чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом.
 Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
 Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
 После оборудование можно будет использовать каждый раз,
После оборудование можно будет использовать каждый раз,Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.


Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.

Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
 youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.

Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка. Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться.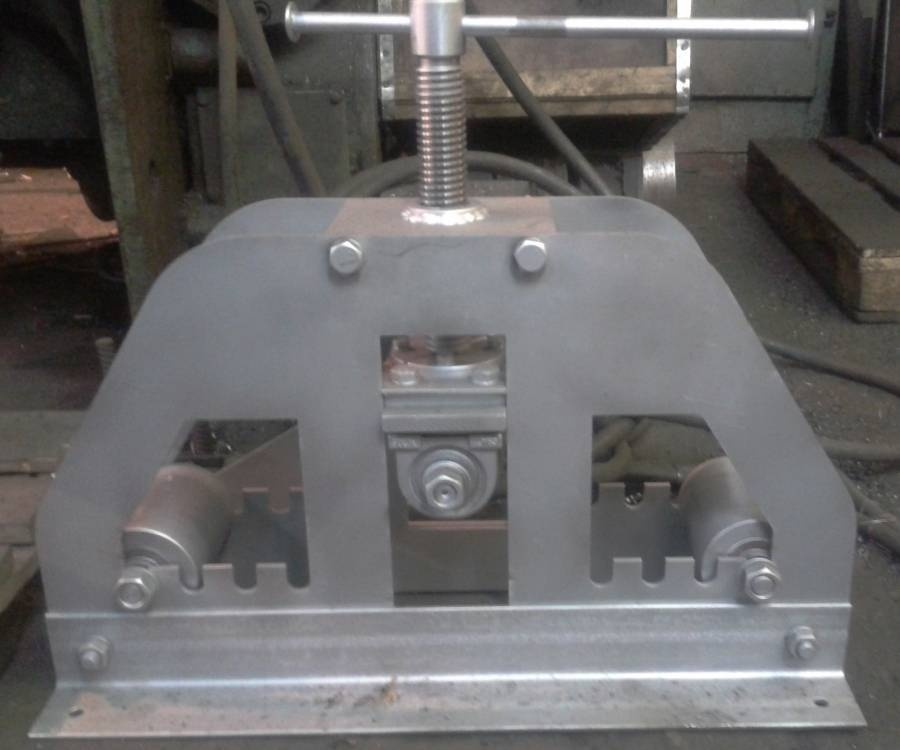 Если это ручной станок, для его сборки понадобятся:
Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки.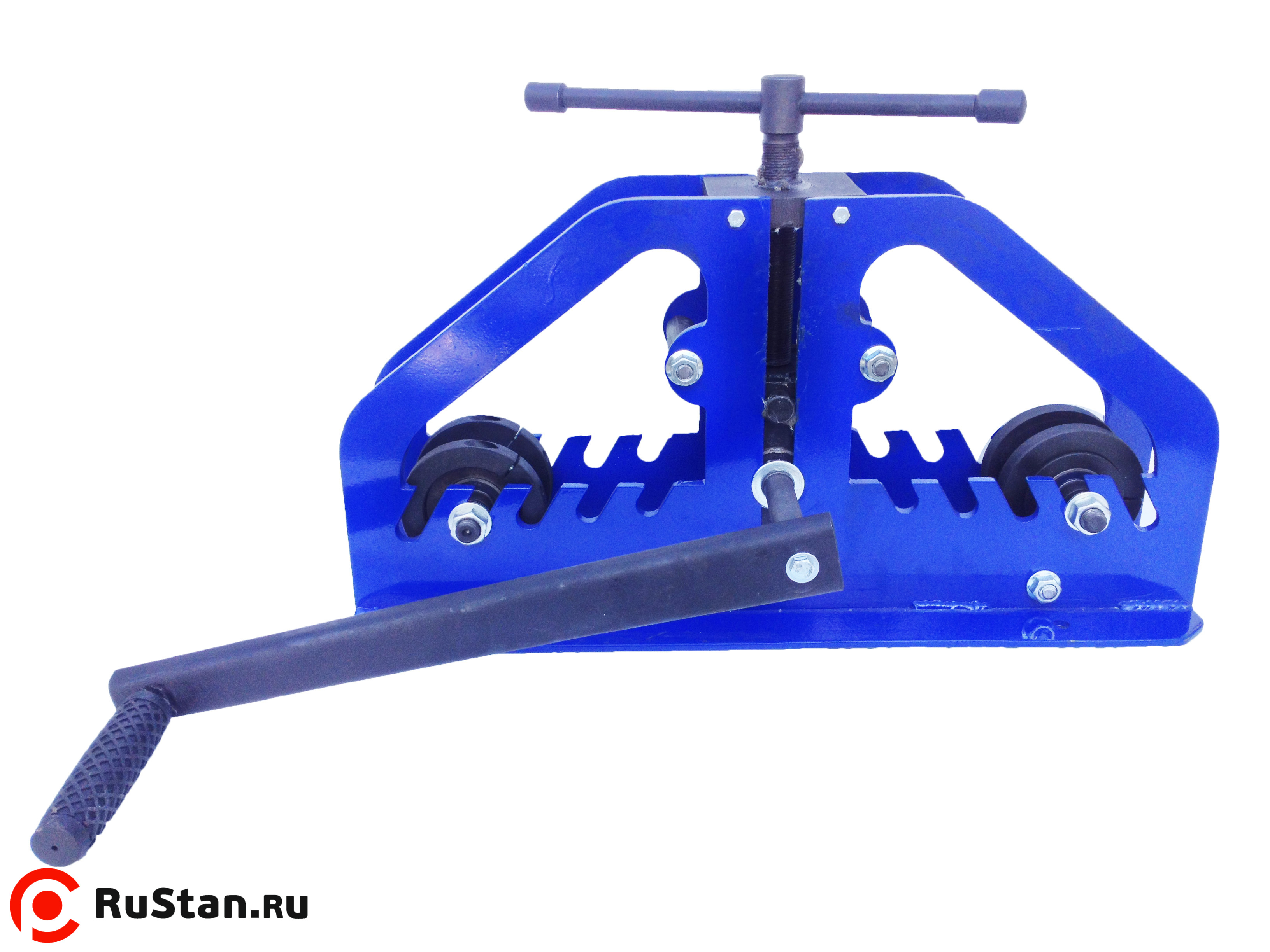 Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.

Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.
Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.
Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
Профилегиб ручной Metal Master MBM-4R (TR-40)
Ручной профилегиб Metal Master MBM – 4R (TR-40) предназначен для радиусной деформации профильной трубы. Используется для выполнения таких операций, как гибка металлической арматуры и полос, а также деформация труб круглого и квадратного сечения. Качественное оборудование позволит вам создавать перила, декоративные детали, козырьки, составляющие элементы теплиц. Рассматриваемое оборудование является прекрасных вариантом для небольших предприятий, где требуется создать значительное количество изделий (штучное или мелкосерийное производство). Станок отлично подходит для выполнения технологических задач в небольших мастерских, может использоваться непосредственно на месте монтажа изделий.
Техника находит применение в таких сферах, как: строительство, производство рекламных конструкций, мебельное производство, приборостроение. Одно из главных преимуществ техники заключается в том, что оно обладает хорошей мобильностью и для своей работы не требует источника электрической энергии. Оборудование можно легко транспортировать с одного промышленного объекта на другой силами одного рабочего.
Вы без проблем получите изделия с нужными параметрами кривизны, можно совершать обработку заготовок, которым требуется придать сложную и нестандартную форму.
