Гаммаграфический контроль сварных швов и соединений трубопроводов
В производстве многие сварные изделия подвергаются контролю, перед тем как вступить в эксплуатацию. Это обосновано тем, что в них могут присутствовать различного рода дефекты. Далеко не все из них можно выявить невооруженным глазом, так как дело здесь не только в размере. Некоторые из них находятся внутри валика шва, поэтому, их не видно на поверхности. Дефекты делают шов слабее, поэтому, в ответственных сооружениях их нельзя использовать, так как это может привести к поломке конструкции. Гаммаграфический контроль сварных соединений является отличным способом получить наиболее точную информацию об имеющихся дефектах, которые находятся внутри шва. Это один из самых точных современных методов контроля, который требует наличия специального оборудования. Одной из особенностей его является то, что здесь можно не только определить наличие какого-либо вида брака и его параметров, но и зафиксировать положение.
Гаммаграфический контроль сварных швов и соединений
Существует несколько типов приборов, одни из которых фиксируют результат на специальной пленке, подобно проявлению фотографии, а другие выводят все на монитор компьютера и могут сохранять все в памяти. Гаммаграфический контроль сварных швов активно используется во многих сферах производства и, несмотря на стоимость оборудования, оказывается очень востребованным.
Гаммаграфический контроль сварных швов активно используется во многих сферах производства и, несмотря на стоимость оборудования, оказывается очень востребованным.
Преимущества
- Обеспечивает точность полученных данных, благодаря чему можно получить все нужные размеры;
- Помогает выявлять даже мелкие отклонения от нормы;
- Стабильно дает хорошие показатели результативности;
- Сама процедура проведения происходит достаточно быстро.
Недостатки
- Данный метод контроля является вредным для здоровья за счет того, что идет контакт с гамма-лучами;
- Для проведения процедур нужна специальная пленка;
- Контроль оказывается дороже, чем другие разновидности;
- Практически всегда он проводится стационарно.
ГОСТ
Гаммаграфический контроль сварных соединений трубопроводов и прочих изделий проводится по ГОСТ 17636-2.
Принцип проведения
Принцип действия данного метода неразрушающей дефектоскопии основан на приникающих действиях гамма лучей. Источник создает гамма-излучение. Под действием электрической энергии в излучателе частицы вырываются и вылетают в заданном направлении. Само излучение воздействует относительно недолгое время, но аппарат должен быть настроен так, чтобы оно распространялось равномерно, иначе невозможно будет отличить слабые места от тех, где находятся дефекты.
Источник создает гамма-излучение. Под действием электрической энергии в излучателе частицы вырываются и вылетают в заданном направлении. Само излучение воздействует относительно недолгое время, но аппарат должен быть настроен так, чтобы оно распространялось равномерно, иначе невозможно будет отличить слабые места от тех, где находятся дефекты.
Принцип действия метода неразрушающей дефектоскопии
После того, как лучи вылетают в заданном направлении, они должны встретиться с исследуемым объектом, для чего его располагают как раз на пути их следования. Здесь и происходит основной этап. Частицы, которые встречаются с металлической поверхностью, останавливаются ею. Задерживается не весь поток, а только одна лишь его часть, которая зависит от того, насколько большая плотность металла, его толщина и так далее. Таким образом, если в заготовке нет ни каких дефектов и вся поверхность является целостной, то в итоге через всю нее пройдет примерно одинаковое количество частиц. На пленке или экране это будет отчетливо видно, так как ни в каком месте не будет перепадов.
Контроль сварных соединений гаммаграфическим методом
Если же внутри присутствует скрытая раковина, имеются поры, как единичные, так и в скоплениях, то они не смогут задержать такое же количество частиц, как сплошной металл. Таким образом, когда весь пучок пройдет через исследуемую деталь, то на пленке станут видны те места, где было меньше металла. Соответственно, именно в этих областях находятся дефекты.
Проявление пленки происходит тогда, когда на нее непосредственно попадает гамма излучение. Это специальный материал, который меняет свой цвет при контакте с частицами. Чем больше их попадает на поверхность, тем больше контраст между не засвеченными областями. После проведения процедуры снимок не подвергается другим воздействиям и не портится от солнечного света. Результат можно узнать практически сразу. Во время проведения процедур нужно использовать специальную защиту, а также обеспечить защиту от излучения места, где все это проводится. Ведь этот метод небезопасен как и любой радиографический контроль.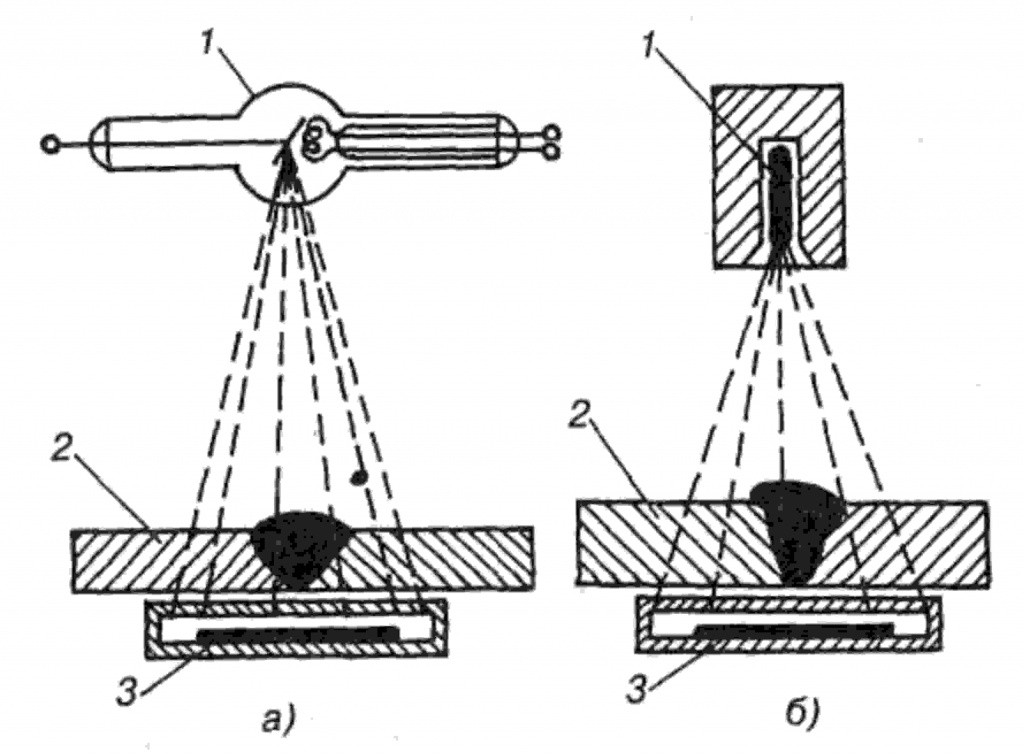
Технология проведения
Гаммаграфический контроль сварных соединений – это работоспособность и исправность оборудования. Далее устанавливается исследуемый образец и пленка. После этого необходимо настроить прибор на требуемое значение, чтобы пучок излучения смог не только пройти сквозь деталь, но и показать контрастное изображение дефектов, если те имеются.
«Обратите внимание! При неправильной настройке результаты будут неточными, но всегда можно повторить анализ.»
Затем включается прибор и испускаются гамма лучи, попадающие на пленку. После этого остается только проверить результат и вычислить место расположения найденного дефекта.
К сожалению, запрошенный вами документ не найден. Возможно, вы ошиблись при наборе адреса или перешли по неработающей ссылке. Для поиска нужной страницы, воспользуйтесь картой сайта ниже или перейдите на главную страницу сайта. Поиск по сайтуКарта сайта
|
сварных швов, соединений трубопроводов и металлоконструкций
На чтение 5 мин. Просмотров 22 Опубликовано
Просмотров 22 Опубликовано
При создании металлоконструкцию с использованием сварки очень важно контролировать надежность и четкость выполнения сварных соединений.
Внимание! Если изначально не выявить и не исправить дефекты, то велика вероятность, что прочность шва будет понижена, что скажется на качестве всей конструкции.
Что такое контроль качества сварных соединений
Контроль подразделяется на первичный и на окончательный. При первичном происходит профилактика возникновения дефектов. Контроль качества сварных соединений заключается в проверке электродов, флюсов, соблюдении технологического процесса и режимов работы. Окончательный контроль осуществляется уже на самих швах.
Визуальный осмотрФизический контроль сварочных швов
Среди множества методов контроля качества сварных швов отдельное место занимают физические, среди которых:
- Радиационный метод контроля.
 Он включает в себя рентгено-и гаммо-графический метод, основан на способности рентгеновских лучей проходить сквозь непрозрачные предметы. В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.
Он включает в себя рентгено-и гаммо-графический метод, основан на способности рентгеновских лучей проходить сквозь непрозрачные предметы. В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры. - Ультразвуковой метод. Основан на возможности ультразвука проникать внутрь конструкции и отражаться от дефектов.
- Магнитный метод дефектоскопии. Проверяемый шов смазывают составом из масла и специального намагнимагниченного порошка само изделие также намагничивают с использованием тока, который пропускают через обмотку. Под влиянием магнитного поля частицы железного порошка больше распространяются вокруг дефектов.
- Гидравлические испытания. Сосуд наполняется водой и создается повышенное давление. Такой метод используется при испытании паровых и водяных котлов.
- Пневматические испытания – испытания сжатым воздухом.
 Он включает в себя рентгено-и гаммо-графический метод, основан на способности рентгеновских лучей проходить сквозь непрозрачные предметы. В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.
Он включает в себя рентгено-и гаммо-графический метод, основан на способности рентгеновских лучей проходить сквозь непрозрачные предметы. В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.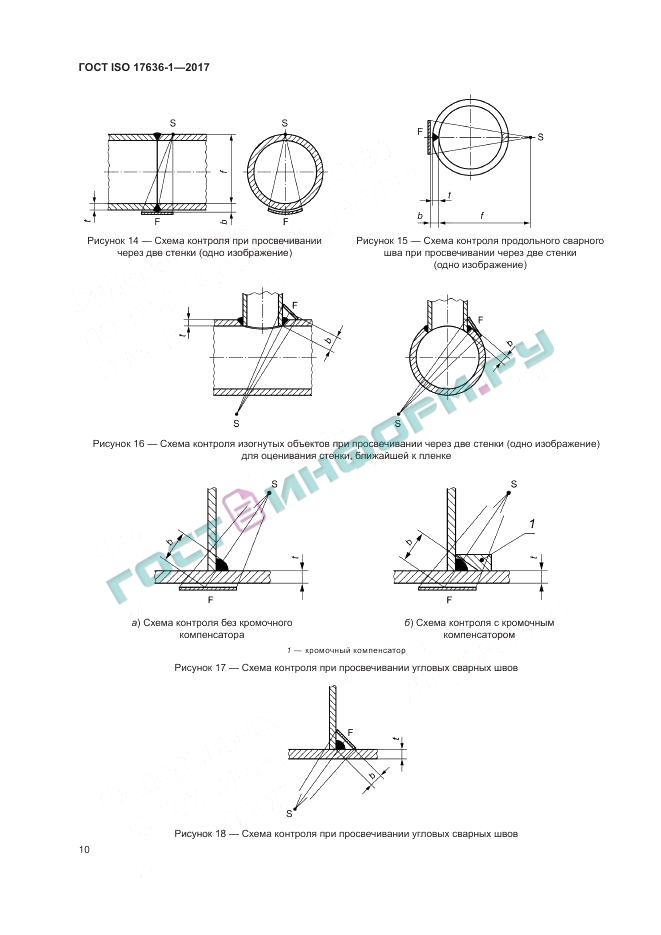
Все детали испытательных процессов зависят от технических условий для каждого испытуемого объекта.
Контроль с помощью рентгенаКонтроль качества сварных швов
Сварные швы могут стать самым ненадежным местом всей металлоконструкции, если они выполнены с нарушением технических условий и правил, поэтому важно производить полноценную оценку, начиная от визуального осмотра и заканчивая самыми современными физическими и химическими способами. Выбранный метод проверки зависит еще и от конкретной конструкции, где есть сварные швы, а также от функций, которые она будет выполнять.
Соединений металлоконструкций
Различные металлоконструкции после сварки также нуждаются в проверке качества, поскольку сварные швы влияют на надежность и общий срок службы таких конструкций. К основным методам проверки и контроля качества сварных соединений металлоконструкций относят:
- визуально измерительный;
- ультразвуковой;
- капиллярный;
- оценка проницаемости;
- радиационный контроль.
На проницаемость швы можно проверять с использованием керосина, вакуум-аппаратом, а также гелиевым или галлоидными течеискателями.
Оценка с помощью специальных жидкостей.Соединений трубопроводов
Любые сварные швы трубопроводов не должны иметь: трещин, кратеров, прожогов.
Важно! Недопустимы любые ошибки некачественной сварки.
Среди основных методов контроля при проверке трубопроводов используют:
- Магнитографический контроль, который позволяет обнаружить поля рассеяния. Отражается на радиограмме в виде графиков. Позволяет выявить непровары, цепочки шлака, микротрещины.
- Рентгеновское излучение.
- Проверка проницаемости с использованием гидравлики, пневматики, а также пузырькового метода.
Для пневматических испытаний в трубопровод запускают в больших количествах воду или газ, а на поверхность наносят пенообразующий состав, который при проникновении жидкости или газа будет пузыриться, что укажет на наличие недостатка.
Вакуумный метод контроля сварных соединений
Вакуумный метод контроля используются в ситуациях, когда другие варианты проверки по каким-либо вариантам исключены. Используется чаще всего для проверки качества сварных швов в:
- резервуарных днищах;
- газгольдеров;
- емкостей типа цистерн и бочек.
При таком методе вакуум создается при помощи специальной камеры на наиболее доступной стороне проверяемого участка шва. Сам шов обрабатывается мыльным растворов. В результате разности давлений с двух сторон шва воздух будет проникать в камеру, если есть огрехи в проверяемом шве. Если есть дефекты, то появятся мыльные пузыри, которые отлично видны в камере, поскольку у нее прозрачная поверхность.
Методы контроля сварных соединений
К наиболее часто применяемым методам оценки сварных соединений относят:
- Капиллярный метод. Он основан на том, что некоторые жидкости имеют свойство проникать даже в трещины, незаметные глазу. Такие жидкости называются капиллярами. Он прост в применении и не требует наличия дорогостоящего оборудования.
Капиллярный метод
- Радиационный контроль. Это уменьшенная версия стандартного рентгена. Также известен под названием «гаммаграфический контроль». В таком случае гамма лучи проникают через металл и на специальной пленке фиксируют найденные дефекты.
- С использованием аммиака. Один из способов пневматических испытаний. Аммиак закачивается под давлением под давлением так, чтобы его количество было равно сотой доли от всего объема воздуха, а проверяемые швы перед оклеивают лентой из бумаги или медицинским бинтом, который пропитан фенолфталеином. Там, где будет проходит аммиак, на ленте останутся красные пятна.
- Оценка на непроницаемость с помощью керосина. Метод контроля простой и при этом эффективный, не требует крупных материальных затрат. Керосин способен проникать сквозь мельчайшие трещины и обнаруживать так дефекты.
 Такие жидкости называются капиллярами. Он прост в применении и не требует наличия дорогостоящего оборудования.
Капиллярный метод
Такие жидкости называются капиллярами. Он прост в применении и не требует наличия дорогостоящего оборудования.
Капиллярный методВажно! На каждом производстве применяются свои методы контроля сварных швов. Это могут быть более дорогие или менее дорогие способы, важно, чтобы они были максимально эффективны для конкретных металлоконструкций.
Это могут быть более дорогие или менее дорогие способы, важно, чтобы они были максимально эффективны для конкретных металлоконструкций.
Что проверяют при контроле сварочных материалов
Это предварительная форма проверки, при которой оценивают все необходимое для проведения качественных сварочных работ. В такую форму проверки входит:
- внешний осмотр и проверка механических свойств электродов;
- погружение электродов в воду температурой от 15 до 25 градусов на сутки, бракованные начнут разрушаться;
- проверка флюса и сравнение его характеристик с ГОСТом;
- проверка защитных газов – баллон должен обязательно иметь сертификат;
- проверка сварочной проволоки и оценка сертификата качества.
Если при сварке используется качественный материал, а также соблюдены все технические условия, то дефекты в швах возникают крайне редко, а значит, конструкции будут служить длительное время и отличаться надежностью.
