Самодельный электроэрозионный станок — Мысли и идеи
В прошлом году у меня появилась на короткое время установка для удаления сломанных метчиков Корейского производства http://www.joemars.com.tw/cutedm_tr100.htm
Мое любопытство не позволило мне отправить ее дальше не проверив ее в деле и не изучить из чего она сделана. К сожалению я пока не могу найти фотографии внутренностей генератора и механики, если найду , то обязательно помещу тут, а пока кратко расскажу , что она из себя представляла. Силовая часть представляла из себя трансформатор мощностью 500 Вт. с двумя обмотками , одна на 110 вольт , другая 12 вольт – для питания процессора. Обмотка 110 вольт через выпрямительный мост была подключена к батарее конденсаторов разной емкости, которые коммутировались с помощью реле, всего было три диапазона рабочего тока. Блок управления был выполнен на древней однокристалке . Если честно, то я думал что там будет хотя бы простейший генератор импульсов, но оказалось, что все гораздо проще.

Прочитав литературу, которую «desti» разместил на сайте, я понял, что можно попробовать сделать данное устройство самому, при участии заинтересованных посетителей форуму, которые я надеюсь, найдутся.
Потратив несколько дней на размышления и рисунки, я приобрел несколько компонентов, для начала и хотел бы услышать мнение о моей идеи реализации привода, простого в изготовлении. Вот, что было приобретено ; шаговый мотор с встроенным катанным винтом, с длинной подачи 0.025 за один шаг, два линейных подшипника и кусок закаленного шлифованного вала диаметром 8мм., к сожалению корпусов для подшипников в наличии не было и их придется вытачивать. Еще у меня давно лежит китайская электронная шкала, которую надо тоже приделать к механизму и патрончик с цангами от бормашины, для зажатия электродов.
вырезной и проволочный своими руками
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО).
Электроэрозионный метод обработки
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.


Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0. 01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
 01 секунды. Это дает высокую производительность при относительно хорошем качестве.
01 секунды. Это дает высокую производительность при относительно хорошем качестве.Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.
Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим.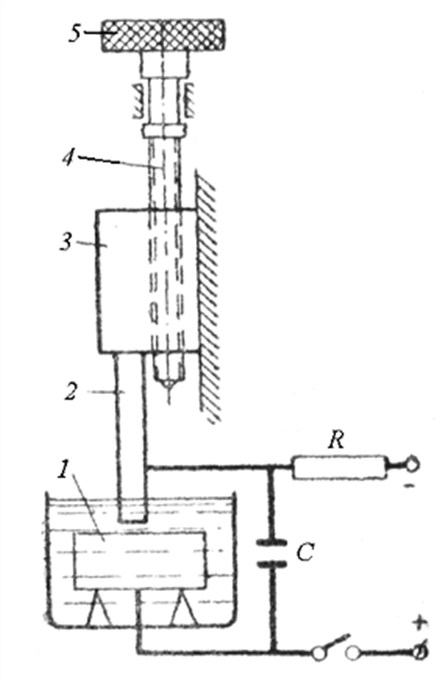 Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Вырезной и прошивной станок
Вопреки предвзятому мнению о сложности и невыполнимости такой задачи это не так. Это вполне посильная задача для простого обывателя, хотя все не так просто. Самый простой вид станка – это вырезной станок, предназначается для обработки деталей из легированных, тугоплавких и других прочных металлов.
Электроэрозионный вырезной станок
В электрической схеме присутствуют: источник питания, диодный мост, лампочка и набор конденсаторов, соединенных в параллельную цепь. На выход подключаются электрод и обрабатываемая деталь. Отметим еще раз, что это принципиальная схема для образного понятия принципа работы устройства. На практике схема дополнена различными элементами, позволяющими отрегулировать прошивной станок под требуемые параметры.
Общие требования к электрической схеме вырезного станка:
- Учитывайте необходимую мощность станка при выборе трансформатора;
- Напряжение на конденсаторе должно быть больше 320 В;
- Общая емкость конденсаторов должна быть не меньше значения в 1000 мкФ;
- Кабель, идущий от схемы к контактам, должен быть только медным и сечением не меньше 10 мм;
Один из примеров рабочей схемы:
Как сразу видно, схема значительно отличается от принципиальной, но в то же время не является чем-то сверхъестественным. Все детали электрической схемы можно найти в специализированных магазинах или просто в старых электронных приборах, давно пылящихся где-нибудь в гараже. Отличное решение – применить ЧПУ для управления станком, но такой способ управления стоит немало, да и подключение его на самодельный станок требует определенных навыков и знаний.
Конструкция станка
Все элементы электрической схемы необходимо надежно закрепить в корпусе из диэлектрика, в качестве материала желательно использовать фторопласт или другой с похожими характеристиками. На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.
На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.
На станине нужно закрепить держатель для электрода (должен быть закреплен подвижно) и обрабатываемой детали, а также ванночку для диэлектрика, в которой и будет проходить весь процесс. Как дополнение можно поставить автоматическую подачу электрода, это будет очень удобно. Процесс работы такого станка очень медленный, и для проделывания глубокого отверстия уходит много времени.
Проволочный станок своими руками
Электрическая схема проволочного станка та же, что и на вырезном станке, за исключением некоторых нюансов. Рассмотрим другие отличия проволочного станка. Конструктивно проволочный станок тоже похож на вырезной, но есть отличие – это рабочий элемент станка. На проволочном станке, в отличие от вырезного, – это тонкая медная проволока на двух барабанах, и в процессе работы проволока перематывается с одного барабана на другой.
Сделано это для снижения износа рабочего инструмента.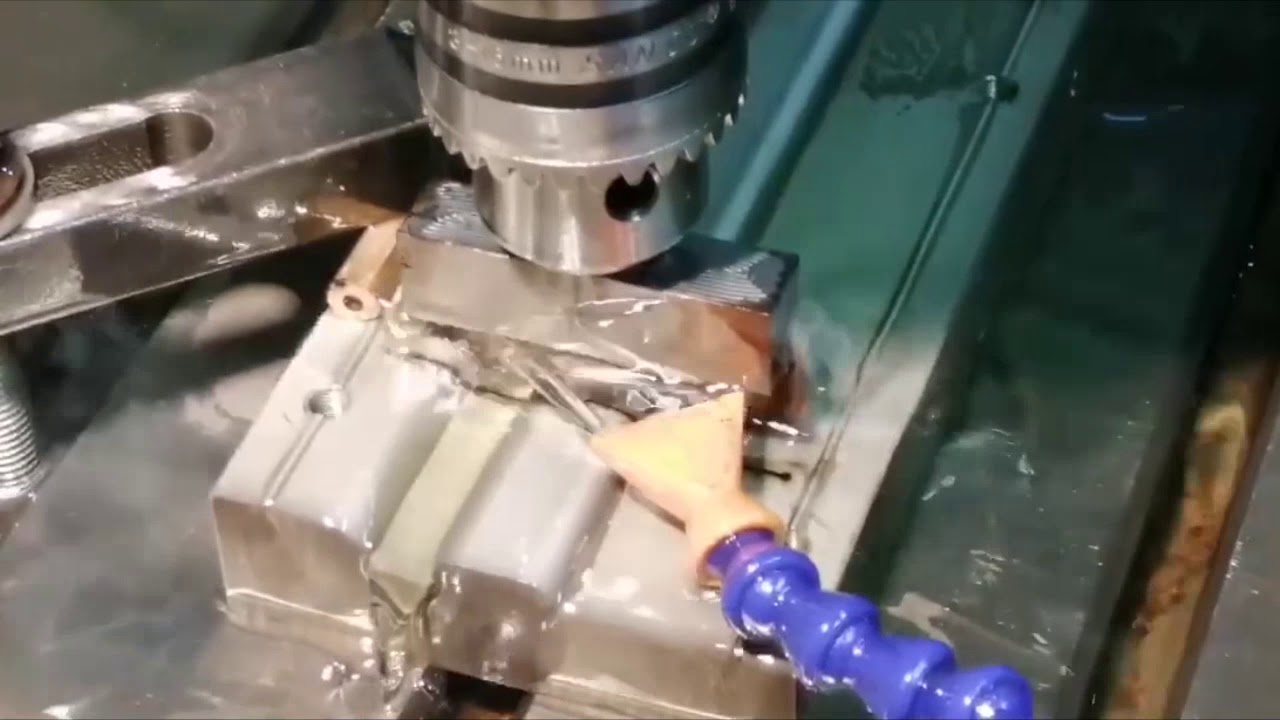 Неподвижная проволока быстро придет в негодность. Это усложняет конструкцию механизмом движения проволоки, который необходимо установить на станину для удобной обработки деталей. В то же время дает станку дополнительный функционал. При вырезании сложных элементов оптимальным вариантом будет поставить ЧПУ, но, как сказано выше, это обусловлено некоторыми сложностями.
Неподвижная проволока быстро придет в негодность. Это усложняет конструкцию механизмом движения проволоки, который необходимо установить на станину для удобной обработки деталей. В то же время дает станку дополнительный функционал. При вырезании сложных элементов оптимальным вариантом будет поставить ЧПУ, но, как сказано выше, это обусловлено некоторыми сложностями.
Электроэрозионный станок с ЧПУ проволочно вырезной
Проволочный электроэрозионный станок с ЧПУ.
Электроэрозионный станок позволяет выполнять операции, которые трудно или экономически невыгодно проводить на других станках, а также производить детали с высокой точностью обработки из материалов, которые трудно поддаются обработке другими инструментами.
Описание
Принцип работы
Описание электроэрозионного станка АР4300
Преимущества станка АР4300
Технические характеристики станка АР4300
Описание:
Электроэрозионный станок предназначен для вырезания деталей разной формы с высокой точностью из различных видов металла. При обработке важно, чтобы материал хорошо пропускал электричество, поэтому нужно почистить поверхность от лишних покрытий, которые не являются токопроводящими. А так же убрать различные шероховатости – отшлифовать поверхность для лучшего контакта с деталью.