Принцип действия профилегиба:
- Зажим заготовки выполняется между валами станка. Два из которых находятся в подвижном состоянии, а один находится в статическом положении;
- Насадки, расположенные на валах, позволяют придать заготовке нужную форму;
- Зафиксированная заготовка прокатывается между валами под давлением, за счёт этой операции, происходит формирование нужного профиля, за счёт радиусной деформации заготовки;
- Формирование радиуса кривизны выполняется благодаря поднятию или опусканию верхнего вала;
Выбор ручного профилегиба не простое занятие, ведь нужно подобрать такую технику, которая будет в точности соответствовать технологическим требованиям вашего предприятия. Внимательно относитесь к выбору станка, обязательно учитывайте следующие технические характеристики: максимальное сечение трубы и полосы, потребляемую мощность, диаметр валов, рабочую скорость.
Преимущества Metal Master MBM-4R (TR-40)
- Станок отличается повышенной надёжностью, а также скромными габаритами и незначительным весом. В случае необходимости его можно без проблем транспортировать с одного рабочего места на другое. Рассматриваемая техника может использоваться непосредственно на месте монтажа изделий;
- Прочная сварная конструкция устойчивая к разрушительному воздействию вибраций, которые неизбежно возникают в процессе работы;
- Удобная и простая регулировка, выполняемая под ширину обрабатываемой заготовки. Оператору не требуется обладать специальными навыками или проходить длительное обучение для выполнения работы за рассматриваемым станком;
- Ролики сделаны из стали высокой прочности, а также износостойкостью. Длительный срок службы данных элементов положительно сказывается на качестве обработки;
- Для работы станка не требуется электроэнергия. Изгиб металлического профиля производится благодаря мышечной силе оператора оборудования;
| Профиль | Размер, мм | Мин. Ø, мм |
|---|---|---|
| 20x20x1.2 25x25x1.2 30x30x1.5 40x40x1.5 | 180 170 200 220 | |
Отзывы о MBM-4R (TR-40):
Отзывов пока нет, но ваш может быть первым.Оставить отзыв
ручной самодельный как сделать, чертежи, размеры, профилегибочный станок из автозапчастей, тисков, простой в изготовлении
На чтение 10 мин. Опубликовано
Любой домашний мастер сталкивался с необходимостью придать криволинейную форму различным деталям. Если речь идет о листовом металле или прутках, вопрос решается достаточно просто. Но, когда вопрос касается профилированных элементов, без специального оборудования не обойтись. Любая попытка изогнуть профиль обычными методами приведет к деформации и порче детали. Рассмотрим специализированное оборудование, используемое в таких случаях, и варианты самостоятельного изготовления.
Описание
ПрофилегибПрофилегиб — это приспособление для сгибания профилированных деталей без деформации или нарушения формы профиля.
Используется при изготовлении конструкций из разных видов профиля:
- труба, в том числе прямоугольного сечения;
- уголок;
- швеллер;
- двутавр;
- балки или прутки и т.д.
Деформировать можно отдельные участки или всё сечение профиля. Изгиб деталей выполняется на нужную величину, вплоть до 360°. Промышленные образцы способны работать с профилем большого размера, требующим значительных усилий для изменения формы без предварительного нагрева. Ручные устройства предназначены для обработки профилей относительно небольшого размера.
Профилегибные станки способны выполнять изгиб с постоянной, переменной или знакопеременной кривизной, с симметричными или асимметричными контурами. Возможно изготовление окружностей, спиралей или иных замкнутых фигур. Также выполняется гнутье фигур с плавными переходами очертаний. Особенностью этих станков является способность выполнять сложные изгибы деталей за один проход. Такие качества содействуют распространению профилегибов в различных областях промышленности:
- энергетика;
- строительство;
- нефтехимия;
- автомобильная ;
- мебельная;
- спортивная;
- электрическая промышленность и т.д.
Процесс изготовления деталей происходит достаточно быстро и позволяет развить высокую производительность практически без отходов. Существуют полностью автоматические промышленные установки, способные работать по заданной программе. Также распространены более простые устройства, регулировка и подача материала в которых выполняются в ручном режиме. Они функциональны, но цена таких станков довольно высока. Для частного пользования подобные устройства приобретать нецелесообразно, поэтому большинство пользователей предпочитают изготавливать профилегибы самостоятельно.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Важно! Часто профилегибы объединяют с более распространенными конструкциями — трубогибами, полагая, что их функции одинаковы, а разница заключается только в более узкой специализации трубогибов. Однако, эти устройства по-разному воздействуют на деталь.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные
Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Важно! Для работ с деталями небольших размеров использование ручных станков признается наиболее рациональным и экономичным вариантом.
Ручной самодельный станок
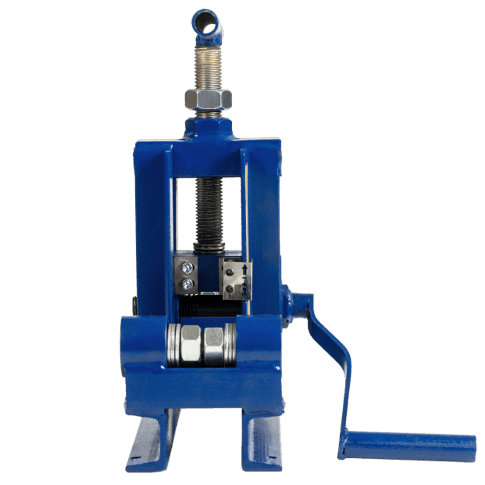
Устройство заводского профилегибаДля создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.
Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
Важно! Рассмотренный порядок действий может быть дополнен или изменен в соответствии с особенностями конструкции собственного проекта.
Простой в изготовлении вариант станка из тисков:
Профилегиб из автозапчастей(ступиц автомобиля):
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
профилегибочные станки, ручные и электромеханические. в Нижнекамске
Профилегибы являются особым видом станков, предназначенных для изгиба профиля холодным прокатом. В каждом случае требуется кривизна, которой можно добиться как с помощью самого станка, так и дополнительными насадками, обрабатывающие сложную форму профиля. Применяют профилегибы для изгиба труб, балок, уголков, швеллеров, прутков и различных заготовок. Благодаря профилегибу можно сделать из уголка окружность, а из трубы – спираль. Станок для профилей ничем не отличается от других инструментов для гибки профилей. С его помощью можно получать профили симметричного и несимметричного контура.
Различают несколько видов профилегибов:
- механические;
- электрические;
- универсальные.
Каждый из видов отличается определенными функциями и параметрами.
Профилегибы нашли свое применение в различных отраслях промышленности, включая автомобильную, нефтехимическую, энергетическую и электрическую промышленность. Станки характеризуются надежностью, компактностью и низким энергопотреблением.
Другими преимуществами профилегибов являются возможность проводить изгиб за один прокат и способность обрабатывать профили, расположенные в любой плоскости. Помимо этого, следует отметить простоту в работе станка.
Как функционирует профилегиб
Профилегибы прокатывают профиль между специальными валками по установленному радиусу сгиба. Такие станки используются для больших профилей. Создаются открытые и закрытые контуры с плавными переходами. Для нужного радиуса изгиба валок должен подняться вместе с концом профиля.
Благодаря возможности менять насадки модно обрабатывать различные изделия с регулированием параметров изгибов.
В современный профилегиб входят различные детали:
- боковые направляющие;
- ролики для гибки;
- ролики для сложных профилей;
- датчики вала;
- насадки для уголков.
Где купить надежные профилегибы
Купить ручные и автоматические профилегибы с чпу по металлу от производителя по выгодным ценам в интернет магазине Metalmaster. В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес. При покупке профилегибов прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение. Если возникли вопросы по производству и продажи оборудования, стоимости доставки, обратитесь к нашим менеджерам по телефонам: 8 (495) 730 30 64 или 8 (800) 555 05 40.
