агрегатно-модульные промышленные.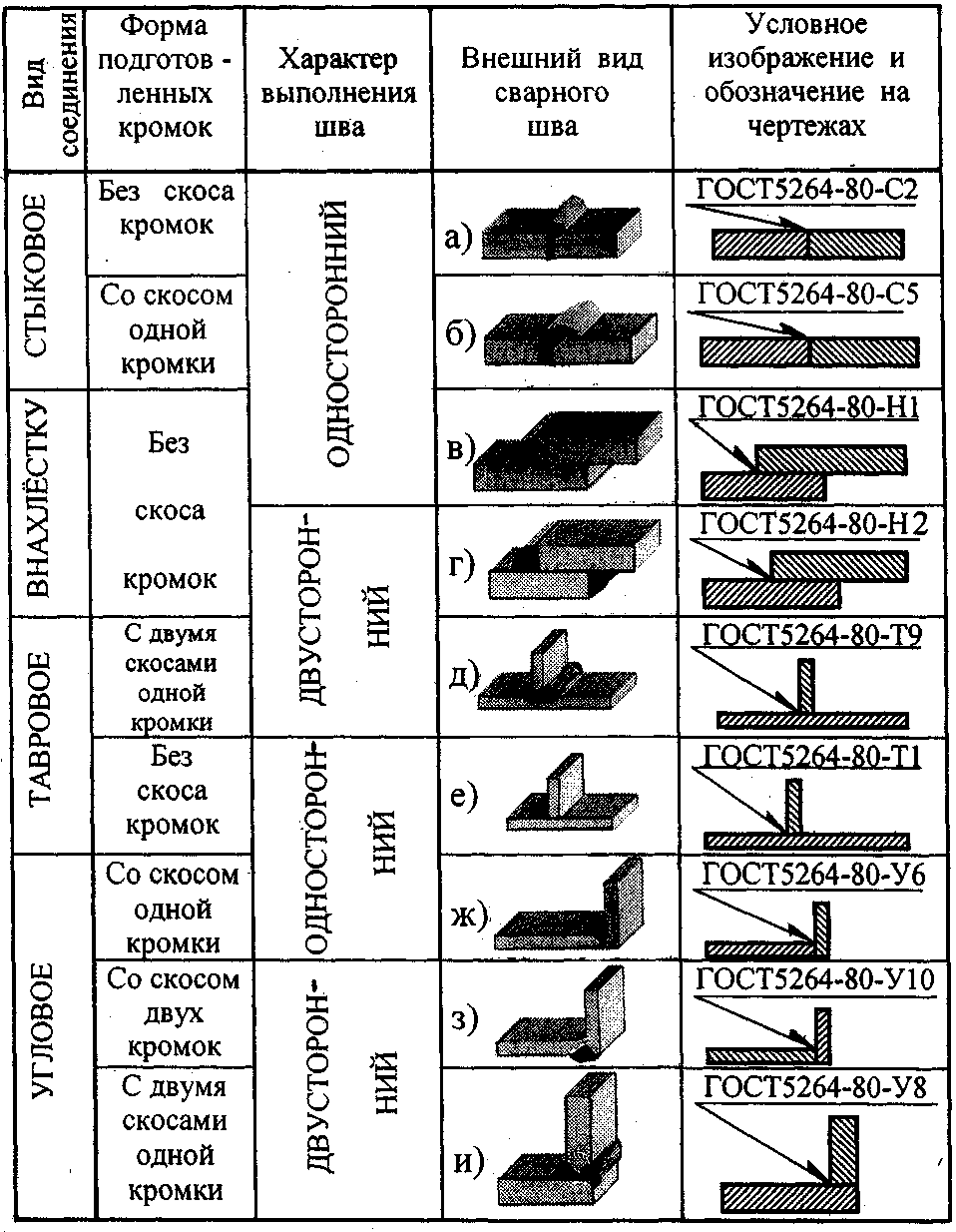 Действующие модули. Присоединительные размеры
Действующие модули. Присоединительные размеры
ГОСТ 28961-91 — Шайбы плоские для метрических болтов, винтов и гаек. Генеральный план
ГОСТ 29281-92 — Машины и фундаменты судовые. Установочные размеры
ГОСТ 30222-95 — Преобразователи частоты конусные. Общие технические условия
ГОСТ 30362.1-96 — Гидравлический привод гидравлический. Цилиндры одностержневые на номинальное давление 25 МПа. Установочные размеры
ГОСТ 30852.0-2002 — Электрооборудование взрывозащищенное.Часть 0. Общие требования
ГОСТ 31.0151.01-90 — Установщики универсальные и специальные
.ГОСТ 31.0171.01-91 — Устройства для металлорежущих станков. Детали и сборочные единицы общего назначения. Общие технические требования
ГОСТ 31.111.42-83 — Детали и узлы навесного оборудования для металлорежущих станков
.ГОСТ 31284-2004 — Воздухонагреватели для промышленных и сельскохозяйственных предприятий. Основные Характеристики.