ДБН Д.2.3-37-99. . Сборник 37. Контроль качества сварных соединений (42930)
3.16 Рентгенографический контроль сварных соединений оборудования и конструкций67
Группа 42Рентгенографический контроль сварных соединений оборудования и конструкций, выполняемый на монтаже67
3.17 Гаммаграфический контроль сварных соединений трубопроводов просвечиванием через одну стенку67
Группа 43Гаммаграфический контроль сварных соединений трубопроводов просвечиванием через одну стенку, выполняемым на монтаже67
3.18 Гаммаграфический контроль сварных соединений трубопроводов просвечиваниям через две стенки68
Группа 44Гаммаграфический контроль сварных соединений трубопроводов просвечиваниям через две стенки, выполняемым на монтаже68
3.19 Гаммаграфический контроль сварных соединений трубопроводов панорамным просвечиванием71
Группа 45Гаммаграфический контроль сварных соединений трубопроводов панорамным просвечиванием, выполняемым на монтаже71
3. 20 Гаммаграфический контроль сварных соединений оборудования и конструкций73
20 Гаммаграфический контроль сварных соединений оборудования и конструкций73
Группа 46Гаммаграфический контроль сварных соединений оборудования и конструкций, выполняемый на монтаже73
3.21 Гаммаграфический контроль сварных соединений арматурной стали73
Группа 47Гаммаграфический контроль сварных соединений арматурной стали, выполняемый на монтаже73
3.22 Проверка плотности сварных соединений керосиновым испытанием74
Группа 48Контроль качества сварных соединений проверкой плотности керосиновой пробой, выполняемый на монтаже74
3.23 Испытание сварных соединений вакуумкамерой74
Группа 49Контроль качества сварных соединений испытанием вакуумкамерой [присоски], выполняемый на монтаже74
3.24 Гелию испытания сварных соединений методом вакуумной камеры75
Группа 50 Контроль качества сварных соединений гелиевым испытанием методом вакуумной камеры, выполняемый на монтаже75
3.25 Испытание сварных соединений на межкристаллическую коррозию [МКК]75
Группа 51Испытания на межкристаллическую коррозию75
3. 26 Контроль монтажных сварных соединений разрушительными методами75
26 Контроль монтажных сварных соединений разрушительными методами75
Группа 52Замер твердости сварного соединения75
Группа 53Механическое испытание образцов на растяжение сварных соединений сталей перлитного класса75
Группа 54Механическое испытание образцов на растяжение сварных соединений сталей аустенитного класса76
Группа 55Механическое испытание образцов на изгиб сварных соединений сталей перлитного класса76
Группа 56Механическое испытание образцов на изгиб сварных соединений сталей аустенитного класса76
Группа 57Механическое испытание образцов на ударную вязкость77
Группа 58Механическое испытание образцов на растяжение образца Гагарина77
Группа 59Механическое испытание образцов на сплющивание77
Группа 60Металографические исследования при одновременном исследовании на макро и микроструктуру сварных соединений сталей перлитного класса77
Группа 61Металографические исследования при одновременном исследовании на макро и микроструктуру сварных соединений сталей аустенитного класса78
Группа 62Металографические исследования на макроструктуру сварных соединений сталей перлитного класса78
Группа 63Металлографическое исследования на макроструктуру сварных соединений сталей аустенитного класса78
Группа 64Металлографическое исследования на микроструктуру сварных соединений сталей перлитного класса79
Группа 65Металлографическое исследования на микроструктуру сварных соединений сталей аустенитного класса79
3. 27 Изготовление образцов80
27 Изготовление образцов80
Группа 66Изготовление образцов для испытания сварных соединений на разрыв80
Группа 68Изготовления образцов для испытания сварных соединений на растяжение, толщина металла до 90 мм81
Группа 69Изготовление образцов для металлографических испытаний сварных соединений81
Группа 70Изготовления образцов для испытания сварных соединений на упорную вязкость с прорезкой канавки, толщина стенки до 90 мм82
Группа 71Изготовления образцов для испытания наплавленного металла сварных соединений на упорную вязкость без прорезки канавки, толщина стенки до 90 мм82
Группа 72Изготовления образцов для испытания сварных соединений на МКК, толщина стенки до 90 мм82
Содержание……………………………………………………………………………………………………………………82
Действующие ГОСТы на радиографические методы неразрушающего контроля
Разнообразие методов рентгенографического контроля, широкий ассортимент импортного оборудования и расходных материалов для радиационных способов дефектоскопии, опасность радиоактивных источников излучения привели к необходимости всесторонней стандартизации радиографических методов неразрушающего контроля материалов и изделий.
Номенклатура действующих нормативных документов
Методику рентгенографического контроля, требования к приборам и аппаратам для его проведения, общие технические требования и единую терминологию при радиационной дефектоскопии регламентирует более двух десятков технических регламентов. Их можно условно разделить на четыре большие группы:
1. Стандарты, устанавливающие единые требования к терминологии в области радиационных методов контроля и конкретизирующие понятия в этой сфере:
2. Стандарты, регламентирующие сферу использования, общие требования к приборам, аппаратам и образцам, методике проведения контроля, порядку оформления результатов операций и правилам безопасности:
3. Стандарты на вновь разрабатываемые и модернизируемые аппараты, предназначенные для рентгенорадиометрических методов контроля. При необходимости регламентирующие методику их поверок:
4. Стандарты, регламентирующие методику контроля качества радиографическими методами:
- Приказ Ростехнадзора № 468-18 от 27. 09.2018 Руководство по безопасности «Методические рекомендации о порядке проведения компьютерной радиографии сварных соединений технических устройств, строительных конструкций зданий и сооружений, применяемых и эксплуатируемых на опасных производственных объектах»;
- ГОСТ 7512-82 Контроль неразрушающий. Сварные соединения. Радиографический метод. Регламентирует требования к рентгенографическому контролю сварных соединений толщиной от 1 до 400 мм;
- ГОСТ 23055-78 Классификация сварных соединений по результатам радиографического контроля. Устанавливает семь классов сварных соединений по допустимым размерам дефектов, выявляемых в ходе радиографического контроля;
- ГОСТ 8.638-2013 Государственная система обеспечения единства измерений. Метрологическое обеспечение радиационного контроля. Основные положения (ИУС 12-2014), действует с 01.07.2015 г. Вместо ГОСТ Р 8.594-2002 Метрологическое обеспечение радиационного контроля. Регламентирует требования к состоянию и изменения радиационной обстановки на объекте контроля и контролю за выполнением требований установленных норм;
- ГОСТ 15843-79 Принадлежности для промышленной радиографии. Основные размеры. Регламентирует основные размеры пленок, экранов, кассет, знаков для промышленной радиографии;
- ГОСТ 22091.14-86 Приборы рентгеновские. Методы измерения напряжения рентгеновской трубки. Регламентирует методику контроля за счет определения плотности фотонов, излучаемых рентгеновской трубкой;
- ГОСТ 22091.9-86 Приборы рентгеновские. Измерение размеров эффективного фокусного пятна. Регламентирует методику контроля за счет изменения размеров фокусного пятна, полученного в результате излучения рентгеновской трубки;
- ГОСТ 22091.5-86 Приборы рентгеновские. Методы измерения тока рентгеновской трубки. Регламентирует методику контроля за счет изменения размеров фокусного пятна, полученного изменения тока рентгеновской трубки;
- ГОСТ 8.452-82 Приборы рентгенорадиометрические. Методы и средства поверки. Регламентирует способы и методику поверок рентгенорадиометрических приборов для определения элементного состава веществ.
 09.2018 Руководство по безопасности «Методические рекомендации о порядке проведения компьютерной радиографии сварных соединений технических устройств, строительных конструкций зданий и сооружений, применяемых и эксплуатируемых на опасных производственных объектах»;
09.2018 Руководство по безопасности «Методические рекомендации о порядке проведения компьютерной радиографии сварных соединений технических устройств, строительных конструкций зданий и сооружений, применяемых и эксплуатируемых на опасных производственных объектах»; Основные размеры. Регламентирует основные размеры пленок, экранов, кассет, знаков для промышленной радиографии;
Основные размеры. Регламентирует основные размеры пленок, экранов, кассет, знаков для промышленной радиографии; Приведенный комплекс нормативных документов охватывает основной объем понятий, методик и технологий радиографических методов неразрушающего контроля материалов, изделий, конструкций.
Новые нормативные документы по методам радиографического контроля
На 01.01.2018 г. было намечено введение в действие нормативных документов в области радиографического контроля:
Однако из-за позиции отечественных специалистов рентгеноскопического контроля, указавших разработчику на положения документа, фактически исключающих из работы импульсные рентгеновские аппараты и демонстрирующих протекционизм по отношению к импортным радиографическим пленкам в ущерб отечественным, введение в действие ГОСТ ISO 17636-2-2017 было отложено сначала на 01.01.2020 г., а потом на 01.01.2021 г. За это время документ был откорректирован и судя по документам Росстанларта с 01.01.2021 г. вступает в силу:
- ГОСТ ISO 17636-1-2017;
- актуализированная редакция ГОСТ ISO 17636-2-2017.
Действующий комплекс нормативных документов по рентгенографическому контролю позволил стандартизировать методику радиационной дефектоскопии.
Ультразвуковой контроль (УЗК) — Аттестационный центр «НАКС-Иваново»
Лаборатория НАКС-Иваново осуществляет работу по ультразвуковому контролю — одному из самых популярных методов неразрушающего контроля, использующему для выявления дефектов материалов и сварных швов ультразвуковые волны путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов) с дальнейшим анализом их амплитуды, времени прихода, формы и других характеристик с помощью специального оборудования — ультразвукового дефектоскопа.
Ультразвуковой контроль предназначен для выявления в сварных швах и околошовной зоне трещин, непроваров, несплавлений, пор, шлаковых включений, расслоений и других видов дефектов без расшифровки их характера, но с указанием координат, условных размеров и количества обнаруженных дефектов.
Ультразвуковое исследование не разрушает и не повреждает исследуемый образец, что является его главным преимуществом. Можно проводить контроль изделий из разнообразных материалов, как металлов, так и неметаллов. Кроме того можно выделить высокую скорость исследования при сравнительно низкой стоимости и безопасности для человека (по сравнению с рентгеновской дефектоскопией), а также высокую мобильность ультразвукового дефектоскопа.
Ультразвуковой контроль сварных швов
Сварные швы являются самой массовой областью применения ультразвуковой дефектоскопии. Это достигается за счёт мобильности ультразвуковой установки, высокой производительности контроля, высокой точности, высокой чувствительности к любым внутренним (объёмным — поры, металлические и неметаллические включения; плоскостным — непровары, трещины), а также внешним, т. е. поверхностным дефектам сварных швов (подрезы, несоответствия валика усиления и т.п.).
е. поверхностным дефектам сварных швов (подрезы, несоответствия валика усиления и т.п.).
Многие ведомственные документы подразумевают обязательный ультразвуковой контроль сварных швов, либо альтернативный выбор ультразвукового или радиационного контроля, либо контроль обоими методами.
Ультразвуковой контроль сварных соединений является эффективным способом выявления дефектов сварных швов и металлических изделий, залегающих на глубинах от 1-2 миллиметров до 6-10 метров.
Ультразвуковой контроль сварных соединений проводится по ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые» и позволяет осуществлять ультразвуковую диагностику качества сварных соединений, выявлять и документировать участки повышенного содержания дефектов, классифицируя их по типам и размерам. Для разных типов сварных соединений применяются соответствующие методики ультразвукового контроля.
Ультразвуковой контроль сварных соединений позволяет провести полную диагностику сварных соединений без использования дорогостоящих методов неразрушающего контроля качества сварных швов, таких как рентгенографический, гаммаграфический, магнитопорошковый или капиллярный.
Люди АЭМ — Атомэнергомаш
Елена Алексейчук, 35 лет. Стаж работы в компании 9 лет. Занимается радиографическим контролем сварных соединений и основного металла. Для контроля сварных соединений используются в качестве источника излучения рентгеновские аппараты, ускорители электронов, источники ионизированного излучения. Принимает участие в контроле всех изделий для российских и зарубежных АЭС, изделий морского регистра и газнефтехимической промышленности.
*Радиационная дефектоскопия — рентгено- и гамма- графический метод контроля. Рентгено- и гаммаграфия — метод получения на рентгеновской пленке изображения изделия, просвечиваемого рентгеновским или гамма-излучением. Он основан на способности рентгеновского и гамма-излучения проходить через металлы и действовать на рентгеновскую пленку, благодаря чему последние флуоресцируют. При этом дефекты, встречающиеся при сварке в теле изделия и чаще всего имеющие характер пустот (непроваров, трещин, раковин, пор) на рентгеновской пленке, имеют вид пятен или полос.
Сергей Бутов, 39 лет. Стаж работы в компании 3 года. Занимается электроэрозионной обработкой, заключающейся в изменении формы, размеров, шероховатости и свойств поверхности электропроводной заготовки под действием электрических разрядов, возникающих между заготовкой и электродом-инструментом.
*Электроимпульсная обработка — процесс использования высококонцентрированных электрических разрядов для съема с обрабатываемой заготовки материала. При заданном напряжении между двумя электродами, погруженными в диэлектрик, при их постепенном сближении в определенный момент возникает электрический разряд, в канале которого образуется плазма с высокой температурой. В результате происходит вырывание и испарение — «эрозии» — частиц материала. Применение серий таких разрядов с одновременным последовательным перемещением инструмента относительно обрабатываемой детали и является физической основой метода. С помощью применяемого способа эффективно и с высокой точностью обрабатываются любые металлы и сплавы, независимо от их физико-химических и механических свойств, а также получают поверхности самых разных конфигураций и геометрических форм.
Василий Волков, 27 лет. Стаж работы в компании 3 года. Занимается численным исследованием гидродинамики и теплообмена в РУ ВВЭР с использованием современных CFD-кодов и суперкомпьютерных технологий. Полученные численные данные используются для проведения численных экспериментов, исследования новых технических решений и оптимизации конструкции.
*Решать уравнения Навье-Стокса неявными методами — применение методов вычислительной гидродинамики, которые позволяют численно решать уравнения движения среды для моделирования тепломассобмена в рассматриваемой установке.
Карина Гоглева и Кристина Гоглева, по 26 лет. Стаж работы в компании по 3,5 года. Участвуют в проектах по модернизации испытательных стендов, а также в проекте изготовления электродвигателя ГЦНА одновальной конструкции с подшипниками на водяной смазке для перспективного использования в составе проектов РУ ВВЭР-1000, ВВЭР-1200.
*Измерение истирания материала — процесс оценки износа поверхности трения материала изделий. Ресурс — допустимый износ поверхностей трения за расчетный период при номинальных условиях. Измерение износа производится в микромасштабе с помощью прибора — профилографа. На основании данных износа при известных нагрузках и определенной длительности испытаний прогнозируется ресурс подшипникового узла, лимитирующего ресурс всей машины (ГЦНА) в целом.
Борис Дубков, 26 лет. Стаж работы в компании 3 года. Занимается разработкой программного обеспечения систем информационного обмена с серверами и управления базами данных, интерфейсов связи нижнего и верхнего уровней специальных систем, а также осуществляет научно-техническое руководство, организацию качественного и своевременного выполнения всех работ по разработке ПО и программной документации.
*Создавать архитектуру реляционных баз данных — анализ технических требований проекта и создание структуры базы данных при разработке специального программного обеспечения.
Галина Дубовицкая, 54 года. Стаж работы на заводе 31 год. Осуществляет работы по гальваническому покрытию, а также по гальванопластическому изготовлению и восстановлению изделий производственного назначения.
*Воздействие на химический процесс распада ионов металлов с последующим их выделением по схеме анодно-катодного метода — процесс очистки и обезжиривания деталей в моечных растворах или органическими растворителями. Поверхности, не подлежащие покрытию, защищают от разъедающего воздействия электролита. Для этой цели применяют различные колпаки, футляры, втулки и чехлы из эбонита, текстолита и винипласта, а также наносят кисточкой несколько слоев смеси цапон-лака с нитроэмалью. Детали крепят в подвесках, которые обеспечивают хороший электрический контакт, правильное положение детали относительно анода и содействуют выделению водорода с катода.
Анастасия Жолудь, 45 лет. Стаж работы в компании 10 лет. Занимается научно-исследовательскими работами по выбору конструкционных материалов для оборудования, работающего в коррозионноагрессивных средах, а также исследованиями макро- и микроструктуры сталей и сплавов и их сварных соединений при входном контроле металлопродукции и операционном контроле при изготовлении оборудования.
Стаж работы в компании 10 лет. Занимается научно-исследовательскими работами по выбору конструкционных материалов для оборудования, работающего в коррозионноагрессивных средах, а также исследованиями макро- и микроструктуры сталей и сплавов и их сварных соединений при входном контроле металлопродукции и операционном контроле при изготовлении оборудования.