Трубогиб гидравлический НВ-40 (профилегиб гидравлический) YOUMET арт. 900108
Гидравлический трубогиб HB-40 предназначен для гибки труб профильного сечения из металла или другого материала по заданному радиусу, методом прокатки. Профилегиб снабжен вальцами с тремя проточками 20, 40 и 60 мм под популярные размеры профильных труб:
— профильные трубы – 15х15, 20х20, 40х20, 40х25; 60х30
— квадрат – все размеры до 20.
Для радиусной гибки станок оснащен одним верхним приводным вальцом и двумя прижимными. Вальцы изготовлены из высокопрочной стали и сделаны на подшипниках, что обеспечивает легкость вращения. Прижим вальцов обеспечивает гидравлический домкрат грузоподъемностью 6 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками.
Профилегиб HB-40 легко размещается в небольших помещениях и занимает мало места. Простота конструкции и легкость в эксплуатации делают этот станок незаменимым на небольших предприятиях и производствах. Позволяет легко выполнить как разовые работы, так и мелкосерийное производство по гибке. Благодаря своим небольшим габаритам и относительно небольшому весу его можно использовать непосредственно на объекте.
Компактные размеры и современные технические решения, применяемые в этой конструкции обеспечивает высочайшую производительность, при мобильности устройства.
Особенности:
• Верхний приводной вал.
• Прочная конструкция.
• Прижим осуществляется за счет гидравлического домкрата.
• В стандартной комплектации вальцы для профильной трубы.
• Простота в использовании.
• Мобильность.
• Прижимные ролики перемещаются горизонтально.
Комплектация:
— Профилегиб гидравлический.
— Комплект вальцов под профильную трубу.
Тип профиля | Максимальное сечение профиля, мм | Минимальный диаметр гибки, мм | Комплект роликов |
|---|---|---|---|
60х10 | 300 | стандарт | |
20х20 | 300 | стандарт | |
| 300 | стандарт |
Тип профиля | Максимальное сечение профиля, мм | Минимальный диаметр гибки, мм | Комплект роликов |
|---|---|---|---|
51х2.5 | 600 | доп. ролики | |
25х25 | 300 | доп. ролики | |
15х15 | 300 | доп. ролики | |
20 | 300 | доп. ролики | |
| 40х4
| 500 | доп. ролики |
23х23х3 | 300 | доп. ролики | |
23х23х3 | 300 | доп. ролики |
— MAH, серия
Гидравлический профилегибочный станок— MAH серии
Гидравлический профилегибочный станок AMOB — Гидравлические профилегибочные станки с верхним валком серии MAH также составляют основу самого большого в мире выбора валков ! Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих.
Другой ключевой момент гидравлического вальцегибочного станка . Положение верхнего валка отображается на УЦИ на основе отдельно стоящего блока управления оператора.
Гидравлический профилегибочный станок MAH идеально подходит для тех применений, где требуется, в основном, несколько проходов, где ключевую роль играет повторяемость.
Доступные в двух- и трех приводных валках, эти машины могут обрабатывать самый широкий ассортимент профилей на рынке. Машины с тремя приводными валками особенно подходят для более узких радиусов и минимизируют маркировку материала.
Горизонтальное и вертикальное рабочие положения гарантируют, что даже в самых маленьких рабочих помещениях профильногибочный станок серии MAH найдет свое место.
Гидравлические вальцегибочные станки — это значительный компромисс между производительностью, повторяемостью, простотой использования и сокращением продолжительности производственного цикла.
Серия MAH | Гидравлический профилегибочный станок
2 рулона стандартная спецификация:
- Два ведомых валка
- Стандартные рулоны
- Боковые направляющие ролики
- Двухскоростные двигатели
- Горизонтальное и вертикальное рабочее положение
- Программируемое цифровое считывание верхнего рулона
- Ножная педаль с предохранителем
Спецификация опции:
- Рулоны специальные для профиля / труб
- Направляющие ролики для гибки под углом
3 рулона стандартная спецификация:
- Три приводных валка
- Стандартные рулоны
- Боковые направляющие ролики
- Горизонтальное и вертикальное рабочее положение
- Программируемое цифровое считывание верхнего рулона
- Ножная педаль с предохранителем
Спецификация опции:
- Цифровая система измерения длины
- Специальные рулоны для профиля / труб
- Направляющие ролики для гибки под углом
Опыт компании Comac в производстве и продаже — профилегибочные, профильные и трубогибочные станки, производство угловых валков и продажа прокатных станков — продажа бывших в употреблении станков
— При заказе профилегибочного станка указывать, будет ли он установлен в горизонтальном или вертикальном положении?
Нет, все производимые нами профилегибочные станки (за исключением модели серии 3000 от 309 до 315) могут быть установлены как в горизонтальном, так и в вертикальном положении.
— Можно ли загрузить чертеж непосредственно в ЧПУ профилегибочного станка для изготовления детали?
Да, ЧПУ наших профилегибочных станков имеет возможность импортировать файлы .dxf.
— Можно ли гнуть все профили универсальными валками, поставляемыми вместе с профилегибочным станком?
Нет, универсальные валки предназначены для гибки наиболее распространенных промышленных профилей (таких как плоские стержни, квадратные стержни, уголки и т. Д.)..), но для некоторых профилей (труб и профилей с определенной геометрией) требуются специальные валки.
— Как заказать запасные части для профилегибочного станка?
Правильный бланк вы можете найти в инструкции по эксплуатации профилегибочного станка. Если вы не найдете его, отправьте нам электронное письмо с указанием серийного номера машины, кода запасной части и, возможно, отправьте нам также фотографию требуемой запасной части.
— Можно ли сгибать секции большего размера, чем указано в таблице грузоподъемности профилегибочного станка?
Мы рекомендуем работать с максимальной производительностью, указанной в таблице производительности секционного гибочного станка, и мы не несем ответственности за повреждения, вызванные неправильным использованием станка.Тем не менее, в некоторых случаях также возможно изгибать участки немного большего размера, особенно если радиус изгиба действительно велик.
— Можно ли гнуть до диаметров большего, чем указано в таблице производительности профилегибочного станка?
Да, всегда можно гнуть до диаметров большего, чем указано в таблице грузоподъемности профилегибочного станка
— Можно ли гнуть до диаметров меньшего, чем указано в таблице производительности профилегибочного станка?
— Мощность станка — В этом случае для гибки на меньшие диаметры необходим станок с большей производительностью o— Диаметр рулонов — В этом случае достаточно изменить диаметр стандартных рулонов
— Деформируемость и деформация материала — В этом случае необходимо использование специального инструмента или заполняющего материала, но есть некоторые особые ситуации, когда профилегибочный станок не является правильным техническим решением
— К какому материалу относится производительность, указанная в таблице производительности профилегибочного станка?
Производительность, указанная в таблице производительности профилегибочного станка, относится к обычной стали с пределом текучести 240 Н / мм2
— Всегда ли возможно согнуть профиль до минимального радиуса изгиба, указанного в таблице грузоподъемности профилегибочного станка, за один проход или может потребоваться несколько проходов?
Обычно минимальный диаметр, указанный в таблице грузоподъемности профилегибочного станка, достигается за несколько проходов.
— Повреждается ли поверхность материала в процессе гибки на профильногибочном станке?
На поверхности материала могут появиться царапины. В случае чувствительного материала рекомендуется использование специальных рулонов.
— Можно ли согнуть профиль по всей длине на профильном станке?
Нет, на всех профильных станках на обоих концах профиля определенная длина остается прямой.
— Какой допуск производимых деталей может быть достигнут на ваших профилегибочных станках?