ГОСТ 31592-2012 — Редукторы машин. Общие технические условия
Общие технические условия
ГОСТ 31610.0-2012 — Аппараты электрические для взрывоопасных газовых сред. Часть 0. Общие требования
ГОСТ 31610.0-2014 — Взрывоопасные среды. Часть 0. Оборудование. Общие требования
ГОСТ 8592-79 — Машины электрические вращающиеся. Установочные и присоединительные размеры. Допуски и методы контроля
ГОСТ 9650-80 — Штифты. Технические характеристики
ГОСТ ISO 16047-2015 — Крепежные изделия. Испытание крутящего момента / усилия зажима
ГОСТ ISO 2320-2015 — Гайки стальные превалирующие моментные.Механические и эксплуатационные свойства
ГОСТ ISO 898-1-2014 — Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки заданных классов прочности с большим и малым шагом резьбы
ГОСТ ISO 8992-2015 — Крепежные изделия. Общие требования к болтам, винтам, шпилькам и гайкам
ГОСТ Р 50891-96 — Редукторы машин. Общие технические условия
ГОСТ Р 51330. 0-99 — Электрооборудование взрывозащищенное. Часть 0. Общие требования
0-99 — Электрооборудование взрывозащищенное. Часть 0. Общие требования
ГОСТ Р 52350.0-2005: Электрооборудование для взрывоопасных газовых сред. Часть 0. Общие требования
ГОСТ Р 52627-2006 — Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ Р 53429-2009 — Платы печатные. Основные параметры конструкции
ГОСТ Р 53817-2010 — Транспортные средства. Телескопические гидроцилиндры одностороннего действия. Технические требования и методы испытаний
ГОСТ Р 55740-2013 — Болты, винты и шпильки стальные с клеевым покрытием. Технические требования
ГОСТ Р 55741-2013 — Болты, винты и шпильки стальные с фиксирующим покрытием.Технические требования
ГОСТ Р 57054-2016 — Оборудование горное. НКТ чугунные. Комплекты трубных колец. Общие технические условия
ГОСТ Р ИСО 15330-2010 — Крепежные изделия. Испытание перед нагрузкой для обнаружения водородной хрупкости. Метод параллельных опорных поверхностей
ГОСТ Р ИСО 16047-2009 — Крепежные изделия. Испытание крутящего момента / усилия зажима
Испытание крутящего момента / усилия зажима
ГОСТ Р ИСО 8992-2011 — Крепежные изделия. Общие требования к болтам, винтам, шпилькам и гайкам
ОСТ 26.260.758-2003 — Металлоконструкции.Общие технические требования.
ОСТ 26-07-2024-80 — Таблички отличительные. Размеры. Технические требования.
ОСТ 34-13-017-88: Заклепка комбинированная. Дизайн и размеры. Технические требования
ОСТ 35-02-72 — Болты, гайки и шайбы к ним высокопрочные.
ОСТ 48-41-91 — Продукция машиностроения цветной металлургии. Основные Характеристики.