*Назначать температуру, время выдержки, среду охлаждения для проведения высокотемпературной термической обработки (аустенизации) коррозионностойкой стали, по границам зерен которой происходит выделение карбидов хрома, — процесс растворения карбидов и обеспечения стойкости стали против местной коррозии по границам зерен в коррозионноагрессивных средах.
Илья Звонков, 29 лет. Стаж работы в компании 7 лет. Занимается разработкой и внедрением нестандартного оборудования для радиохимических и химико-металлургических производств, оборудования для обращения с жидкими и газообразными радиоактивными отходами АЭС.
*Разделение циркония и гафния — один из этапов производства металлического циркония ядерной чистоты — конструкционного материала для элементов ядерных реакторов и ТВЭЛов. В хлоридной технологии разделение циркония и гафния осуществляется при температурах свыше 350 С, при этом хлориды циркония и гафния являются газом, а расплавленная смесь хлоридов алюминия и калия служит жидким растворителем. В результате множественных актов массообмена при противотоке газа и жидкости, хлорид гафния концентрируется в газовой фазе, а растворенный в расплаве хлорид циркония очищается от гафния.
Мария Ильчук, 30 лет. Стаж работы в компании 8 лет. Занимается проведением расчетов граничных условий третьего рода для расчета температурных полей следующих элементов оборудования РУ с ВВЭР: патрубка основной и аварийной питательной воды, штуцеров различного назначения ПГ; уравнительных сосудов ПГ и КД; теплообменника СПОТ; теплообменника системы подготовки проб. Работу предваряет анализ большого перечня эксплуатационных режимов нормальной эксплуатации РУ, а также расчетных режимов с нарушением нормальной эксплуатации и проектных аварий. Занимается углубленным изучением кодов SolidWorks и ICEM CFD, предназначенных для разработки и настройки расчетных моделей для 3D-моделей теплогидравлических CFD-кодов. Полученные знания успешно применялись при выполнении расчета температурных полей для обоснования возможности проведения восстановительного отжига сварных швов корпуса реактора 4 блока НВАЭС и 2 блока Кольской АЭС.
Работу предваряет анализ большого перечня эксплуатационных режимов нормальной эксплуатации РУ, а также расчетных режимов с нарушением нормальной эксплуатации и проектных аварий. Занимается углубленным изучением кодов SolidWorks и ICEM CFD, предназначенных для разработки и настройки расчетных моделей для 3D-моделей теплогидравлических CFD-кодов. Полученные знания успешно применялись при выполнении расчета температурных полей для обоснования возможности проведения восстановительного отжига сварных швов корпуса реактора 4 блока НВАЭС и 2 блока Кольской АЭС.
*Граничные условия третьего рода — значения коэффициентов теплоотдачи и температуры среды, которые определяются в соответствии с условиями теплообмена, видом теплоносителя, течения и многих других факторов на стенке рассматриваемого элемента оборудования.
Елена Ишкина, 28 лет. Стаж работы в компании 5 лет. Работает иженером-технологом в группе штамповых, кузнечно-термических и заготовительных работ. Занимается разработкой и написанием технологий, касающихся проведения термообработки, сопровождает исполнение техпроцессов в цехе.
Занимается разработкой и написанием технологий, касающихся проведения термообработки, сопровождает исполнение техпроцессов в цехе.
*Выбор метода дифференцированной обработки стали — назначение режимов химико-термической обработки или подбор сочетания общей и местной термообработки, при которой в заготовке детали могут быть получены участки с различными механическими и физическими свойствами, например, высокая прочность и твердость на поверхности при пластичной сердцевине.
Валентина Косяченко, 43 года. Стаж работы на заводе 13 лет. Занимается работой непосредственно связанной с ковкой крупных и сверхкрупных поковок из крупнотоннажных слитков для изготовления обечаек корпуса атомного реактора и парогенератора, выполняет уникальные операции раскатки деталей весом более 170 тонн при помощи специальной оснастки «патрон», «дорн» и «крановый цепной кантователь», выполняет операции кантовки заготовок при помощи специальных клещей-кантователя. Выполняет подачу под пресс заготовок на уникальных операциях выштамповки патрубков и секционной ковки.
Выполняет подачу под пресс заготовок на уникальных операциях выштамповки патрубков и секционной ковки.
*Управление ковочным краном — процесс кантовки заготовок при помощи специальных клещей-кантователя.
Сергей Латышев, 24 года. Стаж работы на заводе 5,5 лет. Занимается подготовкой сталеразливочных ковшей к приему металла и разливкой слитков.
*Разливка сифонным способом — процесс заливки стали в слиток через сифонную проводку, состоящую из специальных огнеупорных трубок. Основные преимущества сифонного способа разливки над разливкой сверху: одновременная заливка нескольких слитков (по принципу сообщающихся сосудов), качество поверхности слитков лучше.
*Разливка стали в вакууме — процесс заливки слитка сверху, при которой изложница (форма для слитка) размещается в специальной вакуумкамере. При истечении струи жидкой стали из ковша в изложницу она подвергается вакуумированию и уже в таком состоянии попадает в изложницу для формирования слитка. В настоящее время таким способом заливаются в основном крупные слитки, которые невозможно разлить сифонной разливкой.
В настоящее время таким способом заливаются в основном крупные слитки, которые невозможно разлить сифонной разливкой.
Игорь Орехов, 33 года. Стаж работы в компании 5 лет. Применяет в своей рабочей практике все виды сварки и наплавки, используемые на предприятии, а именно: ручная дуговая сварка и наплавка электродом, полуавтоматическая сварка и наплавка, ручная аргонодуговая сварка и наплавка, автоматическая сварка и наплавка под слоем флюса, автоматическая аргонодуговая сварка и наплавка, электрошлаковая наплавка.
*Электрошлаковая наплавка — разновидность электрошлакового процесса. Технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через нее электрического тока. Применяется при изготовлении продукции для АЭС, газнефтехимии и других отраслей. Плакирующий слой нержавеющей стали наплавляется на рабочую поверхность изделий для защиты основного металла от воздействия агрессивных сред.
Плакирующий слой нержавеющей стали наплавляется на рабочую поверхность изделий для защиты основного металла от воздействия агрессивных сред.
Руслан Ситдиков, 25 лет. Стаж работы в компании 6,5 лет. Занимается обработкой сложных крупногабаритных деталей и сборочных единиц с большим числом обрабатываемых наружных и внутренних поверхностей с выверкой в нескольких плоскостях, с высоким классом точности.
*Квалитет является мерой точности изготовления размеров деталей. В каждом изделии детали разного назначения изготавливают с различной точностью. Для нормирования требуемых уровней точности установлены квалитеты изготовления размеров деталей.
Евгений Третьяков, 36 лет. Стаж работы в компании 3 года. Осуществляет проектное управление в области аддитивных технологий. Занимается концептуальной конструкторской разработкой промышленного оборудования для послойного наращивания (3D печати) сложнопрофильных изделий из металлических порошковых материалов методами селекитвного лазерного плавления с применением многолазерных систем и прямого лазерного выращивания. Первостепенная задача инновационного аддитивного производства — получение изделий с заданными прочностными характеристиками. Важной частью разработки и выпуска нового аддитивного оборудования является отработка технологических режимов для различных металлических порошковых композиций путем вариации таких параметров 3D печати, как мощность лазерного излучения, скорость сканирования лазерным пучком области построения, толщина сплавляемого порошкового слоя, состав защитной инертной атмосферы.
Первостепенная задача инновационного аддитивного производства — получение изделий с заданными прочностными характеристиками. Важной частью разработки и выпуска нового аддитивного оборудования является отработка технологических режимов для различных металлических порошковых композиций путем вариации таких параметров 3D печати, как мощность лазерного излучения, скорость сканирования лазерным пучком области построения, толщина сплавляемого порошкового слоя, состав защитной инертной атмосферы.
*Объемный лазерный синтез полиметаллических изделий с элементами бионического дизайна — технология послойного производства топологически оптимизированных сложнопрофильных изделий методом селективного лазерного плавления металлических порошковых материалов с возможностью управления формированием гетерогенных порошковых структур в области построения.
Радмир Файзуллин, 29 лет. Стаж работы на заводе 10 лет. Занимается гуммированием металлоизделий и подготовкой металлической поверхности к облицовке резиной: очистка, обезжиривание вручную, просушивание резины, подготовка резиновой поверхности к приклеиванию, прикатка слоев облицовки.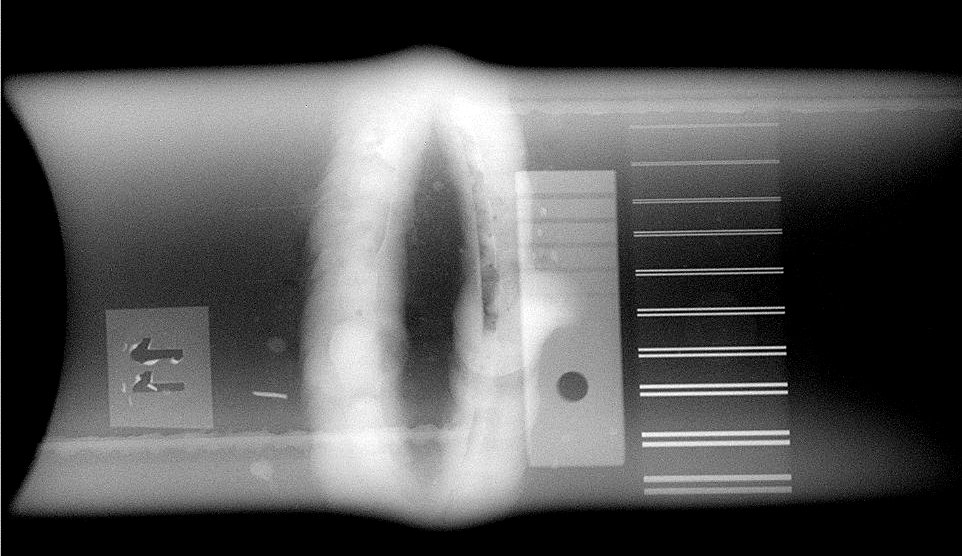
*Варить швы полиизобутиленовых листов с прикаткой металлическими роликами — установка изделий на подставку, проверка качества поверхности изделий, промывка бензином, протирка, заделка раковин, трещин, промазка клеем и просушка, раскрой резиновых заготовок и их дублировка, промазка клеем, наложение на гуммируемую металлическую поверхность и прикатка роликом или на прикаточном станке.
Вероника Шаламова, 24 года. Стаж работы в компании 3,5 года. Занимается научно-исследовательскими работами в области детектирования газоарозольных сред и йодов, разработкой и внедрением технических средств на АЭС, сопровождением технических средств АСРК (автоматизированных систем радиационного контроля), составлением технической документации на разработанные блоки детектирования.
*Осаждение метилйодида на угольный сорбент — часть процесса измерения объемной активности паров радиойода. Контроль активности йода-131 в воздухе помещений АЭС и системах вентиляции имеет большое значение для обеспечения радиационной безопасности персонала АЭС и населения ввиду его относительно высокого кумулятивного выхода при делении ядер на осколки, биологической активности и исключительной миграционной подвижности. Существующая тенденция к снижению предельно допустимых выбросов и сбросов радиоактивных веществ в окружающую среду требует постоянного совершенствования методов контроля радионуклидов, в том числе радиойода.
Существующая тенденция к снижению предельно допустимых выбросов и сбросов радиоактивных веществ в окружающую среду требует постоянного совершенствования методов контроля радионуклидов, в том числе радиойода.
Ирина Шальнова, 22 года. Стаж работы в компании 2,5 года. Занимается изготовлением и обработкой металлических изделий различной степени сложности на участке механической обработки на станке с числовым программным обеспечением.
*Назначить режим резания — совокупность элементов, определяющих условия протекания процесса резания. К элементам режима резания относятся: глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания.
Светлана Щуренкова, 32 года. Стаж работы в компании 9 лет. Занимается разработкой ионно-плазменного оборудования для осаждения широкого спектра защитных покрытий на режущий инструмент, ответственные детали машин, работающие в узлах трения и интенсивного абразивного износа, лопатки турбин, ТВЭЛы и другие изделия. Руководит работами по созданию вакуумного технологического и испытательного оборудования для имитации космических условий, проведения процессов дегазации и термовакуумных испытаний специальных изделий, вакуумных электропечей.
Руководит работами по созданию вакуумного технологического и испытательного оборудования для имитации космических условий, проведения процессов дегазации и термовакуумных испытаний специальных изделий, вакуумных электропечей.
*Управление низкотемпературной плазмой — процесс, который осуществляется с помощью специально разработанных магнитных систем и используется как в процессе ионно-плазменного осаждения защитных покрытий, так и в процессе ионной обработки и активации поверхности изделий. Магнитное управление позволяет получать высокие скорости движения катодного пятна вакуумной дуги и при этом равномерно сканировать всю поверхность распыляемого катода, что позволяет получать качественные покрытия с пониженным содержанием капельной фазы, обладающие значительно более высокими рабочими характеристиками и при этом эффективно расходовать материал катода. Магнитное фокусирование плазмы позволяет получать высокие энергии ионов на обрабатываемом изделии и эффективно осуществлять как процессы ионной чистки изделий, так и процессы магнетронного нанесения покрытий.
Алексей Ядыкин, 26 лет. Стаж работы в компании 3 года. Занимается сборкой и монтажом сложных и ответственных узлов главных циркуляционных насосных агрегатов: коллекторов, баков, воздухоотделителей. Использует специализированную оснастку собственной разработки.
Имеет большой опыт проведения испытаний на гидравлических стендах, участвует в работе по сдаче готовых изделий отделу технического контроля.
*Специализированная оснастка — это вспомогательные приспособления, предназначенные для облегчения сборки изделий — держатели, съемники, прижимы и пр. Для сборки узлов ГЦНА применяются также призмы, поворотные планшайбы, разнообразные подставки. Чтобы изготовить оснастку, слесарь должен владеть навыками конструирования, уметь работать на различных станках, обладать знаниями в области сварки и материаловедения.
Неразрушающий контроль — Радиографический контроль (RT)
История радиографических исследований
История радиографических исследований на самом деле имеет два начала. Первый начался с открытия рентгеновских лучей Вильгельмом Конрадом Рентгеном в 1895 году, а второй — с объявления Марии Кюри в декабре 1898 года о том, что они продемонстрировали существование нового радиоактивного материала под названием «Радий».
Первый начался с открытия рентгеновских лучей Вильгельмом Конрадом Рентгеном в 1895 году, а второй — с объявления Марии Кюри в декабре 1898 года о том, что они продемонстрировали существование нового радиоактивного материала под названием «Радий».
Более подробную информацию о Кюри и Рентгене можно найти во всемирной паутине.
Мария Кюри
Вт.К. Рентген
Что такое рентгенологическое обследование?
Радиографический контроль (RT или рентгеновское или гамма-излучение) — это метод неразрушающего контроля (NDT), при котором исследуется объем образца. Радиография (рентгеновские лучи) использует рентгеновские лучи и гамма-лучи для получения рентгеновского снимка образца, показывающего любые изменения толщины, дефекты (внутренние и внешние) и детали сборки, чтобы обеспечить оптимальное качество вашей работы.
RT обычно подходит для испытания сварных соединений, к которым есть доступ с обеих сторон, за исключением методов изображения сигнала через двойные стенки, используемых на некоторых трубах. Хотя это медленный и дорогостоящий метод неразрушающего контроля, он является надежным способом обнаружения пористости, включений, трещин и пустот внутри сварных швов.
Хотя это медленный и дорогостоящий метод неразрушающего контроля, он является надежным способом обнаружения пористости, включений, трещин и пустот внутри сварных швов.
RT использует рентгеновское или гамма-излучение. Рентгеновские лучи производятся рентгеновской трубкой, а гамма-лучи производятся радиоактивным изотопом.
Рентгеновская трубка с водяным охлаждением
- K — катод (источник электронов)
- A — анод (электроны мишени)
- C — охлаждающая вода
- U h — напряжение нагрева
- U a — ускоряющее напряжение
- X — Рентгеновское излучение (рентгеновские лучи)
Метод основан на том же принципе, что и медицинская рентгенография в больнице.Кусок рентгеновской пленки помещается на удаленную сторону проверяемого материала, и затем излучение передается через одну сторону материала на удаленную сторону, где размещается рентгенографическая пленка.