Мы всегда гарантируем точность позиционирования подвижных частей профилегибочного станка. Мы предпочитаем не указывать допуск на конечный результат, потому что на него сильно влияют свойства материала, которые мы не можем напрямую контролировать.
— Всегда ли можно гнуть профили меньшего размера, чем указанные в таблице производительности профилегибочного станка?
Теоретически да, но по практическим соображениям рабочий диапазон профилегибочного станка не должен включать профили, слишком маленькие по сравнению с максимальной производительностью станка.
APK — AKYAPAK USA
AKYAPAK также предлагает обширные альтернативы мощным профилегибочным станкам. Наши машины прочны и надежны благодаря сварному корпусу из стали St-52. Минимальный изгиб вызывает меньшую деформацию благодаря увеличенному диаметру валков наших машин. За счет больших размеров подшипников можно получить долговечность и высокий изгибающий момент.
Мощность гидроцилиндров позволяет без труда гнуть более крупные детали.Практичные и универсальные ролики позволяют с легкостью изгибать различные секции, что дает возможность быть более мощными и прочными.
Профилегибочные станки Akyapak с приводом от 3 валков. Эта особенность позволяет реализовать высокопроизводительные процессы гибки. Во-вторых, наша машина с 3-мя валками сводит к минимуму скольжение материалов в процессе гибки. Два нижних валка имеют гидравлический привод и могут двигаться независимо друг от друга.
Таким образом, по сравнению с машинами с верхним приводом валков, особенности наших машин расширяют возможности операторов и дают возможность производить предварительную гибку с обеих сторон. Боковые опоры могут двигаться в трех направлениях, чтобы уменьшить деформации и облегчить процессы изгиба, особенно углов и спиралей.
Стандартное оборудование
- Кузов стальной (Ст-52) строительный
- На АПК61-81 привод валков от гидромотора + планетарный редуктор и шестерни
- Валы изготовлены из специальной стали (42CrMo4), закалены и отшлифованы.
- Один комплект стандартных рулонов
- Нижние валки с гидравлическим подъемом и опусканием
- Цифровой индикатор нижних валков
- Отдельная передвижная панель управления
- Направляющие ролики регулируются вручную в одном направлении
- Ручная смазка
- Сертифицировано CE, ISO9001-2008, TSEK и TURQUM
Дополнительное оборудование
- Рулоны специальные для труб, профилей и уголков
- Регулируемые направляющие ролики для угловых профилей
- Устройство для гибки спирали
- Регулируемая скорость вращения
- Двигатели с проверяемым напряжением и частотой
- Для APK81, направляющие ролики с гидравлической регулировкой в двух направлениях
- Цифровой дисплей для гидравлических направляющих роликов
- Система управления воспроизведением NC
- Графическая система управления с ЧПУ
Профилегибочные станки | Станки Kaast
Высокопрочные европейские профильные валки, угол 1–12 дюймов, немедленная доставка
Эти машины специально разработаны для круговой гибки металлических профилей, уголков, колец и труб и могут работать как в вертикальном, так и в горизонтальном положении.Стандартный набор гибочных валков подходит для гибки квадратных, плоских, угловых и фасонных профилей. Кольцевой каток PBH также может быть оснащен специальными роликами для гибки труб и других круглых профилей. Возможна прокатка труб, прокатка колец и труб.
Купить профильные валки
Позвоните нам по телефону (610) -441-7317 или отправьте нам электронное письмо, и один из наших экспертов по изготовлению будет рад ответить на любые ваши вопросы и проведет вас через весь процесс.
Получить предложение
Производство трубных валков и трубных валков получит большую выгоду от покупки трубных валков Kaast и трубных валков.Kaast производит высококачественные трубные валки и валки для труб как для трубопрокатных, так и для трубопрокатных предприятий по всему миру, с отличным сервисом для этого.
Наши угловые вальцы превосходят угловые валки других производителей, поэтому наши клиенты очень довольны покупкой угловых вальцегибочных станков Kaast. В Kaast мы гордимся тем, что поставляем трубопрокатные, трубопрокатные и угловые станки высочайшего качества по очень конкурентоспособным ценам, уделяя особое внимание нашим клиентам.
Трубогибочные станки с кольцевым валком состоят из 3 валков на отдельных валах, которые катят трубу через валки, в то время как верхний валок оказывает давление вниз на верхний валок для деформации трубы. Кольцевые валки, трубогибы и трубогибы доступны с двумя или тремя приводными валками, с ручной или гидравлической регулировкой верхнего валка.
Кольцевидная гибка труб используется для гибки труб до большого радиуса центральной линии, то есть до больших окружностей, а роликовая гибка обычно используется для изготовления навесов, барабанных валков, рам для барбекю и других круглых изделий с большим радиусом центральной линии.
Ролики для труб имеют ту же башмак или матрицу, что и гибочные станки, но имеют пару металлических роликов внизу. У них внутри шарикоподшипники, поэтому они плавно катятся. Верхний одиночный башмак прикреплен к валу, поэтому он вращается вместе с колесом. Продвигая трубу, вы медленно превращаете металлическую трубу в плавную длинную кривую. Вы загружаете трубу в машину и опускаете верхний ролик, пропуская ее.
Это медленный, преднамеренный процесс, при котором вы каждый раз опускаете ролик вниз.Полученная кривая не будет иметь неровностей, потому что ролик раскатывает неровности, изгибая металлическую трубу. Сама труба фактически становится длиннее, когда вы пропускаете ее через ролик, в зависимости от изгиба, который вы делаете.
Совет по гибке
Чтобы уменьшить радиус изгиба всего за один проход, выполните следующие действия:
- Вставьте материал между роликами и установите нижние ролики по касательной (рис. 1)
- Расположите профиль назад (рис.2)
- Немного приподнимите правый нижний крен (рис.3)
- Имеем материал примерно 50/80 см. передний (рис.4)
- Обратным вращением перевернуть материал назад (рис. 5)
- Снова поднимите правый нижний валок (рис.6)
- Повторите начало изгиба, которое будет более заметным (рис. 7)
Если необходимо, повторите один или два раза, пока не получите требуемый диаметр.
Для получения полных окружностей с загнутыми концами согласно (рис.1) вместо этого вы можете сделать следующее:
- Отрежьте планку, которую нужно согнуть, примерно на 10/20 см. длиннее: (рис.2)
- Согните деталь до соприкосновения (рис.3)
- Обрежьте неизогнутые концы (рис.4)
- Проденьте кольцо между валками, пока концы не встретятся (рис.6)
В результате получится почти идеальный круг точного диаметра.
Рекомендуемые материалы для гибки
На наших машинах можно гнуть все материалы, но результат будет зависеть от их характера.Например, сталь стремится к своему исходному положению за счет упругости.
Если сопротивление не является равномерным, диаметр кругов будет неравномерным. Если размер стержня не является постоянным, полученные диаметры круга также будут неправильными (даже если разница составляет не более нескольких десятых миллиметра).
В случае уголков или других секций, требующих правки, поправки могут оказаться нерегулярными, поскольку выпрямитель может оказывать слишком большое или слишком маленькое давление.
По возможности детали должны быть чистыми, без ржавчины и масла и сухими.Наконец, мы рекомендуем использовать только прямые стержни, так как деформированные стержни могут перегибаться или перегибаться, что отрицательно скажется на результатах.
Подготовка деталей
Все материалы, изогнутые по краю, и участки с фланцем, изогнутые по краю, предпочтительно должны иметь фаску, чтобы облегчить вставку заготовки между роликами. Когда секции требуют правки, а также гибки, иногда требуется другая фаска, чтобы секция могла выйти из выпрямителя.
Пример профиля с фаской
Тройник подготовлен к гибке с наружным фланцем.