При обработке важно, чтобы материал хорошо пропускал электричество, поэтому нужно почистить поверхность от лишних покрытий, которые не являются токопроводящими. А так же убрать различные шероховатости – отшлифовать поверхность для лучшего контакта с деталью.
Электроэрозионный станок не требует последующей фрезеровки детали, так как при обработке не происходит деформации поверхности. Позволяет выполнять операции, которые трудно или экономически невыгодно проводить на других станках, а также производить детали из материалов, которые трудно поддаются обработке другими инструментами.
Принцип работы:
Заключается в разрушении материала детали под воздействием импульсных разрядов, которые появляются при сближении электрода с деталью. Остатки после разрушения металла удаляются рабочей жидкостью.
Описание электроэрозионного станка АР4300:
В станках модели AR для обработки используется молибденовая проволока с реверсной перемоткой с одного барабана на другой, благодаря чему 200 метров проволоки хватает на 40 часов работы. Станки оснащены проливной системой охлаждения и имеют возможность обработки с максимальным углом наклона до ±6 градусов при толщине материала 50 мм.
Станки оснащены проливной системой охлаждения и имеют возможность обработки с максимальным углом наклона до ±6 градусов при толщине материала 50 мм.
Преимущества станка АР4300:
– возможность создавать программы обработки в диалоговом и визуальном режимах, непосредственно с пульта оператора;
– программное обеспечение позволяет проводить весь процесс изготовления детали от создания до обработки. Для создания детали используется специальная программа «TurboCad», которая является аналогом AutoCad’а;
– высокая точность позиционирования и стабильность обработки. Станина выполнена из высококачественного чугуна и имеет специальную конструкцию. На все оси станка установлены линейные направляющие;
– ввод/вывод программ возможно осуществлять через USB/LAN;
– все элементы электрического шкафа отвечают европейским нормам CE.
Технические характеристики станка АР4300:
Стол:
| Размер стола | 1300х900 | мм |
| Максимальный размер детали | 1300х900х500 | мм |
| Максимальная допустимая нагрузка на стол | 1500 | кг |
| Размер бака с диэлектриком | 1660х1100 | мм |
Рабочая зона:
| Перемещение X/Y | 1000х800 | мм |
| Перемещение U/V | 36х36 | мм |
| Перемещение по Z | 450 (автоматическое) | мм |
Резка:
| Скорость резки | >160 (сталь) | мм2/мин |
| Максимальный угол обработки | ±6°/50мм | град |
| Максимальная толщина детали | 200 | мм |
| Максимальная шероховатость детали | ≤1,0 | мкм |
| Стандартные варианты обработки | сталь/медь/алюминий/ твердый сплав | |
| Максимальный ток обработки | 10 | А |
| Диаметр проволоки | 0,12 – 0,20 | мм |
Точность:
| Точность позиционирования X | ±0,002 | мм |
| Точность позиционирования Y | ±0,002 | мм |
Система ЧПУ:
| Дисплей | 15″ цветной ЖК дисплей | |
| Клавиатура и мышь | 102 клавиши | |
| Режимы программирования | CAD/CAM/ISO | |
| Количество программируемых осей | 4 (X,Y,Z,C) | |
| Количество программируемых осей | MDI, USB, LAN |
Габариты и масса:
| Габариты (ДхШхВ) | 2650х2360х2465 | мм |
| Масса станка | 4000 | кг |
Примечание: описание технологии на примере электроэрозионного станка АР4300.
карта сайта
agie электроэрозионный станок арта вырезные
виды жидкость для электроэрозионных станков
инструкция модели оснастка проволока 0.25 латунная
для электроэрозионных станков проволочные с чпу
цена резки 4г721м agiecut схема станка
фильтры для электроэрозионных станков электроды
обработка станки прошивочные сверлильные принцип
характеристика цена бу генератор купить
электроэрозионный станок принцип работы программы
Коэффициент востребованности 1 816
Электроискровой проволочный станок своими руками
Опубликовано: 03.09.2018В промышленном и частном строительстве распространены профильные трубы. Из них конструируют хозяйственные постройки, гаражи, теплицы, беседки. Конструкции бывают как классически прямоугольными, так и витиеватыми. Поэтому важно правильно сделать расчет трубы на изгиб. Это позволит сохранить форму и обеспечить конструкции прочность, долговечность, на сайте https://avtoindustriya.com/gruzovye-avtomobili/gruzovye-avtomobili-kitay/faw/.
Из них конструируют хозяйственные постройки, гаражи, теплицы, беседки. Конструкции бывают как классически прямоугольными, так и витиеватыми. Поэтому важно правильно сделать расчет трубы на изгиб. Это позволит сохранить форму и обеспечить конструкции прочность, долговечность, на сайте https://avtoindustriya.com/gruzovye-avtomobili/gruzovye-avtomobili-kitay/faw/.
Регулировка редуктора заднего моста. Учебное пособие.Часть1
Металл имеет свою точку сопротивления, как максимальную, так и минимальную.
Максимальная нагрузка на конструкцию приводит к деформациям, ненужным изгибам и даже изломам. При расчетах обращаем внимание на вид трубы, сечение, размеры, плотность, общие характеристики. Благодаря этим данным известно, как поведет себя материал под воздействием факторов окружающей среды.
Электроэрозионный станок с линейным двигателем
Учитываем, что при давлении на поперечную часть трубы напряжение возникает даже в точках, удаленных от нейтральной оси. Зоной наиболее касательного напряжения будет та, которая располагается вблизи нейтральной оси.
Зоной наиболее касательного напряжения будет та, которая располагается вблизи нейтральной оси.
Во время сгибания внутренние слои в согнутых углах сжимаются, уменьшаются в размерах, а наружные слои растягиваются, удлиняются, но средние слои сохраняют и после окончания процесса первоначальные размеры.
Электроэрозионный проволочно-вырезной 2-х координатный станок
Ружьё, которое вам подходит, попадает туда, куда вы смотрите. Таким образом, когда вы подносите приклад ружья к вашему лицу – вы можете нажимать на спуск без колебаний, будучи уверенным, на что бы вы ни смотрели – оно получит заряд дроби в самый центр. Кроме того, с ружьём, которое вам подходит, удобнее обращаться и из него гораздо приятнее стрелять, на сайте https://avtoindustriya.com/gruzovye-avtomobili/gruzovye-avtomobili-kitay/faw/.
Как же узнать, подходит ли вам ваше ружьё? Большинство людей берут ружьё, вскидывают его к плечу и склоняются к прицелу. Если линия прицеливания совпадает с ожидаемой: « Оно неплохо подходит» . Обратная сторона подгонки – это использование пробного ружья с полностью регулируемым ложем. Вы стреляете по стальной пластине или по тарелочкам, а мастер в это время подгоняет под вас размеры ложа.
Если линия прицеливания совпадает с ожидаемой: « Оно неплохо подходит» . Обратная сторона подгонки – это использование пробного ружья с полностью регулируемым ложем. Вы стреляете по стальной пластине или по тарелочкам, а мастер в это время подгоняет под вас размеры ложа.
Хотя полная подгонка и очень полезная вещь – вы можете подогнать ружьё под себя самостоятельно. Всё больше моделей ружей – полуавтоматы Браунинг, Бенелли и Беретта, а также помповые ружья и полуавтоматы Моссберг – продаются с прокладками и проставками, с помощью которых вы можете изменить отгиб (погиб), отвод и длину приклада. С другими ружьями вам придётся импровизировать.
Мастера-оружейники используют квадратные стальные пластины размером 91 или 121 см, покрытые краской или смазкой, чтобы увидеть дробовую осыпь при проверке результатов подгонки ружья. Если у вас нет пластины, можно использовать лист или пластиковую скатерть. Подвесьте её и в центре прицельную метку размерами 5 см. Используйте чок с сильным сужением и встаньте на расстоянии 14 метров. Сначала используйте незафиксированное ружьё и плавно поднимайте его к щеке. Сфокусируйтесь на цели и выстрелите сразу же, как только ружьё коснется плеча. Не пытайтесь прицеливаться и не смотрите на мушку. Повторяйте, пока в мишени не появятся отверстие. Если отверстие располагается строго выше или ниже метки – вам нужно изменить отгиб (погиб) приклада. Если строго слева или справа – вам нужно изменить отвод. Каждый см смещения на дистанции 14 метров соответствует 1, 58 миллиметра изменения размеров приклада.
Используйте чок с сильным сужением и встаньте на расстоянии 14 метров. Сначала используйте незафиксированное ружьё и плавно поднимайте его к щеке. Сфокусируйтесь на цели и выстрелите сразу же, как только ружьё коснется плеча. Не пытайтесь прицеливаться и не смотрите на мушку. Повторяйте, пока в мишени не появятся отверстие. Если отверстие располагается строго выше или ниже метки – вам нужно изменить отгиб (погиб) приклада. Если строго слева или справа – вам нужно изменить отвод. Каждый см смещения на дистанции 14 метров соответствует 1, 58 миллиметра изменения размеров приклада.
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью. Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.
Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.