Радиографическая пленка обнаруживает излучение и измеряет различные количества излучения, получаемого по всей поверхности пленки. Затем эта пленка обрабатывается в условиях темной комнаты, и различные степени излучения, получаемого пленкой, отображаются на дисплее с разной степенью черного и белого, это называется плотностью пленки и просматривается на специальном светоизлучающем устройстве.
Разрывы в материале влияют на количество излучения, получаемого пленкой через эту конкретную плоскость материала. Квалифицированные инспекторы могут интерпретировать полученные изображения и записать местоположение и тип дефекта, присутствующего в материале. Радиографию можно использовать для большинства материалов и форм продукции, например сварные швы, отливки, композиты и т. д.
Радиографический контроль обеспечивает постоянную запись в виде рентгенограммы и обеспечивает высокочувствительное изображение внутренней структуры материала.
Количество энергии, поглощаемой объектом, зависит от его толщины и плотности. Энергия, не поглощенная объектом, вызывает обнажение рентгеновской пленки. Когда пленка проявится, эти области будут темными. Области пленки, подвергшиеся воздействию меньшего количества энергии, остаются более светлыми. Поэтому области объекта, толщина которых была изменена из-за неоднородностей, таких как пористость или трещины, будут отображаться на пленке в виде темных контуров. Включения низкой плотности, такие как шлак, будут отображаться как темные области на пленке, а включения высокой плотности, такие как вольфрам, появятся как светлые области.
Энергия, не поглощенная объектом, вызывает обнажение рентгеновской пленки. Когда пленка проявится, эти области будут темными. Области пленки, подвергшиеся воздействию меньшего количества энергии, остаются более светлыми. Поэтому области объекта, толщина которых была изменена из-за неоднородностей, таких как пористость или трещины, будут отображаться на пленке в виде темных контуров. Включения низкой плотности, такие как шлак, будут отображаться как темные области на пленке, а включения высокой плотности, такие как вольфрам, появятся как светлые области.
Все неоднородности обнаруживаются путем просмотра формы сварного шва и изменений плотности обработанной пленки. Эти постоянные записи о качестве сварных швов относительно легко интерпретировать, если персонал прошел надлежащую подготовку. Только квалифицированный персонал должен проводить рентгенографию и радиографическую интерпретацию, потому что ложные показания могут быть дорогими и могут серьезно повлиять на производительность, а также потому, что невидимые рентгеновские лучи и гамма-излучение могут быть опасными.
Стандарты
ASTM International (ASTM)
- ASTM E 94, Стандартное руководство по радиографическому исследованию
- ASTM E 155, Стандартные эталонные рентгенограммы для контроля алюминиевых и магниевых отливок
- ASTM E 592, Стандартное руководство по достижимой эквивалентной чувствительности пенетраметра ASTM для радиографии стальных пластин от 1/4 до 2 дюймов.[От 6 до 51 мм] толщиной с рентгеновскими лучами и от 1 до 6 дюймов [от 25 до 152 мм] толщиной с кобальтом-60
- ASTM E 747, Стандартная практика проектирования, изготовления и группировки материалов Классификация индикаторов качества изображения проводов (IQI), используемых в радиологии
- ASTM E 801, Стандартная практика контроля качества радиологического исследования электронных устройств
- ASTM E 1030, Стандартный метод испытаний для радиографического исследования металлических отливок
- ASTM E 1032, Стандартный метод испытаний радиографического исследования сварных конструкций
- ASTM 1161, Стандартная практика радиологического исследования полупроводников и электронных компонентов
- ASTM E 1648, Стандартные эталонные рентгенограммы для исследования сварных швов плавлением алюминия
- ASTM E 1735, Стандартный метод испытаний для определения относительного качества изображения промышленных радиографических пленок, подвергнутых рентгеновскому излучению от 4 до 25 МэВ
- ASTM E 1815, Стандартный метод испытаний для классификации пленочных систем для промышленной радиографии
- ASTM E 1817, Стандартная практика контроля качества радиологического исследования с использованием репрезентативных показателей качества (RQI)
- ASTM E 2104, Стандартная практика радиографического исследования современных авиационных и турбинных материалов и компонентов
Американское общество инженеров-механиков (ASME)
- BPVC Раздел V, Неразрушающий контроль: Статья 2 Радиографическое исследование
Американский институт нефти (API)
- API 1104, Сварка трубопроводов и сопутствующих устройств: 11. 1 Радиографические методы испытаний
 1 Радиографические методы испытаний
1 Радиографические методы испытанийМеждународная организация по стандартизации (ISO)
- ISO 4993, Отливки из стали и чугуна — Радиографический контроль
- ISO 5579, Неразрушающий контроль. Радиографический контроль металлических материалов с помощью рентгеновского и гамма-излучения. Основные правила.
- ISO 10675-1, Неразрушающий контроль сварных швов. Уровни приемки для радиографических испытаний. Часть 1. Сталь, никель, титан и их сплавы.
- ISO 11699-1, Неразрушающий контроль. Промышленные радиографические пленки. Часть 1. Классификация пленочных систем для промышленной радиографии.
- ISO 11699-2, Неразрушающий контроль. Промышленные радиографические пленки. Часть 2: Контроль обработки пленки с помощью контрольных значений.
- ISO 14096-1, Неразрушающий контроль. Аттестация систем оцифровки рентгеновской пленки. Часть 1. Определения, количественные измерения параметров качества изображения, стандартная эталонная пленка и контроль качества
- ISO 14096-2, Неразрушающий контроль. Аттестация систем оцифровки рентгеновских пленок. Часть 2: Минимальные требования.
- ISO 17636, Неразрушающий контроль сварных швов. Радиографический контроль сварных соединений плавлением
- ISO 19232, Неразрушающий контроль — Качество изображения рентгенограмм
 Аттестация систем оцифровки рентгеновских пленок. Часть 2: Минимальные требования.
Аттестация систем оцифровки рентгеновских пленок. Часть 2: Минимальные требования.Европейский комитет по стандартизации (CEN)
- EN 444, Неразрушающий контроль; общие принципы радиографического исследования металлических материалов с использованием рентгеновских лучей и гамма-лучей
- EN 462-2, Неразрушающий контроль — качество изображения рентгенограмм — Часть 2: индикаторы качества изображения (ступенька / тип отверстия) — определение значения качества изображения
- EN 462-3, Неразрушающий контроль — Качество изображения радиограмм — Часть 3: Классы качества изображения для черных металлов
- EN 462-4, Неразрушающий контроль — Качество изображения рентгеновских снимков — Часть 4: Экспериментальная оценка значений качества изображения и таблиц качества изображения
- EN 462-5, Неразрушающий контроль — Качество изображения рентгенограмм — Часть 5: Качество изображения индикаторов (тип дуплексного провода), определение значения нерезкости изображения
- EN 584-1, Неразрушающий контроль — Промышленная радиографическая пленка — Часть 1: Классификация пленочных систем для промышленной радиографии
- EN 584-2, Неразрушающий контроль — Промышленная радиографическая пленка — Часть 2: Контроль обработки пленки с помощью эталонных значений
- EN 1330-3, Неразрушающий контроль — Терминология — Часть 3: Термины, используемые в промышленных радиографических испытаниях
- EN 1435, Неразрушающий контроль сварных швов — Радиографический контроль сварных соединений
- EN 2002-21, Аэрокосмическая серия — Металлические материалы; Методы испытаний — Часть 21: Радиографические испытания отливок
- EN 10246-10, Неразрушающий контроль стальных труб — Часть 10: Радиографический контроль сварного шва стальных труб, сваренных автоматической дуговой сваркой плавлением, для обнаружения дефектов
- EN 12517-1, Неразрушающий контроль сварных швов — Часть 1: Оценка сварных соединений стали, никеля, титана и их сплавов с помощью радиографии — Уровни приемки
- EN 12517-2, Неразрушающий контроль сварных швов — Часть 2: Оценка сварных соединений алюминия и его сплавов с помощью радиографии — Уровни приемки
- EN 12679, Неразрушающий контроль — Определение размеров промышленных радиографических источников — Радиографический метод
- EN 12681, Основание — Радиографическое обследование
- EN 13068, Неразрушающий контроль — Радиоскопический контроль
- EN 14096, Неразрушающий контроль — Аттестация систем оцифровки рентгеновских пленок
- EN 14784-1, Неразрушающий контроль — Промышленная компьютерная радиография с накопительными люминофорными пластинами изображения — Часть 1: Классификация систем
- EN 14584-2, Неразрушающий контроль — Промышленная компьютерная радиография с накопительными люминофорными пластинами изображения — Часть 2: Общие принципы испытаний металлических материалов с использованием рентгеновских и гамма-лучей
Режим полярного луча для проверки качества сварного шва трубопровода природного газа
Режим полярного луча для проверки качества сварного шва трубопровода природного газаПолярный г -Режим лучей для проверки качества сварки газопровода
А. М. Шахоут
М. Шахоут Заведующий кафедрой физики
Факультет искусств и наук,
Университет Мергиб, Хомс-Ливия
Пепел. Махмуд
Физический факультет, факультет естественных наук,
Багдадский университет,
Багдад-Ирак.
Контактное лицо для корреспондента:
Электронная почта: [email protected]
Abstract
Метод полярной g-рентгенографии был широко изучен, g-лучи от источника Ir 192 использовались для обнаружения дефектов сварных швов в магистральном газопроводе, простирающемся от Хомса до Триполи.Рентгенографические обследования проводились в соответствии со стандартами ASTM [Американское общество испытаний и материалов], а рентгенограммы анализировались в соответствии со стандартами качества API [Американский институт нефти] стандарт-1104. Полярный режим гамма-излучения был применен к образцам сварных соединений труб, используемых в этом трубопроводе в регионах [район 118 километра [[нулевой километр] считается начальной точкой, которая находится в городе Хомс]] и [километр 123], и сварные швы на станции SLR 7 в районе [километр 125]. Результаты, полученные с помощью g-лучей, обсуждались и анализировались.
Результаты, полученные с помощью g-лучей, обсуждались и анализировались.
Ключевые слова:
Гамма-излучение, радиография, сварные соединения, полярный контроль, дефекты сварных швов
Сегодня радиография является одним из наиболее важных и наиболее универсальных методов неразрушающего контроля, используемых в современной промышленности. Используя высокопроникающие рентгеновские лучи, гамма-лучи и другие формы излучения, которые не повреждают саму деталь, рентгенография обеспечивает постоянную видимую пленку внутренних условий, содержащую основную информацию, по которой можно определить надежность.Радиография важна для обнаружения сварных швов, таких как охлаждающие трубы в ядерных реакторах, трубы для топлива самолетов, трубы для перекачки нефти и природного газа, где давление очень высокое, а протекающие материалы слишком опасны, что требует высокая точность сварочных процессов.
Рентгенография с гамма-лучами имеет преимущества простоты используемого аппарата, компактности источника излучения и независимости от внешнего источника.
Настоящая работа предназначена для изучения гамма-полярной радиографии для обнаружения сварочных дефектов в газопроводе от города Хомс до Триполи. Длина трубопровода составляет 150,8 км, и он состоит из труб, каждая длиной 12 м [диаметр 34 дюйма и (9,52–14,27) мм толщиной] [Во всех технических справочниках для измерения диаметра используется дюйм, а для измерения толщины — миллиметр, и поэтому мы будем следовать этой процедуре.], для этого требуется (83-100) сварных соединений на каждый километр и более четырнадцати тысяч сварных соединений для всего проекта.Дефекты, появившиеся в некоторых из этих сварных соединений, в некоторых выбранных регионах будут обсуждаться.
Для радиографического контроля сварных швов используются три основные геометрии экспонирования в зависимости от диаметра трубы (Максимлюк, 1999):
- Панорамный рентгенографический снимок «одностеночного одинарного изображения» для обнаружения сварных швов в трубах диаметром более 20 дюймов (Shahout & Amer, 2002).
- Полярная радиография «двойное одностенное изображение» для труб диаметром менее 10 дюймов. [Этот метод также используется для труб диаметром более 20 дюймов, и в этом случае обнаруживается сварное соединение между двумя трубами, которые очень длинные (длина многокилометров), когда панорамный режим становится невозможным, поэтому выбираются специалисты-паящики . для этого вида сварного шва из-за его важности. К этому объединенному коду добавлена буква Т]
- Эллиптическая рентгенография «двойное изображение с двойной стенкой» для труб диаметром менее 10 дюймов.
В этом исследовании был изучен второй геометрический режим (диаметр трубы 8 дюймов), при котором требуется три экспозиции для рентгенографии всего сварного шва, в каждом из которых облучается дуга 120 o и изображение может быть получена только треть окружности трубы в зоне сварного шва. На каждом этапе экспонирования полоса пленки (шириной 70 мм) размещается снаружи на сварном шве по всей дуге, а источник излучения устанавливается вне трубы (т. е. фокусное расстояние F = D, где D — внешний диаметр трубы). на одном из трех полюсов [например: на полюсах 12,4,8 (рис.1)], так что пленка образует центральный угол излучения 120 o на каждом этапе при условии, что угол между направлением излучения и вертикалью к дозе плоскости сварного шва не превышает 5 o . Также на каждую пленку помещают две металлические полоски (пенетраметры), одна находится в центре пленки, а другая — на одном из ее концов, чтобы измерить способность гамма-излучения проникать в материал трубы. Эти пенетраметры (Quinn & Sigl, 1980) используются в качестве базового эталона для проверки качества рентгенограммы на пленке (после проявления) в соответствии со спецификациями стандарта API 1104
е. фокусное расстояние F = D, где D — внешний диаметр трубы). на одном из трех полюсов [например: на полюсах 12,4,8 (рис.1)], так что пленка образует центральный угол излучения 120 o на каждом этапе при условии, что угол между направлением излучения и вертикалью к дозе плоскости сварного шва не превышает 5 o . Также на каждую пленку помещают две металлические полоски (пенетраметры), одна находится в центре пленки, а другая — на одном из ее концов, чтобы измерить способность гамма-излучения проникать в материал трубы. Эти пенетраметры (Quinn & Sigl, 1980) используются в качестве базового эталона для проверки качества рентгенограммы на пленке (после проявления) в соответствии со спецификациями стандарта API 1104
Рис. 1. Три этапа полярной радиографии для одного сварного шва. |
В процессе неразрушающих испытаний сварных соединений газопровода с использованием гамма-полярной радиографии (см. Статью II) необходимо создать определенные условия, чтобы получить изображение, которое можно было бы проанализировать, чтобы он отражает все точки обнаружения, это условия:
Статью II) необходимо создать определенные условия, чтобы получить изображение, которое можно было бы проанализировать, чтобы он отражает все точки обнаружения, это условия:
- Источник гамма-излучения следует выбирать таким образом, чтобы он подходил для толщины трубы и ее материала.
- Время экспозиции должно быть подходящим, чтобы соответствовать толщине трубы и активности источника гамма-излучения
. - Расстояние между источником гамма-излучения и точкой обнаружения должно обеспечивать оптимальную чувствительность и должно поддерживаться постоянным для данного изотопа.
- Необходимо использовать рентгенографическую пленку типа D4.
- Диапазон оптической плотности от 2 до 4.
III 1 Источник гамма-излучения
Трудно дать конкретные рекомендации или выбрать источник гамма-излучения и мощность источника.Этот выбор зависит от нескольких факторов, среди которых тип рентгенографического образца, допустимое время воздействия, доступные помещения для хранения, необходимые защитные меры и удобство замены источника. В таблице (1) приведены радиоактивные источники, используемые в промышленной радиографии, также включены период полураспада источника и энергия гамма-излучения (Pherigo, 1980) и (Quinn & Sigl, 1980).
В таблице (1) приведены радиоактивные источники, используемые в промышленной радиографии, также включены период полураспада источника и энергия гамма-излучения (Pherigo, 1980) и (Quinn & Sigl, 1980).
| Радиоактивный источник | Период полураспада | Энергия гамма-лучей (МэВ) | Области применения и приблизительные практические пределы толщины (мм) |
| Иридий-192 | 73.83 дня | От 0,137 до 0,651 * | Сталь от 6,35 до 76,2 или эквивалент |
| Цезий-137 | 33 года | 0,66 | Сталь от 25,4 до 76,2 или эквивалент |
| Кобальт-60 | 5,3 года | 1.17 и 1.33 | Сталь от 25,4 до 177,8 или эквивалент |
Таблица 1: Радиоактивные источники, используемые в промышленной радиографии. | |||
Из этой таблицы видно, что гамма-лучи от Co 60 обладают относительно большой проникающей способностью и могут быть использованы при некоторых условиях для рентгенографии секций из стали толщиной 177,8 мм или аналогичной. Излучение от других радиоактивных источников имеет меньшую энергию; Например, Ir 192 можно использовать для рентгенографии стальных профилей толщиной от 6,35 до 76,2 мм или аналогичных материалов, поэтому он подходит для труб, используемых в трубопроводе природного газа, толщиной от 2 до 8.18мм.