Уголок подготовленный к гибке с внутренним фланцем.
Плоский профиль подготовлен к изгибу на ребро.
Уголок подготовлен для гибки с внешним фланцем (обратите внимание на две фаски: большая для выхода из ролика, маленькая для выхода из выпрямителя).
Установка валков
Три валка наших гибочных станков имеют разные диаметры, маленький должен быть установлен на центральном валу (внутри изгиба), а два других — на нижних валах.
Необходимо, чтобы валки были установлены на станке в правильное положение в соответствии с типом профиля, который вы собираетесь сгибать.
Это предотвратит чрезмерное усилие и ненужное скручивание. При изгибе обычных секций, таких как Т-образная или угловая сталь, ножка на кромке никогда не должна доходить до шпонки, установленной на ведущем валу.
Если вы хотите получить лучший результат гибки, вставьте прокладку между двумя половинчатыми валками с точной толщиной и диаметром, чтобы поддержать изогнутую полку кромки.
Кроме того, необходимо, чтобы внутри закругленных стенок профилей при изгибе находился рулон с закругленным углом.
При секционной гибке ширина канавки валка должна равняться толщине профиля, который должен быть слегка прижат.
При гибке плоского железа на кромке паз верхнего валка должен быть предварительно подготовлен на 2–3–4 мм. больше толщины материала.
Общие инструкции по гибке
Ниже приводится рекомендуемый порядок работы на гибочном станке:
- Вставьте стержень между роликами слева направо и убедитесь, что канавки выровнены.Во время этой операции валки должны находиться в исходном положении, не сгибая профиль.
- Поверните левый маховик, удерживая штангу между валками, чтобы штанга находилась в горизонтальном положении, и поддержите ее стойкой.
- Снимите шину и поверните правый маховик, чтобы получить расчетную правильную настройку для желаемого радиуса.
- Запустите двигатель и поднесите секцию к валкам (слева направо). Три ролика будут тянуть заготовку вперед и перемещать ее без необходимости ручного вмешательства.Если этого не происходит, либо валки расположены слишком близко, либо длина фаски недостаточна. Однако преодолеть эту трудность можно следующим образом.
- Опустите правый рулон до тех пор, пока секция не согнется (не имеет значения, если она небольшая) на длину около 15 см. Включите реверсивную передачу, переместите заготовку назад и поднимите правый валок. Выполните гибку снова и, если необходимо, повторяйте эту операцию, пока пруток не войдет в валки в желаемом положении. Пункты 4 и 5 являются избыточными при использовании гидравлических моделей.
Как получить желаемый диаметр
Приготовьте три или четыре вырезаемых размера заготовки, которую нужно согнуть, длиной примерно 40–50 см. Вставьте один в машину и выполните пробную гибку.
Возможны два результата:
- Радиус правильный: проблем не обнаружено, можно продолжать работу.
- Радиус слишком большой или слишком узкий: правильно откорректируйте правильный рулон и вставьте другой обрезанный размер; повторите тест, пока не получите желаемый радиус.
Для этих испытаний используются размеры прямолинейного выреза; никогда не используйте гнутые детали или гнутые детали, выпрямляемые последовательно.
Повторяем, точность и непрерывность радиуса зависит только от ровности и однородности заготовки. Так как это иногда бывает трудно получить, гнутые детали должны подвергаться последовательной коррекции.
Гибка плоских профилей на ребро
Чтобы получить маленький круг, мы предлагаем обработать заготовку подходящей фаской.Рулоны необходимо установить в соответствии с положениями, показанными на рисунках A, B, C и D, и это зависит от качества, размеров материала и желаемого диаметра.
Обратите внимание;
- Рис. A: подходит только для толстых секций.
- Рис. B: подходит только для плоских, высоких и тонких секций.
- Рис. C: в этом положении показаны валки, установленные для получения окружностей малого диаметра.
- Рис. D: этого положения следует избегать, поскольку скорости обода валков имеют очень разные значения: в точках соприкосновения с профилем. №
В случае возникновения вибрации при гибке предлагаем снять ключ с одного из трех валков; лучше от правого нижнего.
В случае рис. a, b, c канавка верхнего валка должна располагаться на 2-3-4 мм. больше толщины материала. Это значение обратно пропорционально радиусу изгиба.
Участок гибки плоский на плоском
Рулоны должны быть в нормальном положении, при этом диски каждого рулона должны быть соединены друг с другом.
В случае непрерывной работы советуем оборудовать станок валками с канавкой размером и глубиной, равной сгибаемому сечению. При этом не полностью загнутые концы могут вызвать затруднения. Это неудобство можно устранить несколькими способами в зависимости от конкретного случая. Пожалуйста свяжитесь с нами.
Гибка квадратных профилей
Установите валки в нормальное положение, как указано ранее (поз. 2).
В случае непрерывной работы целесообразно оснастить станок валками с канавкой размером и глубиной, равной сгибаемым участкам.
Для получения небольших окружностей необходимо снять фаску с заготовки, чтобы ее было легче вставить между валками (для гидравлических моделей вышеуказанная операция не требуется).
При гибке квадратных профилей, если станок работает слишком шумно, это происходит из-за скорости обода, которая не соответствует внутренней и внешней окружности рабочего круга. Чтобы преодолеть эту трудность, мы предлагаем установить валок меньшего диаметра на верхнем валу станка, то есть пропорциональный внутренней и внешней окружности круга.Можно даже избежать вибраций, сняв ключ с одного из трех валков, возможно, с нижнего правого валка.
В случае поз. 3, с очень маленькими радиусами изгиба, рекомендуется использовать верхний валок с проточкой 2-3-4 мм. больше толщины профиля.
Это значение обратно пропорционально радиусу изгиба.
Гибка круглого профиля
Лучше, если станок будет оборудован валками с канавкой, соответствующей диаметру сгибаемого прутка; по круглым трубам.(Поз.11).
При необходимости гибки круглых профилей нескольких размеров для экономии средств, мы можем поставить 2 валка с V-образной канавкой, как показано на рисунке ниже.
Изгиб L-образной или угловой стойки
Как уже говорилось, секция должна быть вставлена между валками слева направо и в конечном итоге снята фаска (стр. 3).
Ролики должны быть установлены, как показано на рис. а. Нормальные закрытые валки устанавливаются на центральный вал, а открытые валки на боковые валы, следя за тем, чтобы радиальный угол соответствовал внутреннему радиусу секции.
Чтобы настроить рулон таким образом, прочтите предложения, данные выше в разделе «Настройка рулонов».
Для всех асимметричных секций в целом и угловых секций в частности необходимо использовать выпрямители для исправления любого скручивания, которое могло произойти при изгибе (рис. B).
Стандартные выпрямители используются для положения фланца ноги вне.
Левый выпрямитель должен быть выровнен по заготовке или, по крайней мере, оказывать небольшое давление.Правый выпрямитель должен больше выступать, то есть сильнее воздействовать на секции, пока не будет получена точная коррекция (рис. C).
Если возникают трудности при пропускании заготовки через правый выпрямитель, держите правый выпрямитель назад, ближе к машине и продвигайте его гаечным ключом, когда профиль достигнет и преодолеет его. Другое скручивание можно легко отрегулировать, установив на нижние валки 2 фланца большего диаметра для поддержки секции в боковом направлении. Инжир.d показывает дефект и его исправление.
В некоторых случаях можно заметить легкое сплющивание в соответствии с согнутой по краю ножкой. Чтобы избежать этого неудобства, необходимо вставить распорку толщиной с фланец и иметь такой диаметр, чтобы выдерживать ее при изгибе. На рис. Д показан дефект и его устранение.