Самодельный элетроискровой станок
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт; установленная лампа ограничивает тока короткого замыкания и защиты диодного моста; чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка; после того как зарядка закончится, лампа погаснет; зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке; после того как проводится размыкание цепи, конденсатор снова начинает заряжаться; время зарядки установленного накопительного элемента зависит от его емкости.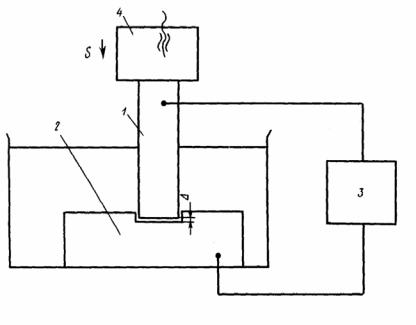 Как правило, временной промежуток от 0,5 до 1 секунды;
на момент разряда сила тока достигает несколько тысяч ампер;
провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Как правило, временной промежуток от 0,5 до 1 секунды;
на момент разряда сила тока достигает несколько тысяч ампер;
провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
на конденсаторе указываемое напряжение не должно быть менее 320 Вольт; количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
автомат используется для включения цепи;
электроды должны иметь прочные зажимы;
для минусового провода используется винтовой зажим;
Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
автомат используется для включения цепи;
электроды должны иметь прочные зажимы;
для минусового провода используется винтовой зажим;
Плюсовой провод имеет зажим с медного электрода и штатив для направления.Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.
Самодельный электроискровой станок
Основные элементы схемы электроискрового оборудования
Схема представлена нижеприведенными элементами:
электрод; винт зажима, используемый для фиксации плюсового провода и электрода; втулка для направления; корпус, изготавливаемый из фторопласта; отверстие, используемое для подачи масла; штатив.Корпус, который используется для соединения всех элементов, вытачивается их фторопласта. В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.
В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.
Схема электроискрового станка
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя может иметь ход 10 миллиметров. Обмотку пускателя подключают параллельно лампе. Именно поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса – она гаснет. После того, как шток был опущен, происходит искровой заряд.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Самодельный электроэрозионный прецизионный станок на коленке. Электроэрозионный станок — принцип работы, устройство и назначение
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской.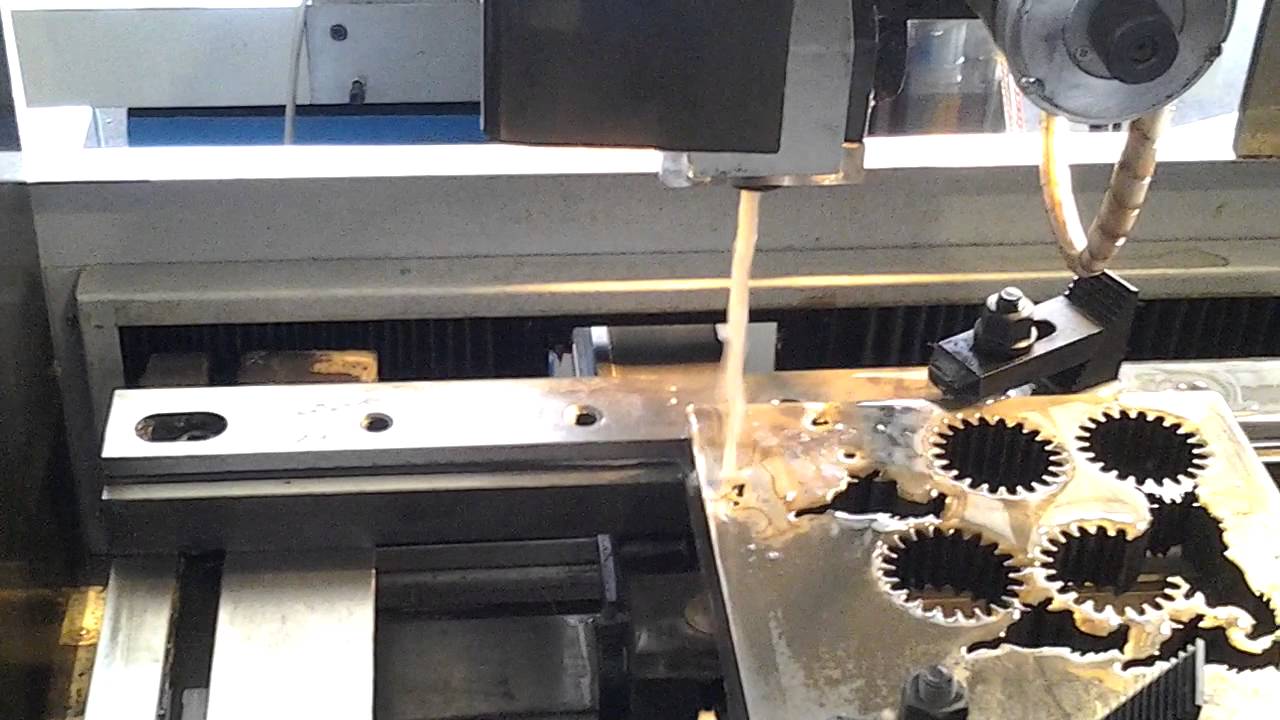 Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Если производить многократную искровую обработку, то процесс испарения мельчайших частиц в зоне искрения будет более заметным. Произойдет разогрев металла. Поэтому для снижения температуры подается охлаждающая жидкость.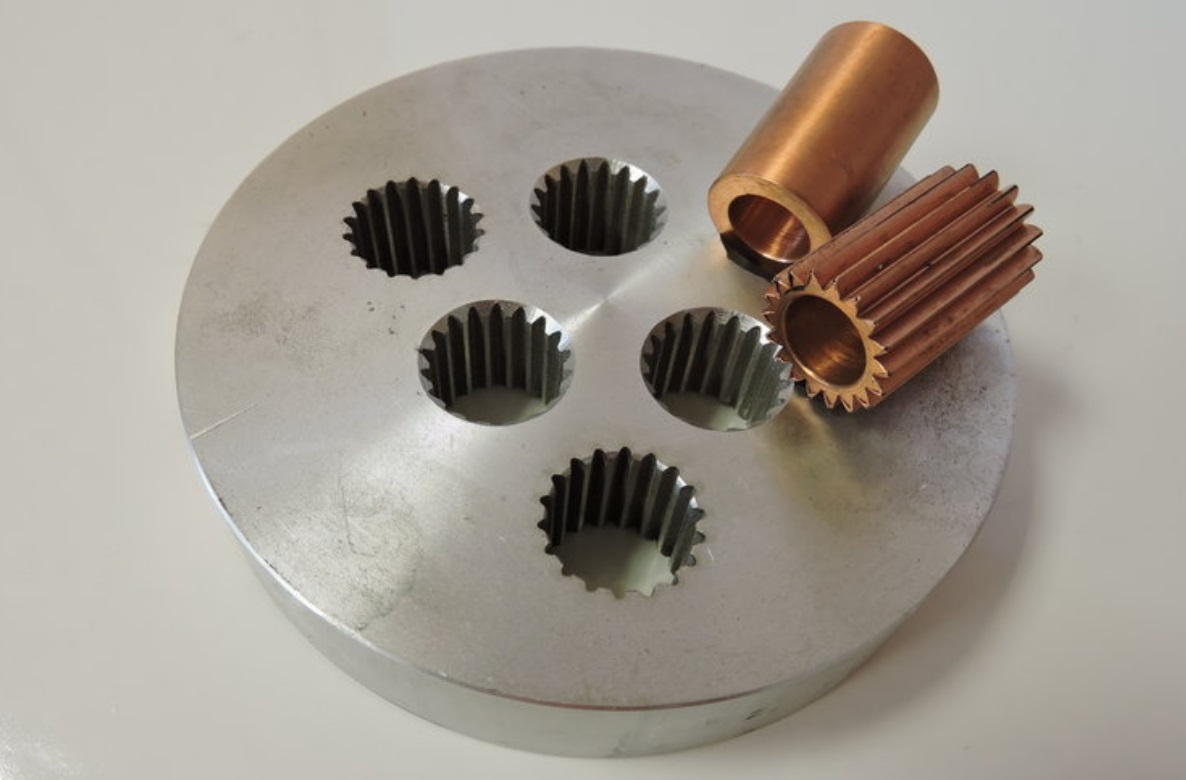
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Чтобы произвести следующий электрический разряд и выжигание еще одной порции металла, необходимо электрод отвести от детали. Потом происходит повторное заряжение конденсаторов.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Разработка горизонтального электроэрозионного станка
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.
Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Заключение
- Станок для электроэрозионной обработки металла позволяет выполнять доработку закаленных деталей, не снижая их прочности.
- Даже самый простейший станок, изготовленный из подручных материалов, позволяет выполнять ряд операций, которые невозможно выполнить другими инструментами и приспособлениями.
Простая электроискровая установка (рис. 1) позволяет легко и быстро обрабатывать небольшие детали из электропроводящих материалов любой твердости. С ее помощью можно получать сквозные отверстия любой формы, извлекать сломавшийся резьбовой инструмент, прорезать тонкие щели, гравировать, затачивать инструмент и мн.др.
Сущность процесса электроискровой обработки заключается в разрушении материала заготовки под действием импульсного электрического разряда. Благодаря малой площади рабочей поверхности инструмента в месте разряда выделяется большое количество тепла, которое расплавляет вещество обрабатываемой детали. Процесс обработки наиболее эффективно идет в жидкости (например, в керосине), омывающей место контакта вибрирующего инструмента и детали и уносящей с собой продукты эрозии. Инструментом служат латунные стержни (электроды), повторяющие форму предполагаемого отверстия.
Рис. 1. Малогабаритная электроискровая установка:
1 — обрабатываемая деталь; 2 — инструмент; 3 — электромагнитный вибратор; 4 — зажимное устройство; 5 — ванночка.
Принципиальная электрическая схема установки изображена на рис. 2. Работает установка следующим образом. Разрядный конденсатор С1 соединен своим плюсовым выводом с обрабатываемой деталью 1. Минус его подключен к инструменту 2. Электромагнитный вибратор 3 сообщает инструменту непрерывные колебания. Этим обеспечивается постоянное искрение в месте контакта и предотвращается возможность сварки инструмента с деталью. Обрабатываемая деталь 1 закреплена в зажимном устройстве 4, которое имеет надежный электрический контакт с ванночкой 5.