III 2 Время воздействия
Хорошо известно, что источники гамма-излучения со временем постепенно теряют активность, скорость уменьшения активности зависит от вида радиоактивного материала (см. Таблицу-1). Это уменьшение выбросов требует более или менее частого пересмотра облучения и замены источников. Расчеты экспозиции, необходимые из-за постепенного уменьшения мощности излучения источника гамма-излучения, могут быть облегчены за счет использования кривых затухания.
Период полураспада изотопов Ir 192 составляет 73,83 суток, поэтому каждые 1-2 недели время экспозиции необходимо увеличивать путем деления начального значения на коэффициент коррекции Ir 192 — K (Таблица-2) (Максимлюк, 1999). Начальное значение времени экспозиции можно определить по контрольным фотографиям, где максимальная чувствительность рентгенограммы указывает на оптимальное время экспозиции, в этом проекте она составляет 15 секунд.
| Время (недели) | Ir 192 Коэффициент Значение K | Время выдержки (сек) | Время (недели) | Ir 192 Коэффициент Значение K | Время выдержки (сек) |
| 0 | 1 | 15 | 11 | 0. 486 486 | 31 год |
| 1 | 0,937 | 16 | 12 | 0,455 | 33 |
| 2 | 0,877 | 17 | 13 | 0,426 | 35 год |
| 3 | 0,821 | 18 | 14 | 0.399 | 38 |
| 4 | 0,769 | 20 | 15 | 0,374 | 40 |
| 5 | 0,720 | 21 год | 16 | 0,350 | 43 год |
| 6 | 0,675 | 22 | 17 | 0.328 | 46 |
| 7 | 0,632 | 24 | 18 | 0,307 | 49 |
| 8 | 0,592 | 25 | 19 | 0,288 | 52 |
| 9 | 0,554 | 27 | 20 | 0. 269 269 | 56 |
| 10 | 0,519 | 29 | 21 год | 0,252 | 60 |
| Таблица 2: Значения фактора Ir 192 (K) и время экспозиции для последовательных недель рентгенографии. | |||||
Таким образом, выход гамма-излучения прямо пропорционален как активности источника, так и времени воздействия, и, следовательно, прямо пропорционален их произведению.Воздействие гамма-излучения E может быть указано как E = A x t, где A — активность в кюри, а t — время воздействия, количество гамма-излучения остается постоянным, пока E остается постоянным. Это позволяет указывать экспозицию гамма-излучения в кюри-часах без указания конкретных значений активности источника или времени. Таким образом, единственный способ изменить проникающую способность гамма-излучения — это изменить источник.
III 3 Расстояние до исходной пленки
Плотность любого радиографического изображения зависит от количества излучения, поглощаемого чувствительной эмульсией пленки. Это количество излучения зависит от общего количества излучения, испускаемого источником гамма-излучения, которое выражается экспозицией (E), и количеством излучения, достигающего образца, которое определяется расстоянием между источником и образцом, обратно пропорциональным квадрат расстояния. Фактор воздействия (Quinn & Sigl, 1980) — это величина, которая объединяет активность источника, время и расстояние. Численно коэффициент воздействия равен. Радиоактивные методы иногда указываются в радиоактивном изотопе и коэффициенте воздействия.В таком случае необходимо просто умножить коэффициент воздействия на квадрат расстояния, которое необходимо использовать, чтобы найти требуемые часы кюри.
Это количество излучения зависит от общего количества излучения, испускаемого источником гамма-излучения, которое выражается экспозицией (E), и количеством излучения, достигающего образца, которое определяется расстоянием между источником и образцом, обратно пропорциональным квадрат расстояния. Фактор воздействия (Quinn & Sigl, 1980) — это величина, которая объединяет активность источника, время и расстояние. Численно коэффициент воздействия равен. Радиоактивные методы иногда указываются в радиоактивном изотопе и коэффициенте воздействия.В таком случае необходимо просто умножить коэффициент воздействия на квадрат расстояния, которое необходимо использовать, чтобы найти требуемые часы кюри.
Важно отметить, что количество излучения, поглощаемого пленкой, зависит также от доли этого излучения, которое проходит через образец, которое поглощает часть гамма-излучения, поглощение зависит от толщины образца, плотности и атомной энергии. номер.
III 4 Выбор пленки
Выбор пленки для рентгенографии любой конкретной части зависит от следующих факторов (Quinn & Sigl, 1980):
- Толщина и материал образца.
- Тип используемого излучения, будь то рентгеновское излучение от рентгеновского аппарата или гамма-излучение от радиоактивного материала.
- Киловольт, доступный с рентгеновским оборудованием.
- Интенсивность гамма-излучения.

В работе использовалась пленка типа D4 (Agfa Gevart).
III 5 Оптическая плотность (Quinn & Sigl, 1980)
Оптическая плотность означает количественную меру почернения пленки, она определяется уравнением d = log I 0 / I t , где d — оптическая плотность, I 0 — интенсивность света, падающего на пленка и I t — интенсивность прошедшего света.Как было сказано выше, оптическая плотность должна быть от 2 до 4.
Оборудование для проверки сварочных качеств, используемое для обнаружения дефектов сварных швов в проекте газопровода Хомс-Триполи, различается по типу обнаружения, который зависит от первое место по диаметру трубы.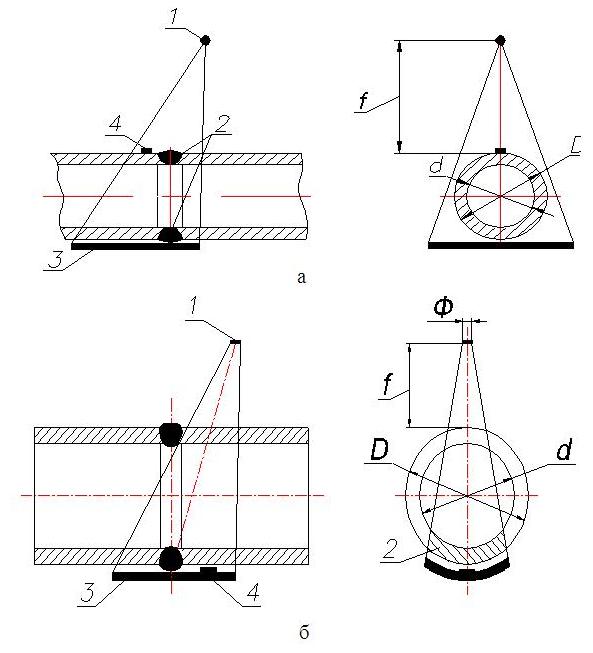 По этой причине мы упомянем инструменты и испытательное оборудование, которые используются в методе полярного обнаружения, который является предметом данного исследования, это (Максимлюк, 1999):
По этой причине мы упомянем инструменты и испытательное оборудование, которые используются в методе полярного обнаружения, который является предметом данного исследования, это (Максимлюк, 1999):
- Гамма-дефектоскоп 660/693 с изотопом Ir 192 начальной активности [В данной работе активность источника составляла 2.636 Ки во время рентгенологического обследования (дата 31.07.2002).] 100,6 Ки на 07.09.2001.
- Пленки рентгенографические типа Д4 (Agfa Gevart) для съемки по ИК 192 .
- Лаборатория — контейнеры для ручного и автоматического проявления рентгеновских пленок.
- Негатископ (кинопленка) для интерпретации рентгеновских снимков.
- Денситометр типа Radix-D (Wogan, 1980) для определения оптической плотности рентгеновских пленок. Он дает цифровые показания непосредственно из средства просмотра фильма с диапазоном плотности 0.00 — 4,00 и разрешение 0,01.
- Идентификационные символы (цифры и буквы) и рулетка из свинца или графита, контактирующая с пленкой, для маркировки и кодирования сварных соединений. По этой причине при присвоении гамма-пленке цифр или букв данные должны быть записаны слева направо согласно следующему (Максимлюк, 1999):
 По этой причине при присвоении гамма-пленке цифр или букв данные должны быть записаны слева направо согласно следующему (Максимлюк, 1999):
По этой причине при присвоении гамма-пленке цифр или букв данные должны быть записаны слева направо согласно следующему (Максимлюк, 1999):- Код компании, ответственной за проект (SC) [Sirt Company]
- Дата проверки дд / мм / гг.
- Диаметр трубы (дюймы).
- Толщина стенки (мм).
- Марка стали трубы.
- Кодекс магистрального газопровода (ЕКТ) [Магистральный газопровод Эль-Хомс — Триполи]
- Опорный километр или опорная станция стыка (САЗ)
- Код вида и номера стыка
- Коды врезки, ремонта (R) или вырезки (N1).
- Пенетраметры ASTM E142 для определения качества радиографической техники.Он (Quinn & Sigl, 1980) изготовлен из того же материала (или рентгенографически аналогичного материала), что и образец, подвергаемый рентгенографии, и состоит из небольшого прямоугольного куска металла, содержащего три отверстия диаметром T, 2T, 4T, где T — диаметр толщина пенетраметра (рис. 2). Толщина T связана с толщиной металлического слоя трубы, и каждый пенетраметр идентифицируется порядковым номером, показывающим толщину в тысячах дюймов, как показано в таблице (3) (Максимлюк, 1999).
Рис. 2: Принципиальная схема пенетраметра. |
| Толщина стенки трубы, (мм) | Максимальная толщина пенетраметра, (мм) | Идентификационный номер |
| 0-6,35 | 0,127 | 5 |
| > 6,35–9,52 | 0,19 | 7 |
| > 9.52-12,7 | 0,254 | 10 |
| > 12,7-15,88 | 0,317 | 12 |
| > 15,88-19,05 | 0,381 | 15 |
| > 19,05–22,22 | 0,444 | 17 |
| > 22,22-25,4 | 0.508 | 20 |
| > 25,4–31,75 | 0,635 | 25 |
| > 31,75–38,10 | 0,762 | 30 |
| > 38.10-50.80 | 0,889 | 35 год |
| Таблица 3: Толщина трубы в зависимости от толщины пенетраметра. | ||
Пенетраметр ASTM позволяет определять ряд уровней радиографической чувствительности в зависимости от требований работы.Например, спецификации могут требовать уровня радиографической чувствительности 2-2T. Первый символ (2) указывает, что толщина пенетраметра должна составлять 2% от толщины образца, второй (2T) указывает, что на готовой рентгенограмме должно быть видно отверстие диаметром в два раза больше толщины пенетраметра. Однако для критических компонентов могут потребоваться более жесткие стандарты, и может потребоваться уровень 1-2T или 1-1T. С другой стороны, рентгенография менее критических образцов может быть удовлетворительной, если достигнут уровень качества 2-4T или 4-4T.Чем критичнее рентгенологическое обследование (то есть, чем выше требуемый уровень радиографической чувствительности), тем ниже числовое обозначение уровня качества.
V Стандарты допустимости сварных швов согласно стандарту API –1104| Таблица 4: Стандарты допустимости сварных швов. |
Открытые рентгенографические пленки разрабатываются в специализированных лабораториях с ручным и автоматическим оборудованием для обработки.Рентгенограммы сварных швов, принятые для интерпретации, должны четко показывать пенетраметр, идентификационные маркеры и изображения измерительной ленты. Оптическая плотность должна быть от 2 до 4, а уровень радиографической чувствительности должен быть равен 2-1T или 2-2T согласно ASTM E142, если оба условия не выполняются в пленке, то сварное соединение должно быть повторно обработано. чтобы получить приемлемый для интерпретации рентгеновский снимок. В дальнейшем появляется возможность начать процесс анализа рентгенограмм, где оценка сварных швов и браковка по результатам гамма-контроля должны осуществляться в строгом соответствии со стандартом API-1104.
Таблица (4) содержит все допустимые дефекты для качества сварного шва, если дефекты появляются в сварном соединении с размерами и формой, указанными в таблице, они считаются допустимыми, в противном случае дефекты большего размера не допускаются. .
Метод полярной радиографии использовался для проверки качества сварки для некоторых образцов сварного соединения в регионах, на 118 километре и 123 километре для труб диаметром 34 дюйма (SNA 54T и SNA 75T, соответственно), где панорамный круговой метод становится невозможным (см. статью II), и 125 км для труб диаметром 8 дюймов на станции SLR7 [Пусковая установка скребка и приемная станция] (SAZ V461 [Код, относящийся к сварным соединениям станции SLR 7, и буква V указывает на то, что сварное соединение процесс проводился в фирменном техническом цехе.], САЗ В462 и САЗ В470). После проявления пленки, которая принадлежит каждому сварному шву, измерения ее оптической плотности и определения уровня ее радиографической чувствительности (с помощью пенетраметра), процесс анализа каждого изображения проводился в соответствии со спецификациями качества API-1104 (см. Таблицу -4). А поскольку процесс сварки включает в себя некоторые дефекты, и наша цель — узнать эти дефекты и классифицировать их как допустимые дефекты и неприемлемые в соответствии с требованиями качества API-1104, то можно разделить дефекты на две группы:
Первоначально допустимые дефекты.
Эти дефекты должны иметь размеры (или размер), которые допускаются спецификациями качества API-1104, независимо от того, были ли эти дефекты одиночными, повторяющимися или смешанными, таким образом, чтобы их общие размеры при ограниченной длине (304,8 мм) не превышали допустимый верхний предел качества сварки, поэтому эти дефекты считаются (Допустимыми) и обозначаются символом [OK].
Во-вторых, недопустимые дефекты.
Эти дефекты имеют размеры (или размер), превышающие разрешенные спецификациями качества API-1104, независимо от того, были ли эти дефекты единичными, повторяющимися или смешанными, таким образом, что они выглядят как единичные дефекты или совокупные дефекты в одном единственном сварном соединении. превышает верхний предел, допускаемый качеством сварки.Соответственно, эти дефекты классифицируются как (неприемлемые). Их необходимо устранить, если они содержались в узкой полосе по окружности сварного круга и обозначались символом [R]. В противном случае, если их распространение было повторяющимся, то все сварные швы должны быть вырезаны, а их следует повторно сварить и повторно проверить, в этом случае дефекты помечаются символом [CO].
В таблице (5) показаны результаты, полученные для сварных швов в районах с километром 118 и километром 123, где для каждого сварного шва были сделаны три радиографических изображения.В этих сварных соединениях не было обнаружено дефектов (ни приемлемых, ни недопустимых), это означает, что сварка была хорошего качества.
| Оборудование: Ir 192 | Источник: g-RAY | Тип пленки D4 | Метод проверки: Полярный | Марка стали: X-60 | ||||||
| Окончательное заключение | Описание и местонахождение дефекта | Плотность | Чувствительность | Номер фильма | Труба | Сварной стык No. | Расположение | |||
| Приемлемо Ремонт Повторный выстрел Вырезать | ОК R RX CO | W.T. (мм) | Диаметр. (дюйм) | |||||||
| ОК | 3,3 | 2 т | 1 | 11,91 | 34 | SNA54T | EKT118 | |||
| ОК | 3.1 | 2 т | 2 | |||||||
| ОК | 3,4 | 2 т | 3 | |||||||
| ОК | 3,4 | 2 т | 1 | 11,91 | 34 | SNA75T | EKT123 | |||
| ОК | 3,3 | 2 т | 2 | |||||||
| ОК | 3.3 | 2 т | 3 | |||||||
| Таблица 5: Отчет о радиографическом осмотре EKT 118 и EKT 123. | ||||||||||
Таблица (6) показывает результаты, полученные для сварных швов на станции SLR7 в районе 125 километров, где также были сделаны три радиографических изображения для каждого сварного шва. Прирост не обнаружено дефектов (неприемлемых и неприемлемых) для сварных соединений SAZ V461 и SAZ V462, в то время как в сварном соединении SAZ V470 обнаружены четыре дефекта сферической пористости, два из них на первом изображении в областях 0 мм и 3 мм на первой дуге окружности сваренной окружности, остальные на третьем изображении в областях 62 мм и 69 мм на третьей дуге окружности сваренной окружности.Эти дефекты представляют собой сферические деформации, которые обычно возникают внутри двух сварных областей (горячий проход и корневой проход). Они появились на пленке в виде кругов диаметром более 3 мм, поэтому необходимо отремонтировать эти области, повторно сварить и повторно протестировать их. В целом количество дефектов невелико, отчасти это связано с хорошим качеством сварки, отчасти с небольшой окружностью труб, что снижает вероятность появления дефектов в сварном шве.
| Оборудование: Ir 192 | Источник: g-RAY | Тип пленки D4 | Метод проверки: Полярный | Марка стали: GRB | ||||||
| Окончательное заключение | Описание и местонахождение дефекта | Плотность | Чувствительность | Номер фильма | Труба | Сварной стык No. | Расположение | |||
| Приемлемо Ремонт Повторный выстрел Вырезать | ОК R RX CO | W.T. (мм) | Диаметр. (дюйм) | |||||||
| ОК | 3,1 | 2 т | 1 | 8,18 | 8 | САЗВ461 | EKT125 | |||
| ОК | 2.9 | 2 т | 2 | |||||||
| ОК | 3,1 | 2 т | 3 | |||||||
| ОК | 3,1 | 2 т | 1 | 8,18 | 8 | САЗВ462 | EKT125 | |||
| ОК | 3,1 | 2 т | 2 | |||||||
| ОК | 3.1 | 2 т | 3 | |||||||
| р | Сферическая пористость 0; 3 | 3,1 | 2 т | 1 | 8,18 | 8 | САЗВ470 | EKT125 | ||
| ОК | 3,0 | 2 т | 2 | |||||||
| р | Сферическая пористость 62; 69 | 3.1 | 2 т | 3 | ||||||
| Таблица 6: Отчет о радиографическом обследовании станции SLR7 в EKT 125. | ||||||||||
- Максимлюк Ю.В., 1999. Радиографический контроль сварных соединений. Руководство по процедурам системы качества (Москва, 2-е изд.) С. 1-21.