Гибка L-образной или угловой стойки в
Это одна из самых сложных гибочных работ, и станок должен быть оборудован дополнительными правильными устройствами, как показано на рисунке на странице 19.Эти выпрямители поставляются только по запросу.
Ролики должны быть установлены с учетом рекомендаций, приведенных выше в разделе «Установка роликов»: распорка будет установлена на центральном валу с дополнительными выпрямителями, и она должна быть вставлена в канавку охватывающего ролика. , как показано на рис. а.
Секция должна всегда вставляться между рулонами слева направо и, при необходимости, иметь фаску (стр. 3).
Положение профиля по отношению к машине должно быть таким, чтобы одна ножка была обращена к центральному валку, а другая — к машине.
Когда начинается гибка, можно заметить, что профиль выходит скрученным (рис. B): теперь валок «C» должен быть опущен, а валок «D» нужно перемещать вперед, пока искажение не будет полностью исправлено (рисунок на странице 19).
После этой операции продолжайте сгибание и следите за тем, чтобы секция выходила точно квадратной формы (рис. C).
Другое скручивание иногда можно исправить, заменив стандартные валки коническим валком, избегая закрытия профиля на 90 °, и фланец большего диаметра, поддерживающий секцию сбоку.На рис. D показан дефект и его устранение.
В некоторых случаях может наблюдаться небольшое уплощение на задней части секции в соответствии с ногой, подвергшейся краевому изгибу. Чтобы избежать этого неудобства, необходимо вставить распорку толщиной с ножку и иметь такой диаметр, чтобы поддерживать ее во время изгиба. На рис. Д показан дефект и его устранение.
Гибка Т-образного профиля
Как обычно, мы должны учитывать правила, приведенные выше в заголовках «Подготовка заготовки» и «Установка валков» .
Изгиб данного профиля возможен в любом положении:
- Leg Out, поз. 7
- Leg In, поз. 8
- Боковая ножка поз. 25
Если требуется строгая перпендикулярность между плоско изогнутой стойкой и плоскостью изгиба, необходимо установить стяжные стержни на концах вала. Поставляются по запросу.
Гибка U-образного профиля — Ножки наружу поз. 9 / Ножки в поз. 10
Необходимо оборудовать станок валками, специально изготовленными с учетом размеров сечения.Для отдельных работ можно использовать стандартные рулоны.
Гибка П-образного профиля — Боковые стойки
Это одно из положений изгиба, которое требует большей мощности, чем другие, потому что момент сопротивления, соответствующий этой нейтральной оси, значительно увеличивается.
Стандартные валки можно использовать, но они должны быть установлены так, чтобы сопрягающие валки прилегали к машине, как показано на чертеже.
Основа загнутого по краю П-образного профиля опирается на охватываемый валок.
Внутренний валок будет иметь заднюю часть, обращенную к ножкам профиля, и будет действовать как направляющая.
Гибка круглых труб
Для такого рода работ особых трудностей нет. Однако на машине необходимо установить валки с канавкой, соответствующей диаметру сгибаемой трубы.
Возможно выполнение геликоидальных рулонов, шаг которых может быть определен перемещением правого правильного валка при выходе материала.
Для получения катушек с прямыми концами необходима модель с гидравлической регулировкой.
Гибка квадратных или прямоугольных труб
Необходимо оборудовать станок валками с канавкой, соответствующей внешним размерам изгибаемого профиля.
Как вы можете видеть на следующих рисунках, используя рулоны, состоящие из нескольких колец, можно гнуть профили разных размеров, экономя на расходах.
Посмотреть кольцевые валки, угловые валки, профильные валки, трубные валки или узнать цену
▷ бывшая в употреблении профилегибочная машина
Гибка профиля труб с помощью вертикального профилегибочного станкаПрофилегибочная машина для полной свободы проектирования
Задача гибки профилей состоит в том, чтобы иметь возможность придать выборочно и точно желаемую форму.Полые профили, как и трубы, связаны с риском изгиба. Перегиб трубы приведет к повреждению заготовки, так как она не подлежит ремонту. Профилегибочный станок содержит умную механическую систему, которая предотвращает это и позволяет производить точные радиусы. Существует несколько различных типов профиля , оборудование для гибки металла . Станки для гибки на оправке используются для тонкостенных труб диаметром всего несколько сантиметров. Эти машины состоят из оправки, гибочного инструмента, гибочной головки и контрподшипника.Во время гибки на оправке изгибаемый профиль проталкивается через оправку и фиксируется между гибочным инструментом и зажимом. Гибочная головка с механическим или гидравлическим приводом поворачивается вдоль оси гибки и тем самым формирует заготовку. Контрподшипник используется как опора для трубы в процессе гибки.
Типы станков для гибки профиля
Станок для гибки профиля в мастерскойТребования к процессу гибки зависят от радиуса гибки, прочности стены и материала.Чем более хрупким будет материал, чем тоньше стенки и меньше радиус изгиба, тем сложнее будет процесс изгиба. Процесс гибки на оправке лучше всего подходит для получения высококачественного материала с малым радиусом изгиба. Закаленная цементированная сталь — единственный материал, из которого может быть изготовлен инструмент для гибки. Этап дополнительного упрочнения необходим, чтобы гарантировать длительный срок службы инструмента. Если инструмент не затвердеет, он может сжиматься или деформироваться, что приводит к образованию складок.В процессе гибки эти складки оказывают формирующее влияние на заготовку, что делает ее бесполезной. Помимо использования закаленной стали, образование складок можно предотвратить, используя более гладкую складку или предварительно нагревая профиль. Для всех областей применения необходимо производить разные инструменты, поэтому гибка на оправке больше всего подходит для производства серийных и стандартных компонентов.
Euromac профилегибочный станокПирамидогибочные ролики особенно подходят для индивидуального изготовления профилей с радиусами радиуса.Обычно они состоят из трех роликов , которые движутся навстречу друг другу. Желаемый изгиб получаемого профиля зависит от размера внешних роликов и глубины среднего ролика. Ролики вращаются и могут изготавливать сложные гнутые трубные заготовки. Ролики для гибки пирамид обычно используются в автомобильных мастерских и сантехниками для изготовления отдельных профилей, таких как трубы и выхлопные трубы. Пирамидальные гибочные ролики доступны в виде комплектных обрабатывающих центров , которые могут производить сложные трубы и профили в желаемом количестве.Компания BILGER предлагает на продажу особенно дешевый и гибкий станок для гибки профилей , который можно использовать для небольших компаний, монтажных работ и предпринимателей. Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью набора стандартных инструментов, чтобы удовлетворить потребности оператора.
Размеры и типы станков для гибки профиля
Гибка профиля с помощью механического гибочного станкаТипы двигателей и рабочих систем для профилегибочных станков разрабатываются в зависимости от требований к профилю.Трубы и стержни малых и средних размеров могут изготавливаться с использованием чисто механических систем, таких как рычаги, шарнирные прессы и шпиндели. Эти профили регулярно создаются в зависимости от визуальной оценки, и этого обычно достаточно для некритичных приложений. Полумеханические гибочные машины работают с гидравлическими двигателями с ручным управлением. С помощью ручного насоса оператор может использовать гидравлическую систему для приложения большого целевого усилия к профилю. Этот процесс чаще всего используется для монтажных работ.Это позволяет производить отдельные изгибы профиля без использования электроэнергии. Автоматические и полностью гидравлические двигатели используются для гибочных станков . Они доступны для профилей всех размеров. Особенно большие гибочные машины можно найти рядом с путевыми и трубопроводными сооружениями. Необходимые изгибы производятся на месте с помощью мобильных станций.