РД 153-34.0-04.185-2003 — Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики.Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 37.001.131-89 — Затяжка резьбовых соединений. Стандарты ужесточения и спецификации
Рекомендации: Аспирационные дымовые извещатели VESDA. Часть 1. Область применения
СТ ЦКБА 076-2009 — Арматура трубопроводная. Отличительные признаки. Типы, размеры и характеристики
Отличительные признаки. Типы, размеры и характеристики
СТБ 1679-2006 — Культиваторы для междурядной обработки почвы. Общие технические условия
ВСН 361-85 — Монтаж технологического оборудования на фундаменты
ГОСТ 34600-2019 — Машины оперативные и служебные для патрулирования и выезда на место происшествий дежурных частей правоохранительных органов.Технические требования
ГОСТ Р МЭК 60079-0-2007 — Взрывоопасные среды. Часть 0. Оборудование. Общие требования
ГОСТ Р МЭК 60079-0-2011 — Взрывоопасные среды. Часть 0. Оборудование. Общие требования
ОСТ 4 Г0.059.292 — Пакеты съемных форм для прессования изделий из термореактивных материалов. Руководство по дизайну
СП 470.1325800.2019 — Металлоконструкции. Правила работы
Клиенты, которые просматривали этот товар, также просматривали:
|
 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства Термины и определения
Термины и определения Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды Термическая оценка и классификация
Термическая оценка и классификацияЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Заклепки — Заклепки DIN — Крепежные детали
Наша специализация заключается в производстве и экспорте немецких стандартных заклепок DIN. Выберите из самого большого набора механических заклепок DIN, включая заклепки DIN 660, сплошные заклепки, заклепки DIN 661, трубчатые заклепки, заклепки DIN 7338, металлические заклепки DIN 7337, заклепки DIN 6792, заклепки из нержавеющей стали, алюминиевые заклепки, стандартные заклепки, заклепки стандарта DIN , Медные заклепки, заклепки MS и многое другое.Заклепки изготавливаются из материала различной прочности и толщины для обеспечения надежной фиксации. Доступно множество заклепок с различными типами головки, конструкции, концов, фланцев, захватов, фиксаторов, стандартов и многого другого. Мы можем производить и экспортировать заклепки в соответствии с индивидуальными спецификациями и требованиями.
Доступно множество заклепок с различными типами головки, конструкции, концов, фланцев, захватов, фиксаторов, стандартов и многого другого. Мы можем производить и экспортировать заклепки в соответствии с индивидуальными спецификациями и требованиями.
Из-за большого разнообразия приложений и использования заклепки доступны во множестве форм и размеров для выполнения различных аспектов одной и той же функции.Если вам требуются заклепки для простой или сложной установки или для любого другого применения, мы предлагаем широкий выбор заклепок. Ассортимент заклепок широко экспортируется во Францию, Германию, Испанию, Швейцарию, Италию, Россию и многие другие страны Европы.
Просмотрите самый большой ассортимент заклепок:
- Заклепки DIN 660 с полукруглой головкой и высокой прочностью на разрыв.
- Устойчивость к коррозии, вибрации и истиранию.
- Эквивалентные нормы: ISO 1051, BN 126, CSN 22301; PN 82952; UNI 1051, ГОСТ 10299-80
- Заклепки DIN 661 с плоской и потайной головкой из указанного материала.

- Антикоррозионные и антикоррозионные свойства.
- Эквивалентные нормы: ISO 1051 C; CSN 22311; PN 82954; UNI 1051, ГОСТ 10300-80
- DIN 7338 Заклепки с плоской головкой.Заклепки для тормозных накладок и накладок сцепления.
- Соответствует RoHS.
- Соответствующие нормы: PN 82976, ГОСТ 10299-80, ГОСТ 10303-80
- Заклепки DIN 6791 представляют собой полупустые заклепки с полукруглой (полутрубчатой) формой головки.
- Широко используется в застежках общего назначения.
- Эквивалентные нормы: ГОСТ 12641
- Заклепки DIN 6792 с потайной головкой.Соответствует RoHS.
- Устойчивость к коррозии и истиранию.
- Эквивалентные нормы: ISO 4042
- Заклепки DIN 7337 представляют собой комбинированные заклепки со стандартным воротником.
- Создание постоянного стыка материалов.
- Эквивалентные нормы: ISO 15983; CSN 22391; UNI 9200, ГОСТ Р 15973-2005, ГОСТ Р 15974-2005.

- Заклепки DIN 7340 с плоской, круглой или потайной головкой.
- Соответствует RoHS. Антикоррозионные и антикоррозионные свойства.