- Фериго, Г. Л., 1980. Метод рентгенографии. (Американское общество неразрушающего контроля) с. 57.
- Куинн Р.А., и Сигл К. (ред.), 1980. Радиография в современной промышленности, (Eastman Kodak Company, 4-е изд.), Стр. 3-72.
- Шахоут, А. М., Амер, С. М., 2002. Панорамный рентгеновский режим для проверки качества сварного шва газопровода из города Хомс в Триполи. Арабские университеты J. Appl. Sci. Том 2, Номер 7, стр 13-27.
- Wogan, G.J., 1980. Плотномер Radix-D. Указания по применению. стр. 1-4
Радиографический контроль — NDT Inspection
Радиографический контроль (RT) — это метод неразрушающего контроля (NDT), который использует рентгеновское или гамма-излучение для проверки внутренней структуры изготовленных компонентов с целью выявления каких-либо дефектов. или дефекты.
При радиографическом контроле образец помещается между источником излучения и пленкой (или детектором). Различия в плотности материала и толщине испытательной детали будут ослаблять (т.е. уменьшать) проникающее излучение за счет процессов взаимодействия, включающих рассеяние и / или поглощение. Затем разница в поглощении записывается на пленке (ах) или с помощью электронных средств. В промышленной радиографии существует несколько доступных методов визуализации, методов отображения окончательного изображения, т.е.е. Пленочная радиография, рентгенография в реальном времени (RTR), компьютерная томография (CT), цифровая рентгенография (DR) и компьютерная рентгенография (CR).
Для промышленного использования доступны два разных радиоактивных источника; Рентген и гамма-лучи. Эти источники излучения используют версии электромагнитных волн с более высоким уровнем энергии, то есть с более короткой длиной волны. Из-за радиоактивности, связанной с радиографическим тестированием, крайне важно обеспечить строгое соблюдение местных правил во время работы.
Компьютерная томография (КТ) — один из передовых лабораторных методов неразрушающего контроля, который TWI предлагает промышленности. КТ — это метод, основанный на рентгенографии, который позволяет получать как поперечные сечения, так и объемные трехмерные изображения контролируемого объекта. Эти изображения позволяют исследовать внутреннюю структуру тестового объекта без наложения, присущего 2D-рентгенографии. Эта функция позволяет детально анализировать внутреннюю структуру широкого диапазона компонентов.
Ресурсы TWI
TWI имеет следующее оборудование для цифровой рентгенографии с возможностью компьютерной томографии для промышленных нужд.
- Микрофокусная КТ-система Nikon 450 кВ
- X-Tek Industrial 450 кВ широкофокусная система
- X-Tek 225 кВ Микрофокусная КТ-система
Преимущества
- Может проверять собранные компоненты
- Минимальная подготовка поверхности
- Обнаруживает как поверхностные, так и подповерхностные дефекты
- Обеспечивает постоянный протокол проверки
- Проверка внутренних дефектов сложных конструкций
- Изолируйте и осмотрите внутренние компоненты
- Автоматическое обнаружение и измерение внутренних дефектов
- Измерение размеров и углов внутри образца без разрезания
- Чувствителен к изменениям толщины, коррозии, дефектам и изменениям плотности материала
Приложения
Радиографический контроль широко используется в;
TWI также предлагает обучение рентгенологическим исследованиям.
Для получения дополнительной информации об услугах TWI по радиографическому тестированию, пожалуйста, напишите по адресу [email protected].
(PDF) Оценка использования промышленной радиографии для контроля сварных соединений в Танзании
Оценка использования промышленной радиографии для контроля сварных соединений в Танзании
http://www.iaeme.com/IJMET/index.asp 74 editor @ iaeme.com
[12] Шафика, Х.И., Гадельмаула, Э.С., Абдель-Шафи, А.А. и Элева, И.М. Автоматический
Проверка дефектов сварки газопровода с помощью системы экспертного зрения.NDT & E
International, Elsevier. 2004, 37. С. 301–307.
[13] Шафика, Х.И., Гадельмаула, Э.С., Абдель-Шафи, А.А. и Элева И.М. Оценка
сварочных дефектов для рентгенограмм газопровода с использованием компьютерного зрения. NDT & E
International, Elsevier. 2004, 37. С. 291–299.
[14] Промышленная радиография, Агентство по охране окружающей среды США. Последнее обновление
09.12.2016. https://www3.epa.gov/radtown/industrial-radiography.html
[15] Ляо Т. В., Ли Д. и Ли Ю. Извлечение сварных швов из рентгенографических изображений с использованием нечетких классификаторов
. Информационные науки, Elsevier, 2000. 126. стр. 21-40
[16] Алакнандаа, Р.С., Ананда и Кумар, П. Обнаружение дефектов на радиографических изображениях сварных швов
с использованием морфологического подхода.NDT&E International. Elsevier, 2006. 39. С. 29–33.
[17] Насереддин, Н. и Триди, М. Компьютерный анализ формы и классификация
дефектов сварных швов в промышленной радиографии на основе инвариантных атрибутов и нейронных сетей.
Труды 4-го Международного симпозиума по обработке изображений и сигналов и
Анализ (ISPA). 2005. С. 88-93.
[18] Nacereddine, N., Zelmat, M., Belaïfa, SS and Tridi, M. Weld Обнаружение дефектов в цифровой обработке изображений на основе промышленной радиографии
. Третья международная конференция:
Электронные науки, информационные технологии и технологии. Телекоммуникации. Тунис,
2005. стр.27-31.
[19] Да Силваа, Р. Р., Сикейра, М. Х.С., Де Соузаб, М. П. В., Ребеллоб, Дж. М. А. и Калобак,
Л. П. Оценка точности классификации дефектов, обнаруженных в сварных соединениях с помощью
радиографических тестов.NDT&E International. Elsevier, 2005. 38. С. 335–343.
[20] Гербер, Т. К., Кузо, Р. С. и Морин, Р. Л. Методы и параметры для оценки
облучения и дозы в компьютерной томографии сердца.Международный журнал
сердечно-сосудистой визуализации. Springer, 2005. 21. 165–176.
[21] Международное агентство по атомной энергии. Радиационная безопасность в промышленной радиографии: специальное руководство по безопасности
. Вена, 2011. С. 104.
[22] Международное агентство по атомной энергии. Радиационная защита и безопасность источников излучения:
основные международные стандарты безопасности. Вена, 2014. стр. 436.
[23] Крофт, Дж. Р. Опыт существующих мер безопасности для радиоактивных источников
.Международная конференция по безопасности радиоактивных источников, Вена, Австрия,
2003. С. 95-112.
[24] Совет по атомной энергии Уганды. Клиентский устав. 2016–2018, стр. 20.
[25] Долл Р. Опасности ионизирующего излучения: 100 лет наблюдений за человеком. Британский
Журнал рака. 1995. 72. 1339-1349.
[26] Эз, К. У., Абони, Л. К., Нджоку, Дж., Ирурэ, Н. К. и Олову, О. Оценка радиации
Практика защиты среди рентгенологов в Лагосе, Нигерия.Нигерийский медицинский журнал.
2013. 54 (6). 386–391.
[27] Амарал Э. Радиационная безопасность на практике: к международному режиму безопасности.
Роль МАГАТЭ. 12-й Конгресс Международной ассоциации радиационной защиты
(IRPA12). 2008. С. 171-179.
[28] Ньяруба М. М., Момпом У. К., Текущее состояние контроля источников излучения
и радиоактивных материалов в URT, Международная конференция Буэнос-Айрес, Аргентина —
МАГАТЭ.2000, стр. 425-432.
Физические испытания сварных швов: Руководство 2020
Вы новичок в сварке? Вы ветеран и хотите освежиться? Или вы тот, кто собирается стать квалифицированным сварщиком? К какой бы категории вы ни относились, важно, чтобы вы знали все, что нужно знать о тестировании своих моделей.
Первое, что следует отметить, это то, что существует два основных типа физических испытаний сварных швов: разрушающий и неразрушающий . Но это все, что мы собираемся вам рассказать, а пока вам нужно прочитать, чтобы узнать больше!
Методы разрушающих физических испытаний сварных швов
Разрушающие методы испытаний сварных швов относятся к методам разрушения исследуемой детали. Они подвергаются сильному стрессу до тех пор, пока не могут больше его терпеть.
Как правило, любые микроскопические, коррозионные и химические испытания проводятся в лаборатории. Остальное можно сделать в вашей мастерской.
Испытание кислотным травлением
Испытание кислотным травлением считается довольно распространенным явлением большинством инспекторов сварки. Хотя это может быть не ваш любимый способ проверки сварных соединений. Почему? Потому что вы имеете дело с едкими веществами. Plus , вы должны обеспечить их безопасное хранение.
В наши дни, однако, используемые кислоты созданы специально для растворения шлаковых включений, чтобы проверить границы между сварными швами и краями основного металла. Проще говоря, он проверяет топографическую анатомию вашего сварного шва. Это невозможно определить на основе визуальных тестов.
Сварщиков отталкивает процесс. Это скорее… попытка.
Вы должны осторожно нанести раствор азотной кислоты или соляной раствор на сварной образец. Затем вы отрежете образец поперечного сечения и погрузите его в кислоту. Поскольку он настолько коррозионный, раствор по существу «впитается» в испытуемый образец. Тогда границы вашего изделия будут выделены, включения шлака растворятся, и появятся газовые карманы. Короче говоря, любые дефекты становятся суперузнаваемыми.
Этот тип тестирования отлично подходит для определения прочности и целостности ваших суставов. Любые границы сварных швов, которые появляются при испытании кислотным травлением, подчеркивают, насколько быстро ваша деталь потрескается в «реальном мире».Не говоря уже о том, что любые проблемы с пористостью, трещины на волосах, плохое сплавление и другое ухудшение также будут обнаружены в этих тестах.
Управляемый тест на изгиб
Управляемый тест на изгиб прекрасен и прост. Кроме того, их выполнение относительно недорого. Обычно они используются для определения прочности и пластичности сварной детали. Поскольку лучше всего, если образцы и будут простыми, управляемый изгиб все же обычно используется для стыковых сварных соединений.
Все испытания на изгиб (включая свободный изгиб и изгиб назад) требуют изгиба объекта в трех местах под определенным углом.Чрезмерное растяжение соединения гарантирует, что любые дефекты в детали будут обнаружены невероятно быстро.
А пока мы сосредоточимся на управляемых испытаниях на изгиб, прежде чем перейдем к двум другим.
При этом типе гибки необходимо обернуть деталь вокруг каркаса. Диаметр следует указать до начала обследования, чтобы вы точно знали, , что вы ищете.
Конечно, здесь используется приспособление, чтобы помочь вам в этом деле. Обычно это мужчина и женщина, но некоторые представляют собой трубогиба сантехника.
После того, как вы правильно прикрепите образец к зажимному приспособлению, к вашему предмету будет приложена деформация. Удельная сила, используемая здесь, определяется диаметром первого и толщиной объекта. Иногда вам нужно будет согнуть кусок под углом 180 градусов, но в других случаях это будет 90 или 120 градусов.
После завершения испытания вам нужно осмотреть сварную деталь. Гарантированно обнаруживаются любые дефекты на натяжной поверхности. Во многих руководствах указывается, что любое повреждение более 3 мм является основанием для отказа.
Бесплатный тест на изгиб
Хотя вы не найдете бесплатных тестов на изгиб, необходимых для квалификации сварщика, его все же можно провести в мастерской. Это простой способ определить пластичность металла, вставляемого в сварное соединение.
Итак, как это делается? Отличный вопрос, давайте перейдем к нему!
Во-первых, вам нужно будет зажать испытательный образец в тисках и измерить его в продольном направлении, делая отметки по ходу движения. Затем вы должны взять молоток и ударить им до «начального изгиба».Теперь осталось сделать последний изгиб . Для этого просто полностью поместите весь образец в тиски, и ваш последний изгиб будет сформирован. Следует отметить, что эти тиски должны обладать большей силой, чем та, которая необходима для начального изгиба.
Когда все это будет выполнено, вам нужно измерить расстояние между отметками, которые вы сделали ранее. Но вы еще не закончили. Чтобы испытание было полностью завершено, вам нужно найти процент удлинения.Для этого нужно вычесть исходное расстояние от конечного. Разделите полученную сумму на первое расстояние и умножьте это на 100.
Как мы сказали ранее, это , а не , необходимое для квалификации сварщика. Вам может быть интересно, почему. Что ж, параметры этих тестов невероятно сложно контролировать. С точки зрения непрофессионала, вы не можете сделать его честным тестом, потому что многие переменные неизвестны. Это то, что предпочтительнее проводить обследования на изгиб с гидом.
Испытание на обратный изгиб
Заключительное испытание на изгиб — это версия для обратного изгиба.Он используется для определения качества металла и его проникновения в основание сварного стыкового соединения.
Вы можете использовать тест на изгиб назад, чтобы проверить детали, аналогичные тесту на свободный изгиб, который мы только что обсудили. Однако вам нужно манипулировать ими так, чтобы корень сварного шва находился на стороне натяжения.
Независимо от типа соединения, с которым вы работаете, каждый испытанный образец должен изгибаться под углом 90 градусов без раскалывания, трещин или разломов.
Честно говоря, тест на изгиб назад почти полностью заменен разновидностью управляемого изгиба (во многом как тест на свободный изгиб). Почему это? Что ж, даже если вы знаете, что он должен изгибаться под углом 90 градусов, больше ничего нельзя измерить (поскольку вы ничего не зажимаете в определенных точках).
Nick Break Test
Этот метод испытания сварных швов (часто называемый испытанием на излом) удобен для определения внутреннего качества металла, который вы использовали. Это позволит выявить такие дефекты, как включения шлака, расплав, окисленный металл, газовые карманы и обгоревший металл.Если вы не видите ничего из этого по окончании теста, поздравляем! Вы, друг мой, сварщик на уровне A-plus. Изображение предоставлено: Welpedia
Имейте в виду, что в зависимости от типа соединения, приведенный ниже метод может немного измениться.
Однако, прежде чем вы сможете приступить к экзамену на разрыв зазубрин, вам необходимо вырезать образец пламенем. Обычно это образец стыкового или углового сварного шва, так как он лучше всего подходит для испытаний на разрыв.
После того, как вы это сделаете, пропилите по центру каждого среднего края надрез на дюйма.Затем поместите изделие на две опоры. Убедитесь, что они стальные, иначе вы их повредите! Затем возьмите молоток и сломайте образец. Вам нужно будет ударить прямо по тому месту, где вы разрезали металл.
После разрушения, открытый металл сварного шва не должен иметь газовых карманов размером больше шестнадцатой дюйма, быть сплавленным и не содержать шлаковых включений . Еще один важный аспект, о котором следует помнить при осмотре изделия, — это то, что на квадратном дюйме не должно быть более шести пор.Если на больше, ваш образец выйдет из строя.
Испытание на прочность на растяжение
Для утверждения вашей методики стыковой сварки, как правило, необходимо пройти испытание на прочность на растяжение. Считайте это методом управляемой проверки на изгиб для богатых людей.