Работа с профилегибами
Профили необходимы в контексте строительства.Они представляют собой элемент, состоящий из нескольких компонентов, используются для производства предварительно разработанного продукта. Для индивидуального производства профилей и требуется тот же набор навыков, что и в профиле занятий тех, кто занимается отделкой продукции. Индивидуальному производству профилированных деталей могут научиться также талантливые, но в остальном неквалифицированные рабочие. Гибка профилей относительно безопасна. Тем не менее, перед использованием профилегибочного станка полезно пройти инструктаж по технике безопасности. Компоненты массового производства полностью автоматически производятся на профилегибочных машинах, таких как машина для гибки алюминиевого профиля или машина для гибки профилей из ПВХ.Как и в случае с любой другой производственной машиной, единственными необходимыми задачами являются загрузка и разгрузка. Кроме того, эти продукты требуют регулярного контроля качества. Чтобы не приходилось учить квалифицированных рабочих обращаться с инструментами, рекомендуется подготовить шаблоны для этого во время контроля качества профилей. Износ гибочного инструмента минимален. Однако высокое усилие , необходимое для правильного изгиба профилей, может серьезно повлиять на контрподшипники станка.Обычно они регулируются. Строгие меры контроля качества могут достаточно рано выявить необходимость корректировки, чтобы предотвратить потери продукции и необходимость постпроизводства.
Производители профилегибочных машин
BILGER , GRANGIER CONSTRUCTEUR , O + P и NUOVA производят качественную продукцию для мастерских и монтажных работ. Поставщики станков для гибки металла ROUNDO , KNUTH , VOORTMANN и THOMAN рекомендуются для промышленных гибочных станков.Специальные машины, например, для крупных применений, таких как трубопроводы, доступны по номерам SUPERIOR и GENERAL DISCILLING . Получите доступ к самому большому выбору станков для гибки металла на продажу и к самой низкой цене на станки для гибки листового металла на TradeMachines.
Архивы листогибочных машин — Comeq, Inc.
4-валковая листогибочная машина СЕРИИ K
Новая серия K Эта серия, рожденная на основе исследований и опыта MG SRL, представляет НОВУЮ концепцию в мире гибки.Фактически, его можно использовать как обычный 4-валковый или 3-валковый гибочный станок, с особенностями того, что он имеет очень уменьшенную часть предварительной гибки по сравнению с традиционным […]
Модели4-х валковая листогибочная машина
Наша новая 4-х валковая линия предлагает множество преимуществ. Это самый простой в использовании гидравлический гибочный станок, благодаря способности зажимать лист между двумя моторизованными центральными валками, чтобы выполнить предварительную гибку в конце и гибку через все тело в одном направлении и за один проход. .Табличка […]
Модели3-х валковая переменная геометрия
Верхний валок перемещается вертикально, а боковые валки перемещаются горизонтально. Три валка приводятся в движение планетарными редукторами. Постоянная смазка. валки установлены на подшипниках высокой нагрузки и двухрядных роликах. Конусность роликов выполнена с b-конической формой для исключения прогиба роликов во время обработки. Новая переменная геометрия PH проста […]
МоделиТрехвалковая листогибочная машина
Наша линия трехвалковых гибочных станков имеет множество преимуществ.Это надежные и испытанные гидравлические гибочные машины с тремя ведущими роликами с гидравлическим зажимом, которые гарантируют точное и постоянное сопротивление материала. Простой в использовании и точный в изготовлении колец раковины, он может похвастаться уникальной универсальностью благодаря эксклюзивному […]
МоделиДвухвалковая листогибочная машина
Новая линия F — идеальное решение для гибки очень малых диаметров и максимальной производительности в промышленности.Машина MG имеет верхний валок из стали и нижний валок с электроприводом из специального уретанового материала: кривизна этого уретанового валка обеспечивает очень быстрое время гибки. Аспект моторизации тоже очень […]
Модели Гибочная машинаJorns: графическое управление и вдохновляющее действие
Полуавтоматический гибочный станок Jorns JB может иметь длину от 3,2 до 12,2 метра с возможностью гибки листового металла до 3 мм.Он предлагает большую свободу — и не только в том, что касается зажимного инструмента.
Зона перед и за зажимным инструментом гибочного станка Jorns JB предлагает открытое пространство выше среднего, что позволяет производить гибочные профили чрезвычайно эффективно. Использование сервотехнологии и стопорных пальцев, которые могут свободно перемещаться по бокам, гарантируют максимальную точность и гибкость при гибке параллельных, конических или перекрывающихся профилей.
Успешная гибка и последующая установка ваших профилей в немалой степени зависит от последовательного расчета позиций обработки и остановки в соответствии с методом «Сокращение гибки в соответствии с DIN 6935», интуитивно понятного графического программирования, высокого уровня угловой точности и равномерности закрытые водные складки.В конечном итоге JB дает вам время — время для большей свободы и новых идей в ваших проектах.
Каждая гибочная машина Jorns JB поставляется с первоклассным базовым оборудованием, которое можно персонализировать благодаря модульной конструкции машины. Затем вы настраиваете гибочный станок в соответствии с вашими личными требованиями и запланированными областями применения. Независимо от длины, гибкости, системы управления или ножниц, которые вы выберете, базовое оборудование остается одинаковым на всех машинах.Он предлагает высочайший уровень точности, большую свободу и максимальную безопасность.
Механическая конструкция станка
Благодаря своей прочной конструкции и сварной коробчатой конструкции, гибочный станок Jorns JB создан для длительной эксплуатации в суровых условиях. Прочные гибочные соединения имеют максимальный угол изгиба до 145 ° и точные углы изгиба по всей рабочей длине. Высокая сила зажима, необходимая для точного изгиба и закрытой кромки, может быть достигнута с помощью зажимных цилиндров, установленных на каждом зажимном рычаге.Зажимными цилиндрами можно управлять индивидуально. Это обеспечивает не только параллельное механическое закрытие зажимного инструмента, но и закрытие с предварительным натяжением — компенсируется упругая отдача материала, наблюдаемая при закрытии кромок прессом. В результате получаются параллельные кромки, подогнанные под профиль.
Геометрия инструмента
Сложная конструкция станка также включает инструмент с геометрией «G», который имеет открытое пространство 275 ° между верхней балкой и гибочной балкой перед станком. Гибочный инструмент с контуром 37 ° позволяет изготавливать точные шляпообразные профили под углом 90 ° и профили внахлест, используемые для облицовки.Зажимной инструмент расположен под углом 45 ° и имеет большое открытое пространство, чтобы можно было расположить предварительно изогнутые профили как можно ближе к точке зажима. Кассеты для листов в машине можно перемещать по горизонтали и вертикали, обеспечивая дополнительное открытое пространство ниже линии зажима для предварительно изогнутых профилей.
Безопасность оборудования
Основное оборудование гибочного станка Jorns JB дополняется сложной системой безопасности. Наивысший уровень безопасности гарантируется в любое время, не ограничивая повседневную работу на машине, даже при обработке гофрированного материала.Использование трехлучевой лазерной системы сводит к минимуму риск несчастных случаев при закрытии зажимного инструмента и при использовании ножниц.
Индивидуальная конфигурация машины
Модульная механическая конструкция гибочного станка Jorns JB закладывает основу для индивидуальной конфигурации машины, которая идеально подходит для ваших нужд. Вы определяете длину от 3,2 до 12,2 метра, способность гибки листового металла до 3 мм, систему управления, систему обратного упора, ножницы и другие опции, которые следует использовать.Взгляните на наш онлайн-конфигуратор ((Ссылка?)) Или свяжитесь с нами напрямую — мы будем рады помочь.
Зона перед и за зажимным инструментом гибочного станка Jorns JB предлагает открытое пространство выше среднего, что позволяет производить гибочные профили чрезвычайно эффективно. Использование сервотехнологии и стопорных пальцев, которые могут свободно перемещаться по бокам, гарантируют максимальную точность и гибкость при гибке параллельных, конических или перекрывающихся профилей.