- Эквивалентные нормы: CSN 22380; ПН 82972, ГОСТ 12639-80
Ниже приведены спецификации
для Rivets
:Материал:
- Латунь, сталь, нержавеющая сталь, мягкая сталь, углеродистая сталь, медь, электролитические медные сплавы, оцинкованная сталь, алюминий, титан или любой другой металл.
Потоки:
- B.S.W., B.S.F., B.S.B., B.S.P. & B.S.P.T согласно британской стандартной форме Уитворта
- N.C. & U.N.C., N.F. И U.N.F., N.P.T & N.P.S., N.S., N.E.F. и т. д. согласно Американской национальной форме Threads
- Метрическая система ISO (резьба MM)
- BA Резьбы
- Стандарт DIN
- ГБ темы
Отделка и покрытие:
- Натуральное, никелированное, оловянное, натуральная латунь, электро-олово, хром, цинк или любое другое покрытие в соответствии с требованиями заказчика.

Ключевая особенность:
- Устойчив к коррозии и истиранию.
- Способность выдерживать холодную обработку.
- Выдерживает давление.
- Функция зависит от твердости поверхности.
- Требования к грузоподъемности.
- Возможность High Pull Up и водонепроницаемость / герметичность.
- Обеспечивает легкую и простую установку.
Заявление:
- Для широкого спектра приложений клепки и монтажа.
- Идеально подходит для работы в малых и тяжелых условиях.
- Обеспечивает фиксацию, соединение и закрепление.
- Широко используется в автомобильной, автомобильной, строительной, телекоммуникационной, механической, химической, нефтегазовой, электротехнической, электронной и многих других отраслях промышленности.
- Многоразовый.

Установка:
- Заклепки — лучший выбор для установки.
- Есть много способов установки заклепок.
- Заклепки устанавливаются вручную с помощью молотка, ручного инструмента или любого другого необходимого инструмента.
- Головка помещается в отверстие для ее размещения.
любого типа
могут быть изготовлены в точном соответствии со спецификациями клиентов и экспортированы в Италию, Швейцарию, Португалию, Грецию, Великобританию, Германию, Францию и другие европейские страны.Для получения дополнительной информации, пожалуйста, запросите сейчас.Широкий ассортимент заклепок с открытым концом из нержавеющей стали, стали и алюминия
Главная / Широкий ассортимент заклепок с открытым концом из нержавеющей стали, стали и алюминия Торговая марка заклепок «ELNAR», включающая A2 / A2 (нержавеющая сталь / нержавеющая сталь), Al / Al (алюминий / алюминий), Al / St (алюминий / сталь), St / St (сталь / сталь).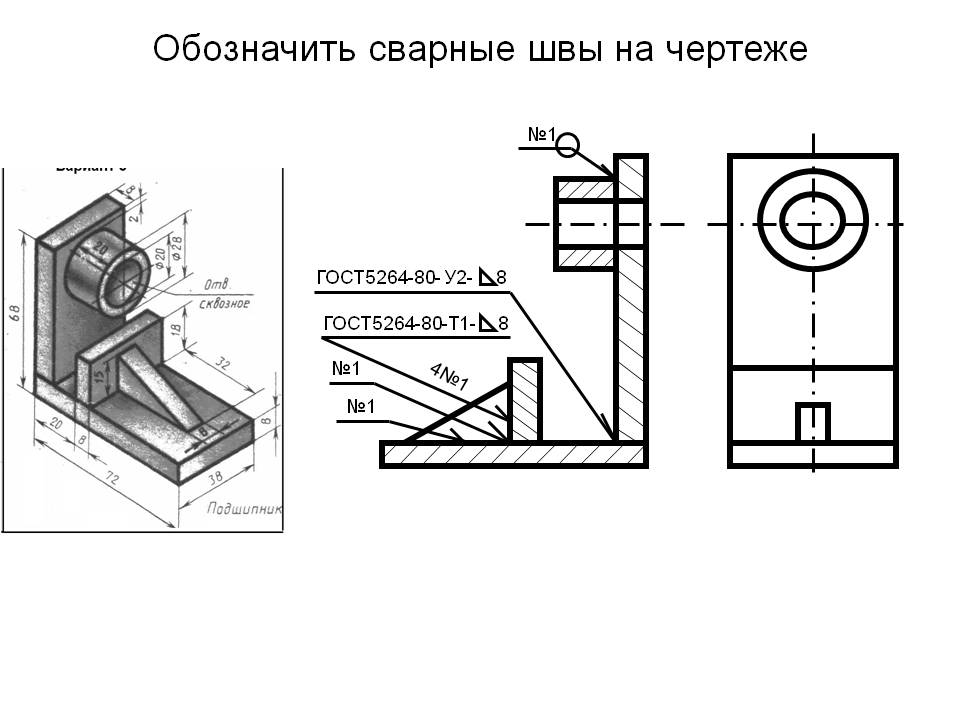 заклепки, зарегистрированы для продукции китайских производителей, получивших сертификат ISO / TS16949: 2002 и производящих высококачественные заклепочные изделия около 20 лет.