Силовой трансформатор собран на сердечнике Ш32 из обычной трансформаторной стали. Толщина набора 40 мм. Первичная обмотка содержит 1100 витков провода ПЭВ 0,41 с отводом от 650-го витка. Вторичная обмотка имеет 200 витков провода ПЭВ-2 диаметром 1,25 мм. Между первичной и вторичной обмотками помещена экранирующая обмотка III , состоящая из одного слоя, намотанного проводом ПЭВ 0,18. Емкость разрядного конденсатора 400 мкФ (два конденсатора типа КЭ-2 200 х 50 В). Реостат R1 рассчитан на ток 3—5 А. Этот реостат намотан нихромовым проводом диаметром 0,5—0,6 мм на сопротивлении ВС-2.
Рис. 2. Принципиальная электрическая схема электроискровой установки.
Диоды Д1—Д4 типа Д304, можно использовать и другие типы диодов. На выходе выпрямителя напряжение порядка 24—30 В. Можно использовать источники питания и с более низким напряжением, но с большим током, чтобы мощность, потребляемая цепью заряда, была не менее 50—60 Вт.
При работе установки происходит непрерывное искрение. Для уменьшения помех, создаваемых установкой, в цепь ее питания необходимо включить простейший фильтр радиопомех.
Рис. 1. Электроискровой карандаш: 1 — рабочий электрод; 2 — сердечник; 3 — щечка; 4 — трубка; 5 -лента изоляционная; 6 — обмотка электромагнита; 7 — пружина; 8 — пробка; 9 — провод соединительный; 10 — зажим
ки. Возле передней (по рисунку) щечки к трубке паяют конец провода катушки (ПЭЛШО 0,5-0,6) и наматывают провод виток к витку по всей поверхности трубки в 7-8 слоев. марки МГШВ) сечением не менее 1 мм», к концу которого припаивают зажим типа «крокодил». От случайных повреждений катушку защищают слоем лакоткани, поверх которой наматывают слой изоляционной ленты. После этого в трубку вставляют пружину (15-20 витков), ввинчивают пробку (винт М5), а в разрезной конец сердечника плотно вставляют электрод — стальную иглу диаметром 1 мм. При работе металлическую деталь, на которую необходимо нанести рисунок или надпись, соединяют с одним из выводов понижающей (5-10В) обмотки трансформатора, а другой вывод обмотки — с зажимом «крокодил» на выводе катушки. Смочив поверхность детали керосином, прикасаются к ней острием иглы. При этом замыкается цепь питания катушки, и возникающее магнитное поле втягивает сердечник внутрь трубки. Цепь размыкается. Затем сердечник под действием пружины возвращается в исходное состояние, и игла вновь касается металла. Между иглой и поверхностью обрабатываемой детали возникает искра, которая и оставляет четкий след на металле.
Малогабаритная электроискровая установка
Простая электроискровая установка позволяет легко и быстро обрабатывать небольшие детали из электропроводящих материалов любой твердости. С ее помощью можно получать сквозные отверстия также любой формы, извлекать сломавшийся резьбовой инструмент, прорезать тонкие щели, гравировать, затачивать инструмент и др. Сущность процесса электроискровой обработки заключается в разрушении материала заготовки под действием импульсного электрического разряда. Благодаря малой площади рабочей поверхности инструмента в месте разряда выделяется большое количество тепла, которое расплавляет вещество обрабатываемой детали. Процесс обработки наиболее эффективно идет в жидкости (например, в керосине), омывающей место контакта вибрирующего инструмента и детали и уносящий с собой продукты эрозии. Инструментом служат латунные стержни (электроды), повторяющие форму предполагаемого отверстия. Принципиальная электрическая схема установки изображена на рис. 3. Работает установка следующим образом. Разрядный конденсатор Ci соединен своим плюсовым вы-
Современные устройства, машины, приборы и механизмы состоят из более сложных деталей, если сравнивать их с устройствами, которые выходили ранее. На данном этапе технического прогресса от устройств требуется выполнение больших объёмов работы. Люди склонны всё механизировать для того, чтобы упрощать свою повседневную жизнь, а также для достижения новых результатов в исследованиях или в таких областях, как строительство, промышленность и так далее. Вместе со сложностью деталей соответственно усложнилась их обработка.
Для обрабатывания деталей используют различные устройства. Они различаются и принципом работы, и назначением, и в других аспектах. Но огромное количество специалистов подчёркивает преимущество использования электроэрозионных станков, которые предназначены для обработки различных деталей , причём с весьма убедительными результатами и показателями.
Назначение электроэрозионных станков
Электроэрозионные станки применяются для вырезания различных заготовок, имеющих самую разную форму и размеры. Обработка происходит либо под прямым углом, либо под углом от 1 до 30 градусов. Угол, под которым производится обработка заготовок, зависит прежде всего от комплектации станка. Начало реза может происходить от кромки заготовки, а также и изнутри её через отверстие, которые предварительно просверлено. Электроэрозионные станки предназначаются для производства деталей с точностью до 0,015 миллиметра.
Основным предназначением электроэрозионных станков считается замена штамповки. Станки такого типа могут вырезать сразу несколько заготовок , благодаря возможности пакетной обработки. При этом не требуется последующая фрезеровка детали, так как при обработке не происходит поверхностной деформации обрабатываемой заготовки.
Также станок позволяет производить различные матрицы и шаблоны. Одним из его больших преимуществ является то, что он может быть легко и быстро перенастроен. В принципе, вся перенастройка электроэрозионного станка заключается в выполнении нескольких операций: сначала нужно загрузить из AUTOCAD требуемый чертёж, затем произвести несколько действий уже на компьютере, после чего настроить генератор и уже после этого можно начинать обработку следующей заготовки. Опытные операторы тратят на настройку устройства в среднем всего 15 минут.
Станки такого типа состоят из следующих узлов:
Станина станка
Данная деталь отливается из чугуна. В камере сняты внутренние напряжения. Внутреннее пространство станины предназначено для монтажа электрооборудования , так как сама станина имеет коробчатый тип. Рабочая часть станины в прецизионно отшабрена и отшлифована в некоторых местах, а именно: на каретке барабана, на креплениях колонны и на направляющих рабочего стола.
Рабочий стол станка
Это очень важная составляющая электроэрозионного станка. Состоит рабочий стол из двух плит, которые установлены на шарико-роликовые направляющие. Плиты устанавливают друг над другом.
Если существует потребность в перемещении стола, то нужно задействовать два шаговых двигателя. Делается это при помощи двух шарико-винтовых пар. Также можно менять положение рабочего стола вручную , при этом используя колесо подачи, которые закреплены всё на тех же валах шарико-винтовых пар.
Проволочный конвейер
Данная часть станка состоит из проволочного барабана, а также системы роликовых направляющих, которые размещены в нижнем и верхнем рукавах.
Управляющий компьютер и генератор могут быть размещены либо в стойке, либо в рабочем столе с тумбой. Отличия лишь в стоимости устройства, монолитности компоновки, а также в дизайне всего оборудования.
Принцип работы электроэрозионного станка
После того как выше были рассмотрены конструктивные аспекты существующих электроэрозионных станков, следует разобраться в принципе их работы. Нельзя не упомянуть, что процедуры обработки деталей, которые применяются на устройствах такого типа, позволяют достигать просто поразительных результатов.
Для начала пару слов о том, что такое электрическая эрозия, ведь как мог уже догадаться читатель из названия станка, именно эта реакция стоит в основе работы таких устройств.
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей , который называется электроэрозионным.
Сама электроэрозионная обработка осуществляется путём изменения размеров, формы, шероховатости и свойств поверхности обрабатываемой заготовки под влиянием электрических разрядов в результате электрической эрозии, воздействующих на заготовку при обработке.
Из-за того, что в зоне разряда действуют весьма высокие температуры (8000 — 12000 градусов по Цельсию), металл подвергается следующим изменениям : нагрев, затем последующее расплавление и даже частичное испарение. Для того чтобы получить такие высокие температуры в зоне разряда, создаётся большая концентрация энергии, которая достигается благодаря генератору электрических импульсов. Сам процесс электроэрозионной обработки происходит в рабочей жидкости, а именно в дистиллированной воде. Она заполняет пространство между имеющимися электродами. Одним из этих электродов является сама заготовка, а вторым — электрод-инструмент (электрод трубчатый).
Под действием сил, которые возникают в канале разряда, а также благодаря тому, что электрод быстро вращается, происходит выброс уже жидкого и парообразного металла из зоны разряда в окружающую его рабочую жидкость, а затем его застывание в ней с образованием отдельных мелких частей. В заготовке, под действием импульса тока, образуется отверстие. Кроме этого, можно наблюдать угар электрода-инструмента , происходящий параллельно образованию отверстия.
Следует заметить, что электрод-инструмент обязательно должен быть изготовлен из материала с высокой эрозионной стойкостью. Такими материалами, которые обладают таким важным качеством и которые способны обеспечить стабильность протекания процесса электроэрозии, являются: вольфрам, графит, алюминий, латунь, медь и графитовые материалы. Обычно в таких станках используются медные или латунные трубчатые электроды.
Параметры, которые влияют на скорость и точность обработки
Для того чтобы ещё лучше разобраться в работе электроэрозионных станков и влиять на её качество, можно указать несколько важных параметров , которые напрямую влияют на точность и скорость процесса обработки:
Кроме вышеназванных параметров можно назвать ещё один, который также может оказывать большое влияние на процесс электроэрозионной обработки. Этим параметром является положение универсального патрона для крепления электродов, а именно прямолинейность его нахождения относительно оси Х. Поэтому пользователю станка настоятельно рекомендуется осуществлять поверку патрона на регулярной основе.
Возможности электроэрозионного станка
После того, как были обговорены все тонкости процесса обработки на электроэрозионном станке, можно упомянуть о возможностях этого очень полезного устройства, со столь внушительным функционалом.