Обычно они используют образец поперечного, квадратного или прямоугольного поперечного сечения вашего изделия. Это обеспечивает проверку каждой части образца . Вы спросите, что мы подразумеваем под каждые части? Ну, мы говорим о основных металлах, металле шва, и HAZ (зоны термического влияния).Изображение предоставлено: Arcraft Plasma
. Если вы используете этот метод для проверки стыкового шва плоской пластины, у вас не возникнет много проблем. Однако, если вы тестируете образец стыкового соединения трубы, изогнутая структура может испортить результаты.
Для проведения этой процедуры необходимо заранее измерить толщину и площадь поперечного сечения. Затем надежно поместите его в устройство, которое помещает на него лот тяги — да, достаточно, чтобы сломать ваш образец. Здесь калибр машины покажет вам нагрузку в фунтах (сохраняется только нагрузка на разрыв).
Последним этапом является расчет «прочности на разрыв», иначе называемого напряжением в фунтах на квадратный дюйм. Поверьте, это не так сложно, как кажется. Просто разделите разрывную нагрузку на начальную площадь поперечного сечения. Обычно образец должен выдерживать более 90% прочности основного металла.
Методы неразрушающего контроля сварных швов
Целью этого типа испытаний является проверка качества сварного шва без повреждения детали .Иногда сварщики называют это NDT, NDE (неразрушающий контроль) или NDI (неразрушающий контроль).
Гидростатическое испытание
В основном гидростатическое испытание используется для определения целостности новых или недавно измененных систем трубопроводов. Это невероятно важно, поскольку это, как правило, последний экзамен перед внедрением в реальные приложения.
Поскольку гидростатические испытания очень важны, процедура выполняется до буквы .
Давайте выделим это маркером, чтобы было легче понять:
- Испытательные образцы подвергаются давлению, в 1,5 раза превышающему давление, которое они должны выдерживать
- Все стыки должны быть доступны (без краски, изоляции или засыпки)
- Все вентиляционные отверстия будут открыты перед испытанием, поэтому воздух будет удален перед приложением давления
- Любое оборудование, которое не требуется испытывать, будет отсоединено или заблокировано
- Пружинные опоры будут удалены или заблокированы
- Испытание выполнено после окончания горячих работ
- Любые рентгеновские испытания выполнены до гидростатические испытания
- Перед проведением экзамена вам будет передан тестовый пакет
- Все испытательное оборудование должно иметь необходимые сертификаты
- Регулирующие клапаны удалено
- Вращающиеся детали не подлежат испытаниям давлением
- Манометры должны устанавливаться в нижних и верхних точках в больших системах 9 0022 Он будет заполнен от нижней точки
- Система будет полностью удалена после этого
- Давление во время теста будет применяться в течение 10 минут и будет постоянно увеличиваться на протяжении
- Вам необходимо проверить всю систему на предмет утечек
- После утечек были исправлены, гидростатические испытания необходимо будет провести снова.
Тест на магнитные частицы
Люди, которые проработали в отрасли в течение многих лет, обычно называют испытания на магнитные частицы как MT или MPI (контроль магнитных частиц).Это позволяет вам обнаружить любые изъяны на поверхности ферромагнитных материалов. По сути, он просто проверяет наличие поверхностных ошибок.
Удивительно эффективен для проверки разрыва поверхности, растрескивания, холодного нахлеста, наличия проплавления боковин и т. Д. . Однако он работает только с магнитными материалами (отсюда и название).
Несмотря на то, что здесь существует множество методов, наиболее часто используется ручной электромагнитный магнит ярма. Также используется другое оборудование, включая белую краску (разновидность удаляемой) и магнитные чернила.
Как это делается? Ответ, вероятно, проще, чем вы думаете.
После того, как вы разместите кусок на белом фоне, вы готовы приступить к работе. Сначала вы намагнитите деталь с помощью магнита. Если здесь есть какие-либо поверхностные дефекты, силовые линии магнитного поля будут колебаться вокруг них. В принципе, любые отклонения от нормы будут ясны как день. Затем чернила наносятся, чтобы дать вам еще более четкое представление о том, что происходит на поверхностном уровне.
Это может быть фантастика для людей с ограниченным бюджетом.Несмотря на то, что это может показаться дорогим, вы можете найти относительно дешевые решения, которые позволят вам безупречно выполнять MPI. Не говоря уже о том, что это дает невероятно быстрые результаты. Plus , вы можете исследовать материалы довольно странной формы!
Обратной стороной здесь является то, что вы должны работать с ферромагнитными материалами, чтобы они работали. Возможно, вы этого не делаете. В этом случае вам придется согласиться на другой метод испытания сварных швов. Не волнуйтесь, вы можете найти их все здесь!
Тестирование магнитными частицами >> Посмотрите видео ниже:
Рентгеновский тест
Возможно, Рентгеновский контроль (или радиографический контроль) является лучшим, универсальным и широко используемым процедура неразрушающего контроля.В основном он используется для определения прочности сварных швов. И нет, мы имеем в виду не внешнее, а внутреннее.
Он основан на прохождении рентгеновских лучей через металл для получения фотографических свидетельств переданной лучистой энергии. Они легко отображают аномалии в сварных швах, поскольку все материалы поглощают определенное количество вышеупомянутой лучистой энергии.
Но ясно, что эти лучи не приходят из воздуха. Что-то должно произойти, чтобы они были произведены, верно? Абсолютно!
Генераторы излучают экстремальные напряжения на рентгеновскую трубку.Это приводит к сокращению длины волны рентгеновского излучения и испусканию безумного количества энергии, которое, в конечном итоге, проникает сквозь металл. Когда это произойдет, не все этой энергии перейдут на другую сторону материала. Количество, которое делает , , зависит от множества факторов (например, его атомного номера, толщины и т. Д.). Вообще говоря, толстые участки поглощают гораздо больше лучистой энергии. Поэтому их рентгенограммы будут светлее.
Этот процесс позволяет вам «заглянуть внутрь» материала, с которым вы работаете.
Это кажется надежным упражнением, не так ли? Что ж, если изображение нечеткое и нечеткое, вы не сможете его хорошо прочитать. Тем самым испортил весь тест. Итак, для борьбы с этим используется устройство, известное как IQI (индикатор качества изображения). Этот удобный маленький парень гарантирует, что вы получите качественное рентгеновское изображение!
Gamma Ray Test
Честно говоря, этот метод неразрушающего контроля сварных швов очень похож на рентгеновскую версию, о которой мы только что говорили.Несмотря на это, мы поговорим об этом.
Это может быть сделано мобильными специалистами или в специальной лаборатории. Но пока мы сосредоточимся на возможностях мобильных гамма-тестеров. Почему? Потому что это потрясающе!
Эти ребята прошли годы обучения, чтобы научить вас методам гамма-исследования на месте. Это замечательно продуманный процесс. Каждый техник-испытатель управляет грузовиком для фотолаборатории, который используется для воплощения ваших мечтаний о гамма-луче в жизнь.
Они поместят ваш тестовый образец в свой украшенный фургон. И после этого начинается волшебство.
Здесь капсула, полная сульфата радия, будет излучать гамма-лучи в вашу деталь. Преимущество этого метода перед рентгеновскими лучами состоит в том, что они на намного короче на , что позволяет им тестировать до смешного толстые образцы. Как вы можете догадаться, изучение материалов с высокой плотностью займет гораздо больше времени.
В конце дня обычно используют рентген.Они дешевле, и больше людей умеют их проводить. Но ничто из не может быть более портативным и удобным, чем гамма-тестирование.
Флуоресцентный тест на пенетрант
Обычно люди называют это просто «тестом на краситель» (он гораздо интереснее, правда?). В любом случае, это фантастический метод, который можно использовать, если вы хотите выявить протечки, трещины, поры и другие дефекты.
В этой процедуре исследования используются флуоресцентные краски или красители, обладающие высокой проникающей способностью.И хотя его можно использовать для любого материала, лучше оставить его тем, которые не являются магнитными.
Есть три метода, которые вы можете использовать для нанесения красителя на поверхность вашего образца (после того, как вы его очистили и высушили). Окуните, распылите или нанесите кистью. Не забудьте удалить излишки материала мокрой скалой или пескоструйным аппаратом.
Как только вы преодолеете это препятствие, вы должны нанести сухой проявитель поверх. Затем поместите обработанный образец под черный свет, чтобы наблюдать, как любые дефекты освещаются яркими флуоресцентными цветами.
В качестве альтернативы вы можете использовать неоновый краситель, который появляется при обычном свете, чтобы сделать его даже менее сложным. Мы полагаем, что бы ни плавало на вашей лодке! Лично это один из наших любимых. Но есть недостатков метода исследования красителя, включая тот факт, что вы можете пропустить дефекты, которые находятся под поверхностью. Кроме того, вы не сможете проводить испытания красок или красок на пористых материалах.
При всем вышесказанном, мы считаем, что плюсы в значительной степени перевешивают минусы.Почему? Поскольку обучение практически не требуется, оно несложно и дешево. О чем еще ты можешь попросить?
Испытание на твердость
При испытании сварных швов термин твердость относится к способности материала сопротивляться вдавливанию. Это , как правило, , выполняемое как неразрушающий тип теста в лаборатории. Однако вы не найдете экзаменов на твердость, проводимых в мастерских.
Целью таких тестов является контроль качества предметов, используемых по определенным причинам в «реальном мире». Но существует не только , один тест на твердость . Существует множество методов, поэтому мы рассмотрим каждый по очереди.
Готовы?
File Test
Безусловно, это самый простой тест на твердость, который вы можете выполнить. Все, что вам нужно, это немного смазки для локтей и напильник. Просто запустите файл поверх тестового образца (потрите его как следует). Таким образом, вы можете определить, мягче или тверже обработанный вами металл, чем напильник.
Машины для испытания на твердость
Помимо проверки файлов, вы можете приобрести машину, которая автоматически выполняет испытания на твердость. Каждый тип устройства был разработан для выполнения одной функции, но вы можете легко использовать более одного вида на металле.
Поскольку существует очень много типов , мы рассмотрим только самые распространенные. Обычно приборы Роквелла и Бринелля используются в лабораториях учеными, определяющими твердость металла.
Давайте углубимся в детали.
Твердомер по Бринеллю
Здесь вы должны закрепить образец для испытаний на опоре станка. Вы быстро поймете, что прикреплен стальной шарик. Это будет действовать как локальный фактор давления при испытании, потому что на мяч автоматически будет приложено 3003 кг (6620 фунтов), а значит, и на ваш образец для испытаний. Он остается в таком состоянии примерно 30 секунд, прежде чем будет выпущен.
После всего этого довольно долгого процесса вам нужно измерить диаметр сделанной вмятины.Это звучит странно, учитывая, что ваша первая мысль, вероятно, заключалась в том, чтобы измерить глубину вмятины. Однако, если вы хотите использовать числа Бринелля, вы должны измерить диаметр.
Есть довольно запутанная формула, которую можно использовать для получения чисел. Но вам лучше найти диаграмму в Интернете, чтобы преобразовать ваши результаты для вас.
Твердомер по Роквеллу
Этот прибор похож на версию по Бринеллю, о которой мы только что говорили. Разница в том, что он применяет меньшую силу к меньшему мячу.
Вам будет приятно узнать, что вы делаете измерения глубины с этим. Не говоря уже о том, что вам не нужно блуждать в поисках диаграмм конверсии. Почему? Потому что к устройству прикреплен циферблат! Как и в случае с машиной Бринелля, данные отображаются в виде «чисел Роквелла», которые используются во многих нормах и правилах по сварке.
Magnaflux Test
Судя по названию, можно предположить, что этот метод неразрушающего контроля быстр. И ты был бы прав! Он использует намагниченность и ферромагнитные частицы для выделения поверхностных и приповерхностных дефектов на стали и связанных сплавах.
По сути, это похоже на использование очень мощной лупы для проверки качества сварных швов. Сказав это, здесь задействовано ноль стекла, так что… не стеклянное зеркало?
Ладно, вперед!
Использует магнитное поле, а также различные ферромагнитные порошки. Как только вышеупомянутые ферромагнитные частицы попадают в намагниченное поле, они притягиваются к полюсам. Там все они будут держаться очень крепко. Это позволяет вам точно увидеть, где и какие дефекты есть у вашего изделия.
Электромагнитные испытания
Как ни странно, электромагнитные испытания часто называют вихретоковыми испытаниями. Не спрашивайте нас, почему мы думаем, что это очаровательно, просто так! Очевидно, у названия есть причина, но, честно говоря, мы не знаем причину.
Принцип, лежащий в основе этой техники обследования, заключается в том, что электрический ток проходит через проводник. Вы не увидите, что это используется во всей сварочной отрасли, но он отлично подходит для стержней, угловых соединений и сварных труб.
Для этого вам необходимо произвести электрический заряд, который проникнет в материал. После этого вам нужно будет не забыть измерить текущие изменения и физические различия, которые произошли во время экзамена.
Конечно, с помощью этого теста вы можете определить, сколько разрывов в вашем изделии. Но более того, вы сможете увидеть, как соответственно изменяются размеры и удельное сопротивление. Честно говоря, удельное сопротивление зависит от многих факторов (чистота, ориентация кристаллов, тепло, твердость и т. Д.), Что будет чрезвычайно сложно отследить, какое свойство материала способствовало этому.
Ладно, круто, а как работает? Вас ждет угощение, потому что мы собираемся вам рассказать.
Один из способов измерения вихревых токов у испытуемого — это сделать образец центром индукционной катушки. Затем вам нужно измерить резистивную или индуктивную составляющую. Но не волнуйтесь, в настоящее время есть электронные устройства, которые делают это за вас. В этом нет ничего плохого, правда?
Прежде чем мы продолжим, давайте перечислим шаги, которые вы должны предпринять для проведения этого типа теста.Иметь дело? Вот они:
- Ваш образец будет помещен в поле катушки, в котором находится переменный ток.
- Катушка может иметь форму «катушки», но она также может быть прямоугольной, зондовой или даже трубчатой. вихревой ток создаст свое собственное поле (оно противостоит первому магнитному полю, создаваемому катушкой)
- На магнитные поля влияет присутствие вихревого тока
- Если в вашей работе есть дефекты или повреждения, вихревой ток будет искажать
- Вам необходимо измерить это изменение, чтобы получить результаты.
Тестирование акустической эмиссии
Тестирование акустической эмиссии, обычно называемое АЭ-тестированием, ищет и отслеживает ультразвуковые волны напряжения.Это происходит, когда материал подвергается нагрузке и из-за этого деформируется или меняет форму.
Самое интересное в том, как это работает.
В первую очередь вам необходимо разместить крошечные датчики на вашем образце. После этого все сводится к датчикам и цифровому учету. Но, конечно, мы все это объясним.
Эти маленькие устройства преобразуют волны напряжения в электрические импульсы. Сигналы сразу же отправляются на компьютер для считывания данных.Помните, однако, что волны стресса будут только тогда, когда есть что-то, что стимулирует его. Вот почему вам нужно приложить усилие, увеличить температуру или сложить еще больше груза.
Наступит момент, когда вы заметите, что высвобождение энергии чрезвычайно велико. Почему? Потому что внешний раздражитель добавляет к ситуации все больше и больше давления и напряжения.
Думайте об испытании акустической эмиссии как о небольшой ряби, которая возникает внутри вашего образца. Он измеряет указанную рябь.
Тестирование феррита
Последний метод тестирования сварных швов, о котором мы должны поговорить с вами сегодня, — это тестирование феррита. Ты слышал об этом? Возможно, вы это сделали, но сейчас мы подробно рассмотрим это для вас.
Этот метод известен своей невероятной скоростью и почти 100% точностью при попытке определить количество феррита в определенных металлах. О, и мы упоминали, что это тоже довольно рентабельно?
Он позволяет узнать, насколько хорошо обработанный металл подходит для выполняемой работы.Однако вы не можете провести этот тест в своей мастерской, вам нужно попросить специалиста сделать это за вас — но это то же самое для многих вещей.
Plus, он позволяет узнать, есть ли в ваших материалах какие-либо повреждающие компоненты. Обычно это мешает детали работать так хорошо, как могло бы.
Часто задаваемые вопросы
Вот несколько общих вопросов, которые часто задают люди о физических испытаниях сварных швов:
Почему требуется неразрушающий контроль (неразрушающий контроль)?