заклепки, зарегистрированы для продукции китайских производителей, получивших сертификат ISO / TS16949: 2002 и производящих высококачественные заклепочные изделия около 20 лет.
Заклепки «ЭЛНАР» широко используются для крепления строительных материалов и оборудования к внутренним и внешним конструктивным элементам различных зданий и сооружений.
Наша компания получила Сертификат соответствия ГОСТ Р и Сертификат Росстроя на заклепки глухие «ЭЛНАР».
Заклепки «ЭЛНАР» соответствуют требованиям системы качества ISO:
- ISO 15983-2002 Заклепки глухие с открытым концом, с разрывным стержнем и выступающей головкой — A2 / A2
- ISO 15977-2000 Заклепки глухие с открытым концом, разрывным стержнем и выступающей головкой — Al / St
- ISO 15979-2002 Заклепки глухие с открытым концом, с разрывным стержнем и выступающей головкой — St / St
- ISO 14588-2000 Заклепки глухие. Терминология и определения
- ISO 3269-2000 Крепежные изделия — Приемочный контроль
- ISO 14589-2000 Заклепки глухие. Механические испытания
 Механические испытания
Механические испытанияГосстроя или Свидетельство Росстроя
Сертификат Росстроя на строительные материалы: данный документ выдается на продукцию, используемую в строительстве.Это подтверждает, что продукт соответствует принятым нормам и стандартам. Он выдается после некоторых испытаний и экспертного заключения с информацией о технических характеристиках, ремонте, использовании, обслуживании и безопасности материалов. Для получения Сертификата Росстроя необходимо предъявить Гигиенический сертификат и Пожарный сертификат. Наличие сертификата Росстроя является обязательным условием для получения Сертификата соответствия ГОСТ Р.
Сертификат соответствия ГОСТ Р
ГОСТ — это русское слово, означающее «норма», а R — Россия.Для большинства продуктов требуется сертификация, если вы хотите продавать их в России. Основные рассматриваемые продукты — это материалы, контактирующие с пищевыми продуктами и людьми; промышленное оборудование для пищевой, химической, нефтегазовой, строительной и других отраслей промышленности; механические и электрические товары. Также затронуты потребительские товары, такие как продукты питания, текстиль и одежда, косметика и парфюмерия, товары для дома и игрушки. Сертификат может быть действителен при одноразовой доставке или сроком на 1 или 3 года.
Также затронуты потребительские товары, такие как продукты питания, текстиль и одежда, косметика и парфюмерия, товары для дома и игрушки. Сертификат может быть действителен при одноразовой доставке или сроком на 1 или 3 года.
DIN 661 Металлические заклепки сплошные
Мы производим металлические твердые заклепки DIN 661 из высококачественного стандартного материала или материала по индивидуальному заказу. Металлические заклепки DIN 661 имеют аккуратную и гладкую внешнюю поверхность. Металлические твердые заклепки DIN 661 легко деформируются с помощью молотка или заклепочного пистолета. Металлические заклепки DIN 661 с потайной головкой на 75 °. DIN 661 Металлические цельные винты, изготовленные штамповкой из черных и цветных металлов. Металлические сплошные заклепки DIN 661. Простота установки и снятия с помощью гидравлического, пневматического или электромагнитного отжимного инструмента или даже ручного молотка.Металлические заклепки DIN 661 — это постоянные крепления, которые соединяют вместе различные детали, например панели самолетов. Мы предлагаем металлические твердые заклепки DIN 661, изготовленные из различных материалов, размеров, резьбы, стилей привода, отделки и других конфигураций. Металлические сплошные заклепки DIN 661 доступны с различными вариантами покрытия, отделки или покрытия, такими как олово, цинк (желтый, белый, синий, черный), горячее цинкование, хром, никель-латунь, черный оксид, электроолово, фосфат , Порошковое покрытие и любые другие по мере необходимости.Мы также производим металлические твердые заклепки по индивидуальному заказу DIN 661, которые идеально соответствуют дизайну заказчика и его спецификациям.