Электроэрозионный станок:
Выводы
Электроэрозионные станки являются очень полезными устройствами, которые способны выполнять очень сложную работу. Огромное количество пользователей, которые проводят обработку различных материалов именно на станках такого типа, свидетельствуют в пользу такого оборудования, зарекомендовавшего себя с наилучшей стороны.
Целый ряд достоинств, а также нетипичный принцип работы, которые позволяет достигать выдающихся результатов при обработке различных заготовок, делают это обрабатывающее оборудование настоящим титаном среди устройств другого типа, но предназначенных также для обработки различных заготовок.
Простота эксплуатации электроэрозионных станков позволяет осуществлять на нём работу даже тем пользователям, которые ранее не имели опыта или определённых навыков работы с таки оборудованием.
Принцип работы электроэрозионных станков, заключающийся в использовании электрической эрозии для обработки заготовок, позволяет добиваться очень качественных результатов.
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью. Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения. Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.
Основные элементы схемы электроискрового оборудования
Схема представлена нижеприведенными элементами:
- электрод;
- винт зажима, используемый для фиксации плюсового провода и электрода;
- втулка для направления;
- корпус, изготавливаемый из фторопласта;
- отверстие, используемое для подачи масла;
- штатив.
Корпус, который используется для соединения всех элементов, вытачивается их фторопласта. В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя может иметь ход 10 миллиметров. Обмотку пускателя подключают параллельно лампе. Именно поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса – она гаснет. После того, как шток был опущен, происходит искровой заряд.
«Электроэрозионный станок своими руками
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Если производить многократную искровую обработку, то процесс испарения мельчайших частиц в зоне искрения будет более заметным. Произойдет разогрев металла. Поэтому для снижения температуры подается охлаждающая жидкость.
Схема искрового генератора:
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Чтобы произвести следующий электрический разряд и выжигание еще одной порции металла, необходимо электрод отвести от детали. Потом происходит повторное заряжение конденсаторов.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Виды оборудования и методы обработки
Описать работу электроэрозионного станка можно так: взять заряженный конденсатор и поднести его электродами к металлической пластине. Во время короткого замыкания происходит разряд конденсатора. Яркая вспышка сопровождается выходом энергии (высокой температуры). В месте замыкания образуется углубление вследствие испарения некоторого количества металла от высокой температуры.
На технологическом оборудовании реализованы различные виды получения электрических разрядов. Среди основных схем выделяются:
- электроискровая;
- электроконтактная;
- электроимпульсная;
- анодно-механическая.
Реализуя одну из схем на практике, изготавливают станки. На принципе электрической эрозии были выпущены следующие станки в разных модификациях:
- вырезной;
- проволочный;
- прошивной.
Для получения точных размеров и автоматизации процесса оборудование комплектуется числовым программным управлением (ЧПУ).
Электроискровой станок работает за счет искрового генератора. Генератор — это накопитель энергии, который дает электрический импульс. Для постоянной подачи импульсов организуется конденсаторная батарея.
Чтобы организовать электрическую цепь, катод подключают к исполнительному инструменту, а анод — к обрабатываемой детали. Постоянное расстояние между электродом и деталью гарантирует однородность протекания процесса. При вертикальном опускании электрода на деталь происходит прошивка металла и образование отверстия, форма которого задается формой электрода. Так работает электроэрозионный прошивной станок.
Для изготовления деталей из твердосплавных и труднообрабатываемых деталей используется электроэрозионный проволочный станок. В качестве электрода в нем выступает тонкая проволока. При испарении металла на поверхности обрабатываемой детали образуются окислы, обладающие высокой температурой плавления. Для защиты от них процесс проводят в жидкой среде или масле. Во время искрообразования жидкость начинает гореть, забирая кислород и другие газы из рабочей зоны.
Станки такого типа иногда бывают единственно возможным способом изготовления конструкционного элемента. Но покупка оборудования для электроэрозионной обработки для выполнения нечастых работ — разорительное занятие. Поэтому если возникла необходимость, то можно изготовить электроэрозионный станок своими руками.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Электроискровое напыление своими руками
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки.
Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью.
Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками.
Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения.
Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.
Самодельный элетроискровой станок
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки.
Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров.
Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности.
Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности.
Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора.
Для обработки следует использовать накопительный элемент большой емкости.
Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени.
По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
Электрическая схема электроискровой установки
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками.
Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост.
При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Разработка горизонтального электроэрозионного станка
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.
Физические основы
Основы:
- Если длительность электрического импульса будет кратковременной, повысится износ анода. Если продолжительность импульса будет длительной, повысится износ катода.
- Чтобы увеличить долговечность рабочей части оборудования, на нее подаются униполярные импульсы.
- Разряды подаются периодично через короткие импульсы.
- Один электрод сама деталь, второй — электрод-инструмент.
Для стабильной работы оборудование подключают к отрицательным и положительным клеммам генератора переменного тока.
Электроды (Фото: Instagram / svarka_volgodonsk)
Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Самодельный электроэрозионный станок схема
Электроэрозионный станок своими руками
У некоторых домашних мастеров возникает идея изготовить электроэрозионный станок своими руками для собственной мастерской. Желание объясняется тем, что иногда приходится обрабатывать детали с высокой твердостью. Производить отжиг для понижения прочности нельзя. Возможна деформация детали и будут нарушены требования, предъявляемые к качеству обработанной поверхности или иные характеристики.
В результате искровой эрозии производится прожиг сквозных отверстий или нанесение маркировки. Возможна обработка поверхности сложной формы, задаваемой электродом.
Основные особенности электроэрозии
Принцип работы эрозионной установки для металлических деталей основан на удалении мельчайших частиц обрабатываемого материала искровым разрядом. В результате однократного воздействия в точке контакта остается небольшая лунка. Чем мощнее искра, тем шире и глубже образуется углубление.
Если производить многократную искровую обработку, то процесс испарения мельчайших частиц в зоне искрения будет более заметным. Произойдет разогрев металла. Поэтому для снижения температуры подается охлаждающая жидкость.
Схема искрового генератора:
Электросхема устройства предусматривает использование:
- диодного моста, он выпрямляет подаваемое переменное напряжение из сети 220 В;
- лампа накаливания Н₁ на 100 Вт представляет активную нагрузку;
- конденсаторы С₁, С₂, С₃ накапливают энергию для получения разового искрового разряда.
При включении схема в сеть загорается лампа Н₁, на конденсаторах С₁,…, С₃ накапливается электрический заряд. В момент полной зарядки конденсаторов прекращается течение электрического тока по цепи. Лампа Н₁ гаснет, что служит сигналом для возможности получения искры.
Электрод подводится к детали. Остается зазор, через который происходит пробой. На металле выжигается небольшая лунка.
Чтобы произвести следующий электрический разряд и выжигание еще одной порции металла, необходимо электрод отвести от детали. Потом происходит повторное заряжение конденсаторов.
Подобные действия происходят многократно. При каждом последующем действии электрод сильнее внедряется в металл, вырывая частицы на большей глубине.
Приведенная схема для полного заряда конденсаторов требует около 0,5…0,7 с времени. Величина тока в цепи заряда составляет примерно 0,42…0,47 А. При осуществлении контакта в зоне разряда ток возрастает до 7000…9000 А. При столь высоком значении происходит испарение 0,010…0,012 г металла (сталь).
Для высокого значения тока необходимо использовать медные провода сечением 8…10 мм². Чтобы прожечь отверстие, электрод изготавливают из толстой латунной проволоки. Чтобы запустить непрерывный процесс работы, нужно с частотой около 1 Гц подводить электрод к обрабатываемой детали.
Техническое задание на проектирование самодельного станка
Чтобы сделать самодельный электроэрозионный станок нужно изготовить ряд приспособлений, которые помогут автоматизировать производственный процесс.
- Нужна станина, на ней будет размещаться механизм перемещения электрода.
- Потребуется сам механизм, позволяющий периодически подводить и отводить электрод к обрабатываемому материалу.
- Для выжигания отверстий разных форм нужно иметь набор электродов. Специалисты рекомендуют использовать молибденовую проволоку.
- Для различных типов основного инструмента потребуется менять мощность устройства и силу тока. При разных режимах работы принципиальная электрическая схема должна позволять проводить регулирование величины разряда на электроде. В ней нужно предусмотреть изменение частоты пульсации напряжения.
- Для охлаждения детали (перегревать закаленную сталь нельзя, происходит отпуск со снижением твердости) в зону работы нужно осуществлять подачу охлаждающей жидкости. Чаще используют обычную воду или растворы солей. Вода попутно вымывает шлам (разрушенные частицы металла).
Внимание! В промышленных установках, например, японская фирма по производству станков «Sodick» использует ванны из ударопрочного стекла. В них организуется поток жидкости в зону обработки, а также отвод отработавшей воды и последующая фильтрация.
Разработка горизонтального электроэрозионного станка
Схема установки включает основные узлы и детали:
- 1 – электрод;
- 2 – винт фиксации электрода в направляющей втулке;
- 3 – клемма для фиксации положительного провода от преобразователя напряжения;
- 4 – направляющая втулка;
- 5 – корпус из фторопласта;
- 6 – отверстие для подачи смазки;
- 7 – станина.
Установка небольшого размера, которую можно установить на столе. В корпусе 5 направляющая втулка 4 может перемещаться в обе стороны. Для ее привода нужен специальный механизм или приспособление.
К втулке 4 крепится электрод 1, плюсовой провод также присоединен с помощью клеммы 3. Остается только собрать предложенную схему в реальную установку в домашних условиях. В ней использована самая простейшая оснастка.
Краткое описание самодельной установки
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.
Как усовершенствовать станок?
Изготовленный простейший станок представляет собой действующую модель. Его назначение – образование отверстий в закаленных деталях.
В дальнейшем нужно рассмотреть вариант с вертикальным расположением электрода. Тогда под него можно установить ванну. Процесс будет происходить без возможных неисправностей, связанных с наличием неубираемого шлама из рабочей зоны.