Почему требуется неразрушающий контроль? Простая причина, по которой требуется неразрушающий контроль, — это проверить сварной шов вашего объекта, не повредив его.Сварка должна выдерживать большую силу и нагрузки, поэтому жизненно важно, чтобы сварной шов был достаточно прочным, чтобы выдерживать его содержимое. Важно, чтобы сварной шов был наилучшего качества, чтобы он соответствовал минимальным стандартам.
Ваш сварной шов должен выдерживать и выдерживать несколько сил, в зависимости от того, что именно вы свариваете, будет определять, какой метод неразрушающего контроля потребуется. Например, если вы выполняете сварку топливного бака, вы должны использовать Liquid Penetrant Inspection; это позволяет вам проверять наличие зазоров или ошибок без какого-либо повреждения или разрушения сварного шва.Изображение предоставлено: detectstar
Когда дело доходит до сварки, когда расплавленные лужи начинают остывать и затвердевать, сварной шов может частично потерять свое качество. Это может быть вызвано неправильной настройкой, ошибкой оборудования, влажностью, но чаще всего из-за человеческой ошибки.
Таким образом, сварной шов мог быть высшего качества, но как только он остынет, он может достичь этого качества, поэтому очень важно проверить сварной шов, как только он затвердеет. Неразрушающий контроль — наиболее используемый метод по сравнению с разрушающим контролем.
NDT лучше всего, потому что сварной шов не будет поврежден в процессе испытания, но он по-прежнему так же надежен, как и разрушающий контроль. Таким образом, качество тестирования не будет нарушено, и ваш сварной шов не пострадает во время тестирования.
Необходимо проверить сварной шов, чтобы подтвердить качество вашей работы; это связано с тем, что сварка сильно зависит от факторов, контролируемых людьми. Проверка вашего сварного шва позволит убедиться в том, что качество соответствует условиям эксплуатации и выдерживает любые элементы с выдающимся качеством.
Ссылки по теме: 5 типов сварных соединений и их использование
Какой метод неразрушающего контроля лучше всего?
Когда дело доходит до методов неразрушающего контроля, сделать вывод, какой метод в целом является лучшим, довольно сложно. Какой метод лучше всего зависит от того, какой сварной шов вы хотите проверить.
Еще одним фактором, определяющим выбор метода, является квалификация лица, выполняющего неразрушающий контроль. Достоверность результатов зависит от знаний и способностей инспекторов. Чтобы получить хорошие и заслуживающие доверия результаты неразрушающего контроля, человек, проверяющий сварной шов, должен быть компетентным, хорошо обученным и иметь опыт работы с методом неразрушающего контроля, который они используют.
Существует множество методов неразрушающего контроля, поэтому свести их к одному методу как лучшему невозможно. Даже сравнивать методы сложно, потому что каждый метод неразрушающего контроля был создан исключительно для своей цели .Все методы неразрушающего контроля уникальны и различны, поэтому маловероятно, что вы сможете использовать только один тип неразрушающего контроля для всех испытаний сварки.
Когда вы пытаетесь решить, какой метод неразрушающего контроля использовать, вы должны принять во внимание все факторы. Для чего используется ваш сварной шов? Что ему нужно будет держать? Где будет сварной шов: внутри, снаружи или в воде? Все эти вопросы вам необходимо задать, прежде чем выбирать метод неразрушающего контроля. В мире неразрушающего контроля не существует универсального решения.
Может быть не сразу очевидно, какой неразрушающий метод лучше всего подойдет для вашего шва. В этом случае вам следует сложить все факторы и рассмотреть каждую динамику того, для чего ваш сварной шов используется. Затем просмотрите различные методы неразрушающего контроля и выберите, какой из них лучше всего подходит для вашего объекта.
Вам необходимо обладать достаточными знаниями о методе неразрушающего контроля, чтобы убедиться, что вы можете проверить свой сварной шов на соответствие минимальным требуемым стандартам.
Какова цель контроля при сварке?
Какова цель контроля при сварке? Что ж, если во время использования сварной шов оказывается неисправным, в зависимости от того, для чего он используется, это может привести к серьезным повреждениям, задержке работы, влияющей на временные рамки, и потенциально может нанести травму другим людям. Очень важно, чтобы ваше сварное изделие было осмотрено после того, как оно было закончено. Это связано с тем, что объект необходимо сварить по определенной спецификации.
Сварные изделия должны выдерживать большое количество сил и противостоять многочисленным природным элементам, включая жару, дождь и ветер, в зависимости от того, для чего они используются.
Чтобы убедиться, что сварная конструкция безопасна, надежна и может работать до удовлетворительных характеристик, она должна пройти испытание, также известное как инспекция.Испытание должно проводиться кем-то, кто знает, что он делает, обеспечивая соблюдение надлежащей процедуры проверки и высокое качество сварки.
Сварка должна выдерживать большие конструкции, поэтому качество сварки должно быть абсолютно безупречным и выдерживать большое давление. Будь то давление со стороны природных элементов, механизмов или взаимодействия человека, сварная конструкция должна быть достаточно надежной, чтобы служить долго.
Есть два способа проверки и проверки сварки: неразрушающий контроль и разрушающий контроль.Неразрушающий контроль — это когда сварка проверяется, но не вызывает повреждений или разрушений. В отличие от этого, Разрушительное испытание противоположно.
Итак, цель контрольной сварки состоит в том, чтобы гарантировать, что свариваемый объект или конструкция сварены с наилучшим, самым превосходным и выдающимся качеством. Осмотр дает гарантию максимальной безопасности сварки. Это обеспечивает уверенность и уверенность в том, что сварка будет надежной и достаточно прочной, чтобы делать то, для чего она предназначена.
Как я могу проверить сварной шов дома?
Как я могу проверить сварной шов дома? При испытании вашей сварки всегда лучше, чтобы ее проверил квалифицированный и опытный в сварке профессионал. Однако, если вы выполняете сварку для собственных нужд, есть несколько способов проверить это дома:
- Метод визуального контроля
- Посмотрите на распределение сварного шва
- Без шлака
- Без примесей или дефектов
- Сверхплотный сварной шов
- Испытание на утечку
- Испытание прочности сварного шва
Для испытания сварного шва требуется некоторое оборудование, чтобы гарантировать удовлетворительное качество сварного шва.Итак, если вы проверяете свою сварку из дома, вам следует использовать визуальный контроль , чтобы определить качество вашего сварного шва.
Чтобы проверить сварной шов в домашних условиях, вам нужно будет выполнить несколько простых шагов. Сначала вам нужно посмотреть на распределение сварного шва ; вам нужно будет убедиться, что сварочный материал равномерно распределен между обеими частями материала.
Вам необходимо убедиться, что не содержит отходов, таких как шлак ; когда сварной шов затвердеет, шлак должен легко отслоиться от объекта.Любые другие отходы необходимо удалить и очистить, а на сварном шве не должно быть остатков.
Поверхность сварного шва не должна иметь загрязнений или дефектов; Если да, то он может быть не таким прочным, как должен быть . Если на поверхности сварного шва есть пористые отверстия, это приведет к ослаблению. Пористость указывает на то, что свариваемая металлическая основа была грязной или металл имел оксидное покрытие.
Ваш сварной шов должен быть сверхплотным ; не должно быть никаких зазоров, если ваш сварной шов имеет зазоры или не выглядит плотным, это означает, что возникла проблема со сварным швом.Если ваш сварной шов не тугой или имеет зазор, это может привести к проблемам в будущем и указывать на то, что сварной шов невысокого качества.
Если вы свариваете конструкцию или изделие, требующееся для удержания жидкости , крайне важно, чтобы не было утечек. Если есть, значит, проблема серьезная. Метод для проверки герметичности состоит в том, чтобы заполнить конструкцию водой, и если есть утечка, это означает, что есть проблема со сваркой, и она недостаточно надежна, чтобы удерживать воду.
Чтобы проверить прочность сварного шва , вы должны приложить давление, которое он должен выдержать, с помощью грузов или чего-то подобного, прежде чем вводить свою конструкцию в эксплуатацию. Лучше всего проверить вес перед использованием сварного шва, чтобы убедиться в отсутствии повреждений, если сварной шов недостаточно прочный.
Шлифовка сварного шва ослабляет его?
Ослабляет ли шлифовка сварного шва? Если сварной шов был выполнен в соответствии с высокими стандартами и отличным качеством, шлифовка шва не ослабит его.Тем не менее, если вы можете избежать шлифовки сварного шва, вы должны это сделать, особенно если сварной шов не был сварен с высочайшим качеством.
Если сварная конструкция должна быть эстетичной, чистой и требует шлифовки сварного шва, это не повредит вашей конструкции. Такие, как ювелирные изделия или автомобильная панель, они должны быть гладкими и плоскими, поэтому необходима шлифовка сварного шва, и при правильной шлифовке с использованием правильного оборудования и навыков сварной шов не ослабнет.
При шлифовке сварного шва следует проявлять особую осторожность, чтобы не повредить основной материал. Это связано с тем, что при чрезмерной шлифовке основного материала и сварного шва сварная конструкция может потерять часть своей прочности и со временем ослабнуть.
The Bottom Line
Испытания сварных швов являются ключевыми. Вы, вероятно, уже поняли это, но теперь вы точно знаете, как это сделать, используя метод, который вам подходит.
Ссылки :
https://www.twi-global.com/technical-knowledge/job-knowledge/bend-testing-073
http: // armyordnance.tpub.com/od16518/od165180101.htm
http://constructionmanuals.tpub.com/14250/css/Nick-Break-Test-172.htm
https://www.twi-global.com/technical- knowledge / job-knowledge / Mechanical-testing-tenile-testing-part-2-070
http://www.wermac.org/others/ndt_mpi.html
https://www.lincolnelectric.com/en- us / support / process-and-theory / Pages / nondestructivie-weld-detail.aspx? utm_referrer = direct / not + provided
https://www.shawcor.com/integrity-management-solutions/ndt-and-inspection -услуги / береговые-инспекционные-услуги / гамма-радиография- (RT)
https: // www.magnaflux.com/Magnaflux/Resources/Blog/Fluorescent-Penetrant-Infographic
http://www.wermac.org/others/ndt_pressure_testing_practice.html
https://www.magnaflux.com/Magnaflux/Magnaflux/ Particle-Inspection / Equipment.htm
https://www.twi-global.com/technical-knowledge/faqs/acoustic-emission-testing
Радиографический и ультразвуковой контроль сварных швов
Радиографический и ультразвуковой контроль сварных швов — два самых общие методы неразрушающего контроля (NDT), используемые для обнаружения неоднородностей во внутренней структуре сварных швов.Очевидным преимуществом обоих этих методов испытаний является их способность помочь установить внутреннюю целостность сварного шва без разрушения сварного компонента.
Радиографический контроль
Радиографический контроль (RT) обычно подходит для проверки сварных соединений, к которым есть доступ с обеих сторон, за исключением методов изображения сигнала с двойными стенками, используемых на некоторых трубах. Хотя это медленный и дорогостоящий метод неразрушающего контроля, он является надежным способом обнаружения пористости, включений, трещин и пустот внутри сварных швов.
RT использует рентгеновское или гамма-излучение. Рентгеновские лучи производятся рентгеновской трубкой, а гамма-лучи производятся радиоактивным изотопом. Основной принцип рентгенологического контроля сварных швов такой же, как и у медицинской рентгенографии. Проникающее излучение проходит через твердый объект (в данном случае сварной шов, а не часть человеческого тела) на фотопленку, создавая изображение внутренней структуры объекта на пленке.
Количество энергии, поглощаемой объектом, зависит от его толщины и плотности.Энергия, не поглощенная объектом, вызывает обнажение рентгеновской пленки. Когда пленка проявится, эти области будут темными. Области пленки, подвергшиеся воздействию меньшего количества энергии, остаются более светлыми. Поэтому области объекта, толщина которых была изменена из-за неоднородностей, таких как пористость или трещины, будут отображаться на пленке в виде темных контуров. Включения низкой плотности, такие как шлак, будут отображаться как темные области на пленке, а включения высокой плотности, такие как вольфрам, появятся как светлые области.
Все неоднородности обнаруживаются путем просмотра формы сварного шва и изменений плотности обработанной пленки. Эти постоянные записи о качестве сварных швов относительно легко интерпретировать, если персонал прошел надлежащую подготовку. Только квалифицированный персонал должен проводить рентгенографию и радиографическую интерпретацию, потому что ложные показания могут быть дорогими и могут серьезно повлиять на производительность, а также потому, что невидимые рентгеновские лучи и гамма-излучение могут быть опасными.
Ультразвуковой контроль
Ультразвуковой контроль (УЗ) может использоваться для черных и цветных металлов и часто подходит для тестирования более толстых секций, доступных только с одной стороны.Как правило, он может обнаруживать более мелкие линейные или плоские дефекты, чем RT.
UT использует механические колебания, аналогичные звуковым волнам, но более высокой частоты. Луч ультразвуковой энергии направляется на объект, подлежащий испытанию. Этот луч проходит через объект с незначительными потерями энергии, за исключением случаев, когда он перехватывается и отражается неоднородностью.
В УЗИ используется метод отражения ультразвукового контактного импульса. В этой системе используется преобразователь, который преобразует электрическую энергию в механическую.Преобразователь возбуждается высокочастотным напряжением, которое заставляет кристалл механически вибрировать. Кристаллический зонд становится источником ультразвуковой механической вибрации. Эти колебания передаются на образец через связующую жидкость, обычно масляную пленку, называемую связующим веществом.
Когда импульс ультразвуковых волн попадает в неоднородность испытательного образца, он отражается обратно в исходную точку. Таким образом, энергия возвращается к преобразователю. Преобразователь теперь служит приемником отраженной энергии.
Начальный сигнал или главный удар; возвращенные эхо от несплошностей; и эхосигнал от задней поверхности образца для испытаний отображается в виде кривой на экране электронно-лучевого осциллографа. Обнаружение, локализация и оценка несплошностей становятся возможными, потому что скорость звука через материал почти постоянна, что делает возможным измерение расстояния, а относительная амплитуда отраженного импульса более или менее пропорциональна размеру отражателя.
Одной из наиболее полезных характеристик UT является его способность определять точное положение несплошности в сварном шве. Этот метод тестирования требует высокого уровня подготовки и компетентности оператора и зависит от разработки и применения подходящих процедур тестирования.
Тони Андерсон является постоянным участником этого раздела и менеджером по техническим услугам в AlcoTec Wire Corporation, 2750 Aero Park Drive, Traverse City, MI
Радиографические испытания — обзор
7.9.2 Рентгенография
Рентгенография — это фотографический метод, в котором вместо света используется ядерное излучение. Медицинское обследование и неразрушающий промышленный контроль с использованием рентгеновских лучей, генерируемых высоковакуумными трубками, являются наиболее важными областями. Ряд подходящих источников радиоактивных нуклидов для получения радиограмм приведен в таблице 7.4.
Бета-рентгенография подходит только для тонких объектов и не применяется широко. С другой стороны, гамма-рентгенография является распространенным методом неразрушающего контроля, в котором обычно используется 137 Cs или 60 Co.= Log (падающий свет / проходящий свет)) ~ 2 при толщине поглотителя (объекта) x (см) с использованием типичной промышленной рентгеновской пленки и источника γ-излучения 60 Co, расположенного на расстоянии 1 м из пленки можно оценить по выражениям
(7,31) log (At) = 1,068 + 0,135x для железного поглотителя
(7,32) log (At) = 1,068 + 0,040x для бетонного поглотителя
Пример выполнения упражнения 7.14 использования этих выражений.
Гамма-радиография использовалась для определения количества железных стержней в бетонных конструкциях, полостей в различных отливках (например, взрывчатых веществ, пластмасс или металлов), трещин или других дефектов лопаток турбин в частях самолетов, детонаторов в неразорвавшихся бомбах. сварные соединения в сосудах высокого давления, дистилляционных башнях и трубах, коррозия внутри труб и печей, а также рентгеновские лучи в медицинских полях, и это лишь некоторые области применения.Гамма-рентгенография используется во всем мире для контроля качества продукции, что ведет к повышению безопасности и экономии труда.
Поскольку γ-поглощение происходит за счет взаимодействия с электронами, объекты с высокими атомными номерами показывают самое сильное поглощение. Используя нейтроны вместо γ-квантов, достигается противоположный эффект, т.е. объекты с низким значением Z являются наиболее эффективными для удаления нейтронов из пучка. Это используется в нейтронной радиографии , в которой используются как нейтроны реактора, так и нейтроны от источников 252 Cf.Из-за более высокого потока нейтронов от реактора, чем от источников 252 Cf нормального размера (т.е. ≤1 мг), время воздействия в реакторе намного короче. С другой стороны, небольшой размер источника 252 Cf предлагает другие удобства.