Мы предлагаем металлические твердые заклепки DIN 661, изготовленные из различных материалов, размеров, резьбы, стилей привода, отделки и других конфигураций. Металлические сплошные заклепки DIN 661 доступны с различными вариантами покрытия, отделки или покрытия, такими как олово, цинк (желтый, белый, синий, черный), горячее цинкование, хром, никель-латунь, черный оксид, электроолово, фосфат , Порошковое покрытие и любые другие по мере необходимости.Мы также производим металлические твердые заклепки по индивидуальному заказу DIN 661, которые идеально соответствуют дизайну заказчика и его спецификациям.
Ниже приведены спецификации и информация о металлических сплошных заклепках DIN 661.
Материал:
- Сталь A1, A2, A4
- Нержавеющая сталь A1, A2, A4
- Углеродистая сталь
- Мягкая сталь (MS)
Методы нарезания резьбы:
- Нарезание резьбы, шлифование резьбы, профилегибка, литье и формование резьбы
DIN 661 Металлические сплошные заклепки Формы резьбы:
- Метрическая резьба ISO, американская национальная резьба (NC, NF, NS, NPT), американская унифицированная резьба (UNC, UNF), британская стандартная резьба Whitworth (BSW, BSF) или любая специальная резьба.

Приводы с металлическими заклепками DIN 661:
- шлицевые
- Филипс
- Шестигранник
- Звезда
- Квадрат
- Торкс
- Шестигранник
- Шестигранный шлиц / Шестигранник без шлица
- Головка шестигранная
- Pozidrive
Характеристики:
- Потайная головка.
- Эквивалентный стандарт : ISO 1051 C, CSN 02231, PN 82954, UNI 1051.
- Состоит из круглого стержня.
- Соответствует RoHS и REACH.
- Внесены в списки UL и cUL.
- Потайная головка.
- Многоразовый.
- Соответствует ГОСТ 10300-80.
- Выдерживает давление.
- Создать Угол 75 градусов.
- Защита от вибрации.
- Требования к грузоподъемности.
- Возможность High Pull Up и водонепроницаемость / герметичность.
- Обеспечивает легкую и простую установку.
- Универсальный и антикоррозийный.
- Сопротивление истиранию.
Промышленное назначение и использование:
- Металлические цельные заклепки DIN 661 используются везде, где головка заклепки не должна выступать.
- Он действует как разъемное соединение или крепежный элемент для всех типов компонентов.
- Металлические цельнолитые заклепки DIN 661 используются в машиностроении.
- Металлические заклепки DIN 661, сплошные, предназначены для скрытого монтажа.
- И широко используется в автомобильной, автомобильной, строительной, телекоммуникационной, механической, химической, нефтегазовой, электротехнической, электронной и многих других отраслях промышленности.
 Для получения более подробной информации, пожалуйста, свяжитесь с нами.
Для получения более подробной информации, пожалуйста, свяжитесь с нами.Вентиляторы канальные Взрывозащищенные ВРПН-НВК — «КЛИМАТВЕНТМАШ»
Рабочее колесо с назад загнутыми лопатками
• низкий уровень энергопотребления.
• динамическая балансировка рабочих колес.
• работа вентилятора в любом положении.
• расположение двигателя снаружи воздуховода защищает его от воздействия загрязняющих примесей в потоке воздуха (водяной пар, жир и т. Д.)
Возможность управления частотой вращения переключением полюсов многоскоростного двигателя (опция, необходимо заказывать) или преобразователем частоты.
Корпус и рабочее колесо из кислотостойкой стали 10h27N13M3T нержавеющего или аналогичного по свойствам и не имеет никакого покрытия. Все неподвижные соединения выполнены заклепками из нержавеющей стали. Коллектор выполнен из желтого металла или имеет кольцевую латунную вставку.