Успешная гибка и последующая установка ваших профилей в немалой степени зависит от последовательного расчета позиций обработки и остановки в соответствии с методом «Сокращение гибки в соответствии с DIN 6935», интуитивно понятного графического программирования, высокого уровня угловой точности и равномерности закрытые водные складки. В конечном итоге JB дает вам время — время для большей свободы и новых идей в ваших проектах.
Пришло время сконфигурировать ваш собственный гибочный станок Jorns JB в соответствии с вашими пожеланиями и требованиями.Задав максимальную мощность гибки и максимальную длину гибки, вы можете указать размер вашей будущей гибочной машины Jorns JB. Имеющийся выбор не соответствует вашим ожиданиям? В таком случае свяжитесь с нами. Мы будем рады предложить систему нужного вам размера.
Мощность гибки
Пожалуйста, выберите 1.25 мм 1,50 мм 2,00 мм 3,00 мм
1,25 мм Сталь / Сталь 0,80 мм Inox 2,00 мм Алюминий
Длина гибки
Пожалуйста, выберите
Система управления — это изменяемый нервный центр гибочного станка Jorns JB.Он адаптируется к вашим требованиям и требованиям, а не наоборот. Вы можете выбрать одну из двух разных моделей: CP200 и OP3100. Ниже вы можете подробно увидеть, что могут предложить все системы управления. Их всех объединяет то, что ими можно управлять интуитивно.
Графическая система управления CP200
Высочайший уровень точности размеров и углов, быстрое выполнение от эскиза до профиля, автоматическая коррекция перегиба.Характеристики: сенсорный экран 21,5 дюйма, карта SSD, процессор I3 3,7 ГГц, аппаратные компоненты B&R, TeamViewer.
Простая система управления OP3100
Для простых профилей с максимум девятью различными углами изгиба.Особенности: ЖК-дисплей, поворотная ручка.
Устойчивая регулируемая система обратного упора имеет решающее значение для получения точных профилей гибки.На всех наших системах обратного упора стопорные пальцы могут свободно перемещаться и располагаться по бокам по всей длине, что обеспечивает высочайшую степень гибкости. Для вашего гибочного станка Jorns JB доступны следующие системы обратного упора:
Прочные и надежные ножницы абсолютно необходимы для точной резки параллельной или конической полосы листа, не говоря уже о точном профиле кромки.Какая производительность резки вам нужна? Выберите одну из наших систем ножниц для своей двойной гибочной машины Jorns JDB.
Ножницы валковые SE
Как правило, электрические валковые ножницы SE используются вместе со всеми нашими гибочными станками Jorns JB.
Роликовые ножницы SL
Как правило, гидравлические вальцовые ножницы SL используются со всеми нашими гибочными станками Jorns JB.
Роликовые ножницы SL3
Гидравлические вальцовые ножницы SL3 используются на гибочных машинах Jorns JB-200 и JB-300.
Ножницы валковые SH
Ручные вальцовые ножницы SH могут использоваться на всех гибочных станках Jorns JB с системой управления OP3100.
Каковы ваши планы по использованию гибочного станка Jorns JB? Если вы планируете использовать его только время от времени, то гидравлическая система в базовом оборудовании идеально подходит для ваших нужд, так как обеспечивает хорошую базовую скорость.Однако, если ваш гибочный станок Jorns JB используется несколько часов в день, вы можете повысить его производительность на 20–30 процентов с помощью более мощной гидравлической системы.
Сверхскоростная гидросистема (СВС)
Гидравлическая система SHS на 20% быстрее, чем система в базовой комплектации.В результате цикл гибки соответственно сокращается.
Сверхскоростная гидравлическая система (HYS)
Гидравлическая система HYS на 30% быстрее, чем система в базовом оборудовании.В результате цикл гибки соответственно сокращается. Необходимый аксиально-поршневой гидравлический агрегат закреплен на раме машины с левой стороны.
В гибочном станке Jorns JB вы выбрали чрезвычайно мощный станок, который может многое.Но это не все! Программное обеспечение, разработанное компанией Jorns для автономного программирования, и приложение J-Bend можно использовать для раскрытия всего потенциала машины. Следующее программное обеспечение также предлагает исключительную поддержку при использовании новейшей системы управления CP200 на гибочном станке Jorns JB.
Автономное программное обеспечение CP200 / CP300Twin
Приобретая гибочный станок Jorns JB, вы автоматически получаете одну лицензию на установку программного обеспечения на ПК, позволяющего программировать в автономном режиме.Каждая дополнительная лицензия используется для установки на следующий ПК.
J-образный отвод
Отмеченное наградами приложение J-Bend («Лучшее из швейцарских приложений») упрощает повседневные рабочие процессы.Чертежи и проекты профилей можно создавать на строительной площадке и отправлять прямо на вашу интерактивную гибочную машину Jorns. Приложение работает на планшетах и мобильных телефонах.
Bendex
Производитель: MicroSea System Solutions GmbH, Вена (A)
Met-IQ
Производитель MicroSea System Solutions GmbH, Вена (A)
Программное обеспечение SEMA
Производитель: SEMA GmbH, Wildpoldsried (D)
nu EVOLUTION
Производитель: nuIT GmbH, Санкт-Петербург.Пёльтен-Унтеррадльберг (А)
Благодаря модульной конструкции станка ваш гибочный станок Jorns JB можно настроить в соответствии с вашими индивидуальными потребностями с помощью следующих дополнительных опций.Например, может быть, вы хотите что-то сделать против вмятин на гибочных инструментах при гибке материалов с повышенной твердостью на краевом слое? Как насчет автоматического обеспечения идеальных изгибов благодаря оптимально настроенному воздушному зазору? Или, может быть, вы хотите предотвратить усиление упругости или создать точные параллельные открытые кромки.
Динамическое позиционирование (DP)
Динамическое позиционирование (DP), которое доступно только для гибочных машин Jorns и станков для двойной гибки, компенсирует деформации на концах профиля при гибке и при закрытии параллельных открытых кромок прессованием.
Динамическое коронирование (DC) (автомат)
Динамическое коронирование (DC) может автоматически компенсировать угловые ошибки, возникающие при увеличении толщины материала.
Инструменты для лазерной закалки
Закаленные лазером инструменты повышают износостойкость в три раза.
Светодиодное освещение
Светодиодное освещение не только хорошо выглядит, но и помогает выполнять ежедневную гибку на гибочном станке Jorns JB.
Автоматическая регулировка толщины материала (правая)
Гидравлическая регулировка толщины материала позволяет автоматически регулировать воздушный зазор между гибочным инструментом и верхним зажимным инструментом.
Ручное коронирование MC
Ручная коронка MC может компенсировать угловые ошибки, возникающие при увеличении толщины материала.
Видеоролики, видеоролики и учебные материалы о нашем гибочном станке Jorns JB дают представление об основных и специальных знаниях, связанных с функциями, технологиями и программным обеспечением станка.
Гибочный станок Jorns JB: максимальная гибкость благодаря оптимальной геометрии инструмента
Гибочный станок Jorns JB: гибкость благодаря произвольно выбираемому положению стопорных пальцев
Гибочный станок Jorns JB: максимальная производительность благодаря модульной конструкции
Гибочный станок Jorns JB: Системы ножниц — точные и безопасные
Гибочный станок Jorns JB: высокий стандарт безопасности без потери гибкости
Гибочная машина Jorns JB: точная кромка благодаря уникальной технологии
Гибочный станок Jorns JB: система обратного упора тип 14, коническая для максимальной точности
.