Нужно также рассмотреть дополнительные механизмы для плавной подачи инструмента. Возможно, потребуется осуществлять не только осевое перемещение, а также движение электрода в горизонтальной плоскости, чтобы проводить трехмерную обработку поверхности.
Любой простейший станок дает мысли к тому, как его в дальнейшем усовершенствовать и создать более удобный агрегат. Главное, сделать первый шаг и попробовать изготовить первый образец.
Видео: самодельный электроискровой станок.
Заключение
- Станок для электроэрозионной обработки металла позволяет выполнять доработку закаленных деталей, не снижая их прочности.
- Даже самый простейший станок, изготовленный из подручных материалов, позволяет выполнять ряд операций, которые невозможно выполнить другими инструментами и приспособлениями.
Самодельный электроэрозионный станок для резки сложных материалов, таких как магниты, с легкостью
Много лет назад [ScorchWorks] построил инструмент для электроэрозионной обработки (EDM) и недавно решил написать о нем. А после перерыва встроено видео.
Сборка основана на проектах, описанных в книге Роберта Ланголоа «Build EDM». Электроэрозионный электроискатель работает путем создания множества небольших электрических разрядов между электродом желаемой формы и материалом под ванной с диэлектрическим растворителем.Это растворяет материал именно там, где оператор хотел бы его растворения. Это одна из самых точных и щадящих операций обработки.
Его EDM построен в основном из найденных деталей. Источник питания представляет собой трансформатор для микроволновой печи, соединенный с проводом 18 калибра, чтобы снизить напряжение до шестидесяти вольт вместо первоначального повышения духовки до 1,5 кВ. Резистор питания поступает от сушильного элемента, украденного из устройства, расположенного у дороги. Плата управления была вытравлена с использованием схемы, начерченной рукой на меди с помощью Sharpie.
Элемент линейного перемещения — это две квадратные латунные трубки, одна скользящая внутри другой. Шаговый двигатель медленно вводит электрод в деталь. Охлаждающая жидкость перекачивается через электрод, который удерживается маленькой частью, напечатанной на 3D-принтере.
Электроэрозионный станок работает хорошо, и у него есть несколько примеров деталей, демонстрирующих его способность выполнять сложные резки. Такие вещи, как дырка в лезвии бритвы, небольшое отверстие в очень маленьком куске толстой стали и даже отверстие в магните.
.
Mini Edm Machine Портативная Edm Machine
1.Вопрос: почему наш продукт такой дешевый?
Ответ: У нас есть массовое производство, чтобы снизить затраты,
, чтобы заинтересовать клиентов, не стремящихся к высокой прибыли от одного комплекта станков,
, но преследующих большое количество для получения прибыли. С увеличением продаж
, с 5 комплектов за раз, 50 комплектов за раз, 100 комплектов за раз
до настоящего времени наша компания производит тысячи комплектов машин основного типа
, здесь естественно возникает экономическая прибыль.
2. Вопрос: почему качество нашей продукции хорошее?
Ответ: Из-за сосредоточенности, поэтому мы профессионалы. Мы производим только
двух видов машин.
1. Переносной электроэрозионный станок с «удалением сломанных метчиков как основной функцией
»
2. Станок для обработки отверстий, объектом обработки которого является «резка линии
через отверстие для проволоки». Наши продукты просты в категории
, но удобны для технологических исследований, производства и организации.
Что подходит для таких малых предпринимателей, как мы.
Наша компания всегда «относилась к легкому как к тяжелому», а
считала своей обязанностью «создавать хорошие продукты, чтобы двигать мир».
3.Вопрос: почему мы продвигаем продажи онлайн?
Ответ: наше качество стабильно, и мы можем получать деньги, когда мы
сделаем так, чтобы покупатели получали продукт с удовлетворением! В то же время,
, мы также надеемся разработать самый дешевый способ продаж,
, и зарабатывать деньги для клиентов!
4. Вопрос: Почему иногда мы отклоняем заявку клиентов
на покупку?
Ответ: Некоторые клиенты мало знают о функциях нашей машины,
мы предложим более подходящее решение для решения технологических задач с терпением
, чтобы избежать неправильного выбора, который приведет к лишним расходам.
.Cnc Edm Machine Automated Machine Tool
1.Вопрос: почему наш продукт такой дешевый?
Ответ: У нас есть массовое производство, чтобы снизить затраты,
, чтобы заинтересовать клиентов, не стремящихся к высокой прибыли от одного комплекта станков,
, но преследующих большое количество для получения прибыли. С увеличением продаж
, с 5 комплектов за раз, 50 комплектов за раз, 100 комплектов за раз
до настоящего времени наша компания производит тысячи комплектов машин основного типа
, здесь естественно возникает экономическая прибыль.
2. Вопрос: почему качество нашей продукции хорошее?
Ответ: Из-за сосредоточенности, поэтому мы профессионалы. Мы производим только
двух видов машин.
1. Переносной электроэрозионный станок с «удалением сломанных метчиков как основной функцией
»
2. Станок для обработки отверстий, объектом обработки которого является «резка линии
через отверстие для проволоки». Наши продукты просты в категории
, но удобны для технологических исследований, производства и организации.
Что подходит для таких малых предпринимателей, как мы.
Наша компания всегда «относилась к легкому как к тяжелому», а
считала своей обязанностью «создавать хорошие продукты, чтобы двигать мир».
3.Вопрос: почему мы продвигаем продажи онлайн?
Ответ: наше качество стабильно, и мы можем получать деньги, когда мы
сделаем так, чтобы покупатели получали продукт с удовлетворением! Вместе с
мы также надеемся разработать самый дешевый способ
.Создайте свой собственный электроэрозионный станок (EDM) для обработки закаленных материалов
Импульсный источник питания
E lectrical D ischarge M achining ( EDM ) — это процесс, в котором электрические разряды, исходящие от электрода, разрушают электропроводящий материал. Следовательно, можно электрически разрушить или «прожечь» обратную форму электрода в заготовке. Например, если использовать квадратный электрод, в результате получится квадратное отверстие в заготовке.
Рабочий бак EDM и сервоголовка Система EDM состоит из диэлектрического резервуара и рабочего резервуара, а также насоса и системы фильтрации. Электронные компоненты включают генератор импульсов и систему управления сервоприводом оси Z.
Заготовка помещается в рабочий резервуар, заполненный углеводородным диэлектриком. Импульсное электрическое поле возникает между электродом и заготовкой (известное как зазор). Небольшой (максимум несколько тысячных дюйма) зазор становится проводящим в присутствии электрического поля.Чтобы зазор стал проводящим, приложенное напряжение обычно составляет порядка 100 В постоянного тока
Автоматическая система сервоуправления поддерживает соответствующее разделение электрода и заготовки. Когда каждая искра попадает от электрода (режущего инструмента) к заготовке, небольшое количество металла испаряется, и на заготовке остается кратер. Диэлектрическая жидкость быстро охлаждает испарившийся металл и удаляет его из области зазора. Затвердевшие частицы металла улавливаются системой фильтрации.
Процесс EDM повторяется тысячи (даже миллионы) раз в секунду. Можно преобразовать практически любые формы в материалы, которые будут проводить электричество; даже некоторые полупроводниковые материалы могут обрабатываться с помощью этого процесса. Вообще говоря, твердость заготовки мало влияет на ее способность к эрозии; это одно из самых больших преимуществ процесса EDM.
Большинство электроэрозионных станков — это крупные коммерческие единицы, которые стоят много тысяч долларов и занимают довольно много места в магазине.Доступных настольных машин для дома или небольшого механического цеха практически нет. Я намерен заполнить этот пробел, предоставив информацию о создании настольного электроэрозионного станка, способного выполнять реальную работу и разумного по стоимости.
На этом веб-сайте вы найдете информацию о том, как создать и использовать свой собственный настольный EDM
Я надеюсь, что вы найдете этот сайт увлекательным учебным опытом и способом принять участие в создании собственного EDM типа барана.
RC VS Pulse EDM | Создайте свой собственный электроэрозионный станок (EDM) для обработки закаленных материалов
The Pulse Book The EDM How-To BookВы заметите, что у меня есть две книги о том, как построить EDM. Один из них — это источник питания RC, описанный в The EDM How-To Book , а другой ориентирован на импульсный источник питания, описанный в Build a Pulse EDM Mac hine The Next Generation .
Меня часто спрашивают, в чем разница между RC и Pulse.Основное отличие заключается в том, что конденсатор R esistor C ( RC ) разряжает конденсатор через «зазор» для удаления металла, а импульсный аппарат — нет.
Станок с дистанционным управлением прост в сборке, управлении и невысокой стоимости. RC-схема была оригинальной схемой, используемой русскими, и использовалась в ранних коммерческих приложениях EDM. Самый большой недостаток RC-машины — более высокий износ электродов, чем при импульсном питании.
Как указано, импульсная машина не разряжает конденсатор; вместо этого искра от источника питания управляется таймером и силовыми МОП-транзисторами.Основным преимуществом импульсного питания является снижение износа электродов и увеличение скорости резания (в большинстве случаев). Конечно, это происходит за счет увеличения сложности блока питания и намного дороже в сборке.
Итак, какой EDM вам лучше всего построить?
EDM LogoЧтобы ответить на этот вопрос, спросите себя: «Какова предполагаемая цель создания EDM?»
Если нужна «горелка для метчиков» и износ электродов не является серьезной проблемой (чего обычно не бывает при выгорании сломанных метчиков и сверл), то я предлагаю более простой, легкий в эксплуатации и гораздо менее дорогой RC. описан в The EDM How-To Book .
Не недооценивайте, RC-машина — это больше, чем просто «записывающее устройство», логотип EDM, нанесенный на файл (см. Фото выше), был выполнен с использованием RC-машины.
С более сложной импульсной машиной, описанной в Build a Pulse EDM Mac hine The Next Generation book, сломанные метчики и сверла также могут быть удалены, но машина способна выполнять более точную и тонкую работу, такую как квадратные углы в фрезерованные карманы или обработка сложных форм из экзотических материалов.С помощью импульсной машины получить более тонкую поверхность легче, чем с помощью RC-машины, см. Фото Chuck E. Cheese ниже.
Глава 18 в книге посвящена Советы по производству ювелирных изделий и EDM . Если этот вид работы является вашим требованием, то импульсная машина, скорее всего, именно то, что вы ищете.
Chuck E. Cheese burnЕсли вы любите строить и ищете проект другого типа, который предлагает сложную задачу интеграции электроники и механических систем, EDM может быть вашим билетом.Не многие магазины могут похвастаться настоящей импульсной настройкой EDM на рабочем столе для копейки на доллар.
Создайте свой собственный электроэрозионный станок (EDM) для обработки закаленных материалов
Комментарии ниже являются сокращениями из статьи в зимнем выпуске журнала Digital Machinist за 2012 год.На семинарах с ЧПУ в 2011 и 2012 годах нам повезло, что на них присутствовал Бен Флеминг с парой его электроэрозионных станков.Дизайн и функции EDM г-на Флеминга настолько элегантны, что трудно устоять — судя по тому, что я видел на семинарах, я бы сказал, что новый дизайн г-на Флеминга (пульс) является успешным. Ожоги были очень стабильными, и я был впечатлен уровнем детализации и полученной отделки. Результаты были такими же хорошими, как и на коммерческих машинах, которые я использовал.
Бен включил всю информацию о строительстве в свою новую книгу -. Для тех, кто плохо владеет электроникой, автор делает текст и диаграммы простыми и понятными.Помимо основ сборки EDM, автор включает несколько глав, посвященных фактическому запуску машины. Как вы, наверное, уже догадались, мне действительно понравились книги Бена Флеминга (и они) — они навсегда останутся на полке моей мастерской. Увидев машину в действии, я точно знаю, что она работает, и работает очень хорошо. Джордж Буллис Редактор Цифровой машинист (журнал)
Малый электроэрозионный станок на базе SherlineМастерская цифрового станка с ЧПУ 2011
Второй ежегодный семинар Digital Machinist CNC Workshop стал хитом, его посетили 154 человека.—- Одним из привлекательных экспонатов был самодельный EDM Бена Флеминга. Беседы Бена о его EDM также понравились многим, и многие люди оставили свои планы.
Snailworks beautiful EDMС веб-сайта Snailworks Blog появилась эта КРАСИВАЯ машина (фото справа). Эта сборка основана на работе Бена Флеминга, чья книга; Руководство EDM сыграло важную роль. Я встретил Бена в мастерской ЧПУ 2011 года, где он демонстрировал свои станки. Находясь там, я прочитал его книгу и купил печатную плату, которую он продает, чтобы реализовать свой электроэрозионный станок типа RC.… Бен работал над импульсной машиной, которую он продемонстрировал на шоу. Однако после разговора с ним о своем опыте он сказал, что более высокое качество доступных электродов теперь позволяет им изнашиваться намного медленнее, чем раньше, и, если вы не против, чтобы это заняло немного больше времени, простота и возможности радиоуправляемых машин имеют много рекомендовать их использование.
Суть в том, что Model Engine News дал ОТЛИЧНЫЙ обзор, завершив
Model Engineering News EDM«Я дам The EDM How-To Book золотую звезду и штамп с изображением коалы: рекомендуется!»
EDM, показанный на фотографии справа, был построен компанией Model Engine News .Мой проект deHavilland Cirrus Mk I готовился десять лет — правда, то и дело. Я испытал «ужасный сломанный кран в самой последней дыре» проекта. Изначально я думал о создании самого быстрого и грязного подразделения, которое могло бы выполнять эту работу. Затем читатель Model Engine News предложил мне взглянуть на немного более сложную конструкцию, подробно описанную в книге Бена Флеминга. … Электронное письмо дизайнеру [Бен Флеминг] получил копию его книги для обзора и оценки, но даже до того, как книга прибыла, по фотографиям готовой машины в группе Yahoo EDM, посвященной этой машине, было ясно видно, что она имела превосходит все другие, опубликованные мною, по ряду причин: электроника проста и не полагается на шаговые двигатели, механика тарана намного проще, но намного лучше, чем у всех других проектов строительства домов, которые я видел. замечено опубликовано… Итак — наконец-то — мы подошли к рецензии на книгу за этот месяц: The EDM How-To Book .Фотографические свидетельства в книге предполагают, что возможности машины, построенной по предоставленным чертежам, будут полезным аксессуаром для мастерской. Написание четкое, и любой инженер-модельер должен легко следовать чертежам. Инструкции по сборке механики менее подробны, чем инструкции для электроники, но адекватны, и большинство строителей будут использовать некоторые вариации для настройки своей настройки. В книге рассказывается о важности адекватной циркуляции электролита и о том, как построить подходящую установку из легкодоступных деталей.«Электролит» может быть жидкостью на углеводородной основе специального состава или керосином, если вы не можете его получить.
Кажется, существует извращенная тенденция в статьях о строительстве EDM, чтобы сконцентрироваться на конструкции и сэкономить на применении. EDM How-To Book — долгожданное исключение из этого недостатка. В главе описаны все шаги по настройке для вашего первого прожига, не только что, но и почему. Затем он переходит к альтернативным и усовершенствованным типам электродов и промывке, подчеркивая важность последнего.Другим авторам следует принять к сведению. Когда медный электрод был тщательно выровнен и выровнен, емкость наполнилась, а бекон зажарился. Результат: отлично! Метчик отсутствует, и резьба 4-40 полностью не повреждена, даже если смотреть под увеличением.
EDM ОллиМой муж Олли решил построить электроэрозионную машину.
Эта книга Бена Флеминга действительно хорошо написана и содержит отличные схемы и объяснения того, как работают схемы.
Если вам когда-либо приходилось обводить цепь маркером и красной ручкой, чтобы проанализировать, как схема должна работать, пояснения приветствуются. В этом проекте много всего происходит с высокими напряжениями, шкалами индикаторов, переменным и постоянным током, а также сигналами. Электроэрозионный станок Олли очень хорошо зарекомендовал себя. Мы использовали прицел, чтобы увидеть, насколько быстро искра пересекла зазор. В целом очень впечатляющий проект!
Обратная связь от читателей и строителей
Следующие сообщения были получены по электронной и обычной почте Однажды я столкнулся с инженерной проблемой, которую обычная обработка не смогла бы решить.Я слышал о процессе EDM, но я не знал об этом слишком много, я начал поиск в Интернете по этой теме, который меня просветил. Я думаю, было бы здорово, если бы существовала машина, которую можно было бы построить дома, и вот, я нашел ее, и это был импульсный EDM, разработанный Беном Флемингом.
Я заказал книгу и печатную плату у Бена, которые приехали быстро, набивка платы была очень простой и набивалась очень быстро с помощью инструкции по начинке. Когда я, наконец, закончил машину, я был взволнован, чтобы сделать свой первый прожиг, я был немного сбит с толку всеми ручками и переключателями, но вскоре я привык ими управлять, я могу сказать, что он превзошел мои ожидания, единственная проблема сейчас отрывается от этой чудесной машины.Если кто-то думает о создании электроэрозионного станка Бена, я бы сказал, действуйте, вы будете рады, что вы это сделали, я был… Я сделал еще несколько электроэрозионных станков сегодня, этот станок действительно сияет для меня.
11/11/15 обновление от Криса
Что ж, сегодня я снял видео о некоторой работе EDM, которую я проделал с моим EDM Pulse 2, это фантастическая машина
****
Я купил вашу книгу и печатную плату и получил ее только вчера.
Спасибо за очень хорошую работу и за то, что вы подписали копию.
Я прочитал уже примерно половину и ценю время
Вы, должно быть, потратили, чтобы написать это. Снова очень хорошо сделано.
Поскольку в прошлом я построил несколько станков с ЧПУ, мне стало проще работать с механической частью. С электричеством у меня немного сложнее.
Спасибо,
****
Сначала я купил книгу, а теперь хочу приобрести печатную плату. Я хотел бы использовать станок для создания небольших наборов инструментов и штампов.Между прочим, вы создали фантастическую книгу для таких, как мы, слабых в электронике.
С уважением,
J — Steller
****
Бен, меня зовут Пол Ф- и я работаю в Texas Instruments Inc. в Далласе. Я только что получил копию вашей книги по электроэрозионному станку. Я прочитал его вчера вечером и закончил сегодня вечером. Я должен сказать, что мне приятно читать техническое руководство, написанное так же хорошо или лучше, чем я мог бы написать! Пошагово по всем перечисленным частям.Спасибо и продолжайте в том же духе. Я с нетерпением жду возможности купить больше ваших книг, если вы сделаете еще одну … Это просто благодарность и похлопывание по спине за такую хорошую работу !!!
С уважением, Пол
****
Привет, Бен! Во-первых, спасибо, что нашли время опубликовать информацию в этой книге, очень хорошо!
K— Kaitis ILL
****
Привет, ребята, сегодня мы отлично поработали EDM. Я прожег квадратное отверстие 2 мм x 6,35 мм в углеродистой стали, я использовал медный электрод и, к своему удивлению, не обнаружил износа электрода, ожог был слишком маленьким 0.08 мм с каждой стороны. Я только что получил немного графита, который я попробую, он имеет размер частиц 1 микрон !!!!!!!!! Это тоже правильный EDM Graphite. Я опубликую здесь результаты, когда попробую.
The Pulse 2.0 — отличная машина, и большое спасибо Бену за его помощь.