Двигатели взрывозащищены до уровня минимум 2ExdIICT4 (взрывозащищенность в среде водорода, ацетилена или сероуглерода). Устойчив к серной, соляной, азотной и фосфорной кислотам.
Устойчив к серной, соляной, азотной и фосфорной кислотам.
Вентиляторы предназначены для транспортировки агрессивных (кислых) взрывоопасных смесей газ / пар / воздух категории IIС, групп Т1-Т4 по ГОСТ 12.Классификация 1.011, не содержит взрывоопасной пыли, взрывчатых веществ, без адгезивов, волокон или абразивных материалов, с содержанием пыли и других твердых примесей не более 100 мг / м3 и имеющей температуру от -40 до +80 ° C.
Агрессивность транспортируемых взрывоопасных смесей газ / пар / воздух для стали 10х27Н13М3Т или ее эквивалента не должна вызывать коррозию со скоростью более 0,1 мм в год.
Вентиляторы не предназначены для транспортировки взрывоопасных смесей газ / пар / воздух от технологических объектов, где взрывчатые вещества могут нагреваться выше температуры самовоспламенения или находиться под избыточным давлением.
Область применения — взрывоопасные зоны помещений и наружных объектов в соответствии с маркировкой взрывозащиты установленного взрывозащищенного электрооборудования по ГОСТ Р 51330.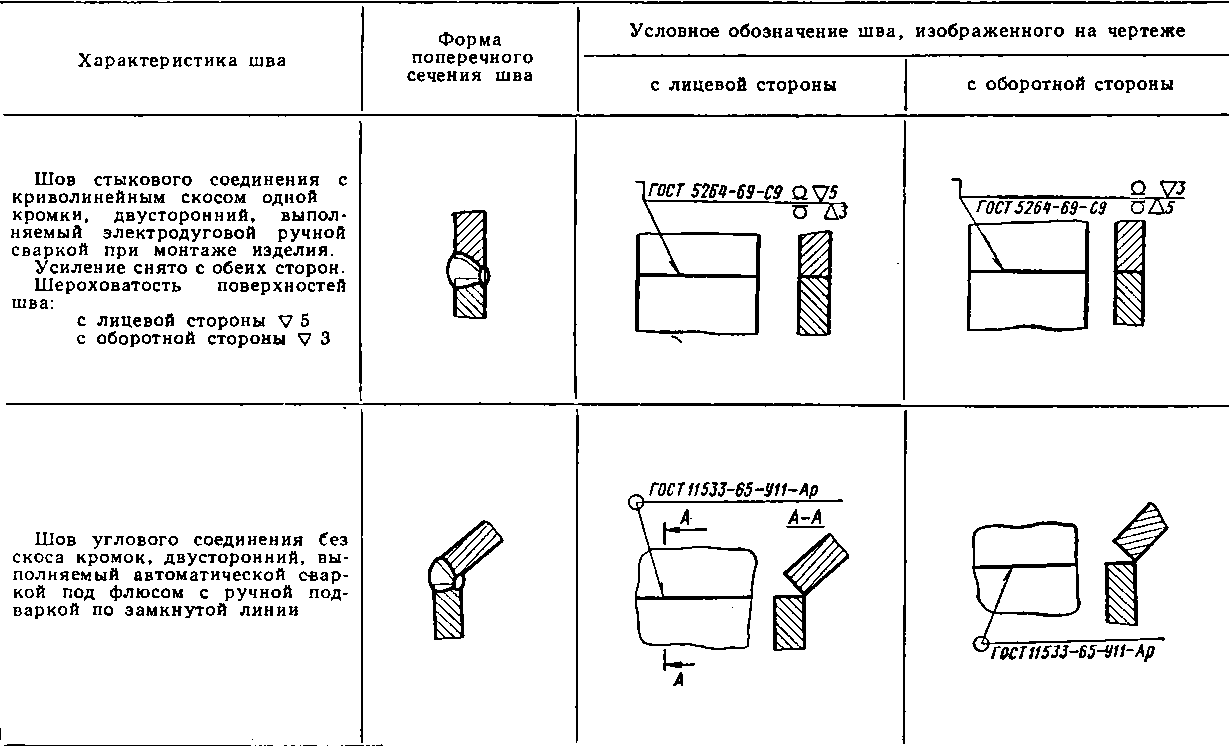 13-99 (МЭК 60079-1496), гл. 7.3 Кодекса электроустановок и других нормативных требований, регулирующих применение электрического оборудования во взрывоопасных зонах. При установке на открытом воздухе необходимо обеспечить защиту от атмосферных осадков (опция может быть включена при заказе).Вентиляторы допускают непосредственную установку в воздуховоды прямоугольной формы систем вытяжной вентиляции в помещениях гидроаккумуляторов. Вентиляторы предназначены для работы в условиях умеренного (U) климата категории 2 по ГОСТ 15150 при температуре окружающей среды от -40 до +40 ° С.