Крис
****
Привет, Бен Какая замечательная книга ты написал! Мы с моим другом Дэйвом сейчас строим отряд. Дэйв встретил вас на семинаре кардиналов. Должен сказать, вы парень, который греет мне сердце своим подходом к проектам.Направляющие ящика — действительно хорошая замена для причудливых способов, и очень недорогая. Практичный подход просто супер! Я инженер-технолог на пенсии, и, увидев этот проект, мне очень понравился этот проект. В прошлом я создавал небольшие электроэрозионные станки в стиле «популярной механики» для разрыва метчиков, и мне всегда был нужен сервопривод, теперь он у меня будет.
Rich in Green Bay, Висконсин
****
Что ж, несмотря на все мои усилия, сегодня появился мой (книга EDM). Настоящий шок !!! Не было совсем 23 листов с лазерной печатью с боковым скреплением, которые я ожидал.Настоящая книга с множеством страниц и слов. К счастью для меня, фотографий тоже МНОГО. Надеюсь, он печатал очень медленно, поэтому мне не нужно пытаться читать слишком быстро. Это может занять некоторое время, но пока я вижу только пару фишек, которых у меня нет в ящике для мусора.
WDSmith
Привет, Бен: Теперь, когда я, наконец, собираю плату, я понимаю, что рекомендуемые мной дополнительные радиаторы не работают. —– Кстати, я все еще впечатлен вашим выбором деталей по сравнению с ценой и тем, как плата хорошо сочетается.Например, я не понимал, что заданный вами вентилятор (за ~ 12 долларов) был полноразмерным веером для кексов. Настоящие версии «Маффинов» из того, что я помню за эти годы, были довольно дорогими.
Спасибо D — Мудрец
****
Бен, вчера получил книгу, и я впечатлен деталями, которых я не видел со времен Heath Kits! Спасибо за прекрасную работу. Я с нетерпением жду возможности заняться этим проектом, и позже у меня будут некоторые комментарии.
Спасибо, Нил
****
Привет, Бен, я слышал много хорошего о твоей книге.Я хочу заказать один — можно ли оплатить через PayPal?
Damen CNC Нидерланды
****
Бен — Только что получил свой экземпляр книги, и это потрясающе! Хотя меня бы интересовала возможность печатной платы, я, вероятно, не куплю ее сам, поскольку ваши инструкции настолько исчерпывающие (к тому же я слишком сильно беспокоюсь о том, чтобы начать сборку, чтобы дождаться платы или комплекта). В любом случае, книга отличная, и я надеюсь, что вы продвинетесь вперед в работе над книгой, в которой подробно описывается система на основе импульсов.
Михаил
****
Привет, Бен, я был впечатлен травлением файла.Я построил самогонный аппарат типа R / C и даже не стал бы пробовать что-то настолько большое.
Дэйв
BaxEDM — Компоненты и решения для специальных электроэрозионных станков и модернизации станков
В 2013 году я построил небольшой настольный электроэрозионный электроэрозионный станок, чтобы посмотреть, смогу ли я, и отчасти потому, что мне нужна такая машина. Информации не было, поэтому пришлось импровизировать и построить машину на базе Arduino, работающей как интерпретатор кода G / контроллер машины, и очень простой генератор RC-типа из лома.Он работал (https://www.youtube.com/TheWireEDM), но был очень медленным, и из-за моих ограниченных знаний проект оставался в таком состоянии в течение многих лет. Я собирался переделать для себя генератор типа ШИМ и создал прототип, который мне не очень нравился, поэтому все просто остановилось на пару лет.
Затем парень по имени Майк связался со мной по поводу создания электроэрозионного станка, и через несколько месяцев у него уже была работающая машина, и вскоре после того, как он объявил, что у него есть генератор, способный обеспечить серьезную выходную мощность и с расширенным измерением зазоров.Решил прыгнуть в список первых покупателей и в декабре 2018 получил свой генератор по почте с ассортиментом других мелочей из интернет-магазина и потратил все время, которое я мог сэкономить из своего свободного времени, чтобы восстановить свою электронику, перекодируя Arduino и установка нового генератора на стене над машиной.
Первые разрезы не совсем сработали, как я надеялся, некоторые помешали моему контроллеру, но после долгого обсуждения вариантов и попыток отточить источник ошибки с потрясающей поддержкой Майка, я получил машину для резки без проблем. вопросы! Мне действительно нравится это, простота использования и уверенность в том, что каждая искра должна быть такой, какой должна быть, я могу резать очень быстро, очень точно и продуктивно, поэтому я могу предложить своим клиентам электроэрозионную электроэрозионную обработку.
Настоятельно рекомендую этот генераторный агрегат, он создан профессионалами и выполняет то, что обещает! Служба поддержки клиентов была потрясающей, она наладила все гладко и получила ценные советы о том, как внедрить генератор в мою систему. Определенно стоит каждой копейки, особенно при модернизации.
DIY EDM Machine «Adafruit Industries — Создатели, хакеры, художники, дизайнеры и инженеры!
DIY EDM Machine
Мой муж Олли решил построить электроэрозионный станок (EDM) пару месяцев назад.
Электроэрозионная обработка — это процесс, при котором куску металла получают форму с помощью искры для удаления материала! Если у вас есть форма, которую вы хотите воспроизвести, вы создаете медный позитив той формы, которую хотите воспроизвести (в дальнейшем называемой электродом), и пропуская искру высокого напряжения между электродом и обрабатываемым материалом (станет готовой деталью). ), удалите технологический материал, чтобы он точно соответствовал желаемой форме.
Прекратите макетирование и пайку — немедленно приступайте к изготовлению! Площадка Circuit Playground от Adafruit забита светодиодами, датчиками, кнопками, зажимами из кожи аллигатора и многим другим.Создавайте проекты с помощью Circuit Playground за несколько минут с помощью сайта программирования MakeCode с перетаскиванием, изучайте информатику с помощью класса CS Discoveries на code.org, переходите в CircuitPython, чтобы изучать Python и оборудование вместе, TinyGO или даже использовать Arduino IDE. Circuit Playground Express — это новейшая и лучшая плата Circuit Playground с поддержкой CircuitPython, MakeCode и Arduino. Он имеет мощный процессор, 10 NeoPixels, мини-динамик, инфракрасный прием и передачу, две кнопки, переключатель, 14 зажимов из кожи аллигатора и множество датчиков: емкостное прикосновение, ИК-приближение, температуру, свет, движение и звук.Вас ждет целый мир электроники и программирования, и он умещается на ладони.
Присоединяйтесь к более чем 28 000 создателей на каналах Discord Adafruit и станьте частью сообщества! http://adafru.it/discord
Хотите поделиться замечательным проектом? Выставка Electronics Show and Tell проходит каждую среду в 19:00 по восточному времени! Чтобы присоединиться, перейдите на YouTube и посмотрите чат в прямом эфире шоу — мы разместим ссылку там.
Присоединяйтесь к нам каждую среду вечером в 20:00 по восточноевропейскому времени на «Спроси инженера»!
Подпишитесь на Adafruit в Instagram, чтобы узнавать о совершенно секретных новых продуктах, о кулуарах и многом другом https: // www.instagram.com/adafruit/
CircuitPython — Самый простой способ программирования микроконтроллеров — CircuitPython.org
Получайте единственную ежедневную рассылку без спама о носимых устройствах, ведении делопроизводства, электронных советах и многом другом! Подпишитесь на AdafruitDaily.com!Пока комментариев нет.
Извините, форма комментария в настоящее время закрыта.
% PDF-1.3 % 82 0 объект > эндобдж xref 82 96 0000000016 00000 н. 0000002774 00000 н. 0000003097 00000 н. 0000003139 00000 п. 0000004094 00000 н. 0000004144 00000 н. 0000004193 00000 п. 0000004241 00000 н. 0000004289 00000 п. 0000004338 00000 п. 0000004388 00000 п. 0000004501 00000 п. 0000004551 00000 н. 0000004600 00000 н. 0000004650 00000 н. 0000004698 00000 н. 0000004748 00000 н. 0000004797 00000 н. 0000005495 00000 н. 0000005707 00000 н. 0000005985 00000 н. 0000006254 00000 н. 0000006614 00000 н. 0000006923 00000 н. 0000007292 00000 н. 0000007686 00000 н. 0000008119 00000 п. 0000008231 00000 п. 0000009055 00000 н. 0000009601 00000 п. 0000010195 00000 п. 0000010729 00000 п. 0000010816 00000 п. 0000011379 00000 п. 0000011466 00000 п. 0000012030 00000 н. 0000012889 00000 п. 0000013732 00000 п. 0000014187 00000 п. 0000014271 00000 п. 0000014705 00000 п. 0000015591 00000 п. 0000015936 00000 п. 0000016308 00000 п. 0000017143 00000 п. 0000017982 00000 п. 0000021141 00000 п. 0000025030 00000 н. 0000044562 00000 п. 0000067445 00000 п. 0000068813 00000 п. 0000073098 00000 п. 0000073793 00000 п. 0000074310 00000 п. 0000074368 00000 п. 0000074623 00000 п. 0000074866 00000 п. 0000075158 00000 п. 0000075225 00000 п. 0000075326 00000 п. 0000075640 00000 п. 0000076138 00000 п. 0000076412 00000 п. 0000076527 00000 н. 0000076867 00000 п. 0000077511 00000 п. 0000077823 00000 п. 0000079267 00000 п. 0000079594 00000 п. 0000080849 00000 п. 0000081296 00000 п. 0000082443 00000 п. 0000083364 00000 п. 0000084366 00000 п. 0000085305 00000 п. 0000086469 00000 п. 0000087390 00000 п. 0000088025 00000 п. 0000132271 00000 н. 0000133577 00000 н. 0000133808 00000 н. 0000134298 00000 н. 0000135219 00000 п. 0000138459 00000 н. 0000175059 00000 н. 0000190312 00000 н. 0000196598 00000 н. 0000200460 00000 н.