13-99 (МЭК 60079-1496), гл. 7.3 Кодекса электроустановок и других нормативных требований, регулирующих применение электрического оборудования во взрывоопасных зонах. При установке на открытом воздухе необходимо обеспечить защиту от атмосферных осадков (опция может быть включена при заказе).Вентиляторы допускают непосредственную установку в воздуховоды прямоугольной формы систем вытяжной вентиляции в помещениях гидроаккумуляторов. Вентиляторы предназначены для работы в условиях умеренного (U) климата категории 2 по ГОСТ 15150 при температуре окружающей среды от -40 до +40 ° С.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection. description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.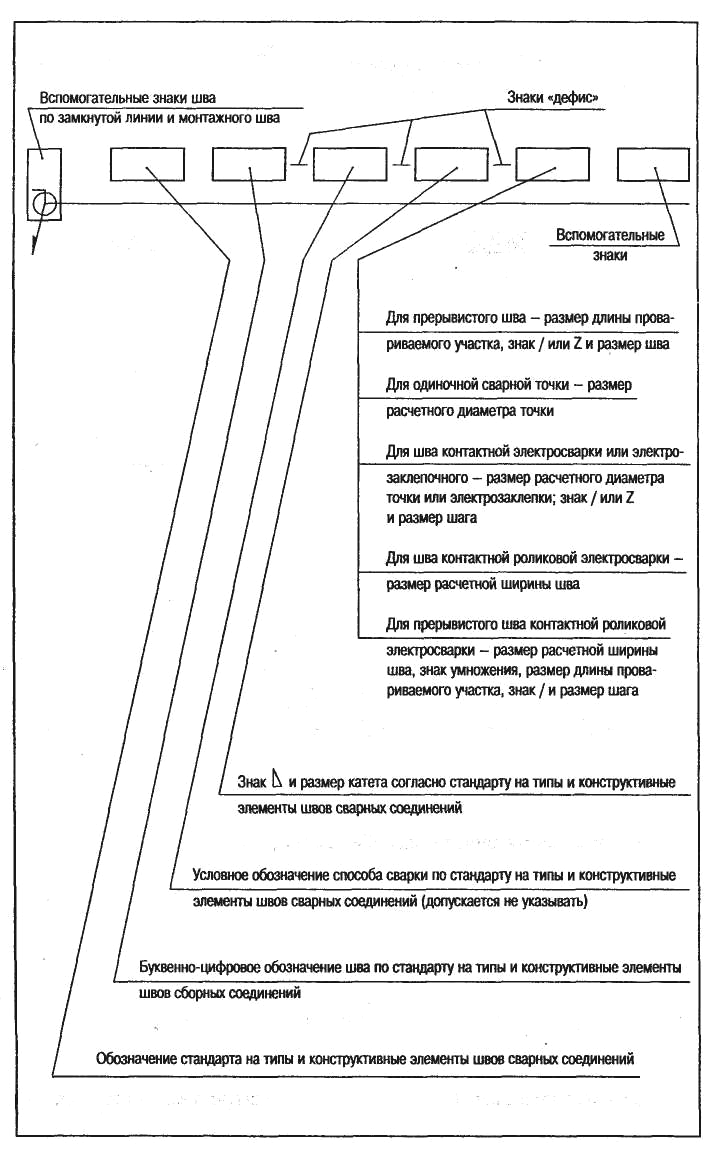 AUTHOR}}
AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .